Ремонт своими руками инверторного сварочного аппарата: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Данная статья расскажет вам о практике ремонта сварочного инвертора, на примере итальянской модели TELWIN TECNICA 164. А Что с ним случилось? спросите вы: «Работал нормально потом очень сильный хлопок и повалил дым из всех щелей!»
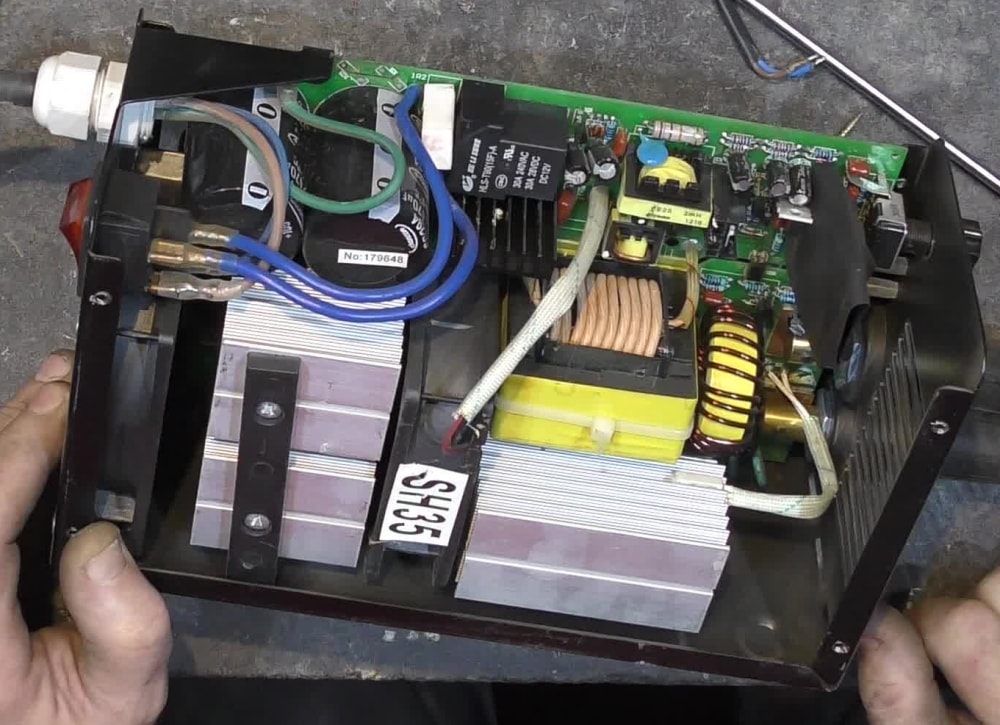
Если логически подумать, о громком хлопке во время работы можно придти к выводу, что так пукнул силовой IGBT транзистор, но только вскрытие позволит поставить точный диагноз. Посмотрим что имеется внутри нашего красавца, для этого начнем аккуратно разбирать его. Как известно из теории силовой электроники физика работы сварочных инверторов основывается на поэтапном преобразовании энергии. Выпрямленное сетевое напряжения преобразуется в переменное высокочастотное в инверторе, а затем понижается трансформатором до обычного сварочного, и в финальной стадии выходной выпрямитель преобразует переменное в постоянное сварочное напряжение. Весь процесс управляется с помощью обратных связей блока управления, который задает необходимые характеристики тока. Но вернемся к нашему пациенту, немного полазил по зарубежным сайтам нашел сервисное руководство по ремонту TELWIN TECNICA 164 скачать его можно по зеленой ссылке выше. Внутри сервисной инструкции очень полезным для понимания алгоритма работы имеется блок схема аппарата. Принципиальная схема состоящая из силовой части и блока управления также приводится в руководстве.
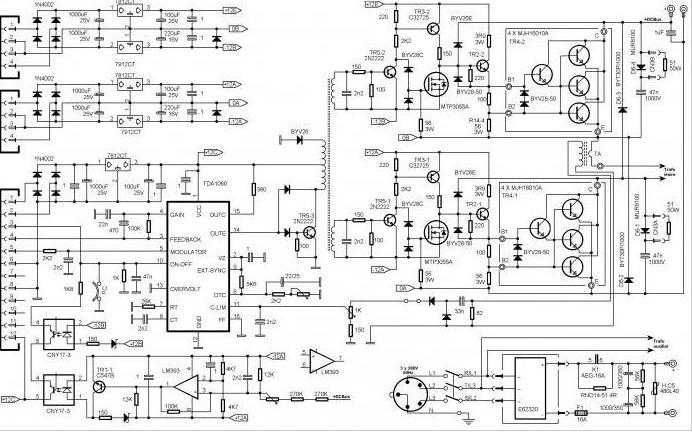
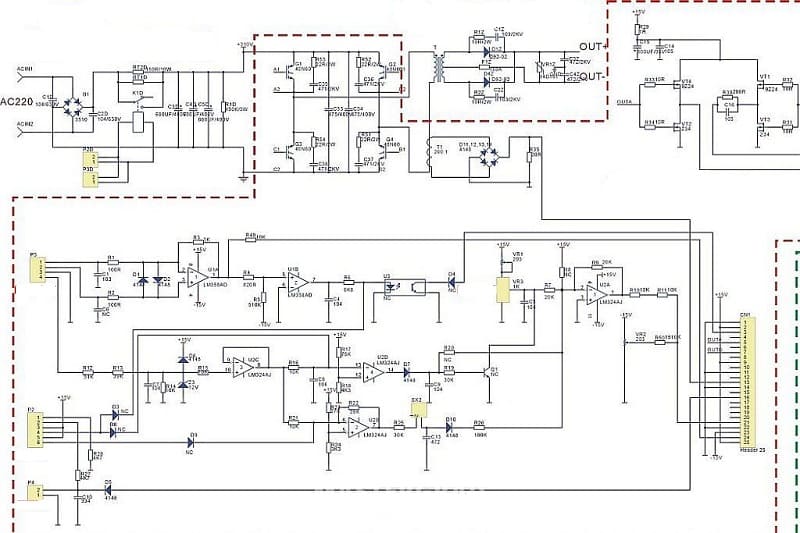
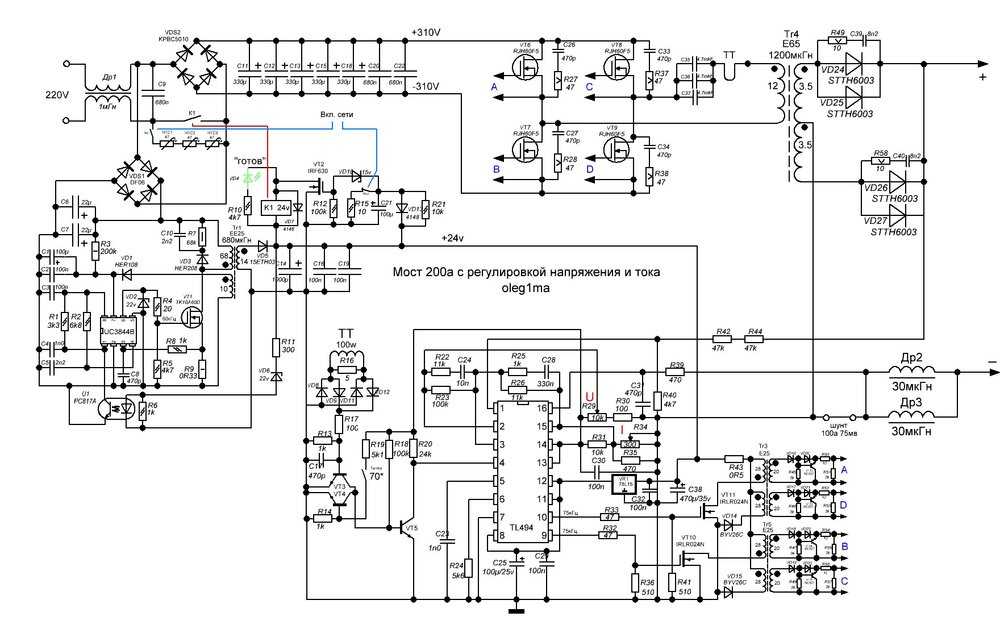
Схема силовой части состоит из следующих узлов: 1. Фильтр от электромагнитных помех состоит из следующих радиокомпонентов С1, T4, С8, С15. 2. Блок защиты выпрямителя и фильтра состоит из радиоэлементов RL1, R4. Исключает прохождение больших зарядных токов в момент первоначального подключения к сети. При подачи питания, напряжение на выпрямитель PD1 следует через мощное сопротивление R4, в это же самое время емкости конденсаторов C21, C22, C27 начинают плавно заряжаться.
3. Выпрямительный мост с фильтром C21, C22, C27 сглаживает пульсации. 4. Силовые ключи собраны на IGBT транзисторах Q5 и Q8. они преобразуют напряжение в высокочастотные прямоугольные импульсы, которые затем следуют на силовой трансформатор. 5. Токовый трансформатор измеряет силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора следует в блок управления. 6. Силовой трансформатор Т3, преобразует напряжение в то, которое требуется для сварки. Кроме того через него осуществляется гальваническая развязка от сети. 7. Выпрямитель сварочного напряжения выпрямляет импульсное напряжение. D33 и D34 — выпрямляют эдс самоиндукции силового трансформатора с катушки индуктивности L1, в момент, когда IGBT модули заперты. 8. Дроссель L1 исключает возникновение пульсаций выпрямленного напряжения. 9. Радиокомпоненты — R18, R35, D11, C20, U3, D8 предназначены для питания блока управления. 10. Тепловая защита силового трансформатора состоит из термодатчика ST1, который в нормальном состоянии всегда замкнут. 11. Схема питания вентилятора и реле получает питание от отдельной обмотки силового трансформатора. Как только накопительные емкости зарядятся, запустится преобразователь, на дополнительную обмотку поступает напряжение, которое выпрямляется и поступает на вентилятор обдува и реле. Реле срабатывает, и шунтирует сопротивление R4 и устройство переключается на нормальный режим работы.
