Ремонт сварочного полуавтомата своими руками: устранение неисправностей аппарата для сварки своими руками
Содержание
Ремонт сварочных инверторных аппаратов своими руками: правила и особенности выполнения
Ремонт сварочных инверторов несмотря на некоторые сложности возможно выполнить самостоятельно. А когда домашний мастер сможет разобраться в конструктивных особенностях агрегатов данного типа, имеет представление о том, какие элементы в большинстве случаев выходят из строя, можно оптимизировать расходы на сервисное обслуживание.
- Для чего предназначено оборудование
- Техобслуживание и ремонт инверторов
- Что может привести к поломке
- Причины частых поломок
Для чего предназначено оборудование
Основное назначение аппарата — формировать постоянный сварочный ток, который получают путем преобразования высокочастотного переменного. Использование именно такого преобразованного переменного тока обусловлено тем, что сила такого тока может эффективно увеличиваться до нужных величин посредством небольшого трансформатора. Именно такой принцип работы дает возможность сохранить небольшие размеры устройств одновременно с высокой производительностью.
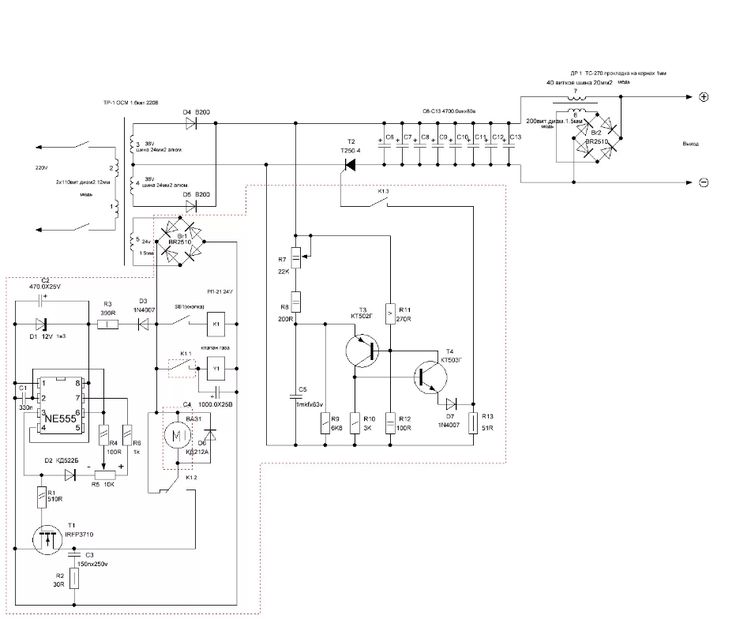
Схема сварочного инвертора, от которой зависят технические характеристики, составлена из следующих компонентов:
- первичного выпрямительного блока, его основание — диодный мост, выпрямляющий переменный ток с электрических сетей;
- инверторного блока, элемент которой транзисторная сборка;
- высокочастотного понижающего трансформатора, на котором при понижении входящего напряжения существенно возрастает сила выходящего тока;
- выходного выпрямителя, собранного на базе силовых диодов (данный блок отвечает за выпрямление переменного тока, без чего не обойтись при сварочных работах).
Техобслуживание и ремонт инверторов
Ремонт сварочных аппаратов, принадлежащих к инверторным, имеет ряд особенностей, связанных с особенностями их конструкции. У подобных аппаратов главная особенность следующая: все они электронные, что требует от сотрудников сервисных служб хотя бы минимальных радиотехнических знаний и навыков работы с измерительными приборами (вольтметр, цифровой мультиметр, осциллограф и т. п. ).
п. ).
При техническом обслуживании и ремонте в первую очередь проверяются все элементы схемы сварочного инвертора. Речь идет о транзисторах, резисторах, диодах, стабилитронах, трансформаторных и дроссельных устройствах, ведь иногда очень сложно или практически невозможно с точностью определить, что именно вышло из строя.
Если возникают такие ситуации, то стоит в четкой последовательности проверять каждую деталь. Чтобы успешно решить задачу, нужно воспользоваться измерительными приборами, а также уметь читать электронные схемы. Когда вы не являетесь обладателем даже минимальных знаний и умений, то ремонт сварочного полуавтомата своими руками может привести к более серьезным поломкам.
