Ремонт инверторного сварочного аппарата своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.
Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Содержание
1 Ремонт сварочных инверторов своими руками
1.1 Схема ремонта сварочного инвертора своими руками
2 Основные неисправности сварочных инверторов
3 Распространенные неисправности инверторов
4 Ремонт инверторных сварочных аппаратов
4.
 1 Технология работ
1 Технология работ
5 Заключение
 1 Технология работ
1 Технология работРемонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.
В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование.
 Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства.
Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов. - При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя.
 Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А. - Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.
Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки.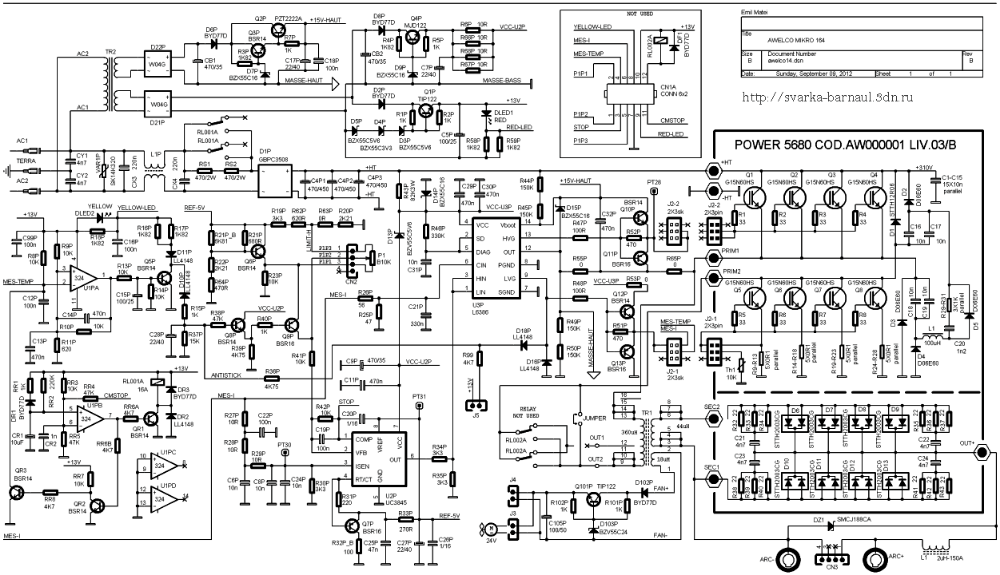 Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Оцените статью:
(48 голосов, среднее: 2. 7 из 5)
7 из 5)
Поделитесь с друзьями!
как отремонтировать если не работает, причины + видео
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Содержание
- Инверторные аппараты — новое поколение ручной сварки
- Устройство сварочного аппарата
- Ремонт сварочного аппарата своими руками
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов.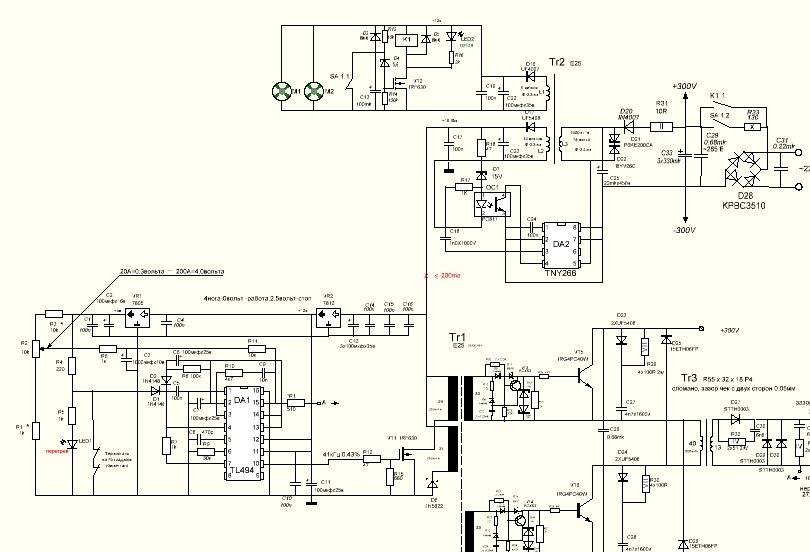 Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
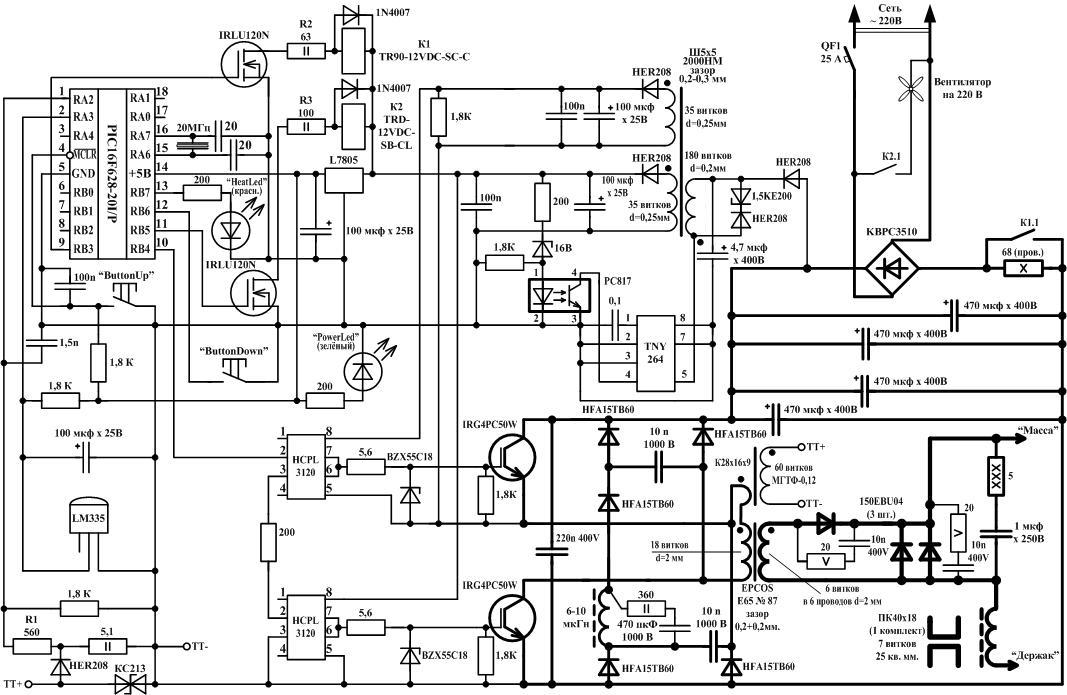
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов.
 Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды; - силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан.
