Ремонт инверторного сварочного аппарата своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
как отремонтировать если не работает, причины + видео
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Содержание
- Инверторные аппараты — новое поколение ручной сварки
- Устройство сварочного аппарата
- Ремонт сварочного аппарата своими руками
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
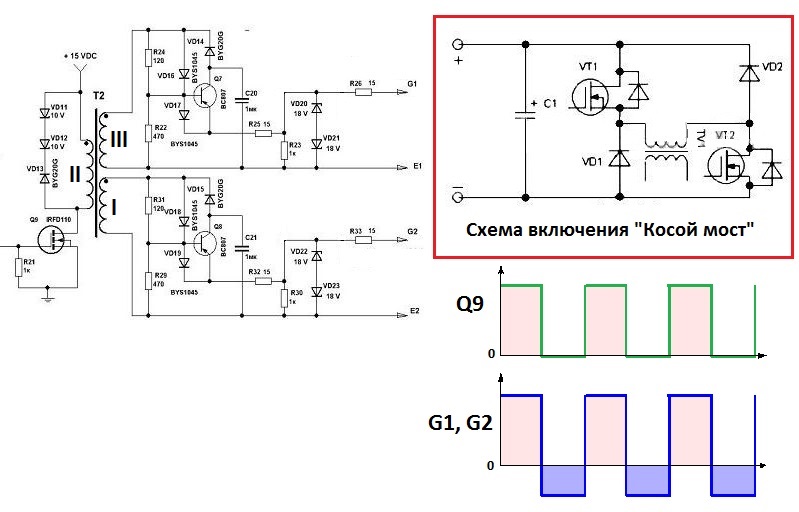
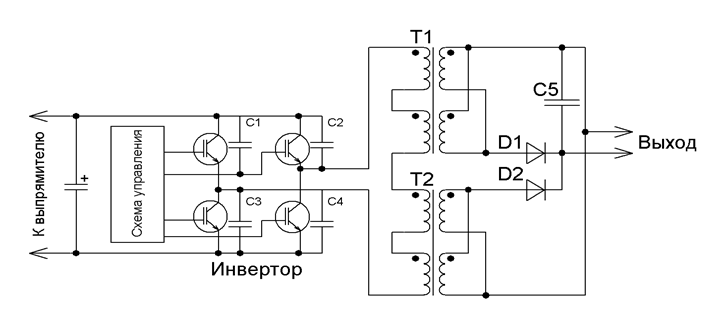
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души.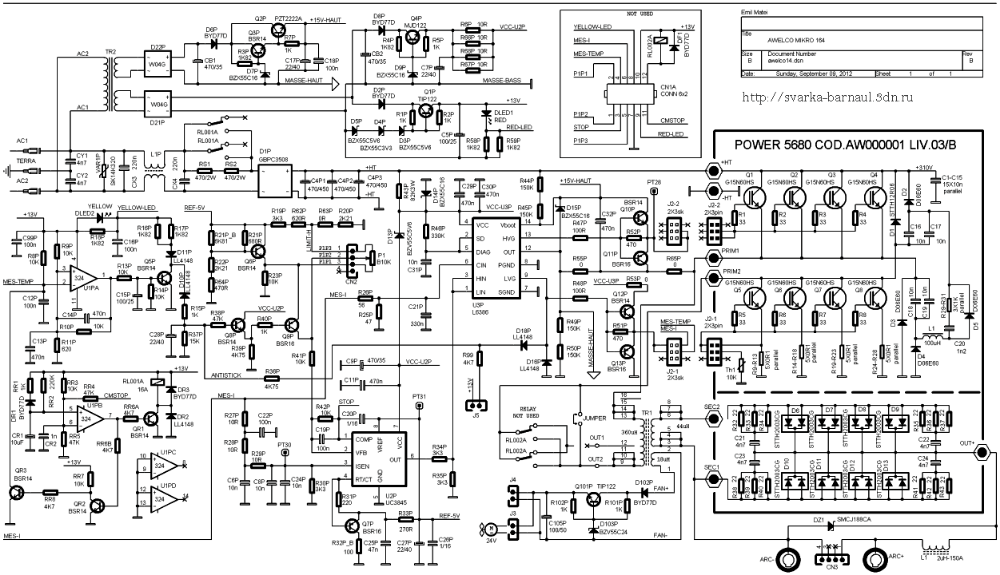 В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов.
 Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды; - силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан.
 Тогда выходит из строя силовой модуль IGBT;
Тогда выходит из строя силовой модуль IGBT; - некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | <3,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Толщина металла, мм | <4 | 4–8 | 4–12 | 12 и > | >12 |
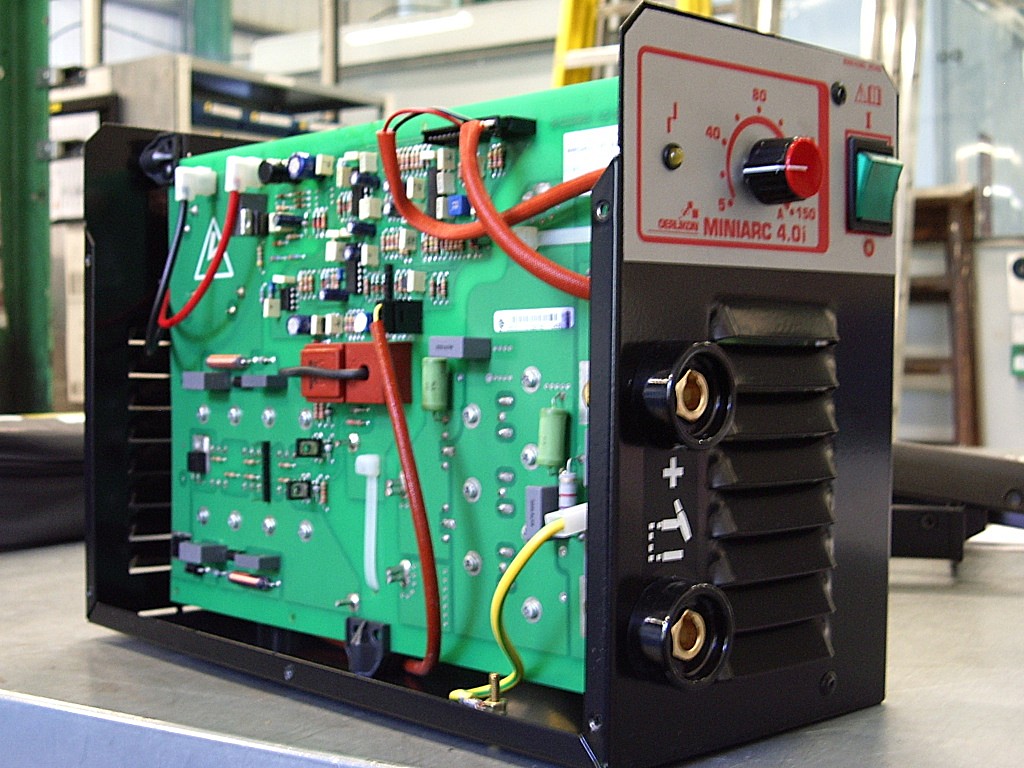
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.

Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.
Кнопку проверяют в режиме «включено», прозванивая её контакты
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.

Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами.
 Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора.
 Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
- Автор: Лилия Жуля
- Распечатать
Здравствуйте, меня зовут Лилия. Мне 48 лет, в копирайтинге я новичок.
Мне 48 лет, в копирайтинге я новичок.
Оцените статью:
(8 голосов, среднее: 3.8 из 5)
Поделитесь с друзьями!
Ремонт сварочного инвертора своими руками — поиск и устранение неполадок
Содержание
- 1 Характеристика оборудования, его предназначение
- 2 Конструктивные особенности
- 3 Сломался инвертор, что делать?
- 4 Основные проблемы в работе инвертора
- 5 Типичные проблемы в работе сварочных устройств
- 5.1 Нестабильная дуга или чрезмерное разбрызгивание металла
- 5.2 Клейкость электрода к деталям
- 5.3 Нет контакта с поверхностью при включенном агрегате
- 5.4 Внезапное отключение агрегата
- 5.5 Срабатывает автомат при длительной сварке
- 6 Особенности ремонтных работ
При изготовлении какого-либо вида продукции применяется специальное оборудование. Но в период эксплуатации, даже совершенное устройство, имеет свойство ломаться.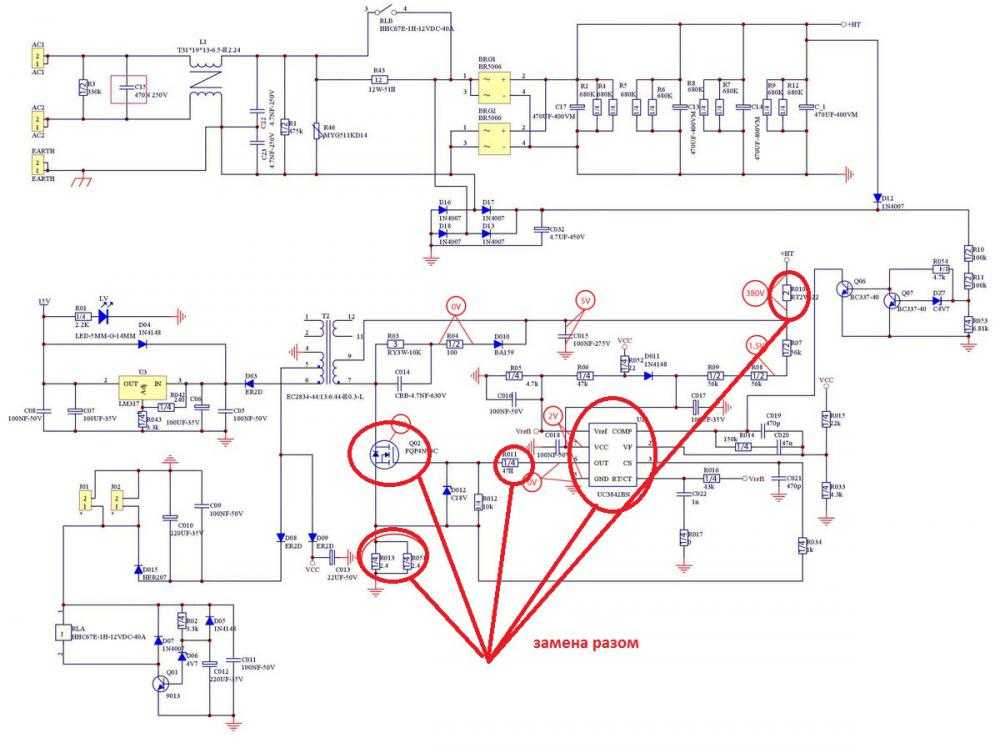 В этой ситуации поможет вызов специалиста, а можно обойтись и собственными силами, ведь ремонт сварочного инвертора своими руками экономит не только время, но и денежные средства.
В этой ситуации поможет вызов специалиста, а можно обойтись и собственными силами, ведь ремонт сварочного инвертора своими руками экономит не только время, но и денежные средства.
Содержание
- Характеристика оборудования, его предназначение
- Конструктивные особенности
- Сломался инвертор, что делать?