Что может привести к поломке
Существует два основных типа ситуаций, из-за которых агрегаты могут преждевременно выходить из строя:
- неправильный выбор режима сварочных работ;
- полный выход из строя отдельных деталей или их некорректная работа.
После оценки собственных сил, знаний и опыта, решив взяться за самостоятельный ремонт сварочных аппаратов инверторного вида, стоит не только просмотреть обучающие видео, но и внимательно прочитать руководство пользователя, ведь именно из него можно узнать наиболее подробную информацию о модели, правильном выборе рабочего режима, характерных неисправностях и способах их устранения.
Диагностику выполняют, постепенно переходя от простых операций к более сложным. После выполнения всех рекомендаций может случиться так, что агрегат по-прежнему не будет работать. Тогда можно предположить, что неполадки возникли из-за проблем с электросхемой инверторного модуля. В большинстве случаев причины следующие:
- В устройство попала влага. Зачастую это случается при сварке во время осадков.
- Если под корпусом скопится слишком большое количество пыли, то нарушится работа системы охлаждения. В зоне самого большого риска оборудование на строительных площадках, его придется постоянно очищать.

- Пренебрежение рекомендуемыми нагрузками, что приводит к перегревам оборудования. Необходимо придерживаться советов производителя, которые находятся в инструкции.
Причины частых поломок
Как правило, к поломкам приводит длительное воздействие внешних факторов, неправильная настройка, пренебрежение рекомендациями относительно рабочего режима. Зачастую возникают такие ситуации:
- Горение сварочной дуги отличается неустойчивостью, либо материал электрода очень разбрызгивается. Такое возникает при неверном выборе тока. Исходить здесь нужно из диаметра и типа сварочного материала, скорости сварки. При слишком низкой скорости выбирается меньшая величина тока.
- Электрод сложно отвести от металла. Такое возникает из-за низкого питающего напряжения сети. Также могут отходить контакты модуля в гнездах панелей. Чтобы решить проблему, просто подтяните крепления или плотнее прикрепите вставки. Учтите и тот факт, что применение слишком длинного удлинителя не обеспечит качественного выполнения поставленных задач.
 Не рекомендуется использовать провода с длиной больше 40 метров.
Не рекомендуется использовать провода с длиной больше 40 метров. - Индикаторы находятся в рабочем состоянии, но сварку проводить невозможно. Обычно это является свидетельством перегрева. Еще одной возможной причиной может быть отсоединение проводов или их повреждение.
- Сварочный аппарат не запускается. Такое случается в условиях слишком низкого напряжения, недостаточного для начала работы.
- Инвертор самостоятельно отключается при длительном непрерывном использовании. Это значит, что сработала защита от перегрева.
Признак серьезной поломки — стойкий запах гари из корпуса аппарата. В таком случае рекомендуется немедленно отключить электропитание и обратиться к специалистам сервисной службы.
Ремонт сварочных аппаратов своими руками © Геостарт
Рубрика:
Инструменты и оборудование
Ремонт сварочных инверторов несмотря на некоторые сложности возможно выполнить самостоятельно. А когда домашний мастер сможет разобраться в конструктивных особенностях агрегатов данного типа, имеет представление о том, какие элементы в большинстве случаев выходят из строя, можно оптимизировать расходы на сервисное обслуживание.
А когда домашний мастер сможет разобраться в конструктивных особенностях агрегатов данного типа, имеет представление о том, какие элементы в большинстве случаев выходят из строя, можно оптимизировать расходы на сервисное обслуживание.
Для чего предназначено оборудование
Основное назначение аппарата — формировать постоянный сварочный ток, который получают путем преобразования высокочастотного переменного. Использование именно такого преобразованного переменного тока обусловлено тем, что сила такого тока может эффективно увеличиваться до нужных величин посредством небольшого трансформатора. Именно такой принцип работы дает возможность сохранить небольшие размеры устройств одновременно с высокой производительностью.
Схема сварочного инвертора, от которой зависят технические характеристики, составлена из следующих компонентов:
- пе рвичного выпрямительного блока , его основание — диодный мост, выпрямляющий переменный ток с электрических сетей;
- инверторного блока , элемент которой транзисторная сборка;
- высокочастотного понижающего трансформатора , на котором при понижении входящего напряжения существенно возрастает сила выходящего тока;
- выходного выпрямителя , собранного на базе силовых диодов (данный блок отвечает за выпрямление переменного тока, без чего не обойтись при сварочных работах).

