Ресанта сварочный аппарат схема: Радиосхемы. — Ресанта САИ- 220
Содержание
Саи 220 ресанта схема
В данном разделе вы можете бесплатно скачать схемы сварочных полуавтоматов российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы инверторов TIG российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы плазмотронов — портативных плазменных аппаратов для сварки, пайки и резки металлов и неметаллов. В данном разделе вы можете бесплатно скачать схемы инверторов MMA российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы сварочных генераторов российского и импортного производства. Добавлять комментарии могут только зарегистрированные пользователи.
Поиск данных по Вашему запросу:
Саи 220 ресанта схема
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Ремонт сварочного инвертора ресанта 220 своими руками. Ремонт саи 220 ресанта
- РЕСАНТА САИ 220
- КАТАЛОГ СХЕМ СВАРОЧНОГО ОБОРУДОВАНИЯ
- Сварочные инверторы Ресанта: САИ, САИ ПН, САИ К, отзывы, цены, эксплуатация
- Схемы сварочных инверторов Ресанта
- Ремонт Ресанта САИ 220ПН
- Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
- Ремонт сварочного инвертора ресанта 220 своими руками. K3878 блок питания сварочный аппарат схема
- Схема, неисправности и ремонт РЕСАНТА САИ 190 своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Бахнул конденсатор.
Ремонт сварочного инвертора ресанта 220 своими руками. Ремонт саи 220 ресанта
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
Текущее время: , Добавлено: , Заголовок сообщения: Re: Ресанта саи Кстати, там большой выбор аппаратов, неплохое качество изображения, но примерная дата выпуска не указана. Может, кто знает, какие изменения произошли для GP Поудаляв все скрытые файлы из архива «Все схемы ресанта » получил объем 21 метр вместо Накой они там нужны?
А так за сайт спасибо! Впрочем могу ошибаться, всё не упомнишь Цитата:. JJBeeR , есть ПН в старых корпусах, они от обычных отличаются только трансом, а схема один в один, а ПН в новых корпусах, отличаются очень сильно и схем пока не видел. Всем ответившим спасибо! GP50 и GP74, вроде разница немалая. Joha, я по почте кое-что спросил Страница 3 из 4.
Всем ответившим спасибо! GP50 и GP74, вроде разница немалая. Joha, я по почте кое-что спросил Страница 3 из 4.
На страницу Пред. Заголовок сообщения: Re: Ресанта саи Добавлено: , Спасибо в понедельник проверю отпишусь. Проверю позже. Заголовок сообщения: Re: Re: Добавлено: , Аппарат заработал. Я его, dewdew а, даже просил величиной индуктивности на обеих исправном и неисправном трансформаторах поделиться. А в ответ: разобрал, перемотал. Лучше бы вообще не лез. Без понятия понимания процесса — отойди от машины. Пропадает желание помочь. Ну у меня во всяком случае.
Знаешь как делать — делай, и нечего тогда сюда тормошить людей здесь своими вопросами. По правилам форума и этикета надо бы мне воздержаться от подобных комментов, но И не переживайте Joha , он Вам и спасибо забудет накарякать.
Впрочем могу ошибаться, всё не упомнишь Цитата: вариант GP Цитата: GP GP50 и GP74, вроде разница немалая да никакой разницы. А по GP 74 что известно? Что такое ТГР? Не встречал раньше такого сокращения. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения.
Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения.
РЕСАНТА САИ 220
Ремонт блока питания и драйвера. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Тогда смотрите здесь: Ремонт импульсного блока питания. И здесь: И снова ИБП. R напрямую соединен с ТПИ
схема и неисправности gp · [img]all-audio.pro? id\ud[/img] ресанта саи схема ресанта саи схема.
КАТАЛОГ СХЕМ СВАРОЧНОГО ОБОРУДОВАНИЯ
Время чтения: 9 минут. Любой электрический прибор состоит из множества компонентов, обеспечивающих его стабильную работу. И сварочный аппарат не стал исключением. Содержание статьи. В общем смысле, схема — это способ упрощенного представления какого-либо электронного прибора. Принципиальная схема показывает расположение и взаимосвязь всех электронных компонентов инвертора.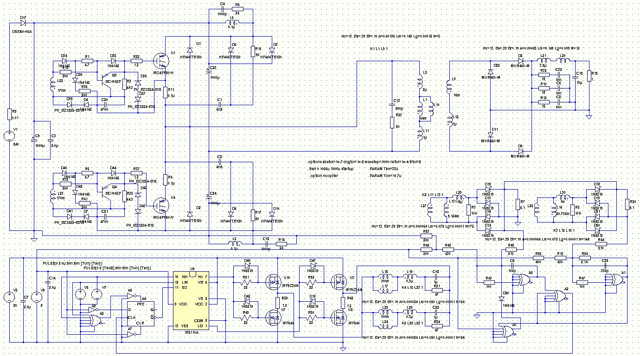 Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.
Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.
Сварочные инверторы Ресанта: САИ, САИ ПН, САИ К, отзывы, цены, эксплуатация
Оборудование работает по принципу преобразования электричества частотой 50 Гц в напряжение В, для регулировки используется модуляция. Схема инвертора не очень сложная, конструкция потребляет до 6,5 кВт. Высокое напряжение хода — 80 В, позволяет использовать разные типы электродов. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р.
Схема сварочника ресанта саи Нужно уметь обращаться работать с мультиметром, осциллографом, не говоря уже о вольтметрах и прочей измерительной технике.
Схемы сварочных инверторов Ресанта
Заводы, что стало уже привычным, находятся в Китае. На Российский рынок поставляются сварочные инверторы нескольких линеек:. Об этом оборудовании отзывы в основном положительные. Продукция, по отзывам, в общем неплохая, со своими плюсами и минусами.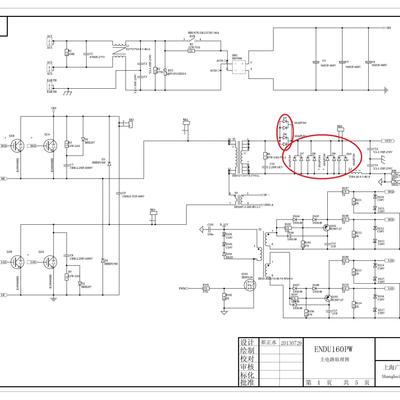 Как говорят профи: дуга у него не такая тяжелая как у других марок из той же ценовой категории.
Как говорят профи: дуга у него не такая тяжелая как у других марок из той же ценовой категории.
Ремонт Ресанта САИ 220ПН
Среди многообразия моделей сварочных инверторов известной торговой марки аппарат Ресанта САИ считается одним из самых популярных. По техническим характеристикам и функциональности инвертор данной модели можно отнести к устройствам как бытового, так и промышленного типа, он занимает между ними промежуточное положение. Именно благодаря таким характеристикам одинаково успешно этот инвертор может использоваться как профессионалами своего дела для выполнения сварки повышенной сложности, так и начинающими сварщиками, делающими первые шаги в своей профессии. Сварочный инвертор Ресанта САИ — это аппарат, работающий от однофазной электрической сети с напряжением В. На выходе устройства формируется постоянный ток, который используют для выполнения электродуговой сварки при помощи плавящихся покрытых электродов.
Схема, неисправности и ремонт РЕСАНТА САИ своими руками . Схема 1 — Электрическая схема сварочного инвертора ресанта САИ
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ
Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
Саи 220 ресанта схема
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация.
Ремонт сварочного инвертора ресанта 220 своими руками. K3878 блок питания сварочный аппарат схема
Как уже было сказано, варит пятеркой электрод. Сварены забор, калитка, металлическая печь в баню, разная мелочевка. Ресанта использую в большинстве случаев в летние месяцы в деревне. Удобно работать им как резаком. На максимальном токе тройкой можно вырезать в металлическом листе окно. Корпус металлический — держит удар.
Аппарат Ресанта САИ можно смело отнести к универсальному в линейке инверторов этой торговой марки.