- Основные проблемы в работе инвертора
- Типичные проблемы в работе сварочных устройств
- Нестабильная дуга или чрезмерное разбрызгивание металла
- Клейкость электрода к деталям
- Нет контакта с поверхностью при включенном агрегате
- Внезапное отключение агрегата
- Срабатывает автомат при длительной сварке
- Особенности ремонтных работ
Характеристика оборудования, его предназначение
Создание постоянного тока при сварке – главное назначение инвертора. Он, получается, посредством выпрямления индукционного переменного тока. Применение такого тока предполагает регулировку его силы до нужного значения, при этом применяя трансформатор небольших габаритов.
Конструктивные особенности
Перед началом ремонта сварочных инверторов необходимо ознакомиться с «начинкой» и характером действия установки. В состав инвертора этого типа входит:
- Первичный блок для выпрямления тока. Основа конструкции – система диодных преобразователей. Он служит для выпрямления переменного тока, идущего от обычной электросети.
- Блок преобразования. В этом участке главным элементом выступает сборка транзисторов, которая обеспечивает трансформирование выпрямленного тока в высокочастотный переменный поток, с частотой до 100 кГц.
- Силовой трансформатор. В этом блоке происходит понижение поступающего напряжения до сварочного значения, но при этом возрастает сила получающегося тока. Стоит отметить, на выходе может создаваться сила тока со значением 200-250 А. Ремонт сварочных трансформаторов – это отдельная история.
- Выходной преобразователь. Создается на основе силовых диодов, где осуществляется трансформация переменного высокочастотного электрического тока в постоянный варочный ток.
- Консоль управления и защиты.
- Система охлаждения.
Сломался инвертор, что делать?
Инверторные агрегаты – сложные электронные аппараты, обеспечивающие высококачественную сварку. Поэтому при выявлении причин поломки следует тестировать каждый компонент электросхемы сварочного устройства на работоспособность. При ручной диагностике элементов могут потребоваться навыки работ с измерительными приборами, включая осциллограф.
Ремонт инверторного сварочного аппарата построен не только на измерении данных электросхемы, часто возникают ситуации, когда не получается определить причину неисправности самостоятельно. Поэтому, чтобы труд был не напрасен, необходим базовый уровень познаний в электронике и, иметь минимальный опыт работы с электрическими схемами.
Стоит отметить, что в комплекте со сварочным оборудованием идет инструкция, в которой указывается список возможных дефектов и методы их решения. Поэтому для начала необходимо ознакомиться с документацией завода-изготовителя, чем предпринимать какие-либо действия.
Основные проблемы в работе инвертора
Чтобы выполнить ремонт сварочного аппарата своими руками необходимо понимать возможные причины дефектов. Если рассматривать все существующие проблемы в работе инверторного оборудования, то их классифицируют на две категории:
- неисправности, появившиеся вследствие неверного выбора режима работы;
- поломки, которые возникают в случае неисправности элемента либо изъян в электронике аппарата.
В результате возникновения этих проблем, сварщик не сможет продолжить сваривание деталей. На появление поломки сварочного инвертора могут влиять несколько факторов. Чтобы разобраться в истинной причине неисправности сварочных инверторов, нужно прозванивать и диагностировать каждый компонент системы, причем начинать следует от простых процедур, постепенно переходя к более сложным процессам. Если дефект не выявлен после проведенных тестирований, то возможно неисправность кроется в электросхеме сварочного прибора. На практике электросхема выходит из строя в случае:
На практике электросхема выходит из строя в случае:
- Попадания незначительных капель воды внутрь сварочного устройства. Как правило, это случается в период работы при осадках.
- Скапливание пыли в корпусе. В этом случае, пыль нарушает оптимальную работу охлаждения механизмов электросхемы. На практике, наибольшему загрязнению подвергаются сварочные системы, применяемы на стройплощадках. Чтобы предотвратить скапливание загрязнений следует производить регулярную чистку оборудования.
- Неверный регламент работы сварочного оборудования, например, если не соблюдать рекомендации производителя (беспрерывная работа прибора), то случается перегрев оборудования.
Типичные проблемы в работе сварочных устройств
Многим сварщикам известны случаи, когда во время соединения металлических поверхностей случаются внезапные скачки напряжения в сети. Это происходит «просадка» и возвращение к номиналу: беспрестанно мигает индикатор, щелкает реле стабилизаторов.
Среди распространенных повреждений сварочных устройств выделяют следующие проблемы.
Нестабильная дуга или чрезмерное разбрызгивание металла
Появление этого дефекта символизирует неверный режим эксплуатации аппарата, а именно неверно выбранный диапазон силы тока. Параметр непосредственно связан с сечением электрода и скорости работы. Величину параметра следует искать на приобретаемой упаковке электродов. Если рекомендаций по работе от производителя не указано, то параметр следует принимать по формуле, которая звучит так: на 1 мм поперечника электрода приходится примерно 30 ампер сварочного тока. Кроме того, необходимо учитывать и скорость сварочной операции, чем она ниже, тем меньше и сила тока.
Клейкость электрода к деталям
Снижение величины напряжения играет немалую роль в осуществлении сварочных операций. При чрезмерно низком значении электрод залипает на свариваемых деталях. Это понижение связано с плохим контактом блоков аппарата и гнездами панели. Но очень частым основанием залипания электродов считается подгорание контактов электрической цепи и некачественная подготовка металлических поверхностей, не очищенных от загрязнений, и оксидной оболочки.
Но очень частым основанием залипания электродов считается подгорание контактов электрической цепи и некачественная подготовка металлических поверхностей, не очищенных от загрязнений, и оксидной оболочки.
Отремонтировать устройство несложно – достаточно очистить гнезда контактирования и крепко их зафиксировать в плате устройства. Стоит отметить, что дополнительным основанием снижения напряжения выступает электрокабель подключения инвертора к стандартной сети, имеющий поперечник менее 2,5 мм2, как и слишком длинный соединительный провод. Если питающий электрокабель устройства превышает несколько десятков метров, то применять сварочный инвертор для соединения металлических изделий не следует.
Нет контакта с поверхностью при включенном агрегате
Подобные случаи появляются в результате перегрева инвертора. В этом случае должен загореться датчик устройства. Такая проблема возникает и при обрыве рабочих проводов.
Внезапное отключение агрегата
Как правило, эта проблема появляется, когда подачу напряжения перекрывают автоматические прерыватели, рабочие значения которых были подобраны неверно.
Срабатывает автомат при длительной сварке
Сварочное оборудование современного типа снабжено температурными контроллерами, которое срабатывает при достижении предельного уровня. По этой причине аппарат не включается, так как срабатывает реле температурной защиты. Решить проблему легко, дать сварочному инвертору остынуть на 30 минут.
В домашней мастерской, как правило, используют инвертора Ресанта, отличающиеся от конкурентов выгодными техническими свойствами, функциями и стоимостью оборудования.
Любая поломка сварочного аппарата – серьезная проблема для сварщика, так как время идет, а работа стоит. О серьезных повреждениях модуля инвертора можно судить в случае, когда улавливается запах гари и видна дымовая завеса из корпуса. В подобных случаях, рекомендуется воспользоваться услугами специалиста, так как ремонт инвертора предполагает наличие некоторого опыта.
Особенности ремонтных работ
Ремонт инверторных сварочных аппаратов своими руками предполагает доступ к устройству и исследованию его внутренних деталей. Ни для кого не секрет, но распространенная причина неисправности — это плохая запайка компонентов, контактов, клемм на платах устройства.
Ни для кого не секрет, но распространенная причина неисправности — это плохая запайка компонентов, контактов, клемм на платах устройства.
В эксплуатируемое состояние инверторный сварочный аппарат возвращается посредством обычной перепайки контактов. Для начала необходимо установить, а какие узлы электросистемы могли выйти из строя. На это указывает масса визуальных эффектов, например, трещины, вздутие и следы прогорания платы.
После установления дефектных механизмов системы, их следует удалить и смонтировать новые детали. При установке деталей для замены необходимо руководствоваться маркировкой изделия. Во время выпаивания деталей рекомендуется использовать специальный паяльник с функцией отсоса. Данный параметр позволяет избежать неблагоприятных последствий при работе.
Но бывает и такое, что выявить причины поломки системы не представляется возможным и тестирование не дало результатов. При возникновении подобных ситуаций выручает мультиметр, которым необходимо прозванивать каждый уголок электросистемы. Слабым участком инверторных аппаратов считаются транзисторы, поэтому ремонт сварочных инверторов своими руками начинается обычно с их осмотра. Сломанный транзистор видно моментально. Этому способствует дефект в корпусе, прогоревшие выводы. Если такой элемент обнаружен, то его следует заменить.
После диагностики транзисторной секции необходимо проверить и другие участки с помощью тестера, для чего также можно применять тестер. Особую внимательность следует проявить при визуальном осмотре плат на наличие подгоревших областей и обрывов цепи. Если подобное обнаружилось, то нужно зачистить участки и создать на них перемычки.
Если во внутренней конструкции сварочного инвертора появились перегоревшие или незамкнутые провода, то при ремонте этих материалов следует заменять их подобными по диаметру. Хоть диодные преобразователи достаточно надежны, их также требуется прозванивать с помощью измерительного оборудования (тестер).
Самым трудновыполнимым вариантом ремонта инвертора выступает система управления агрегата. От этого приспособления зависит работа всего сварочного устройства. Эту плату прозванивают осциллографом.
В заключение действий по ремонту своими силами электронных схем инверторов, должна стать диагностика контактов всех разъемов и их очистка при помощи стандартного ластика.
Инвертор для сваривания различных металлических поверхностей упрощает жизнь человеку и сам процесс сварки, но его поломка способна огорчить владельца аппарата. Придать агрегату вторую жизнь возможно не только путем обращения в сервисный центр, ремонт сварочных инверторов можно провести своими силами и при этом хорошо сэкономить.
Довольно часто при поломках инверторного оборудования встречаются элементарные неисправности, которые устраняются в несколько шагов. Единственное что требуется, это понимание электросхем сварочного аппарата и как сделать их ремонт, ведь научиться осуществлять ремонтные работы агрегатов при просмотре обучающего видео сложно, можно только понять основные азы операций.
Сварочный инвертор ремонт своими руками
Главная » Статьи » Сварочный инвертор ремонт своими руками
Процедура ремонта сварочных инверторов своими руками (схемы, видео)
Ремонт сварочных инверторов является довольно распространенным мероприятием, даже если речь идет об устройствах от ведущих производителей. У каждого прибора есть свой срок службы, по мере приближения к которому различные компоненты агрегата могут постепенно терять свою работоспособность, выдавать ошибки, в итоге это приводит к нарушениям процессов сварки.
Устройство сварочного инвертора
Ошибка многих владельцев сварочных инверторов заключается в том, что они пытаются действовать наобум. В народе подобный ремонт носит название «метод тыка». У некоторых даже это получается, но в большинстве случаев самостоятельный ремонт обычно заканчивается окончательной поломкой или необходимостью обращаться в сервисный центр.
Вы готовы потратить огромные деньги на восстановление рабочего состояния своего устройства? Или проще сразу приобрести новый аппарат? Все зависит от того, что именно случилось с агрегатом.
Первое, с чего вам следует начать, это достать из упаковки вашего сварочного инвертора инструкцию. Если речь идет о хороших производителях, все они обязательно предоставляют схемы, инструкции, руководства не только по эксплуатации, но и ремонту.
