Проволока легированная сварочная: Легированная сварочная проволока – каталог
Содержание
Проволока сварочная легированная диаметром 2,4 мм марок 18ХМА,СВ 08ГА
Существуют различные виды сварочной проволоки, которые с переменным успехом применяются во всех областях сварки, так как обладают разнообразным составом, каждый из которых больше подходит для своей ситуации. Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.
Легированная сварочная проволока
Простым примером может стать сварка нержавейки, во время которой шов теряет свою коррозионную стойкость, если не применять дополнительное легирование. В остальных сплавах действует тот же принцип, только в некоторых случаях новые компоненты могут увеличить относительное растяжение металла, что поможет бороться с образованием трещин, поможет обрести дополнительную пластичность, когда деталь находится в постоянном движении. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
В остальных сплавах действует тот же принцип, только в некоторых случаях новые компоненты могут увеличить относительное растяжение металла, что поможет бороться с образованием трещин, поможет обрести дополнительную пластичность, когда деталь находится в постоянном движении. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
Такие разновидности применяются для сварки медных труб, алюминия, нержавейки, чугуна, легированных сталей, никеля и его сплавов, а также прочих деталей. Стоит отметить, что даже, казалось бы, незначительные вкрапления, которые составляют несколько процентов, а то и десятые доли, оказывают существенное влияние на свойства присадочного материала. Именно по этой причине проволока сварочная высоколегированная изготовляется в строгом соответствии с заданными стандартами, что и обеспечивает точный подбор состава под параметры сваривания. Изготовляется проволока сварочная легированная по ГОСТ 2246-70.
Изготовляется проволока сварочная легированная по ГОСТ 2246-70.
Проволока сварочная легированная по ГОСТ 2246-70
Одни и те же марки, идентичные по составу, производят с различным диаметром, что позволяет применять их для заготовок разнообразной толщины. К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
Преимущества
- Материал позволяет компенсировать те недостатки, которые имеет металл или сплав в своих свойствах сваривания;
- Проволока повышает эффективность сварочного соединения и делает его более надежным и долговечным;
- Правильно подобранный состав может изменить технические характеристики шва в лучшую сторону за счет легирующих элементов;
- Зачастую такое присадочный материал не требует предварительной подготовки и хорошо взаимодействует с основным металлом заготовки;
- Широкий выбор вариантов позволяет всегда подобрать именно тот, который будет наиболее подходящим для вашего конкретного случая;
- Возможно использовать проволоку для ручной, полуавтоматической и автоматической сварки, в зависимости от выбранного аппарата, но это касается не всех марок.

Недостатки
- Практически все виды проволоки требуют дополнительной защиты в среде инертного газа, а также использования флюса для улучшения свойств сваривания;
- Себестоимость сварки становится выше, что не выгодно для частной сферы;
- Некоторые марки являются узкоспециализироваными и практически не распространены в широком кругу;
- Из-за большого разнообразия и сложного состава выбор подходящего материала становится более сложным.
Разновидности
Существует большое количество разновидностей данной проволоки, что обусловлено широким применением, почти для каждого вида металла и его сплава. Стоит выделить основные, самые распространенные варианты, которые предлагают современные производители:
- Омедненная сварочная проволока, которая изготавливается из легированной стали. Это один из самых распространенных вариантов, которые применяются в сварке. Она применяется для соединения стальных изделий, что требуется как в бытовых, так и в производственных условиях.

Омедненная сварочная проволока
- Легированная омедненная проволока. Используется преимущественно для сварки труб с большим диаметром, так как создает хорошие герметичные швы и может работать в нескольких положениях. С ее помощью также можно соединять другие крупные детали.
Легированная омедненная проволока
- Низколегированная проволока, может иметь омедненную поверхность или нет. Это один из самых простых вариантов, который содержит относительно небольшое количество легирующих элементов. Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании.
Низколегированная омедненная проволока
Эта же проволока сварочная легированная диаметров 2 мм, 3 мм, 4 мм и 5 мм служит для производства некоторых видов электродов для электродуговой сварки.
Физико-химические свойства
Все свойства проволоки зависят от того, какие именно элементы входят в ее состав и в каком количестве. Естественно, что более широко рассматривать свойства рациональней в каждом конкретном случае, но можно отметить общие тенденции. Как правило, проволока имеет повышенную стойкость к коррозии, так как в ее функции входит восстановление легирующих элементов в основном металле. Помимо этого стоит отметить высокую пластичность и стойкость к упругим деформациям, так как швы получаются более вязкими и могут выдерживать большие нагрузки.
Естественно, что более широко рассматривать свойства рациональней в каждом конкретном случае, но можно отметить общие тенденции. Как правило, проволока имеет повышенную стойкость к коррозии, так как в ее функции входит восстановление легирующих элементов в основном металле. Помимо этого стоит отметить высокую пластичность и стойкость к упругим деформациям, так как швы получаются более вязкими и могут выдерживать большие нагрузки.
Легированная проволока для сварки
Многие разновидности уменьшают теплопроводность основного материала, чтобы снизить вероятность появления тепловой деформации, что особенно заметно в теплочувствительных металлах. Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление.
Технические характеристики
Марка | Характеристики |
сварочная проволока св 08гнм | Диаметром 3; 4 мм Обработка поверхности: омедненная, защитное покрытие отсутствует, химическая полировка Защитные флюсы АН-348А, АН-60П. Тип тока – постоянный обратной полярности
|
сварочная проволока 09г2с | Удельный вес – 7,85 г/см3 |
сварочная проволока св 08га | Временное сопротивление – 630 МПа Относительное удлинение – 23% Предел текучести – 580 Мпа |

Особенности выбора
Когда требуется подобрать подходящий присадочный материал, то в первую очередь обращают внимание на его состав. Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
«Важно!
Для каждого проблемного сплава нужно подбирать те легирующие элементы, которые смогут нейтрализовать негативные моменты.»
Вторым важным моментом является толщина. Газовую и дуговую сварку в среде защитных газов зачастую применяют для относительно тонких металлов, но среди размеров диаметра проволоки можно встретиться варианты от 1 до 8 мм. Для каждой толщины требуется свой температурный режим. Стоит заранее ознакомиться, какой флюс нужен для улучшения свойств сваривания присадочного материала, чтобы увеличить качества соединения и надежности. Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки.
Особенности сварки
Если применяется сварочная проволока СВ06Х14, или другая легированная разновидность, и толщина металла составляет более 4 мм, то следует заняться разделкой кромок, иначе возникает большой риск, что глубина не будет полностью проварена. Большинство марок не требуют подготовки и очистки, но этого может требовать основной металл, так что не стоит забывать о данном факторе. При термочувствительных металлах, которые могут пострадать от резких перепадов температур, нужно обеспечить предварительный подогрев, причем это касается и самой проволоки, чтобы на момент взаимодействия с основным металлом они были, примерно, одинаковой температуры. В этом же случае, после окончания сваривания шов требуется подогревать и медленно остужать.
Большинство марок не требуют подготовки и очистки, но этого может требовать основной металл, так что не стоит забывать о данном факторе. При термочувствительных металлах, которые могут пострадать от резких перепадов температур, нужно обеспечить предварительный подогрев, причем это касается и самой проволоки, чтобы на момент взаимодействия с основным металлом они были, примерно, одинаковой температуры. В этом же случае, после окончания сваривания шов требуется подогревать и медленно остужать.
Популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ.
Проволока сварочная легированная
Существует множество разнообразных видов присадочных материалов для сварки, каждый вид наделен какими-то уникальными свойствами, которыми не обладает другой. Любому сварщику рано или поздно предстоит выполнить работу с каким-то сплавом, а не чистым металлом. Они гораздо чаще используются в промышленности.
Это обусловлено тем, что сплав может обладать свойствами сразу нескольких металлов одновременно. Однако улучшение свойств и характеристики напрямую сказывается на уровне сложности ремонтных работ. Во многом это становится заметно при воздействии высокой температуры, большинство важных химических составляющих испаряются еще до того момента, как основной материал достигнет точки плавления.
Однако улучшение свойств и характеристики напрямую сказывается на уровне сложности ремонтных работ. Во многом это становится заметно при воздействии высокой температуры, большинство важных химических составляющих испаряются еще до того момента, как основной материал достигнет точки плавления.
Естественно, что исчезнувшие элементы «забирают» с собой какие-то важные свойства, которыми сплав обладал ранее. Справиться с этой проблемой можно только с помощью одного способа – применения присадочного материала с большим количеством разнообразных химических элементов в составе. Для многих видов сварки плавлением используется специальная сварочная проволока, которая отличается по размеру, диаметру и свойствам.
В качестве примера можно привести сваривание изделий из нержавеющей стали. При влиянии высокой температуры антикоррозионный материал становится обычным, теряет защиту от коррозии. Избежать этого можно с помощью применения дополнительного легирования, которое можно обеспечить, используя легированный присадочный материал.
Со всеми другими сплавами происходит тот же принцип: при влиянии высоких температур они теряют свои свойства, однако подходящий тип сварочной легированной проволоки дает возможность восполнить утерянные элементы в составе.
С помощью разнообразных версий высоколегированного расходного материала, можно повысить уровень пластичности, прочности, снизить на нет шанс появления кристаллических трещин в структуре и т.д. Подбор нужного типа присадочной проволоки это достаточно сложное занятие, но если справится с данной задачей, можно восстановить все свойства сплава после проведения ремонтных работ и даже улучшить их.
Высоколегированные модели присадочной проволоки применяются повсеместно для сварки меди, алюминия, нержавеющей стали, чугуна, никеля и т.д. Незначительная доля какого-либо дополнительного элемента в составе присадочного материала, которая иногда даже исчисляется сотыми долями одного процента, может быть способна полностью изменить физические свойства проволоки.
В связи с данной особенностью, высоколегированный присадочный материал изготавливается с высочайшей точностью, строго следуя государственным стандартам. Одна и та же модель сварочной проволоки может выпускаться в различных версиях, которые отличаются между собой диаметром сечения.
Одна и та же модель сварочной проволоки может выпускаться в различных версиях, которые отличаются между собой диаметром сечения.
Преимущества и недостатки
Каждый материал имеет свои достоинства использования и недостатки. Легированная сварочная проволока не является исключением. Для начала стоит рассмотреть плюсы ее использования:
- применение материала позволяет восполнить утраченные части состава сплава в процессе сваривания;
- состав проволоки позволяет значительно улучшить физические свойства сварного шва;
- за счет присутствия дополнительных элементов в составе проволоки, использования определенной модели способны полностью изменить технические и физические характеристики свариваемого объекта;
- большинство моделей высоколегированной сварочной проволоки не требует проведения предварительных процедур перед выполнением сварочных процедур;
- широкий ассортимент моделей всегда позволяет подобрать нужный тип для сварки определенного металла;
- высоколегированную сварочную проволоку можно использовать в качестве присадочного материала как для сварки в ручном режиме, автоматическом, полуавтоматическом.