Схема, неисправности и ремонт РЕСАНТА САИ 190 своими руками
Сварочный инвертор типа ресанта САИ , как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки ведь в бывших странах СНГ они редко подлежат замене на новые. На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки ведь в бывших странах СНГ они редко подлежат замене на новые. На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
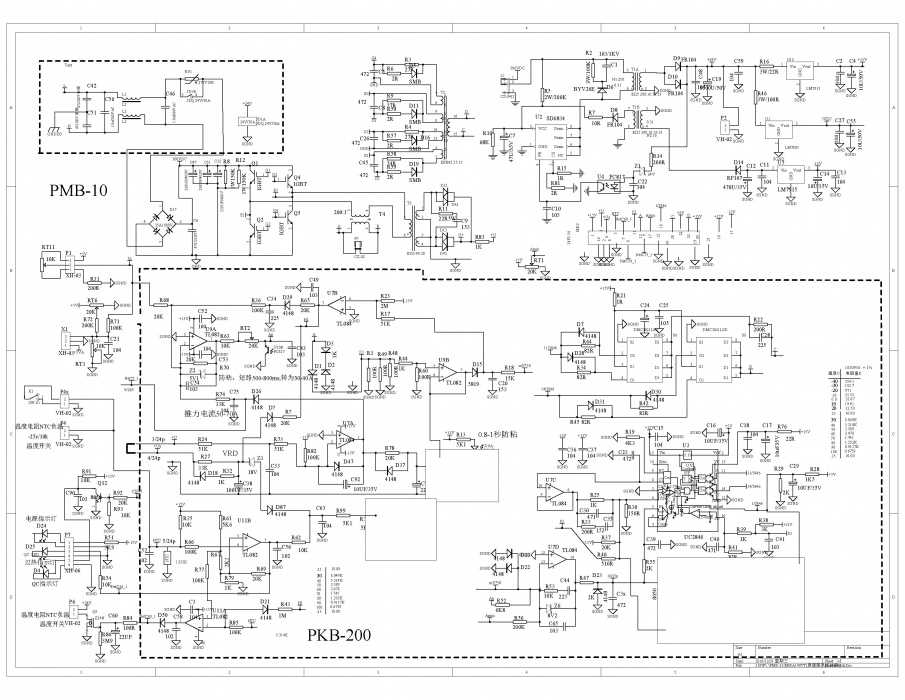
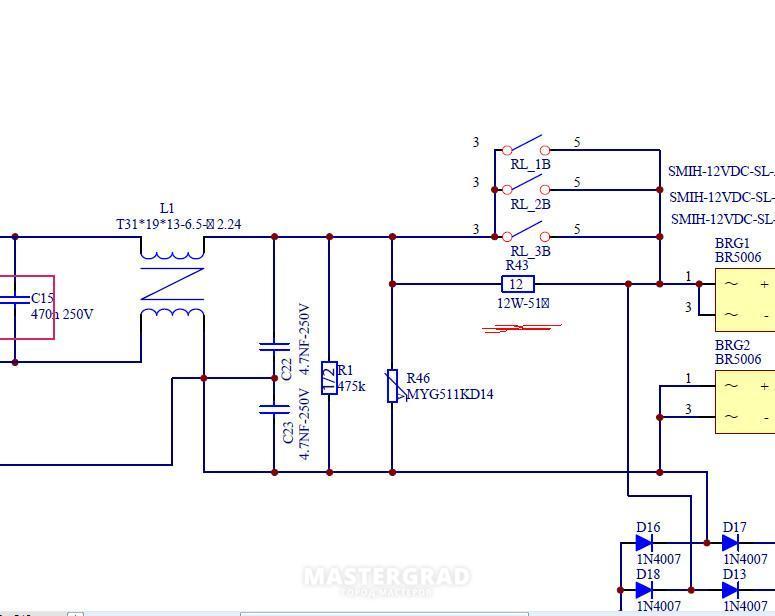
Основных схем сварочного инвертора Ресанта САИ удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно. Первый вариант принципиальной схемы сварочного инвертора Ресанта выполнен с использованием управляющего трансформатора, а второй — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления.
Первый вариант принципиальной схемы сварочного инвертора Ресанта выполнен с использованием управляющего трансформатора, а второй — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления.
Устройство сварочного инвертора: принцип работы, схема
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
- 1 Чем сварочный инвертор лучше трансформатора
- 1.1 Как работает инверторный сварочный аппарат: блок-схема
- 1.2 Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
- 2 Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
- 2.
 1 Первичный выпрямитель и конденсаторный фильтр
1 Первичный выпрямитель и конденсаторный фильтр - 2.2 Инвертор
- 2.3 Выпрямление и стабилизация
- 2.