Заводские схемы поломок и их устранение — это основное пособие, которое должно быть перед вами во время проведения ремонтных работ своими руками. Все остальное — вспомогательные средства. Хотя от видео инструкций по ремонту отказываться не стоит.
Виды и причины поломок
Электрическая схема сварочного инвертора для ремонта своими руками
Все поломки, которые могут возникать у сварочных инверторов, делят на две основные группы.
- Первая группа неисправностей инверторов вызвана применением несоответствующих режимов работы для выполняемых сварочных операций.
- Вторая группа связана с поломкой или нарушением работоспособности электроники сварочных устройств.
Начните с элементарных мероприятий по проверке сварочного аппарата, постепенно исключая те или иные причины. Если проверка показывает, что все со сваркой хорошо, но он все равно не функционирует, причиной может быть электросхема.
Электронная составляющая сварочного аппарата может выйти из строя по нескольким причинам:
- В сварочном устройстве оказалась влага. Такое часто случается, когда сварочные работы проводятся во время дождя или снега;
- Внутри корпуса сварочного инвертора накопилось большое количество пыли, грязи. Из-за этого перестает нормально работать система охлаждения. Потому дабы избежать подобных неприятностей, все схемы эксплуатации инверторов требуют обязательной периодической чистки;
- Мастер не соблюдал рекомендуемые режимы во время проведения сварочных работ инвертором. Элементарный пример — инвертор работал дольше, чем ему положено по инструкции.
 Потому возникла перегрузка, устройство вышло из строя.
Потому возникла перегрузка, устройство вышло из строя.
Популярные неисправности
Практика показывает, что нарушение правильной схемы работы сварочного инвертора обычно вызывается однотипными причинами. Рассмотрев их, вам будет проще отремонтировать агрегат.
- Неустойчивая дуга сварочного инвертора или разбрызгивание электрода. Такие ситуации возможны тогда, когда вы выбрали несоответствующий режим сварочного тока. Все рекомендации указаны в инструкциях, на упаковке, потому не спешите от них избавляться. Если же упаковки нет, а правильные параметры вы не знаете, попробуйте подавать по 20-40 А на 1 мм диаметра используемого электрода. Если скорость сварки будет падать, величина тока снижается.
- Электрод постоянно липнет к свариваемому металлу. Здесь причин сразу несколько. Зачастую прилипание возникает из-за недостаточно высокого питающего напряжения сети, от которой работает инвертор.
 Другая причина — нарушение контакта модулей в гнездах. Чтобы устранить неисправность, нужно подтянуть крепежи или плотнее зафиксировать платы. Как вариант, прилипание возникает при использовании удлинителей для подключения сварочного инвертора. Схемы эксплуатации предусматривают, что сечение проводов удлинителя не должны быть ниже 2,5 мм2. Если нарушить это правило, прилипания к металлу не избежать. Хотя не редко даже при соответствующем сечении удлинителя причиной неисправной работы становится чрезмерная длина. Переходники длиной свыше 40 м не способны обеспечить функциональность сварочного инвертора, поскольку происходят большие потери в цепи.
Другая причина — нарушение контакта модулей в гнездах. Чтобы устранить неисправность, нужно подтянуть крепежи или плотнее зафиксировать платы. Как вариант, прилипание возникает при использовании удлинителей для подключения сварочного инвертора. Схемы эксплуатации предусматривают, что сечение проводов удлинителя не должны быть ниже 2,5 мм2. Если нарушить это правило, прилипания к металлу не избежать. Хотя не редко даже при соответствующем сечении удлинителя причиной неисправной работы становится чрезмерная длина. Переходники длиной свыше 40 м не способны обеспечить функциональность сварочного инвертора, поскольку происходят большие потери в цепи. - Когда инвертор подключен к сети, все индикаторы функционируют, но сварка все равно не работает, причин может быть две. Первая и наиболее распространенная — аппарат перегрелся. Вторая заключается в самопроизвольном отключении кабелей сварочного устройства или их повреждение.
- Если отключается сетевое напряжение во время сварочных работ, это говорит о неправильно подобранном автоматическом выключателе в электрощите.
 Схемы предусматривают применение устройства с выдержкой тока до 25 Ампер.
Схемы предусматривают применение устройства с выдержкой тока до 25 Ампер. - Если аппарат не включается, вероятнее всего в сети слишком низкое напряжение. Потому инвертор не может активироваться.
- При длительной работе инвертора он отключился. Это вызвано срабатыванием защиты, которая отключает агрегат при превышении предельной температуры. Подождав около 20 минут, вскоре вы сможете продолжить работу.
Ремонтные работы
Отремонтировать своими руками вышедший из строя сварочный агрегат не так сложно, как может некоторым показаться. Да, не всегда ремонт сварочного инвертора возможен без вмешательства специалистов. Но попробовать вам никто не мешает, прежде чем платить внушительные деньги мастерам.
- Для начала проведите визуальный осмотр своими руками. Для этого надо вскрыть корпус, проверить состояние элементов инвертора на предмет их целостности, износа, наличие дефектов и пр.
 Если отыскали провода с плохой или разорванной пайкой, вооружитесь паяльником и восстановите все соединения. Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность.
Если отыскали провода с плохой или разорванной пайкой, вооружитесь паяльником и восстановите все соединения. Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность. - Если визуально все с аппаратом хорошо, вам потребуется своими руками протестировать элементы. Для этого воспользуйтесь мультиметров или обычным омметром. Мультиметр универсальнее, потому подходит больше для комплексного ремонта.
- Наиболее подверженная поломкам часть инвертора — это транзисторы. Начните прозвон с них, а также с драйверов транзисторов. Это обусловлено тем, что именно драйвер становится причиной поломки силового транзистора.
- Своими руками убедитесь в исправном состоянии проводников. На них могут возникать обрывы и следы подгаров. Если элементы подгорели, удалите их и припаяйте новые.
- Тщательно проверьте все разъемы в начинке инвертора. Обычно достаточно их зачистить, хотя иногда ситуации более сложные.

- Оба выпрямителя (выходной и входной) — это обычные диодные мосты, которые монтируются на радиатор инверторного устройства. Они отличаются надежностью, потому редко выходят из строя. Но убедитесь в их целостности нужно. Для этого воспользуйтесь тестером, прозвонив все диоды. Если удалось отыскать пробитый, просто замените поврежденный элемент.
- Последний этап — это проверка платы управления ключами. У инвертора они являются наиболее сложными элементами, поскольку от их работоспособности зависит работа всех остальных компонентов. Здесь вам пригодится осциллограф.
Если вам не удалось определить своими руками причины поломки инвертора, аппарат придется отнести в сервисный центр. Не имя опыта в ремонте сварочных устройств, не стоит пытаться решить проблему самостоятельно.
Рейтинг статьи — рейтинг материала: 4,00 из 5 Loading…
tvoistanok.ru
Делаем ремонт сварочных инверторов своими руками
Аппарат инверторного типа имеет сложную конструкцию, результатом чего являются меньшие показатели надежности, но более качественная сварка. Как и все приборы, он может сломаться. Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому. Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Как и все приборы, он может сломаться. Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому. Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов. Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой. Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Сначала, входной выпрямитель выпрямляет ток, а потом инверторный модуль делает ток переменным высокочастотным. После этого, силовой трансформатор осуществляет преобразование высокочастотного тока в сварочный.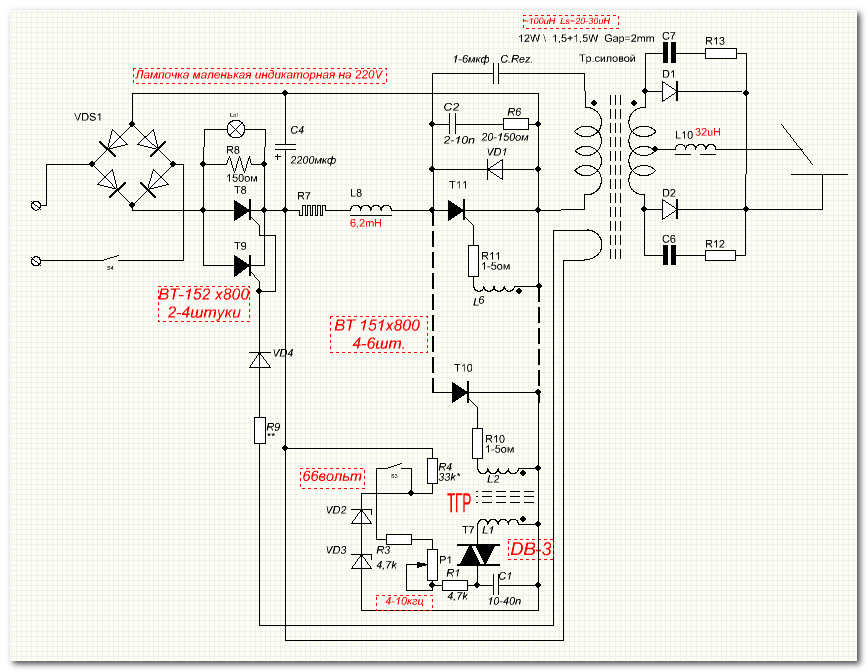 Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного. Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного. Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Как выполняется проверка сварочного инвертора
Ремонт сварочных инверторов своими руками начинается с проверки транзисторов. Эти детали ломаются чаще всего, и подлежат первоочередной проверке. Неисправную деталь можно вычислить визуально, она может быть с поврежденным корпусом и перегоревшими выводами.
Если вы увидели такую деталь, то замените её новой. Если внешние дефекты отсутствуют, возьмите мультиметр и выполните проверку всех транзисторов. Когда обнаружите несправный, замените его точно таким же, но рабочим.
На следующем этапе, нужно осуществить проверку элементов драйвера, то есть силовых транзисторов. Если произошла поломка такого элемента, вместе с ними ломаются детали, приводящие их в действие. Силовые транзисторы проверяются омметром, и есть неисправность, заменяются.
Если поломку не удалось обнаружить, то следует проверить выпрямители. Выпрямителями служат диодные мосты, установленные поверх радиатора. Эти детали – самые жизнеспособные части в инверторе, однако, и они могут выйти из строя.
Чтобы выполнить качественную проверку диодного моста, его нужно отпаять и снять с платы. Таким образом, вам удасца избежать короткого замыкания, да и осуществлять ремонтные работы так существенно легче.
Когда прозванивается группа, и прозвонка осуществляется накоротко, причиной поломки является поврежденный либо просто неисправный диод. Выпаивать мост намного проще паяльником с отсосом.
Ремонт сварочных инверторов своими руками завершается осмотром платы, управляющей ключами. Она является самым сложным элементом инвертора, и остальные части работают благодаря ей. Следует выполнить проверку наличия управляющего сигнала, поступающего к шинкам затворов в ключевом модуле. Данная проверка достаточно легко осуществляется осциллографом. В более сложных и неясных случаях, следует воспользоваться услугами профессионалов и не пробовать исправить что-то самому, дабы не повредить прибор еще сильнее, тем более, если гарантия еще не истекла.
Видео ремонт сварочных инверторов своими руками
sdelaj-sam.com
Проведение ремонта сварочного инвертора
Ремонт сварочного инвертора не представляет особых трудностей для человека, знакомого с этим типом оборудования.
Устройство сварочного инвертора.
