Резцы для нарезания резьбы: Резцы токарные резьбовые для наружной резьбы и внутреннего нарезание
Содержание
Резьбовые токарные резцы. Виды.
Всем доброго времени суток. Сегодня мы разберём следующий вид токарных резцов – это резьбовые. Как и в остальных статьях о типах токарных резцов мы сначала познакомимся с резьбовыми резцами для универсальных токарных станков, затем и для станков с ЧПУ.
Также получим и откроем в SolidWorks модели резьбовых токарных резцов для станков с ЧПУ.
Начнем!
Содержание
Универсальные
резьбовые токарные резцы
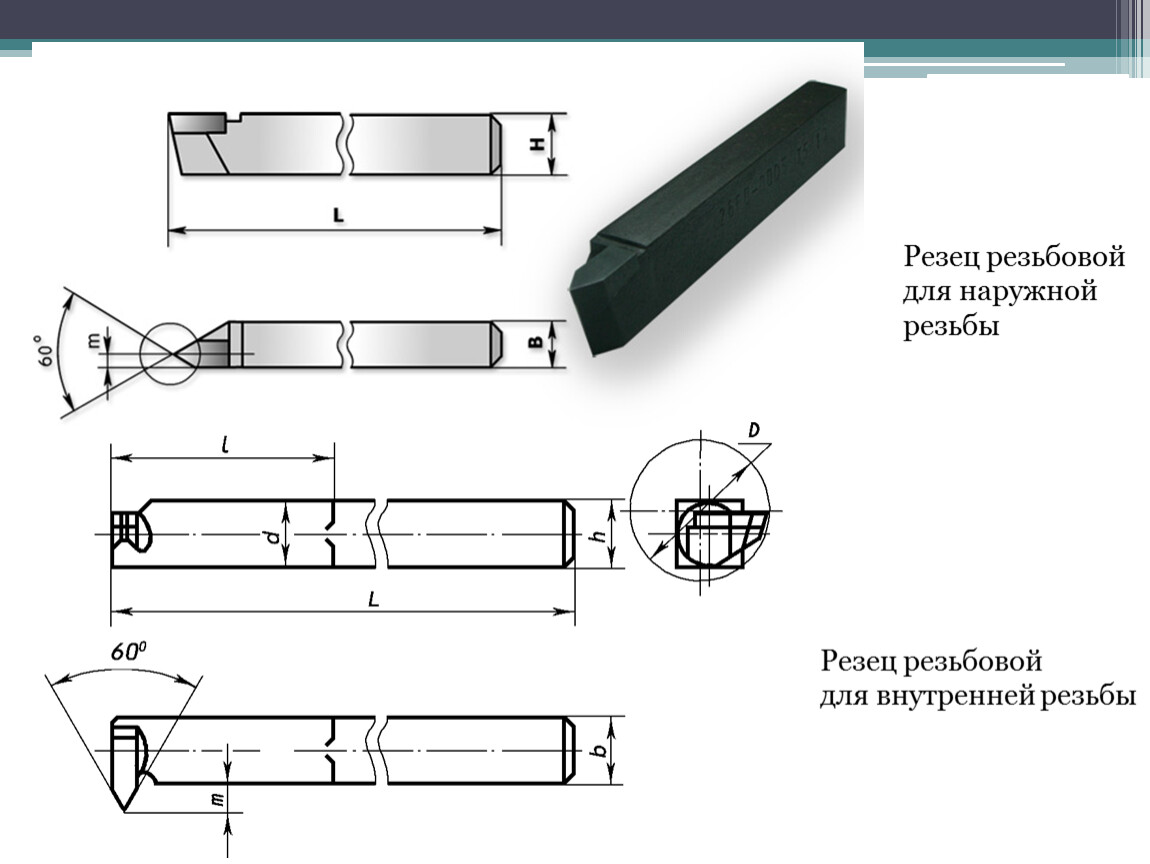
Как понятно из названия данный тип резцов служит для нарезания резьбы на деталях. Резьба бывает наружная и внутренняя, так и токарные резцы подразделяются на два вида, для наружной обработки и для внутренней.
