Рубка листа: Рубка листа
Содержание
Рубка металла гильотиной: технологические особенности
- Главная
- Статьи
Рубка металла гильотиной: технологические особенности и преимущества
Современные станки для гильотинной рубки листового металла позволяют минимизировать отходы при изготовлении деталей и сократить производственный цикл. Это положительно отражается на себестоимости готовых изделий.
Высокоточное оборудование, использующее новейшие технологии, гарантирует качество гильотинной резки металлопродукции не только по индивидуальному проекту, но и для масштабных заказов.
Особенности рубки листового металла на гильотине
Ранее гильотинная рубка металла выполнялась в ручном режиме путем ударного воздействия зубила на лист металла. Сейчас в Москве такая методика используется изредка, лишь в мелкотоварном производстве и при отсутствии серьезных требований к качеству. Масштабные проекты реализуются с помощью механизированного оборудования, благодаря чему не только возрастают объемы, но и снижается конечная цена. Все это приводит к популярности данной технологии и выгоде производства под заказ.
Масштабные проекты реализуются с помощью механизированного оборудования, благодаря чему не только возрастают объемы, но и снижается конечная цена. Все это приводит к популярности данной технологии и выгоде производства под заказ.
Порядок нарезки листа металла на гильотине:
- Укладка металлической заготовки на станину.
- Фиксация листа посредством прижимного механизма.
- Определение размеров будущего изделия и обозначение мест разрезов.
- Активация гильотинных ножниц.
Рубка металла на гильотине: преимущества
Экономические преимущества резки металлических изделий на гильотине очевидны – это большие объемы при относительно малых временных затратах и существенно меньшая цена готовой продукции. Эта технология имеет и ряд практических достоинств:
- Гильотина одинаково эффективно работает как с листовым металлом, так и с заготовками иных форматов.
 Это позволяет выполнять под заказ большую номенклатуру металлопродукции.
Это позволяет выполнять под заказ большую номенклатуру металлопродукции. - Рубка металла на гильотине конвейерным способом уменьшает количество операций, что положительно отражается на скорости работы, степени загруженности производства и энергопотреблении.
- Процедура изготовления изделий не приводит к изменению физико-химических свойств металла.
- Резка металла на гильотине существенно снижает объемы отходов производства. Готовая деталь не требует дополнительной обработки и готова к проведению других операций – сверления, сварки или покраски.
- Введенные параметры будущего изделия не имеют допусков на технологические разрезы. При этом кромка получается ровная, без наплывов, а точность реза не превышает 0,1-0,2 мм, обладает строго вертикальным направлением с углом 90°.
В дополнение гильотинная рубка металла позволяет не только вырезать изделия, но и формировать на поверхности металлической заготовки углубления, имеющие различный профиль.
Виды гильотин
Оборудование подбирается в зависимости от особенностей производства, его масштабов и требований к качеству готовой продукции.
- Гильотина с электромеханическим приводом.
Это наиболее упрощенное и, соответственно, самое распространенное оборудование, позволяющее нарезать металл на гильотине в больших объемах. Высокий спрос на такие станки рождает и широкий ассортимент предложений базовой комплектации. Есть также и более усложненные модели, имеющие в оснащении автоматизированное управление гидравлическими механизмами прижима и современную систему поддержки заготовки, а также конвейер приема продуктов. Часто такое оборудование обладает ЧПУ.
Особенность электромеханических гильотин – это резка металлических полос и листов толщиной до 8 мм при сохранении качества реза. Станки также не имеют ограничений по размеру заготовки, что позволяет обрабатывать на них профнастил, элементы водосточных, кровельных или вентиляционных систем.

- Гильотина с пневматическим приводом.
С помощью пневматики или гидравлики существенно снижается шумность работы режущих станков. Еще одно особое преимущество такого оборудования заключается в снижении энергопотребления. При этом скорость операций и точность реза сохраняются.
В качестве привода может использоваться и физическая сила – такие гильотины называют ручными. Они отличаются от прежнего зубила наличием рабочей станины, на которой закреплен нож гильотины. Допускается малая механизация, когда устройство управляется путем нажатия педали. Такое оборудование позволяет обрабатывать небольшие заготовки толщиной до 1 мм. Чаще всего ручные гильотины применяются для обработки неметаллических болванок.
В заключение
С помощью гильотинного оборудования невозможно изготовить детали, имеющие сложную геометрическую форму. Но косынки, полосы, закладные изделия или детали с нестандартными размерами можно изготовить просто и быстро.
Это способ резки металла из листа или болванки иного формата отличается простотой, но все равно требует аккуратности и внимательности. Важно подбирать для гильотины и соответствующие лезвия, которые должны отвечать требованиям станка.
Другие статьи
|
Аргонная сварка металла — особенности и оборудование
Подробнее
|
Токарная обработка металла и ее основные принципы
Подробнее
|
Порошковая покраска: все, что нужно знать
Подробнее
|
Рубка стального листа на гильотине
Параметры для гильотины
ООО Стальвека осуществляет рубку листового металла на гильотине по размерам заказчика.
Материал – чёрный металл г/к, х/к, оц.
Длина листа до 6000 мм
Толщина металла от 0,5 мм до 20 мм
|
| ||||||
|
Размер обрабатываемого металлопроката |
Цена одной операции по резке | |||||
|
Гильотиной |
Резка пополам (гильотина) | |||||
|
Лист, мм | ||||||
|
до 2,5 |
до 1 500 |
22 | ||||
|
от 1 501 до 2 200 |
32 | |||||
|
3 |
до 1500 |
25 |
150 | |||
|
от 1 501 до 2 200 |
35 |
150 | ||||
|
4 |
до 1000 |
28 |
270 | |||
|
от 1 001 до 2 200 |
42 |
270 | ||||
|
5 |
до 1000 |
30 |
300 | |||
|
от 1 001 до 2 200 |
50 |
300 | ||||
|
6 |
до 1000 |
35 |
330 | |||
|
от 1 001 до 2 200 |
55 |
330 | ||||
|
7 |
до 1000 |
40 |
360 | |||
|
от 1 001 до 2 200 |
65 |
360 | ||||
|
8 |
до 1000 |
50 |
390 | |||
|
от 1 001 до 2 200 |
75 |
390 | ||||
|
9 |
до 1000 |
55 |
420 | |||
|
от 1 001 до 2 200 |
85 |
420 | ||||
|
10 |
до 1000 |
65 |
450 | |||
|
от 1 001 до 2 200 |
95 |
450 | ||||
|
12 |
до 1000 |
75 |
480 | |||
|
от 1 001 до 2 200 |
110 |
480 | ||||
|
14 |
до 1000 |
85 |
510 | |||
|
от 1 001 до 2 200 |
125 |
510 | ||||
|
16 |
до 1000 |
100 |
540 | |||
|
от 1 001 до 2 200 |
145 |
540 | ||||
Рубка металла гильотиной
Рубка металлических листов дает возможность эффективно выполнять качественные заготовки деталей. Рубка металла — распространенная заготовительная операция. При не особо больших требованиях к точности возможно дешевое получение готовых деталей. Так изготавливаются закладные детали с минимальной ценой в Москве. На нашем производстве гидравлические гильотинные ножницы совершают не только продольные, поперечные, но и диагональные срезы в том числе и под прямым углом относительно листа.
Рубка металла — распространенная заготовительная операция. При не особо больших требованиях к точности возможно дешевое получение готовых деталей. Так изготавливаются закладные детали с минимальной ценой в Москве. На нашем производстве гидравлические гильотинные ножницы совершают не только продольные, поперечные, но и диагональные срезы в том числе и под прямым углом относительно листа.
Преимущества резки металла на нашем производстве
Высокая точность резки
Отсутствие подкаленной кромки
ГОСТ стандарты
Экономия материала
Для того чтобы оформить заявку, позвоните нам по телефону +7 (495) 268-09-78
Рубка листа на гильотине Кемерово.
 Профсталь
Профсталь
Рубка листа на гильотине Кемерово. Профсталь
ПрофСталь
Личный кабинет
Корзина
0
Корзина
0
-
Главная
- Услуги
- Рубка листа на гильотине
Рубка листа осуществляется на гильотинных ножницах
| Листы | Вид гильотины | Ширина стола |
|---|---|---|
От 0.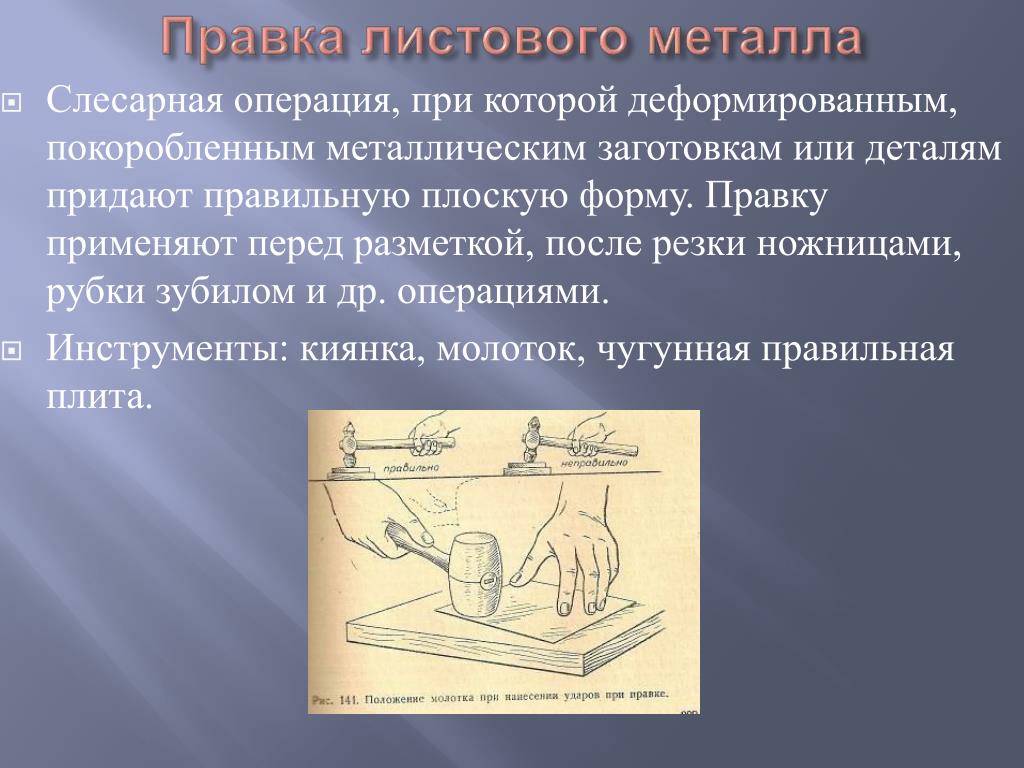 5мм до 10,0мм 5мм до 10,0мм | Механическая | 2,0М |
Цена указана в рублях без учета НДС
| Наименование | Цена 1 руба |
| Лист ОЦ 0.45мм | 42 |
| Лист ОЦ 0.5мм | 42 |
| Лист г/к 0.8мм | 42 |
| Лист г/к 1мм | 42 |
| Лист г/к 1.2мм | 42 |
| Лист г/к 1.4мм | 42 |
| Лист г/к 2мм | 56 |
| Лист г/к 3мм | 56 |
| Лист г/к 4мм рифл | 56 |
| Лист просечно-вытяжной 4,0мм | 56 |
| Лист г/к 4мм | 56 |
| Лист г/к 5мм | 70 |
| Лист г/к 6мм рифл | 84 |
| Лист г/к 6мм | 84 |
| Лист г/к 8мм | 112 |
| Лист г/к 10мм | 140 |
С нами удобно!
Всегда точно в срок, экономия времени
Все по ГОСТу,
без брака
Выгодные цены.
Любые объемы
Контроль на всех этапах.
Личный кабинет
Возможно, вы захотите посмотреть
Круги отрезные
Изделия кованые
Заглушки
Сантехника
Фиксаторы
Сизы
Электроды
Изделия
Проволока вязальная
Шарниры
Итого к оплате:
0,00₽
| Длина, м | Масса шт, кг | Цена, за метр: | Цена за штуку: | Цена за тонну: |
|---|---|---|---|---|
| 0 | 0 | 0 | 0 | 0 |
Выберите количество
Рубка металла > от Недвальс
Рубка металла гильотиной и плазменная резка. Работы Без деформации, любая форма.