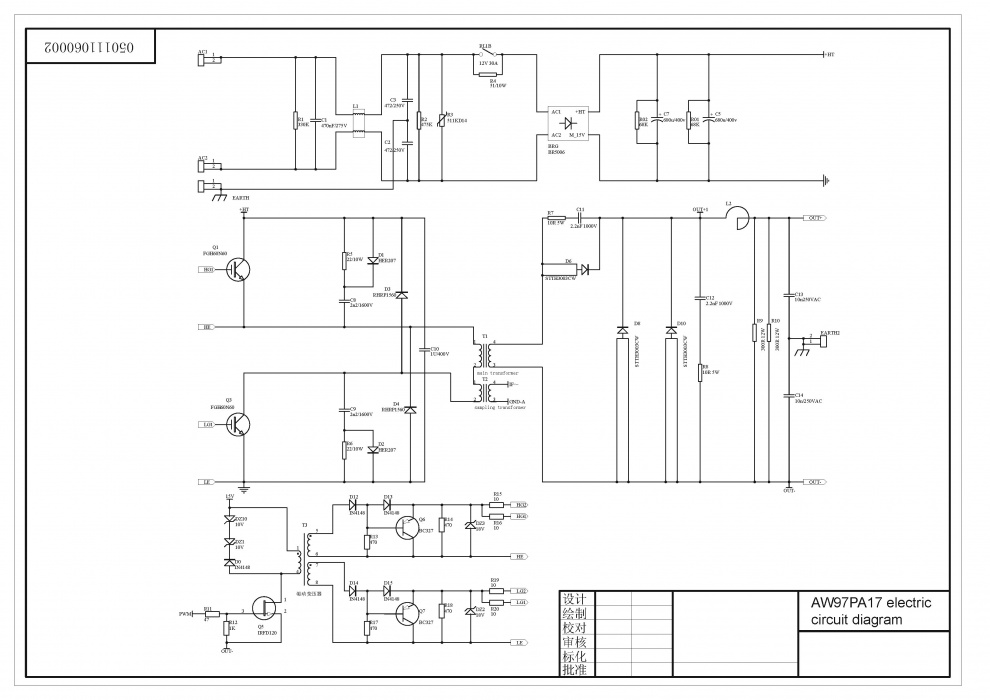
1. Блок драйверов состоит из элементов Q6, D19, D23, Q7, D27, D26, T1 и предназначены для плавного запуска силовых IGBT модулей. Разделительный трансформатор T1 предназначен для генерации двух сигналов, гальванически развязанных друг от друга. 2. Драйвер управления разделительным трансформатором выполнен из элементов Q4, D20, D22, D24 и усиливает сигнал, идущий от генератора импульсов и подает его на первичную обмотку разделительного трансформатора. 3.Ограничитель тока в первичной обмотке трансформатора и элементы D2, R25, R49, D4, R15, R9, R2, R3, R10 получают сигналы от токового трансформатора Т2, выпрямляет и ограничивает их. 4. Задающий генератор импульсов на микросхеме U1 это обычный ШИМ контроллер на микросхеме TL3845. Данный контроллер генерирует управляющие импульсы для правильной работы инвертора на IGBT модулях. Так же этот контроллер регулирует сварочный ток и защиту. 5. Модуль гальванической развязки и контроля выходного напряжения предназначен для защиты от заниженного или завышенного сетевого уровня. Он состоит из оптрона ISO1 и радиокомпонентов R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Модуль регулировки сварочного тока выполнен на переменном сопротивлении R23, фильтра C14, R13, C4. 8. Суммирующий модуль выполнен на операционном усилителе U2C и предназначен для суммирования сигналов защиты, для формирования уровня напряжения регулирования, которое следует на задающий генератор импульсов.
Как я предположил в аппарате взорвались IGBT транзисторы, после вскрытия и визуального осмотра диагноз подтвердился. Кроме того, как показывала практика ремонта рентгеновского аппарата, IGBT никогда не сгорает один, так и в этом случае сгорели диоды D31 и D212 и еще надо проверить плату драйверов. Теплопроводящую прокладку под диод D31 обязательно надо сохранить при замене компонента. Теперь подумаем о причинах выхода из строя силового модуля, опираясь на подобный опыт можно сказать, что обычно это плохие контакты. Этот случай подтвердил мои подозрения обнаружил плохую пайку выводов силового трансформатора, ох уж эта европа со своей дермократией, а паяют хуже чем у нас студенты. Переходим к проверки драйвера используя обычный тестер, выявляем целый список поврежденных радиоэлементов. После замены перечисленных радиокомпонентов ремонт сварочного инвертора наконец-то закончен и теперь можно пользоваться устройством по назначению
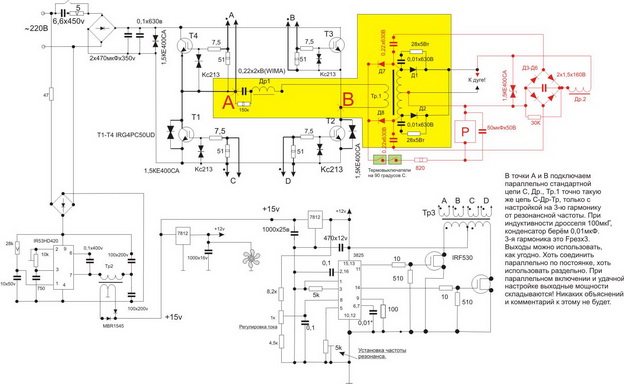
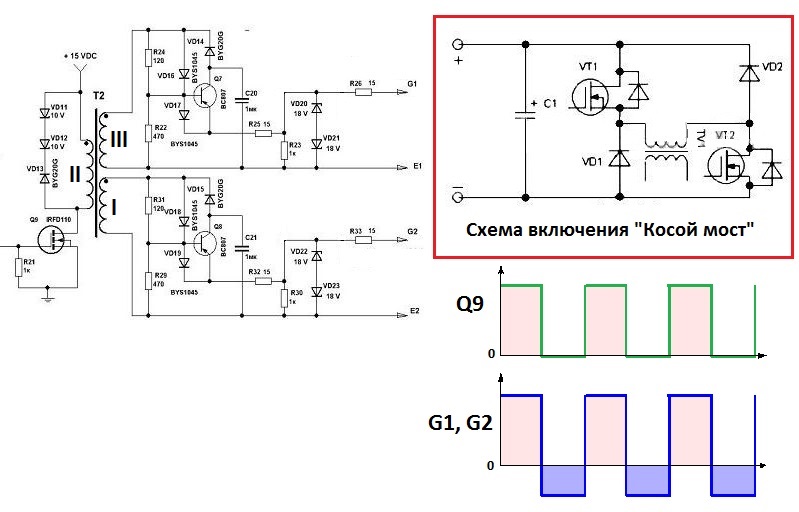
Аппарат имеет сложную схему управления. Как известно, тиристоры управляются током и являются незапираемыми токовыми ключами. Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке Промышленность выпустила большое количество сварочных аппаратов с электронным управлением током. Но принципиальные схемы и пояснения к ним невозможно найти. Несмотря на малое количество деталей, аппарат имеет сложную схему управления. Как известно, тиристоры управляются током (напряжение управления обычно 2 — 5 В) и являются незапираемыми токовыми ключами.
|
 При этом такая возможность имеется как по причинам нарушения работы системы охлаждения, так и при неправильном выборе сварочных режимов.
При этом такая возможность имеется как по причинам нарушения работы системы охлаждения, так и при неправильном выборе сварочных режимов.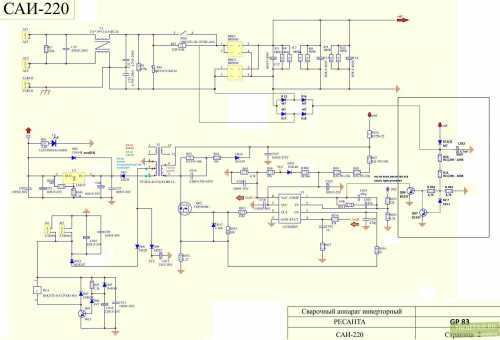





 По окончанию их заряда, срабатывает реле RL1, и своими контактами шунтирует R4.
По окончанию их заряда, срабатывает реле RL1, и своими контактами шунтирует R4.

 Транзистор Q1 работает в ключевом режиме. При аварийном режиме работы инвертора, с модуля контроля напряжения на базу транзистора поступает сигнал отключения, транзистор открывается, и шунтирует инвертирующий вход операционного усилителя на землю. Прекращается генерация управляющих импульсов. При этом начинает светится аварийный светодиод.
Транзистор Q1 работает в ключевом режиме. При аварийном режиме работы инвертора, с модуля контроля напряжения на базу транзистора поступает сигнал отключения, транзистор открывается, и шунтирует инвертирующий вход операционного усилителя на землю. Прекращается генерация управляющих импульсов. При этом начинает светится аварийный светодиод. Пришлось исправить эти недостатки.
Пришлось исправить эти недостатки. Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке. Так как ток в первичной обмотке мал (до 20 А), то этот вариант был внедрен в ТДЭ 101У2.
Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке. Так как ток в первичной обмотке мал (до 20 А), то этот вариант был внедрен в ТДЭ 101У2. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.
Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю! Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.
Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.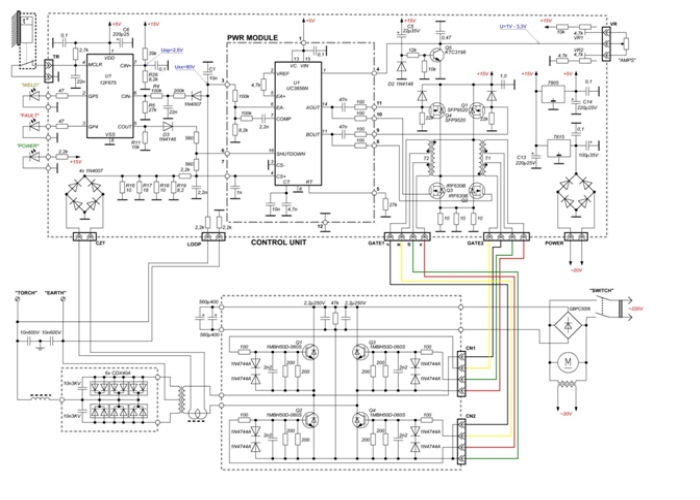 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле.
6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления:
Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления: Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора.
Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора. 5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю.
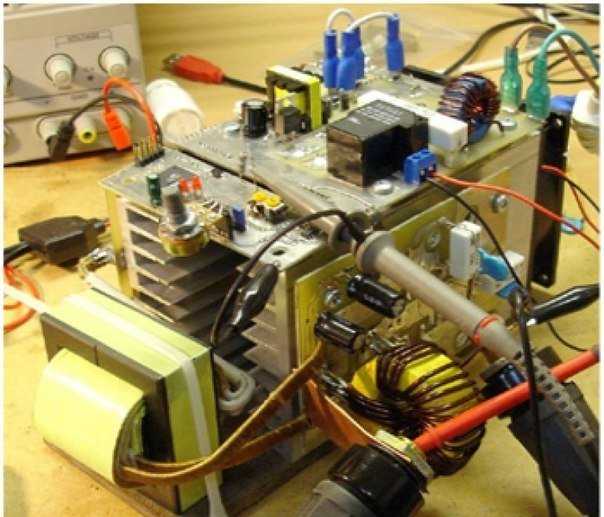
5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю.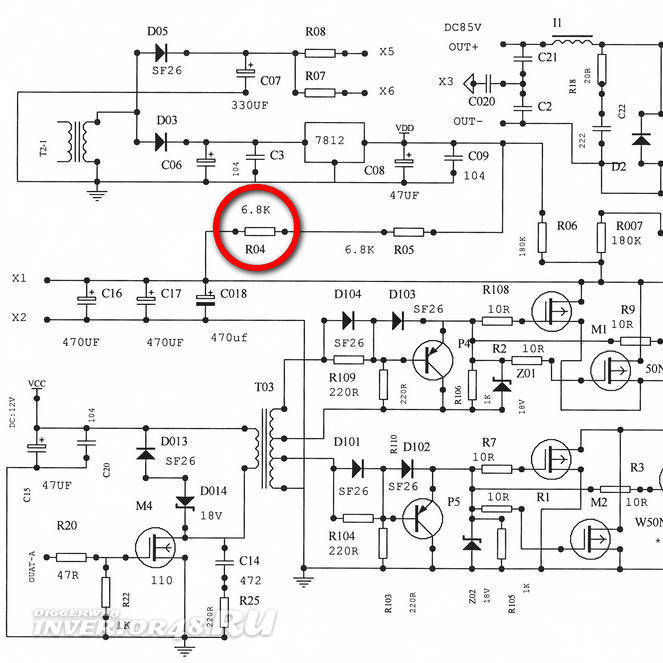 В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух
В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух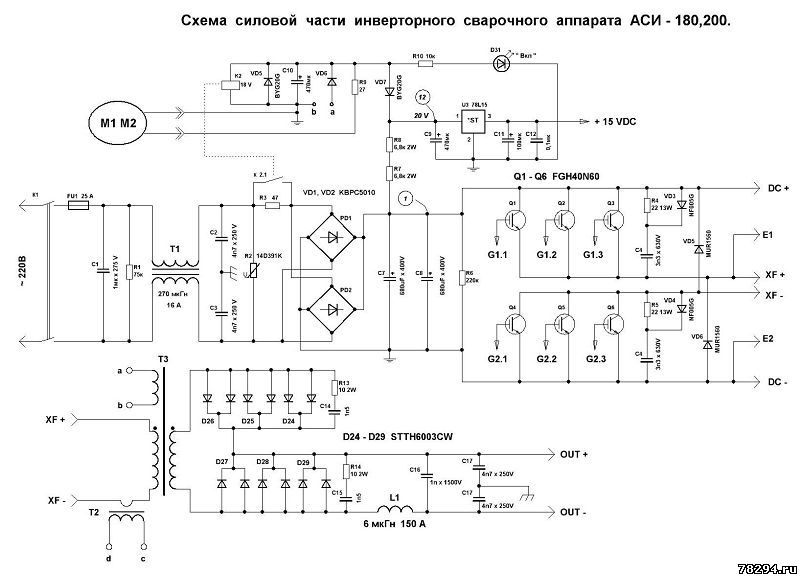 Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
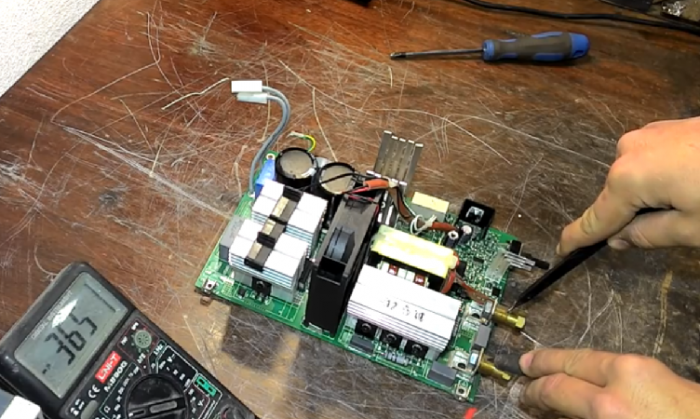
Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод. Выход драйвера, нагруженного на затвор ключа
Выход драйвера, нагруженного на затвор ключа Они отлично справляются с любым объемом предоставленной им работы.
Они отлично справляются с любым объемом предоставленной им работы.
 Далее он попадает в инверторный модуль, где происходит его обратное преобразование в ток переменного типа. После этого силовой трансформатор понижает значение напряжения до сварочного. Теперь остается только преобразовать переменный сигнал в постоянный, за счет него уже и производить сварочные работы. В различных моделях сварочных аппаратов инверторного типа могут находиться самые разнообразные компоненты.
Далее он попадает в инверторный модуль, где происходит его обратное преобразование в ток переменного типа. После этого силовой трансформатор понижает значение напряжения до сварочного. Теперь остается только преобразовать переменный сигнал в постоянный, за счет него уже и производить сварочные работы. В различных моделях сварочных аппаратов инверторного типа могут находиться самые разнообразные компоненты.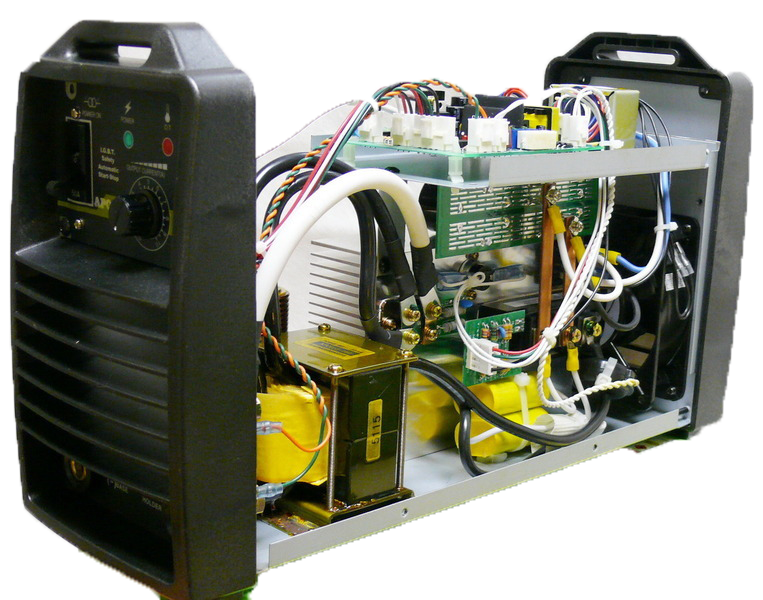 Для хорошего отвода тепла на радиатор новый транзистор сажается на термопасту. Если визуальный осмотр не дал положительного результата, необходимо взять в руки тестер и произвести прозвонку данного элемента. Делается это предельно просто.
Для хорошего отвода тепла на радиатор новый транзистор сажается на термопасту. Если визуальный осмотр не дал положительного результата, необходимо взять в руки тестер и произвести прозвонку данного элемента. Делается это предельно просто. Такое устройство всегда можно позаимствовать у знакомых.
Такое устройство всегда можно позаимствовать у знакомых. Именно поэтому диодный мост нужно удалять с платы. Здесь все достаточно просто.
Именно поэтому диодный мост нужно удалять с платы. Здесь все достаточно просто. С шины затворов модуля ключей поступает определенный синусоидальный сигнал. Именно его и нужно проверять.