- 3 На что обратить внимание при выборе сварочного инвертора
- 3.1 Ремонт и сервис
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ).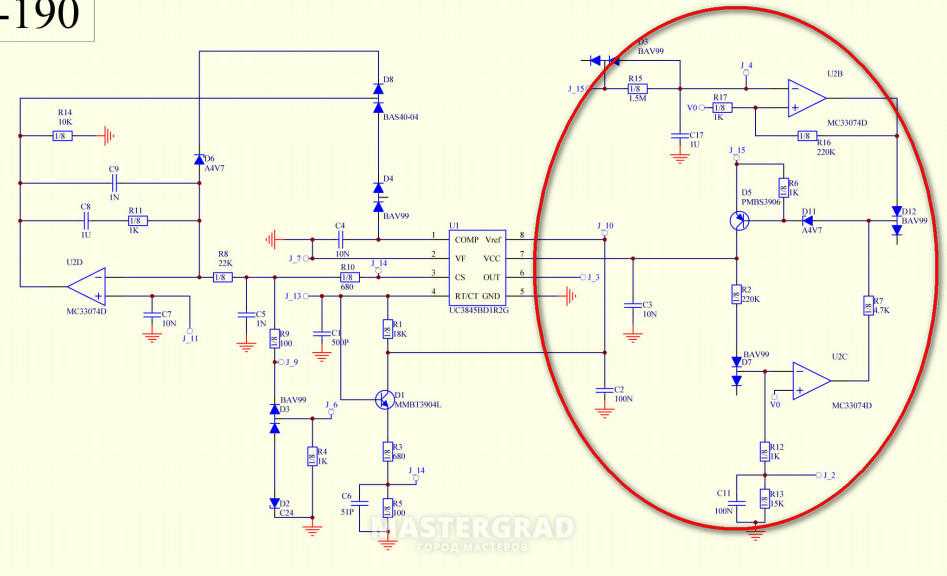 На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».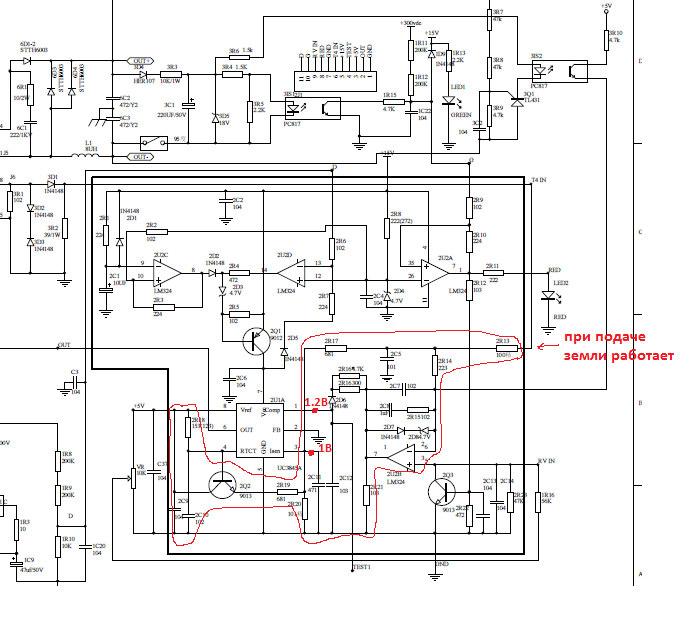
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря.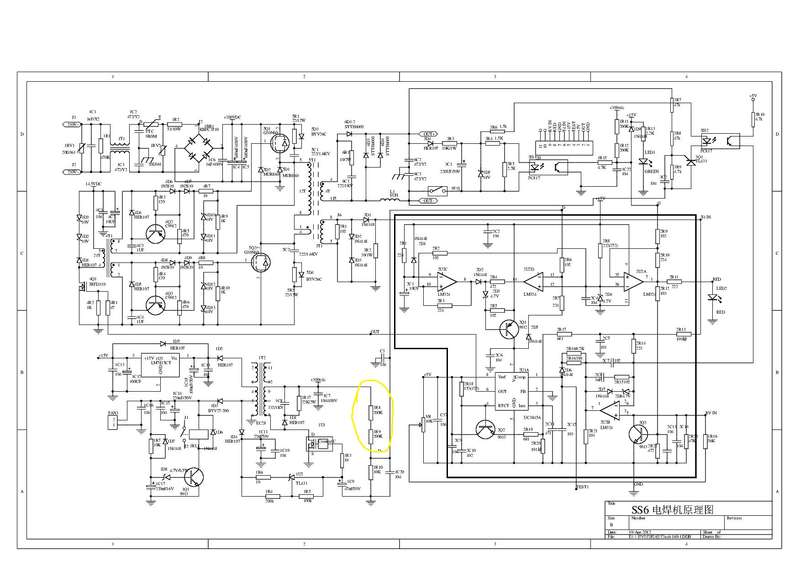 У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «сделай сам» означает, что сейчас сваркой занимается гораздо больше людей.