Работы Без деформации, любая форма.
Как происходит рубка металла?
Рубка металла это сложный и трудоёмкий процесс, который используется при обработке металлических изделий. Во время рубки происходит разделение металла на детали, вырубание пазов и щелей, удаление окалин, зазубрин и неровностей с поверхности. Буквально ещё в прошлом веке его осуществляли только вручную, с помощью молотка и зубила. Постепенно с развитием технологий в металлообрабатывающей промышленности появились станки, позволяющие совершать рубку металла на равные заготовки. Затем эти же станки увеличили свой функционал и на заготовках стали получать нужную кромку металла, а затем формировать на поверхности листа металла различные углубление и фигурные резы. Сейчас все больше и больше применяют автоматизированную рубку металла в Новосибирске.
В компьютер закладывают схему раскроя железного листа и после этого запускают программу. Раскрой стараются сформировать таким образом, что бы практически не оставалось отходов. В зависимости от вида оборудования процесс может быть полностью автоматизирован и присутствие человека минимально, так же полу автоматизирован, где человек регулирует процесс рубки листового металла. Рубка осуществляется для металлов любого типа: штампованной, углеродистой или легированной стали. Толщина стали может варьироваться от одного до 20 миллиметров, а длина среза до трёх метров.
В зависимости от вида оборудования процесс может быть полностью автоматизирован и присутствие человека минимально, так же полу автоматизирован, где человек регулирует процесс рубки листового металла. Рубка осуществляется для металлов любого типа: штампованной, углеродистой или легированной стали. Толщина стали может варьироваться от одного до 20 миллиметров, а длина среза до трёх метров.
Цена резки металла часто зависит от того кто её осуществляет, Компания Nedwals производит рубку металла гильотиной по очень выгодным условиям. Уточните стоимость услуги у наших менеджеров.
Способы рубки металла?
На данный момент существует два основных способа рубки листового металла механический, который используют на мелких промышленных предприятиях или в кустарном производстве, второй автоматический. При механической резки используются роликовые ножницы, кузнечные молоты и различные прессы и зажимы. Способ остаётся трудозатратным и тяжёлым, при нем качество раскроя остаётся низким и до сих пор, не говоря уже про количество отходов.
Автоматизированная рубка металла проходит с помощью специального оборудования – гильотиной, в зависимости от производства гильотина может осуществлять раскрой механическим способом или лазером.
Рубка металла с помощью гильотины.
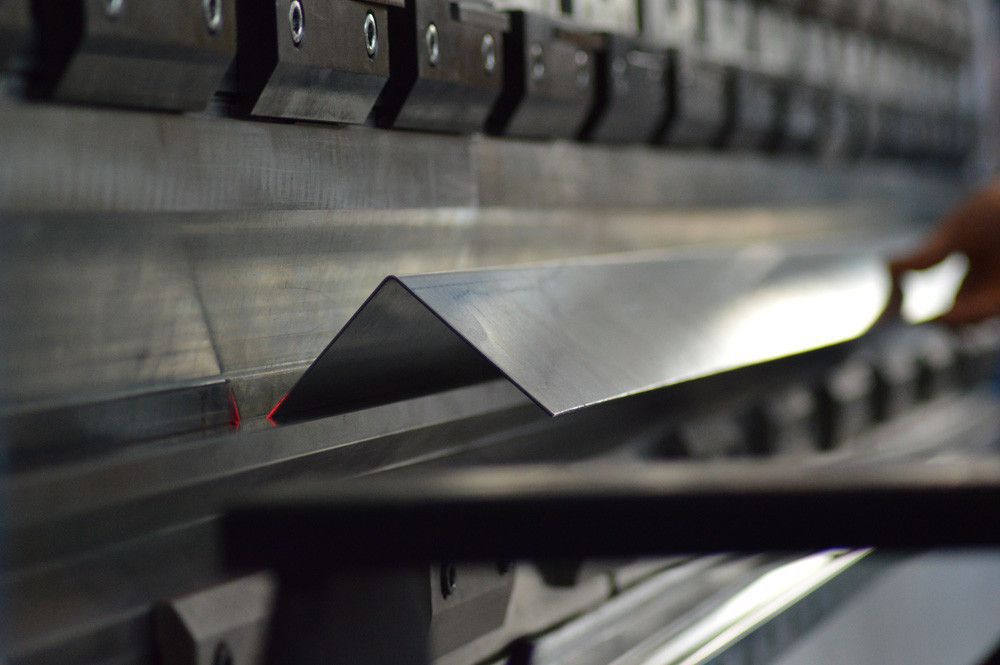
Гильотина – специализированный станок для рубки металла в Новосибирске, состоящий из стола со станиной на который укладываются листы железа, регулируемый упор, пресс или прижимные устройства, ограничители, балка, на которой находится верхнее опускаемое лезвие, нижнее неподвижное лезвие или резак. Это надёжное и простое устройство, делающее рез с точностью до 1 миллиметра. Лист металла прочно фиксируется в станке, после чего режется на заготовки с помощью верхнего и нижнего ножей, которые приводятся в движение с помощью электрического мотора. Раскрой металла происходит за счёт силы давления на лист металла, который размещается на столе зоны резки, затем фиксируется с помощью пресса. Затем происходит рубка листового металла путём опускаемого ножа на лист. В этот момент с обратной стороны листа делается надрез другим ножом, находящимся в основании станка. После того, как рез будет сделан, происходит лом по резу изделия и верхнее лезвие возвращается на место и фиксируется. Полученная в процессе рубки металла заготовка уходит в специально отведённый контейнер или лоток.
В этот момент с обратной стороны листа делается надрез другим ножом, находящимся в основании станка. После того, как рез будет сделан, происходит лом по резу изделия и верхнее лезвие возвращается на место и фиксируется. Полученная в процессе рубки металла заготовка уходит в специально отведённый контейнер или лоток.
Сейчас в промышленности применяются различные способы рубки металла, такие как плазменный резак, лазерная или газокислородная резка и другие. Каждый способ резки имеет свои достоинства, но резка гильотинным способом пока остаётся самой популярной. Качественная гильотинная рубка металла в Новосибирске обеспечивает не более десяти процентов отходов, в отличие от других способов. Так же цена резки металла может сильно возрасти при лазерной или плазменной резке. Хотя у гильотины тоже есть минус, так как она не делает фигурную резку, но она незаменима в других резах. С каждым годом станок все больше усовершенствуется, он становится более мощным и может выполнять все более сложные задачи.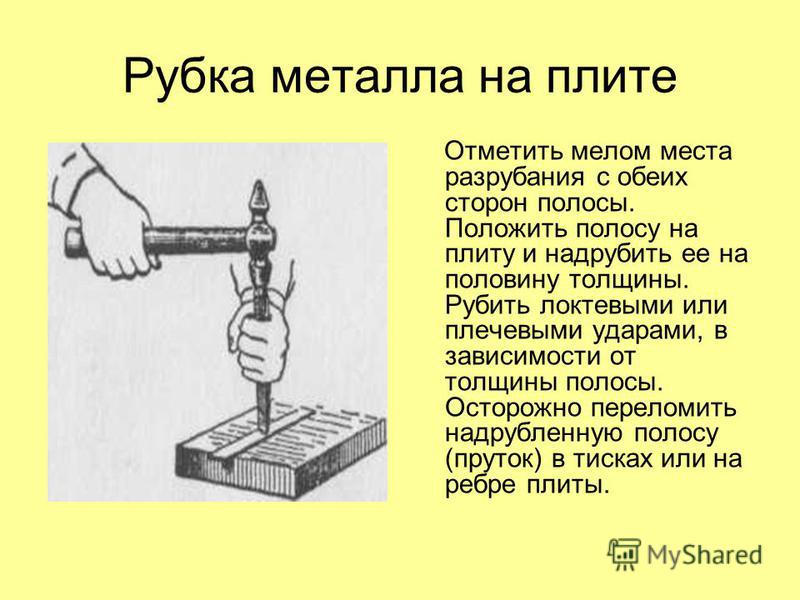
Преимущества гильотинной рубки листового металла.
Холодная резка. Рез производится холодным способом, без тепловой или химической обработки, что позволяет избежать деформации металла при резе и изменении его свойств.
Высокое качество среза. Рубка металла происходит под углом 90 градусов, поэтому получается ровный и гладкий рез без зазубрин, не требующий дальнейшей обработки. В связи с тем, что детали не требуют шлифовки, процесс резки получается быстрый и цена резки металла остается низкой.
Безотходная технология. Точность рубки и качественно сделанный раскрой дают возможность избежать создание лома, что очень удобно при больших заказах или крупных производствах.
Выгодная цена резки металла. Автоматизированный процесс рубки металла в Новосибирске проходит достаточно быстро и с минимальными трудозатратами, позволяя снижать себестоимость услуги и продукции, получаемой в ходе резки.
Виды гильотинных станков для рубки металла.
Классификация основывается на нескольких признаках гильотин: тип привода или ножей, количество операций рубки листового металла, максимальные размеры и толщина перерубаемого листа.
Наиболее популярная – по типу привода, так как от неё зависит качество и производительность процесса рубки металла в Новосибирске.
Гидравлический привод. Гильотины для рубки металла на таком приводе обладают долгим сроком службы, их по праву считают самыми мощными, они могут легко обрабатывать листы металла толщиной от 2 до 20 миллиметров и длиной реза от 1 до 3 метров. Их используют в основном при производстве заготовок с прямыми кромками. Ножи при резке создают давление, превышающее 400 мПа, по всей площади реза, В таких станках чаще всего используют ножи для рубки листового металла, которые могут двигаться по вертикальным направляющим или по дугообразным. При дугообразном движении давление на лист снижается, но это никак не отражается на качестве резки, поэтому его часто используют при создании заготовок из сплавов повышенной прочности или толстого металла. Гидравлический гильотинный станок легко настраивается, при этом все настройки необходимые для рубки металла в Новосибирске сохраняются в памяти, что упрощает эксплуатацию станка. Не смотря, на большие габариты, станок работает бесшумно, ножницы двигаются плавно. В зависимости от задач могут работать в автоматическом и ручном режиме.
Гидравлический гильотинный станок легко настраивается, при этом все настройки необходимые для рубки металла в Новосибирске сохраняются в памяти, что упрощает эксплуатацию станка. Не смотря, на большие габариты, станок работает бесшумно, ножницы двигаются плавно. В зависимости от задач могут работать в автоматическом и ручном режиме.
Пневматический привод. Так же как и станки с гидравлическим приводом обладают высокой мощностью и большими габаритами. Чаще всего используются для рубки металла на крупных металлургических заводах, оснащены устройством работающим от сжатого воздуха, для рубки листового металла запускается компрессор или центральная магистраль. Оснащены выдвижными контейнерами для сбора заготовок после резки, большими столами и автоматизированными устройствами подачи листов для рубки металла. Процесс изготовления на станках с пневматическим приводом очень высок, что положительно сказывается на цене резки металла.
Электромеханический привод. Работает гораздо более шумно, чем станки с гидравлическим и пневматическим приводом, но не уступает им по своей производительности, могут совершать до 60 ходов ножа за одну минуту. Такие станки производят рубку металла в Новосибирске за счёт кривошипного механизма привода, к которому прикреплён нож. Кривошипный механизм соединяется с валом отбора мощности, питающийся от электрического двигателя, после нажатия кнопки верхний нож резко опускается, а нижний нож поднимается, в итоге оба ножа оказывают одинаковое давление на лист, и происходит рубка металла. Станки в основном используют для создания прямолинейных заготовок большого размера. Гильотины с электромеханическим приводом часто используют частные предприятия или компании, занимающиеся кустарным производством, так как они просты в эксплуатации и обеспечивают невысокую цену резки металла.