С шины затворов модуля ключей поступает определенный синусоидальный сигнал. Именно его и нужно проверять.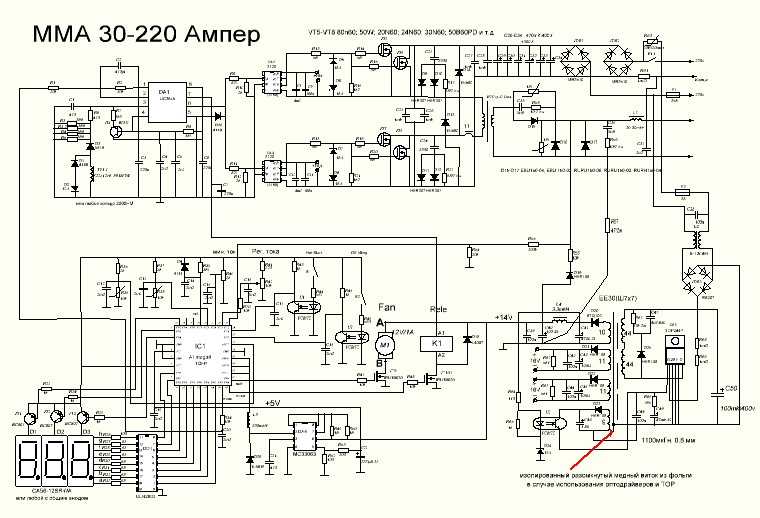 Именно на него и нужно ориентироваться.
Именно на него и нужно ориентироваться. Благо, в наши дни открыто большое количество специализированных центров. Здесь всегда имеется в наличии полный ассортимент оборудования для диагностики и проверки работоспособности электронных схем. Это отличное решение для тех, кто не силен в электронике и не умеет пользоваться теми или иными устройствами.
Благо, в наши дни открыто большое количество специализированных центров. Здесь всегда имеется в наличии полный ассортимент оборудования для диагностики и проверки работоспособности электронных схем. Это отличное решение для тех, кто не силен в электронике и не умеет пользоваться теми или иными устройствами.Ремонт сварочных аппаратов
Содержание
- Как правильно организовать ремонт сварочного инвертора
- Восстанавливаем сварочный инвертор, полный курс выживания
- Этап первый, определяем проблемы внешним осмотром платы
- Второй этап ремонта, проверяем цепи прозвонкой
- Как проверить целостность драйвера
- Простейший ремонт сварочного аппарата
- Заключение
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы. Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.

Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами.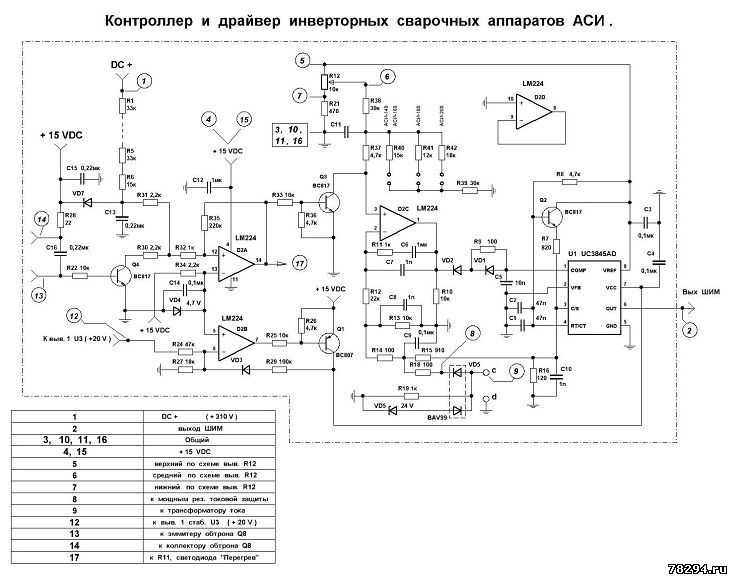 Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
- Разборка устройства и осмотр внутренних повреждений;
- Последовательная диагностика и устранение выявленных проблем;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большинство любителей, а на балластный реостат большой мощности.
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы.
 Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком; - Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания. Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре. Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах. Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора. Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления.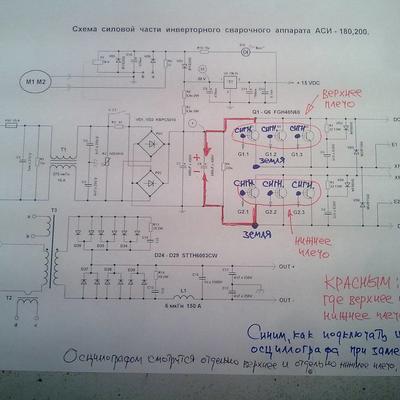 Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. [attention type=red]Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.[/attention] В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
[blockquote_gray]Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.
Особое внимание следует уделить вариантам прошивки кнопок управления.
Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.[/blockquote_gray]
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях. [attention type=yellow]При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов. [/attention]Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.

- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы. [attention type=green]При подозрении на неисправность транзистор выпаивается из схемы (как проверить транзистор мультиметром — мы уже знаем). [/attention]При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
[blockquote_gray]Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.[/blockquote_gray]
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности. [attention type=red]При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод. [/attention]Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
Инверторные сварочные аппараты MIG: переверни свой мир с ног на голову
Мой хороший друг МИГман и я говорили о сварке алюминия в условиях кузовного цеха, и он упомянул своего друга по имени AlumiMIGman. Кажется, легкий друг MIGman не только устойчив к коррозии, но также очень жесткий и прочный в пересчете на фунт на фунт. Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Кажется, легкий друг MIGman не только устойчив к коррозии, но также очень жесткий и прочный в пересчете на фунт на фунт. Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Нажмите здесь, чтобы узнать больше
Сейчас я здесь не для того, чтобы спорить о достоинствах различных сплавов по сравнению со старой простой сталью, но я пришел к выводу, что мне искренне нужно научиться лучше ремонтировать легкие панели, которые становятся очень популярными. на современных автомобилях.
Одна вещь, которая, кажется, никогда не меняется в этом мире, это тот факт, что все всегда меняется. Конечно, изменения происходят с разной скоростью в разных вещах, но независимо от того, насколько медленно все меняется, вы можете поспорить, что они будут. И аппараты для сварки MIG не претерпели каких-либо серьезных изменений в течение достаточно долгого времени, пока не начал развиваться относительно новый инвертор в технологиях сварки MIG.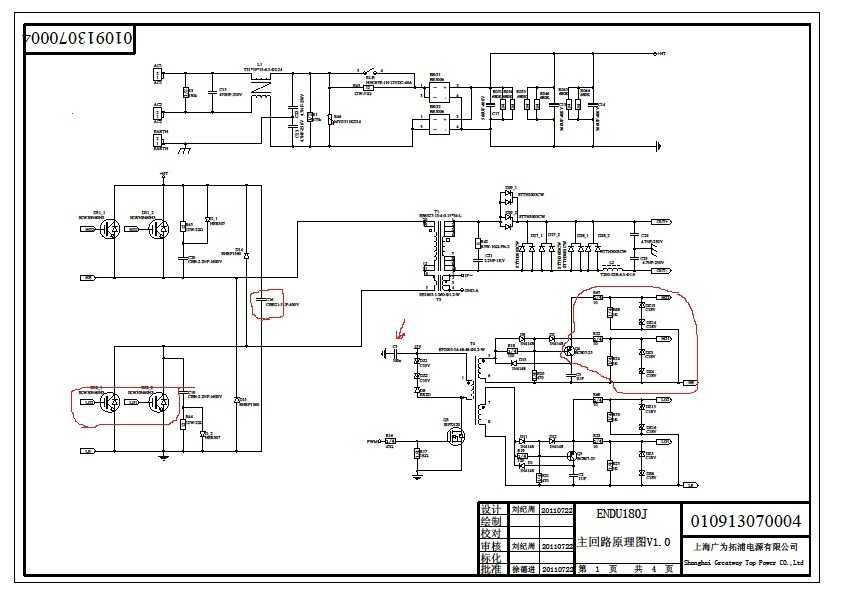 Несмотря на то, что инверторная технология в сварочных аппаратах MIG существует не менее 20 лет, в нашей отрасли она используется нечасто… пока.
Несмотря на то, что инверторная технология в сварочных аппаратах MIG существует не менее 20 лет, в нашей отрасли она используется нечасто… пока.
Я не хочу изображать из себя всезнающего эксперта, потому что я далек от этого. Я больше похож на многих из нас — на миссии, когда мы чувствуем необходимость либо улучшить наш процесс ремонта, либо обновить наше оборудование.
Инверторные сварочные аппараты 101
Позвольте мне немного рассказать о том, что я узнал о инверторных сварочных аппаратах. Я начал исследовать этих сварщиков, чтобы узнать, как лучше сваривать алюминиевые панели. Чтобы сделать это, мне сказали использовать переменный ток для достижения наилучших результатов.
Использование одного инвертора даст нам постоянный ток, поэтому один из методов, который используют некоторые производители сварочных аппаратов, заключается в использовании двух инверторов — одного сразу за другим — каждый из которых настроен на противоположную полярность и попеременно включает и выключает их. Это дает, так сказать, искусственный переменный ток. Есть и другие способы, но суть в том, что для сварки алюминия вам понадобится некоторая форма переменного тока, независимо от того, как сварщик его производит.
Это дает, так сказать, искусственный переменный ток. Есть и другие способы, но суть в том, что для сварки алюминия вам понадобится некоторая форма переменного тока, независимо от того, как сварщик его производит.
