Ремонт полуавтомата сварочного своими руками: устранение неисправностей аппарата для сварки своими руками
Содержание
Ремонт сварочных полуавтоматов
Сварочный полуавтомат сконструирован на базе сварочного инвертора, ремонт которого мы рассматривали в статье «Ремонт инверторных сварочных аппаратов». Поэтому, рекомендуем начать знакомство с прочтения предшествующей статьи.
Для устранения неисправности можно обратиться в мастерскую. Если же чувствуете в себе силы и есть желание, то можно попробовать отремонтировать сварочный аппарат своими руками (!обслуживание сварочника, в частности, прочистку от пыли, также многие мастера предпочитают выполнять самостоятельно). Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).
Инверторный сварочный полуавтомат «Контур-165».
Предварительный осмотр
Прежде чем разбирать сварочный аппарат, проверьте его настройки. Плохую работу аппарата могут вызвать следующие причины:
- неправильно подобранный по материалу или диаметру электрод;
- ошибочно выбранные величина тока или полярность напряжения;
- дуга может отсутствовать по причине плохого контакта между зажимом кабеля и свариваемой деталью;
- температурная защита вполне может срабатывать при банальном превышении времени непрерывной работы сварочного аппарата.
 Следует дать ему просто «отдохнуть» и остыть;
Следует дать ему просто «отдохнуть» и остыть; - часто причиной отказа является обрыв кабеля. Проверьте его целостность.
 Следует дать ему просто «отдохнуть» и остыть;
Следует дать ему просто «отдохнуть» и остыть;Если ничего из перечисленного выше не помогло восстановить работоспособность сварочника, то только тогда следует заняться его ремонтом.
Поиск неисправностей.
Диагностика неисправностей
Всякий ремонт начинается с диагностики неисправностей. Неисправности этого типа сварочника делятся на 2 группы:
- механические;
- электронные.
Проверка исправности резистора.
Устранение механических неисправностей
Механические проблемы связаны с задержкой подачи проволоки или ее сильным трением в канале подачи. Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Рекомендуется установку новой части производить одновременно с удалением старой. Производится это следующим образом:
- соединяют конец вышедшего из строя канала с началом нового;
- протягивая и удаляя старый канал, вставляют на его место новый.

Проверка режимов тестером.
Устранение неисправностей электроники
Проверку и устранение неисправностей рекомендуется производить в следующей последовательности:
- проверить находящиеся на плате управления предохранители. Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
- демонтируйте плату управления и внимательно её осмотрите. Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника;
- произведите «прозвонку» всех элементов с помощью тестера (ампервольтомметра, мультиметра и т. п.). Чтобы они не шунтировали друг друга, их следует выпаивать и, после проверки, ставить на место или заменять исправными. Во избежание путаницы, рекомендуется выбрать направление проверки (например, слева – направо и сверху – вниз).
 В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
В этом случае риск пропустить какой-либо элемент будет сведён к минимуму. - после устранения неисправности рекомендуется поменять термопасту на радиаторах охлаждения полупроводниковых элементов .
Если все мероприятия не привели к положительному результату, то сварочник придётся нести в мастерскую.
В заключение, рекомендуем посмотреть видеоролик о ремонте электронной части сварочного полуавтомата – инвертора. Желаем успехов!
Ремонт сварочных аппаратов — адреса, цены
РЕМОНТ СВАРОЧНОГО ПОЛУАВТОМАТА [в домашних условиях]
Когда возникает необходимость [отремонтировать сварочный полуавтомат], необходимо действовать спокойно и последовательно.
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.