Ручной привод. Такие станки обладают компактными размерами, в отличие от своих собратьев.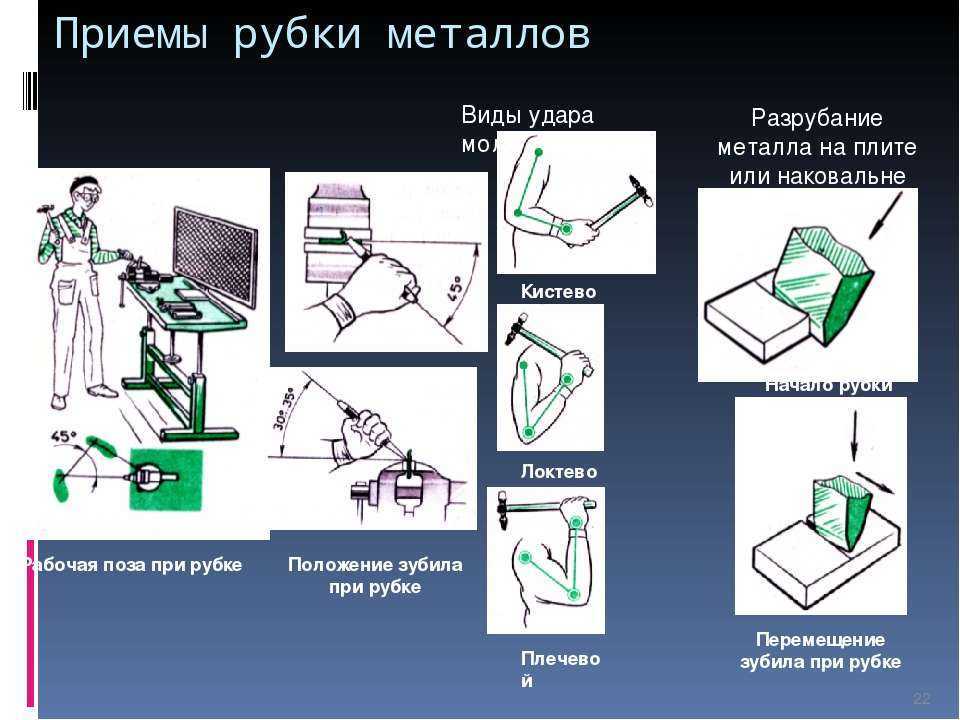 Они имеют ограничения по толщине в рубке листового металла, а так же видам производимых заготовок. Наделены двумя видами управления: ножным, когда включение мотора производится педалью и ручным, когда станок включается специальным рычагом. Так же, как и в других станках, рубка металла производится двумя ножами, нижний, из которых неподвижен, а основную часть работы осуществляет верхний резак, движущийся по вертикали вверх и вниз, а так же поворачивающийся по своей оси. Обычно на станках с ручным приводом рубка металла в Новосибирске производится толщиной не более одного миллиметра. Запускаются станки с помощью редуктора, есть модели без подключения к электричеству.
Они имеют ограничения по толщине в рубке листового металла, а так же видам производимых заготовок. Наделены двумя видами управления: ножным, когда включение мотора производится педалью и ручным, когда станок включается специальным рычагом. Так же, как и в других станках, рубка металла производится двумя ножами, нижний, из которых неподвижен, а основную часть работы осуществляет верхний резак, движущийся по вертикали вверх и вниз, а так же поворачивающийся по своей оси. Обычно на станках с ручным приводом рубка металла в Новосибирске производится толщиной не более одного миллиметра. Запускаются станки с помощью редуктора, есть модели без подключения к электричеству.
Компания Nedwals обладает большим опытом в сфере металлообработки, в нашей линейке есть оборудование соответствующее российским и европейским знакам качества. Наши специалисты готовы выполнить заказ любого объёма, по вашему техническому заданию. Наши станки могут осуществлять рубку листового металла любой толщины и формы, на каждом этапе производства осуществляется строгий контроль качества, что позволяет каждый заказ изготовить к нужному сроку и отличного качества.
Собственное производство позволяет нам формировать выгодную цену резки металла для наших заказчиков. Узнать расценки на рубку металла, а та же получить консультацию по всем услугам и производимой продукции вы можете у наших менеджеров.
Завод Nedwals осуществляет рубку металла, резку металла, толщиной от 2 мм до 20 мм. Цена на рубку/резку/раскрой листового металла от 10 тыс/тонна. Более точные цены на рубку/резку/раскрой металла в Новосибирске Вы можете уточнить позвонив в офис компании.
Рубка металла
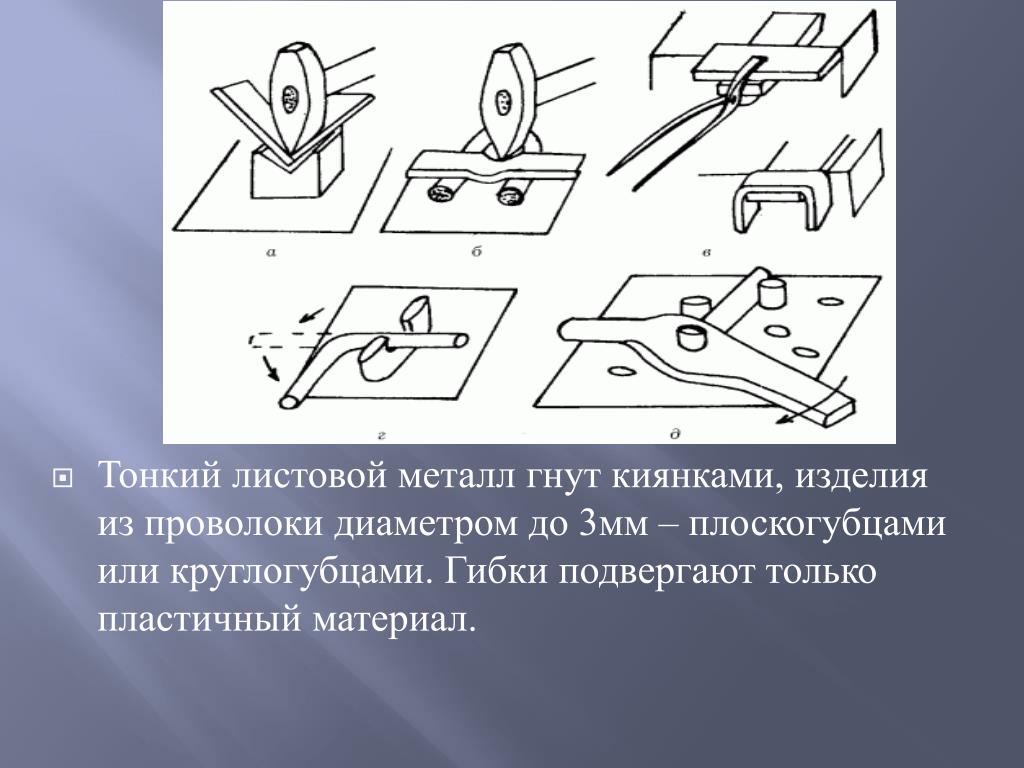
Одно из направлений завода Nedwals – рубка металла и рубка листового металла. Рубка и резка листового металла и других металлов происходит на производственных площадях завода Nedwals. Рубкой называется процесс или операция по снятию с материала или заготовки определенного слоя, а также разрезание или отрубание (листового, полосового, профильного) металла. Рубка металла может происходить исходя из определенных размеров заказчика деля металл на заготовки или отрезая остатки ненужных частей. Рубка металла может осуществляться различными устройствами: с помощью режущего/рубящего пресса, режущей гильотины, плазменная резка/рубка металла, а также достаточно простыми инструментами, например, ножницами по металлу, зубилом, канавочником с использованием молотка. Необходимость рубки металла возникает по разным причинам, одна из них – когда заготовка не может быть обработана на металлорежущих станках. Рубка металла позволяет выполнять определенные работы: обрубка литья, сварных швов, удаление с поверхности заготовки лишних материалов, прорубание кромок под сварку, удаление заусенцев, прорубание смазочных канавок, рубка отверстий в металле/листовом металле, рубка и создание заготовок и т.д. Рубка металла может производиться и на простых устройствах, например, рубка металла в тисках, на наковальне и на специализированной плите. Рубка металла возможна и при больших размерах металла. Для этого необходимо закрепить металлическую заготовку, например, в стуловых тисках. Существует ручная рубка, т.
Рубка металла может осуществляться различными устройствами: с помощью режущего/рубящего пресса, режущей гильотины, плазменная резка/рубка металла, а также достаточно простыми инструментами, например, ножницами по металлу, зубилом, канавочником с использованием молотка. Необходимость рубки металла возникает по разным причинам, одна из них – когда заготовка не может быть обработана на металлорежущих станках. Рубка металла позволяет выполнять определенные работы: обрубка литья, сварных швов, удаление с поверхности заготовки лишних материалов, прорубание кромок под сварку, удаление заусенцев, прорубание смазочных канавок, рубка отверстий в металле/листовом металле, рубка и создание заготовок и т.д. Рубка металла может производиться и на простых устройствах, например, рубка металла в тисках, на наковальне и на специализированной плите. Рубка металла возможна и при больших размерах металла. Для этого необходимо закрепить металлическую заготовку, например, в стуловых тисках. Существует ручная рубка, т. е. когда для рубки металла не применяют механизированных режущие станки или инструменты, например, плазменная резка, режущий пресс, режущей/рубящей гильотины и т.д. Ручная рубка металла достаточно тяжелое занятие, по возможности, этот процесс стараются механизировать/автоматизировать. Необходимость в ручной рубке металла возникает при: удалении сварных швов, отрезании/обрубании припоев, рубке/обрубке литья.
е. когда для рубки металла не применяют механизированных режущие станки или инструменты, например, плазменная резка, режущий пресс, режущей/рубящей гильотины и т.д. Ручная рубка металла достаточно тяжелое занятие, по возможности, этот процесс стараются механизировать/автоматизировать. Необходимость в ручной рубке металла возникает при: удалении сварных швов, отрезании/обрубании припоев, рубке/обрубке литья.
Рубка металла цена
Рубка металла — это слесарная операция, которая осуществляется режущими ударными инструментами или станками. Рубка металла позволяет удалить с изделия или заготовки излишки слоев или удалить края, сделать отверстия или канавки, вырубить пазы. К вышеупомянутым производственным станкам таким как лазерная и плазменная резка металла, гильотина для рубки металла, пресс для гибки и рубки металла, тиски, можно добавить инструментам для рубки металла более простые и доступные: крейцмейсель, молоток и зубило. Рубка металла или резка металла является неотъемлемой частью процесса металлообработки. Рубка металла необходима на всех этапах металлообрабатывающего производства. Рубка, гибка и раскрой металла являются трудоемкими затратами, т.е. времени и сил уходит очень много, а КПД при этом небольшое.
Рубка металла необходима на всех этапах металлообрабатывающего производства. Рубка, гибка и раскрой металла являются трудоемкими затратами, т.е. времени и сил уходит очень много, а КПД при этом небольшое.
Рубка металла и рубка металла цена – это одни из самых популярных запросов поисковой системы в направлении “рубка металла”. Цена на рубку металла может отличаться. Цена рубки металла зависит от сложности производимых работ. Одним из факторов, влияющих на цену рубки металла — это сам материал, из которого изготовлена заготовка. Так же цена на рубку металла влияет сложность и трудоемкость оказываемых услуг. Оказываемые услуги рубки металла и их цены можно узнать, позвонив в офис или на производство завода Nedwals.
Рубка листового металла
Рубка листового металла может производиться за счет гильотинных ножниц. Гильотинные ножницы – это станок, который выполняет функцию необходимую для раскроя, рубки и резки листового металла. Рубка/раскрой листового металла за счет гильотины позволяет нарезать металл за отрезки или заготовки. Рубка листового металла гильотиной, позволяет производить резку металла на заготовки определенной длинны и ширины. Такой вариант рубки листового металла является более точным, по сравнению с другими видами рубки или резки металла. Одной из самых точных видов рубки и резки металла является лазерная резка металла или плазменная рубка / резка металла.
Рубка листового металла гильотиной, позволяет производить резку металла на заготовки определенной длинны и ширины. Такой вариант рубки листового металла является более точным, по сравнению с другими видами рубки или резки металла. Одной из самых точных видов рубки и резки металла является лазерная резка металла или плазменная рубка / резка металла.
