Резка нержавейки лазером: Лазерная резка металла в Самаре
Содержание
Лазерная резка нержавеющей стали — возможности и преимущества
Лазерная резка нержавеющей стали — один из самых прогрессивных методов обработки этого металла. У лазерной резки есть свои неоспоримые преимущества, за которые многие производственники стабильно выбирают именно ее. Но есть и ограничения — благодаря этим ограничениям другие методы обработки нержавеющей стали тоже продолжают жить и здравствовать.
Для производственника важна понимать особенности разных методов, чтобы всегда выбирать для своей продукции оптимальный. Так будет меньше расходов, меньше головной боли и лучше качество. В этой статье мы разберемся в преимуществах и ограничениях лазерной резки и поймем, для каких деталей лучше заказывать ее, а для каких — не стоит.
-
Как лазер режет нержавеющую сталь?
-
Каковы ограничения у лазерного раскроя нержавеющей стали?
-
2. Плоская резка VS объемная резка
-
Возможности «Металл‑Кейс» по лазерной резке нержавеющей стали
-
В чем преимущества лазерной резки нержавейки?
-
1. Точное соответствие проекту
-
2. Лазер дает качественные кромки
-
3. Минимум человеческого фактора — минимум брака
Минимум человеческого фактора — минимум брака
-
4. Доступны тонкие резы и сложные очертания
-
5. Нет царапин и тепловых деформаций
-
6. Быстрый запуск в производство
-
7. Экономия металла
-
Для каких задач идеально подходит резка нержавейки лазером?
-
Лазерная резка нержавеющей стали в «Металл‑Кейсе»
1. Максимальная толщина нержавейки для лазерной резки
Как лазер режет нержавеющую сталь?
Для начала немного о самом процессе. Вдаваться в технические тонкости не будем — это не учебник для резчиков, а обзорная статья для заказчиков.
Вдаваться в технические тонкости не будем — это не учебник для резчиков, а обзорная статья для заказчиков.
Как неосязаемый свет может разрезать твердый металл? Дело в нагреве. Сконцентрированный лазерный луч разогревает область, на которую направлен, до экстремальной температуры. Большая часть лазерных установок плавит металл. Некоторые — не просто плавят, а испаряют. Это огромная температура, как вы понимаете.
Но в принципе, для работы вполне достаточно, чтобы металл был просто расплавлен. Направленная в зону резки мощная струя газа выдувает образовавшийся расплав, оставляя ровный край. Плюс к тому — струя газа охлаждает разрез. Это важно. Благодаря этому детали, прошедшие лазерную резку, не имеют тепловых деформаций — вся плавящая энергия сосредоточена в нужном месте, а остальная часть детали нагревается слабо.
При этом для резки нержавейки недостаточно просто воздуха — по‑хорошему, нужен азот. Азот вытесняет из зоны реза кислород, который мог бы участвовать в тепловой реакции и портить металл.
Суть такова. Теперь давайте разберемся в видах задач, для которых НЕ стоит применять лазерную резку.
Каковы ограничения у лазерного раскроя нержавеющей стали?
1. Максимальная толщина нержавейки для лазерной резки
Лазер справляется с резкой тонколистового металла эффективно и дешево.
- Конечно, не так дешево, как гильотинная рубка — но гильотинная рубка не позволяет делать тонкую работу и дает посредственные края деталей, требующие дополнительной обработки.
- Однако вполне сопоставимо с плазменной резкой — второй конкурирующей технологией.
С увеличением толщины металла стоимость лазерной резки увеличивается. Впрочем, как и стоимость любого другого вида раскроя. Вопрос здесь в динамике этого увеличения. При росте толщины листа наступает момент, когда на качественный рез нужно слишком много энергии — и это уже становится просто невыгодно.
- При толщине листа до 20 миллиметров использование лазера оправдано — энергии требуется не так много, лазер сравнительно дешев.

- От 20 до 40 миллиметров лазер использовать уже не рекомендуется. Плазменная резка будет выгоднее. Но плазма имеет меньшую точность, дает отклонения от формы от детали к детали — и к тому же сравнительно низкое качество кромок по сравнению с лазером. И если для конкретного заказа принципиальны точность и качество — выбор лазера при этом диапазоне толщин всё‑таки возможен.