Минусы использования:
- практически девяносто процентов присадочной проволоки требует выполнение сварки в защитном облаке из инертного газа, чаще всего им является аргон;
- относительно классического способа сварки, данный метод несколько дороже;
- существуют узкоспециализированные марки проволоки, которые не известны широкому кругу;
- большой ассортимент имеет две стороны медали, с одной стороны всегда можно найти нужный материал, однако с другой – поиск нужного присадочного материала может занять достаточно много времени.
Различные виды присадочного материала
Различных версий присадочного материала достаточно много, что обуславливает высокий уровень популярность применения. Существуют модели практически для каждого вида металла и сплава. Все используемые виды перечислять очень долго, однако стоит рассмотреть самые популярные модификации.
1. Присадочная проволока с медным внешним покрытием, в качестве основного компонента для ее создания используется высоколегированная сталь. Данный подвид является наиболее часто используемым расходным материалом при сварке. С ее помощью можно создать сварной шов высокого качества на изделиях из углеродистой стали, что практически всегда востребовано, как в различных отраслях промышленности, так и в бытовых условиях.
Данный подвид является наиболее часто используемым расходным материалом при сварке. С ее помощью можно создать сварной шов высокого качества на изделиях из углеродистой стали, что практически всегда востребовано, как в различных отраслях промышленности, так и в бытовых условиях.
2. Легированная проволока с медным покрытием. В ее составе присутствует достаточно большое количество легирующих элементов. Чаще всего данный материал применяется при сварке труб с сечением большого диаметра. Сварной шов получает высокий уровень герметичности. С расходным материалом можно работать в любых положениях сварки. Помимо соединения труб, проволоку данного вида также применяют для сваривания изделий большого размера.
3. Присадочная проволока с небольшим количеством легирующих элементов. Ее поверхность также может покрываться медной оболочкой. Среди всех видов, использования данного типа присадочного материала является наиболее простым вариантом. В составе проволоки нет большого количества дополнительных химических элементов, следовательно, и условий для успешного создания сварного шва высокого качества требуется меньше.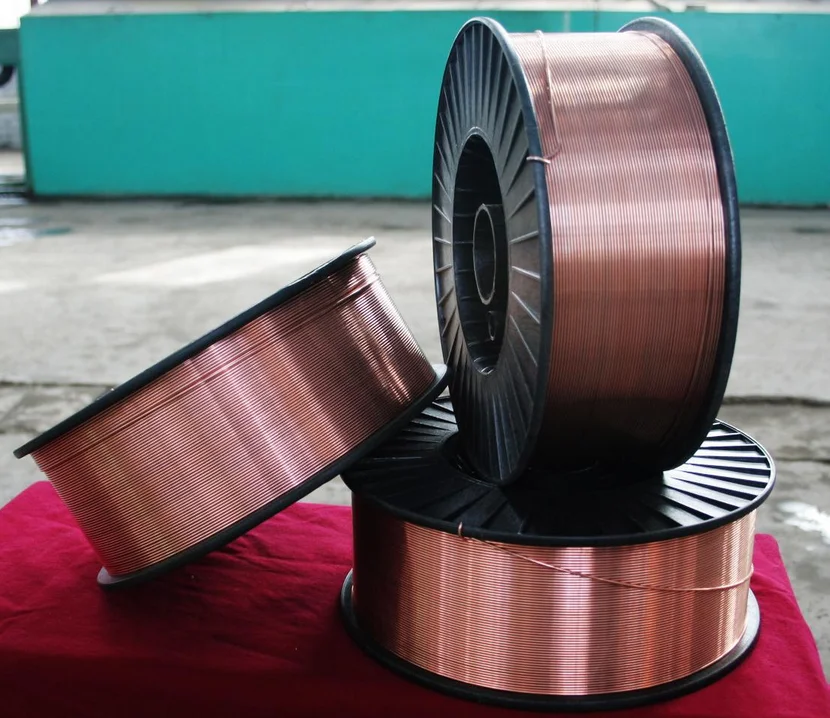 Чаще всего присадочный материал данного типа применяется в различных отраслях промышленности для сварки в ручном режиме. Также стоит отметить, что их низколегированного присадочного материала для сварки изготавливаются электроды различного диаметра.
Чаще всего присадочный материал данного типа применяется в различных отраслях промышленности для сварки в ручном режиме. Также стоит отметить, что их низколегированного присадочного материала для сварки изготавливаются электроды различного диаметра.
Физические и химические свойства
Абсолютно все физические свойства сварочной проволоки зависят от ее химического состава. В одной статье невозможно уместить все уникальные способности, которыми обладает присадочный материал, однако можно рассмотреть их общие тенденции.
Одним из самых главных свойств, присущей любой модели высоколегированной проволоки для сварки, является повышенной уровень стойкости к влиянию процесса коррозии. Также можно отметить высокий уровень пластичности и стойкость к различным метаморфозам. Благодаря этим свойством качества созданного шва находится на достаточно высоком уровне, поэтому он без проблем способен выдерживать нагрузки ничуть не хуже, чем основной металл.
Некоторые модификации присадочной проволоки способны поднять или наоборот понизить способность металла к теплопроводности. Что очень сильно сказывается при работе с металлами с высокой чувствительностью к воздействию высоких температур.
Что очень сильно сказывается при работе с металлами с высокой чувствительностью к воздействию высоких температур.
Практически каждая модель проволоки имеет температурную точки плавления, равную отметке плавления основного металла, для которого предназначен данный расходный материал. При создании проволоки также учитывается коэффициент относительного расширения материала, что позволяет снизить или вовсе убрать коробление металла в процессе сваривания.
Как выбрать нужную модель?
В первую очередь при покупке высоколегированной сварочной проволоки необходимо обращать внимание на ее состав. Большинство моделей предназначаются для какого-то конкретного металла, соответственно на упаковке расходного материала это указано. Однако если вам предстоит работать с каким-то сложным или редким сплавом, то в обязательном порядке перед приобретением нужно учесть состав, как свариваемого объекта, так и присадочной проволоки.
После того как вы определитесь с составом присадочного материала, нужно обратить внимание на его номенклатуру. Дела в том, что диаметр сечения проволоки должен быть немногим меньше толщины свариваемого изделия. Использования расходного материала нужного размера не позволит вам прожечь металл. Помимо этого одна и та же модель присадочной высоколегированной проволоки разного размера, может иметь разные температурные отметки, при которых она начинает подвергаться процессу плавления. Это также нужно учитывать при покупке.
Дела в том, что диаметр сечения проволоки должен быть немногим меньше толщины свариваемого изделия. Использования расходного материала нужного размера не позволит вам прожечь металл. Помимо этого одна и та же модель присадочной высоколегированной проволоки разного размера, может иметь разные температурные отметки, при которых она начинает подвергаться процессу плавления. Это также нужно учитывать при покупке.
Если вам предстоит работать с металлом, толщина которого превышает значение в четыре миллиметра, то в обязательном порядке перед выполнением сварочных манипуляций нужно провести предварительную очистку и выравнивание рабочих кромок. Сама проволока чаще всего не требует выполнения каких-либо дополнительных предварительных процедур перед началом работы. Также, особенно это относится к работе с металлами или сплавы чувствительными к влиянию высоких температур, нужно выполнять предварительный подогрев как изделия, так присадочного материала. Требуется достичь примерно одинаковых значений.
Сварочная проволока – описание порошковой, омедненной, легированной, алюминиевой и стальной разновидности
Сварочная проволока считается современным и качественным расходным материалом для аппаратов любого типа, применение которого значительно облегчает производственные процессы. Главное условие – чтобы заменитель электродов оказался качественным и максимально близким по составу с металлами, которые будут использоваться в работе.
Что такое сварочная проволока?
Электроды незаменимы в труднодоступных местах, на удаленных объектах или высотных конструкциях, в бытовых условиях при не частом использовании. Проволока для сварки является оптимальным решением при наличии хорошо оборудованного стационарного поста с полуавтоматическим электромеханическим прибором. Поставляется она преимущественно в бухтах со стандартным весом от 0,3 кг до 88,78 кг. Сварочная проволока в прутках – это штучная разновидность присадочного материала для аргонодуговой и газовой сварки.
Классифицируется данный материал не по диаметру, который подбирается в зависимости от толщины свариваемых деталей, а по химическому составу.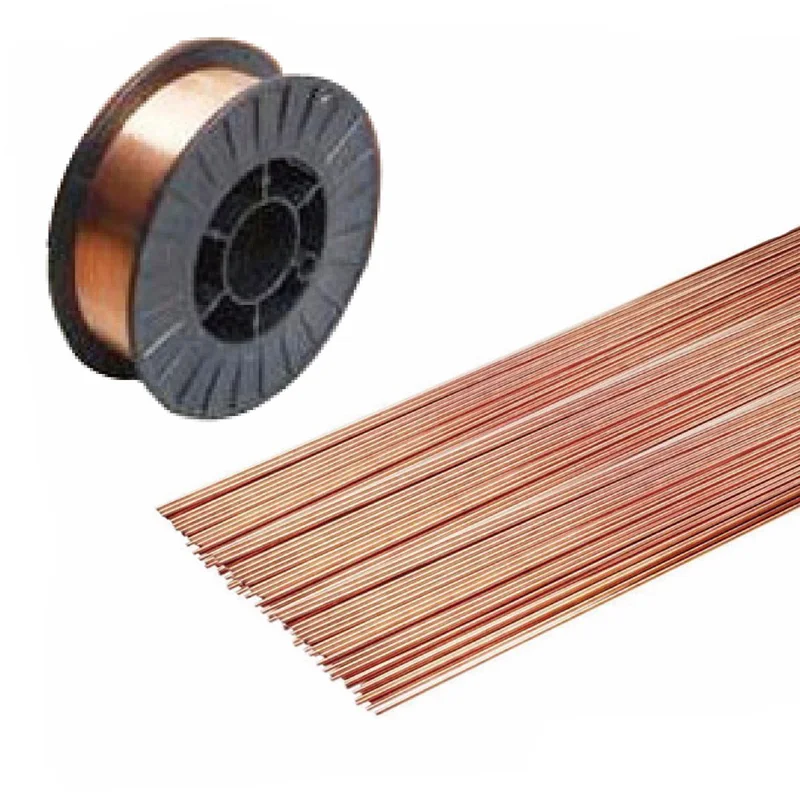 Перечислим плюсы использования сварочной проволоки:
Перечислим плюсы использования сварочной проволоки:
- Получение аккуратных и качественных швов.
- Отсутствие шлака.
- Уменьшение трудоемкости работ.
- Уменьшение сварочных деформаций.
- Осуществление непрерывной подачи при автоматическом сваривании.
- Наличие более 80-ти разновидностей разрешает легко подобрать нужную марку.
Недостатки применения сварочной проволоки:
- Ограничения зоны сварочных работ длиной кабеля.
- Сложности настроек полуавтомата требуют хорошей квалификации у сварщика.
- Для хранения мотков нужны специальные условия.
- В частной сфере при небольших объемах использование больших катушек непрактично.
Виды сварочной проволоки
Структура расходного материала играет громадную роль. Наплавочная проволока изготавливается из разных металлов. При покупке требуется точно знать ее состав, предполагаемую толщину заготовок, характеристики полуавтомата. В зависимости от маркировки она может использоваться для соединения деталей из чугуна, нержавейки, стали, цветных металлов.
Разновидности сварочной проволоки:
- проволока сварочная самозащитная порошковая;
- активированная;
- сплошного сечения.
Порошковая сварочная проволока
По сути, мы имеем дело с длинным и тонким трубчатым элементом, наполненным внутри порошкообразным флюсом. Этот состав выделяет при испарении газ, способствующий удалению загрязняющих веществ и предотвращающий окисление шлака. С таким расходным материалом не требуется использование баллонов с инертным газом. В зависимости от наполнителя сварочная порошковая самозащитная проволока разделяется на следующие типы:
- рутиловую;
- рутил-органическую;
- рутил-флюоритную;
- карбонатно-флюоритную.
Омедненная сварочная проволока
Желтоватое покрытие наносится не для улучшения эстетичного внешнего вида, а для повышения важнейших характеристик. Омедненная проволока сварочная на катушках обладает в 100 раз меньшим контактным сопротивлением в сравнении со стандартными аналогами с технологической смазкой. Приведем главные преимущества такого выбора:
Приведем главные преимущества такого выбора:
- Более стабильное горение дуги.
- Меньший износ токопроводящего наконечника.
- Сварочная проволока с омедненным покрытием защищена от окисления.
- Меньшие усилия для проталкивания проволоки.
- Минимальное количество примесей.
- Сокращение времени от касания до стабильного горения дуги в 3 раза.
- Уменьшение разбрызгивания.
- Улучшение характеристики швов.
Легированная сварочная проволока
Данная продукция применяется для наплавки, сварных соединений и изготовления электродов. Поставляется легированная сварочная проволока в бочках (250-300 кг), что крайне удобно на автоматизированных процессах, или в более компактных катушках разного размера. В зависимости от состава различают следующие типы легированных материалов:
- Высоколегированный – с большим количеством присадок для соединения деталей из нержавейки, хромистой, хромоникелевой или высоколегированной стали.

- Низколегированный – небольшой объем добавок, предназначен для работ с конструкционной, теплостойкой и низколегированной сталью.
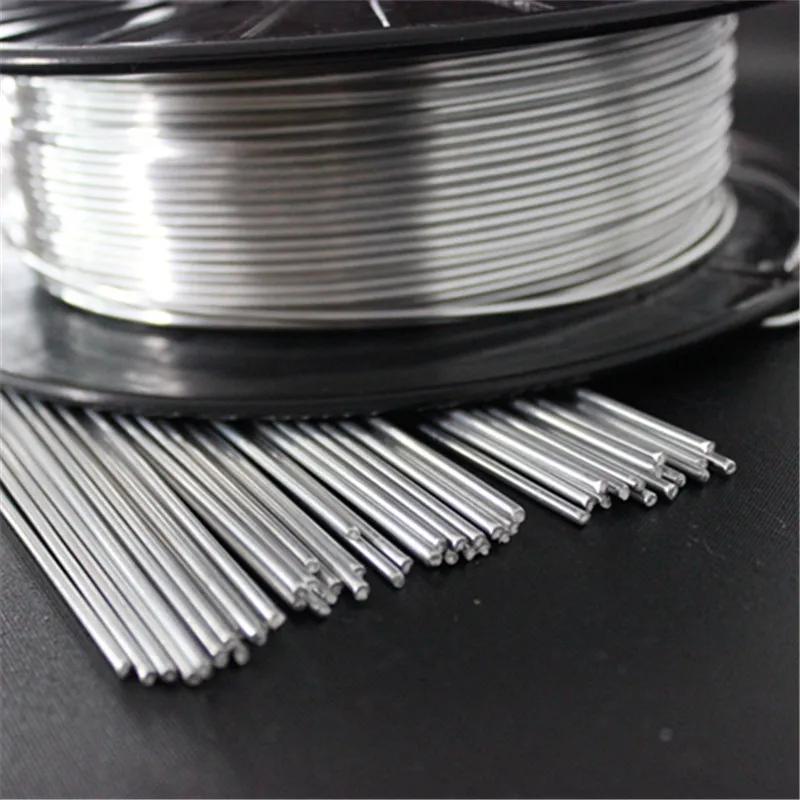
Алюминиевая сварочная проволока
Из-за наличия тугоплавкой окисной пленки алюминиевые сплавы значительно сложнее сваривать. Отметим, что невысокая температура плавления вызывает дополнительные сложности. Стандартные расходники сюда не подойдут. Для работы нужна сварочная проволока из алюминия в сочетании с магнием, кремнием или марганцем. Подбирать ее следует в зависимости от конкретной марки свариваемого материала по специальным таблицам с рекомендациями. После вскрытия упаковки такую проволоку нужно использовать максимально быстро по причине ее быстрого окисления.
Стальная сварочная проволока
Для соединения деталей из низкоуглеродистой, низколегированной и среднеуглеродистой стали можно использовать низкоуглеродистые прутки (до 0,12%). Проволока для сварки полуавтоматом поставляется с обычной и полированной поверхностью, которая по характеристикам почти близка к омедненному материалу. Чем меньше в ней серы с фосфором, тем качественнее получаются швы. На полуавтоматах ее используют в среде защитных газов или под флюсом.
Чем меньше в ней серы с фосфором, тем качественнее получаются швы. На полуавтоматах ее используют в среде защитных газов или под флюсом.
Как выбрать сварочную проволоку?
Следует обращать внимание на химсостав сплавов, из которых состоят заготовки. Не существует универсальная лучшая сварочная проволока для полуавтоматов, в каждом случае требуется использование материала максимально подходящей конкретной марки. Рассмотрим критерии выбора данной продукции:
- Равномерность намотки в кассете и толщины по длине.
- Наличие и качество покрытия.
- Отсутствие следов ржавчины и загрязнений.
- Плавление равномерное и без брызг.
- Сварочная проволока по типу должна соответствовать разновидности выполняемых работ.
- Состав материала должен быть максимально близким к составу свариваемых материалов.
- Для работы без защитного газа нужно брать расходный материал порошкового типа.
- Малый диаметр подходит для ремонта авто, изготовления дверей и других конструкций из листового металла.