Одними из наиболее распространенных сварочных инверторов являются устройства фирмы «Ресанта». Как любое техническое устройство, сварочные аппараты Ресанта в процессе эксплуатации могут выходить из строя. Для восстановления работоспособности агрегатов проводится ремонт сварочных инверторов.
Сварочные инверторы являются устройствами, которые способны обеспечить качественное выполнение сварочных работ при создании максимально комфортных условий для работы мастера. Однако часто при интенсивной эксплуатации устройства, оно способно выходить из строя. Надежность аппаратов этого типа является значительно ниже, чем у трансформаторов и выпрямителей. Инвертор является электронным устройством, в отличие от трансформатора, который относится к электротехническим приборам.
Инвертор является электронным устройством, в отличие от трансформатора, который относится к электротехническим приборам.
Для выполнения восстановительных работ при проведении ремонта инверторного сварочного аппарата требуется не только иметь под рукой необходимый набор инструментов, но и знать принцип работы устройств этого типа.
Общая информация об инверторных устройствах
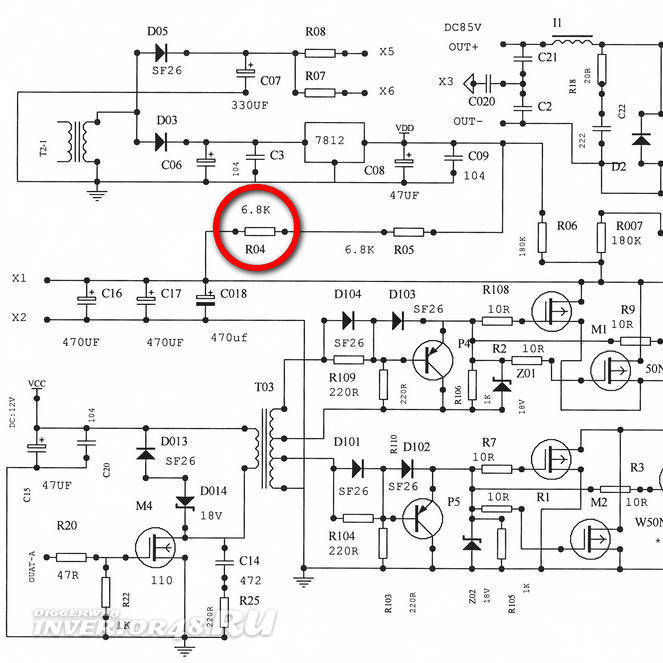
Электрическая схема сварочного инвертора.
Ремонт сварочного инвертора своими руками следует проводить только после того, как досконально изучены принципы функционирования аппарата и его конструкция.
Инвертор конструктивно представляет собой источник постоянного электротока, который предназначен для создания и поддержания электрической дуги при проведении сварочных работ с металлом. Принцип работы такого аппарата основан на получении сварочного тока высокой силы путем высокочастотного преобразования, что дает возможность значительно уменьшить размеры устройства и повысить стабильность рабочего тока.
Процедура получения нужной силы электротока включает несколько этапов преобразования:
- начальное выпрямление электротока, получаемого с бытовой электросети с напряжением 220 В;
- трансформирование выпрямленного тока в электроток с высокой частотой;
- повышение силы тока при соответствующем понижении показателя напряжения в высокочастотном трансформаторе;
- повторное выпрямление перед получением рабочего сварочного тока.
Выпрямление осуществляется при помощи диодных мостов с большой мощностью. Изменение частоты происходит при помощи использования мощных транзисторов. Требуемая сила рабочего сварочного тока достигается путем использования высокочастотного трансформатора.
Конструкция инверторов для сварных работ
Перед тем как осуществлять ремонт сварочных инверторов, следует ознакомиться со структурой и конструктивными особенностями сварочных агрегатов инверторного типа.
Схема блока входного выпрямителя.
Сварочные инверторные агрегаты включают в своем составе несколько конструкционных блоков. Блок питания осуществляет стабилизирование входного напряжения. Схема этого конструкционного блока основана на использовании многообмоточного дросселя, имеющего управление на основе транзисторов с накоплением электроэнергии в конденсаторе. В качестве дополнительного элемента в блоке стабилизации используются диоды. Блок, обеспечивающий стабилизацию питающего напряжения, размещается отдельно в корпусе инвертора и отделяется от остального пространства металлической перегородкой.
Блок питания осуществляет стабилизирование входного напряжения. Схема этого конструкционного блока основана на использовании многообмоточного дросселя, имеющего управление на основе транзисторов с накоплением электроэнергии в конденсаторе. В качестве дополнительного элемента в блоке стабилизации используются диоды. Блок, обеспечивающий стабилизацию питающего напряжения, размещается отдельно в корпусе инвертора и отделяется от остального пространства металлической перегородкой.
Основным блоком сварочного агрегата, работающего по инверторному типу, является силовой блок. Этот конструктивный блок прибора обеспечивает все необходимые преобразования электротока, поступающего от блока питания, для преобразования его в сварочный рабочий электроток. В составе силового элемента имеются:
- первичный выпрямитель;
- преобразователь инверторного типа;
- трансформатор высокой частоты;
- выходной выпрямитель.
Первичный выпрямитель конструктивно представлен диодным мостом, на который осуществляется подача электротока имеющего силу не более 40 А и напряжение, варьирующее в пределах 200-250 вольт. Частота входного тока равна 50 Гц.
Частота входного тока равна 50 Гц.
Способы подключения сварочного инвертора.
Преобразователь изготавливается на основе силового транзистора, имеющего мощность не менее 8 кВт, с рабочим напряжением 400 В. После преобразователя частота тока повышается до 100 кГц.
Основу высокочастотного трансформатора составляют ленточные обмотки. Этот элемент устройства обеспечивает повышение силы тока до 250 А при одновременном снижении напряжения во вторичной обмотке до уровня 40 В.
Сборка вторичного выпрямителя осуществляется на основе мощных диодов, которые имеют рабочую силу тока не меньше 250 А и напряжение в районе 100 В. В процессе работы всех компонентов инверторного сварочного аппарата осуществляется выделение большого количества тепловой энергии, что приводит к сильному разогреву устройства. Для предотвращения разогрева применяется качественное охлаждение, обеспечиваемое использованием в устройстве инвертора мощных вентиляторов. Для стабилизирования выходного тока в системе на входном плато устанавливается специальный дроссель.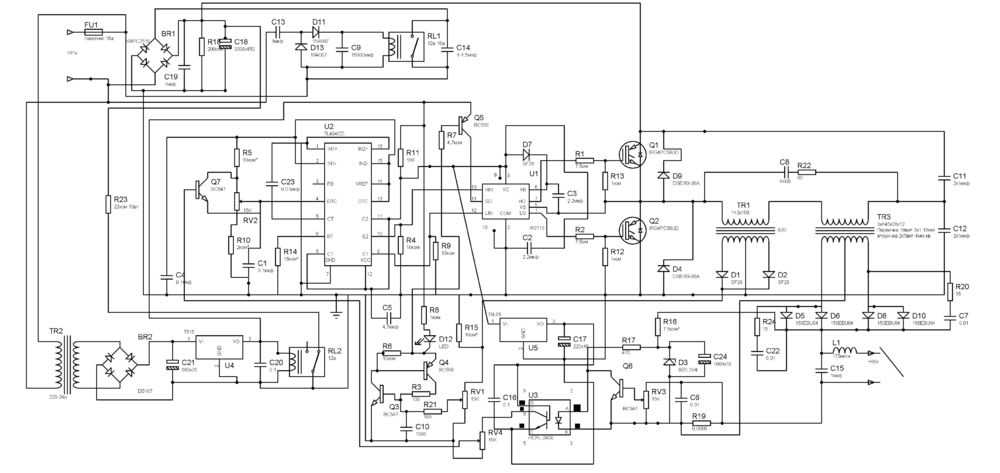
Причины выхода из строя инверторных устройств и типы неисправностей
Большая часть поломок в работе сварочных аппаратов Ресанта связана с нарушениями правил использования аппаратуры. Очень часто причиной выхода конструкции из строя является попадание влаги внутрь агрегата. Поломку аппарата способно вызвать большое скопление пыли внутри корпуса. При наличии среди пылевых частиц токопроводящих элементов последствия такого загрязнения могут быть непредсказуемыми.
Схема дросселя сварочного инвертора.
Причиной поломки может стать использование приспособления для осуществления работ, на которые оно не было рассчитано. Сильное падение напряжения в бытовой сети в процессе использования сварочника способно привести к его выходу из строя. Поломку может вызвать некачественное закрепление входных и выходных кабелей в контактных клеммах. В результате отсутствия хорошего контакта образуется зона перегрева и искрения. В силовых элементах поломка происходит в результате возникновения перегрева при некачественном охлаждении.
Существует несколько типов неисправностей инвертора. Наиболее распространенной поломкой является отсутствие рабочего тока на выходе устройства при наличии питания на его входе. Такая неисправность может быть вызвана перегоранием предохранителей, или разрушением целостности цепи.
Следующим видом поломки является недостижение выходным током требуемых параметров даже при установке максимальных настроек. Такая неисправность, чаще всего, связана с падением напряжения в сети питания и на контактных колодках аппарата за счет ослабления контактов. Дополнительно возможно возникновение такой неисправности в результате неисправности в силовой части блока.
Возникновение отключений может свидетельствовать о коротких замыканиях. При появлении таких неисправностей происходит срабатывание системы защиты прибора, что вызывает аварийное отключение.
Порядок проведения ремонта
Проведение ремонта сварочника следует начинать с осуществления внешнего осмотра. Визуальными методами проверяется наличие мехповреждений агрегата и следов возникновения коротких замыканий. После этого осматривается и проверяется качество крепления кабелей к клеммам. В случае невыявления причин неисправности следует вскрыть крышку устройства и провести визуальный осмотр внутренностей приспособления. В процессе выявления поломки следует проверить показатели входного и выходного токов. При отсутствии внешних признаков следует провести поблочное обследование. Начинать проверку следует с блока питания.
После этого осматривается и проверяется качество крепления кабелей к клеммам. В случае невыявления причин неисправности следует вскрыть крышку устройства и провести визуальный осмотр внутренностей приспособления. В процессе выявления поломки следует проверить показатели входного и выходного токов. При отсутствии внешних признаков следует провести поблочное обследование. Начинать проверку следует с блока питания.
Проверка силового блока и блока управления основана на осмотре и проверке технических показателей компонентов этих конструктивных элементов. Чаще всего неисправностью силового компонента прибора является выход из строя его основного элемента — силового транзистора. Обычно неисправности силового транзистора проявляются явными внешними признаками, в виде следов повреждения. При отсутствии внешних признаков повреждения транзистора требуется проверить его при помощи мультиметра. В случае, если элемент вышел из строя, его требуется заменить. Аналогично проводят проверку всех компонентов входящих в электронную схему агрегата и, при необходимости, их меняют на новые.
В случае, если элемент вышел из строя, его требуется заменить. Аналогично проводят проверку всех компонентов входящих в электронную схему агрегата и, при необходимости, их меняют на новые.
masterinstrumenta.ru
Как сделать сварочный инвертор своими руками
У большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу с габаритами конструкции.
На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у всех их очень схожий принцип действия. Чтобы смастерить инвертор сварочный своими руками или починить его, необходимо понять, как функционируют в нем внутренние схемы.