Демонстрируя здесь свое невежество, я никогда не задумывался о том, как работает сварщик, до сравнения формы электрического сигнала со сварным швом. Я не буду вдаваться в подробности, но в основном при описании они разбивают сигнал на семь областей. Начиная с передней стороны, где формируется капля расплава, и заканчивая средними областями, она в основном формируется и переносится на основной материал, заканчивая фоновым током, поддерживающим дугу.
Используя один из этих современных сварочных аппаратов с компьютерным управлением, вы можете управлять формой волны, изменяя продолжительность и полярность, чтобы можно было смещать форму волны таким образом, чтобы улучшить качество сварки.
Преимущества инверторных сварочных аппаратов
4 Великолепное качество сварных швов. На мой взгляд, основным преимуществом использования инверторной технологии является частота, создаваемая сварочным аппаратом. Обычный сварочный аппарат трансформаторного типа будет работать с частотой примерно 60 герц, равной силе тока, поступающему от линий электропередач. Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
На мой взгляд, основным преимуществом использования инверторной технологии является частота, создаваемая сварочным аппаратом. Обычный сварочный аппарат трансформаторного типа будет работать с частотой примерно 60 герц, равной силе тока, поступающему от линий электропередач. Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Более высокая частота намного эффективнее и, в свою очередь, приводит к более плавной дуге. Рассмотрим швейную машину, у которой 1666 стежков на дюйм по сравнению с 1 стежком на дюйм. Теперь только подумайте, насколько более гладким должен быть сварной шов.
Энергосбережение – Еще одним преимуществом частоты является энергосбережение. Более высокая эффективность позволяет этим машинам иметь меньше обмоток в трансформаторе, а это, в свою очередь, снижает потери тепла.
Говорят, что эффективность составляет около 87 процентов (по сравнению с 67 процентами у обычного сварочного аппарата), поэтому снижение счетов за коммунальные услуги является еще одним приятным побочным продуктом.
Повышенная мобильность – Меньший вес означает повышенную мобильность, что дает нам дополнительную свободу перемещения сварочного аппарата. Некоторые из инверторных аппаратов можно буквально держать в руках, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Пробный запуск
Прочитав все, что я смог найти об инверторных сварочных аппаратах MIG, я был весьма скептичен. Может ли эта новая для кузовного цеха технология оказаться намного лучше, чем мой шпулемет на нашем старом сварочном аппарате? Поиск шел.
Теперь, где я смогу найти одну из этих новых красавиц, просто лежащих вокруг, ожидающих, когда я попробую?
Ну, так уж получилось, что я вызвался помочь судить конкурс VICA в Техническом колледже Озарк, и так уж случилось, что у них есть сварочный аппарат, оснащенный инверторным питанием и импульсным режимом.
Позвонив Дону Ривзу (инструктору по ремонту кузовов и сварке в OTC), он пригласил меня приехать пораньше, чтобы протестировать сварочный аппарат. Поэтому я договорился с одним из моих техников, Ларри Клайном, встретиться пораньше, чтобы потренировать сварщика.
Поэтому я договорился с одним из моих техников, Ларри Клайном, встретиться пораньше, чтобы потренировать сварщика.
Дон вкратце рассказал нам о том, как работала установка аппарата, и занялся своими делами, подготавливая все для конкурса VICA, что позволило Ларри и мне хорошо поиграть со сварочным аппаратом.
Дон предоставил нам несколько алюминиевых купонов, которые он использует на уроках сварки в школе. Они состояли из кусков оставшихся панелей расширения лимузина толщиной около 0,077, а также кусков автомобильных капотов толщиной около 0,035. Конечно, нам было легче сваривать более тяжелые купоны, чем детали капота автомобиля, но даже тонкие детали автомобиля нам удалось сварить впечатляющим образом.
Простота использования этой машины была невероятной. Это было почти как сварка стали обычным сварочным аппаратом MIG. Ларри тоже был впечатлен.
Не знаю, сколько из вас уже пробовали сварку MIG алюминиевых панелей кузова, но я уже несколько месяцев не пробовал делать это в нашем цехе. Поэтому, вернувшись в магазин, я разобрал наш шпульный пистолет и еще раз попробовал некоторые из тех же панелей.
Поэтому, вернувшись в магазин, я разобрал наш шпульный пистолет и еще раз попробовал некоторые из тех же панелей.
Как бы я ни был впечатлен, когда впервые опробовал инверторный сварочный аппарат в OTC, я был вдвойне впечатлен, когда попытался воспроизвести результаты, которых мы достигли утром.
При сварке нашим (теперь казавшимся архаичным) сварочным аппаратом единственный способ, которым я могу добиться стабильного результата, — это то, что я называю точечной сваркой внахлест. С нашим сварочным аппаратом кажется невозможным двигаться со все возрастающей скоростью, достаточной для того, чтобы не проделать дыру в легких панелях, с которыми мы сталкиваемся в условиях кузовного цеха.
Оглядываясь назад на то время, когда у нас появились шпулемет и сварочный аппарат, которые есть сейчас, я был впечатлен. Но теперь, когда мне показали кое-что получше, гениальность нашего старого сварщика значительно померкла.
Upside Down
Постоянно меняющиеся технологии, кажется, делают нас менее довольными вчерашними триумфами, не так ли? Теперь я знаю, что иногда кажется, что что-то новое впечатлит некоторых людей, но я могу заверить вас, что в прошлом у меня были менее чем захватывающие результаты от некоторых «новых и улучшенных» предметов, которые были продемонстрированы мне. .
.
Но не в этом случае.
Если вы ищете способ сварки все более распространенного алюминия, я рекомендую вам протестировать один или несколько инверторных сварочных аппаратов.
Что касается меня, то я собираюсь продолжить свои исследования инверторных сварочных аппаратов. Я могу попробовать одну из менее дорогих моделей, чтобы посмотреть, как они сравниваются. Машину, на которой мы с Ларри тестировали, я бы назвал Кадиллаком среди сварщиков. Он превзошел мои ожидания, но его цена близка к 6000 долларов.
Это может отпугнуть вас, но, с другой стороны, это может вдохновить вас начать думать о том, от чего вы можете отказаться, чтобы позволить себе такое приобретение.
Посмотрим… если я сократю свой рацион до одного бутерброда с чепухой в день и…
Ответственный редактор Кит Комбс (Keith Combs) — менеджер кузовного цеха Bill Roberts Chevrolet, где он проработал более 25 лет. В 2000 году он был назван GM/ASE мастером по ремонту/восстановлению после столкновений, а в 2002 году одним из первых получил статус техника GM мирового класса.
Комментарии? Отправьте их по факсу (330) 670-0874
или отправьте по электронной почте редактору BSB Джорджине К. Карсон по адресу [email protected]
. Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
03-04-2015
#1
Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Читал в ряде постов, что эти инверторные машины имеют довольно короткий срок службы, в среднем 5 лет, прежде чем он будет готов к выбрасыванию, дешевле купить новый, о чем говорится в постах.
Есть ли правда в этом.
В посте упоминалось, что не имеет значения, использовалось ли оно много или не использовалось вообще.
Спасибо за любую информацию,
РафОтветить с цитатой
03-04-2015
#2
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Отказ младенческого возраста является наиболее распространенной проблемой с инверторами.
 как только они сгорели, они, кажется, преуспевают. Хранение во влажной, влажной или пыльной среде кажется плохой идеей. Трансформаторные машины определенно служат в среднем дольше, чем любой инвертор, и их легче и дешевле починить, когда они выходят из строя.
как только они сгорели, они, кажется, преуспевают. Хранение во влажной, влажной или пыльной среде кажется плохой идеей. Трансформаторные машины определенно служат в среднем дольше, чем любой инвертор, и их легче и дешевле починить, когда они выходят из строя.
все бренды также демонстрируют неудачи … не только китайские товары, но и товары разного качества, поступающие из Китая, поэтому не смешивайте их все вместе., если у вас есть мощность для запуска трансформатора старой марки, и вас устраивает необходимое пространство и вес машины (не переносной), то я бы посоветовал пойти по этому пути. для вещей с гарантией посмотрите, насколько хорошо компания поддерживает указанную гарантию и сколько хлопот доставляет ее обслуживание в случае необходимости.
Не думаю, что можно сосчитать количество лет, сколько они прослужат. Есть много машин Powcon Inverter, которые все еще работают каждый день после 30 лет использования.
Tiger Sales: AHP Distributo r www.
 tigersalesco.com
tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
03-04-2015
#3
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Нет, это чушь, и это было рассмотрено в нескольких темах и сообщениях на этом сайте, а также на других.
Конечно, многое зависит от производителя и качества используемых комплектующих. Если бы речь шла о высококачественном дизайне и известных производителях/импортерах, то вся эта чепуха о «сроке службы» — абсолютная чушь.
Я НЕ имею в виду средний ожидаемый срок службы машины. Это совершенно другой и более или менее способ избежать ответственности компании и т. д.
Некоторое импортное оборудование очень хорошо спроектировано и изготовлено в соответствии с высокими стандартами качества, так что, как сказал Ди Джей, их нельзя свалить в одну кучу. Я ремонтирую старые инверторы Miller, и десятки их используются в тяжелой промышленности со всеми их оригинальными деталями, многим из них более 20 лет, и они все еще работают. Я бы не стал особо доверять тому, что вы читали о продолжительности жизни волшебных конденсаторов и использовании профилактического обслуживания, чтобы попытаться предотвратить это. Ничто не гарантировано в мире инверторов. Абсолютов нет. Иногда они бегут вечно.