- Сварочная проволока большого диаметра нужна для сварки труб, арматуры и других заготовок из толстого металла.
Маркировка сварочной проволоки
Существует более 70-ти марок этого расходного материала. Не разбираясь в обозначениях, можно ошибиться при покупке, получая в итоге некачественные швы. Сварочная проволока для полуавтоматов маркируется удобным образом, поэтому научиться расшифровке очень просто:
- Первая цифра обозначает диаметр (0,3-12 мм).
- Далее следует назначение проволоки – Св (сварочная).
- Следующий важнейший показатель – содержание углерода.
- «А» или «АА» – чистота от примесей серы с фосфором.
- Содержание легирующих элементов – «Г» марганца, «С» кремния, «Х» хрома, «Т» ванадия, «Ю» алюминия и других.
- В конце маркировки может указываться способ выплавки, «О» омеднение поверхности, «Э» предназначение для электродов, ГОСТ.
Как пользоваться сварочной проволокой?
Данная продукция преимущественно поставляется в удобных кассетах, что упрощает ее использование в полуавтоматических устройствах..jpg) Применение сварочной проволоки в виде присадочных прутков больше подходит для аргонодугового способа. Полуавтоматы состоят из блока, вырабатывающего ток нужной величины, блока подачи провода, горелки с кабелем. Аппараты работают с защитным газом или без него, в последнем варианте требуется особая проволока с порошковым покрытием.
Применение сварочной проволоки в виде присадочных прутков больше подходит для аргонодугового способа. Полуавтоматы состоят из блока, вырабатывающего ток нужной величины, блока подачи провода, горелки с кабелем. Аппараты работают с защитным газом или без него, в последнем варианте требуется особая проволока с порошковым покрытием.
Принцип работы сварочных полуавтоматов:
- Новую кассету устанавливаем в аппарат.
- Изогнутый край провода откусываем, ровный кончик запускаем в подающий механизм, проталкиваем в канал и прижимаем роликом.
- Далее протягиваем ее до выхода из горелки.
- Выбираем правильное натяжение кассеты.
- Подача проволоки, защитного газа и тока осуществляется нажатием пусковой кнопки.
- Дуга зажигается в момент прикосновения с металлической заготовкой.
- Электродный металл при попадании на основной металл образует шов.
- Сварочная ванна в этот момент обдувается защитным газом для получения качественного шва.
Выбор сварочной проволоки.
 Обоснованные решения для эффективной работы
Обоснованные решения для эффективной работы
Статьи
>
Выбор сварочной проволоки. Обоснованные решения для эффективной работы
Поделиться статьёй:
ООО «Техресурс» более 20 лет работает поставщиком фирменных сварочных материалов, выпускаемых ведущими российскими производителями. Важное место в торговом ассортименте занимает сварочная проволока, представленная лучшими изделиями этого рынка. Именно этот расходный материал влияет на качество сварки и сварных швов, требуя правильного подбора под конкретные рабочие процессы. В этом случае необходимо учитывать не только особенности свариваемых металлов, но и наличие различных примесей. Правильный выбор сварочной проволоки обеспечит высшие показатели прочности и коррозийной стойкости создаваемых соединений.
Популярные представители сварочной проволоки
В настоящее время сварочная проволока представлена 77 разновидностями расходных материалов для сварки, отличающихся составом и диаметром. Данная категория товаров определяется техническими условиями ГОСТ 2246-70. Однако, в строительстве и ремонте широко применяются не более 5-8 разновидностей. Остальные представители этой товарной группы используются в специфических рабочих процессах. Вся сварочная проволока, применяемая для сварки нержавеющего и обычного металлопроката, разделяется на три большие категории:
Данная категория товаров определяется техническими условиями ГОСТ 2246-70. Однако, в строительстве и ремонте широко применяются не более 5-8 разновидностей. Остальные представители этой товарной группы используются в специфических рабочих процессах. Вся сварочная проволока, применяемая для сварки нержавеющего и обычного металлопроката, разделяется на три большие категории:
- легированная проволока, содержащая от 2,5% до 10% легирующих компонентов;
- низколегированная сварочная проволока (менее 2,5%)
- высоколегированные расходные материалы (более 10%)
- Безусловный лидер продаж на этом рынке — это сварочная проволока СВ 08Г2С и её аналоги, выпускаемые, как в обычном варианте, так и с медным покрытием. Этот материал может быть использован в сварочных полуавтоматических агрегатах с мощностью до 500А.
- Второе место в рейтинге популярности занимает сварочная проволока СВ 08А, применяемая для механизированной сварки низкоуглеродистых и углеродистых стальных сплавов, а также для изготовления электродов ручной сварки.

- Третья позиция в продажах остаётся за модификациями СВ08Г2А и СВ-08, активно используемых в аргонодуговой и газовой сварке при сваривании низкоуглеродистых трубных и швеллеровых конструкций.
Для сваривания нержавеющего проката в углекислоте или газовой смеси применяется сварная проволока марок ER 316L Si и ER 308L в зарубежной маркировке. Российские аналоги представлены линейкой высоколегированных модификаций СВ01Х19Н9, СВ01Х18Н10, СВ06Х19Н9Т.
Маркировка сварочной проволоки
Сокращения в названиях марок сварочной проволоки призваны демонстрировать назначение и состав расходных материалов. Используемые аббревиатуры расшифровываются следующим образом в соответствующей последовательности:
- Первые две буквы «СВ» обозначают, что данная проволока предназначена для сваривания металлов. В зарубежных аналогах сокращение выглядит как «ER». В некоторых маркировка на первой позиции присутствуют символы «П» и «В», отражающие способы изготовления материала – прессованный или тянутый соответственно.

- Следующие две цифры указывают на процентное содержание углерода в сотых долях процента. Например, пара «08» говорит о том, что проволока содержит 0,08% углерода.
- Далее идёт буквенное обозначение основного легирующего элемента, а следующая за буквой цифра – процентное включение в полных процентах. Легирующие компоненты обозначаются следующими символами:
- «А»- азот
- «Б»- ниобий;
- «В» — вольфрам;
- «Г»- марганец
- «Д» — медь;
- «М» — молибден;
- «С» — кремний
- «Т» — титан;
- «Х» — хром
- «Н» — никель
- «Ю» — алюминий;
- «Ф» — ванадий;
- «Ц» — цирконий.
Если буква «А» стоит в конце — это свидетельствует о том, что материал был дополнительно очищен от примесей фосфора и серы. Две буквы «АА» — высшая степень очистки.
- Последняя буква обозначает второй легирующий элемент. Если за ней не следует цифра, то это указывает на то, что состав проволоки содержит более 0,5% но менее 1% данного компонента.

Если согласно указанным правилам расшифровать модификацию СВ 08Г2С, то мы получим следующие сведения. Проволока для сварки с содержанием углерода 0,08%, марганца 2%, и кремния — более 0,5 %. Относится к категории легированных материалов, так как включение легирующих элементов в сумме выше 2,5%.
Виды сварочной проволоки по составу и диаметру
- Порошковая — полая сварочная проволока с особым флюсовым наполнителем. В этом случае испарения флюса формируют в сварочной ванне защитный газовый пузырь, что позволяет использовать расходный материал без газового потока. Сварка с помощью флюсовых проволок может осуществляться при интенсивных ветровых потоках. Техника применения самозащитной проволоки аналогична технологии сварки с помощью обычного проволочного материала. Порошковая проволока имеет отличия в маркировке с обозначением «ПП» и «ПС»; с цифровым указанием марки и диаметра.
- Омедненная сварочная проволока — с покрытием из медного сплава толщиной до 6 мкм.
 Ключевая роль этого слоя заключается в обеспечении максимально плотного контакта свариваемых конструкций. Созданные с помощью такой проволоки сварные швы отличает высокая механическая выносливость и слабая реакция на сильные перепады температур. Ещё одно бесспорное преимущество — экономия расходных материалов до 40% в сравнении со сваркой обычной проволокой. Примечание — эта разновидность категорически не подходит для сваривания нержавеющих сталей.
Ключевая роль этого слоя заключается в обеспечении максимально плотного контакта свариваемых конструкций. Созданные с помощью такой проволоки сварные швы отличает высокая механическая выносливость и слабая реакция на сильные перепады температур. Ещё одно бесспорное преимущество — экономия расходных материалов до 40% в сравнении со сваркой обычной проволокой. Примечание — эта разновидность категорически не подходит для сваривания нержавеющих сталей. - Алюминиевая сварочная проволока, используемая для сварки в защитной газовой среде автоматическими и полуавтоматическими агрегатами. Расходный материал применяется для сваривания изделий, выполненных из алюминиевых сплавов. Алюминиевая присадка требует герметичного хранения из-за достаточно быстрого окисления алюминиевого слоя кислородом на открытом воздухе.
- Сварочная проволока по нержавеющей стали. Материал этой категории легируется хромом или никелем. Соответственно в маркировке будут присутствовать символы «Н» или «Х», а также цифры процентного содержания легирующих элементов.