Сварочный инвертор своими руками схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвера силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Изготавливая сварочный инвертор своими руками схемы для понимающего человека играют самую важную роль. Ниже приведена еще одна из них, на которой изображена силовая часть.
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.
Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, сопровождаясь мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного сгорания устройства. Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается слишком чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтоб не ухудшить ситуацию.
boldproject.ru
Какой размер генератора для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварочного аппарата?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
- Вам нужно отремонтировать ворота, которые находятся недостаточно близко к электросети
- Грузовик друга сломался на дороге
- Вы хотите построить теплицу в своем саду
Но если он слишком мал, вы можете повредить или убить свой дорогой сварочный аппарат.
Слишком большой и может стоить слишком дорого, его трудно передвигать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Этот вопрос обычно принимает одну из следующих форм, например:
- Какой размер генератора мне нужен для сварочного аппарата на 180 ампер?
- Будет ли работать сварочный аппарат от генератора на 7000 ватт?
- Насколько большой сварочный аппарат вы можете запустить с генератором размера X?
На самом деле это одни и те же вопросы. Вы просто с разных точек зрения спрашиваете.
Вот как это делается
Генераторы, как и сварочные аппараты, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы выходное напряжение 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на суммарную выходную мощность в ВАТТАХ, а сварочные аппараты рассчитаны на выходную АМПЕРУ.
Это означает, что вам нужно выяснить, сколько ватт требуется сварочному аппарату для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для перемещения между вольтами, амперами и ваттами:
Вольты x Амперы = Ватты
Вольты : два очка».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Ампер : Амперы — это способ измерения силы электрического тока.
Продолжая нашу аналогию с водоснабжением, думайте об амперах как о скорости потока в трубах, быстром или медленном.
Ватт : Ватт измеряет тепловую энергию. Когда электроны проходят через цепь, трение создает тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварщик, умноженное на входной ток сварочного аппарата.
Найдите входную мощность вашего сварочного аппарата
Шаг 1: Найдите уровни мощности и тока
Во-первых, вам нужно знать, какие уровни мощности и тока необходимы вашему сварочному аппарату. Обычно эту информацию можно найти в руководстве.
Обычно эту информацию можно найти в руководстве.
Вот пример из руководства для PrimeWeld Stick 160.
Пример того, как найти мощность и уровни тока вашего сварочного аппарата
Посмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15%» для расчетов, чтобы убедиться, что ваш портативный генератор достаточно велик для ваших нужд.
110 вольт + 15% = 126,5 вольт
220 В + 15 % = 253 В
Шаг 2: Расчет входного тока
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 вольт составляет 46,3 ампера.
Теперь вы можете посчитать:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «рабочих ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Давайте проверим номера на 220 вольт.
Входной ток на стороне 220 составляет 32,9 ампер.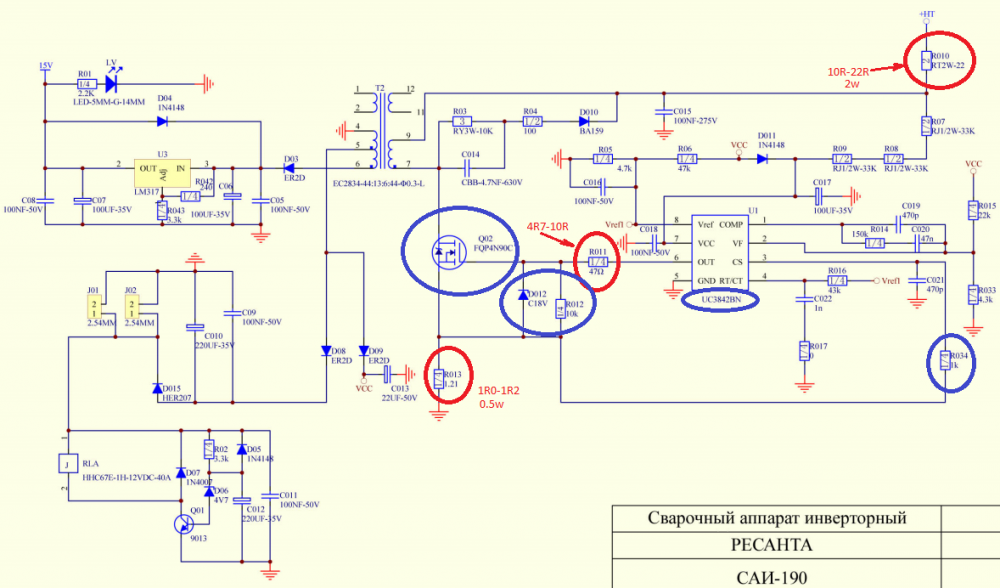
253 В x 32,9ампер = 8323,7 Вт для вашей рабочей нагрузки на стороне 220. Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я расскажу об этих 30 процентах через минуту.
Если вы хотите, чтобы этот сварочный аппарат работал только в режиме 110 вольт, вам понадобится генератор мощностью 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков нагрузки (еще 2 кВт), что означает, что вам нужен сварочный генератор мощностью 6000 Вт в рабочем режиме и 8000 Вт в пиковой нагрузке.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 В вам потребуется 8 500 рабочих ватт и 11 000 пиковых ватт.
Возможно, у вас нет доступа к руководству. Что тогда?
Каждый электроинструмент и электроприбор имеет информационную этикетку, на которой указана его электрическая информация. Обычно он находится на задней панели сварочного аппарата или внутри корпуса.
Потребляемая мощность вашего сварочного аппарата будет указана на этой этикетке. Вот пример из Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, машине, которая питается от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Токового входа». С этой маркировкой легче работать, чем с некоторыми другими, потому что она дает как входное напряжение, так и входной ток, необходимые сварщику.
Несложно сосчитать, какая мощность в ваттах вам нужна от генератора для вашего сварочного аппарата. Для версии на 140 ампер умножьте:
120 вольт на входе x 23 ампера = 2760 ватт
Однако это только базовый номер. Электроинструментам свойственно потреблять гораздо больше энергии для запуска, чем требуется для поддержания их работы.
Производители генераторов советуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.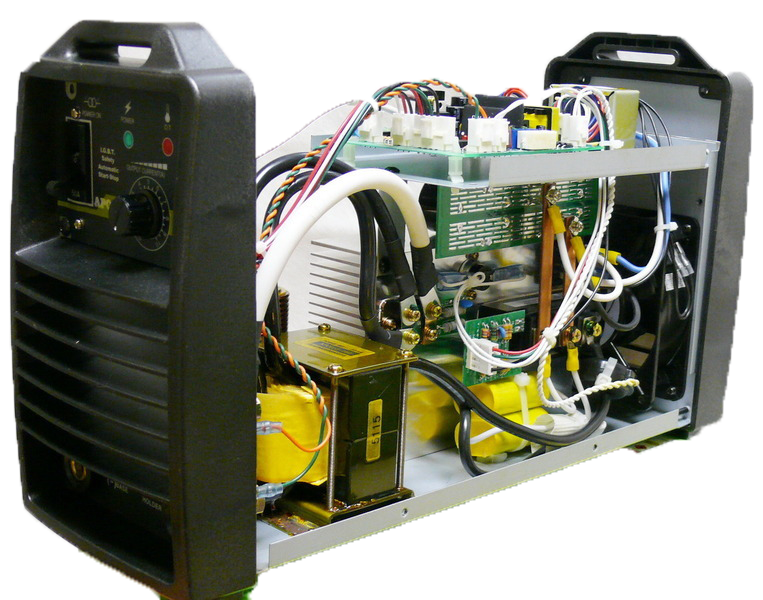
2 760 Вт x .30 = 828 Вт
Добавить эту 30 -процентную маржу безопасности к базовой цифре 2760 Вт:
2 760 + 828 = 3 588
. Эти намыслии до 3600 Вт. Этому сварочному аппарату потребуется генератор мощностью 2800 Вт с пиковой мощностью 3600 Вт.
Записки на вынос:
- НЕ ЗАБЫВАЙТЕ , чтобы добавить указанный допуск, например, в нашем примере было плюс-минус 15 процентов. ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
- НЕ ЗАБУДЬТЕ ДОБАВИТЬ 30 процентов от общей мощности, чтобы покрыть начальный импульс. Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.
Входные значения могут иметь и другие имена
Иногда существует несколько различных типов электрических параметров. У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
- Макс. мощность
- Максимальное напряжение
- В макс. или Vмакс.
- Uмакс или Uмакс
- U1макс
Входной ток
- Максимальный ток
- Максимальный ток
- А макс.
- I макс
- I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это имя конкретно указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Номинал I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с помощью I1max, у вас уже есть максимальная стартовая мощность БЕЗ необходимости добавлять 30 процентов.
Еще один блок, который иногда можно увидеть на генераторе для сварщиков, — это киловольт-ампер или кВА.
Для данного устройства 1000 вольт x 1 ампер = 1 кВА , то же, что 1 киловатт (кВт).
Помните: Вольты x Амперы = Ватты
Поскольку 1 кВА = 1 кВт , генератор, производящий 6 кВА пиковой мощности, также имеет номинальную мощность 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Одним из важных вариантов выбора является то, питается ли ваш сварочный аппарат от трансформатора или является инверторным сварочным аппаратом. Это важно, потому что у генераторов для сварщиков есть качество, называемое «грязной мощностью».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности при работе двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах полного гармонического искажения или THD. Он представлен в процентах, например, «5 процентов THD».
Сварщики с питанием от трансформатора вполне прощают грязную энергию от генератора. Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Проблема с машинами с инверторным питанием. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, поскольку их схемы управления легко повреждаются гармоническими искажениями в источнике питания.
Не вдаваясь в технические подробности, в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания. Еще одним преимуществом инверторной мощности является то, что сам сварочный аппарат может быть легче.
Многие современные генераторы снабжены инверторными фильтрами, что делает их безопасными для сварщиков с инверторным питанием.
Если у вас есть сварочный аппарат с трансформаторным питанием, THD не является проблемой, но если вы хотите запустить компьютер, что-либо цифровое, сварочный аппарат с IGBT или MOSFET, вам необходимо, чтобы THD был ниже 6 процентов.
Подробнее о инверторных и трансформаторных сварочных аппаратах читайте здесь.
Другие факторы, влияющие на ваш выбор
Проблемы высокогорья
На больших высотах меньше кислорода. Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
В зависимости от высоты она может быть едва заметной, а может быть и намного меньшей мощности. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам необходимо использовать дополнительные инструменты, такие как пилы, шлифовальные машины, дрели и т.п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку многие шлифовальные машины и сабельные пилы потребляют до 1800 Вт для работать.