Токарные резец для наружной резьбы представлен на картинке ниже.
Токарные резец для обработки наружной резьбы.
И следом токарные резец для обработки внутренней резьбы.
Токарный резец для обработки внутренней резьбы.
Стоит отметить что токарными резцами для обработки внутренних диаметров
можно нарезать резьбу в отверстиях достаточно большого диаметра. Это
объясняется геометрическими параметрами державки резца.
Еще по резьбовым токарным резцам стоит отметить, как и в общем по всем
универсальным, что их нельзя использовать сразу, принеся с магазина, их нужно
правильно заточить.
Резьбовые резцы в зависимости профиля резьбы обычно затачиваются под 60
градусов для метрической резьбы и 55 градусов для дюймовой. Заточку резьбовых
резцов проводят с помощью специального шаблона.
Шаблон для заточки резьбовых резцов.
Далее переходим к современным типам токарных резьбовых резцов со
сменной пластиной.
Современные резьбовые
токарные резцы
Они в основном используются на станках с ЧПУ и имеют конструкцию, состоящую из державки и сменной пластины, данная пластина подбирается в зависимости от профиля резьбы.
Резьбовые токарные резцы для станков с ЧПУ
Токарные резьбовые резцы для станков с ЧПУ также подразделяться на наружные и внутренние. Их назначение точно такое же, как и у универсальных резьбовых токарных резцов
Их назначение точно такое же, как и у универсальных резьбовых токарных резцов
Современные резьбовой токарный резец для наружной обработки на картинке
ниже
Резьбовой токарный резец для наружной обработки
И резец со сменной пластиной для
обработки внутренней резьбы.
Резьбовой резец для станков с ЧПУ для обработки внутренней резьбы
Представленные выше резцы имеют обозначения: 266RFG-2525-16 и 266RKF-20-16
Далее мы откроем модели данных резцов в SolidWorks и посмотрим видео анимацию
обработки этими резцами.
Где взять 3д модели
резьбовых резцов.
Модели данных резцов можно конечно же построить в SolidWorks. Но гораздо проще и быстрее скачать их с сайта производителя. Для данных резцов подойдет компания «Sandvik coromant».
Переходим на сайт данного производителя инструмента и графе поиска
вводим обозначение первого резца «266RFG-2525-16».
Открываем страницу с данным инструментов на сайте и нажимаем на строчку «Загрузить».
Страница инструмента токарного резьбового резца на сайте Sandvik coromant
После загрузки открываем данный резец в SolidWorks.
Резец резьбовой токарный 266RFG-2525-16 в SolidWorks.
Таким же образов скачиваем и добавляем в SolidWorks резьбовой резец со сменной
пластиной для внутренней резьбы 266RKF-20-16.
Резьбовой резец для внутренней резьбы в SolidWorks 266RKF-20-16
Скачать 3д модели данных резцов для солидворк можно по ссылке в конце
статьи.
Далее мы посмотрим видео анимацию обработки детали данными резцами.
Анимация токарной обработки с использованием резьбовых резцов.
На видео приводится пример обработки наружной и внутренней резьбы резцами, скаченными для SolidWorks выше.
Виды токарных резцов. Видео анимация токарной обработки.
Видео анимация токарной обработки.По ссылке ниже можно скачать 3д модели токарных резьбовых резцов для SolidWorks
Скачать 3д модели токарных резьбовых резцов для SolidWorks.
Ознакомиться с остальными видами токарных резцов можно в данной статье.
До встречи!