Резка гибка металла
Рубка и гибка металла позволяет произвести обработку металлоизделий — убрать наплывы, снять неровности на заготовке. Рубка металла решает проблемы, возникшие при первоначальной обработке, например, избавиться от нагоревшей корки, а также устранить ряд дефектов. Рубка металла, в основном, характеризуется невысокой точностью, т.к. для наилучших результатов необходимо очень качественное и высококлассное оборудование, такое как плазменная резка и лазерная резка металла.
Резка металла
Существуют станки ЧПУ, позволяющие осуществлять высокоточную рубку или резку металла. Завод Nedwals предлагает такие услуги как: гибка рубка металла. Выполнение рубки металла может производиться на различных станках, все зависит от чертежей заказчика или пожеланий. Рубка и резка металла бывает горизонтальной и вертикальной. Все зависит от расположения простых режущих инструментов, таких как тиски, наковальня, гильотина или плита. Многозадачные станки с ЧПУ позволяют решить более сложные задачи чем горизонтальная и вертикальная резка и рубка металла, да еще и с высокой точностью.
Выполнение рубки металла может производиться на различных станках, все зависит от чертежей заказчика или пожеланий. Рубка и резка металла бывает горизонтальной и вертикальной. Все зависит от расположения простых режущих инструментов, таких как тиски, наковальня, гильотина или плита. Многозадачные станки с ЧПУ позволяют решить более сложные задачи чем горизонтальная и вертикальная резка и рубка металла, да еще и с высокой точностью.
Рубка и резка металла относятся к слесарным работам. Разметка рубка металла осуществляется исходя из режущего инструмента, с учетом погрешности и захвата металла, а также, основываясь на чертежах заказчика или пожеланиях.
Правка гибка металлов
Правка гибка металлов. Правка и гибка металлов – процедура, позволяющая сделать метал необходимой формы. Рубка правка и гибка металла позволяют исправить недочеты или огрехи, допущенные при производстве металлической заготовки.
Компанию Nedwals можно отнести к строительной компании или к подрядно строительной компании. Большой перечень услуг, связанных с металлообработкой, участие в строительстве жилых домов, зданий и сооружений, оказание частных мелких услуг населению по индивидуальным заказам, большой склад для хранения производимой продукции, складские помещения, которые сдаются в аренду, а также сдача в аренду офисных помещений.
Большой перечень услуг, связанных с металлообработкой, участие в строительстве жилых домов, зданий и сооружений, оказание частных мелких услуг населению по индивидуальным заказам, большой склад для хранения производимой продукции, складские помещения, которые сдаются в аренду, а также сдача в аренду офисных помещений.
По всем интересующим Вас вопросам обращайтесь по телефонам, указанным на главной странице сайта.
Рубка металла
Компания Nedwals осуществляет роспуск листового металлопроката. Роспуск листового металлопроката или рубка металла происходит на гильотине, зубилом или за счет плазменной резки. Раскрой металла гильотиной позволяет нарезать лист на необходимые заготовки обеспечивая соответствующую длину и ширину. Завод Nedwals предоставляет услугу гибка металла. Гибка рубка металла в Новосибирске.
Листовой металл
Листовой металл очень удобен для резки. Резка листового металла может осуществляться гильотиной. Так же завод Nedwals предоставляет такую услуга как гибка листового металла.
Популярные запросы Яндекс: “рубка гильотина, гильотина металл, металл резка, гильотина резка, металл гибка, металл листовой резка, гибка листовой металл, раскрой металл, листовой металл, лист рубка, обработка металл, листовой металл раскрой”.
Рубка металла гильотиной
Рубка металла гильотиной – происходит на специальном станке, который предназначен для раскроя и резки листового металла. Рубка металла на гильотине относится к обработке металла. Рубка металла на гильотине — часто используется для производства прямолинейных заготовок. Рубка металла на гильотине – это недорогой способ раскроя листового металла.
Рубка металла цена
Цена на рубку металла зависит от сложности производимых работ, например, роспуск листового металлопроката это одна цена, а обрубка заготовки от лишних деталей или рубка металла зубилом – это другая цена. Один из часто задаваемых вопросов: “рубка металла на гильотине цена” или “рубка листового металла цены”. Все цены на рубку металла индивидуальны, многое зависит от объема, дополнительно заказанных работ, срочности выполнения заказов.
Обработка металла
Под обработкой металла понимают большой перечень услуг. Например, раскрой листового металла, сварочные работы, накатка резьбы, механизированная рубка металла, термообработка, роспуск листового металлопроката т.д. Обработка металла в Новосибирске – это востребованная услуга, имеет широкое применение. Завод Nedwals предоставляет широкий спектр услуг по обработке металла, так же мы являемся подрядной организацией при строительстве домов, зданий и различных сооружений.
Выполнение рубки металла
Выполнение рубки металла происходит, используя инструмент для рубки металла. Листовой металл — это резка на гильотине, если что-то маленькое или индивидуальное, то можно и ножницами по металлу.
Листовой металл раскрой
Раскрой листового металла – важный процесс. Прежде чем приступить к раскрою листового металла нужно все померить и разметить, поэтому, сначала разметка, а потом рубка металла.
Металл листовой резка
Резка листового металла может осуществляться с использованием различных инструментов, например, с использованием станков ЧПУ. Инструмент применяемый при рубке металла так же различен. Резка листового металла и рубка листового металла зачастую одно и тоже. Могут использоваться различные ножи для рубки металла и резки металла. Так же обязательно необходимо соблюдать правила безопасной работы при рубке металла. Резка и рубка металла часто используется для закладных, пластин, шайб и т.д., то есть не только для листового металла. В основном пластины, шайбы и закладные режут при точной подгонке, или на стройках.
Инструмент применяемый при рубке металла так же различен. Резка листового металла и рубка листового металла зачастую одно и тоже. Могут использоваться различные ножи для рубки металла и резки металла. Так же обязательно необходимо соблюдать правила безопасной работы при рубке металла. Резка и рубка металла часто используется для закладных, пластин, шайб и т.д., то есть не только для листового металла. В основном пластины, шайбы и закладные режут при точной подгонке, или на стройках.
Металл гибка
Гибка металла – это технологический процесс, в результате изделие приобретает необходимую форму или загиб. Сгибание металла осуществляется на специальных листогибочных прессах. Современные гибочные станки позволяют достаточно точно и быстро придать металлу необходимую форму.
Ручная рубка металла
Ручная рубка металла – процесс достаточно трудоёмкий. При ручной рубке металла может использоваться зубило, тиски, молоток, ножницы для рубки металла и резки. Такие работы бывают необходимы. Этот процесс называют — рубка металла в тисках или ручная рубка металла. Данный процесс возникает как “правка рубка металла”, т.е. исправление промахов. “Рубка металла на плите” – ещё так называют ручную рубку металла.
Этот процесс называют — рубка металла в тисках или ручная рубка металла. Данный процесс возникает как “правка рубка металла”, т.е. исправление промахов. “Рубка металла на плите” – ещё так называют ручную рубку металла.
Способы рубки металла
Способов рубки металла достаточно. Операция рубки металла может быть автоматизирована или механизирована. Все зависит от оборудования применяемого для рубки металла, условий и задач.
Рубка металла гильотиной
Рубка металла на гильотине востребована. Рубка металла обеспечивает удаление лишнего материала с заготовки или конечного изделия. Рубка листового металла гильотиной позволяет нарезать необходимые отрезки или заготовки для дальнейшей обработки. Завод Nedwals оказывает услуги по рубке металла в Новосибирске и Новосибирской области. Цена на рубку металла зависит от сложности производимых работ. Существует ручная рубка металла, так же рубка металла может осуществляться с использованием электромеханической гильотины что обеспечивает более точный процесс обработки заготовки или изделия.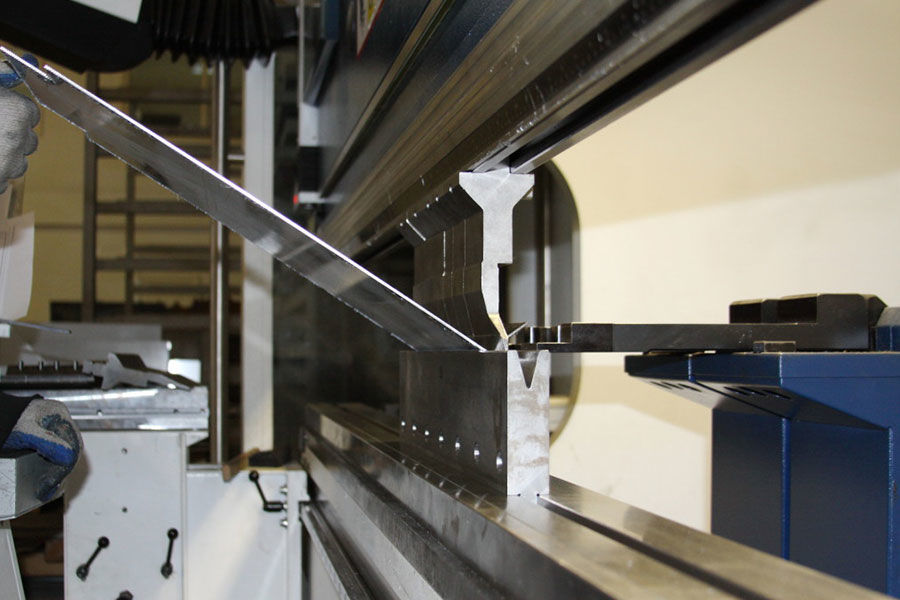
Рубка листового металла и гибка листового металла
Рубка листового металла и гибка листового металла зачастую электро механизированы. То есть ручная рубка металлов уже не используется, а используют электро станки, поэтому цена рубки листового металла будет дешевле. Самая дешевая цена на рубку металла за единицу изделия, это рубка листового металла гильотиной.
Рубка листового металла в Новосибирске
Завод Nedwals располагается в Новосибирске, поэтому и услуги по рубке металла оказываются в Новосибирске и Новосибирской области. Конечно гильотина по рубке металла — станок, позволяющий производить достаточно точные операции по резке металла, но расстояния к примеру Владивосток – Новосибирск не всегда экономически выгодны для заказчика чтобы оказать услугу резка / рубка металла. Хотя, всё может быть, звоните, может будут выгодно.
Рубка металла зубилом
Рубка металла зубилом относится к грубой обработке заготовки. Приемы рубки металла зубилом различны. Как показывает практика, это единичные заказы, и одной рубкой металла зубилом не обойтись. Здесь могут потребоваться ножницы по металлу, шлифовальный станок, возможно токарный станок, тиски и т.д. Обычно на индивидуальную рубку металла привозят варианты изделий, которые не доделали другие производители или заказчик пытался сделать что-то сам. А переделывать как известно всегда сложнее.
Здесь могут потребоваться ножницы по металлу, шлифовальный станок, возможно токарный станок, тиски и т.д. Обычно на индивидуальную рубку металла привозят варианты изделий, которые не доделали другие производители или заказчик пытался сделать что-то сам. А переделывать как известно всегда сложнее.
Рубка металла цена
Вот мы и подошли к вопросу цена на рубку металла. Как видно из материала выше, цена на рубку металла может отличаться достаточно сильно. Если у Вас заказ рубка металла на гильотине, то цена достаточно низкая, при условии, что это листовой металл. А если у Вас рубка металла зубилом + доработка, т.е. это ручная индивидуальная работа, где используются токарные работы, то цена на рубку металла в Вашем случае за единицу продукции (изделия) будет выше. Самый дешевый вариант по цене, за единицу изделия, это рубка листового металла гильотиной.
Рубка металла слесарное дело
Рубка металла слесарное дело – название говорит само за себя. Рубкой металла занимается слесарь. Инструменты при помощи которых осуществляется процесс рубки металла относятся к режущим. Они изготавливаются из углеродистых инструментальных сталей марок У7, У8, У8А. Все режущие инструменты проходят термическую обработку для увеличения прочности режущих материалов. Размеры режущих инструментов напрямую зависят от характера производимых работ и обрабатываемых изделий, деталей или заготовок.