- А вот при толщине выше 40 миллиметров даже высокое качество не оправдывает роста цены лазерного раскроя. Дешевле будет разрезать плазмой и механически обработать все края, качество которых вас не устраивает.
По факту большая часть заказов по лазерной резке нержавейки в приборостроении укладывается даже не в 20 миллиметров, а в 10 — и то с запасом. Однако в принципе это свойство лазера стоит иметь в виду.
2. Плоская резка VS объемная резка
Важный момент. По понятным причинам лазеру легко справиться с листовым металлом — режущая головка двигается над ним по двум осям X и Y, отклонения от вертикали возможны, но в основном не используются. Объемная лазерная резка — сложнее.
Объемная лазерная резка — сложнее.
До недавнего времени она вообще была практически невозможна в промышленных масштабах — не было подходящих лазеров. Сейчас появились лазеры, построенные на волоконной технологии. Некоторые станки, основанные на ней, могут выполнять объемную резку, отсекая ненужное от металлической «болванки». Однако пока и этот метод является редкостью.
Так что сейчас лазерный раскрой активно используется только в производствах из листового металла. Потом эти плоские развертки могут складываться в корпуса на гибочных станках и свариваться — это не проблема. Однако таким образом можно изготовить всё‑таки не любую деталь. Так что сложные объемные детали, как и прежде, изготавливаются:
- либо методом литья,
- либо на фрезеровальных станках.
Да, конечно — литье долго запускается в производство, а фрезеровка дает лютый, бешеный расход металла. Можно ожидать, что станки объемной лазерной резки станут в будущем более распространенными и вытеснят фрезеровку. Но пока ситуация такова, и объемные детали — основное ограничение при лазерной резки нержавеющей стали.
Но пока ситуация такова, и объемные детали — основное ограничение при лазерной резки нержавеющей стали.
Возможности «Металл‑Кейс» по лазерной резке нержавеющей стали
Точность резки — до 0,1 мм.
Толщина нержавейки — до 10 мм.
Размер листов — до
1500х3000 мм.
В чем преимущества лазерной резки нержавейки?
В остальных же случаях, когда речь идет о работе с листовой нержавейкой умеренной толщины — лазерная резка имеет серьезные преимущества перед конкурирующими технологиями — рубкой и плазменной резкой.
1. Точное соответствие проекту
Во‑первых, лазер наводится с точностью до десятых долей миллиметра. Для раскроя кровельных листов — неважно. Но вот для приборостроения — обязательно. Здесь лазер выигрывает и у рубки, у к плазмы — обе эти технологии дают меньшую точность.
Во‑вторых, лазер стабильно дает одинаковый контур от реза к резу. Каждая деталь будет четко соответствовать заложенной программе. Координатно‑пробивные станки, в принципе, так же стабильны, хоть и на меньшей точности — а вот плазменная дуга, например, нестабильна и допускает колебания.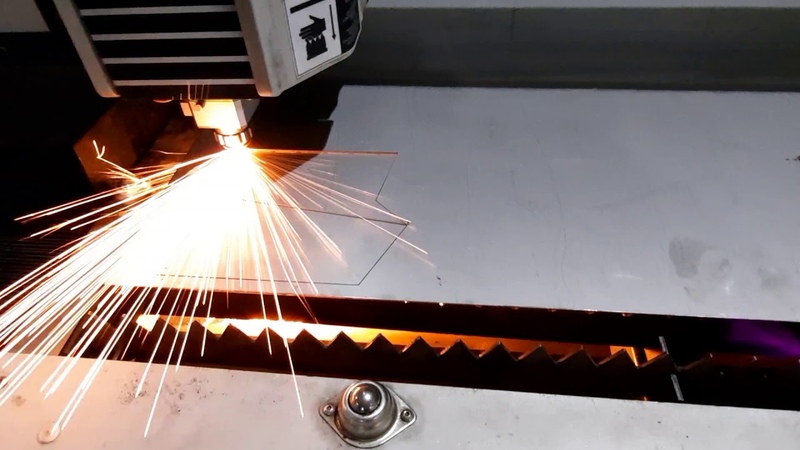
2. Лазер дает качественные кромки
Опять же — возможно, для кровельных листов это было бы непринципиально. Но для тонких и точных работ — важно. Единственный изъян кромок при лазерной резке — легкая конусность при работе с большой толщиной стали.
