Резцы для нарезания резьбы: Резцы токарные резьбовые для наружной резьбы и внутреннего нарезание
Содержание
ᐈ Різець різьбовий для внутрішньої різьби 20х20х200 Т5К10 ГОСТ 18885-73
Різець різьбовий для внутрішньої різьби 20х20х200 Т5К10 ГОСТ 18885-73
228 грн
В наявності
+380 (93) 113-63-03
+380 (67) 464-63-13
Опис
Характеристики
Інформація для замовлення
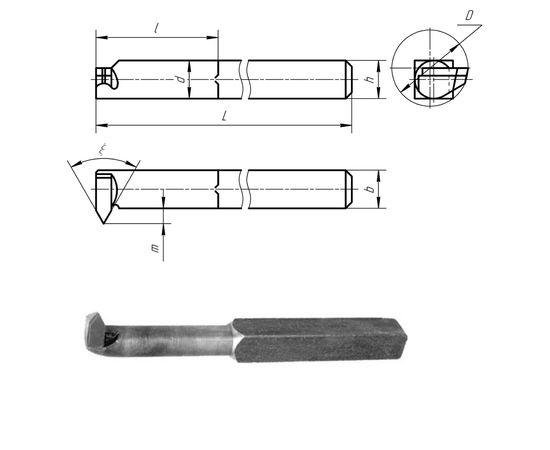
Різець 20x20x200 Т5К10 токарний різьбовий для нарізання внутрішньої метричної різьби по ГОСТ 18885-73 використовують для нарізання різьби всередині деталей і заготовок. Внутрішні поверхні повинні мати циліндричну форму. Глибина нарізання різьби регламентована вильотом державки різця і жорсткістю конструкції. Різець дає змогу нарізати різьбу як у наскрізних так і в глухих отворах. Різьбонарізний різець працює з поперечною подачею — врізання на глибину різьби і з повздовжньою подачею — за величиною кроку різьби.
Внутрішні поверхні повинні мати циліндричну форму. Глибина нарізання різьби регламентована вильотом державки різця і жорсткістю конструкції. Різець дає змогу нарізати різьбу як у наскрізних так і в глухих отворах. Різьбонарізний різець працює з поперечною подачею — врізання на глибину різьби і з повздовжньою подачею — за величиною кроку різьби.
— Матеріал твердосплавної пластини різця підбираємо по виду оброблюваного матеріалу: ВК8; Т5К10; Т15К6. Можливе виготовлення різців з твердосплавними пластинами таких матеріалів як: ВК6; ВК3; ВК60М; ВК10ХОМ; Т30К4.
Кут пластини різця складає 60° що відповідає профілю метричної різьби, але використовуючи різьбові шаблони, абразивний та алмазний заточувальний інструмент, пластині різця можна надати кут 55° і використовувати для нарізання дюймових різьб.
| Матеріал: | Т5К10 |
| Переріз, (H x B): | 20×20 мм |
| Загальна довжина: | 200 мм |
| Крок різьби: | 2,0-5,0 мм |
| Мінімальний діаметр розточування: | 42 мм |
| Виконання: | Правий |
ЗА ВЕСЬ ЧАС РОБОТИ У НАС ТІЛЬКИ ПОЗИТИВНІ ВІДГУКИ
Немає мінімального замовлення
Відправлення того ж дня
Працюємо без передоплати
Гарантія повернення
6 ОСНОВ УСПІХУ НАШОЇ КОМПАНІЇ
Продаємо «з перших рук»
Власний імпорт і виробництво.
Відправляємо замовлення по Україні
Спосіб доставки обирає клієнт.
Професійна консультація
Підкажемо і підберемо за вибором продукції.
Широкий асортимент
В каталозі понад 500 найменувань різців.
Даруємо знижки
Мінус від ціни отримують оптовики і постійні клієнти.