 Тогда выходит из строя силовой модуль IGBT;
Тогда выходит из строя силовой модуль IGBT; - некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | <3,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Толщина металла, мм | <4 | 4–8 | 4–12 | 12 и > | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.
Кнопку проверяют в режиме «включено», прозванивая её контакты
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.

Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами.
 Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора.
 Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
- Автор: Лилия Жуля
- Распечатать
Здравствуйте, меня зовут Лилия. Мне 48 лет, в копирайтинге я новичок.
Мне 48 лет, в копирайтинге я новичок.
Оцените статью:
(8 голосов, среднее: 3.8 из 5)
Поделитесь с друзьями!
умных инструментов Не работайте усерднее. Работайте умнее.
Продукт
Описание
Smarter Tools ARC-100ST — идеальный сварочный комплект
как для начинающих, так и для профессионалов. Этот компактный инвертор
сварочный аппарат имеет бесступенчатую регулировку сварочного тока
от 5 до 100 ампер. Он использует стандартное общее назначение
Электроды SMAW 3/32 (2,5 мм) для легких работ, как правило
меньше 1/8? (3,2 мм) толщиной. В квартире также есть лифт
Режим сварки TIG (GTAW), обеспечивающий стабильную сварку TIG
характеристики при использовании с подходящей горелкой TIG и
защитный газ. ARC-100ST — самый мощный двухпроцессорный
ARC-100ST — самый мощный двухпроцессорный
сварочный аппарат в своей ценовой категории. В коплект входит: Handyweld
Arc 100S Инверторный источник сварочного тока. Держатель электрода
с проводом 10 футов (3 м). Заземляющий зажим с кабелем длиной 10 футов (3 м).