Техобслуживание и ремонт инверторов
Ремонт сварочных аппаратов , принадлежащих к инверторным, имеет ряд особенностей, связанных с особенностями их конструкции. У подобных аппаратов главная особенность следующая: все они электронные, что требует от сотрудников сервисных служб хотя бы минимальных радиотехнических знаний и навыков работы с измерительными приборами (вольтметр, цифровой мультиметр, осциллограф и т. п. ).
При техническом обслуживании и ремонте в первую очередь проверяются все элементы схемы сварочного инвертора . Речь идет о транзисторах, резисторах, диодах, стабилитронах, трансформаторных и дроссельных устройствах, ведь иногда очень сложно или практически невозможно с точностью определить, что именно вышло из строя.
Если возникают такие ситуации, то стоит в четкой последовательности проверять каждую деталь. Чтобы успешно решить задачу, нужно воспользоваться измерительными приборами, а также уметь читать электронные схемы. Когда вы не являетесь обладателем даже минимальных знаний и умений, то ремонт сварочного полуавтомата своими руками может привести к более серьезным поломкам.
Когда вы не являетесь обладателем даже минимальных знаний и умений, то ремонт сварочного полуавтомата своими руками может привести к более серьезным поломкам.
Что может привести к поломке
Существует два основных типа ситуаций, из-за которых агрегаты могут преждевременно выходить из строя:
- неправильный выбор режима сварочных работ;
- полный выход из строя отдельных деталей или их некорректная работа.
Диагностику выполняют, постепенно переходя от простых операций к более сложным. После выполнения всех рекомендаций может случиться так, что агрегат по-прежнему не будет работать. Тогда можно предположить, что неполадки возникли из-за проблем с электросхемой инверторного модуля. В большинстве случаев причины следующие:
- В устройство попала влага. Зачастую это случается при сварке во время осадков.
- Если под корпусом скопится слишком большое количество пыли, то нарушится работа системы охлаждения.
 В зоне самого большого риска оборудование на строительных площадках, его придется постоянно очищать.
В зоне самого большого риска оборудование на строительных площадках, его придется постоянно очищать. - Пренебрежение рекомендуемыми нагрузками, что приводит к перегревам оборудования. Необходимо придерживаться советов производителя, которые находятся в инструкции.
Причины частых поломок
Как правило, к поломкам приводит длительное воздействие внешних факторов, неправильная настройка, пренебрежение рекомендациями относительно рабочего режима. Зачастую возникают такие ситуации:
- Горение сварочной дуги отличается неустойчивостью, либо материал электрода очень разбрызгивается. Такое возникает при неверном выборе тока. Исходить здесь нужно из диаметра и типа сварочного материала, скорости сварки. При слишком низкой скорости выбирается меньшая величина тока.
- Электрод сложно отвести от металла . Такое возникает из-за низкого питающего напряжения сети. Также могут отходить контакты модуля в гнездах панелей.
 Чтобы решить проблему, просто подтяните крепления или плотнее прикрепите вставки. Учтите и тот факт, что применение слишком длинного удлинителя не обеспечит качественного выполнения поставленных задач. Не рекомендуется использовать провода с длиной больше 40 метров.
Чтобы решить проблему, просто подтяните крепления или плотнее прикрепите вставки. Учтите и тот факт, что применение слишком длинного удлинителя не обеспечит качественного выполнения поставленных задач. Не рекомендуется использовать провода с длиной больше 40 метров. - Индикаторы находятся в рабочем состоянии, но сварку проводить невозможно. Обычно это является свидетельством перегрева. Еще одной возможной причиной может быть отсоединение проводов или их повреждение.
- Сварочный аппарат не запускается . Такое случается в условиях слишком низкого напряжения, недостаточного для начала работы.
- Инвертор самостоятельно отключается при длительном непрерывном использовании. Это значит, что сработала защита от перегрева.
Признак серьезной поломки — стойкий запах гари из корпуса аппарата . В таком случае рекомендуется немедленно отключить электропитание и обратиться к специалистам сервисной службы.