 Иногда они прямо терпят неудачу. Красный, желтый или синий. Американского производства или за границей. Опять же, я имею в виду высококачественный дизайн и известных производителей/импортеров.
Иногда они прямо терпят неудачу. Красный, желтый или синий. Американского производства или за границей. Опять же, я имею в виду высококачественный дизайн и известных производителей/импортеров.Если вы имеете в виду какой-то «другой» китайский импортный мусор… Без комментариев.
ИМХО конечно
Expert Garage Hack….
https://www.facebook.com/steven.webber.948
Ответить с цитатой
03-04-2015
#4
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
У меня есть Kemppi, построенный в конце 80-х, и он до сих пор работает.
 Похоже, что все новые машины до 250 ампер переходят на инвертор.
Похоже, что все новые машины до 250 ампер переходят на инвертор.Мэтт
Ответить с цитатой
03-04-2015
#5
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
В магазине, в котором я был, есть MILLER 304. Они были у нас навсегда, и это машины ПЕРВОГО ПОКОЛЕНИЯ. Используется ежедневно; включается в 6 утра и выключается в 14:00.
 Используется в основном для палки и до сих пор работает без проблем. CST 280 уже около 7 лет, и они все еще работают.
Используется в основном для палки и до сих пор работает без проблем. CST 280 уже около 7 лет, и они все еще работают.Ответить с цитатой
03-04-2015
#6
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
надеюсь это не правда! я только что заказал инвертор!
Ответить с цитатой
03-04-2015
#7
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
У Shovelon есть 2 станка Miller Dynasty 350, которые ежедневно использовались сидя, пылясь в углу его цеха, срок службы которых составлял 6 и 7 лет.
 Сметная стоимость ремонта для двух вместе взятых 4900 долларов.
Сметная стоимость ремонта для двух вместе взятых 4900 долларов.
Просто пример из жизни, что любой бренд может потерпеть неудачу. И есть тысячи сообщений о сбоях chicom. Но если вы получаете гарантию на 3 или 5 лет, сбалансируйте ее с первоначальной стоимостью покупки и стоимостью замены. Если вы новичок в сварке и увлеклись, вам в любом случае через 5 лет понадобится машина получше. Продайте его до истечения срока гарантии и обновите его еще на 3-5 лет гарантии.Tiger Sales: AHP Distributo r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
03-04-2015
#8
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Первоначально Послано IslandWeldingKid
Я надеюсь, что это неправда! я только что заказал инвертор!
Это не так.
 Пока вы покупаете качество
Пока вы покупаете качествоКак отметил DJ, любой бренд может потерпеть неудачу. Покупка бренда с хорошей репутацией в плане поддержки и обслуживания после продажи — это то, что важно, а не куча пуха и ударов в грудь по поводу длительных гарантийных сроков и частого сравнения с конкурентами. Хороший продукт стоит сам по себе, и компания, продающая его репутацию, будет тому подтверждением.
ИМХО конечно
Expert Garage Hack….
https://www.facebook.com/steven.webber.948
Ответить с цитатой
03-04-2015
#9
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Отказ младенческого возраста является наиболее распространенной проблемой с инверторами.
 как только они сгорели, они, кажется, преуспевают.
как только они сгорели, они, кажется, преуспевают.Итак, идея заключается в том, чтобы купить новый, использовать его как можно раньше (в течение гарантийного срока), и если он не выйдет из строя, то с меньшей вероятностью?
Побочный смысл не покупать б/у?
Логика того, что машина могла использоваться очень мало, мало часов, но гарантийный срок истек, если гарантия вообще может быть передана с самого начала, а затем, если ее отказ произойдет, скажем, 800 часов или 2 года в , он все еще будет, но вы, тот, кто покупает подержанный, используете его в течение 800 часов, но после гарантии, поскольку он сидел. Возможно, я ошибаюсь, но это еще одна причина не тратить время на поиски тех слегка подержанных Dynasty, которые только что сидели… с моей точки зрения, это может дать тем, кто покупает подержанные, некоторый рычаг, поскольку риск будет казаться «больше» в смысл, что он все еще существует.
Ответить с цитатой
03-04-2015
#10
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Первоначально Послано RussZHC
Так идея тогда становится покупать новый, использовать хрень из него рано (в течение гарантийного срока) и если он не выйдет из строя то меньше шансов?
Побочный смысл не покупать б/у?
Логика того, что машина могла использоваться очень мало, мало часов, но гарантийный срок истек, если гарантия вообще может быть передана с самого начала, а затем, если ее отказ произойдет, скажем, 800 часов или 2 года в , он все еще будет, но вы, тот, кто покупает подержанный, используете его в течение 800 часов, но после гарантии, поскольку он сидел.
 Я могу ошибаться, но это еще одна причина, чтобы не тратить время на поиски тех слегка подержанных Dynasty, которые только что сидели … с моей точки зрения, это может дать тем, кто покупает подержанные, некоторые рычаги, поскольку риск будет казаться «больше» в смысл, что он все еще существует.
Я могу ошибаться, но это еще одна причина, чтобы не тратить время на поиски тех слегка подержанных Dynasty, которые только что сидели … с моей точки зрения, это может дать тем, кто покупает подержанные, некоторые рычаги, поскольку риск будет казаться «больше» в смысл, что он все еще существует.Да, получить столько часов на машине в течение первых 30 дней или любое другое время 100% возврата. Если у вас есть кредитная карта, которая продлит гарантию, используйте ее, чтобы купить ее.
Я бы очень опасался покупать подержанный инвертор Chicom без гарантии. Я знаю, что никто не подлежит передаче. Единственным исключением иногда являются заводские демонстрационные машины или отремонтированные, которые часто поставляются с оригинальной или оставшейся / измененной гарантией.
Запрашиваемая цена подержанных машин династии часто близка к стоимости новой. Потратьте немного больше и получите новую машину.
Такие машины, как старые трансформаторы типа Miller, Lincoln, Airco, являются хорошей ставкой, если вы можете убедиться, что они работают, прежде чем покупать.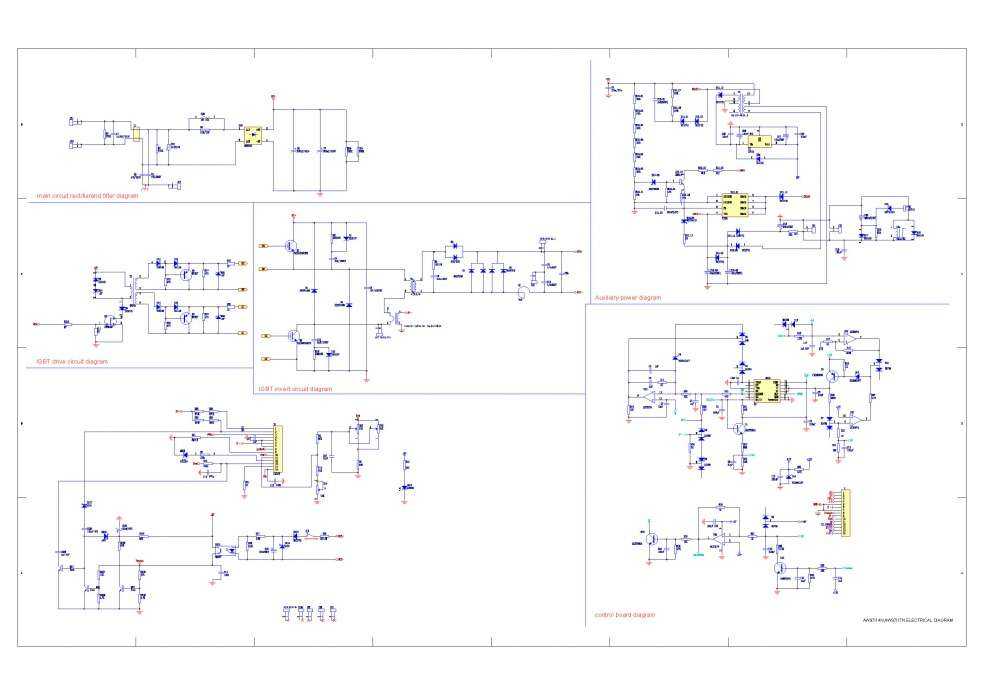
Последний раз редактировалось soutthpaw; 03.04.2015 в 16:44.
Tiger Sales: AHP Distributo r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
03-04-2015
#11
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Даже то, что активно использовалось, может продолжать работать неопределенное время после того, как оно было удалено из производственной среды.
 Я также видел ситуации, когда маломощные машины выходили из строя через короткие промежутки времени. Если у вас есть возможность и время по-настоящему опробовать машину в рамках гарантии, сделайте это.
Я также видел ситуации, когда маломощные машины выходили из строя через короткие промежутки времени. Если у вас есть возможность и время по-настоящему опробовать машину в рамках гарантии, сделайте это.Тем не менее, гарантий абсолютно НОЛЬ. Машина может работать еще десять с лишним лет без проблем, она может выйти из строя на следующий день после покупки. Кто-нибудь мог заменить все крышки, модули и т.д., включить его, и он мог умереть на месте.
Никогда не знаешь. Попытка охватить все аспекты невозможна и обычно является пустой тратой времени. Купите самую лучшую машину, которую вы можете себе позволить, и просто используйте ее. Беспокоиться о неудаче бессмысленно.
ИМХО конечно
Expert Garage Hack….
https://www.facebook.com/steven.webber.948
Ответить с цитатой
03-04-2015
#12
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Да, я думаю, вы правы насчет гарантии, и все~ Линкольн Электрик подходит для этого!
Ответить с цитатой
04-04-2015
№13
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Спасибо, за все ваши советы и информацию.