В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Содержание:
- Составные элементы сварочного полуавтомата
- Характерные неисправности
- Несанкционированное прерывание цикла
- Сильное дребезжание и гудение
- Перегрев устройства
- Не регулируется сварочный ток
- Последовательность действий при ремонте
- Неисправность электрической схемы
- Неисправность механизма подачи проволоки
- Некоторые особенности ремонта
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Видео:
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.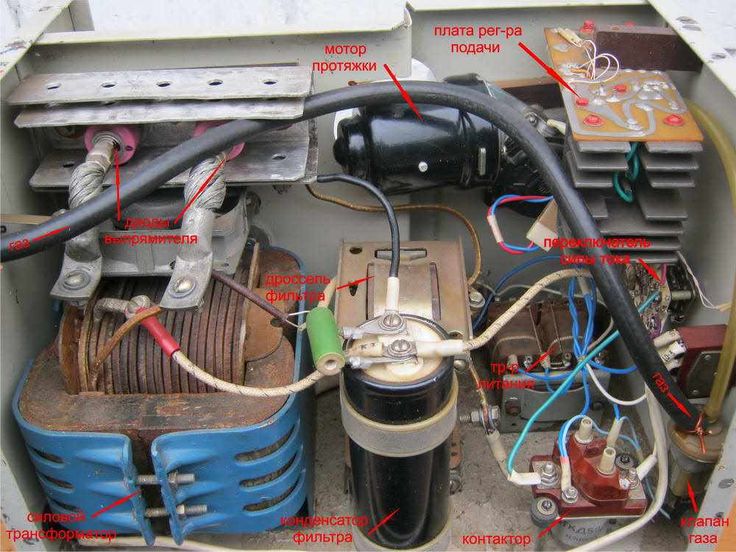
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Видео:
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.

По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
Видео:
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Видео:
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Видео:
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
Weld-Action Advantage — Роботизированные сварочные системы
Weld-Action помогает промышленным клиентам автоматизировать сварочные процессы с 1963 года. Это более чем 50-летний опыт проектирования и установки эффективных, высококачественных сварочных аппаратов для различных областей применения и отраслей. . Независимо от того, обновляете ли вы свои процессы ручной сварки на автоматические или разрабатываете новый процесс с нуля, Weld-Action поможет вам разработать идеальное решение для вашего процесса от начала до конца.
Автоматизация процесса ручной сварки может помочь компании получить огромные преимущества в плане производительности и экономии труда, стабильного качества и надежности. Наша цель — помочь вам реализовать эти преимущества с помощью полностью автоматических или полуавтоматических систем дуговой сварки сопротивлением «под ключ», включая роботизированные сварочные модули. Мы предлагаем широкий спектр возможностей, в том числе:
- Системы роботизированной сварки по индивидуальному заказу
- Конструкция и конструкция крепления
- Готовые роботизированные сварочные модули
- Решения для обработки материалов
- Пневматические, индексирующие, сервоповоротные столы и позиционеры
- Машины и принадлежности для твердой пайки по индивидуальному заказу
- Оборудование для обеспечения безопасности и системы мониторинга
- Высокопроизводительные источники питания для сварки MIG
- Детали и расходные материалы
- Установка, обучение и обслуживание
Процесс планирования
Мы проанализируем ваше конкретное применение сварки и порекомендуем лучшее оборудование и расходные материалы в зависимости от деталей, объема и производственных требований. Наша команда разработчиков работает с вами, чтобы выбрать оптимальный процесс сварки для ваших нужд, включая сварку в среде инертного газа (MIG), сварку вольфрамовым электродом в среде защитного газа (TIG), плазменную дугу и точечную сварку. Мы также анализируем любые существующие процессы, чтобы убедиться, что ваш новый сварочный актив не будет мешать вашей текущей инфраструктуре.
Наша команда разработчиков работает с вами, чтобы выбрать оптимальный процесс сварки для ваших нужд, включая сварку в среде инертного газа (MIG), сварку вольфрамовым электродом в среде защитного газа (TIG), плазменную дугу и точечную сварку. Мы также анализируем любые существующие процессы, чтобы убедиться, что ваш новый сварочный актив не будет мешать вашей текущей инфраструктуре.