автор Родионов Эмиль |
Сварочный полуавтомат: принцип работы, как выбрать и рейтинг лучших моделей
Вулканические очаги и их значение в структурообразовании
Глава 11. Текстурно-структурный анализ руд
Калькулятор расчета
цен на кадастровые
работы
Расчитать
Сварочный аппарат для полипропиленовых труб: классификация, рейтинг лучших + советы по выбору
Группы по электробезопасности: специфика присвоения и вручение допуска по новым правилам
Техника безопасности при сварочных работах: подробные требования
Изучите эти 5 процессов сварки
Сварка — это процесс, используемый в строительстве и обрабатывающей промышленности. По этой причине сварка очень важна, хотя иногда ею пренебрегают. Существуют разные виды сварки , и в этом блоге мы расскажем о пяти самых популярных из них.
Существуют разные виды сварки , и в этом блоге мы расскажем о пяти самых популярных из них.
Сварка – это процесс соединения кусков металла вместе. Но есть разные способы сделать это. Существует более 30 различных сварочных процессов, на которых можно специализироваться. Все эти процессы предназначены для разных нужд и эффектов.
Другими словами, вы не будете использовать один и тот же процесс сварки металлического забора и автомобиля. В каждом случае потребуются разные методы и машины. Если вы хотите узнать больше о каждом типе, продолжайте читать наш блог!
Для сварки можно использовать различные источники энергии. К источникам энергии, которые используют сварщики, относятся газовое пламя, электрическая дуга, лазер, электронный луч, трение и ультразвук. Источник энергии будет зависеть от метода сварки, который вы используете.
5 самых популярных типы сварки процессов в промышленности:
- Дуговая сварка металлическим газом (сварка GMAW/MIG)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG сварка)
- Дуговая сварка защитным металлом (SMAW/сварка электродом)
- Дуговая сварка порошковой проволокой
- Плазменно-дуговая сварка
В этом случае мы сосредоточимся на процессах дуговой сварки. Это потому, что это самый распространенный метод для металлических ворот. Не только это, но и наиболее распространенная сварка, используемая здесь, в Architect Design Welding.
Это потому, что это самый распространенный метод для металлических ворот. Не только это, но и наиболее распространенная сварка, используемая здесь, в Architect Design Welding.
Мы не будем касаться сварки трением или лазером. Дуговая сварка бывает ручной, полуавтоматической и автоматической. Эти методы обычно работают с присадочным материалом и соединяют такие металлы, как нержавеющая сталь, алюминий и никель.
При этих типах сварочных процедур возникает электрическая дуга. Это электрический пробой газа, который приводит к электрическому разряду. Электрическая дуга используется при сварке для создания тепла и расплавления металлов.
Дуговая сварка металлическим газом (сварка GMAW/MIG)
Дуговая сварка металлическим газом (GMAW), сварка MIG или сварка в среде инертного газа использует проволоку в качестве электрода. Электрод — это проводник электричества или тока, предназначенный для соединения двух частей. Выбранное сварочное оборудование нагревает тонкую проволоку по направлению к месту сварки.
Необходимо использовать защитный газ для защиты сварного шва от загрязнения воздуха. Расплавленный шов может подвергаться воздействию кислорода, азота или водорода. Если это произойдет, вы можете получить отверстия в сварном шве или чрезмерное разбрызгивание.
Сварка MIG часто используется для таких металлов, как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и т. д. Этот вид сварки занимает меньше времени, чем другие. Таким образом, все, что вы сварите этим методом, будет выполнено раньше других. Сварка МИГ – хороший вариант для ремонта металлического ограждения.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG Welding)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), сварка TIG или вольфрам в среде инертного газа также используется для сварки тонких и цветных металлов, таких как алюминий, свинец, и никель.
Как и при сварке MIG, для сварки TIG также требуется защитный газ. Другими словами, вы не можете выполнять этот процесс сварки на открытом воздухе.
Другими словами, вы не можете выполнять этот процесс сварки на открытом воздухе.
Этот вид дуговой сварки самый сложный в освоении. Но при этом получаются самые качественные сварные швы. По этой причине мы рекомендуем сварку TIG для декоративных металлических изделий. Сварка TIG также является более медленным процессом, чем сварка MIG.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW/сварка электродом)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) также чаще всего известна как электродуговая сварка. Это связано с тем, что электрод, используемый для сварки металла, имеет форму стержня.
Этот тип сварки можно выполнять на открытом воздухе. Таким образом, вам не понадобится защитный газ, чтобы сделать это. В результате этот метод хорошо работает, если вам нужно что-то починить на металлическом заборе или калитке снаружи.