провод, горелка TIG 17 В, длина 10 футов (3 м) с принадлежностями.
Регулятор/расходомер аргона. Руководство по эксплуатации, 4 общие
целевые стержневые электроды, 1 пара сварочных перчаток для рук
защитная маска. Отбойный молоток и щетка. Прочный удар
корпус пресс-формы.
- Охлаждение вентилятором для повышения производительности
- Защита от тепловой перегрузки
- Усовершенствованная инверторная технология IGBT
- Диапазон сварки: 20–100 А
- Дуговые электроды: 1/16 дюйма, 5/64 дюйма и 3/32 дюйма
- Многофункциональная сварка — ARC (SMAW)/TIG (GTAW)
- Прочный футляр для хранения в комплекте
Для чего его можно использовать?
Дуговая сварка защищенным металлом (SMAW), которая также
известная как ручная дуговая сварка металлическим электродом (MMAW) или дуговая сварка
Сварка до 90А
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная как
сварка вольфрамовым электродом в среде инертного газа (TIG) до 100 А
Включает Handyweld
Arc 100S Инверторный источник сварочного тока. Держатель электрода
Держатель электрода
с проводом 10 футов (3 м). Заземляющий зажим с кабелем длиной 10 футов (3 м).
провод, горелка TIG 17 В, длина 10 футов (3 м) с принадлежностями.
Регулятор/расходомер аргона. Руководство по эксплуатации, 4 общие
целевые стержневые электроды, 1 пара сварочных перчаток для рук
защитная маска. Отбойный молоток и щетка. Прочный удар
корпус пресс-формы.
Технические характеристики изделия
Как подобрать источник сварочного тока
Сварщики-любители должны рассмотреть возможность приобретения аппарата SMAW с функцией горячего пуска, которая обеспечивает более высокую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Сварка часто считается пугающим ремеслом. Но выбор правильного источника сварочного тока может быть в равной степени пугающим и ошеломляющим. Если вы новичок в сварке или хотите модернизировать свой аппарат, может быть трудно понять, что искать.
Для тех, кто плохо знаком со сваркой, имеет небольшой опыт или занимается этим неполный рабочий день, важно понимать, как вы собираетесь использовать источник питания. Какова средняя толщина свариваемого материала? Будете ли вы работать в помещении, на открытом воздухе или и то, и другое одновременно? Вам нужен источник питания, предназначенный для одного процесса сварки, или вам нужна многофункциональная машина? Реальный взгляд на то, что вы собираетесь делать с машиной, поможет вам найти ту, которая соответствует вашим потребностям, и избежать перерасхода средств на возможности, которые вам не нужны.
Большинство сварщиков можно отнести к одной из трех категорий: самодельщики (сделай сам), фермеры/владельцы ранчо и генеральный подрядчик. Следующие рекомендации помогут вам принять решение и разобраться в технологиях и областях применения сварки.
Следующие рекомендации помогут вам принять решение и разобраться в технологиях и областях применения сварки.
Источники питания для самодельного сварочного аппарата
Сварщики, которые относятся к категории «сделай сам», обычно сваривают небольшие ремонтные работы в своем гараже, такие как газонокосилки, изделия из металла, тележки, небольшие тракторы и ремонт автомобилей. Сварка в условиях гаража обычно означает, что портативность машины не является важным фактором.