Більше 10 років на ринку
Успішна робота протягом усього часу діяльності.
|
Навигация:
Топ: Динамика и детерминанты показателей газоанализа юных спортсменов в восстановительном периоде после лабораторных нагрузок до отказа… Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении. Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж…
Интересное: Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов… Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений… Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все…
Дисциплины:
|
⇐ ПредыдущаяСтр 29 из 62Следующая ⇒ Треугольную резьбу часто нарезают на токарно-винторезных станках резьбовыми резцами, т. Высокие требования, предъявляемые к заточке резцов и сохранению правильного профиля, привели к внедрению в производство фасонных резьбовых резцов — призматических (рис. 3.58, а) «круглых (дисковых) (рис. 3.58, б). У этих резцов размеры элементов профиля резьбы выдерживаются более точно, чем у обычных, так как такие резьбовые резцы затачиваются по передней поверхности, а отшлифованные при изготовлении задние (боковые) поверхности сохраняют профиль неизменным. Для улучшения качества поверхности резьбы часто применяют пружинные державки (рис. 3.58, в). Некоторые заводы применяют многорезцовые резьбовые головки. Трехрезцовая головка, представленная на рис. 3.58, г, состоит из корпуса 3, к которому болтом прикрепляется трехрезцовая пластина (отдельно показана на рис. 3.58, д). По мере затупления одного из резцов пластина перезакрепляется так, чтобы в работе был новый, незатупившийся резец. Для этой цели в корпусе имеется штифт 2 (рис. 3.58, г), по которому пластина фиксируется своими тремя точно расположенными цилиндрическими отверстиями. Применение многорезцовых головок наиболее целесообразно в условиях серийного производства. При нарезании резьбы одним резцом режущая кромка его вследствие быстрого притупления теряет форму, поэтому рекомендуется черновые ходы производить одним резцом с менее точным профилем, а чистовые ходы — чистовым резцом. При нарезании резьбы на производстве широко применяются твердосплавные резьбовые резцы со специальной заточкой, значительно повышающие режимы резания.
Рисунок 3.58. Резцы для нарезания резьбы: а — призматический; б — круглый; в — пружинная державка; г — трехрезцовая головка; д — трехрезцовая пластина
При скоростном нарезании резьбы происходит небольшое искажение ее профиля: угол профиля нарезаемой резьбы получается всегда больше угла при вершине резца на 30’—1°30′. Поэтому рекомендуется в этих условиях применять резцы с углом профиля, равным углу профиля нарезаемой резьбы, уменьшенному на 1°. Например, для нарезания метрической резьбы с углом профиля 60° угол профиля чистового резца принят 59°. Применяют также нарезание резьбы за один проход, используя одновременно три резца, оснащенных твердым сплавом и в совокупности (рис.3.59) напоминающих гребенку; черновой резец 1 имеет угол профиля 70°, получистовой резец 2 — 65° и чистовой резец 3 — 59°.
Рисунок 3.59. Три резца для одновременного нарезания резьбы за один проход
Нарезание резьбы резцом производится за много ходов в зависимости от требуемой точности, диаметра резьбы и твердости материала нарезаемой детали. Необходимо заметить, что применение высоких скоростей резания при нарезании наружной и внутренней резьб в упор, в тех случаях когда на станке нет специальных автоматических упоров, ограничивающих ход суппорта, часто приводит к браку детали. Происходит это потому, что при большом числе оборотов шпинделя рабочий не всегда успевает отвести резец по окончании прохода. Значительно облегчается работа, когда для быстрого отвода резца используются специальные устройства, особенно автоматические. В крупносерийном и массовом производстве, а также и в специализированном серийном производстве резьбу часто нарезают на станках, работающих по автоматическому циклу. В полуавтоматах для скоростного нарезания резьб подача на глубину, рабочий и ускоренный ход, отвод резца и подача его в исходное положение осуществляются системой кулачковых, храповых и рычажных механизмов.
При нарезании точной резьбы на станках часто применяют специальные коррекционные устройства, которые компенсируют ошибки шага ходового винта. Нарезание прямоугольной и трапецеидальной резьб является более сложной работой в сравнении с нарезанием треугольных резьб. Резьбы прямоугольного и трапецеидального профиля изготовляют как однозаходными, так и многозаходными. При нарезании таких резьб для установки резцов по углу подъема винтовой линии токари применяют специальные державки. На рис. 3.61 показана одна из таких державок, состоящая из поворотной части 2 и корпуса 5. В поворотной части имеется гнездо для резца 1, закрепляемого винтом 3. На поворотной части державки имеется буртик 4, на котором нанесена шкала с градусными делениями; с помощью этой шкалы можно отсчитывать поворот согласно углу подъема винтовой линии резьбы, не производя специальной заточки резца.