Инструменты при помощи которых осуществляется процесс рубки металла относятся к режущим. Они изготавливаются из углеродистых инструментальных сталей марок У7, У8, У8А. Все режущие инструменты проходят термическую обработку для увеличения прочности режущих материалов. Размеры режущих инструментов напрямую зависят от характера производимых работ и обрабатываемых изделий, деталей или заготовок.
Раскрой листового металла
Наиболее распространёнными способами рубки или раскроя листового металла является лазерная и плазменная резка металла. Лазерная и плазменная резка металла достаточно точный вариант раскроя листового металла. При производстве заготовок или изделий, для решения поставленных задач раскроя металла может понадобиться различная точность резки заготовки. В отличии от рубки металла раскрой листового металла подразумевает определенную степень точности раскроя. Порой необходимы сотые миллиметра. Подобный раскрой листового металла необходим в авиастроении, машиностроении и т. д. В строительстве жилых зданий и помещений раскрой листового металла больше относится к рубке металла. Техника рубки металла, как упомянуто выше, бывает различна. Точный раскрой металла, в отличие от рубки металла, сокращает трудозатраты людей на производстве и необходимость во фрезеровке уже отпадает.
д. В строительстве жилых зданий и помещений раскрой листового металла больше относится к рубке металла. Техника рубки металла, как упомянуто выше, бывает различна. Точный раскрой металла, в отличие от рубки металла, сокращает трудозатраты людей на производстве и необходимость во фрезеровке уже отпадает.
Услуги рубки металла
Услуга рубка металла отличается по цене. Это видно из описания выше. Автоматизированные процессы, в частности раскрой / рубка / резка металла, могут сократить или увеличить издержки производства. Всё зависит от конкретной ситуации. Услуги гильотина для рубки металла достаточно просты, при использовании листового металла, поэтому стоимость раскроя достаточно низкая. Цена раскроя листового металла или рубки металла (резки металла), может отличаться от стандартной только при индивидуальном необычном заказе. Например, когда Вы хотите заказать резку металла по определенным индивидуальным чертежам, в такой ситуации рубка металла значительно выше стандартной по прайсу. Услуги рубки металла оказываются в Новосибирске и Новосибирской области. Возможна доставка, всё зависит от объема и цены на рубку металла.
Услуги рубки металла оказываются в Новосибирске и Новосибирской области. Возможна доставка, всё зависит от объема и цены на рубку металла.
Правка рубка металла
Тема рубки металла затронута на многих производствах. Обойтись без резки металла почти невозможно. При рубке металла используют различные инструменты, упомянутые выше. Сама рубка металла бывает востребована как резка, правка, гибка металла. Правка и гибка металла нужны для реализации задачи или исправления ошибок. Правка металла может подразумевать необязательно гибку металла, а, например, термообработку. Порой гибка металла или правка металла невозможны без предварительной термообработки. Данные варианты правки металла обсуждаются с клиентом заблаговременно. Резка, рубка раскрой, гибка и правка металла задачи тесно связанные.
Разметка рубка металла
Резка металла невозможна без предварительной разметки, как рубка металла и раскрой листового металла. Разметка перед рубкой металла или раскроем листового металла позволяют создать благоприятные условия. Станок осуществляющий резку металла тоже необходимо настраивать, он тоже может давать сбой. Для этого необходима периодическая калибровка перед проведением раскроя листового металла. Поэтому периодические проверки еще никому не повредили. Разметка перед рубкой металла или резкой металла, помогут убедиться в точности работы станка.
Станок осуществляющий резку металла тоже необходимо настраивать, он тоже может давать сбой. Для этого необходима периодическая калибровка перед проведением раскроя листового металла. Поэтому периодические проверки еще никому не повредили. Разметка перед рубкой металла или резкой металла, помогут убедиться в точности работы станка.
Резка и рубка металла, а также правка металла, должны осуществляться квалифицированными специалистами. Процессы правки металла и гибки металла могут быть автоматизированы или производиться, основываясь больше на человеческом факторе – т.е. ручная работа. А раскрой листового металла это все-таки более автоматизированный процесс.
Услуга плазменной резки по индивидуальному заказу — Мгновенное онлайн-предложение
Возможности Услуги по листовой резкеУслуги по плазменной резке
Плазменная резка по индивидуальному заказу для прототипирования и изготовления деталей | Бесплатная стандартная доставка для всех заказов в США. Материалы
Применения и преимуществаДопускиРуководство по проектированиюО плазменной резкеРуководство по загрузке
Индивидуальная услуга плазменной резки
Индивидуальная онлайн-служба плазменной резки Xometry предлагает экономически эффективное решение по изготовлению по требованию для ваших потребностей в листовом металле. Благодаря нашему механизму мгновенного ценообразования мы можем предоставлять мгновенные цены для любого производственного цикла, от прототипирования небольшого объема до крупносерийного производства. Xometry также предлагает услуги лазерной резки и услуги гидроабразивной резки.
Благодаря нашему механизму мгновенного ценообразования мы можем предоставлять мгновенные цены для любого производственного цикла, от прототипирования небольшого объема до крупносерийного производства. Xometry также предлагает услуги лазерной резки и услуги гидроабразивной резки.
Вы можете получить мгновенное предложение из файла 3D CAD или файла DXF в нашем механизме мгновенного расчета.
Мощные инструменты Xometry для создания котировок DXF
Когда дело доходит до листа, у нас нет конкурентов. Xometry Instant Quoting Engine оснащен различными функциями, обеспечивающими быструю, простую и непревзойденную расценки на раскрой листов. Помимо 3D CAD, одним из наиболее часто используемых форматов для плазменной резки деталей является 2D DXF. Мы позаботились о том, чтобы включить расширенные функции и поддержку формата. Ниже приведены некоторые из ключевых элементов, которые мы включили, чтобы предложить вам наиболее оптимальное предложение DXF для ваших плоских деталей плазменной резки:
- Автоматическое восстановление DXF-файлов.
 Общие проблемы, обнаруженные в DXF-файлах, автоматически устраняются при их обнаружении.
Общие проблемы, обнаруженные в DXF-файлах, автоматически устраняются при их обнаружении. - Средство просмотра 2D-файлов DXF — Наше встроенное средство просмотра DXF-файлов на векторной основе позволяет быстро и легко просматривать загруженные проекты.
- Простой выбор материала — Просматривайте только толщину листа, применимую к выбранному материалу, с помощью простых в использовании раскрывающихся меню.
- Поддержка вложенных файлов DXF — загрузите один предварительно вложенный файл DXF, содержащий несколько компонентов, чтобы объединить позиции и получить скидки для всей семьи.
Используйте средство 3D-просмотра, указанное выше, для предварительного просмотра функций рендеринга деталей Xometry.
Услуги Xometry по листовой резке
Услуги по листовой резке
Загрузите файлы САПР, чтобы мгновенно получить расценки на лазерную или гидроабразивную резку прототипов и производственных деталей. Никаких минимумов. Получите детали в течение нескольких дней и бесплатную стандартную доставку для всех заказов в США.
Услуги по листовой резке
Материалы для плазменной резки
Материалы, доступные в Xometry
| Aluminum | Copper | Steel |
|---|---|---|
Aluminum Aluminum 5052 | Copper Copper 101 | Steel Stainless Steel 301 |
Aluminum | Медь Медь C110 | Сталь Нержавеющая сталь 304 |
Алюминий | Copper Copper 260 (Brass) | Steel Stainless Steel 316/316L |
Aluminum | Copper | Steel Steel, Low Carbon |
Дополнительные материалы доступны по запросу! Ознакомьтесь с дополнительной информацией о наших материалах здесь .
Стандартная толщина листа
Доступные варианты отделки
Стандарт
Выполняется минимальная постобработка или обработка деталей.
Анодированный (тип II или тип III)
Тип II создает коррозионностойкое покрытие. Детали могут быть анодированы в разные цвета — наиболее распространены прозрачный, черный, красный и золотой — и обычно ассоциируются с алюминием. Тип III более толстый и создает износостойкий слой в дополнение к коррозионной стойкости, характерной для Типа II.
Порошковое покрытие
Это процесс, при котором порошковая краска распыляется на деталь, которая затем запекается в печи. Это создает прочный, износостойкий и устойчивый к коррозии слой, который более долговечен, чем стандартные методы окраски. Широкий выбор цветов позволяет создать желаемую эстетику.
Химическая пленка (хроматное конверсионное покрытие)
Обеспечивает коррозионную стойкость и хорошую проводимость. Можно использовать как основу под краску. Может оставить поверхность желтой/золотой.
Можно использовать как основу под краску. Может оставить поверхность желтой/золотой.
Пользовательский
Не видите нужную отделку? Отправьте запрос, и мы рассмотрим процесс отделки для вас.
Доступные типы плазменных резаков
2-осевой
Это наиболее распространенная и обычная форма плазменного резака, которая работает как любой традиционный инструмент для обработки листового металла с ЧПУ, производя плоские профили с прямыми краями. Эти плазменные резаки лучше всего подходят для быстрой резки больших деталей из толстого материала и более экономичны, чем лазерные резаки с ЧПУ для той же работы.
3-осевой
Этот тип плазменного резака с ЧПУ добавляет дополнительную ось вращения, которая позволяет режущему инструменту наклоняться и резать края под углом. Это чрезвычайно полезно для резки фасок, потайных отверстий или угловых кромок в рамках подготовки к сварке, что позволяет сэкономить на вторичных операциях, таких как шлифовка или механическая обработка, что помогает снизить общие затраты.
Готовы начать работу по плазменной резке?
Применение плазменной резки
Подготовка заготовок
Плазменная резка позволяет создавать почти чистые формы проводящих металлов, что делает ее идеальной для подготовки материала.
Быстрое прототипирование
Ассортимент доступных материалов для плазменной резки, низкая стоимость за единицу и скорость производства делают гидроабразивную резку отличным вариантом для прототипирования.
Конечное производство
Широкоформатная резка, широкий выбор материалов и высокая производительность сделали плазменную резку подходящей технологией для деталей конечного использования.
Преимущества плазменной резки
Долговечность
Подобно обработке на станках с ЧПУ, обработка листового металла позволяет производить высокопрочные детали , которые хорошо подходят как для функциональных прототипов, так и для конечного производства.
Масштабируемость
Все детали из листового металла изготавливаются по запросу и с меньшими затратами на настройку по сравнению с обработкой на станках с ЧПУ. В зависимости от ваших потребностей можно заказать от одного прототипа до 10 000 серийных деталей .
В зависимости от ваших потребностей можно заказать от одного прототипа до 10 000 серийных деталей .
Выбор материала
Выбор из множества листовых металлов в широкий диапазон прочности, проводимости, веса и коррозионной стойкости .
Быстрый оборот
Сочетая новейшие технологии резки, гибки и штамповки с автоматизированными технологиями, Xometry предоставляет мгновенные расценки на листы и готовых деталей, часто в течение недели .
Плазменная резка Общие допуски
| Описание | Общие допуски |
|---|---|
Описание Расстояние Размеры0003 | Общий допуск Для элементов размера (длина, ширина, диаметр) и расположения (положение, концентричность, симметрия) +0,125″, -0,000 обычно. Длина и толщина материала могут влиять на допуски. |
Описание Размер толщины | Общий допуск Допуски по толщине определяются материалом заготовки |
Описание Минимальный размер детали 9 Рекомендовано0003 | General Tolerance 1. |
Description Minimum Feature Size | General Tolerance 2X material thickness with a minimum of 1.000″ |
Description Kerf ( размер щели) | Общий допуск Приблизительно 0,50 дюйма |
Описание Состояние края | Общий допуск Плазменная кромка будет иметь вертикальные бороздки и сужаться. Верхние края могут иметь закругленную область с верхними брызгами. |
 000″
000″Пожалуйста, ознакомьтесь с производственными стандартами Xometry для получения дополнительной информации о допусках для каждого процесса. Если мы не согласовали другие допуски в вашем предложении, мы будем работать над достижением и соблюдением указанных допусков.
Руководство по проектированию: лазерная и листовая резка
Мы собрали в этом руководстве наши лучшие советы, которые помогут вам понять процессы лазерной и листовой резки, как подготовить файлы, важные аспекты проектирования для оптимизации ваших деталей для производства, а также информацию о Услуги Xometry по резке листов.