Процесс сборки
После утверждения клиентом мы отправляем компоненты в наш цех, где мы изготавливаем и собираем ваш актив. Используя ваши собственные заготовки, мы оптимизируем ваш новый сварочный аппарат и внесем все необходимые коррективы, чтобы обеспечить его точное соответствие спецификациям желаемого процесса, при этом откалибровав операционную систему для максимальной производительности и минимального времени цикла .
Мы также помогаем создать операционную структуру, которая контролирует все периферийное оборудование в процессе сварки.
Установка
Перед отправкой мы приветствуем ваших операторов и инженеров в нашем магазине, чтобы убедиться, что все работает правильно. Мы также обучаем ваш персонал тому, как использовать ваш новый сварочный актив в трех сегментах:
- Базовый курс по производству роботов
- Электрический интерфейс и структура программирования
- Обзор и вопросы и ответы, а также общее техническое обслуживание сварочного модуля
После обучения вы сможете наблюдать за своим сварочным аппаратом в действии во время процесса проката в нашем цеху, прежде чем мы его разберем, упакуем и отправим на ваш объект. Перед окончательной установкой наша команда проводит обзор рабочего места, чтобы учесть площадь/условия, требования к электропитанию и убедиться в наличии всех необходимых систем охлаждения.
После того, как ваш сварочный аппарат будет доставлен, наша команда покажет вам, как его собрать, а затем проведет последний сбор, чтобы оптимизировать процесс, прежде чем ответить на какие-либо окончательные вопросы. Мы не удовлетворены до тех пор, пока ваша новая роботизированная сварочная ячейка не оправдает все ожидания, которые у вас были, когда вы принимали решение о покупке.
Мы не удовлетворены до тех пор, пока ваша новая роботизированная сварочная ячейка не оправдает все ожидания, которые у вас были, когда вы принимали решение о покупке.
Обучение и поддержка
Мы как можно быстрее сообщим вам обо всех аспектах, которые сделают вашу новую роботизированную сварочную ячейку удобной в использовании и помогут устранить любые опасения, которые могут возникнуть у вас. Даже после того, как мы уйдем, наша служба поддержки находится на расстоянии телефонного звонка, чтобы ответить на любые ваши вопросы.
Обслуживание и обучение включает:
- Программы профилактического обслуживания
- Оптимизация машины
- Устранение неполадок и ремонт
- Обучение программированию и переподготовка
Проще говоря, мы не распространяем «роботов в коробке». Мы интеграторы, которые считают, что то, как мы что-то продаем, так же важно, как и то, что мы продаем. И мы стремимся к тому, чтобы наши клиенты всегда получали правильное оборудование для работы.
Дуговая сварка металлическим газом (GMAW / -MIG-)
В процессе дуговой сварки металлическим электродом в среде защитного газа (GMAW/MIG) используется электрическая дуга, возникающая между плавящимся проволочным электродом и заготовкой. GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариантами процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла сварного шва по сравнению с GTAW или SMAW, а при реализации полуавтоматического процесса обычно требуется меньше навыков сварщика. Однако оборудование GMAW является более сложным, менее портативным и обычно требует более регулярного обслуживания, чем для процессов GTAW и SMAW. GMAW является наиболее распространенным процессом сварки коррозионно-стойких сплавов и выполнения сварных швов толстого сечения. Однако GMAW не подходит для сварки корневого шва сплавов на основе Ni/Co, и GTAW следует использовать для всех корневых швов.
В GMAW механизм, с помощью которого расплавленный металл на конце проволочного электрода переносится на заготовку, оказывает значительное влияние на характеристики сварного шва. С GMAW возможны три режима переноса металла: перенос с коротким замыканием, шаровидный перенос и перенос распылением. Кроме того, существует вариант режима переноса распыления, называемый импульсным распылением.