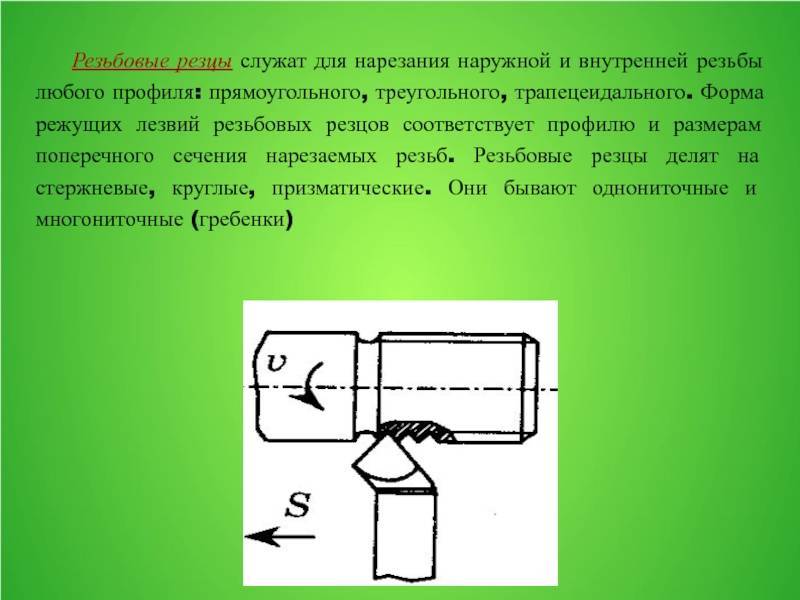
13.2. Нарезание резьбы резцами
На
токарных станках наиболее широко
применяют способ нарезания резьбы
резцами.
Вершина
резца при перемещении с постоянной
подачей вдоль вращающейся заготовки
оставляет на ее поверхности винтовую
линию (рисунок 13.3). Наклон винтовой линии
к плоскости, перпендикулярной к оси
вращения детали, зависит от частоты
вращения заготовки и подачи резца и
называется углом подъема винтовой
линии. Расстояние между соседними
винтовыми линиями, измеренное вдоль
оси заготовки, называется шагом винтовой
линии. При углублении резца в
поверхность заготовки вдоль винтовой
линии образуется винтовая поверхность
– резьба, форма которой соответствует
форме вершины резца.
Резьбонарезные
резцы бывают стержневые, призматические
и круглые. Их геометрические параметры
не отличаются от геометрических
параметров фасонных резцов. Стержневые
резцы применяют для нарезания внутренней
и наружной резьб. Наружную резьбу
нарезают прямыми или отогнутыми резцами,
а внутреннюю – изогнутым резцом в
отверстиях малого диаметра и прямым
резцом, установленным в оправку, в
отверстиях большого диаметра.
107
Рис.
13.3. Схема нарезания наружной резьбы а
–
схема движения инструмента и заготовки;
б
–
нарезание резьбы резцом
Рис.
13.4. Резьбонарезные резцы а
–
прямой; б
–
круглый; в
–
изогнутый
Рис.13.5.
Схемы установки резца при нарезании
резьбы
Нарезание
резьбы резцами на токарных станках
выполняют за несколько рабочих ходов.
После каждого рабочего хода резец
отводят в исходное положение,
устанавливают требуемую глубину резания
и повторяют рабочий ход. Число черновых
Число черновых
рабочих ходов должно быть 3 — 6, а чистовых
– 3.
108
Для
повышения производительности труда
вместо одного резца применяют
резьбовые гребенки, которые по конструкции
подразделяют на стержневые,
призматические и круглые.
а
Рис.13.6.
Резьбовые гребенки стержневая;
б
–
призматическая; в
–
круглая
Нарезание
резьбы гребенками является более
производительным способом обработки,
так как зубья гребенки образуют ряд
последовательно расположенных
резцов, работающих одновременно. При
этом полный профиль резьбы получают
за один-два рабочих хода.
Для
нарезания наружной резьбы на винтах,
болтах, шпильках и других деталях
применяют плашки. Участок детали, на
котором необходимо нарезать резьбу
плашкой, предварительно обрабатывают.
Для образования захода резьбы в
начале нарезаемой поверхности снимают
фаску, соответствующую высоте профиля
резьбы.
Рис.13.7.