Я очень ценю время, которое вы потратили, чтобы поделиться своей мудростью.
Куплю мельник, сначала стержневой станок, потом, возможно, тиговый станок.
Я должен сэкономить время на династию, но, возможно, просто останусь с машинами на базе трансформатора,
РафОтветить с цитатой
04-04-2015
№14
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Если судить по машинам, которые большинство подрядчиков используют на нефтеперерабатывающих заводах и т.
 д., средний срок службы инвертора неограничен
д., средний срок службы инвертора неограниченОтветить с цитатой
04-04-2015
№15
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Некоторые не имеют продолжительности жизни 5 минут.
… хлоп!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе.
 …
…
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
04-04-2015
№16
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Только что прислали Dynasty, гарантийный срок истек на 9 дней.
 К счастью, Миллер был любезен и решил отремонтировать его по гарантии. Полагаю, удача в розыгрыше. Сообщу через год и 9 дней, как прошёл ремонт.
К счастью, Миллер был любезен и решил отремонтировать его по гарантии. Полагаю, удача в розыгрыше. Сообщу через год и 9 дней, как прошёл ремонт.Ответить с цитатой
06.04.2015
# 17
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Моей первой инверторной машиной была Thermal Arc 250 gtsw, которую я использовал в течение 10 лет ежедневно без единой проблемы.
 Продал его «другу друга», когда пересел на Miller Dynasty 350. Примерно через неделю мой друг сказал, что машина, купленная его другом, умерла и не подлежит ремонту, сгорела. Он хотел вернуть свои деньги!?!? Эм, нет, я пользовался им 10 лет без сбоев, ты пробовал его в моем магазине весь день. Инверторы так же хороши, как трансформаторы, но, как и все электронные вещи, не позволяйте волшебству испариться.
Продал его «другу друга», когда пересел на Miller Dynasty 350. Примерно через неделю мой друг сказал, что машина, купленная его другом, умерла и не подлежит ремонту, сгорела. Он хотел вернуть свои деньги!?!? Эм, нет, я пользовался им 10 лет без сбоев, ты пробовал его в моем магазине весь день. Инверторы так же хороши, как трансформаторы, но, как и все электронные вещи, не позволяйте волшебству испариться.Ryan
Miller Multimatic 200 Tig/Spool Gun/Wireless Demote
Millermatic 350p, Bernard/XR Python Guns
Miller Dynasty 350, Coolmate 3,5 и беспроводная дистанционная дистанция
CK WF1 TIG FIDCER
Miller Spectrum 37555555555555555555555555555555555555555555555555555555555555555555555555555н. Miller Digital Elite
Сварочная маска MillerОтветить с цитатой
06.
 04.2015
04.2015# 18
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Не волнуйтесь, если он не загорится в первую неделю, все будет в порядке, в конечном итоге колпачки необходимо заменить, но это уже давно в течение срока службы новой машины, использующей IGBT, сокращает количество компонентов вдвое.
Отправлено с моего SGH-I747M через Tapatalk
Ответить с цитатой
06.
 04.2015
04.2015# 19
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
У lincoln есть 3-летняя гарантия, если вы не купите его в Walmart или Canadian Tyre … но что именно это означает, например, они починят его бесплатно или пришлют новый?
Виктор
Праксэйр
Эйр Ликид
Миллер
Линкольн ЭлектрикОтветить с цитатой
06.04.2015
#20
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Первоначально Послано IslandWeldingKid
lincoln имеет 3-летнюю гарантию, если вы не купите его в walmart или канадских шин .
 .. но что именно это означает, как они исправят его бесплатно или пришлют новый?
.. но что именно это означает, как они исправят его бесплатно или пришлют новый?Запчасти и работа….. если вы первоначальный владелец и у вас есть подтверждение покупки.
Всего пара сварщиков, большие молотки, шлифовальные машины и горелки.
Работа освободит вас.
Люди в грязных джинсах построили эту страну, а люди в чистых костюмах ее разрушили.
Трамп/Карсон 2016-2024Ответить с цитатой
06.04.2015
# 21
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Хоть убей, я до сих пор не могу понять, почему люди называют электронные сварочные аппараты нового стиля и плазменные резаки инверторами.

У меня есть инвертор, который я купил еще в 1972 году, он принимает 120 вольт переменного тока и преобразует его в 12 вольт постоянного тока.
Попытка использовать электронику для работы больших трансформаторов не так проста, как думают люди, и, как мы все знаем, электроника, какой бы хорошей она ни была, рано или поздно выйдет из строя.
www.georgesplasmacuttershop.com
Продажа и ремонт плазменной резки и сварочных аппаратов — магазин Ebay
Тех.Мо. Дилерские расходные материалы для горелок PT и IPTОтветить с цитатой
06.04.2015
# 22
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Надеюсь, что нет.
 ……
…… Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
06.04.2015
# 23
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Мои 2 мертвые династии продержались 5 и 6 лет, я думаю. Ремонт обоих стоит 2100 и 2700 долларов.
 Учитывая, что у меня еще есть 4 хороших Dynasty и хороший инвертор ThemalArc400, я могу отремонтировать тот, который стоит дешевле. Я собирался запустить новый Linclone Aspect375 TIG. Заявленная базовая цена только за машину составляет 4700 долларов США. Он поставляется со стандартной 3-летней гарантией, а за дополнительные 500 долларов вы можете приобрести еще 2 года гарантии. Решения, решения.
Учитывая, что у меня еще есть 4 хороших Dynasty и хороший инвертор ThemalArc400, я могу отремонтировать тот, который стоит дешевле. Я собирался запустить новый Linclone Aspect375 TIG. Заявленная базовая цена только за машину составляет 4700 долларов США. Он поставляется со стандартной 3-летней гарантией, а за дополнительные 500 долларов вы можете приобрести еще 2 года гарантии. Решения, решения.Оглядываясь назад на те покупки Dynasty, я хотел бы получить 3 года производительности по 20 часов в неделю, чтобы оправдать покупку. То есть 3000 часов. Чтобы проиллюстрировать это, мой ROI будет составлять 240 000 долларов оплачиваемого труда, чтобы оправдать покупку на 6000 долларов. Любые годы старше 3 — это просто подливка. Таким образом, я реально получил от них 400 000 долларов и 480 000 долларов оплачиваемого труда.
Я даже не буду вдаваться в свои счета за электроэнергию и то, что они сделали бы со мной, если бы я все еще был транссексуалом.
Последний раз редактировалось shovelon; 06.
 04.2015 в 18:43.
04.2015 в 18:43.Сварка типа «WELDOR», а не сварка «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
06.04.2015
# 24
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
Первоначально Послано mechanic416
Я до сих пор не могу понять, почему люди называют электронные сварочные аппараты нового стиля и плазменные резаки инверторами.
У меня есть инвертор, который я купил еще в 1972 году. Он принимает 120 вольт переменного тока и преобразует его в 12 вольт постоянного тока.
Попытка использовать электронику для работы больших трансформаторов не так проста, как думают люди, и, как мы все знаем, электроника, какой бы хорошей она ни была, рано или поздно выйдет из строя.
Почему не инвертор?
Ответить с цитатой
07.04.2015
# 25
Re: Средний срок службы инверторных сварочных аппаратов составляет 5 лет или около того?
У меня Dynasty 200DX уже 8 лет, никаких проблем.

В беседе с другом/инженером из Miller он сказал, что по мере роста популярности инверторных машин и развития технологий их внутренняя электроника становилась все более и более надежной. Я также ожидаю, что затраты на ремонт в будущем снизятся, как основной эффект предложения, и ребята начнут пытаться поддерживать работу своих машин с помощью большего количества доступных запчастей. Мне интересно, указаны ли цены на ремонт для запчастей от сторонней мастерской по ремонту? Я слышал, что запчасти становятся более доступными, а ремонт более удобным для самостоятельного выполнения, с дополнительной доступной информацией, но у меня пока нет опыта.
browndogwelding.com
@welderassassin
Мой блог на The Fabricator
facebook.com/BrownDogWelding
Ответить с цитатой
Блог The Welders Warehouse
Вы решили купить сварочный аппарат Mig, но обнаружили, что перед вами огромный выбор. Так как же выбрать Mig Welder?
Так как же выбрать Mig Welder?
Поскольку не все умеют читать, я также снял видео на эту тему
Перво-наперво
Это может показаться очевидным, но первое, на что следует обратить внимание при выборе Mig Welder, — это то, что вы хотите с ним делать!
Нет смысла покупать сварочный аппарат Mig Welder на 150 ампер, потому что он питается от штекера на 13 ампер, если вы хотите сварить листовую сталь толщиной 10 мм — его мощности просто недостаточно.
И наоборот, нет смысла тратить большие деньги на машину на 300 ампер, если вы хотите ремонтировать вещи только дома и/или восстанавливать классический автомобиль.
Таким образом, важно учитывать выходную мощность и собственный источник питания.
Вообще говоря, вы можете запустить машину-трансформер до 130 или 150 ампер (в зависимости от машины) от 13-амперной вилки.