Для использования в сварочных полуавтоматических агрегатах выпускается проволока с диаметрами 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Порошковые (флюсовые) проволоки изготавливаются в диапазоне толщин от 0,6 до 6 мм. Присадочные прутки, как и проволочные материалы, используемые для изготовления электродов, производятся линейкой диаметров от 1,6 до 5 мм.
Как правильно выбрать сварочную проволоку
- Для сваривания низкоуглеродистых и низколегированных стальных деталей рекомендуется использовать омеднённую проволоку (типа 09Г2С) в углекислой газовой среде. Медное покрытие обеспечит сварным швам необходимую прочность и стойкость на разрыв.
- Нержавеющие сплавы (аустенитные и аустенитно-ферритные с легированием хромом или никелем) свариваются нержавеющей проволокой, легированной этими же элементами. Защитная газовая среда — инертный аргон или гелий с добавлением диоксидной углеродной смеси.
- Для сваривания алюминиевых сплавов используется алюминиевая сварная проволока.
 Важный нюанс — необходимость тщательного удаления со свариваемых поверхностей оксидной плёнки.
Важный нюанс — необходимость тщательного удаления со свариваемых поверхностей оксидной плёнки. - Порошковая «самозащитная» плёнка используется для сварки широкого класса чёрных металлов, там, где применение газовых баллонов невозможно или нецелесообразно. Единственный минус — высокая стоимость расходных материалов.
- Диаметр сварочной проволоки выбирается в соответствии с толщиной свариваемых деталей. Например, изделия с тонкими стенками лучше сваривать проволокой с диаметром 0,8-1 мм. Если свариваемые поверхности имеют толщину более 5 мм, то диаметр проволочного материала должен быть не менее 1,6-2 мм.
Компания ООО «Техресурс» предложит вам широкий ассортимент сварочной проволоки различных марок, позволяющий сделать правильный выбор для качественного сваривания металлов различного типа.
Проволока / СВ 08А / 4,0мм
Проволока / SG-2 Д200 // 1,2мм / АЭМЗ
Проволока омедненная ESAB СВ 08Г2С ф 1,0 мм (18 кг)
Проволока сварочная SELLER ER 308LSi ф 1. 0 мм (5 кг)
0 мм (5 кг)
Проволока сварочная легированная
Для различных видов сварочных работ как электродуговой, так и газовой сварки, а так же для наплавки и изготовления электродов используется сварочная проволока, выпускаемая по ГОСТ 2246-70. По техническим условиям данного стандарта проволока выпускается трёх категорий: низкоуглеродистая, легированная и высоколегированная. Марок сварочной проволоки существует около 80.
Известным поставщиком сварочной проволоки всех категорий является ООО «Торговый дом Электрод» из Екатеринбурга. ТД «Электрод» поставит сварочную проволоку и электроды не только отечественных производителей, но и ведущих зарубежных брендов. В настоящее время производится 6 видов низкоуглеродистой проволоки, 30 видов легированной сварочной проволоки и 40 видов высоколегированной сварочной проволоки.
Маркировка легированной проволоки
Проволока для сварки маркируется буквенно-цифровым кодом. Первые буквы СВ означают — сварочная проволока. Следующие две цифры — количество углерода в сотых долях процента, затем буква, обозначающая легирующую добавку и цифры соответствующие количеству легирующей добавки в процентах. Если количество легирующей присадки менее половины процента, то после буквы цифра не ставится.
Следующие две цифры — количество углерода в сотых долях процента, затем буква, обозначающая легирующую добавку и цифры соответствующие количеству легирующей добавки в процентах. Если количество легирующей присадки менее половины процента, то после буквы цифра не ставится.
Поскольку химически чистый металл используется крайне редко, а сварочные работы производятся со сплавами, то наибольшее распространение получила сварочная легированная проволока. В качестве легирующих элементов используются следующие металлы:
- Б — ниобий
- В — вольфрам
- М — молибден
- Д — медь
- Т — титан
- Х — хром
- Н — никель
- Ф — ванадий
- Ц — цирконий
- Ю — алюминий
- Г — марганец
Так же в качестве легирующего элемента используется кремний. Он обозначается буквой «С». Таким образом, марка СВ06Х19Н9Т обозначает — сварочная проволока с содержанием 0,06% углерода, 19% хрома, 9% никеля и
Везде, где применяется, сварочная легированная проволока ГОСТ определяет, для каких видов сплавов подходит тот или иной тип сварочной проволоки. Например, 2СВ30Х25Н16Г7 — сварочная легированная проволока диаметром 2 мм с высоким содержанием хрома, никеля и марганца, должна использоваться для сварки нержавеющих высокоуглеродистых сталей.
Например, 2СВ30Х25Н16Г7 — сварочная легированная проволока диаметром 2 мм с высоким содержанием хрома, никеля и марганца, должна использоваться для сварки нержавеющих высокоуглеродистых сталей.
Химический состав сварочной проволоки оказывает основное влияние на качество сварного соединения. Исходя из этого и в соответствии с ГОСТ, и выбирают марку проволоки в зависимости от химического состава свариваемого сплава.
Так для сварки низколегированных сталей применяют малоуглеродистые марганцевые и кремнемарганцевые сварочные проволоки марок — СВ-08ГС, СВ-08ГА, СВ-10Г2, СВ-08Г2С. Для производства сварочных работ с высоколегированными сталями применяют специальную сварочную проволоку легированную: ванадием, титаном, ниобием, молибденом, хромом и никелем.
Металл легирующей присадки, и его процентное содержание определяется химическим составом свариваемой стали.
Подавляющее большинство сварочных технологий никак не могут обойтись без сваривающих компонентов. И легированная проволока как нельзя лучше подходит под определение таких материалов.
Проволока сварочная легированная
Легированная проволока весьма распространена в качестве присадочного материала при сварке или же как полуфабрикат для изготовления электродов. Характеристики позволяют использовать ее в широком спектре работ, таких как ручная, автоматическая и полуавтоматическая сварка.
Типы проволоки
По химическому составу выделяют несколько типов проволоки. Различные сорта, в зависимости от содержащихся примесей, применяют при сваривании самых разнообразных типов металлов:
- Высоколегированная проволока содержит множество дополнительных добавок.
- Среднелегированная проволока содержит меньшее количество присадок, что позволяет использовать ее в большинстве видов сварочных работ.
- Низколегированная проволока обладает минимальным содержанием примесей и содержит примерно 0.2 процента углерода, что позволяет сваривать углеродистые металлы или же стальные сплавы.
От количества и процентного содержания примесей, таких как углерод или никель, зависит приемистость проволоки к металлу.
Габариты
Легированную проволоку сматывают в бухты сотнями метров, которые в зависимости от диаметра проволоки могут весить довольно много. Так, например, бухта проволоки диаметром 0.3 миллиметра уже будет весить 4 килограмма, а вес бухты 12 миллиметровой проволоки может доходить и до 40 килограмм. Цена проволоки в первую очередь связанна с габаритами и количеством разнообразных присадок. Чем больше примесей в сплаве, тем выше стоимость.
Состав и характеристики
При производстве проволоки состав строго определяется ГОСТом. Список продукции входящий в ГОСТ 2246-70 весьма длинный и вот только количественное содержание различных типов легированной проволоки:
- углеродосодержащие сорта со строго определенным количеством азота – 6 штук;
- низколегированные сорта – 30 штук. 7 сортов включающих марганец. Примерно 20 сортов содержащих хром. Остальные виды основываются на никеле и молибдене. Но, несмотря на различия, каждый сорт содержит около 3 разновидностей металлов входящих в сплав.
 Содержание главного компонента добавки типа никеля, молибдена или хрома, как правило, не превышает 2-3 процента;
Содержание главного компонента добавки типа никеля, молибдена или хрома, как правило, не превышает 2-3 процента; - высоколегированные сплавы, в качестве материала для проволоки, могут содержать в основе добавок титан, молибден, хром и прочие. Количество присадок может доходить до 6, а процентное содержание основной из них может доходить до четверти от всей массы сплава.
Применение
Проволока сварочная легированная применяется в различных ситуациях. При сварке различают всего 2 варианта применения. Различные материалы требую разного подхода и как следствие проволоку различной толщины и состава.
Первый способ применения – это использование в качестве материала для сварочного аппарата автоматического или же полуавтоматического типа. Кусок проволоки значительной длины наматывают на подающий барабан, а конец протягивают через вальцы подающего канала. В данном случае проволока не должна быть толще 6 миллиметров в диаметре, это обусловлено конструкцией большей части сварочных аппаратов.
Второй вариант использования – это применение в качестве электродов. Проволоку рубят на отрезки специальной гильотинкой и покрывают флюсом. Легированную проволоку толще 6 миллиметров, как правило, используют именно так.
Для проведения сварочных работ используется проволока. В настоящее время существует несколько её разновидностей. Одним из востребованных видов продукции является проволока с высоким уровнем легирования СВ08Г2С. Ее применяют для различных видов сварочных работ. Также она используется в качестве одного из материалов при производстве электродов для наплавочных работ.
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях
. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.

При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки
. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Требования к сварочной проволоке СВ08Г2С
В государственном стандарте 2246-70
зафиксированы технические характеристики и химический состав изделий для сварки этим метизом. Нормативными документами регулируется содержание в этом материале следующих элементов в процентах:
Такими элементами, как алюминий, ванадий и рядом других омедненная легированная проволока СВ08Г2С обычно не легируется. Допустимым является наличие в ней марганца в количестве от 0,65 до 2,1%. Отметим, что это требование предъявляется лишь к метизу, у которого диаметр не превышает величины 1,4 мм
. Если производится обычная проволока, то в ней содержание меди не может быть более 0,25%. Нормативами допускается содержание в ней до 0,01% азота. Такой метиз используется не только для сварочных работ, но и для наплавки.
В настоящее время метиз этой марки выпускается сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может доходить до 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Если имеется разрешение от потребителя, то легированная сварочная проволока может поставляться в катушках или кассетах
. При этом она должна состоять из отрезков без разрывов. Намотка изделия выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключено.
Важные характеристики
У легированной сварочной проволоки СВ08Г2С величина сопротивления на разрыв должна колебаться от 882 до 1372 МПа. Такие требования предъявляются к сварочному метизу диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражено в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может термически обрабатываться, если эти показатели не обеспечены технологией производства.
Омедненная проволока для сварки марки СВ08Г2С на своей поверхности имеет остатки мыльного смазочного состава
. Стоит сказать, что его наличие не является нарушением требований государственных нормативов. Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит.
Стоит сказать, что его наличие не является нарушением требований государственных нормативов. Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит.
Зачем следует знать коэффициент наплавки?
Выполняя работы по наплавке, специалист должен знать, какой коэффициент наплавки имеет используемая им проволока. Под ним следует понимать величину, которая описывает наплавляемый за конкретное время металл при определенной силе тока. Коэффициент наплавки метиза обычно составляет не менее 8,5 г/А*ч
. Обычное его значение зависит от:
- химического состава метиза;
- типа покрытия изделия;
- полярности и рода тока, который используется для выполнения наплавки.
Производительность операций по наплавке во многом зависит от коэффициента наплавки метиза СВ08Г2С. Также этот показатель влияет на число потерь сварочного шва на испарение, а также на разбрызгивание и окисление. Еще рассматриваемый показатель определяет коэффициент расплавления основного металла, а также целый ряд других важных характеристик и операций по сварке.
Расшифровка марки проволоки ее достоинства
Большой сложности в понимании того, что собой представляет сварочная проволока марки СВ08Г2С, не представляет. Литеры в самом начале означают сварочную проволоку. Цифры 08 указывают на содержание в составе проволоки сотых долей углерода. Литера Г означает марганец, а цифра после неё – количественное содержание в проволоке этого элемента — 2%. Литера С означает кремний
. Если число после этой буквы отсутствует, то это следует понимать как то, что кремний содержится в проволоке описываемой марки в количестве менее 1 процента.
В составе сварочного метиза этой марки присутствует марганец. Благодаря ему обеспечивается повышение прочностных характеристик соединения, поскольку этот элемент формирует выраженную кристаллическую решетку сварного соединения. Кремний обеспечивает улучшение механических свойств изделия. У метиза, описываемого в этой статье, содержание кремния и марганца является оптимальным (0,83/1,95). Благодаря этому обеспечивается ряд преимуществ
ее применения для операции по наплавке:
- её использование позволяет получить соединение высокого качества;
- метиз обеспечивает высокие прочностные характеристики шва;
- благодаря ей обеспечивается минимальная себестоимость изготовления сварного материала;
- метиз этой марки имеет стабильный и химический состав.

Заключение
При выполнении сварочных работ не обходится без использования сварочной проволоки. Она позволяет создать качественное сварное соединение. В настоящее время на рынке доступно большое количество марок
сварочной проволоки. Многие специалисты при выполнении работ по сварке используют метиз СВ08Г2С. Благодаря компонентам, входящим в состав, её применение позволяет качественно выполнить сварочные работы и получить надежное сварное соединение.
Существуют различные виды сварочной проволоки, которые с переменным успехом применяются во всех областях сварки, так как обладают разнообразным составом, каждый из которых больше подходит для своей ситуации. Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.
Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.
Простым примером может стать сварка нержавейки, во время которой шов теряет свою коррозионную стойкость, если не применять дополнительное легирование. В остальных сплавах действует тот же принцип, только в некоторых случаях новые компоненты могут увеличить относительное растяжение металла, что поможет бороться с образованием трещин, поможет обрести дополнительную пластичность, когда деталь находится в постоянном движении. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
Такие разновидности применяются для сварки медных труб, алюминия, нержавейки, чугуна, легированных сталей, никеля и его сплавов, а также прочих деталей. Стоит отметить, что даже, казалось бы, незначительные вкрапления, которые составляют несколько процентов, а то и десятые доли, оказывают существенное влияние на свойства присадочного материала. Именно по этой причине проволока сварочная высоколегированная изготовляется в строгом соответствии с заданными стандартами, что и обеспечивает точный подбор состава под параметры сваривания. Изготовляется проволока сварочная легированная по ГОСТ 2246-70.
Именно по этой причине проволока сварочная высоколегированная изготовляется в строгом соответствии с заданными стандартами, что и обеспечивает точный подбор состава под параметры сваривания. Изготовляется проволока сварочная легированная по ГОСТ 2246-70.
Одни и те же марки, идентичные по составу, производят с различным диаметром, что позволяет применять их для заготовок разнообразной толщины. К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
Преимущества
- Материал позволяет компенсировать те недостатки, которые имеет металл или сплав в своих свойствах сваривания;
- Проволока повышает эффективность сварочного соединения и делает его более надежным и долговечным;
- Правильно подобранный состав может изменить технические характеристики шва в лучшую сторону за счет легирующих элементов;
- Зачастую такое присадочный материал не требует предварительной подготовки и хорошо взаимодействует с основным металлом заготовки;
- Широкий выбор вариантов позволяет всегда подобрать именно тот, который будет наиболее подходящим для вашего конкретного случая;
- Возможно использовать проволоку для ручной, полуавтоматической и автоматической сварки, в зависимости от выбранного аппарата, но это касается не всех марок.