Большинство домашних мастеров в основном используют дуговую сварку в среде защитного газа, также известную как сварка электродами, или дуговую сварку с флюсовой проволокой (FCAW), поэтому им не приходится тратиться на защитный газ. Однако, если вы предприимчивы и хотите улучшить свои навыки или изучить другие процессы, подумайте о многопроцессорной машине, которая может выполнять FCAW, дуговую сварку металлическим электродом (GMAW), сварку электродом и дуговую сварку вольфрамовым электродом (GTAW).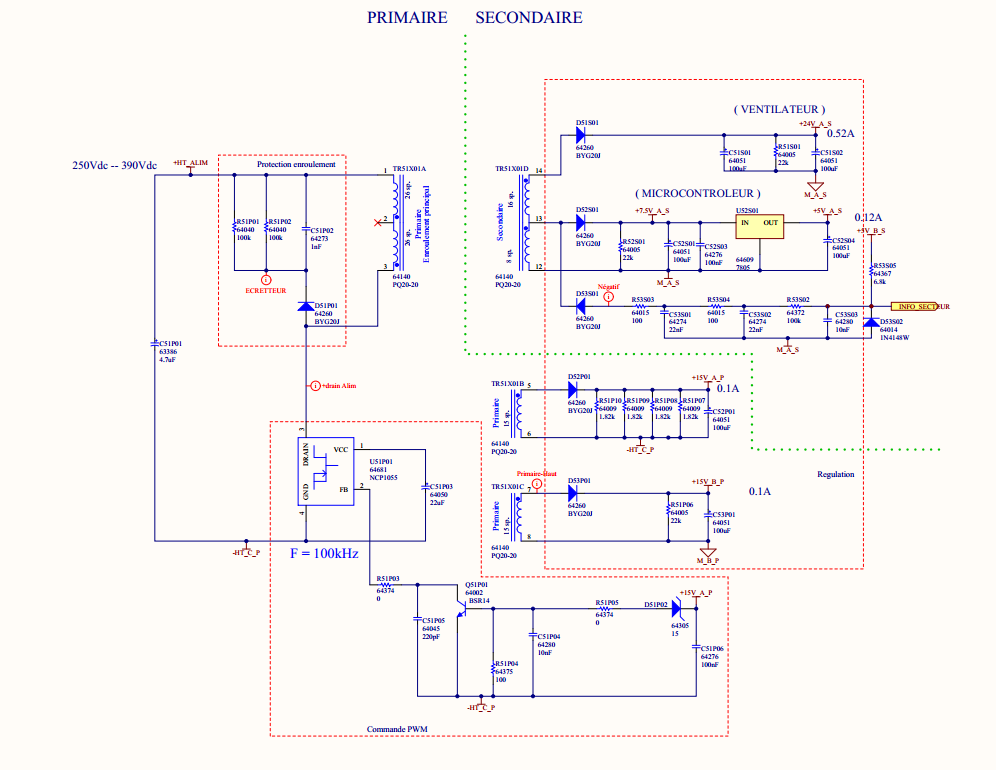
Обычные сварщики-любители не будут сваривать материал толще ¼ дюйма, что означает, что мощность сварки составляет не менее 100 ампер, а для плазменной резки — 20 ампер. Обычно это можно найти в машинах на 110–120 В. Если вам требуется больше мощности для иногда более толстого материала, рассмотрите машину, которая способна работать как от 110 до 120 В, так и от 208 до 240 В. Тщательно выбирайте машину, которая будет максимально использовать вашу входную мощность.
Пятнадцать лет назад все источники питания, сделанные своими руками, были трансформаторными, потому что они были недорогими. Рынок изменился и движется к инверторным машинам, потому что они намного более энергоэффективны и обычно имеют немного более высокую производительность и рабочий цикл. Выбор инверторного станка FCAW даст вам больше возможностей; более плавная дуга; и позволяют бесконечно регулировать напряжение и подачу проволоки, что упрощает обучение и настройку.