Инверторные машины могут работать при токе около 160 ампер от источника питания 13 ампер. Это связано с тем, что инвертор более электрически эффективен, чем традиционный трансформатор.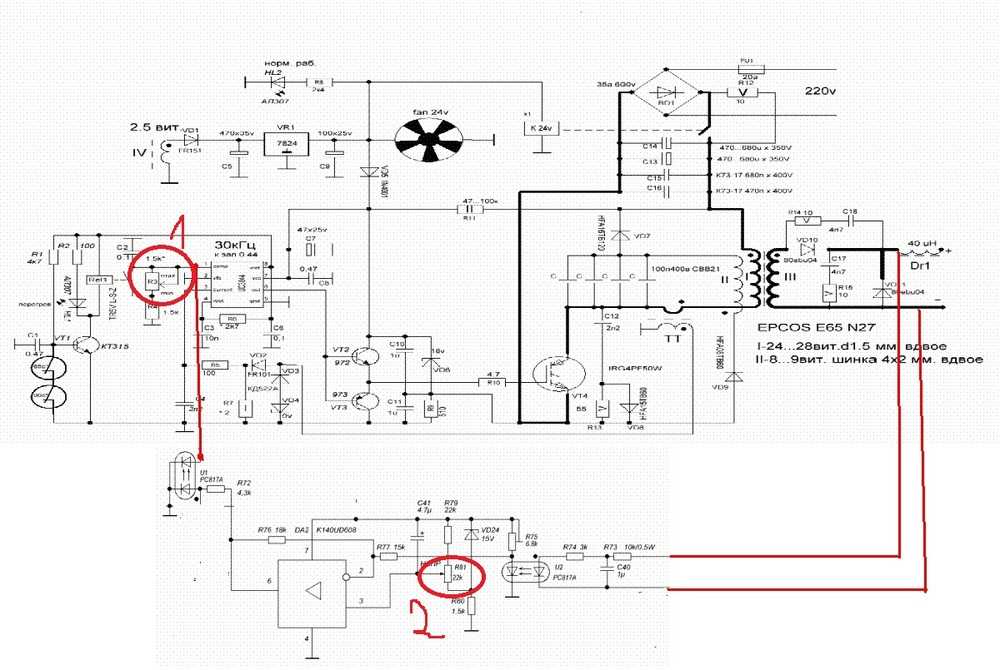
Сказав все это, если вы хотите сварить материал толщины панели кузова автомобиля, мощность на верхнем конце гораздо менее важна, чем на нижнем.
Для сварки панелей кузова необходим сварочный аппарат Mig с минимальной мощностью не более 30 ампер. Более высокая минимальная производительность приведет к большому количеству отверстий в тонком листе!
Так что учитывайте ОБА конца диапазона мощности, а не только верх!
Основы сварочного аппарата Mig
Сварочный аппарат Mig можно разбить на две основные части: блок питания и систему подачи проволоки (включая горелку).
Источником питания может быть либо трансформатор, либо инвертор (подробнее об этом позже).
На мой взгляд, более важным аспектом является система привода проводов, включая факел.
Я говорю это потому, что после примерно 30 лет работы в области сварки проблемы с приводом проволоки составляют около 80% проблем, с которыми я сталкивался на сварочных аппаратах Mig. От единиц DIY до больших промышленных единиц.
Рабочий цикл
Другим аспектом, касающимся выходной мощности сварочного аппарата Mig, является рабочий цикл. По сути, это то, как долго машина будет работать до перегрева. Если вы хотите делать длинные сварные швы на высокой мощности, малогабаритный самодельный Mig вряд ли будет для вас правильным выбором. Но если это в основном небольшие работы, у вас не должно быть проблем.
Я написал отдельную статью в блоге о рабочем цикле, если вы хотите узнать больше. Я также подготовил видео, если вы предпочитаете смотреть, а не читать:
На что обращать внимание в системе привода проволоки Mig Welders
Для меня при выборе сварочного аппарата Mig очень важен мотор привода проволоки приличного размера. Многие устройства, особенно на рынке DIY, имеют небольшие двигатели размером с хлопковую катушку, которые являются достаточно мощными, при условии, что все остальное идеально.
Да вроде всегда все идеально, особенно после нескольких лет использования!!!
Далее следует надежность системы роликов подачи проволоки. Это трудно определить, но большинство практичных людей отличят хорошую роликовую систему от дешевой и дрянной, когда посмотрят на нее.
Сварочная горелка Mig
Наконец, сама горелка. На мой взгляд, Steel Torch Liner ОЧЕНЬ важен. Многие недорогие машины имеют пластиковый вкладыш для снижения стоимости. Но это не длится долго, когда вы пропускаете через него стальную проволоку, а замена футеровки обычно занимает много времени и требует кропотливой работы.
Пластиковый вкладыш тоже, скорее всего, станет причиной проблем с кормлением №1, и скоро!!! Так что горелку со стальным лайнером определенно стоит поискать!
A Steel Torch Liner выглядит как велосипедный тормозной трос, стальная спираль, покрытая пластиком.
Действительно хорошая вещь, на которую стоит обратить внимание, это Euro Torch. Эта система факелов имеет гнездо на передней панели сварочного аппарата Mig и вилку на факеле.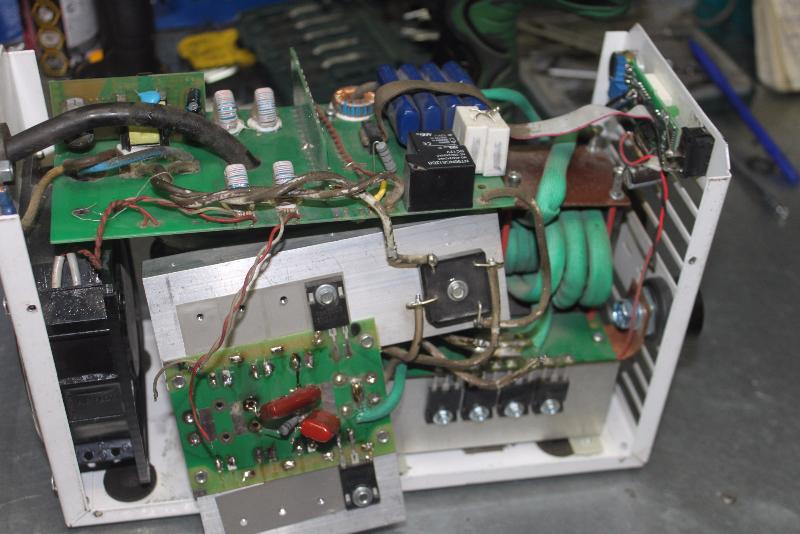
Фонарик просто навинчивается на гнездо с помощью гайки.
Euro Горелки лучшего качества, но почти всегда дешевле, чем несъемные (если вам когда-нибудь понадобится заменить горелку). Это связано с тем, что Euro Torches входят в стандартную комплектацию промышленных машин и производятся миллионами.
Горелки с несъемной посадкой обычно изготавливаются на заказ, поэтому их необходимо покупать у производителя оборудования. Это может означать БОЛЬШИЕ деньги!!
Я ожидаю, что все факелы Euro будут оснащены стальным вкладышем, наши точно!
Типы сварочных аппаратов Mig
Существует два основных типа сварочных аппаратов Mig, которые в основном зависят от типа блока питания внутри аппарата. При выборе Mig Welder это довольно принципиальный выбор!
Трансформаторные сварочные аппараты Mig
Трансформаторы являются традиционным силовым агрегатом для сварочных аппаратов Mig. Преимущества блоков на основе трансформаторов заключаются в том, что они обычно дешевле и менее сложны, поэтому теоретически более надежны в долгосрочной перспективе.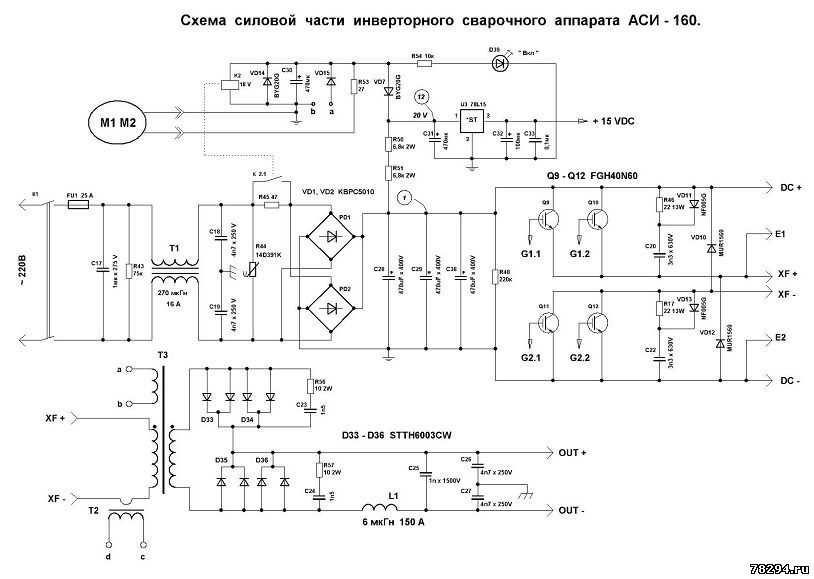
Недостатком трансформаторов является то, что они тяжелые, быстрее перегреваются, а выходная мощность обычно устанавливается в диапазоне шагов. Машины Transformer Mig обычно имеют от 2 до 30 ступеней. Между этими этапами невозможно установить выходную мощность.
С 1 января 2023 года производителям больше не будет разрешено производить или импортировать сварочные аппараты на основе трансформаторов любого типа в Великобританию или ЕС.
Инвертор Mig Welders
Современные инверторы намного надежнее, чем те, что были всего несколько лет назад. Еще одним преимуществом является то, что выходная мощность регулируется бесступенчато, другими словами, мощность можно регулировать так же, как вы регулируете громкость радио, просто вращая ручку.
Инверторы — это современный электронный блок для сварочного аппарата Mig. Преимущество блоков на основе инвертора заключается в том, что они легче, поэтому их легче перемещать, и они будут работать намного дольше до перегрева.