Электрическая полярность для GMAW сплавов HASTELLOY® и HAYNES® должна быть положительной электродом постоянного тока (DCEP / «обратная полярность»). Типичные параметры для различных режимов переноса GMAW приведены в таблице 2 для сварки в плоском положении. Поскольку различные источники питания GMAW сильно различаются по конструкции, работе и системам управления, параметры следует рассматривать как ориентировочный диапазон для достижения надлежащих характеристик сварки с конкретным сварочным оборудованием. Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм/мин) / от 150 до 250 мм/мин.
Перенос короткого замыкания происходит в самых низких диапазонах тока и напряжения, что приводит к низкому подводу тепла при сварке. Обычно он используется с присадочной проволокой меньшего диаметра и позволяет получить относительно небольшую и легко контролируемую сварочную ванну, которая хорошо подходит для сварки в нестандартном положении и соединения тонких профилей. Однако низкое тепловложение делает перенос с коротким замыканием восприимчивым к дефектам непровара (холодный нахлест), особенно при сварке толстых профилей или при многопроходной сварке.
Шаровидный перенос происходит при более высоких уровнях тока и напряжения, чем короткое замыкание, и характеризуется большими каплями расплавленного металла неправильной формы. Теоретически глобулярный режим переноса можно использовать для сварки сплавов на основе Ni/Co, но он используется редко, поскольку создает неравномерное проплавление и неровный контур наплавленного валика, что способствует образованию дефектов.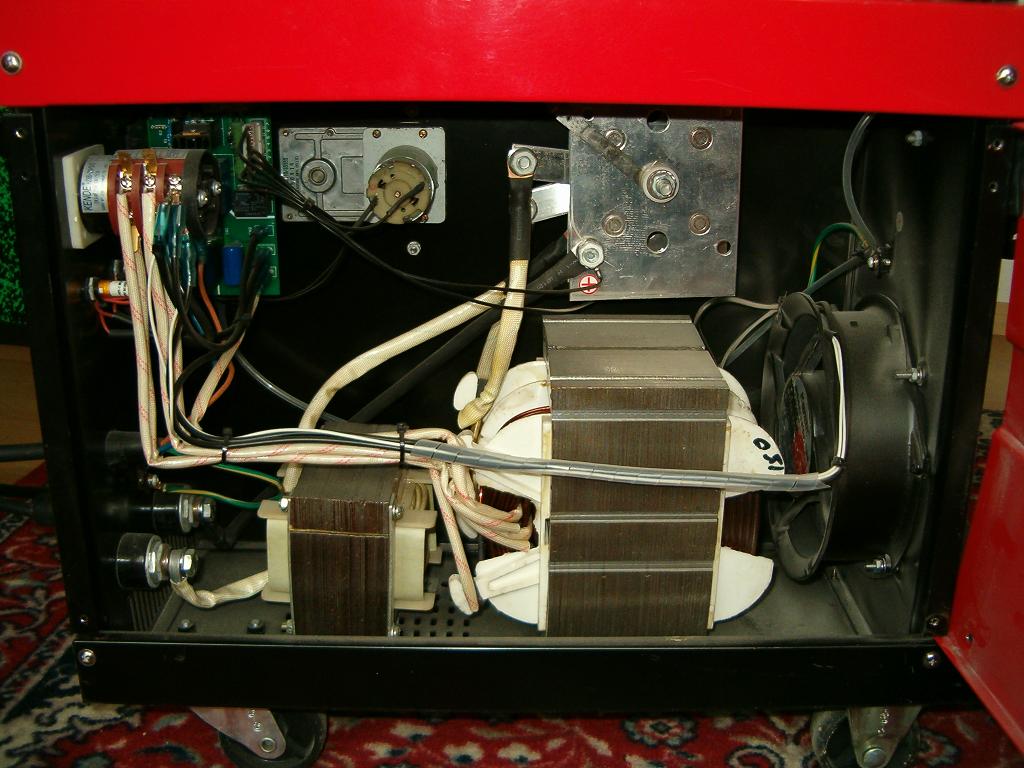 Поскольку сила тяжести имеет решающее значение для отрыва и переноса капли, шаровидный перенос обычно ограничивается сваркой в плоском положении.