Сварка стержнем — отличный процесс для сварки таких материалов, как сталь, нержавеющая сталь, чугун и наплавка.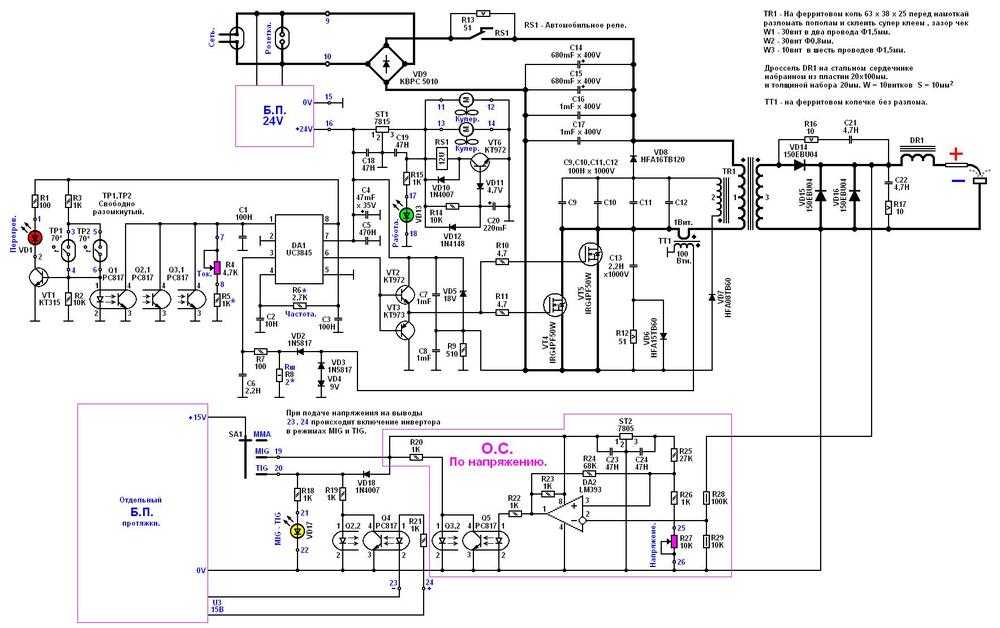 Дополнительным преимуществом является то, что для этого не требуется защитный газ, что может сократить ваши первоначальные инвестиции. Ищите аппарат SMAW с функцией горячего пуска, которая производит большую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Дополнительным преимуществом является то, что для этого не требуется защитный газ, что может сократить ваши первоначальные инвестиции. Ищите аппарат SMAW с функцией горячего пуска, которая производит большую силу тока в начале и помогает предотвратить залипание электрода при поджигании дуги.
Рассмотрите возможность приобретения как 3⁄32-, так и 1⁄8-дюймового диаметра. электроды для 120-вольтовой машины, которая позволит вам сваривать листовой металл толщиной до ¼ дюйма. Иногда можно найти 5⁄64-дюймовый. электрод, который идеально подходит для сварки тонколистового металла. Электрод большого диаметра, например, 5⁄32 дюйма, не рекомендуется использовать для машин на 120 В, потому что он будет плохо проваривать и вам, вероятно, не хватит выходной силы тока для зажигания дуги.
Помните, что некоторые стержни, такие как E6013 и E7014, рассчитаны на малую силу тока и просты в использовании и обучении. Некоторые марки электродов созданы для того, чтобы лучше работать на низковольтных сварочных аппаратах, поэтому попробуйте пару разных марок, чтобы увидеть, что лучше всего работает на вашем аппарате.
Распространенное заблуждение при выборе провода для GMAW заключается в том, что провода большего диаметра, например 0,035 дюйма, лучше, но это не относится к машинам на 120 В. Большинство аппаратов с подачей проволоки начального уровня рекомендуют использовать диаметр 0,030 дюйма. провод, который является лучшим выбором. Проволока малого диаметра будет иметь более равномерную дугу, более широкую зону наилучшего восприятия, лучшую плотность тока и лучшее проплавление, при этом она сможет сваривать материалы различной толщины, включая листовой металл до ¼ дюйма.