Недостатки
- Практически все виды проволоки требуют дополнительной защиты в среде инертного газа, а также использования флюса для улучшения свойств сваривания;
- Себестоимость сварки становится выше, что не выгодно для частной сферы;
- Некоторые марки являются узкоспециализироваными и практически не распространены в широком кругу;
- Из-за большого разнообразия и сложного состава выбор подходящего материала становится более сложным.
Разновидности
Существует большое количество разновидностей данной проволоки, что обусловлено широким применением, почти для каждого вида металла и его сплава. Стоит выделить основные, самые распространенные варианты, которые предлагают современные производители:
- Омедненная сварочная проволока, которая изготавливается из легированной стали. Это один из самых распространенных вариантов, которые применяются в сварке. Она применяется для соединения стальных изделий, что требуется как в бытовых, так и в производственных условиях.

- Легированная омедненная проволока. Используется преимущественно для сварки труб с большим диаметром, так как создает хорошие герметичные швы и может работать в нескольких положениях. С ее помощью также можно соединять другие крупные детали.
- Низколегированная проволока, может иметь омедненную поверхность или нет. Это один из самых простых вариантов, который содержит относительно небольшое количество легирующих элементов. Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании.
Эта же проволока сварочная легированная диаметров 2 мм, 3 мм, 4 мм и 5 мм служит для производства некоторых видов электродов для электродуговой сварки.
Физико-химические свойства
Все свойства проволоки зависят от того, какие именно элементы входят в ее состав и в каком количестве. Естественно, что более широко рассматривать свойства рациональней в каждом конкретном случае, но можно отметить общие тенденции. Как правило, проволока имеет повышенную стойкость к коррозии, так как в ее функции входит восстановление легирующих элементов в основном металле. Помимо этого стоит отметить высокую пластичность и стойкость к упругим деформациям, так как швы получаются более вязкими и могут выдерживать большие нагрузки.
Как правило, проволока имеет повышенную стойкость к коррозии, так как в ее функции входит восстановление легирующих элементов в основном металле. Помимо этого стоит отметить высокую пластичность и стойкость к упругим деформациям, так как швы получаются более вязкими и могут выдерживать большие нагрузки.
Многие разновидности уменьшают теплопроводность основного материала, чтобы снизить вероятность появления тепловой деформации, что особенно заметно в теплочувствительных металлах. Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление.
Технические характеристики