Поскольку сила тяжести имеет решающее значение для отрыва и переноса капли, шаровидный перенос обычно ограничивается сваркой в плоском положении.
Распылительный перенос происходит при самых высоких уровнях тока и напряжения и характеризуется остронаправленным потоком мелких металлических капель. Это процесс с высоким подводом тепла и относительно высокой скоростью наплавки, который наиболее эффективен для сварки толстых секций материала. Однако в основном он полезен только в плоском положении, а его высокое тепловложение способствует горячему растрескиванию сварного шва и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Импульсный струйный перенос — это строго контролируемый вариант струйного переноса, при котором сварочный ток чередуется между высоким пиковым током, при котором происходит перенос струйным распылением, и более низким фоновым током. Это обеспечивает стабильный процесс с низким уровнем разбрызгивания при среднем сварочном токе, значительно более низком, чем при переносе струей. Импульсное распыление обеспечивает более низкое тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного сплавления, которые являются общими для переноса с коротким замыканием. Это полезно во всех положениях сварки и для широкого диапазона толщины материала. В большинстве случаев компания Haynes International настоятельно рекомендует использовать импульсный распылительный перенос для GMAW сплавов HASTELLOY® и HAYNES®. Использование современного источника питания с синергетическим управлением и возможностью регулировки формы сигнала («адаптивный импульс») очень выгодно для импульсного переноса распыления. Эти передовые технологии упростили использование импульсного струйного переноса, при котором параметры импульса, такие как ток импульса, длительность импульса, фоновый ток и частота импульса, включены в систему управления и связаны со скоростью подачи проволоки.
Импульсное распыление обеспечивает более низкое тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного сплавления, которые являются общими для переноса с коротким замыканием. Это полезно во всех положениях сварки и для широкого диапазона толщины материала. В большинстве случаев компания Haynes International настоятельно рекомендует использовать импульсный распылительный перенос для GMAW сплавов HASTELLOY® и HAYNES®. Использование современного источника питания с синергетическим управлением и возможностью регулировки формы сигнала («адаптивный импульс») очень выгодно для импульсного переноса распыления. Эти передовые технологии упростили использование импульсного струйного переноса, при котором параметры импульса, такие как ток импульса, длительность импульса, фоновый ток и частота импульса, включены в систему управления и связаны со скоростью подачи проволоки.
Выбор защитного газа имеет решающее значение для разработки процедуры GMAW. Для сплавов на основе Ni/Co защитная газовая среда обычно обеспечивается аргоном или смесью аргона с гелием. Относительно низкая энергия ионизации аргона способствует лучшему зажиганию/стабильности дуги, а его низкая теплопроводность обеспечивает более глубокое пальцеобразное проплавление. Если использовать отдельно, гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и создает более плоский сварочный валик. При сварке сплавов на основе Ni/Co следует избегать добавок кислорода или углекислого газа, которые обычно используются с другими металлами. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного сплавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию/геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.
Относительно низкая энергия ионизации аргона способствует лучшему зажиганию/стабильности дуги, а его низкая теплопроводность обеспечивает более глубокое пальцеобразное проплавление. Если использовать отдельно, гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и создает более плоский сварочный валик. При сварке сплавов на основе Ni/Co следует избегать добавок кислорода или углекислого газа, которые обычно используются с другими металлами. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного сплавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию/геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%. При переносе методом короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых валиков сварного шва, которые могут привести к дефектам непровара. Для распылительного переноса хорошие результаты можно получить с использованием чистого аргона или смесей аргона и гелия. Добавление гелия обычно требуется для импульсного распыления, так как это значительно увеличивает смачивание.
При переносе методом короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых валиков сварного шва, которые могут привести к дефектам непровара. Для распылительного переноса хорошие результаты можно получить с использованием чистого аргона или смесей аргона и гелия. Добавление гелия обычно требуется для импульсного распыления, так как это значительно увеличивает смачивание.