Если вам нужно сваривать вдали от гаража, подумайте о выборе генератора. Большинство машин на 120 В могут работать от высококачественного генератора непрерывного действия мощностью 4000 Вт, если он производит чистую мощность (менее 5% общих гармонических искажений). Убедитесь, что производитель источника питания говорит, что это сварочный аппарат, пригодный для работы с генератором, прежде чем пытаться его использовать.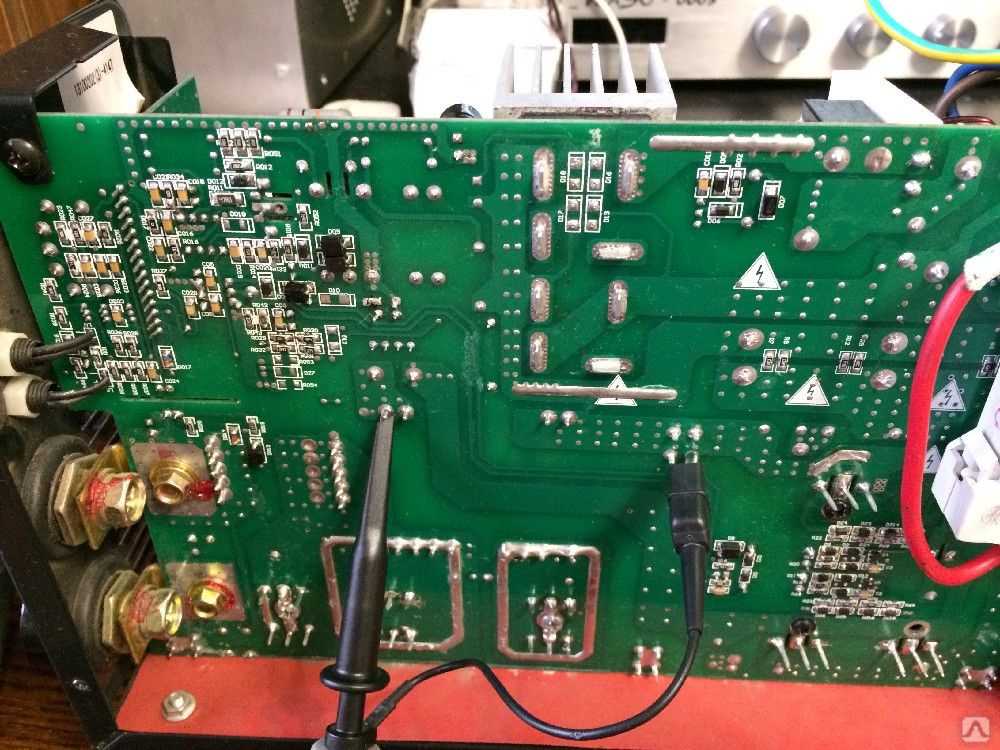
Источники питания для сварщика на ферме/ранчо
Требования сварщиков на ферме и ранчо аналогичны требованиям домашних мастеров, но они сваривают чаще, на более крупном оборудовании и из более толстых материалов. Кроме того, важна портативность, так как часто ремонтную сварку проводят в полевых условиях.
Примерно 15-20 лет назад большинство фермеров и владельцев ранчо нуждались в специальном аппарате для сварки электродами, который был бы надежным и простым в использовании на открытом воздухе. Однако выбор между палкой и GMAW больше не является проблемой, потому что производители машин теперь производят несколько хороших многопроцессорных машин по цене менее 1500 долларов. Эти машины могут выполнять FCAW, палки, GMAW и GTAW, что дает вам большую универсальность и лучшую общую ценность. На более новых машинах гораздо проще переключаться между процессами, чем на некоторых старых источниках питания. Если вы относитесь к категории фермеров/владельцев ранчо, постарайтесь найти машину, которая позволяет легко переключаться между палкой и GMAW (процесс TIG не так распространен в этой отрасли).
Толщина материала, наиболее часто используемого в этой категории, находится между листовым металлом и толщиной до ½ дюйма. Это означает, что для достижения хороших результатов вам потребуется мощность сварки 200 ампер и мощность плазменной резки 40 ампер. Аппараты с несколькими или двумя напряжениями питания могут значительно улучшить вашу гибкость при сварке в различных местах и занимают первое место в списке рекомендуемых функций.
Машины-трансформеры чаще используются фермерами и владельцами ранчо из-за надежности, ремонтопригодности и привычности. Хотя вы, скорее всего, найдете трансформаторную машину на ферме, инверторные машины начинают занимать их место.
Инверторные машины весят намного меньше (точнее, на 65-75% меньше), чем трансформаторы, и их легче ремонтировать. Типичная трансформаторная машина на 250 ампер может весить до 220 фунтов, но инверторная машина с аналогичной мощностью может весить 50 фунтов.