В диапазоне нескольких миллиметров — то есть при наиболее популярных толщинах — эта конусность вообще не проявляется. При резке нержавейки толщиной 10 миллиметров — уже может проявиться. Уклон кромок будет в районе 0,5 градуса, отверстие будет чуть расширяться к низу. Строго говоря, заметить это невооруженным глазом невозможно, и на большинстве операций с этим отверстием никак не скажется. Однако иметь это в виду стоит.
Рубка дает грубые края — на то она и рубка. Плазма — тоже: прижоги, окалина. Плюс конусность — но на сей раз с расширением кверху и куда более заметная — от 3 до 10 градусов. То есть уже при толщине металла в 20 миллиметров разница между верхним и нижним диаметром отверстия может доходить до 1 миллиметра.
3. Минимум человеческого фактора — минимум брака
В станках лазерной резки используется числовое программное управление. Лазерный луч движется четко по заданной траектории и с заданной скоростью. Если изначально расчеты сделаны правильно — по всей длине реза обработка будет одинаково качественной. Вне зависимости от того, сколько деталей в партии — робот никогда не отвлекается и не чихает. Поэтому рез всегда одинаковый, и брака на этапе резки не возникает.
4. Доступны тонкие резы и сложные очертания
Лазером можно проделывать тонкие отверстия — более тонкие, чем для других методов раскроя. Плазменной дугой, например, можно вырезать отверстие диаметром минимум 4 миллиметра, а для толстой стали — еще шире. Лазер режет отверстия, равные толщине металла, от 1 миллиметра.
Плюс к тому — при сложных очертаниях лазер четко прорезает углы, не скругляя их, как плазма.
5. Нет царапин и тепловых деформаций
Физического воздействия на заготовку нет, а тепловое воздействие происходит на минимальном участке — собственно, в зоне реза. Для сравнения, при работе с координатно‑пробивными станками деталь нужно жестко фиксировать — отсюда царапины. А плазма разогревает всю заготовку, оставляя тепловые деформации.
Для сравнения, при работе с координатно‑пробивными станками деталь нужно жестко фиксировать — отсюда царапины. А плазма разогревает всю заготовку, оставляя тепловые деформации.
6. Быстрый запуск в производство
Это преимущество характерно и для лазера, и для плазмы. У координатно‑пробивного станка могут возникнуть проблемы с этим, если в детали есть отверстия, отличающиеся от стандартных. В таком случае придется производить пуансоны специально под нее.
Для старта работы лазера и плазмы достаточно создать программу резки и запустить станок.
7. Экономия металла
У лазера тонкий рез, в отличие от плазмы. Соответственно, из одного листа металла лазером часто получается нарезать больше деталей. На небольших партиях это может не казаться серьезным — но на больших оказывается важным преимуществом.
Для каких задач идеально подходит резка нержавейки лазером?
Изготовление деталей и корпусов для приборов всех мастей — от военных до медицинских. Везде, где требуется точность, соответствие проекту и качественный рез.
Лазерная резка нержавеющей стали в «Металл‑Кейсе»
Очевидно, вы ищете информацию по лазерной резке нержавеющей стали не потому, что «просто интересно». Вас интересует, что эта технология может дать вашему предприятию. Тогда давайте обсудим конкретику — рассчитаем цену лазерной резки нержавейки по вашему заказу, вычислим сроки.
Наш специалист готов ответить на вопросы и подготовить расчет. Отправьте свой контактный телефон через форму ниже — и он перезвонит вам. Не стоит откладывать, ведь время — деньги. Давайте обсудим конкретику прямо сейчас.
Быстрый расчёт стоимости
Лазерная резка нержавеющей стали
Среда резки: воздух, азот.
Достоинства лазерной обработки нержавеющей стали:
- высокая точность;
- отсутствие необходимости обработки кромки;
- широкий спектр выполняемых работ;
- высокий уровень безопасности;
- автоматизация основных операций лазерной резки;
- взвешенное соотношение цены и качества.