Также обратите внимание на вентиляторы, обогреватели и освещение. На самом деле может быть дешевле купить меньший генератор для этих принадлежностей, чем один большой, чтобы работать как со сварочным аппаратом, так и с дополнительными инструментами.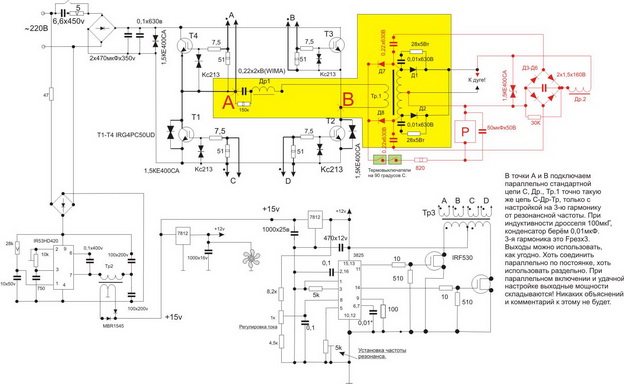
Вот неполный список распространенных устройств и их требования к питанию:
| Прибор | Рабочие Вт | Пусковая мощность |
|---|---|---|
| Кофеварка | 1750 | 0 |
| Микроволновая печь 625 Вт | 625 | 800 |
| Одиночная лампа CFL мощностью 60 Вт, эквивалентная | 15 | 0 |
| Радио | 50-200 | 0 |
| Комнатный кондиционер: 10 000 БТЕ | 1500 | 2200 |
| Мелкая бытовая техника | 200 | 1700 |
| 8 дюймов. Настольный шлифовальный станок | 1400 | 2500 |
| Мойка высокого давления: 1 л.с. | 1200 | 3600 |
| 7-1/4 дюйма. Циркулярная пила | 1400 | 2300 |
Электрическая цепная пила: 14 дюймов. Бар, 2 л. с. с. | 1100 | 0 |
| 10 дюймов. Настольная пила | 1800 | 4500 |
| Сверло: 3/8 дюйма, 4 А | 440 | 600 |
| Сверло: 1/2 дюйма, 5,4 А | 600 | 900 |
| Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ | 500 | 725 |
| Зарядное устройство: 60 А с усилителем 250 А | 1500/5750 | 0 |
| Ноутбук | 65 | 0 |
| Компьютерный ЖК-монитор | 25 | 0 |
| Струйный принтер | 15 | 0 |
| Планшет | 12 | 0 |
| Зарядное устройство для сотового телефона | 10 | 0 |
Сколько времени работы?
Это время, в течение которого генератор может работать на полную мощность с полным баком топлива. Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Шум
Генераторы громкие, хотя обычно не такие громкие, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, поскольку существует опасность угарного газа. Вы не можете безопасно поместить генератор внутрь, и на всех них есть этикетки, предупреждающие вас не делать этого.
Убедитесь, что он хорошо проветривается, защищен от столкновений или падающих предметов, шнуры могут безопасно добраться до рабочей зоны, а шум не будет проблемой там, где он находится.
Проверьте уровень громкости в дБ, чтобы узнать, насколько он громкий. Все, что больше 90 дБ вреден для слуха. 120 децибел и выше эквивалентны буквально оглушающим звукам, таким как дрэг-рейсеры, артиллерия, реактивный самолет и охотничьи ружья.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура. По возможности подключайте устройства непосредственно к генератору.
По возможности подключайте устройства непосредственно к генератору.
Ваша кофеварка может варить, пока вы не сделаете перерыв, затем вы сможете налить чашку, как только подойдете и выключите генератор.
| Общая мощность | Шнур 10 калибра | Шнур 12 калибра | Шнур 14 калибра | Шнур 16 калибра |
|---|---|---|---|---|
| 2400 | 250 футов | 150 футов | 100 футов | 75 футов |
| 4800 | 125 футов | 75 футов | 50 футов | 25 футов |
| 7 200 | 60 футов | 35 футов | 25 футов | 10 футов |
| 9 600 | 30 футов | 15 футов | 10 футов | 0 |
| 12 000 | 15 футов | 0 | 0 | 0 |
Генераторы с рабочей мощностью 4 кВт и более могут легко весить более двухсот фунтов. Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Связанные : Провода какого размера для удлинителей сварочного аппарата?
Таблица размеров генератора для сварщиков
Вот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вам нужен, в зависимости от текущего уровня вашего сварщика.
| Текущий уровень сварщика | Минимальный размер генератора | Рекомендуемый размер генератора |
|---|---|---|
| До 160 А | 7ква 0р 7000 ватт | 8000+ Вт |
| 180–200 А | 8 кВА или 8000 Вт | 10 000+ Вт |
| 210-250А | 13 кВА или 13 000 Вт | 15 000+ ватт |
Лучшие генераторы для сварщиков
Я возьму здесь мощные портативные генераторы.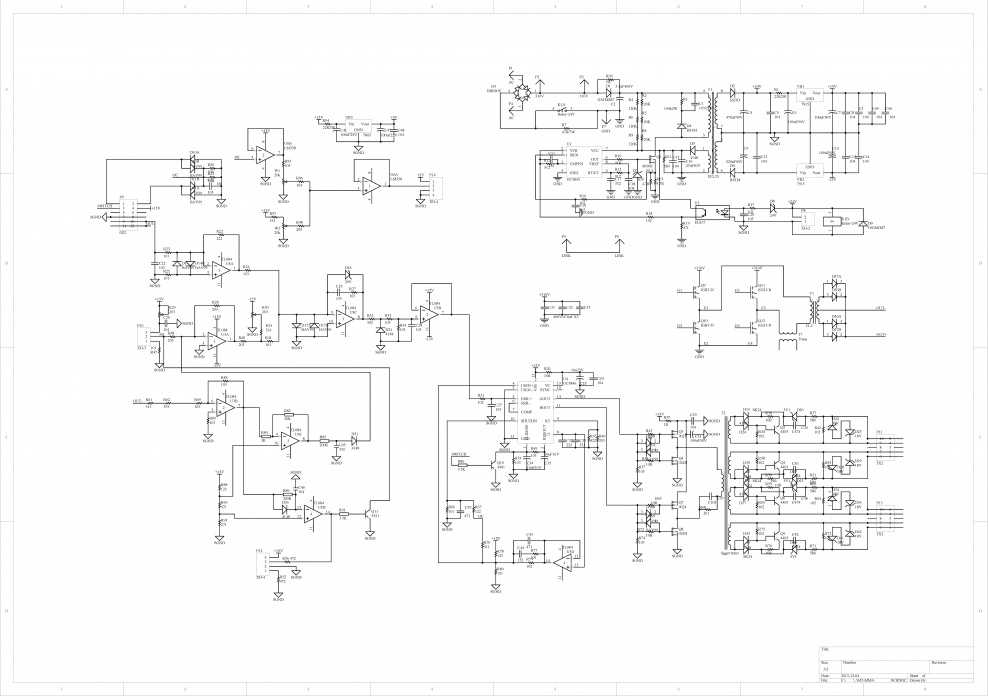
Вы не хотите, чтобы ваш генератор работал слишком усердно, работая на полную мощность. На вашей новой силовой установке легче, если она не тяжело дышит, чтобы выполнить работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — это вознаграждение за небольшие дополнительные инвестиции.
По этой причине я бы не опускался ниже 7000 ватт.
| Модель | Чемпион 9375 | ДуроМакс XP12000EH | Силовая лошадка 9000ES |
|---|---|---|---|
| Рабочие Вт | 7 500 | 9 500 | 7 250 |
| Пусковая мощность | 9 375 | 12 000 | 9000 |
| Вес | 224 фунта | 224 фунта | 209 фунтов |
| Двигатель | Чемпион 420cc | DuroMax 18 л.с. | Дх520 12,2 л.с. |
| IGBT-безопасный | Нет (8-16% THD) | Нет (12 % THD) | Да |
| Розетки | – 120/240В 30А с замком (L14-30R) – (2) УЗО 120 В (5-20R), – 120/240 В 50 А (14-50R) | – (2) бытовых розетки 120 В GFCI – (1) розетка 120 В 30 А с поворотным замком – (1) розетка 240 В 30 А – (1) розетка 240 В 50 А | – (4) 5-20R 120В-20А, – (1) L5-30R 120В-30А с замком, – (1) L14-30R 120/240В-30А с замком – (1) 12В пост.  тока тока |
| Время работы | 8 часов при 1/2 нагрузки | 9 часов при 1/2 нагрузки 5 часов. при полной нагрузке | 9,6 часов при 1/2 нагрузке 5,7 ч при полной нагрузке |
| Уровень шума | 74 дБ | 74 дБ | 98 дБ |
| Дополнительно | Электростартер, комплект колес, счетчик моточасов | Электрический стартер, двухтопливный, комплект колес, зарядное устройство 12 В | Электростартер, двухтопливный, комплект колес, отсечка при низком уровне масла |
| Где купить | Северный инструмент | Амазонка | Северный инструмент |
Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для питания чувствительного оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT/MOSFET.
Если в вашем магазине есть что-то, вы никогда не должны быть дешевыми; это ваш инверторный генератор. Наберитесь терпения и накопите на следующий больший размер.
«Я действительно хотел бы иметь меньше силы. Это было бы прекрасно!»
Никто никогда не говорил.
| Модель | PowerHorse 7500i | Цифровой гибрид Champion 8750 | Briggs & Stratton ELITE8000 |
|---|---|---|---|
| Рабочие Вт | 6 500 | 7000 | 8 000 |
| Пиковая мощность | 7 500 | 8 750 | 10 000 |
| Вес | 333 фунта | 155,4 фунта | 224 фунта |
| Двигатель | PowerHorse 420cc | Чемпион 420cc | Бриггс энд Страттон 420cc |
| IGBT-безопасный | Да (КНИ 1,5 %) | Да (≤ 3% THD) | Да (3-6% THD) |
| Розетки | – (4) 20А 120В GFCI, – (1) 50А 120/240В 14-50R, – (1) 30А 120/240В L14-30R, – (1) 30А 120В L5-30R, – (2 ) USB | – (1) Блокируемая розетка 120/240 В 30 А (L14-30R) – (4) 120 В 20 А бытовых розеток с защитой GFCI (5-20R) – 12 В постоянного тока автомобильный | – (4) бытовые розетки GFCI 120 В, – (1) розетки 120/240 В 30 А с замком |
| Время работы | 16 часов. при нагрузке 1/4 при нагрузке 1/4 | 10,5 часов | 9 часов. при 1/2 нагрузки |
| Уровень шума | 55 дБ | 72 дБ | Нет рейтинга |
| Дополнительно | Электростартер, комплект колес, отсечка при низком уровне масла, цифровая система мониторинга, зарядка через USB, подключение к другому генератору | Электростартер, комплект колес, легкий и компактный | Электростартер, комплект колес, счетчик моточасов, Bluetooth InfoHub, монитор CO/отключение |
| Где купить | Северный инструмент (бесплатная доставка) | Амазонка | Амазонка |
Часто задаваемые вопросы о генераторах для сварщиков
Будет ли работать сварочный аппарат от генератора на 3000 Вт?
В примере с Titanium мы обнаружили, что он может работать при токе 140 ампер при мощности 2800 Вт. Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Будет ли работать сварочный аппарат от генератора на 5000 Вт?
Вы можете работать до 180-200 ампер на 240-вольтовом генераторе, рассчитанном на 5000 рабочих ватт и 6000 начальных ватт, но он будет проводить много времени на высоких оборотах. Генератор с пиковой мощностью 5000 ватт будет ограничен сварочным аппаратом на 120 вольт на 140 ампер при работе на полную мощность.
Какой размер генератора для сварочного аппарата на 220 В?
Недостаточно информации для ответа на этот вопрос. Вам нужно знать входную мощность сварочного аппарата на 220 В, чтобы определить необходимый вам размер генератора.
Входное напряжение x Входной ток = Входная мощность в ваттах
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.
Например, если в руководстве или на этикетке указано, что сварочному аппарату требуется входной ток 32 ампера, вам нужен генератор мощностью 7040 рабочих ватт и 9100 пиковых ватт.