Это также недорогая процедура, поскольку для ее выполнения не требуется большого количества оборудования. Кроме того, электродуговая сварка хорошо работает на ржавых и грязных материалах.
Кроме того, электродуговая сварка хорошо работает на ржавых и грязных материалах.
Но у него есть некоторые недостатки. Сварка электродами не дает высококачественных сварных швов, таких как сварка MIG и TIG. Сварные швы менее долговечны, так как склонны к трещинам и пористости. Таким образом, мы не рекомендуем этот процесс, если вы имеете в виду проект декоративной металлоконструкции.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой представляет собой полуавтоматический процесс, аналогичный сварке MIG. В этом методе используется электрод с непрерывной подачей проволоки. Отличие от сварки MIG заключается в том, что ее можно выполнять без использования защитного газа.
Так же, как и сварка стержнем, эту процедуру можно выполнять на улице для ремонта металлических ворот. Вам не придется беспокоиться о ветре, так как он не повлияет на сварной шов.
Дуговая сварка с флюсовой проволокой также является недорогостоящей и простой в освоении процедурой.
Плазменно-дуговая сварка
Плазменно-дуговая сварка — это процесс, аналогичный сварке ВИГ. Электрическая дуга размещается и формируется между электродом и заготовкой. Разница между этими методами сварки заключается в том, что плазменно-дуговая сварка помещает электрод в корпус горелки. В результате плазменная дуга отделяется от защитного газа.
Этот тип процесса можно использовать для сварки нестандартных форм и конструкций. Он также производит очень качественные сварные швы. Таким образом, вы также можете использовать его для декоративных изделий из железа.
Однако, в отличие от сварки TIG, аппараты для плазменно-дуговой сварки намного дороже.
Это пять видов сварки, которые мы сейчас обсудим. Это потому, что это все типы процессов дуговой сварки, которые являются наиболее распространенными для той работы, которую мы выполняем. Существуют и другие процедуры сварки, более сложные для крупных проектов.
Как мы уже упоминали, некоторые процедуры легче освоить, чем другие. Если вы купите оборудование и изучите основы, вы сможете выполнить некоторые сварочные работы самостоятельно. Однако, если вы хотите убедиться, что работа выполнена должным образом, мы рекомендуем вам обратиться к профессиональному сварщику.
Если вы купите оборудование и изучите основы, вы сможете выполнить некоторые сварочные работы самостоятельно. Однако, если вы хотите убедиться, что работа выполнена должным образом, мы рекомендуем вам обратиться к профессиональному сварщику.
Для декоративных металлических изделий или других типов металлических ограждений вы можете позвонить в нашу команду, чтобы помочь вам. Здесь, в Architect Design Welding, мы профессиональные сварщики, всегда готовые помочь вам.
Что такое GMAW (сварка MIG) и как это работает?
Дуговая сварка металлическим газом («GMAW») представляет собой процесс дуговой сварки, в котором используется расходуемый проволочный электрод и защитный газ, который подается к соединению сварочной горелкой. Электрическая дуга между проволокой и основным металлом генерирует тепло, которое плавит оба металла, в то время как защитный газ защищает расплавленную сварочную ванну от вредных атмосферных газов.
Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока.
В этой статье объясняются основы процесса сварки MIG, когда его применять, необходимое оборудование, возможности карьерного роста в GMAW, а также плюсы и минусы сварки MIG.
Как работает сварка MIG?
Сварочный аппарат MIG автоматически подает электрически заряженную сплошную проволоку в сварной шов с заданной скоростью, а подаваемый газ защищает расплавленную ванну. Источник питания внутри сварочного аппарата питает проволоку, создавая и возбуждая дугу.
GMAW всегда использует электрод постоянного тока с положительной полярностью («DCEP»). Это означает, что зажим заземления подключен к отрицательной клемме, а горелка MIG подключена к положительной клемме.
Присоединение зажима заземления к свариваемой детали и нажатие курка горелки MIG для подачи проволоки в соединение создает дугу. Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга быстро выделяет тепло, и проволока на конце плавится, как и небольшая часть основного металла. Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Замыкание цепи и плавление наконечника происходит много раз в секунду, что является причиной появления брызг, искр и известного уникального шипящего звука MIG.