Поскольку аргон и гелий являются инертными газами, поверхность сварного шва после наплавки должна быть яркой и блестящей с минимальным окислением. При этом при многопроходной сварке притирка между проходами не обязательна. Однако на поверхности сварного шва могут быть отмечены некоторое окисление или «копоть». В этом случае рекомендуется интенсивная обработка проволочной щеткой и/или легкая шлифовка/кондиционирование (зернистость 80) между проходами сварки, чтобы удалить окисленную поверхность и обеспечить надежное наплавление последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л/мин).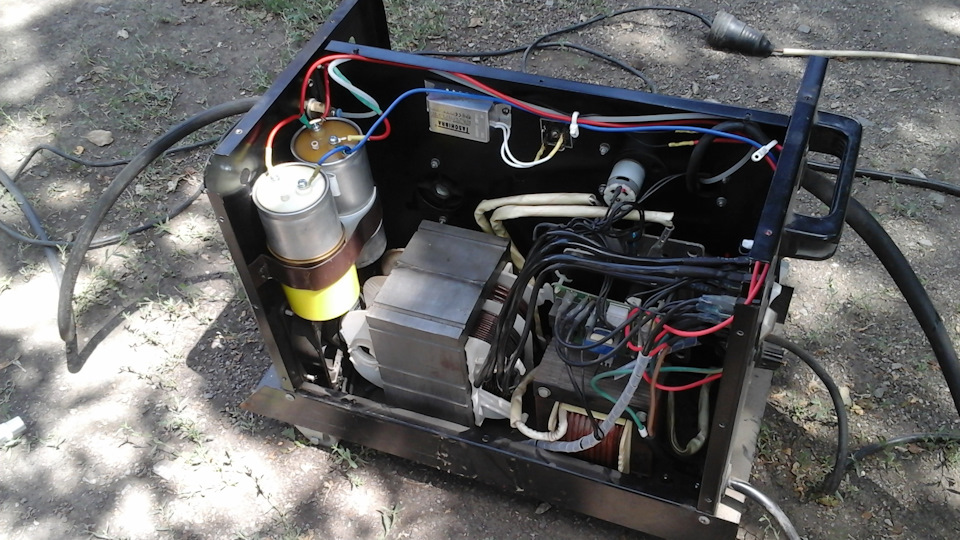 Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, а чрезмерно высокая скорость потока может повлиять на стабильность дуги. Как и в случае с GTAW, рекомендуется защита обратной продувкой, чтобы корневая сторона сварного соединения не подвергалась сильному окислению. Если защита с обратной продувкой невозможна, корневую сторону сварного соединения следует зашлифовать после сварки, чтобы удалить весь окисленный металл сварного шва и любые дефекты сварки. Затем сварной шов может быть заполнен с обеих сторон по мере необходимости.
Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, а чрезмерно высокая скорость потока может повлиять на стабильность дуги. Как и в случае с GTAW, рекомендуется защита обратной продувкой, чтобы корневая сторона сварного соединения не подвергалась сильному окислению. Если защита с обратной продувкой невозможна, корневую сторону сварного соединения следует зашлифовать после сварки, чтобы удалить весь окисленный металл сварного шва и любые дефекты сварки. Затем сварной шов может быть заполнен с обеих сторон по мере необходимости.
Во время GMAW сварочную горелку следует держать перпендикулярно к заготовке под рабочим углом и углом перемещения приблизительно 0°. Для видимости может потребоваться очень небольшое отклонение от перпендикуляра. Если горелка расположена слишком далеко от перпендикуляра, кислород из атмосферы может попасть в зону сварки и загрязнить расплавленную сварочную ванну. Сварочный пистолет с водяным охлаждением всегда рекомендуется для сварки струйным переносом и всегда, когда используются более высокие сварочные токи.