Рисунок3.61. Специальная державка для нарезания прямоугольной и трапецеидальной резьбы
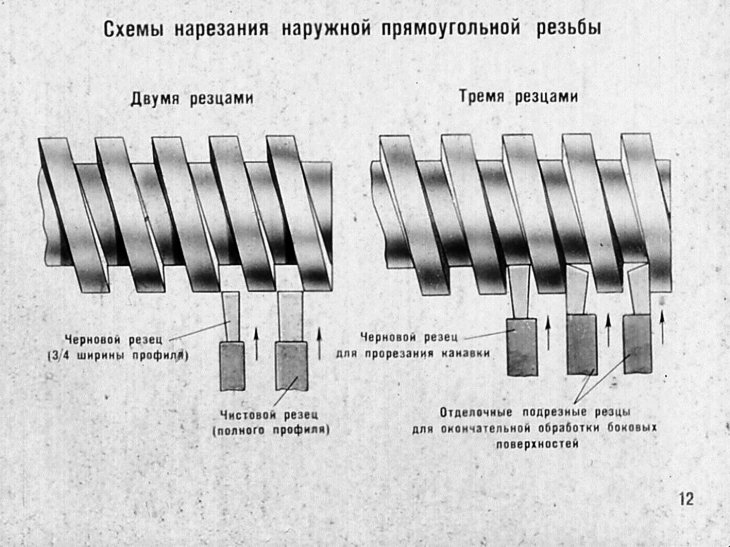
На рисунке 3.63, а показано последовательное нарезание трапецеидальной резьбы тремя резцами. На рисунке 3.63 б, в показаны приемы нарезания прямоугольной резьбы двумя и тремя резцами.
Рисунок 3.63 Приемы нарезания резьбы: а — трапецеидальной тремя резцами; б — прямоугольной двумя резцами; в — прямоугольной тремя резцами
Применение для нарезания резьбы гребенок сокращает время нарезания и, таким образом, увеличивает производительность резьбонарезания. Гребенки бывают плоские, тангенциальные и дисковые с кольцевыми и винтовыми канавками. Плоские гребенки применяются для нарезания треугольной резьбы с малым углом подъема: тангенциальные — для нарезания треугольной резьбы с большим углом подъема; они снабжены резьбой, обратной по отношению к резьбе обрабатываемой детали; если эта деталь должна иметь левую резьбу, то резьба гребенки — правая, и наоборот. Круглые (дисковые) гребенки, так же как и круглые (дисковые) резцы, имеют то преимущество, что они затачиваются только по передней поверхности, допускают большое число переточек и, значит, имеют большой срок службы; благодаря этому они удобны в эксплуатации.
⇐ Предыдущая24252627282930313233Следующая ⇒ Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… |
 ..
.. е. резцами обычного типа, заточенными под требуемым углом (60° для метрической резьбы и 55° — для дюймовой). Получение профиля резьбы обеспечивается соответствующим профилем резьбового резца, который должен быть заточен очень точно, и правильной установкой резца относительно детали: резец должен быть расположен строго перпендикулярно оси станка, так как в противном случае резьба получится косой; кроме того, передняя поверхность резца должна быть расположена на высоте центров станка. При другом ее положении резьба будет нарезана с неправильным углом.
е. резцами обычного типа, заточенными под требуемым углом (60° для метрической резьбы и 55° — для дюймовой). Получение профиля резьбы обеспечивается соответствующим профилем резьбового резца, который должен быть заточен очень точно, и правильной установкой резца относительно детали: резец должен быть расположен строго перпендикулярно оси станка, так как в противном случае резьба получится косой; кроме того, передняя поверхность резца должна быть расположена на высоте центров станка. При другом ее положении резьба будет нарезана с неправильным углом.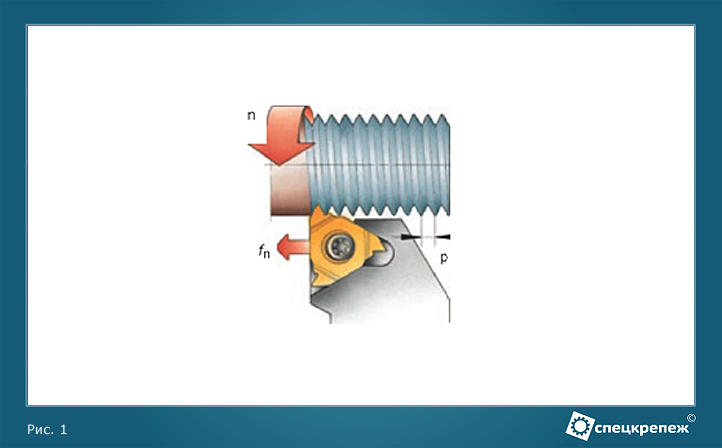
 Эти устройства автоматически вводят поправки на точность ходового винта путем дополнительного поворота маточной гайки. Схема такого устройства показана на рисунке3.60. Перемещение резца 1 относительно нарезаемой детали 2 определяется перемещением маточной гайки 3 от ходового винта 4 и дополнительным поворотом ее от коррекционной линейки 5 через рейку 6 и зубчатое колесо 7.