Прочитать весь пример из практики
Обзор процесса плазменной резки
Основы плазменной резки
Плазменная резка, или плазменно-дуговая резка, использует ускоренную струю горячей плазмы для разрезания электропроводящих материалов. Плазменные резаки — это самый быстрый способ резки материала толщиной до 6 дюймов, и они более экономичны в эксплуатации, чем мощные лазерные резаки с ЧПУ. Плазменные резаки лучше всего справляются с большими деталями из листового металла по сравнению с лазерными резаками с ЧПУ, которые лучше справляется с более детальной работой и созданием отверстий — с этим борются плазменные резаки
Как работают плазменные резаки
Когда энергия и тепло воздействуют на газ, молекулы движутся быстрее и сталкиваются с большей силой, превращая газ в плазму. Используя сжатый воздух или другой инертный газ, плазма ускоряется из плазменной горелки в направлении заготовки, где она образует электрическую дугу с токопроводящей заготовкой. Подобно электроразрядным машинам, машины плазменной резки используют электричество для плавления и резки заготовки.
Подобно электроразрядным машинам, машины плазменной резки используют электричество для плавления и резки заготовки.
Зачем использовать плазменную резку деталей?
Плазменные резаки являются хорошим универсальным инструментом для изготовления листового металла, хотя им не хватает разнообразия материалов для резки гидроабразивных резаков, и они не обладают точностью лазерных резаков. Для более крупных деталей из листового металла машины плазменной резки более экономичны, чем лазерные резаки с ЧПУ, и могут легко резать более толстые материалы. Кроме того, они просты в эксплуатации и могут резать на высоких скоростях, сохраняя при этом точность.
Листовой металл представляет собой экономичный способ изготовления панелей, коробок и корпусов для различных устройств. Мы изготавливаем корпуса всех стилей, в том числе стоечные, U- и L-образные, а также консоли и консоли.
Почему стоит выбрать Xometry для плазменной резки?
Бесконечные варианты
Выберите из миллионов возможных комбинаций материалов, отделки, допусков, маркировки и сертификатов для вашего заказа.
Простота использования
Получите детали, вырезанные плазмой, с доставкой прямо к вашей двери без проблем с поиском поставщиков, управлением проектом, логистикой или доставкой.
Vetted Network
Мы сертифицированы по стандартам ISO 9001:2015, ISO 13485 и AS9100D. Только лучшие магазины, подавшие заявки на получение статуса Поставщиков, проходят наш квалификационный процесс.
Проектирование листового металла? Ознакомьтесь с нашим руководством по дизайну!
Plasma Cutting Services Near You
AlabamaArizonaArkansasCaliforniaColoradoConnecticutDelawareFloridaGeorgiaIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Индивидуальные онлайн-услуги лазерной резки
Xometry предлагает высококачественные услуги лазерной резки металла. Наши услуги лазерной резки металла поддерживают различные металлические материалы, в том числе: сталь, нержавеющую сталь, инструментальную сталь, пружинную сталь, алюминий, латунь, бронзу, медь и титан. Наши станки для лазерной резки используют как волоконные лазеры, так и CO2-лазеры и могут резать до 4 дюймов металлического материала. Xometry предлагает мгновенные расценки на услуги лазерной резки металла и бесплатную доставку заказов в США.
Наши услуги лазерной резки металла поддерживают различные металлические материалы, в том числе: сталь, нержавеющую сталь, инструментальную сталь, пружинную сталь, алюминий, латунь, бронзу, медь и титан. Наши станки для лазерной резки используют как волоконные лазеры, так и CO2-лазеры и могут резать до 4 дюймов металлического материала. Xometry предлагает мгновенные расценки на услуги лазерной резки металла и бесплатную доставку заказов в США.
Для получения дополнительной информации посетите нашу страницу услуг лазерной резки металла или просто начните расчет стоимости сейчас.
Список материалов для лазерной резки металла
Список металлических материалов, поддерживаемых службой лазерной резки металла Xometry, см. ниже. Другие материалы также могут быть доступны для цитаты.
- 1075 Пружинная сталь, отожженная
- 1075 Пружинная сталь, вороненая закалка
- 1095 Пружинная сталь, отожженная
- 1095 Пружинная сталь, вороненая закаленная
- 4130 chrome-moly steel, annealed
- Aluminum 2024-T3
- Aluminum 5052 h42
- Aluminum 6061 T6
- Aluminum 7075 T6
- Aluminum MIC6
- AR400 Steel, hardened
- AR500 Steel, hardened
- Bearing Bronze 932 M07
- Латунь 260
- Латунь 353 H02
- Латунь 464 H01
- Бронзовая 220 H02
- Бронз 510 H08 (весна)
- Углеродное волокно
- Mopper 101, H00 до H019
- .
 0020
0020 - Copper 110, Annealed
- Copper 110, H01
- Copper 110, H02
- Corten A588 (Weathered) Steel
- Hot Rolled Steel 1045
- Hot Rolled Steel A569/ASTM A1011
- Nickel 200, annealed
- Nickel 625, отожженная
- Предварительно анодированная 6061-T6, черная
- Кремниевая бронза 655
- Нержавеющая сталь 17-4 PH, отожженная
- Нержавеющая сталь 17-7 Подкладка, закаленная
- Нержавеющая сталь 300020
- нержавеющая сталь 304
- из нержавеющей стали 304 Shim, закаленная
- из нержавеющей стали 304, #4 щетка
- из нержавеющей стали 316
- из нержавеющей стали 410, отжиг
- Stainless Steel 430, #3 Brasted
- Нержавеющая сталь S30V, отожженная
- Сталь 1008, оцинкованная
- Сталь 1018
- Сталь 4140, закаленная
- Сталь 80CRV2
- Сталь A36, маринованный и смазанный маслом
- Сталь A366/1008
- Сталь A572 Скал 50
- Сталь G90, Galvanized
- Titanium (2 класс 2)
- Titanium 6AL-4V (класс 5)
- .

- Инструментальная сталь O1, отожженная
18. Нержавеющая сталь CPM 154
Сталь A 6 0980020
Услуги лазерной резки пластика
Xometry предлагает услуги лазерной резки пластика высокого качества. Наши услуги лазерной резки пластика поддерживают различные пластиковые материалы, в том числе: акрил, пену и эластомер. Наши станки для лазерной резки используют как волоконные лазеры, так и CO2-лазеры и могут резать до 4 дюймов пластикового материала.
Для получения дополнительной информации посетите нашу страницу «Услуги лазерной резки пластика» или просто начните мгновенное предложение сейчас.
Пластиковые лазерные резки Список материалов
- ABS, черный
- ABS, белый
- ацетал, черный
- ацетал, белый
- Акрил, прозрачный
- , окрашенный
- . Черный
- Каучук Buna-N, черный
- EPDM
- Вспененный этиленвинилацетат, черный
- Вспененный этиленвинилацетат, синий
- Сверхмягкий пенополиуретан, на клейкой основе, черный
- Сверхмягкий пенополиуретан, черный
- Огнестойкий полиуретановый воздушный фильтр, серый
- Огнестойкий силиконовый пенопласт, серый
- Garolite G-10 (FR4), черный
- Garolite G-11 (FR5), зеленый
- Garolite LE (фенольный), коричневый
- HDPE, белый
- Высокотемпературная силиконовая пена, на клеевой основе, красная
- Высокотемпературная силиконовая резина, на клеевой основе, красная
- Высокая Силиконовая резина Temp, красная
- Нейлон 6/6, черный
- Бумажные волокна и смесь Buna-N, серый
- PETG пластик, прозрачный
- Поликарбонат, прозрачный
- Полипропилен, белый
- ПТФЭ Материал прокладки
- ПТФЭ , Серый
- UHMW-PE, Белый
ПВХ 90 Белый, черный
Услуги лазерной резки акрила
Xometry предлагает высококачественные услуги лазерной резки акрила. Мы предлагаем прозрачные (прозрачные) акриловые материалы, а также различные цвета. Преимущества лазерной резки акрилом включают в себя прочность, простоту использования, прозрачность и водонепроницаемость/влагостойкость.
Мы предлагаем прозрачные (прозрачные) акриловые материалы, а также различные цвета. Преимущества лазерной резки акрилом включают в себя прочность, простоту использования, прозрачность и водонепроницаемость/влагостойкость.
Для получения дополнительной информации посетите нашу страницу услуг лазерной резки акрила или просто начните мгновенное предложение сейчас.
Услуги лазерной резки дерева
Xometry предлагает высококачественные услуги лазерной резки дерева. Мы предлагаем различные древесные материалы, включая лиственные породы вишни, ДВП, МДФ, лиственные породы тополя, лиственные породы красного дуба, ламинат без покрытия (фанеру) и березу.
Для получения дополнительной информации посетите нашу страницу услуг лазерной резки дерева или просто начните мгновенное предложение сейчас.
Альтернативы лазерной резке
Альтернативы лазерной резке для листовой резки включают услуги гидроабразивной резки и услуги плазменной резки. Лазерная резка имеет ограничения по толщине разрезаемого материала. Лазерная резка может резать до 4 дюймов материала. Для материалов толще 4 дюймов используйте услуги гидроабразивной или плазменной резки.
Лазерная резка может резать до 4 дюймов материала. Для материалов толще 4 дюймов используйте услуги гидроабразивной или плазменной резки.
Xometry
Наши решения Отрасли Ресурсы Купить расходные материалыСтать поставщикомXometry EnterpriseКак работает Xometry
Аддитивное производство
Металлическая 3D-печать
Обработка с ЧПУ
Обработка Wire EDM
Листовые и трубчатые изготовления
Пластическая часть производства
Metal Product
РесурсыЛист
Все статьиДизайн 3D-печатиБлогКейсыЛитьеРуководства по проектированиюПромышленный дизайнЛитье под давлениемМашиностроениеМатериалыЭкструзия металла и пластикаЗакупкиЛистСоветы по работе с поставщикамиТруба
Все статьи 3D Printing Designblogcase Исследования, посвященные гидам, индикальному дизайну. и инструменты для лазерной резки
By Team Xometry
9 мин чтения
Статья
5 шагов по тому, как лазерный графический металл
от команды Xometry
8 мин.
Статья
5 Альтернативные реза Статья
Как сделать трафарет с помощью лазерной резки
By Team Xometry
Чтение за 10 минут
Статья
Все о лазерной резке меди
от Team Xometry
8 мин. Читать
Статья
7 Основные шаги о том, как запустить лазерную гравировку различных материалов
от команды Xometry
10 мин. Читать
Статья
Эффективные Laser для Crote Crote Crotra Виды нержавеющей стали
By Team Xometry
Чтение через 11 минут
Статья
Использование лазерной резки в различных отраслях промышленности
Team Xometry
10 мин. Читать
Статья
6 Преимущества лазерной резки в текстильной индустрии
от команды Xometry
10 мин. Читает
Статья
Сколько стоит затрат на режущий ласер?
By Team Xometry
Чтение через 10 минут
Статья
Различия между лазерной гравировкой и травлением с точки зрения универсальности, долговечности и процесса
By Team Xometry
9 мин. Читать
Читать
Статья
5 Преимущества использования лазерной резки в автомобильной промышленности
от команды Xometry
10 мин.
Статья
Комплексные направляющие к параметрам Laser For For LASER LASER
2
. Team Xometry
Чтение за 10 минут
Статья
CO2 (шлифовка лазером на углекислом газе) Лазеры: определение, типы, преимущества и риски
Автор Team Xometry
26 мин чтения
Артикул
Что такое выпуклая гравировка? Определение, использование и процедура
от команды Xometry
6 мин. Читать
Статья
10 Важные меры предосторожности для лазерной резки
от команды Xometry
? Определение, использование и процедура
By Team Xometry
7 минут чтения
Article
The 7 Disadvantages of Using Laser Cut Stencils
By Team Xometry
8 min read
Article
Delrin® Laser Cutting and Bonding
By Team Xometry
12 min read
Артикул
Полистирол (PS) Лазерная гравировка и резка (Styrofoam™ Laser Cut)
By Team Xometry
Чтение через 11 минут
Артикул
9Лучшие программные продукты для лазерной резки
от Team Xometry
10 мин. Читать
Читать
Статья
8 Идеальных бумажных типов для лазерной резки
от команды Xometry
10 Мин. Прочтите
Статья
Алектуальная направляющая к методу лазерной резки с контролируемым изломом
By Team Xometry
8 минут чтения
Статья
Экструдированный и литой акрил: лазерная гравировка и резка акрила
от команды Xometry
13 мин. Читать
Статья
Лазерная гравировка и резка пробка
от команды Xometry
13 Мин Бумага?