Можно ли запустить сварочный аппарат на генераторе?
Короткий ответ: да, если выходная мощность генератора соответствует потребностям вашего сварочного аппарата.
Завершение: освободите себя и сварите снаружи
Каждый мастер и сварщик достигает точки, когда для дальнейшего совершенствования навыков требуются новые серьезные испытания. Сварка на открытом воздухе или изолированная сварка может быть именно тем, что вам нужно.
Пора выйти из мастерской на свежий воздух со своим сварщиком. Эти генераторы предлагают способы расширить ваши возможности по ремонту и изготовлению таким образом, который просто невозможен в противном случае.
Связанное чтение : Лучший сварочный аппарат с приводом от двигателя -high-altitude-use/
https://docs.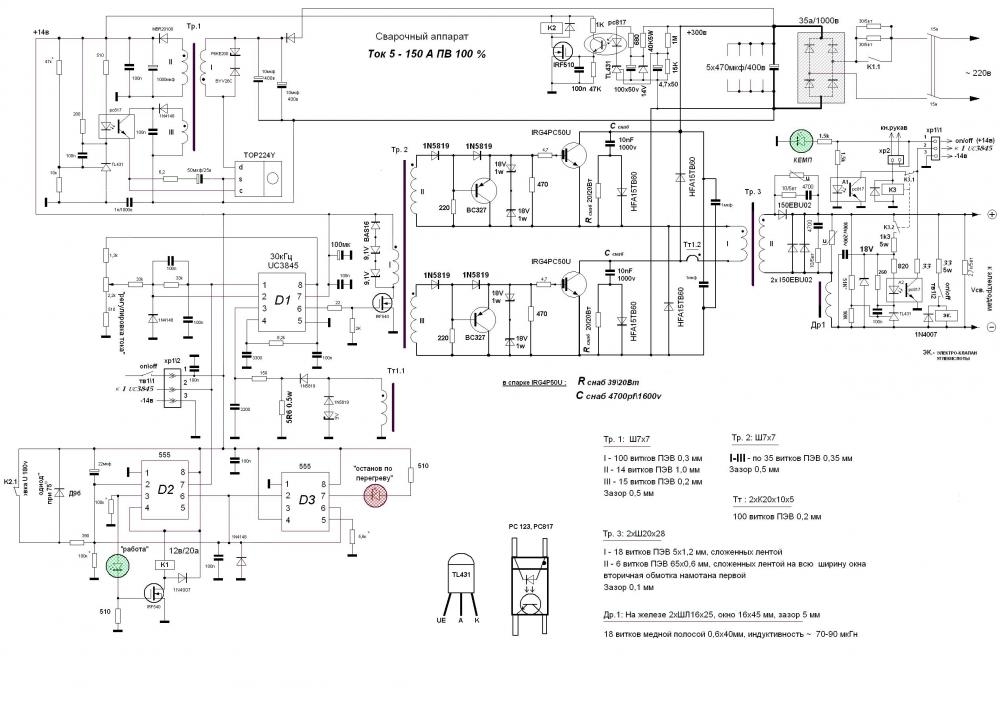 google.com/viewer?url=https%3A%2F%2Fcsda.org%2Fwp-content%2Fuploads%2F2019%2F10%2FCSDA_BP021_Extension_Cords.pdf
google.com/viewer?url=https%3A%2F%2Fcsda.org%2Fwp-content%2Fuploads%2F2019%2F10%2FCSDA_BP021_Extension_Cords.pdf
http: //help.championpowerequipment.com/article/dgn7qk3fzz-total-harmonic-distortion
Стоит ли покупать дешевый инверторный сварочный аппарат?
- автор:
Дженни Лист
Мы все видели дешевые сварочные аппараты в обычных интернет-магазинах, небольшие инверторные сварочные аппараты по очень заманчивой цене. Но так ли они хороши? Когда в моем местном супермаркете появился один из них, я рискнул и положил его в свою тележку вместе с обычным недельным запасом Marmite. Это было где-то в начале года.
В вашем супермаркете продаются сварочные аппараты?
Сварщик My Workzone из супермаркета.
То, что я купил у своего местного Aldi, было Workzone WWIW-80, блок на 80 А, который стоил мне где-то чуть более 60 фунтов стерлингов (около 75 долларов США) и поставлялся со сварочными проводами и защитной маской довольно низкого качества. Немецкие сети дисконтных супермаркетов специализируются на периодических предложениях всевозможных интересных вещей, поэтому очень похожий магазин также продается под брендом Parkside от их конкурента Lidl. Эти небольшие инверторные сварочные аппараты довольно универсальны, поэтому их можно найти с различными брендами и спецификациями по более низкой цене в Интернете, если вы не возражаете отказаться от щедрой трехлетней гарантии Aldi. Самый дешевый, который я видел, стоил около 35 фунтов стерлингов или 44 доллара, но в эту цену входил только инвертор без сварочных проводов.
Немецкие сети дисконтных супермаркетов специализируются на периодических предложениях всевозможных интересных вещей, поэтому очень похожий магазин также продается под брендом Parkside от их конкурента Lidl. Эти небольшие инверторные сварочные аппараты довольно универсальны, поэтому их можно найти с различными брендами и спецификациями по более низкой цене в Интернете, если вы не возражаете отказаться от щедрой трехлетней гарантии Aldi. Самый дешевый, который я видел, стоил около 35 фунтов стерлингов или 44 доллара, но в эту цену входил только инвертор без сварочных проводов.
Как работающий кузнец, мой отец использовал высококачественный инверторный сварочный аппарат с 1990-х годов, так что моя система взглядов основана на нем. Он попробовал один из первых крошечных инверторов, когда они впервые появились на рынке в последнее десятилетие, но он не мог соответствовать требованиям профессионального сварщика и упаковался. Таким образом, у меня не было больших ожиданий от этого устройства, но мне нужно было свое собственное, и по цене оно того стоило.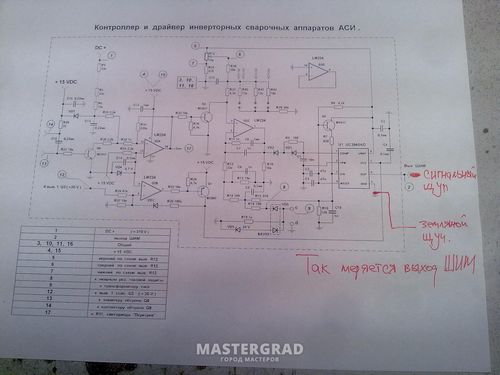 Я использовал его для случайных тяжелых сварочных работ общего назначения, ремонта частей сельскохозяйственной техники и арматуры, а также для восстановления некоторых ступеней на узкой лодке из 7-миллиметрового листа. Он хорошо себя зарекомендовал в этих задачах, в том, что я не квалифицированный сварщик и работа у меня не самая опрятная, но это позволило мне выполнить работу удовлетворительно.
Я использовал его для случайных тяжелых сварочных работ общего назначения, ремонта частей сельскохозяйственной техники и арматуры, а также для восстановления некоторых ступеней на узкой лодке из 7-миллиметрового листа. Он хорошо себя зарекомендовал в этих задачах, в том, что я не квалифицированный сварщик и работа у меня не самая опрятная, но это позволило мне выполнить работу удовлетворительно.
Как работают эти сварщики?
Это сварка электродом на трубе толщиной 1 мм с использованием стержня 2,5 мм при 40А. Это не лучший сварной шов, который вы когда-либо видели, но то, что кто-то с моими ограниченными навыками может сделать это, я нахожу удивительным.
Прошло много времени с тех пор, как инверторные сварочные аппараты были новинкой, поэтому, возможно, меньше читателей будут использовать сварочные электроды переменного тока, чем когда-то. Для меня сравнение — это плавность, мой относительный недостаток навыков сварки проявляется в том, что инвертор не так легко зажигает дугу, как мой отец, но когда эта дуга зажглась, ее намного легче нарисовать и контролировать. . Я могу гораздо легче заполнить отверстия сваркой с помощью инверторного сварочного аппарата, а лучший контроль тока означает, что я могу легче справляться с более легкой работой, где кто-то с моими способностями обычно лучше обслуживается с помощью сварочного аппарата MIG.
. Я могу гораздо легче заполнить отверстия сваркой с помощью инверторного сварочного аппарата, а лучший контроль тока означает, что я могу легче справляться с более легкой работой, где кто-то с моими способностями обычно лучше обслуживается с помощью сварочного аппарата MIG.
Чтобы продемонстрировать это, я решил немного раздвинуть границы и попробовать сварочный аппарат Workzone с несколькими обрезками квадратной трубы толщиной 1 мм из моей мусорной корзины на рабочем месте. Они произошли от ножки офисного стола и были тем типом материала, который раздвинул бы границы с любым сварщиком. Поскольку это относительно небольшой сварочный аппарат, я использую его со стержнями диаметром 2,5 мм, которые, как и следовало ожидать, легко проделают отверстие в стенке трубы толщиной 1 мм при более высоких токах. Вот почему для такой задачи обычно используют MIG, и действительно, при токе 80 А я был вознагражден чем-то более близким к резке, чем к сварке. Уменьшив силу тока до 40 А, я мог легко восстановить отверстие, а при попытке соединить две детали под прямым углом я мог получить гладкий сварной шов с хорошей целостностью. Для меня способность сваривать этот материал просто удивительна, так как мне никогда не удавалось сделать это на таком тонком металле с помощью сварочного аппарата. Это почти толщина кузова автомобиля, я никогда бы не подумал, что даже инвертор может приблизиться. Стоит отметить, что поддерживать дугу только на 40 А немного сложнее.
Для меня способность сваривать этот материал просто удивительна, так как мне никогда не удавалось сделать это на таком тонком металле с помощью сварочного аппарата. Это почти толщина кузова автомобиля, я никогда бы не подумал, что даже инвертор может приблизиться. Стоит отметить, что поддерживать дугу только на 40 А немного сложнее.
…И каковы их ограничения?
Тогда я описал свой Workzone как способный маленький сварочный аппарат, который хорошо служил мне во всех работах, для которых я его использовал, и который даже удивил меня своими возможностями. Где недостатки у него и подобных ему сварщиков, если они такие хорошие, то почему существуют лучшие сварщики?
С электрододержателем все в порядке, но зажим заземления мог бы быть посущественнее.
С точки зрения конструкции, эти устройства, как правило, достаточно прочны для серьезных случайных пользователей. Прочный корпус из листового металла с приличными отверстиями для охлаждения и вентилятором для защиты от перегрева, а также латунными замковыми соединениями для проводов. В них нет ничего особенного, если вы привыкли к другим импульсным блокам питания: обычная электроника и тороидальный трансформатор. Провода прочные, и при осмотре оказалось, что они медные, а не алюминиевые, как я опасался, и, поскольку они были проданы через европейского дистрибьютора, все имеют маркировку европейских стандартов. Если вы покупаете аналогичный сварочный аппарат в Интернете, он может не иметь этих разрешений, поэтому остерегайтесь устройств с нестрогими стандартами безопасности.