Эти устройства автоматически вводят поправки на точность ходового винта путем дополнительного поворота маточной гайки. Схема такого устройства показана на рисунке3.60. Перемещение резца 1 относительно нарезаемой детали 2 определяется перемещением маточной гайки 3 от ходового винта 4 и дополнительным поворотом ее от коррекционной линейки 5 через рейку 6 и зубчатое колесо 7. При повертывании болта 7 поворотная часть 2 державки закрепляется винтом 6. Для повышения производительности труда при нарезании трапецеидальных резьб с крупным шагом применяют державку с двумя резцами (рисунок 3.62) — прорезным 1 и профильным 2, установленными один от другого на расстоянии, равном шагу нарезаемой резьбы.
При повертывании болта 7 поворотная часть 2 державки закрепляется винтом 6. Для повышения производительности труда при нарезании трапецеидальных резьб с крупным шагом применяют державку с двумя резцами (рисунок 3.62) — прорезным 1 и профильным 2, установленными один от другого на расстоянии, равном шагу нарезаемой резьбы. При нарезании резьбы гребенкой работа резания распределяется между несколькими зубьями; для этой цели концы зубьев стачиваются от одного края гребенки к другому, так что глубина резания постепенно увеличивается. Особенно целесообразно и экономично i применять гребенки при изготовлении больших партий одинаковых деталей.Гребенки нельзя применять при нарезании деталей, у которых резьба доходит до выступа или буртика, так как часть резьбы, находящаяся ближе к буртику, не получит полного профиля. Для точных резьб гребенки не применяются, так как они не могут дать высокой точности; их можно использовать только для предварительного нарезания.
При нарезании резьбы гребенкой работа резания распределяется между несколькими зубьями; для этой цели концы зубьев стачиваются от одного края гребенки к другому, так что глубина резания постепенно увеличивается. Особенно целесообразно и экономично i применять гребенки при изготовлении больших партий одинаковых деталей.Гребенки нельзя применять при нарезании деталей, у которых резьба доходит до выступа или буртика, так как часть резьбы, находящаяся ближе к буртику, не получит полного профиля. Для точных резьб гребенки не применяются, так как они не могут дать высокой точности; их можно использовать только для предварительного нарезания.
Резьбовые фрезы
Выберите из множества стилей резьбовых фрез, включая одинарную форму для резьбы UN и мультиформу для резьбы UN, NPT, NPTF или метрической резьбы. Кроме того, наши резьбофрезы оптимизированы для фрезерования зачистки резьбы в нижней части резьбы.
Кроме того, наши резьбофрезы оптимизированы для фрезерования зачистки резьбы в нижней части резьбы.
Резьбовые фрезы — одинарная форма — резьба UN
Фрезерование внутренней и внешней 60° левой и правой резьбы с помощью этой линейки резьбовых фрез Micro 100.
Резьбовые фрезы — одинарная форма — резьба UN — уменьшенный хвостовик
Фрезерование внутренней и внешней 60° левой и правой резьбы с помощью этой линейки резьбовых фрез Micro 100.
Резьбонарезные фрезы-многоформенная метрическая резьба
Твердосплавные, многофункциональные фрезы для метрической резьбы, предназначенные для фрезерования внутренней и наружной резьбы под углом 60°.
Резьбовые фрезы-многоформенные-резьбы NPTF
Полностью укомплектованные резьбофрезы Micro 100, оптимизированные для нарезания правой и левой резьбы 60° NPTF.
Резьбонарезные фрезы-многоформенная резьба NPT
Цельные твердосплавные универсальные резьбовые фрезы с покрытием AlTiN для дополнительной смазывающей способности и повышенной износостойкости. . . .
Резьбонарезные фрезы-многоформенные-UN Threads
Полностью укомплектованные многофункциональные резьбовые фрезы UN Micro 100 имеют 100% форму резьбы для превосходного качества резьбы.
Резьбовые фрезы — Резьбовые фрезы
Фрезы для зачистки резьбы Micro 100 предназначены для фрезерования зачистки резьбы в нижней части резьбы, устраняя неполную резьбу. . .