Стоимость услуг лазерной резки:
| Нержавеющая сталь | |||||
| Толщина | до 100 м | 100-500 м | 500-1000 | >1000 м | Стоимость одного врезания, руб |
| 0,5; 0,8 | 58 | 45 | 38 | договорная | 1 |
| 1 | 58 | 45 | 38 | договорная | 1 |
| 1,5 | 94 | 65 | 50 | договорная | 1 |
| 2 | 120 | 85 | 70 | договорная | 1 |
| 2,5 | 140 | 110 | 80 | договорная | 2 |
| 3 | 160 | 130 | 90 | договорная | 2 |
| 4 | 210 | 160 | 120 | договорная | 2 |
Окончательную стоимость услуги, можно узнать при обращении в компанию.
Примеры работ:
Лазерная резка декоративного экрана для печной трубы.
| Резка производится в защитной плёнке | Готовое изделие в интерьере |
Важно: зеркальная нержавеющая сталь весьма капризна к неловким прикосновениям, остатки от пальцев оттереть ох как непросто.
Поэтому защитную плёнку следует снимать только после окончательной установки изделия.
- Действует система скидок.
- Имеем запас материала на складе.
- Партия от 1 шт.
- Изготовим оснастку для серийной резки небольших изделий.
- Возможно исполнение в день заказа +20%
Дополнительно:
- Услуги по обработке металла и других материалов — гибка, сварка, маркировка, гравировка.
- Техническое моделирование и сопровождение.
- Гальваническое покрытие НИКЕЛЕМ для небольших изделий из металла, алюминия, латуни.
 Методом химического никелирования.
Методом химического никелирования.
Присылайте свои файлы для лазерной резки в формате .dxf или .cdr в масштабе 1:1 на адрес [email protected]
Дополнительный телефон для связи +7 (495) 221-1037 e-mail [email protected]
На складе имеется запас следующих марок нержавеющей стали:
AISI 430
Структура поверхности: Матовая, шлифованная, полированная (зеркальная)
Наличие на складе, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 : 3 mm
Под заказ, толщина: 4 : (только матовая)
Размер листа 1250х2500 мм
Стоимость: от 170 руб/кг
Это наиболее широко применяемые ферритные хромистые стали. Имеют хорошие прочностные и механические характеристики, что обеспечивается высоким содержанием хрома и низким содержанием углерода; хорошо деформируются, используются в процессах вытяжки и штамповки. В отличие от аустенитных никельсодержащих сталей, низкоуглеродистые хромистые ферритные стали устойчивы к процессам коррозии в различных серосодержащих средах. Поэтому изделия из стали AISI 430 могут быть использованы в системах для перекачивания газа, нефти и чистых нефтепродуктов. Конструкции из AISI 430 меньше изменяют размеры при колебаниях температур. Магнитная.
Поэтому изделия из стали AISI 430 могут быть использованы в системах для перекачивания газа, нефти и чистых нефтепродуктов. Конструкции из AISI 430 меньше изменяют размеры при колебаниях температур. Магнитная.
Области применения
Благодаря низкому коэффициенту термического расширения, сталь оптимальна для изделий, испытывающих перепады температур, а высокая теплопроводность определяет преимущества использования этой стали в системах теплообмена. Обладая сравнительно низкой тепловой инерцией (удельной теплоемкостью), сталь AISI 430, при меньших энергозатратах, быстрее прогревается и охлаждается, что позволяет избежать возможного перегрева в процессе приготовления пищевых продуктов.
AISI 304
Структура поверхности: Матовая, шлифованная, полированная (зеркальная)
Наличие на складе, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 mm
Под заказ, толщина: 3 : 4 (только матовая)
Размер листа 1250х2500 мм
Стоимость: от 265 руб/кг
Никельсодержащая, с низким процентом углерода. Легко поддается сварке, устойчива к межкристаллитной коррозии. Высокая прочность при низких температурах. Поддается электрополировке. Является наиболее универсальной и широко используемой из всех марок нержавеющих сталей. Не магнитная.
Легко поддается сварке, устойчива к межкристаллитной коррозии. Высокая прочность при низких температурах. Поддается электрополировке. Является наиболее универсальной и широко используемой из всех марок нержавеющих сталей. Не магнитная.
Области применения
Используется в установках для пищевой, химической, текстильной, нефтяной, фармацевтической и бумажной промышленности.