Резьбонарезная плашка а
–
вид в плане; б
–
элементы резьбы плашки
Плашка
имеет на внутренней стороне резьбу
нарезаемого профиля. в плашке в
зависимости от ее размеров просверлено
3 – 8 отверстий, пересекающих
резьбу. На пересечении поверхностей
образуются гребенки, режущая часть
которых
и нарезает резьбу. Калибрующие витки
(5 – 6 витков) калибруют резьбу по
размеру и обеспечивают требуемую
шероховатость поверхности. Плашку
устанавливают в плашкодержатель
(патрон), который закрепляют в пиноли
задней бабки или в гнезде револьверной
головки.
109
Основной
недостаток плашек – необходимость
свинчивания их по окончании нарезания,
что вызывает значительные затраты
времени и ухудшает качество резьбы.
Нарезание
резьбы самораскрывающимися резьбонарезными
головками значительно производительнее,
чем нарезание плашками и не требует их
обратного свинчивания благодаря
автоматическому раскрыванию.
Резьбонарезные
головки нормализованной конструкции
изготавливаются серийно с тангенциальным
и радиальным расположением плашек, а
также с круглыми плашками. В конце
нарезания резьбы плашки или гребенки
автоматически расходятся и при
обратном ходе не соприкасаются с резьбой.
Рис.13.8.
Резьбонарезные винторезные головки
а
–
радиальная; б
–
тангенциальная; в
–
круглая
а б
1
–
винт; 2 –гребенка; 3 – выточка; 4 –
кулачок; 5 –пружина; 6 – корпус; 7 –
обойма; 8 – штифт; 9 – кольцо; 10 –
хвостовик; 11 – пружина; 12 – рукоятка;
13 – штифт
Рис.13.9.
Винторезная головка для нарезания
наружной резьбы а
– в
рабочем положении; б
–
с открытыми гребенками
Наибольшее
распространение получили головки с
круглыми гребенками, так как они допускают
большее количество переточек и обладают
большей стойкостью, чем радиальные и
тангенциальные гребенки. Конструкция
Конструкция
такой головки приведена на рисунке
13.9. Нарезание резьбы производится
гребенками 2, которые выточкой 3
установлены на кулачках 4 и закреплены
винтом 1. Пружинами 5 кулачки 4 прижимаются
к обойме 7. В рабочем положении
резьбонарезные
гребенки сведены, так как кулачки своими
выступами М упираются
110
в
обойму. В конце рабочего хода подача
прекращается, хвостовик 10 и обойма 7
останавливаются. Корпус 6, увлекаемый
резьбой детали, продолжает двигаться.
Выступы М кулачков 4 выходят из обоймы
и кулачки вместе с гребенками под
действием пружин 5 расходятся, освобождая
обрабатываемую деталь.
Внутренние
метрические резьбы нарезают метчиками.
Обычно применяют
машинные метчики, что позволяет нарезать
резьбу за один рабочий ход. Для нарезания
резьбы в деталях из твердых и вязких
материалов применяют комплекты,
состоящие из двух или трех метчиков. В
комплекте из двух метчиков первый
(черновой) выполняет 75 % всей работы, а
второй (чистовой) доводит резьбу до
требуемого профиля. В комплекте из трех
В комплекте из трех
метчиков первый (черновой) выполняет
60 % всей работы, средний (получистовой)
– 30 % и третий (чистовой) – 10 %. Метчики
в комплекте различают по длине заборной
части, наибольшая длина заборной части
у чернового метчика.
Рис.13.10.
Резьбонарезной метчик
Метчик
представляет собой винт с резьбой
требуемого профиля и продольными
стружечными канавками. На пересечениях
канавок с витками резьбы образуются
резьбовые гребенки. Резание выполняется
режущей частью метчика, высота режущих
зубьев постепенно увеличивается. За
режущей частью расположена калибрующая
часть.
В
отверстиях с прерывистой поверхностью
(с пазом, канавкой) резьбу нарезают
метчиками с винтовыми канавками.