Обработка отверстий и нарезание резьбы
Обработка отверстий и нарезание резьбы
Поиск
СВЕРЛЕНИЕ ОТВЕРСТИЙ И НАРЕЗАНИЕ РЕЗЬБЫ
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице:
812162040100
Столбцы:
1
2
3
4
6
Добавить в корзину
Быстрый просмотр
ДИАМ.
 РАЗВЕРТКИ 0,2570″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL — С ПОКРЫТИЕМ ALTIN, RSB2570-C3
РАЗВЕРТКИ 0,2570″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL — С ПОКРЫТИЕМ ALTIN, RSB2570-C3ИНСТРУМЕНТ HARVEY
Сейчас:
72,20 $
0,2570″ РАЗВЕРТКА ДИАМ. X 1,1250 (1-1/8)» ДЛИНА ПОЛЯ РАЗВЕРТКА КАРБИДНАЯ, 6 ЗУБЬЕВ, С ПОКРЫТИЕМ ALTIN
RSB2570-C3
Добавить в корзину
Быстрый просмотр
ДИАМ. РАЗВЕРТКИ 0,2570″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL, RSB2570
ИНСТРУМЕНТ HARVEY
Сейчас:
62,60 $
0,2570″ ДИАМ. РАЗВЕРТКИ X 1,1250 (1-1/8)» ДЛИНА ПОЛЯ КАРБИДНАЯ РАЗВЕРТКА, 6 ЗУБ
RSB2570
Нет в наличии
Быстрый просмотр
ДИАМ. РАЗВЕРТКИ 0,2515″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL — С ПОКРЫТИЕМ ALTIN, RSB2515-C3
ИНСТРУМЕНТ HARVEY
Сейчас:
72,20 $
0,2515″ РАЗВЕРТКА ДИАМ.
 X 1,1250 (1-1/8)» ДЛИНА ПОЛЯ РАЗВЕРТКА КАРБИДНАЯ, 6 ЗУБЬЕВ, С ПОКРЫТИЕМ ALTIN
X 1,1250 (1-1/8)» ДЛИНА ПОЛЯ РАЗВЕРТКА КАРБИДНАЯ, 6 ЗУБЬЕВ, С ПОКРЫТИЕМ ALTIN RSB2515-C3
Добавить в корзину
Быстрый просмотр
ДИАМ. РАЗВЕРТКИ 0,2515″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL, RSB2515
ИНСТРУМЕНТ HARVEY
Сейчас:
62,60 $
0,2515″ ДИАМ. РАЗВЕРТКИ X 1,1250 (1-1/8)» ДЛИНА ПОЛЯ КАРБИДНАЯ РАЗВЕРТКА, 6 ЗУБ
RSB2515
Добавить в корзину
Быстрый просмотр
ДИАМ. РАЗВЕРТКИ 0,2510″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL — С ПОКРЫТИЕМ ALTIN, RSB2510-C3
ИНСТРУМЕНТ HARVEY
Сейчас:
$72,20
0,2510″ РАЗВЕРТКА ДИАМ.
 X 1,1250 (1-1/8)» ДЛИНА КАРБИДА РАЗВЕРТКА, 6 ЗУБ, С ПОКРЫТИЕМ ALTIN
X 1,1250 (1-1/8)» ДЛИНА КАРБИДА РАЗВЕРТКА, 6 ЗУБ, С ПОКРЫТИЕМ ALTIN RSB2510-C3
Добавить в корзину
Быстрый просмотр
ДИАМ. РАЗВЕРТКИ 0,2510″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL, RSB2510
ИНСТРУМЕНТ HARVEY
Сейчас:
62,60 $
0,2510″ ДИАМ. РАЗВЕРТКИ X 1,1250 (1-1/8)» ДЛИНА КАРБИДА РАЗВЕРТКА, 6 ЗУБЬЕВ
РСБ2510
Добавить в корзину
Быстрый просмотр
ДИАМ. РАЗВЕРТКИ 0,2505″ X ДЛИНА ПОЛЯ 1,1250 (1-1/8)» — 6 FL — С ПОКРЫТИЕМ ALTIN, RSB2505-C3
ИНСТРУМЕНТ HARVEY
Сейчас:
72,20 $
0,2505″ ДИАМ. РАЗВЕРТКИ X 1,1250 (1-1/8)» ДЛИНА КАРБИДА РАЗВЕРТКА, 6 ЗУБЬЕВ, С ПОКРЫТИЕМ ALTIN
RSB2505-C3
Добавить в корзину
Быстрый просмотр
ДИАМ.