AISI 316L
Структура поверхности: Матовая
Под заказ, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 : 3 mm
Размер листа 1250х2500 мм
Стоимость: от 370 руб/кг
Улучшенная версия AISI 304 (с добавлением молибдена), что делает ее особенно устойчивой к воздействию коррозии. Технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. (Молибден (Mo) делает сталь более защищенной от питтинговой коррозии в хлористой среде, морской воде и парах уксусной кислоты).C очень низким содержанием углерода. Особенно подходит для изготовления сварных конструкций.![]() Обладает высокой устойчивостью к межкристаллитной коррозии, применяется в температурных режимах до 450°С.
Обладает высокой устойчивостью к межкристаллитной коррозии, применяется в температурных режимах до 450°С.
Области применения
Используется для химического оборудования, инструментов, информационных табличек, вступающих в контакт с морской водой и атмосферой, при изготовлении оборудования для проявления фотопленок, в установках для переработки пищи, емкостях для отработанных масел.
Лазерная резка | Поставка нержавеющей стали
- Главная |
- Готовые изделия |
- Облицовка стен
- Фартуки
- Столешницы из нержавеющей стали
- Медные столешницы
- Таблицы
- Стеллаж
- Раковины из нержавеющей стали
- Медные раковины
- Сырье |
- Листы
- Тарелки
- Случайный вихрь
- Рельефные узоры
- Накладной молдинг
- Пользовательские углы
- Контакты |
- Информация об оптовом счете
ТОЧНОСТЬ И НАДЕЖНОСТЬ
Наш прецизионный станок для лазерной резки мощностью 4000 Вт обеспечивает стабильную и точную лазерную резку с высокой точностью. Нужна хорошая отделка со сложными разрезами? Мы можем резать лазером зеркальную и матовую нержавеющую сталь, практически не оставляя ожогов на хорошей стороне металла.
Нужна хорошая отделка со сложными разрезами? Мы можем резать лазером зеркальную и матовую нержавеющую сталь, практически не оставляя ожогов на хорошей стороне металла.
Если его можно нарисовать в AutoCAD или преобразовать в AutoCAD, мы можем вырезать его лазером! Мы также предлагаем рисунки с отпечатков, но для сложных деталей мы можем быть ограничены или нуждаться в предоставленном файле, чтобы обеспечить 100% точность. Мы можем вырезать лазером до 60 дюймов в ширину и 120 дюймов в длину. Материалы, которые мы можем резать лазером, включают: нержавеющую сталь, алюминий, углеродистую сталь и медь. Мы можем резать лазером листы из нержавеющей и углеродистой стали толщиной 26 и алюминиевые листы толщиной до 0,025 дюйма. Наш лазер мощностью 4000 Вт также может резать листы из нержавеющей стали толщиной до 1/2 дюйма, листы из углеродистой стали толщиной 5/8 дюйма, 3 8-дюймовая алюминиевая пластина и 1/8-дюймовая медь.
БЫСТРО И ДОСТУПНО
Вам нужна лазерная резка листового или листового металла быстро? Поставка из нержавеющей стали может выполнять лазерную резку большинства работ в течение нескольких дней, а не недель! Поскольку мы являемся дистрибьютором металлов, у нас есть большой ассортимент металлов, готовых для быстрой обработки заказов на лазерную резку.
У вас есть готовый рисунок?
Вы можете загрузить его прямо с нашего веб-сайта: Загрузить чертеж
Нужна помощь с проектом лазерной резки?
. Позвоните в компанию Stainless Supply по телефону 877-484-0088, и консультант по продажам поможет вам с вашими потребностями в лазерной резке.
Веб-сайт Order-Metal-Online использует передовые технологии, чтобы предлагать цены в режиме реального времени и онлайн-заказы на все наши проекты полной листовой резки, резки ножницами и лазерной резки. Просто выберите лист или листовой металл, и калькулятор стоимости проведет вас через весь процесс, включая вариант лазерной резки.