Обратите внимание, что ваша проволока действует как электрод и присадочный материал в процессе MIG. Требуется создать дугу и наплавить металл в стык. Поэтому сварка MIG без присадочного материала невозможна.
Наиболее часто используется метод передачи короткого замыкания. Но есть четыре основных метода переноса металла с помощью GMAW:
- Короткое замыкание
- Шаровидное
- Распыление
- Импульсное распыление
Режим переноса металла зависит от скорости подачи проволоки и настройки напряжения.
Подробнее о режимах передачи читайте здесь.
Оборудование для MIG
Минимальное оборудование, необходимое для типичной установки GMAW, включает сварочный аппарат MIG, источник питания, баллон с защитным газом, расходуемую проволоку для MIG, сварочную горелку и зажим заземления.
Также рекомендуется иметь основное защитное оборудование, такое как сварочный шлем для защиты глаз и сварочные перчатки для защиты рук от горячих брызг сварки.
Изображение, показывающее установку оборудования для сварки MIG
Защитный газ
Хотя защитный газ защищает сварочную ванну от атмосферных загрязнений, необходимо понимать, как различные защитные газы влияют на получаемый сварной шов.
Существует две классификации защитных газов:
- Активные газы , такие как двуокись углерода («CO 2 ») и кислород («O 2 »)
- Инертные газы («аргон» , подобные ) и гелий («Не»)
Технически сварка MIG требует использования только инертного газа. Вот почему процесс называется сваркой «металл в инертном газе ».
Если смесь защитного газа содержит активные газы, процесс сварки называется сваркой «металл активный газ », или сокращенно MAG. Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Активные газы влияют на сварочную ванну, количество брызг и глубину проплавления. Инертные газы не взаимодействуют со свариваемым металлом. Однако инертные газы также в определенной степени изменяют характеристики сварки. Например, гелий инертен, но улучшает тепловложение и проникновение.
Для сварки углеродистой стали MIG обычно требуется смесь 75% аргона и 25% CO 2 . Также можно сваривать МИГ мягкую сталь со 100% CO2 для достижения лучшего провара. Но для сварки алюминия требуется 100% аргон или смесь Ar/He.
Подробнее о защитных газах для сварки MIG можно узнать здесь.
Где используется сварка MIG?
Сварка MIG используется в различных отраслях промышленности, от автомобилестроения до строительства и общего производства. Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Поэтому профессионалы и любители часто используют сварку МИГ.
Благодаря простоте автоматизации и высокой степени гибкости сварка MIG является наиболее распространенным методом соединения металлов в промышленности. Большинство заводов-изготовителей выполняют более 50% сварных соединений с использованием процесса MIG.
Наиболее распространенные виды сварки MIG включают:
- Автомобили и другие транспортные средства обычно изготавливаются с использованием автоматизированной («роботизированной») сварки MIG, но ремонт кузова обычно выполняется вручную, и в большинстве автомобильных мастерских используется процесс сварки MIG. .
- Производственные предприятия используют сварку MIG для соединения листового металла и различных металлических профилей.
- Строительная отрасль зависит от сварки малых и больших несущих элементов, таких как стальные балки и колонны. Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.
- Трубосварщики часто используют процесс сварки MIG в нефтегазовой промышленности и в инфраструктурных проектах для соединения труб.
- Общий ремонт быстрее и эффективнее с GMAW. Но сварка TIG лучше подходит для ремонтных работ, если вам нужно самое высокое качество сварки.
Подробнее : Для чего используется сварка MIG?
Для любителей активного отдыха и отдельных профессионалов важнее всего то, насколько портативным и доступным стало оборудование для ручной сварки MIG. Сварочные аппараты MIG просты в настройке и часто работают с входным напряжением 110 В, что делает этот процесс сварки доступным для всех и практически в любом месте. Простота использования и гибкость делают GMAW обычным выбором для большинства сварочных работ. 9
Плюсы и минусы сварки MIG
Недостатки сварки MIG:
- Образуется больше брызг, искр и дыма, чем при сварке ВИГ
- Сварку МИГ нельзя использовать на открытом воздухе в ветреную погоду, так как защитный газ сдувается
- Внешний вид сварного шва не такой приятный по сравнению со сваркой ВИГ
- Требуются многочисленные расходные материалы это означает, что сменные наконечники и газовые сопла требуют частой замены, что делает процесс несколько дорогим.