111
Резьбовые стержневые фрезы | Allfasteners Products
Резьбовые стержневые фрезы | Все продукты крепежа
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Название списка желаний нельзя оставить пустым
В течение долгого времени шлифовальные круги использовались для нарезки резьбовых стержней, но в отрасли существует малоизвестный инструмент, предназначенный именно для этого – резак для резьбовых стержней с соответствующим названием. Эти инструменты имеют четырехстороннюю, легко вращающуюся режущую матрицу, которая способна быстро и чисто резать резьбовой стержень. Отличительной чертой этих инструментов является их способность не создавать искры или сколы, обеспечивая пользователям возможность резки без заусенцев. Больше не нужно использовать ленту для уменьшения искр! Использование ассортимента резцов для резьбовых стержней, предлагаемых Allfasteners, означает надежность и спокойствие при каждом применении. Спросите об этих продуктах, связавшись с представителем сегодня, мы будем рады помочь вам с любыми вопросами или проблемами, которые могут у вас возникнуть.
Фильтр
Сортировать по
Бестселлер
наименование товара
Цена: от низкой до высокой
Цена: от высокой к низкой
Установить нисходящее направление
1 шт.
Показывать
12
24
36
на страницу
Посмотреть как
Сетка
Список
Начинается с
418,95 долларов США
Сохранить это
Фильтр
Сортировать по
Бестселлер
наименование товара
Цена: от низкой до высокой
Цена: от высокой к низкой
Установить нисходящее направление
1 шт.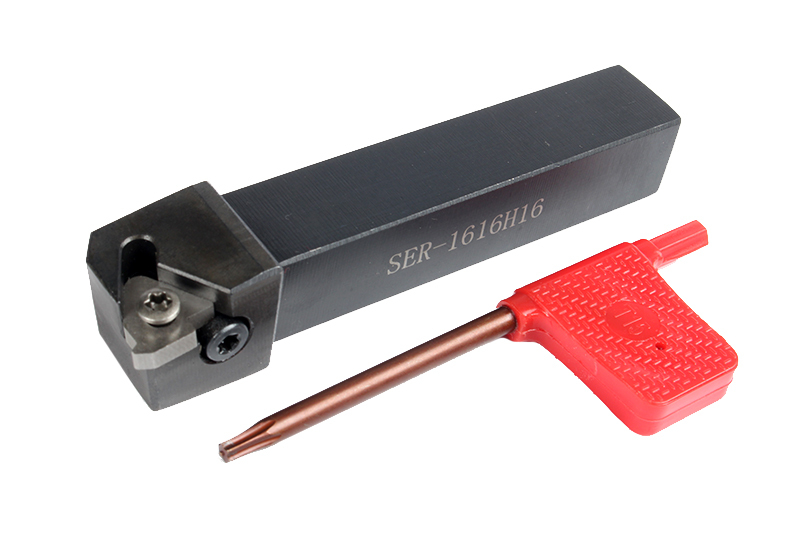
Показывать
12
24
36
на страницу
Посмотреть как
Сетка
Список
Будьте в курсе последних новостей и предложений
Адрес электронной почты
LPR Toolmakers — HSS 2 шт. Резьбонарезная инструментальная сталь 55 и 60 градусов [4-10 мм]
- Артикул:
- 2PC-HSS-4
- Наличие:
- При наличии на складе (текущий уровень запасов см.
 ниже) — Отправка в тот же день, если заказ сделан с понедельника по пятницу и до 15:30 по викторианскому времени.
ниже) — Отправка в тот же день, если заказ сделан с понедельника по пятницу и до 15:30 по викторианскому времени. - Доставка:
- Рассчитано на кассе
MSRP:
$29,95
Сейчас:
22,95 $
— Вы экономите
$7. 00
00
Текущий запас:
Количество:
Часто покупают вместе:
- Описание
РЕЗЬБА 55 И 60 ГРАДУСОВ ШТ.
Варианты включают: выберите нужный размер:
4 мм, квадрат x 63 мм, длина
9011 2 Квадрат 6 мм x длина 63 мм
Квадрат 8 мм x длина 80 мм
Квадрат 10 мм x Длина 100 мм
Набор из 8 шт. — 4-10 мм
Подходит для нарезания резьбы на токарных станках.