Особенности выбора
Когда требуется подобрать подходящий присадочный материал, то в первую очередь обращают внимание на его состав. Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
Для каждого проблемного сплава нужно подбирать те легирующие элементы, которые смогут нейтрализовать негативные моменты.»
Вторым важным моментом является толщина. Газовую и дуговую сварку в среде защитных газов зачастую применяют для относительно тонких металлов, но среди размеров диаметра проволоки можно встретиться варианты от 1 до 8 мм. Для каждой толщины требуется свой температурный режим. Стоит заранее ознакомиться, какой флюс нужен для улучшения свойств сваривания присадочного материала, чтобы увеличить качества соединения и надежности. Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки.
Особенности сварки
Если применяется сварочная проволока СВ06Х14, или другая легированная разновидность, и толщина металла составляет более 4 мм, то следует заняться разделкой кромок, иначе возникает большой риск, что глубина не будет полностью проварена. Большинство марок не требуют подготовки и очистки, но этого может требовать основной металл, так что не стоит забывать о данном факторе. При термочувствительных металлах, которые могут пострадать от резких перепадов температур, нужно обеспечить предварительный подогрев, причем это касается и самой проволоки, чтобы на момент взаимодействия с основным металлом они были, примерно, одинаковой температуры. В этом же случае, после окончания сваривания шов требуется подогревать и медленно остужать.
Большинство марок не требуют подготовки и очистки, но этого может требовать основной металл, так что не стоит забывать о данном факторе. При термочувствительных металлах, которые могут пострадать от резких перепадов температур, нужно обеспечить предварительный подогрев, причем это касается и самой проволоки, чтобы на момент взаимодействия с основным металлом они были, примерно, одинаковой температуры. В этом же случае, после окончания сваривания шов требуется подогревать и медленно остужать.
Популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ.
Сварочная проволока CARBOFIL Мо
Заказать
|
Соответствие стандартам:
|
DIN EN 12070
|
G Mo
|
|
|
DIN 8575
|
SG Mo
|
|
|
AWS/ASME SFA — 5.
|
ЕR 80 S-G
|
|
|
|
 28
28 Сравнительный номер материалов: 1.5424
Применение и свойства:
Средне легированная сварочная проволока для MAG-сварки теплоустойчивых котловых и трубных сталей с рабочей температурой до 530 оС. Сварку проводят в среде газовых смесей, например, Inarc K 18. Принять во внимание предписания для основного материала по термообработке перед и после сварки.
Материалы:
Соединительная сварка легированных сталей
| |||
№ материалов
|
DIN обозначение
|
№ материалов
|
DIN обозначение
|
P235
|
St 35.
|
P265
|
St 45.8
|
P235GH, 15 Mo 3
|
HI, HII
|
P295GH, 16Mo3
|
17 Mn 4, 19 Mn 5
|
L360 to L415
|
StE 360.7 (TM)-StE 415.7 (TM)
|
L485
|
StE480.7 (TM)
|
—
|
StE 255
|
S(P)275 to S(P)460
|
StE 285 to StE 460
|
—
|
X 52, X 56, X 60
|
—
|
—
|
Химический состав сварочной проволоки, %
C
|
Si
|
Mn
|
Cr
|
<0,12
|
0,6
|
1
|
0,5
|
Химический состав наплавленного металла, %
C
|
Si
|
Mn
|
Cr
|
0,05-0,10
|
0,2-0,7
|
0,5-1,0
|
0,4-0,5
|
Механические свойства сварного шва
Тип нагрева
|
Предел текучести, Н/мм2
|
Предел прочности, Н/мм2
|
Удлинение, %
|
Ударная вязкость (KCV), Дж
| |
+20оС
|
-20оС
| ||||
Как при сварке
|
>430
|
520-620
|
>22
|
>80
|
>47
|
Сталь отожженная*
|
>380
|
480-560
|
>22
|
>80
|
>47
|
* 15 часов при 580 оС
Химический состав и механические свойства защитного газа:
DIN EN 439 — M21 (82% Ar / 18%CO2)
M21 (ARCAL 21)
Расход 12 л/мин для Æ 0,8 мм, 15 л/мин для Æ 1,2 мм
Форма поставки
Тип шпули (катушки) К300 (15 кг)
| ||||
Диаметр проволоки, мм
|
0,8
|
1,0
|
1,2
|
1,6
|
Соответствие ТУ: TÜV, TÜV Австрия, UDT
Одобрения: DB, ÖВВ, Controlas
Тип тока/ Полярность/ Позиции для сварки
Консультация специалиста
Если у вас возникли вопросы по заказу продукции, вам требуется квалифицированнная помощь?
Наши специалисты всегда подскажут правильное решение и помогут вам сделать выбор.
Позвоните по телефону:
+7 (812) 331-74-70
Написать вопросОбратный звонок
Вернуться к списку продукции
Продукты — Washington Alloy
Поиск по категориям
Washington Alloy с гордостью предлагает широкий ассортимент высококачественной сварочной продукции от А до Я. От алюминиевых до циркониевых сплавов, сварочной проволоки до сварочных прутков, электродов с покрытием, наплавки твердым сплавом, аксессуаров и многого другого — мы предлагаем непревзойденный ассортимент сварочных изделий для вашего удобства. Все это доступно с доставкой в тот же день для большинства заказов.
Если вы не можете найти продукты, которые вы ищете в наших списках, пожалуйста, свяжитесь с нами сегодня, и мы будем рады помочь вам найти идеальный продукт для вашего приложения.
Ищи:
Сварочная проволока MIG
Мягкая сталь
Низколегированная/высокопрочная сталь
Нержавеющая сталь
Алюминий
Медный сплав
Сплав 67 (ERCuNi)
Алюминий Бронза A1 (ERCuAl-A1)
Алюминиевая бронза A2 (ERCuAl-A2)
Алюминиевая бронза A3 (ERCuAl-A3)
Deox Copper (ERCu)
Марганцево-никель-алюминиевая бронза (ERCuMnNiAl)
Никель-алюминиевая бронза (ERCuNial)
Фосфор-бронза A (ERCuSn-A)
Фосфорная бронза C (ERCuSn-C)
Кремниевая бронза (ERCuSi-A)
Никелевый сплав
Титан
Разное
AZ61A (магний)
AZ92A (магний)
Tensileweld
Проволока для сварки TIG
Мягкая сталь
Низколегированная/высокопрочная сталь
Нержавеющая сталь
Алюминий
Никелевый сплав
59 (ЭРНиХрМо-13)
60 (ЭРНиХМ-7)
61 (ЭРНи-1)
617 (ЭРНиХрСоМо-1)
62 (ЭРНиХрФе-5)
625 (ЭРНиХрМо-3)
1FeCr-65 (ЭРНиХрМо-3)
65 (ЭРНиХрМо-3)
67 (ERCuNi)
718 (ERNiFeCr-2)
82 (ERNiCr-3)
C22 (ERNiCrMo-10)
C276 (ERNiCrMo-4)
C4 (ERNiCrMo-7)
Вт (ERNiCrMo-3) X (
) ЭРНиХрМо-2)
Газовый стержень
Кобальт-1
Кобальт-6
Кобальт-12
Кобальт-21
R45
R60
Низкотемпературная бронза с флюсовым покрытием
Малодымящая бронза (RBCuZn-C)
Морская бронза (RBCuZn-A)
Никелевая бронза (RBCuZn-B)
Никель-серебро (RBCuZN-D)
Нейзильбер с флюсовым покрытием
Фосфорная медь
Титан
Инструментальная сталь
A2 (937T)
D2 (938T)
S7 (943T)
h23 (959T)
M2 (966T)
Нержавеющая сталь с флюсовым покрытием TIG
Серебро
Разное
AZ61A (магний)
AZ92A (магний)
Tensileweld
Порошковая проволока для алюминия
Порошковая сварочная проволока
Мягкая сталь
Eagle-arc 719 (E71T-1C/1M, 9/9M, H8)
BW 799 (E71T-1C/1M, 9C/9M, H8)
SuperFlow 71 (E71T-1C/1M, 9C/9M , Н8)
Nippon Steel SF-1A (E71T-1M, 9M, h5)
E70C-6M
E70T-1
E71T-11
E71T-GS
Low Alloy / High Strength
E81T1-B2
E81T1-Ni1
E81T1-Ni2
E81T1-W
E91T1-B3
E91T1-K2
E110T1-K3
E110T5-K4
E111T1-K3
Нержавеющая сталь
Никелевый сплав
сварочные электроды
Мягкая сталь
Нержавеющая сталь
Алюминий
E4043
Медный сплав
Фосфорная бронза A (ECuSn-A)
Фосфорная бронза C (ECuSn-C)
Rainier 3A
Rainier 40 (ECuMnNiAl)
Rainier 46 (ECuNiAl)
Ренье 4A (ECu)
Ренье 5A (ECuAl-A2)
Ренье 6A (ECuSi)
Никелевый сплав
Чугун
Специальное назначение
Уголь для строжки
Уголь с омедненным покрытием
Плоский уголь с медным покрытием
Полый уголь с медным покрытием
Шарнирный уголь с медным покрытием
Вольфрамовые электроды
сварка под дугой
Мягкая сталь и высокопрочная сталь
Нержавеющая сталь
Детали и аксессуары
Оборудование и детали для обеспечения безопасности
Мыльный камень и держатели
Стержневые печи
Инструменты и разъемы
bedra: berAlweld® — проволока для пайки и сварки алюминия
Индивидуальные решения для сварки алюминиевых сплавов
Инновации — это наша страсть, а добавление ценности — наша цель. С 1889 года мы предлагаем нашим клиентам инновационные и устойчивые решения, повышающие ценность бизнеса. Сегодня ничем не отличается, поскольку мы представляем berAl сварка ® — наши инновационные решения для сварки алюминиевых сплавов.
С 1889 года мы предлагаем нашим клиентам инновационные и устойчивые решения, повышающие ценность бизнеса. Сегодня ничем не отличается, поскольку мы представляем berAl сварка ® — наши инновационные решения для сварки алюминиевых сплавов.
В настоящее время мы предлагаем нашим клиентам серию сплавов berAl ® из девяти различных алюминиевых сплавов для сварки. Как узкоспециализированные продукты, наши проволочные решения для сварки алюминиевых сплавов характеризуются специфическими свойствами.
Независимо от того, используете ли вы сварку MIG или TIG, широкий ассортимент продуктов berAl Weld ® охватывает широкий спектр областей применения в различных отраслях промышленности, таких как автомобилестроение, строительство, химическая, пищевая промышленность и судостроение.
Преимущества проволоки для пайки и сварки алюминия
berAl Weld®
berAl Weld ® проволока для пайки и сварки создана на основе качества, мастерства и ноу-хау, используемых в нашей оригинальной линейке сварочной продукции berco Weld ® . Эти новые алюминиевые проволоки для пайки и сварки обеспечивают хорошую текучесть и повышенную коррозионную стойкость.
Эти новые алюминиевые проволоки для пайки и сварки обеспечивают хорошую текучесть и повышенную коррозионную стойкость.
берАл 9Сварка 0010 ® впечатляет своей низкой чувствительностью к горячему растрескиванию и обеспечивает яркую, почти бездымную сварку. Кроме того, наша проволока из алюминиевого сплава отвечает самым высоким требованиям к прочности на растяжение, предъявляемым нашими клиентами.
berAl Weld ® проволока для пайки и сварки поставляется в нескольких вариантах упаковки, таких как катушки (пластиковые или стальные), стержни или барабаны – в соответствии с вашими требованиями.
Слышали ли вы об инновационной упаковке Bedrabox? Благодаря большому количеству наполнения в сочетании с непрерывной подачей проволоки практичная кровать-бокс устраняет необходимость трудоемкой замены катушек. Значительно сокращаются дорогостоящие простои производства. Это интеллектуальное решение для упаковки поддерживает ваши процессы и помогает повысить производительность. Заинтересованы? Тогда, пожалуйста, свяжитесь с нами.
Заинтересованы? Тогда, пожалуйста, свяжитесь с нами.
Наши приложения
Автомобильная промышленность
Закрыть
Автомобильная промышленность
Строительство железнодорожных путей
Закрыть
Строительство железнодорожных путей
Судостроение
Закрыть
Судостроение
Химическая промышленность
закрыть
Химическая промышленность
Промышленность
Закрыть
Промышленность
Строительство
Закрыть
Строительство
Электронная промышленность
Закрыть
Электронная промышленность
Строительная промышленность
закрыть
Строительная промышленность
Обзор нашей продукции
berAl Weld®
berAl Weld® M1070
berAl Weld ® M1070 характеризуется высоким содержанием алюминия (99,7 %) и особенно хорошей текучестью. Подходит для электрических кабелей и тепловых компонентов.
Подходит для электрических кабелей и тепловых компонентов.
К сплаву
berAl Weld® M1450
Сварной шов berAl ® M1450 характеризуется высоким содержанием алюминия (95,5 %) и особенно хорошей текучестью. Подходит для электрических кабелей и тепловых компонентов, хорошая стойкость к азотным кислотам.
К сплаву
berAl Weld® M4043
berAl Weld ® M4043 является наиболее распространенным сварочным сплавом в серии 4000. Основным легирующим компонентом является кремний, повышающий текучесть. M4043 снижает чувствительность к горячему растрескиванию.
К сплаву
berAl Weld® M4047
Высокое содержание Si в berAl Wel ® M4047 снижает чувствительность к послесварочному растрескиванию и снижает чувствительность к послесварочному растрескиванию. Содержащийся кремний обеспечивает яркую сварку почти без дыма.
К сплаву
berAl Weld® M5087
berAl Weld ® M5087 впечатляет своей превосходной устойчивостью к коррозии при повышенных температурах до 80°C в морской воде. Содержащиеся хром и цирконий снижают восприимчивость к сварочным трещинам.
К сплаву
berAl Weld® M5183
berAl Weld ® M5183 впечатляет своей превосходной коррозионной стойкостью к морской воде и подходит для применения в морской воде.
К сплаву
berAl Weld® M5356
berAl Weld ® M5356 — это наиболее распространенный сплав 0N/²2 с превосходной свариваемостью и превосходной свариваемостью с 5000-й серией.
К сплаву
berAl сварка® M5554
berAl сварка ® M5554 впечатляет своей высокой коррозионной стойкостью и пригоден для длительной эксплуатации при повышенных температурах 60-65°С при 60-65°С.
К сплаву
berAl Weld® M5754
berAl Weld ® M5754 впечатляет своей высокой коррозионной стойкостью и очень хорошим цветовым соответствием анодированных деталей.
К сплаву
berAl Сварка брошюра в виде флип-каталога
Быстро и легко конвертируйте различные единицы измерения с помощью нашего инструмента преобразования единиц измерения
У вас остались вопросы? Воспользуйтесь нашим конфигуратором проводов!
berAl Weld® брошюра Брошюра о принадлежностях Презентация бизнес-подразделения bedraWELDING Обзор катушек
Пожалуйста, свяжитесь со мной и моей командой
Кристиан Витт
Директор по продажам Welding Aluminium Europe
bedra Германия
Тим Джозеф
Директор по продажам Welding North America
bedra США
Gini Xia
Ассистент директора по продажам Welding Asia
bedra China
Наш информационный бюллетень
Подпишитесь на нашу новостную рассылку сейчас, чтобы всегда получать последние новости по электронной почте.
У вас есть вопросы о нашей продукции?
Воспользуйтесь нашим конфигуратором проводов!
Пожалуйста, выберите Проволока электроэрозионнаяПроволока для сварки и пайкиЭлектронная проволокаЯкорная проволокаПроволока сопротивленияСпециальная проволока
Закрыть
Поиск
Цена металла
К обзору
Новости
- НовостиКалькулятор сравнения стоимости EDM
Сравните провода EDM и определите свою экономию
- НовостиПриглашение на Wire 2022
Назначить встречу на Wire 2022 с продавцом bedra
- Проволочная кнопка
- Искатель сплава
- Калькулятор сравнения стоимости электроэрозионной обработки
- Цена металла
- Обзор катушки
- Медиацентр
- Часто задаваемые вопросы
Продукты
- bedraEDM
- Кровать СВАРКА
- Проволока для пайки и сварки медная
- Проволока для пайки и сварки алюминия
- Кровать WELDING Принадлежности
- кроватьELAS
- Сплавы от А до Я
- кровать Вьетнам
Продукты — Сплавы Astrolite — Титановая сварочная проволока
Перейти к содержимому
ТИТАН | НИКЕЛЬ | КОБАЛЬТ | АЛЮМИНИЙ
| ЧУГУН / НЕРЖАВЕЮЩАЯ СТАЛЬ | Другие
| Обычные оценки титана AWS | |||||||||||||
| AMS-4951 | AWS A5. 16 ER TII-2 16 ER TII-2 | Astrolite 8.16.| 689. | 66666689. | 666666666689. | 66666666666689. | 66666666689 | 6.16.16. | 689 | 6.16.16.0661 | | |||
| AMS-4952 | Astrolite ® Ti 6-2-4-2 | ||||||||||||
| AMS-4954 | AWS A5.16 ERTi 5 | Astrolite ® Ti 6Al – 4V | |||||||||||
| AMS-4956 | AWS A5.16 ERTi-23 | Astrolite ® Ti 6AL-4V ELI | |||||||||||