Я думаю, это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет специального образования.
Это означает, что некоторые люди не понимают некоторых мелких деталей, которые сварщики изучают в школе.
Одной из таких деталей является настройка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и то, как их следует настраивать.
Теперь давайте правильно настроим аппарат…
Перед настройкой элементов управления MIG
Это нечто большее, чем просто взять аппарат MIG и повернуть регуляторы.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, которые всегда применимы. Сварка — это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у тебя материал?
Различные материалы имеют разные характеристики, связанные с теплом и электричеством. Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и мягкая сталь, и не проводит электричество и не удерживает тепло в той же степени, что нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбор проволоки, защитный газ и настройки машины зависят от материала.
Мягкая сталь, алюминий, нержавеющие или никелевые сплавы чаще всего используются в процессе MIG. Это основной металл, который можно найти дома и в автомобилях.
Насколько толстый металл?
Знайте толщину металла, чтобы знать, достаточно ли у вашего сварщика мощности для выполнения работы, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту в отношении зажима, угла подхода, охлаждения, режима работы вашего сварочного аппарата и других практических решений.
Вы устанавливаете силу тока в зависимости от толщины металла. Поэтому вы должны знать, насколько толстый ваш металл.
Общее эмпирическое правило: вам нужен 1 ампер мощности на каждые 0,001 дюйма стали.
Нержавеющая сталь потребляет на 10-15 процентов меньше тока, а алюминий требует примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим стартом будет 125 ампер.
Толщина 3/8 дюйма составляет 0,375 (3 x 0,125), так что вам действительно нужно для этого 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают сталь диаметром 3/8 дюйма только при силе тока 170-200 ампер. Как это возможно?
Во-первых, эти цифры приблизительны. Они только поместили тебя на стадион.
Во-вторых, производители прибегают к небольшому волшебству, чтобы заставить эти цифры рекламировать производительность. Они срезают края шва, чтобы уменьшить толщину. Таким образом, меньший ток может выполнить тот же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать правильный защитный газ и электрод. Выбор зависит от состава и толщины материала.
Некоторые комбинации проволоки и газа, обычно используемые при сварке MIG:
- Мягкая/углеродистая сталь – проволока ER70s и соотношение аргона и CO2 75/25%
- Нержавеющая сталь – проволока ER308L и 98 % аргона с 2 % CO2
- Алюминий – проволока ER4043 и экранирование из 100% аргона
Сечение провода выбираете по силе тока, которая, в свою очередь, зависит от толщины материала. Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам некоторый выбор в отношении того, что лучше всего подходит для вашего сварщика и вашей техники.
- 0,023 – 30-130 А
- 0,030 – 40-145 А
- 0,035 – 50-180 А
- 0,045 – 75-250 А
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает работу. Например, для сварки алюминия сварочным аппаратом MIG лучше установить шпульный пистолет для бесперебойной подачи проволоки. Убедитесь, что ваш баллон с защитным газом полон, а соединения чистые и затянуты.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные параметры, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет правильно подключить провод и газ, но некоторые сложные настройки будут выполнены за вас.
Информацию о некоторых из этих аппаратов см. в нашем Руководстве для сварщиков MIG.
Подготовьте заготовку
Для получения отличных результатов сварки, которые воспроизводятся, ваш металл должен быть готов к работе.
Подготовительные работы по металлу включают:
- очистку
- удаление накипи
- шлифовка
- обезжиривание
- зажим
Настройки не обеспечивают хороших сварных швов; они просто делают возможным хороший сварной шов. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить при подготовке шва:
- Чистый шов, чистый шов
- Настройки для грязного металла не применяются к чистому металлу
- Меньше масла или краски, которые могут загореться, означает меньше думать о
Настройки сварки MIG для малоуглеродистой стали
Теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для малоуглеродистой стали по большей части, потому что это самый свариваемый металл на планете .
Я буду упоминать алюминий или другие материалы, когда это уместно.
Какие настройки MIG наиболее важны?