Время гарантийного ремонта составляет в среднем от 25 до 35 минут для инверторной машины и от 45 до 60 минут для трансформаторной машины, при условии, что требуется замена всей печатной платы инвертора.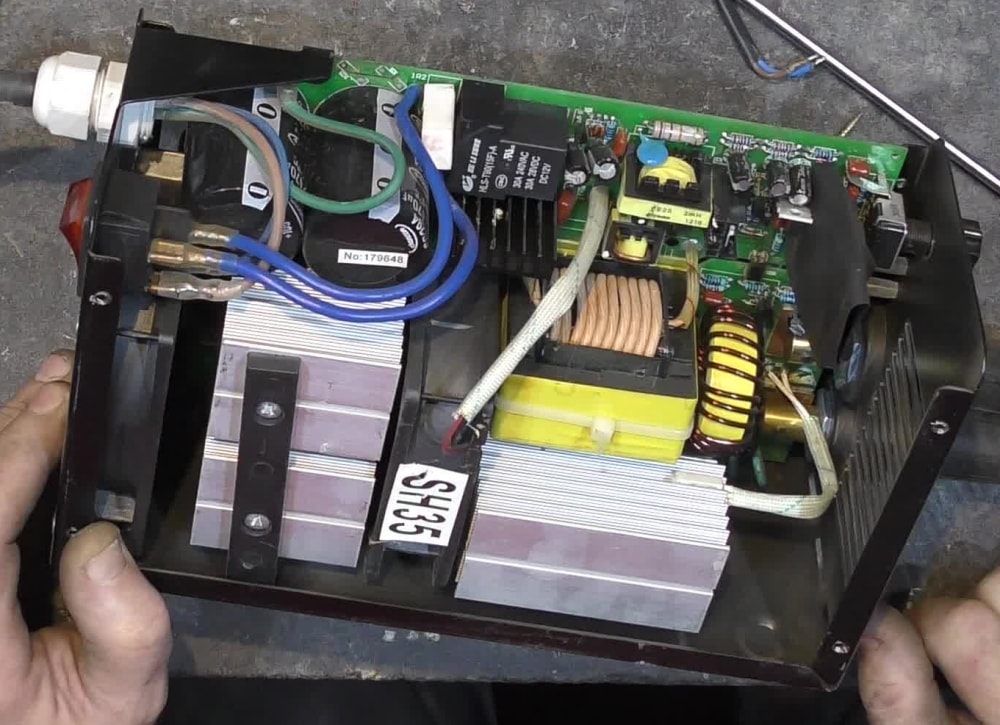
Наконец, у большинства фермеров и владельцев ранчо есть кислородно-ацетиленовые установки для нагрева и резки металлов или ремонта сломанных чугунных деталей. Если у вас нет кислородно-ацетиленовой установки, рассмотрите возможность добавления плазменной резки. Плазменные резаки безопасны и требуют только чистого и сухого сжатого воздуха для качественной резки. Эти машины обычно стоят около 1000 долларов и позволяют резать материал толщиной до ½ дюйма.
Источники питания для генерального подрядчика
Есть разница между подрядчиком по сварке, который занимается сваркой весь день, каждый день, и генеральным подрядчиком, который занимается сваркой от случая к случаю. Категория генерального подрядчика предназначена для тех, кто может выполнять сварку для обслуживания зданий, ОВКВ, изготовления кухонь из нержавеющей стали, металлических ограждений или лестниц или других металлических конструкций для ландшафтного дизайна. Универсальность и портативность являются наиболее важными факторами для сварщиков, относящихся к этой категории.
Большинство генеральных подрядчиков работают с тонкими металлами, толщина которых редко превышает ½ дюйма, что означает, что лучше всего использовать сварочный аппарат мощностью до 200 ампер для сварки и 40 ампер для плазменной резки. Ищите машину с двойным напряжением, чтобы вы могли сваривать в разных местах, и ищите инверторную машину, легкую и универсальную.