Заказать металл онлайн
Загрузить чертеж
Лазерная резка | Пластины и листы из нержавеющей стали
История и развитие лазерной резки
История станков для лазерной резки листов и листов из нержавеющей стали
Хотя сегодня существует множество различных типов лазеров, общие принципы, используемые для создания все лазеры произошли от теорий, впервые предложенных Альбертом Эйнштейном в 1917 году. В то время Альберт Эйнштейн написал уравнения, подтверждающие его теории, но не развил свои предложения дальше. Так было до 19В 40-х и 50-х годах различные ученые начали большую работу по созданию практического устройства, основанного на принципах Эйнштейна. Первые работающие лазеры были представлены в начале 1960-х годов. Известные ученые, внесшие свой вклад в эту область, включают Теодора Маймама, Артура Л. Шавлова и Чарльза Х. Таунса. В то время как самые первые лазеры были описаны некоторыми как «решение, ищущее проблему», было быстро обнаружено бесчисленное множество применений для широкого спектра применений, включая медицинские, научные, военные, медицинские и коммерческие. Для этого было разработано множество различных типов лазеров. Типы лазеров, которые обычно классифицируются по среде, которую они используют для создания лазерного луча, включают твердотельные, газовые, красящие, эксимерные и полупроводниковые.
В то время Альберт Эйнштейн написал уравнения, подтверждающие его теории, но не развил свои предложения дальше. Так было до 19В 40-х и 50-х годах различные ученые начали большую работу по созданию практического устройства, основанного на принципах Эйнштейна. Первые работающие лазеры были представлены в начале 1960-х годов. Известные ученые, внесшие свой вклад в эту область, включают Теодора Маймама, Артура Л. Шавлова и Чарльза Х. Таунса. В то время как самые первые лазеры были описаны некоторыми как «решение, ищущее проблему», было быстро обнаружено бесчисленное множество применений для широкого спектра применений, включая медицинские, научные, военные, медицинские и коммерческие. Для этого было разработано множество различных типов лазеров. Типы лазеров, которые обычно классифицируются по среде, которую они используют для создания лазерного луча, включают твердотельные, газовые, красящие, эксимерные и полупроводниковые.
Лазер C0 2 , который классифицируется как газовый лазер, представляет собой стандартную лазерную технологию, используемую для резки пластин и листов из нержавеющей стали. Его также можно использовать для резки других металлов и материалов, а также для других целей, таких как сварка и лазерная хирургия. Лазер C0 2 был изобретен в 1964 году Кумаром Пателем.
Его также можно использовать для резки других металлов и материалов, а также для других целей, таких как сварка и лазерная хирургия. Лазер C0 2 был изобретен в 1964 году Кумаром Пателем.
Разработка станков для лазерной резки пластин и листов из нержавеющей стали
Современные промышленные станки для лазерной резки обычно включают C0 2 резонатор, система подачи пучка и режущий узел. Резонатор генерирует непрерывное излучение света с одной длиной волны, пропуская электричество через газовую трубку в соответствующих искусственных условиях. Этот свет направляется через систему доставки луча, которая включает в себя ряд отражающих и частично отражающих поверхностей. Затем луч направляется к фокусирующей линзе, которая превращает несфокусированный луч большего диаметра в сфокусированный луч, способный прорезать пластины и листы из нержавеющей стали, а также другие материалы. Этот луч света очень отличается от света низкой интенсивности, излучаемого стандартной лампочкой, который включает в себя сочетание длин волн и частот, и он не является ни сфокусированным, ни когерентным.
C0 2 Лазерные станки для резки генерируют свет в инфракрасном диапазоне и являются чрезвычайно мощными. Они полагаются на когерентность направленного лазерного луча для точной передачи мощности на пластину из нержавеющей стали или листовую заготовку. Лазерная резка обычно не предполагает механического контакта с поверхностью материала. Как только луч света попадает на заготовку, он нагревает материал так, что он начинает плавиться и испаряться. Как только луч полностью проникает в деталь, начинается процесс резки. Затем расплавленный материал вытесняется из зоны разреза газовой струей.
Станки для лазерной резки бывают трех основных видов в отношении систем позиционирования; Фиксированная голова, гибрид и летающая оптика. В системе позиционирования с фиксированной головкой пластина или лист из нержавеющей стали перемещается как по осям x, так и по оси y, в то время как лазерная головка остается неподвижной. В гибридной системе пластина или лист из нержавеющей стали перемещается по одной оси (ось X), а лазерная головка перемещается по другой оси (ось Y).