AWS A5.16 ERTi-1 | Astrolite® ЭРТи-1 | ||||||||||||
AWS A5.16 ER Ti-7 | Astrolite® ERTi-7 | ||||||||||||
AWS A5.16 ER Ti-11 | Astrolite® ERTi-11 | ||||||||||||
AWS A5. | Astrolite® ERTi-12 | ||||||||||||
| AMS-5786 | AWS A5.14 ERNIMO-3 | Astrolite ® Alloy H-W | |||||||||||
| AMS-5798 | AWS A5.14 ERNiCrMo-2 | Astrolite ® Alloy H-X | |||||||||||
| AMS -5800 | Astrolite ® Rene 41 | ||||||||||||
| AMS-5817 | Astrolite ® Greek Ascoloy | ||||||||||||
| AMS-5828 | Astrolite ® Waspaloy | ||||||||||||
| AMS-5832 | AWS A5.14 ERNIFECR-2 | Astrolite ® Alloy 718 | |||||||||||
| AMS-5836 | AWS A5.14 ERNiFeCr -2 | Astrolite ® Alloy 82 | |||||||||||
| AMS-5837 | AWS A5.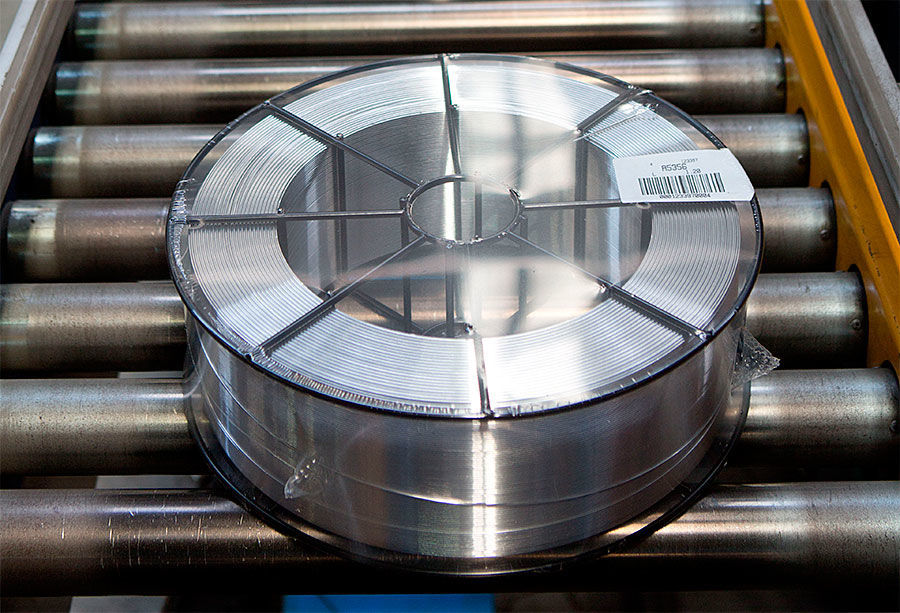 14 ERNiCrMo-3 14 ERNiCrMo-3 | Astrolite ® Alloy 625 | |||||||||||
| AMS-5838 | Astrolite ® H-S | ||||||||||||
| AMS-5839 | AWS A5.14 ERNiCrWMo-1 | Astrolite ® Alloy 230W | |||||||||||
| AMS-5887 | AWS A5.14 ERNiCrCoMo-1 | Astrolite ® Alloy 617 | |||||||||||
| AMS-5964 | Astrolite ® ATI ® 718Plus ® | ||||||||||||
| AMS-5966 | Astrolite ® Alloy 263 | ||||||||||||
| AWS A5.14 ERNiCrMo-4 | Astrolite ® Alloy C276 | ||||||||||||
| Haynes ® 282 ® | |||||||||||||
| AMS-5789 | Astrolite ® Alloy 310661 | ® | ® 310661 | ® | 66966669666696666966666966666966666966666966696669666666666669н. 0661 0661 | Astrolite ® Alloy L-605 | |||||||
| AMS-5801 | Astrolite ® Alloy 188 | ||||||||||||
| Common AWS Titanium Grades | |||||||||||||
| AMS -4180 | AWS A5.10/A5.10M:1999 ER1100 R1100 | Astrolite ® 1100 Aluminum | |||||||||||
| AMS-4184 | AWS A5.10/A5.10M:1999 ER4145 R4145 | Astrolite ® 4145 Aluminum | |||||||||||
| AMS-4190 | AWS A5.10/A5.10M:1999 ER4043 R4043 | Astrolite ® 4043 Aluminum | |||||||||||
| AMS-4191 | AWS A5.10 ER 2319 | Astrolite ® 2319 Aluminum | |||||||||||
| AMS-4246 | AWS A5.10 R-A 357.0 | Astrolite ® 357 Aluminum | |||||||||||
AWS A5. 10/A5.10M:1999 ER5356 R5356 10/A5.10M:1999 ER5356 R5356 | Astrolite ® 5356 Aluminum | ||||||||||||
| AMS-5680 | AWS A5.9 ER347 | Astrolite ® 347 Stainless | |||||||||||
| AMS-5689 | AWS A5.9 ER321 | Astrolite ® 321 Stainless | |||||||||||
| AMS-5776 | AWS A5.9 ER410 | Astrolite ® 410 Stainless | |||||||||||
| AMS-5794 | Astrolite ® Alloy N-155 | ||||||||||||
| AMS-5823 | Astrolite ® Jethete M190 | ||||||||||||
| AMS-5825 | AWS A5.9 ER630 (ранее 327) | Астролит ® 17–4 нержавеющая среда | |||||||||||
| AMS-6457 | AMS-6457 | AMS-6457 | AMS-6457 | AMS-6457 | AMS-6457 | AMS-6457 | |||||||
AMS-6457. 0659 0659 | AMS-6458 | Astrolite ® 17-22VM | |||||||||||
| AWS A5.24 R60702 | Astrolite ® ZR 702 | ||||||||||||
 16 ER Ti-12
16 ER Ti-12Ищи:
Астролит Сплавы
Отд. Tricor Industrial, Inc.
800-235-5935
ФАКС: 805-487-9694
201 Круг Бернулли
Блок Б и С
Окснард, Калифорния 93030
Сварка алюминия MIG для начинающих
Последнее обновление: от Garrett Strong
Если вы хотите сварить MIG алюминий с помощью сварочного аппарата с подачей проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку MIG мягкой стали, то вам, перед началом сварки алюминия методом GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используются те же угол горелки и расход газа (20–30 куб. футов в час).
футов в час).
Однако на этом сходство заканчивается.
Основы сварки алюминия MIG
Алюминий – сложный металл для сварки MIG-сваркой, поскольку он требует больше тепла, чем мягкая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 ga. До 18 га. Если тоньше, вам понадобится сварочный аппарат TIG.
Сварочный аппарат TIG позволяет сварить банку из-под газировки. Довольно круто.
Сварка алюминия проволочным сварочным аппаратом печально известна неожиданным прожогом, и сварочная ванна буквально проваливается сквозь заготовку, если вы двигаетесь недостаточно быстро.
Поэтому не пытайтесь сваривать тонкие куски алюминия.
При сварке мягкой стали MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление. Тем не менее, с алюминием сварочная ванна напоминает «мокрую фольгу».
Вы не увидите расплавленной раскаленной сварочной ванны с алюминием. Требуется время, чтобы почувствовать, когда алюминиевая сварочная ванна становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Требуется время, чтобы почувствовать, когда алюминиевая сварочная ванна становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость перемещения при сварке MIG алюминия
Хорошее эмпирическое правило — использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость перемещения.
Как я уже говорил, поначалу вам будет неудобно быстро передвигаться с алюминиевой горелкой MIG, пока вы к ней не привыкнете.
Сварка стали методом MIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в месте соединения, что приводит к расплавлению сварочной ванны.
При сварке алюминия в большинстве случаев используется струйный перенос.
Распылительный перенос — это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это повысить напряжение и использовать правильную газовую смесь.
Все, что вам нужно сделать, это повысить напряжение и использовать правильную газовую смесь.
Пистолет для сварки алюминия методом MIG
Если вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с подачей проволоки, вам понадобится пистолет для катушки.
Почему нельзя просто положить моток алюминиевой проволоки в сварочный аппарат MIG?
Поскольку алюминиевая проволока MIG намного мягче, чем сталь, и имеет тенденцию застревать в кабельном канале. Проволока не такая жесткая, как проволока из мягкой стали, поэтому вам придется компенсировать это с помощью шпульного пистолета.
Пистолеты для катушек хороши для сварщиков-любителей, и обычно внутрь можно поместить только небольшой 1-фунтовый рулон.
Преимущество шпульного пистолета заключается в том, что алюминиевой проволоке не нужно проходить через шланг MIG, где она может сломаться.
Здесь можно найти рекомендуемые мной сварочные аппараты MIG с катушечными пистолетами.
Сварка алюминия газовой смесью MIG
При сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25 % CO2 и 75 % аргона).
Для сварки алюминия в среде инертного газа вы должны использовать чистый защитный газ аргон.
Это позволит осуществить процесс переноса распыления.
Для более толстого алюминия (1/2” или более) добавляется от 25% до 75% гелия.
Обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
Сварка алюминия MIG требует, чтобы вы установили аппарат на DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны перемещаются от машины через заземляющий кабель и обратно через пистолет.
Важно, чтобы вы правильно установили этот набор, иначе ваши сварные швы не будут выходить.
Толкать или тянуть?
При сварке алюминия с помощью MIG всегда следует использовать переднее (толкающее) направление сварки. Это обеспечивает достаточное покрытие сварочной ванны защитным газом.
Это обеспечивает достаточное покрытие сварочной ванны защитным газом.
Вот удобное изображение, иллюстрирующее это.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это происходит из-за не ведения лужи с газовым покрытием.
С направлением проталкивания вы знаете, что получаете хорошее газовое покрытие.
Удаление оксида
Очень важно (ОЧЕНЬ важно) удалить оксид с алюминия перед его сваркой.
Вот почему…
Температура плавления оксида в два раза выше, чем у самого алюминия, и если вы его не удалите, ваши соединения не будут сплавляться.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (не стальная, потому что она загрязнит сварной шов).
Почистите алюминиевый шов, где будет производиться сварка, и все готово.
Как правило, при сварке MIG низкоуглеродистой стали вылет проволоки должен быть короче (1/4 дюйма). Вылет проволоки относится к количеству проволоки, которая выходит за пределы сопла MIG при сварке.
Вылет проволоки относится к количеству проволоки, которая выходит за пределы сопла MIG при сварке.
Для алюминия, так как он использует метод переноса распылением и сильно нагревается, вам необходимо использовать более длинный выступ проволоки. Вылет от ¾” до 1” – это хорошо.
Автор: Гаррет Стронг
Я владелец сайта MakeMoneyWelding.com. Сварка действительно вызвала у меня отклик, и я увлеченно этим занимаюсь уже почти 9 лет.лет сейчас. Недавно я получил квалификацию AWS, чтобы повысить свои навыки.
Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
Лучшая проволока для сварки алюминия методом MIG: что, почему и для чего
После обширных исследований я предлагаю вам выбрать лучшую проволоку для сварки алюминия методом MIG.
Вы узнаете какой провод лучше использовать и почему. И что нужно знать перед сваркой алюминия.
Алюминий — это мягкий металл, чувствительный к теплу, поэтому лучше понять несколько вещей, прежде чем браться за сварку.
Далее в этом посте вы получите помощь по тому, что вам следует знать.
Но для тех из вас, кто просто хочет увидеть список алюминиевых сварочных проволок MIG, вот они. Позже вы получите информацию о том, когда вы выберете каждый тип и когда.
Лучшая проволока для сварки MIG алюминия типа ER4043
* Раскрытие информации: ссылки ниже являются партнерскими ссылками. И без каких-либо дополнительных затрат для вас этот сайт получает комиссию за эти ссылки, если вы решите купить.
Вот список трех лучших сварочных проволок типа ER4043 MIG для сварки алюминия. Чтобы помочь вам найти катушку, вы можете щелкнуть текстовые ссылки ниже, чтобы увидеть, как они оцениваются на Amazon.
1. Hobart ER4043 Сварочная проволока для алюминия (*заработанные комиссионные)
- Количество сварочной проволоки – 1 фунт. Удобный размер для домашнего использования
- Доступные диаметры: диаметр 0,030 и диаметр 0,035
- Проволока для сварки алюминия общего назначения3
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Поддерживаемые позиции сварки: горизонтальное, вертикальное, горизонтальное и над головой
- Хорошо зарекомендовавшая себя проволока с прочной проволокой Amazon отзывы отзывов
2. Проволока для сварки алюминия Blue Demon ER4043 (*заработанные комиссионные)
Проволока для сварки алюминия Blue Demon ER4043 (*заработанные комиссионные)
- Вес 1 фунт
- Диаметр Доступные размеры: диаметр 0,030 и 0,035
- Поддерживаемые положения сварки: плоское, вертикальное, горизонтальное и над головой
- Популярная алюминиевая сварочная проволока с хорошими отзывами на Amazon
3. Lincoln Electric SuperGlaze ER4043 Алюминиевая сварочная проволока (*заработанные комиссионные)
- Вес 1 фунт.
- Доступные диаметры: диаметр 0,030 и 0,035
- Проволока общего назначения для сварки алюминия
- Может использоваться для сварки алюминиевых сплавов серии 6000
- Очень популярная проволока. Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
- Поддерживаются все положения сварки, кроме вертикального вниз
- Может также использоваться со смесью защитного газа аргон/гелий
Пример сварки алюминия
Лучшая проволока для сварки MIG алюминия Тип ER5356
Это мой список из 4 лучших сварочных проволок ER5356 MIG для алюминия. И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Пожалуйста, нажмите на ссылку, чтобы проверить.
И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Пожалуйста, нажмите на ссылку, чтобы проверить.
1. Алюминиевая сварочная проволока Hobart ER5356 (*заработанные комиссионные)
- Вес 1 фунт
- Диаметры Доступные размеры: диаметр 0,030 и 0,035
- Подходит для применения в соленой воде
- Положение сварки плоское, вертикальное, горизонтальное и над головой
- Хорошо зарекомендовавшая себя проволока с хорошей обратной связью
- Для использования с алюминиевыми металлами серии 5000
2. Blue Demon ER5356 Алюминиевая сварочная проволока (*Комиссионные)
- Вес 1 фунт.
- Диаметр Доступные размеры: диаметр 0,030 и диаметр 0,035
- Подходит для работы в соленой воде
- Поддерживаемые положения сварки: плоское, вертикальное, горизонтальное и потолочное
- Много положительных отзывов Amazon об этом проводе.
- Для использования с алюминиевыми сплавами серии 5000
3. Алюминиевая проволока Harris ER5356 для MIG (*комиссионные)
Алюминиевая проволока Harris ER5356 для MIG (*комиссионные)
- Вес 1 фунт
- Доступные размеры диаметра: диаметр 0,30
- Подходит для соленой воды Хорошо зарекомендовал себя на рынке
- Сварка во всех положениях: плоская, вертикальная, горизонтальная и потолочная
- Для алюминиевых сплавов серии 5000
4. Lincoln Electric SuperGlaze ER5356 (*заработанные комиссионные)
- Вес 1 фунт
- Доступные размеры диаметра: диаметр 0,035
- Подходит для применения в соленой воде
- Любимая проволока. Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
- Поддерживаются все положения сварки, кроме вертикального вниз
- Поддержка многопроходной сварки
- Может также использоваться со смесью защитного газа аргон/гелий
Примечание. Все вышеперечисленные провода могут поставляться с проводами большего диаметра. В своем обзоре я сосредоточился здесь на домашнем хобби-сварщике.
В своем обзоре я сосредоточился здесь на домашнем хобби-сварщике.
Вместе со сварочной проволокой Hobart для алюминия часто покупают пистолет Hobart spool runner 100, контактные наконечники Hobart 0,030 и гель для насадок Hobart.
И на то есть веские причины, это то, что вам нужно, чтобы приступить к работе со сварочным пистолетом Hobart.
Сварка алюминия MIG
Что нужно знать при сварке алюминия с помощью сварочного аппарата MIG?
Алюминий — это мягкий металл, который легко повреждается и чувствителен к теплу.
Ну и что?
Он рассеивает тепло в четыре раза быстрее, чем мягкая углеродистая сталь. Вот почему для сварки алюминия нужен сварщик, который может генерировать правильный тип тепла, поскольку говорят, что сварка алюминия высасывает тепло из сварщика.
Алюминий плавится при 1100 градусах. Я упоминаю об этом, потому что алюминий также вступает в реакцию с воздухом и окисляется на воздухе.
Этот оксидный слой, если его не очистить перед сваркой, не только выделяет сажу при сварке, но и плавится при температуре 3700 градусов, что означает, что вам потребуется еще больше тепла от сварщика для сварки грязного алюминия, и вы можете обнаружить пористость в сварном шве, когда вы делаете.
Зачем использовать сварочный аппарат MIG вместо TIG для сварки алюминия?
Использование MIG для сварки алюминия намного проще для новичка или даже для опытного сварщика MIG, который много варил, но никогда не алюминий.
Это связано с тем, что хороших результатов можно добиться с меньшими навыками и опытом.
Сварка MIG — это более быстрый процесс только потому, что по сравнению со сваркой TIG требуется меньше элементов, которые нужно обрабатывать и правильно выполнять.