Если вы свариваете в основном сталь или нержавеющую сталь, рассмотрите возможность использования многопроцессорного аппарата с выходом постоянного тока, который позволяет использовать либо GMAW, либо электроды. Многопроцессорная машина добавляет универсальности и позволяет переключаться между FCAW, GMAW, палкой и GTAW. Газ тримикс часто рекомендуется для сварки нержавеющей стали с помощью GMAW, но это может быть немного дороже. Процесс сварки нержавеющей стали может быть дешевле. Обычные нержавеющие электроды: E308L, E309.Л и E316L. Для работы с нержавеющей сталью, например, в пищевой промышленности, где переходы носка сварного шва должны быть идеальными, попробуйте GTAW, используя специальную машину для сварки стержнем/GTAW с импульсным управлением.
Если вам нужно сваривать алюминий, убедитесь, что ваш многофункциональный аппарат поддерживает работу с катушечным пистолетом. Прецизионная алюминиевая GTAW на тонких конструкционных рамах (таких как мотоциклы и некоторые лодки), вероятно, потребует специальной машины GTAW с выходом переменного тока (AC). Для алюминиевого GTAW вам понадобится возможность регулировки баланса, частоты и пульса. Возможно, вы слышали термин «управление формой волны». Это хорошая функция для очень специфических приложений, но она также увеличивает сложность и затраты. Генеральному подрядчику необходима машина с двойным напряжением, работающая от 110 до 120 В или от 208 до 240 В.
Большинству подрядчиков необходимо регулярно резать металл. Эффективность имеет важное значение, поэтому рассмотрите плазменный резак, способный выполнять чистый рез толщиной до ½ дюйма. Если вы находитесь в безвыходном положении и работаете с ¾ дюйма, вы обычно можете отрезать 3/4 дюйма с помощью плазменного резака, рассчитанного на ½ дюйма.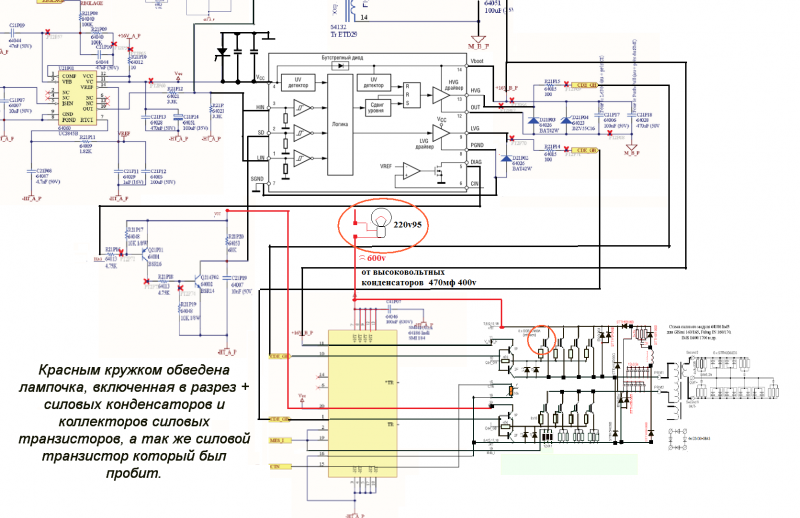 оценка различных машин. Проблема № 1 с плазменными станками — грязный или маслянистый воздух, поэтому обязательно фильтруйте и осушайте воздух и никогда не используйте компрессор с масляной ванной. Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.
оценка различных машин. Проблема № 1 с плазменными станками — грязный или маслянистый воздух, поэтому обязательно фильтруйте и осушайте воздух и никогда не используйте компрессор с масляной ванной. Лучшим вариантом будет поиск сухого сверхтихого компрессора со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком бережно, так как внутри есть движущиеся части, которые легко заклинить или повредить. Замена поврежденной или неработающей головки плазменного резака является обычным явлением, и большинство производителей не дают гарантии на резак или головку.
Перед покупкой
Одним из наиболее важных элементов, которые следует учитывать при покупке новой машины, являются гарантия и сертификация. Скорее всего, вам понадобится хорошая гарантия и техническая поддержка в течение всего срока службы вашей машины. Обязательно приобретайте машину от известной компании и бренда.
Кроме того, приобретение сертифицированной машины (сертифицированной CSA и ETL) гарантирует, что машина соответствует стандартам безопасности UL, применимым в США и Канаде (примечание: сертификация CE не является).