By Team Xometry
10 мин чтения
Статья
8 Использование лазерной резки и их важность
Team Xometry
9 9 мин чтения0003
Статья
Фворибля средней плотности (MDF): как лазерная гравийная и вырезанная MDF
от команды Xometry
11 мин.
Статья
Комплексное руководство по лейзиру
11 мин. Читать
Статья
Руководство по резки кислородного топлива
от команды Xometry
12 мин. Читать
Читать
Статья
0003
от команды Xometry
9 мин. Чтение
Статья
Комплексное руководство по лазерному слиянию
от команды xometry
9 Мин. )
By Team Xometry
Чтение через 13 минут
Артикул
Mylar® и трафаретная лазерная гравировка и резка (экструзия и литье)
Team Xometry
12 мин. Читать
Статья
Фововобной лазер: преимущества, дизайн, использование и приложения
от команды Xometry
25 мин.
Статья
4 Лучшие леса для Laser Ruting
на команду на команде
Xometry
9 мин. Читать
Статья
История лазерной резки
от команды Xometry
9 мин. Читать
Статья
Видео: 10 Советы по проектированию для изгиба металла
Статья
.0003
от команды Xometry
4 мин. Читать
Статья
Акриловая лазерная резка: как, процесс, лучший лазерный реза Резка: скорость, материалы, стоимость и прочее
Автор Team Xometry
8 минут чтения
Статья
Преимущества и недостатки лазерной резки
Автор Team Xometry
9 минут чтения
Артикул
CO2-лазер по сравнению с Лазер волокна: различия в лазерной резке
от команды Xometry
9 Мин. Чтение
Чтение
Статья
Настройки лазерной резки для различных материалов
от команды Xometry
7 мин.
Статья
12 Last Материалы
By Team Xometry
11 минут чтения
Статья
3 типа лазерных резин
Артикул
Что такое CO2 лазерная резка?
Автор: Team Xometry
Чтение через 8 мин.0003
4 мин. Чтение
Статья
Лучшие методы гнездования в DXF
от Joel Schadegg
5 Min Read
Статья
Как преобразовать файлы изображения в DXF FOR FOR
на . Joel Schadegg
6 минут чтения
Статья
Как экспортировать файлы DXF из Onshape
Автор: Joel Schadegg
3 минут чтения
2
2
20003
Полное руководство по лазерной гравировке
Автор Team Xometry
Чтение за 11 мин.
Статья
Какие существуют варианты отделки листового металла?
от команды Xometry
6 мин. Читать
Читать
Статья
Как подготовить свой файл DXF для резки листа
от Greg Paulsen
2 мин. Читайте
Статья
, который листовой ?
By Team Xometry
Чтение через 1 мин.
Статья
Что такое лазерная резка? Процесс, использование, типы и материалы
By Team Xometry
Чтение за 23 мин.
Резка волоконным лазером в сравнении с традиционной резкой листового металла
Если для изготовления вашего продукта требуется вырезать форму из листового металла, вы столкнетесь с несколькими вариантами обработки. Некоторые факторы, которые следует учитывать при оценке пригодности процесса, включают: тип материала, толщину материала, геометрию детали, требуемое качество кромки, производительность, допустимый уровень тепловложения или механической силы, допуск на размеры, капитальные затраты и эксплуатационные расходы.
Узнать больше о волоконной лазерной резке
Наиболее популярными традиционными методами резки листового металла являются резка ножницами (например, штамповка), гидроабразивная резка, плазменная резка, электроэрозионная резка и лазерная резка. Гидроабразивная резка широко использовалась в промышленности в 1930-х годах, а электроэрозионная и плазменная резка дебютировали в 1960-х годах. Лазерная резка была представлена в 1970-х годах. Датировать способы резки стригального типа сложно, так как некоторые его вариации восходят к древности. В 2016 году лазерная резка была крупнейшим сегментом продаж металлорежущих станков в мире [1]. Сравнение процессов резки — лучший способ понять, какие факторы привлекают большое количество производителей к использованию лазеров для резки листового металла. Вместо того, чтобы перечислять плюсы и минусы для каждого процесса, мы приводим краткое индивидуальное сравнение резки и альтернативного процесса.
Гидроабразивная резка широко использовалась в промышленности в 1930-х годах, а электроэрозионная и плазменная резка дебютировали в 1960-х годах. Лазерная резка была представлена в 1970-х годах. Датировать способы резки стригального типа сложно, так как некоторые его вариации восходят к древности. В 2016 году лазерная резка была крупнейшим сегментом продаж металлорежущих станков в мире [1]. Сравнение процессов резки — лучший способ понять, какие факторы привлекают большое количество производителей к использованию лазеров для резки листового металла. Вместо того, чтобы перечислять плюсы и минусы для каждого процесса, мы приводим краткое индивидуальное сравнение резки и альтернативного процесса.
Методы резания ножницами
Процессы резки можно разделить на две основные категории в зависимости от того, как они извлекают геометрию: резка ножницами (например, пробивка), при которой вся геометрия может быть вырезана из листа сразу с помощью механического усилия, и методы профильной резки, при которых источник резки рисует геометрию как перо (например, гидроабразивная резка, плазма, электроэрозионная обработка, лазеры и т. д.)
д.)
Пробивка и лазерная резка
Пробивка может быть очень быстрой, потому что во многих случаях вся геометрия может быть вырезана одним ударом. Однако это требует больших предварительных затрат на оснастку, поэтому производственная партия должна быть достаточно большой, чтобы оправдать затраты. Механические силы, используемые при штамповке, могут быть ограничены некоторыми геометрическими особенностями, такими как тонкие перемычки. Некоторым мастерским, работающим в гибкой среде, может быть отказано в вырубке из-за геометрических ограничений (например, удаление заусенцев после обработки).
В процессах резки профилей используются мягкие инструменты для адаптации к изменяющимся конструкциям без фиксированных затрат. Таким образом, они открывают перед производителями возможности для создания прототипов, запуска краткосрочного и среднесрочного производства и обслуживания клиентов с небольшими объемами, у которых в перспективе есть потенциал массового производства. Волоконные лазеры проложили путь к тому, чтобы промышленные лазеры высокой мощности стали более доступными. Более рентабельная технология, а также достижения в области автоматизации быстро меняют уравнения для точки пересечения массового производства деталей из листового металла, если сравнивать лазер с перфоратором. Многие производители использовали лазерную резку в качестве дополнительного процесса для массового производства штамповки или замены старых штамповочных станков на станки для лазерной резки.
Волоконные лазеры проложили путь к тому, чтобы промышленные лазеры высокой мощности стали более доступными. Более рентабельная технология, а также достижения в области автоматизации быстро меняют уравнения для точки пересечения массового производства деталей из листового металла, если сравнивать лазер с перфоратором. Многие производители использовали лазерную резку в качестве дополнительного процесса для массового производства штамповки или замены старых штамповочных станков на станки для лазерной резки.
Методы резания ножницами
В этом разделе обсуждаются основные сильные и слабые стороны методов резки профилей с упором на резку листового металла, а не на резку листового металла, поскольку наибольший спрос на резку на рынке приходится на листовой металл. Обратите внимание, что листы толщиной до 0,5 дюйма (12 мм) называются листовым металлом, тогда как листы толщиной более 0,5 дюйма (12 мм) называются пластинами.
Гидроабразивная и лазерная резка
Гидроабразивные станки универсальны в резке как металлов, так и неметаллов. Гидроабразивная резка — это, по сути, механический процесс обработки, поэтому для материалов с более высокой твердостью требуется большее усилие резания, поэтому резку необходимо замедлить. Резка металла требует использования абразивов в гидроабразивной струе, что сопряжено с рядом проблем. К ним относятся износ форсунок, обращение с накопленным абразивным ворсом и эксплуатационные расходы на абразивные порошки. Интервьюирование производителей, занимающихся изготовлением листового металла, показало, что техническое обслуживание и загрязнение частицами/шумом являются основными жалобами на гидроабразивную резку в условиях цеха.
Гидроабразивная резка — это, по сути, механический процесс обработки, поэтому для материалов с более высокой твердостью требуется большее усилие резания, поэтому резку необходимо замедлить. Резка металла требует использования абразивов в гидроабразивной струе, что сопряжено с рядом проблем. К ним относятся износ форсунок, обращение с накопленным абразивным ворсом и эксплуатационные расходы на абразивные порошки. Интервьюирование производителей, занимающихся изготовлением листового металла, показало, что техническое обслуживание и загрязнение частицами/шумом являются основными жалобами на гидроабразивную резку в условиях цеха.
Гидроабразивная резка позволяет резать различные материалы и толщины; материал не обязательно должен быть проводящим (в отличие от электроэрозионной обработки или плазмы) и может быть довольно толстым (несколько дюймов при использовании подходящего оборудования для гидроабразивной резки). Однако волоконные лазеры обеспечивают более быструю резку листового металла, как правило, с более узкими пропилами на порядок. , 0,004 дюйма (100 мкм) по сравнению с 0,04 дюйма (1000 мкм) Они также не требуют технического обслуживания или расходных материалов, что делает их предпочтительным производственным решением, если в цехе выполняется резка листового металла в больших объемах.
, 0,004 дюйма (100 мкм) по сравнению с 0,04 дюйма (1000 мкм) Они также не требуют технического обслуживания или расходных материалов, что делает их предпочтительным производственным решением, если в цехе выполняется резка листового металла в больших объемах.
EDM по сравнению с лазерной резкой
Производители, использующие электроэрозионную обработку, имеют по крайней мере одну общую черту; они должны соответствовать очень жестким допускам по размеру, часто несколько микрон или меньше. Электроэрозионная обработка удовлетворила рынок резки дорогостоящих деталей из толстого металла (> 0,5 дюйма [12 мм]), которые должны быть без конусности и требуют сверхточных допусков и субмикронной чистоты поверхности (например, высечка). Однако , Процесс EDM очень медленный по своей природе. Поскольку процесс электроэрозионной обработки работает за счет образования микродуги между тонкой проволокой и металлом, вы не можете двигаться слишком быстро, прежде чем проволока замкнется на металл или сработает из-за слишком сильной дуги. В результате скорость резки не может быть значительно увеличена для более тонких листов, в отличие от лазерной резки. Тонкие детали можно укладывать друг на друга для пакетной электроэрозионной резки, чтобы увеличить производительность, но необходимо предварительно просверлить пилотные отверстия на каждой детали в качестве этапа предварительной обработки, чтобы начать электроэрозионную резку. В этом случае лазерная резка может быть дополнительным процессом для предварительного вырезания отверстий и вырезания элементов, не требующих микронной точности. Для обычного диапазона производства листового металла (от 0,01 дюйма [0,25 мм] до 0,5 дюйма [12 мм]) лазерная резка выполняется значительно быстрее, чем электроэрозионная резка (даже в многоуровневой версии), и может поддерживать высокую точность для многих приложений.
В результате скорость резки не может быть значительно увеличена для более тонких листов, в отличие от лазерной резки. Тонкие детали можно укладывать друг на друга для пакетной электроэрозионной резки, чтобы увеличить производительность, но необходимо предварительно просверлить пилотные отверстия на каждой детали в качестве этапа предварительной обработки, чтобы начать электроэрозионную резку. В этом случае лазерная резка может быть дополнительным процессом для предварительного вырезания отверстий и вырезания элементов, не требующих микронной точности. Для обычного диапазона производства листового металла (от 0,01 дюйма [0,25 мм] до 0,5 дюйма [12 мм]) лазерная резка выполняется значительно быстрее, чем электроэрозионная резка (даже в многоуровневой версии), и может поддерживать высокую точность для многих приложений.