При сварке MIG рекомендуется метод проталкивания (под углом горелки от 10 до 15 градусов), так как метод протягивания может привести к пористости сварного шва при сварке.
Если вы хотите узнать о достоинствах различных сварочных процессов, ознакомьтесь с моим документом «Лучший метод сварки для начинающих».
Пример углового сварного шва алюминия
Типы алюминия и алюминиевой проволоки
Стоит потратить время на то, чтобы выяснить, какой алюминиевый основной металл вы планируете сваривать.
Чистый алюминий слишком мягок для использования в литых деталях, поэтому для стабилизации алюминия и формирования сплавов используются другие металлы.
Если вы занимаетесь сваркой в домашних условиях, вы, вероятно, столкнетесь с несколькими типами алюминиевых сплавов: сплавы серии 4000, сплавы серии 5000 и сплавы серии 6000.
В этих сплавах алюминий, конечно, является основным элементом, как правило, более 90% сплава.
В алюминий серии 4000 добавлен кремний, а в алюминий серии 5000 добавлен магний.
В алюминий серии 6000 добавлены кремний и магний.
При сварке вы подбираете присадочный металл к добавке, добавляемой в алюминиевый сплав.
4043 и 5356 являются двумя наиболее часто используемыми алюминиевыми присадочными металлами в сварочных аппаратах MIG.
ЕР 4043
4043 — алюминиевая сварочная проволока общего назначения. Добавление кремния облегчает сварку, поскольку сварка более щадящая. Проволока
4043 обеспечивает сварной шов, который менее чувствителен к растрескиванию и имеет более блестящую и яркую поверхность. Используется для сварки алюминия серий 4000 и 6000.
Используется для сварки алюминия серий 4000 и 6000.
ER 5356
5356, вероятно, наиболее широко используемый алюминиевый провод.
Хотя эту проволоку труднее сваривать, она прочнее, чем 4043.
Это лучшая универсальная алюминиевая проволока. Он обычно используется для сварки лодок, потому что хорошо работает в соленой воде.
Используется для алюминия серии 5000.
5356 также используется для сварки велосипедов, сосудов высокого давления и алюминиевых деталей автомобилей.
Подача алюминия
Главное, о чем следует помнить, это то, что алюминий — мягкий металл.
А это означает, что алюминиевая проволока более тщательно подходит к сварочному наконечнику.
Я использую этот термин, потому что для успешной сварки алюминия используется шпулемет. Пистолет для катушки удерживает катушку с алюминиевой проволокой, поэтому вы эффективно подаете проволоку на шесть или семь дюймов от катушки до точки сварки, а не на восемь или десять футов через шланг вашей горелки MIG к наконечнику горелки.
Сварка алюминия с помощью шпульного пистолета
Использование шпульного пистолета означает, что вам понадобится сварочный аппарат, способный иметь насадку для шпульного пистолета, и вам нужно будет купить этот шпульный пистолет, прежде чем вы сможете сваривать алюминий.
Нужен ли защитный газ для сварки алюминия?
Да,
100% аргон используется в качестве защитного газа, и этот газ должен работать со скоростью 20-30 кубических футов в час, чтобы обеспечить надлежащий уровень защиты.
Не знаете, где и как достать баллон защитного газа, почитайте мою статью на сайте.
Требование использовать защитный газ с алюминиевой сварочной проволокой означает, что вам понадобится сварочный аппарат MIG, способный использовать защитный газ.
Размер диаметра алюминиевой проволоки 0,030 или 0,035
Например, Hobart рекомендует использовать 0,035 для основного металла толщиной от 1/16 до 1/4 дюйма. Но в зависимости от максимальных ампер, которые может достичь ваш сварщик, вам может быть лучше с проводом 0,030. Сопоставьте Ампер, необходимый для использования/расплавления 0,030 или 0,035, с тем, на что способен ваш сварщик. Взгляните на мой документ на сайте, где обсуждаются плюсы и минусы проволоки 0,030 по сравнению с 0,035.
Сопоставьте Ампер, необходимый для использования/расплавления 0,030 или 0,035, с тем, на что способен ваш сварщик. Взгляните на мой документ на сайте, где обсуждаются плюсы и минусы проволоки 0,030 по сравнению с 0,035.
Предварительный нагрев толстых алюминиевых соединений перед сваркой также может помочь, если вашему сварочному аппарату не хватает мощности.
Зачем покупать фирменную алюминиевую сварочную проволоку
Когда вы покупаете дешевые универсальные катушки с алюминиевой проволокой, вы можете столкнуться с несколькими проблемами, на которые вы не рассчитывали.
Сварочная проволока может быть намотана так туго, что соскакивает с катушки или повреждается, или
Наоборот, проволока намотана настолько свободно, что вы получите птичье гнездо проволоки еще до того, как начнете сварку.
В любом случае у вас будет возможность попрактиковаться во многих изменениях вашего контактного наконечника, потому что плохая подача проволоки вызвала обратное пригорание вашего наконечника!
Сварка тонкого алюминия MIG
Сварка тонкого алюминия, безусловно, намного сложнее из-за того, как металл ведет себя при нагревании. Тонкий металл легко прожигается сварочным аппаратом MIG.
Тонкий металл легко прожигается сварочным аппаратом MIG.
14 калибр Алюминий действительно является самым тонким материалом, который должен быть у стандартного сварочного аппарата MIG. Особенно для новичка или если у вас нет опыта сварки алюминия.
Для сварки тоньше 14 калибра требуется специальная установка для сварки MIG или, в идеале, установка TIG для сварки.
Начните сварку с чистым алюминием
Чистый основной металл важен для успешной сварки MIG алюминия.
Свариваемая деталь должна быть чистой от любых масел, окисления, краски или любых других загрязнений.
Пример грязного алюминия
Сначала удалите жир, масло или краску. Жир можно удалить ацетоном. Ацетон безопасен для алюминия. Узнайте, как использовать ацетон здесь.
После того, как жир, масло или краска удалены, вы можете использовать лепестковый диск для удаления оксида алюминия. Лучше всего выбрать тот, который сделан для алюминия. У меня есть информация о них в этой статье.
В качестве следующей идеально подходит ручная металлическая проволочная щетка. Выберите проволочную щетку с ручкой, предназначенную для работы с алюминием. У меня есть пост, который проведет вас через почему. Я также советую некоторые из лучших кистей для выбора. Используйте эту ссылку здесь, чтобы взглянуть.
При использовании щетки с электроприводом можно размазать поверхность, задерживая загрязнения, если только скорость не поддерживается низкой и щетка не используется с учетом мягкого металла.
При использовании ручной щетки, электрической щетки или лепесткового диска сохраните эти инструменты исключительно для работы с алюминием – я упоминал, что это мягкий металл?
Вы не хотите, чтобы мельчайшие частицы других металлов, с которыми вы использовали щетку или лепестковый диск, попали в алюминий, который вы пытаетесь сварить.
Сварка алюминия MIG Полярность
При сварке алюминия правильная полярность сварочного аппарата MIG очень важна для успешного выполнения сварки. Алюминиевая проволока требует, чтобы ваш сварочный аппарат MIG был настроен на DCEP (постоянный ток вашей горелки MIG электрически положителен).
Алюминиевая проволока требует, чтобы ваш сварочный аппарат MIG был настроен на DCEP (постоянный ток вашей горелки MIG электрически положителен).
Это означает, что ваша горелка MIG подключена к положительной клемме вашего сварочного аппарата.
Легко забыть изменить полярность, особенно если ваш сварочный аппарат умеет сваривать порошковой проволокой и для этого у вас установлена полярность горелки MIG на DCEN.
Если у вас возникли проблемы с дугой при использовании алюминиевой проволоки, дважды проверьте полярность. Возможно, вам придется изменить его.
Сварка алюминия методом MIG с помощью шпульного пистолета Видеоролик
Использование шпульного пистолета настоятельно рекомендуется, если не обязательно, если вы хотите сэкономить много времени и нервов. Посмотрите это восьмиминутное семнадцатисекундное видео Боба Моффата, в котором он рассказывает вам о процедуре использования катушки для сварки алюминия 9.0005
Советы по сварке MIG алюминиевых соединений внахлест с помощью пистолета-пулемета
Видео: Weld.com
Как хранить алюминиевую сварочную проволоку
Хранение алюминия требует осторожности.
Критическая проблема с алюминием заключается в том, что на воздухе алюминий окисляется. Создание пленочного покрытия, которое приводит к отделению избыточной сажи во время сварки. Кроме того, у вас будет электрическое сопротивление и сопротивление при подаче проволоки, а также трудности с укладкой алюминиевой проволоки.
Тогда вы можете обвинить своего сварщика. Затем вы можете заменить свой контактный наконечник, обвинив свой шпульный пистолет в неправильной подаче.
Даже если ваш защитный газ загрязнен или просто не проходит. Поиграйте с натяжением проволоки, когда ваша алюминиевая проволока все время окисляется.
Храните свой алюминий в хорошо закрытом контейнере, чтобы предотвратить попадание воздуха на провод, вдали от сырости или сильного холода. Даже перемещение холодной проволоки в более теплое и влажное место может привести к образованию конденсата внутри упаковки.
Сварка алюминия без газа MIG
Можно ли использовать эту проволоку без газа – нет.
Нет алюминиевой проволоки с флюсовым сердечником – хотите знать, почему? Взгляните на документ здесь на сайте.
Таблицы параметров сварки алюминиевой проволоки
Всегда полезно ознакомиться с параметрами сварки, предлагаемыми для выбора алюминиевой сварочной проволоки. Таким образом, вы можете проверить, совместима ли проволока с настройками, на которые способен ваш сварочный аппарат. то есть настройки усилителя, необходимые для расплавления провода, необходимые настройки напряжения, совместимые основные металлы и рекомендуемая длина выступа.
Вот ссылки на таблицы параметров сварки с рекомендуемой проволокой.
Hobart Maxal ER4043 data sheet
Hobart Maxal ER5356 data sheet
Blue Demon ER4043 wire specs
Blue Demon ER5356 wire specs
Lincoln Electric ER4043 wire specs
Lincoln Electric ER5356 wire specs
Harris ER4043 wire specs
Характеристики проволоки Harrus ER5356
Последние слова о лучшей сварочной проволоке для сварки MIG алюминия
Вот и итог моего исследования лучшей проволоки для MIG-сварки алюминия, какой, почему и какой.
Мантра сварщика для сварки алюминия одинакова, как и для любого типа сварки MIG. Практика, практика и еще раз практика – залог наилучшего сварного шва.
Дополнительные ресурсы
Передовой опыт Miller Welds
Lincoln Electric Выбор алюминиевой проволоки
Сплавы на основе кобальта – Polymet Corporation
| PMET # | Торговое наименование | Спецификация |
|---|---|---|
| ПМЕТ 905 | L-605 (сплав 25) | AMS 5796, MSRR 9500/23 |
| ПМЕТ 906 | Сплав 6 | AMS 5788, MSRR 9500/19, A5.21 ERCoCr-A |
| ПМЕТ 909 | март М 509 | B50TF89, PWA 1185, CROM RT 5027 B35 |
| ПМЕТ 912 | Сплав 12 | MSRR 9500/228, A5.21 ERCoCr-A |
| ПМЕТ 913 | Сплав 12H | MSRR 9500/15 |
| ПМЕТ 914 | FSX 414 | Б50А823 |
| ПМЕТ 918 | март М 918 | Б50А824, АМС 5814 |
| ПМЕТ 921 | Сплав 21 | AMS 5835, A5. 21 ERCoCr-E 21 ERCoCr-E |
| ПМЕТ 931 | Сплав 31 | AMS 5789, MSRR 9500/25 |
| ПМЕТ 972 | Мерл 72 | PWA 795, MSRR 9500/248 |
| ПМЕТ 980 | Т-800® | B50TF193, ПМР 34.071 |
| ПМЕТ 988 | Сплав 188 | АМС 5801 |
| ПМЕТ 994 | СМ 64 | B50TF55, PWA 694, MSRR 9500/226, DMR 34.070 |
PMET 905
AMS 5796 – L 605® сварочная проволока для компонентов горячей секции газовых турбин.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 10 | Bal | 20 | 15 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 1.5 | 0.1 |
 org/Table»>
org/Table»>Технический паспорт
SDS
PMET 906
AMS 5788 сварочная проволока для валов насосов, втулок насосов и седел клапанов.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| BAL | 28.5 | 4.8 |
| Мн | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
1. 2 2 |
Data Sheet
SDS
PMET 909
B50TF89- PWA 1185 – сварочная проволока Mar M 509® для лопаток и лопаток газотурбинных двигателей.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 10 | BAL | 23.6 | 7 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 0.2 | 3.5 | 0.4 | 0.6 |
Data Sheet
SDS
PMET 912
MSRR 9500/228 – сварочная проволока из сплава 12 для наплавки пиломатериалов и режущих инструментов.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| BAL | 2.5 | 29 | 8 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 1.5 |
| Rockwell Hardness |
|---|
| 44-50 C |
Data Sheet
SDS
PMET 913
MSRR9500/15 – Сварочная проволока из сплава 12 Н для деталей газотурбинных двигателей.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| BAL | 28.5 | 9 |
 org/Table»>
org/Table»>| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 1.9 |
| Rockwell Hardness |
|---|
| 45-54 C |
Data Sheet
SDS
PMET 914
B50A823 – FSX 414 LC Welding wire for nozzle guide vane repair of land-based gas turbines
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
 org/Table»>
org/Table»>Data Sheet
SDS
PMET 918
B50TF824, AMS5814, Turbaloy® 918, сварочная проволока Mar M 918 для лопаток газовых турбин.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 20 | BAL | 20 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 7.5 | 0. 07 07 |
Data Sheet
SDS
PMET 921
AMS 5835 – Alloy 21 welding wire for gas turbine components.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 2.75 | BAL | 27 | 5.6 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 0.3 |
| Rockwell Hardness |
|---|
| 25-35 C |
Data Sheet
SDS
PMET 931
AMS 5789 – Alloy 31 welding wire for gas turbine engine лезвия.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 10.5 | BAL | 25.3 | 7.5 | 0.7 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 0.7 | 0.51 |
| Rockwell Hardness |
|---|
| 21-57 C |
Data Sheet
SDS
PMET 972
PWA 795 – сварочная проволока Merl 72® для лопаток газотурбинных двигателей.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 15 | BAL | 20 | 9 | 4.4 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
| 0.2 | 3 | 0.35 | 1.5 |
Data Sheet
SDS
PMET 980
B50TF193 – Tribaloy® T Проволока сварочная -800 для лопаток газотурбинных двигателей.
| Ni | Co | Fe | Cr | W | Mo | Al | 2 | 2 | 20662 |
|---|---|---|---|---|---|---|---|---|---|
| BAL | 17. 5 5 | 28.8 | 3.5 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
Лист данных
SDS
PMET 988
AMS 5801 — HS 1888 gliding Gulding Провод для монтажа для GASCINE DESTERNENT.
| Ni | Co | Fe | Cr | W | Mo | Al | Si |
|---|---|---|---|---|---|---|---|
| 22 | BAL | 3 | 22 | 15 | 0.4 |
| Mn | Nb | Ti | Ta | Zr | C | Other | |
|---|---|---|---|---|---|---|---|
0.  |