- Сварка алюминия MIG часто требует дополнительного дорогостоящего оборудования, такого как шпульные пистолеты или двухтактные системы (Примечание: сварщик MIG должен иметь соединение для этих специализированных горелок)
- Меньше функций для контроля дуги по сравнению со сваркой ВИГ
- Пистолет для сварки алюминия ограничивает использование катушек малого диаметра, увеличивая затраты на проволоку, поскольку дешевле покупать большие катушки и требует более частой перезагрузки
- Горелка МИГ часто усложняется использование в труднодоступных углах
Читайте также : Сварка МИГ и сварка ТИГ
Какое оборудование мне нужно для сварки МИГ?
Для сварки MIG вам потребуется следующее оборудование:
- Сварочный аппарат MIG – источник постоянного напряжения со встроенным механизмом подачи проволоки. Если в сварочном аппарате нет устройства подачи проволоки, вам понадобится специальный аппарат для этой задачи.
 Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой. - Горелка MIG – обычно поставляется со сварочным аппаратом. Но примите во внимание рейтинг рабочего цикла горелки MIG. Например, горелка MIG для любителей, рассчитанная на рабочий цикл 40 % при токе 150 А, будет перегреваться при сварке стали толщиной 1/2 дюйма с выходным током 250 А.
- Баллон с защитным газом – вы можете купить или арендовать газовый баллон, но мы рекомендуем купить его. Прочтите наше руководство по размерам баллонов с защитным газом здесь.
- Регулятор защитного газа – двойной манометр, циферблатные регуляторы являются «стандартными», но регуляторы расходомера обеспечивают лучшую читаемость и надежность.
 Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему. - Сварочная проволока MIG – вам нужна сплошная проволока MIG для дуговой сварки в среде защитных газов. Во многих установках MIG также можно использовать порошковую проволоку для FCAW — другого процесса, не требующего защитного газа.
- Маска сварщика – мы предлагаем маску сварщика с автоматическим затемнением, потому что она делает работу проще и приятнее, чем пассивный капюшон.
- Сварочные перчатки – приобретите пару прочных и долговечных кожаных перчаток. Брызги при сварке MIG могут поранить вас, поэтому наденьте прочные перчатки.
- Сварочные сапоги – никогда не используйте для сварки обычные кроссовки, так как расплавленный шлак может расплавить синтетические материалы и прожечь ткань, вызывая сильные ожоги. Вместо этого приобретите пару ботинок, сертифицированных для сварки. Сапоги с плюсневыми предохранителями предпочтительнее, потому что они обеспечивают дополнительную защиту от расплавленного мусора.

Карьера в сварке MIG
Сертифицированные сварщики MIG могут найти работу практически в любой отрасли, поскольку метод сварки широко распространен. Кроме того, сварке MIG легко научиться, и для прохождения сертификационных испытаний по сварке требуется всего несколько недель обучения. Таким образом, это отличная карьера для людей, которые любят практическую работу.
Почти каждому производственному предприятию требуются сертифицированные сварщики MIG. Если гибка, формовка, резка и сварка MIG сырьевых материалов кажутся интересными, вам может подойти работа сварщика-изготовителя. Средняя национальная заработная плата в США составляет 44 000 долларов, а самые преданные сварщики зарабатывают более 75 000 долларов в год.
Строители-металлурги также должны уметь сваривать. Хотя эта работа часто связана со сваркой электродом, сварка MIG предпочтительнее, когда место сварки защищено от сквозняков.
Создание собственного сварочного цеха — отличный способ построить карьеру на основе сварки MIG. Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Какой бы отраслью вы ни интересовались, велика вероятность того, что в ней есть большой спрос на сертифицированных сварщиков MIG. Мы предлагаем научиться сварке в признанной школе сварки, такой как школа сварки Талсы или школа сварки Lincoln Electric. В этих учебных заведениях вас хорошо научат и помогут найти прекрасную работу после окончания учебы.
Обертывание
Сварка MIG — широко распространенный метод соединения металлов. Это наименее сложный для освоения процесс дуговой сварки, который обеспечивает высокую скорость сварки. В результате процесс сварки MIG предлагает наиболее эффективный и продуктивный выбор для многих применений.
Поскольку электродная проволока подается автоматически, сварочное оборудование MIG легко настроить и использовать.