В них нет ничего особенного, если вы привыкли к другим импульсным блокам питания: обычная электроника и тороидальный трансформатор. Провода прочные, и при осмотре оказалось, что они медные, а не алюминиевые, как я опасался, и, поскольку они были проданы через европейского дистрибьютора, все имеют маркировку европейских стандартов. Если вы покупаете аналогичный сварочный аппарат в Интернете, он может не иметь этих разрешений, поэтому остерегайтесь устройств с нестрогими стандартами безопасности.
Чем они отличаются от профессиональных сварочных аппаратов, так это рабочим циклом и, возможно, также, в некоторых случаях, заявленной мощностью. Это не тот сварочный аппарат, который вы бы использовали для крупномасштабного производства или строительства кораблей, это тот, который вы держите в цеху для коротких сварочных работ, или, возможно, у вас есть легкий и портативный запасной вариант для работ, где ваш сварщик в цехе. просто слишком большой, чтобы добраться до него. Если бы я рискнул предположить, почему сломался маленький инверторный сварочный аппарат моего отца, я бы указал на рабочий цикл: требования кузнеца, выполняющего работу на месте, вероятно, были слишком велики для него. Так что, если вы работаете сварщиком время от времени, все будет хорошо, но если вы используете его постоянно, возможно, стоит вложить немного больше.
Так что, если вы работаете сварщиком время от времени, все будет хорошо, но если вы используете его постоянно, возможно, стоит вложить немного больше.
Кроме того, иногда оптимистичные характеристики указывают на небольшие инверторные сварочные аппараты. Блок Workzone сравнительно скромен по своей мощности при 80 А, но нередко можно увидеть аналогичные модели, заявляющие, что они способны до 200 А. Когда что-то, что стоит всего несколько десятков долларов, обещает мощности, которые кажутся нереальными для его цена, вполне разумно предположить, что изучение его пределов ускорит его кончину. Вы получаете то, за что платите, и, возможно, если ваши потребности выльются в более существенные потоки, это вознаградит вас, если вы заплатите немного больше.
Среди читателей Hackaday будут люди, чьи навыки сварки далеко впереди меня, а также много людей, имеющих опыт работы с аналогичными дешевыми инверторными сварочными аппаратами. Я надеюсь, что мой опыт поможет вам решить, стоит ли попробовать одно из этих устройств, и, как всегда, было бы здорово услышать ваше мнение в комментариях.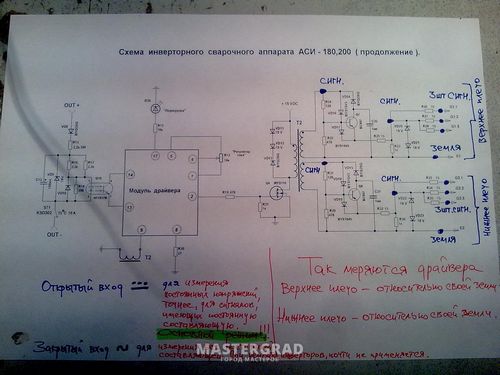
Posted in Hackaday Columns, Slider, Tool HacksTagged дешевый сварщик, китайский сварщик, сварочный аппарат, сварщик
Не пора ли списать ваши старые сварочные аппараты?
Эти старые добрые вещи могут стоить вам денег
Комментарий 0
|
Поделиться
|
Твитнуть
|
Поделиться
|
Приколи это
|
Распечатать
|
email
Тысячи производственных цехов забиты старым сварочным оборудованием. Мы все хотим быть хорошими распорядителями своих денег или денег нашей компании, и мы хотим, чтобы все длилось как можно дольше. Мы иногда даже гордимся тем, что конкретный сварочный аппарат у нас уже 20-25 лет. Большую часть времени мы храним эти старые машины, потому что они все еще работают, и нет необходимости тратить деньги на новую. Однако во многих случаях мы не знаем реальной стоимости содержания старого оборудования.
Однако во многих случаях мы не знаем реальной стоимости содержания старого оборудования.
Нельзя отрицать, что некоторые старые машины имеют великолепный радиус действия, но могут ли они стоить вам серьезных денег?
Мы ярые сторонники того, чтобы не тратить деньги на сварочное оборудование, пока не исчерпаны все другие проекты по экономии средств. Однако иногда замена старого оборудования может быть правильным решением. Обратите внимание на эти вопросы, чтобы увидеть, стоит ли вам это старое, но хорошее устройство.
- Затраты на ремонт – в большинстве мастерских не ведется учет затрат на техническое обслуживание каждой машины, а только общие расходы на техническое обслуживание сварочного оборудования. Это опасно, потому что несколько единиц оборудования могут составлять большую часть расходов, согласно старому правилу 80/20. Если вы обслуживаете сварочный аппарат чаще одного раза в год, возможно, пришло время вывести его из эксплуатации и приобрести новый.
 Имейте в виду, стоимость ремонта — это только часть проблемы, время простоя — это убийца. Если машина выходит из строя 3 раза в год, и каждый раз вы теряете 2 рабочих дня (если у вас нет запасной), вы только что потеряли как минимум 24 часа работы. Следите за отдельными машинами.
Имейте в виду, стоимость ремонта — это только часть проблемы, время простоя — это убийца. Если машина выходит из строя 3 раза в год, и каждый раз вы теряете 2 рабочих дня (если у вас нет запасной), вы только что потеряли как минимум 24 часа работы. Следите за отдельными машинами. - Производительность – В вашем магазине полно машин Miller CP-302 и Lincoln CV-300? Эти машины хороши и служат вечно. Но вы можете навредить себе, если ваша работа позволяет использовать проволоку большего диаметра. Если вы можете сваривать проволокой диаметром 0,052 или даже 1/16, зачем сохранять этот старый CP-300, который ограничивает вас до 0,045? Вы можете говорить об увеличении ставок депозитов на 30-50%. Новый сварщик может окупить себя менее чем за 12 месяцев.
- Импульсные возможности – Вам необходимо выполнять много сварочных работ в нерабочем положении, а все, что у вас есть, – это обычный сварочный аппарат CV? Импульс может увеличить скорость отложения вне позиции примерно на 20-40%! Это совсем немного.
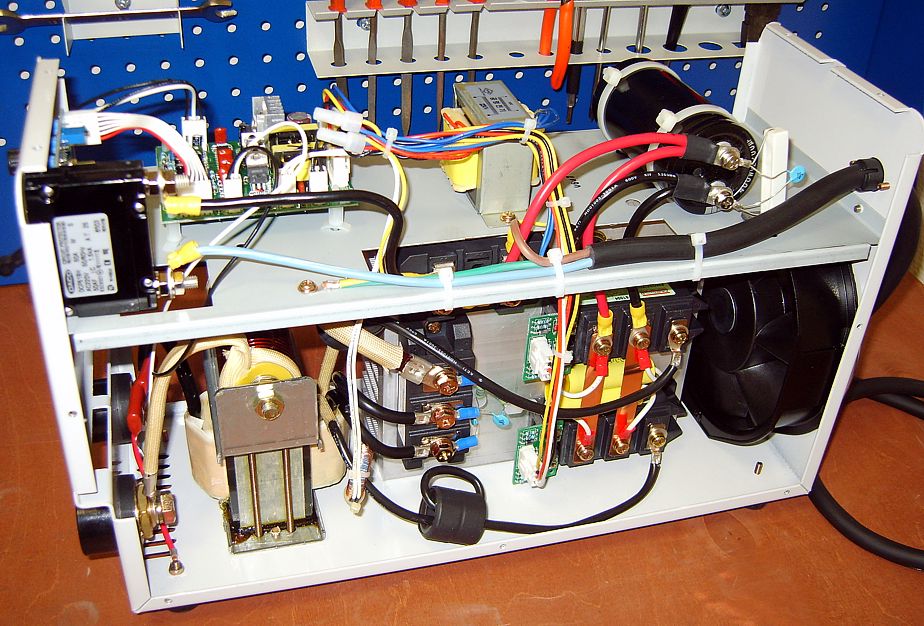 За счет чередования пиковых и фоновых токов импульсный режим охлаждает сварочную ванну намного быстрее, чем CV, что позволяет использовать сварочную ванну большего размера (более высокая скорость подачи проволоки). Пульс также может помочь преодолеть пробелы, связанные с плохой посадкой.
За счет чередования пиковых и фоновых токов импульсный режим охлаждает сварочную ванну намного быстрее, чем CV, что позволяет использовать сварочную ванну большего размера (более высокая скорость подачи проволоки). Пульс также может помочь преодолеть пробелы, связанные с плохой посадкой. - Мониторинг производства – Нужна ли отслеживаемость вашей продукции? Более новые машины, такие как Lincoln Power Waves и Miller Continuum, могут отслеживать все виды данных. Эти машины могут отслеживать время горения дуги, количество сварных швов, время простоя, время простоя, использование оборудования, использование проволоки и т. д. Эта технология может даже предупредить вас о возможности плохого сварного шва, предоставив оценку сварного шва.
- Высокие счета за электроэнергию . Инверторная технология не нова, но не во всех магазинах она есть. Переход на инверторы может сэкономить вам до 500 долларов в год на каждой машине на стоимости электроэнергии.
 Это может привести к окупаемости в течение 10+ лет, если вам не выставляется счет в пиковый спрос. Если это так, снижение пиковой нагрузки может сэкономить вам тысячи долларов в год.
Это может привести к окупаемости в течение 10+ лет, если вам не выставляется счет в пиковый спрос. Если это так, снижение пиковой нагрузки может сэкономить вам тысячи долларов в год. - Запасные части – становится все труднее найти запчасти? Используете старые сварочные аппараты Hobart или Airco? Эти машины служат вечно, но запасные части не всегда будут доступны.
- Code Work – Выполняете ли вы работу, регулируемую определенным кодексом? Можно ли откалибровать ваши текущие машины? Некоторые старые устройства невозможно откалибровать без капитального ремонта.
- Сварочный процесс . Вы все еще пользуетесь сваркой электродами, хотя могли бы использовать проволочный процесс? Использование самозащитной порошковой проволоки может увеличить скорость наплавки более чем на 100 % по сравнению с стержнем. Подумайте, что проволочный процесс может сделать для вашей производительности. Вам нужны детали для сварки TIG, которые теперь можно легко сваривать с помощью GMAW с использованием усовершенствованных форм волны? Теперь можно выполнять сварку сварных швов деталей толщиной менее 1 мм.
 Возможно, пришло время рассмотреть новый сварочный аппарат MIG, который заменит некоторые или все ваши операции TIG.
Возможно, пришло время рассмотреть новый сварочный аппарат MIG, который заменит некоторые или все ваши операции TIG. - Вопросы безопасности . Ваши сварщики получают удары током от устройства? Если корпус горячий, это может создать очень опасную ситуацию. Это можно исправить, но если это неотъемлемая проблема из-за конструкции машины, возможно, пришло время заменить ее.
- Рабочий цикл — Вы часто превышаете рабочий цикл своей машины и вызываете ее отключение из-за перегрева? Те две-десять минут, которые вам приходится ждать, стоят вам больших денег из-за убытков. Более мощная машина с лучшим рабочим циклом может сэкономить вам немало денег в долгосрочной перспективе.
- Пробелы в навыках . Новые технологии в сварочных аппаратах могут помочь менее опытным сварщикам, компенсируя отклонения в их технике.
- Мобильность – Вы перевозите сварочное оборудование с работы на работу или по цеху? Инверторная технология превратила сварочный аппарат весом 400 фунтов на 400 ампер в аппарат на 500 ампер и 90 фунтов.