Хотя у вашего сварочного аппарата может быть хороший выбор регулировок, важно понимать, что большинство из них предназначены для тонкой настройки.
Три основных параметра определяют остальные. Эти основные настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и скорость защитного газа
Вы хотите создать правильный температурный режим в месте сварки, чтобы получить плавную дугу, исключить разбрызгивание и максимально увеличить проплавление.
Эти настройки также определяют тип переноса для напыления металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG представляет собой систему постоянного напряжения. Как только оно установлено на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.
Точная настройка напряжения — это процесс проб и ошибок. Проверяется путем осмотра борта на наличие дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Измеряется в дюймах в минуту (IPM). Если скорость подачи мала, область сварки может стать слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Увеличение текущего уровня и выделение слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы друг с другом.
Если повсюду летят искры и брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорается внутри наконечника, это может быть одной из двух ситуаций:
- Слишком высокое напряжение для настройки WFS
- Foo small WFS для настройки напряжения».

Есть еще один критический фактор для скорости подачи проволоки: расстояние, на которое электродная проволока выступает из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Вам необходимо поддерживать постоянное расстояние над изделием во время сварки, иначе вы не сможете получить стабильные результаты от своих настроек. Выработайте привычку часто проверять расстояние ESO.
3. Тип и расход газа
Расход, объем и тип защитного газа определяют тип переноса в сочетании с напряжением и скоростью подачи проволоки.
Более высокие концентрации гелия или аргона делают дугу более горячей. Весь смысл защитного газа заключается в том, чтобы защитить дугу и сварочную ванну от кислорода. Природа потока сжатого газа подразумевает экспериментирование и анализ. Другими словами, методом проб и ошибок.
Прочтите также : Настройка давления газа для сварки MIG
Газ измеряется в кубических футах в минуту (CFM), и на результаты влияют сквозняки, ветерок или температура баллона.
Возможно, когда все будет спокойно, 5 CFM будет достаточно, чтобы правильно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдуть газ с такой скоростью, поэтому вам нужно, например, перейти на 35 CFM.
Однако, если давление газа на сварном шве слишком велико, вы можете втягивать кислород в плазму дуги и загрязнять валик, вызывая пористость.
Таблица настроек сварки MIG — скорость подачи проволоки и напряжение
Таблица настроек сварки MIG на основе выбора проволоки – Загрузите полноразмерный PDF-файл для печати здесь.
Существует множество таблиц настроек сварки MIG, доступных от производителей, и все они различаются.
Вот таблица настроек, которую я составил. Это общее руководство для начала работы. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от вашей настройки.
Что сварной шов говорит вам о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли вам изменить настройки
Еще один способ проверить настройки MIG — проверить сварной шов. Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
- Обычный валик : Хорошее проникновение в основание, плоский профиль, подходящая ширина, хорошо завязывается на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый валик с плохой врезкой на концах.
- Слишком высокий ток : Плохое начало дуги, слишком широкий валик, прожоги, большое количество брызг и плохое проплавление.
- Слишком быстрое движение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, неадекватной врезке на концах, плохому проникновению и непостоянному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, что приводит к слишком широкому буртику и плохому проникновению.
- Слишком длинная дуга : Вызвано слишком высоким напряжением. Длинная, тонкая дуга, плохой провар и турбулентность сварочной ванны.
- Отсутствие защитного газа : Недостаток защитного газа приводит к пористости и появлению микроотверстий в буртике.
Теперь вы знаете
Некоторых может разочаровать то, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь. Боюсь, когда дело доходит до сварки, это характер игры.
Воспринимайте эту информацию и эти диаграммы не как евангелие и не как науку. Это просто место для начала. Остальное ваше ремесло зависит от вас. Это только рекомендации. Наблюдайте за сварочной ванной и осматривайте валики.
Вы занялись ремеслом. По самой своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда — это тихая победа над вашей последней вредной привычкой.
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток с обратной полярностью (DCRP) или положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
- Прямая полярность постоянного тока (DCSP) в дуговой сварке
- Постоянный ток обратной полярности (DCRP) при дуговой сварке
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
| 2/3 rd от общего количества тепла дуги генерируется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Можно легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла достаточно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Недостаточное действие дуговой очистки (очистка от окислов). | Действие по очистке дуги хорошее. |
Дефекты включения могут возникнуть, если поверхности опорной пластины не были должным образом очищены перед сваркой. |