Плазменная и лазерная резка
Плазменная резка может использоваться для резки металлов, от тонких листов до толстых пластин (несколько дюймов или десятков мм). Вырезаемый пропил обычно шире, чем у лазерного пропила, и тепловложение в деталь значительно выше. Плазменная резка обычно считается менее точным методом резки листового металла из-за более широкого пропила, более высокого подвода тепла к детали, более грубых/скошенных поверхностей резки в некоторых случаях и изменчивости из-за износа сопла при длительных пробегах по сравнению с лазерами. Преимущество плазменной резки перед лазерной исторически заключалось в резке толстых листов и в недорогой резке менее точных деталей из листового металла. Но быстрый рост мощности волоконных лазеров при все более низких ценах из года в год сдвигал границу между этими двумя процессами. Например, с помощью волоконных лазерных систем мощностью 10-12 кВт (Fabtech 2016) была продемонстрирована высококачественная высокоскоростная резка нержавеющей стали толщиной 1 дюйм (25 мм), мягкой стали и алюминия. Ожидается, что в обозримом будущем граница пересечения толщины между двумя процессами еще больше сместится в сторону волоконных лазеров.
Вырезаемый пропил обычно шире, чем у лазерного пропила, и тепловложение в деталь значительно выше. Плазменная резка обычно считается менее точным методом резки листового металла из-за более широкого пропила, более высокого подвода тепла к детали, более грубых/скошенных поверхностей резки в некоторых случаях и изменчивости из-за износа сопла при длительных пробегах по сравнению с лазерами. Преимущество плазменной резки перед лазерной исторически заключалось в резке толстых листов и в недорогой резке менее точных деталей из листового металла. Но быстрый рост мощности волоконных лазеров при все более низких ценах из года в год сдвигал границу между этими двумя процессами. Например, с помощью волоконных лазерных систем мощностью 10-12 кВт (Fabtech 2016) была продемонстрирована высококачественная высокоскоростная резка нержавеющей стали толщиной 1 дюйм (25 мм), мягкой стали и алюминия. Ожидается, что в обозримом будущем граница пересечения толщины между двумя процессами еще больше сместится в сторону волоконных лазеров. Доступная мощность лазера продолжает увеличиваться, что позволяет резать листы все большей толщины.
Доступная мощность лазера продолжает увеличиваться, что позволяет резать листы все большей толщины.
| Мощность лазера | Год презентации IPG Fabtech |
|---|---|
| 6 кВт | 2014 |
| 8 кВт | 2015 |
| 10–12 кВт | 2016 |
| 15 кВт | 2017 |
| 20 кВт | 2018 |
CO 2 по сравнению с волоконным лазером
В последние годы в лазерной резке листового металла доминирует волоконный лазер. Основные причины включают в себя надежность процесса (отсутствие ухудшения качества резки из-за смещения или загрязнения зеркал), более высокие скорости резки, способность резать отражающие металлы, такие как медь и латунь, отсутствие необходимости технического обслуживания и более низкую стоимость владения. Однако лазеры CO 2 показали более гладкую кромку среза для некоторых более толстых материалов (обычно > 0,25 дюйма [6 мм]). Это преимущество уменьшается по мере того, как достижения в области высокомощных волоконных лазеров и методов доставки луча/газа обещают сократить этот разрыв.
Однако лазеры CO 2 показали более гладкую кромку среза для некоторых более толстых материалов (обычно > 0,25 дюйма [6 мм]). Это преимущество уменьшается по мере того, как достижения в области высокомощных волоконных лазеров и методов доставки луча/газа обещают сократить этот разрыв.
Является ли резка волоконным лазером подходящим решением для вашей области применения?
Волоконные лазерные системы доказали свою способность резать металлы с высоким качеством и обрабатывать детали сложной геометрии, которые являются сложными для других процессов. Однако, когда дело доходит до окончательного решения о покупке станка для резки волоконным лазером, клиенты обычно сосредотачиваются на дополнительных аспектах, характерных для их случая, в том числе на том, способна ли конкретная система обрабатывать допуски их деталей, и вопрос о том, экономично использовать специфические волоконные лазерные системы для изготовления их деталей.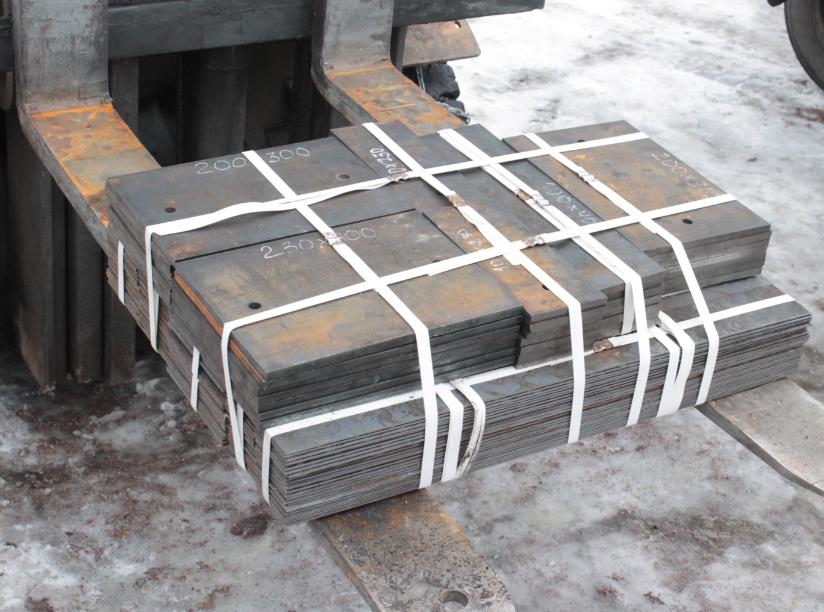 Ниже мы обсудим эти два вопроса на высшем уровне.
Ниже мы обсудим эти два вопроса на высшем уровне.
Могут ли волоконные лазеры справиться с допусками ваших деталей?
Такие факторы, как размер пропила, конусность, шероховатость поверхности, тепловложение процесса и изменчивость процесса во время длительных производственных циклов, в конечном итоге определяют на практике, сможете ли вы удерживать детали в пределах жестких допусков. Сочетание малого пропила, низкого тепловложения, хорошего качества поверхности и стабильной резки делает волоконные лазеры безопасным выбором, когда речь идет о резке точных деталей. Точность резки частично зависит от системы движения режущего станка. ИПГ 9Платформа 0132 LaserCube дополняет точность, присущую оптоволоконному лазеру, высокоточной системой управления движением и опережающим управлением движением, которые обеспечивают характеристики с допуском до ± 0,001 дюйма (± мкм).
Является ли резка волоконным лазером экономичной для вашего проекта?
Капитальные затраты и эксплуатационные расходы на процессы резки сильно различаются. Учитывая высокую скорость и надежность волоконных лазеров, а также в зависимости от объема резки листового металла, они обычно опережают другие процессы с точки зрения стоимости одной детали. Кроме того, волоконные лазеры стали экономичными деталями, которые раньше были невозможны (при использовании лазеров предыдущего поколения или любых других технологий). Доступность повышения мощности лазера и эффективности настенных розеток при более низких затратах из года в год приведет к смещению расчета затрат в преимущества резки волоконным лазером в обозримом будущем еще больше. IPG LaserCube — это экономичная система резки с малыми габаритами, в которой используются высокоскоростные линейные двигатели на гранитной основе, позволяющие использовать возможности высокоскоростной резки волоконных лазеров при резке листового металла.
Учитывая высокую скорость и надежность волоконных лазеров, а также в зависимости от объема резки листового металла, они обычно опережают другие процессы с точки зрения стоимости одной детали. Кроме того, волоконные лазеры стали экономичными деталями, которые раньше были невозможны (при использовании лазеров предыдущего поколения или любых других технологий). Доступность повышения мощности лазера и эффективности настенных розеток при более низких затратах из года в год приведет к смещению расчета затрат в преимущества резки волоконным лазером в обозримом будущем еще больше. IPG LaserCube — это экономичная система резки с малыми габаритами, в которой используются высокоскоростные линейные двигатели на гранитной основе, позволяющие использовать возможности высокоскоростной резки волоконных лазеров при резке листового металла.
Литература
[1] Анализ рынка металлорежущих станков (MCM) по продуктам (лазерные, водоструйные, плазменные, пламенные), по приложениям (автомобильная, аэрокосмическая и оборонная, строительная, морская, электронная) и сегментные прогнозы, 2014–2025 гг. , Исследования и рынки , Дублин, Ирландия.
, Исследования и рынки , Дублин, Ирландия.
Резка листового металла
Процессы резки – это процессы, в которых
кусок листового металла отделяется путем приложения большого
достаточно силы, чтобы материал разрушился. Срез
формируется может следовать по открытому пути, чтобы отделить
часть материала или закрытый путь к вырезу и
удалить этот материал. Геометрические возможности для
Процесс резки зависит от используемой технологии, но большинство
способны вырезать любую двумерную форму. Некоторые из
Наиболее распространенные процессы резки листового металла используют
силы сдвига для разделения материала. Описание этих процессов
можно найти в
предыдущий раздел. В этом разделе процессы резки
которые используют другие силы, такие как тепловая энергия или истирание, будут обсуждаться. Некоторые общие
методы резки листового металла, использующие такие силы, включают следующее:
- Лазерная резка
- Плазменная резка
- Гидроабразивная резка
Вернуться к началу
Лазерная резка
Лазерная резка использует мощный лазер для резки листового металла. А
А
ряд зеркал и линз направляют и фокусируют высокоэнергетический луч света на поверхность
лист, на котором его нужно разрезать. Когда луч попадает на поверхность, энергия луча тает
и испаряет металл под ним. Любой оставшийся расплавленный металл или пары выдуваются из
разрезается потоком газа. Положение лазерного луча относительно листа точно
регулируется, чтобы позволить лазеру следовать желаемой траектории резки.
Этот процесс осуществляется на станках для лазерной резки, состоящих из источника питания, лазерной системы,
зеркала, фокусирующая линза, сопло, газ под давлением и стол для заготовок. Наиболее часто используемый лазер
для резки листового металла используется CO2-лазер мощностью примерно 1000-2000 Вт. Однако Нд
и лазеры Nd-YAG иногда используются для приложений очень высокой мощности. Лазерный луч направляется
ряд зеркал и через «режущую головку», которая содержит линзу и сопло для фокусировки луча
на место резки. Диаметр луча на режущей поверхности обычно составляет около 0,008 дюйма.
В некоторых станках режущая головка может перемещаться в плоскости X-Y над зажатой заготовкой.
к стационарному столу внизу. В других станках для лазерной резки режущая головка остается неподвижной, а
стол перемещается под ним. Обе системы позволяют лазерному лучу вырезать любую двухмерную форму в заготовке.
Как упоминалось выше, в процессе также используется сжатый газ для выдувания расплавленного металла и паров.
по мере формирования разреза. Этот вспомогательный газ, обычно кислород или азот, подается в режущую головку и
выдувается то же сопло, что и луч лазера.
Лазерная резка может выполняться на листах как черных, так и цветных металлов. Материалы с низким
отражательная способность и проводимость позволяют лазерному лучу быть максимально эффективным — углеродистая сталь, нержавеющая сталь,
и титан являются наиболее распространенными. Металлы, отражающие свет и проводящие тепло, такие как алюминиевые и медные сплавы,
все еще можно резать, но для этого требуется лазер большей мощности. Лазерная резка также может использоваться не только для листового металла.
Лазерная резка также может использоваться не только для листового металла.
применения, для резки пластика, керамики, камня, дерева и т.д.
Как упоминалось ранее, лазерная резка может быть использована для резки практически любой 2D-формы. Однако наиболее распространенное использование
вырезает внешний профиль или сложные элементы. Простые внутренние элементы, такие как отверстия или прорези,
обычно вырубается с использованием других процессов обработки листового металла. Но очень сложные формы и границы внешних частей
хорошо подходят для лазерной резки. Тот факт, что лазерная резка не требует физического контакта с
материал предлагает много преимуществ для качества порезов. Сначала образуются минимальные заусенцы, создающие
гладкий край, который может не требовать какой-либо обработки. Во-вторых, отсутствие контакта с инструментом означает только минимальное искажение
лист произойдет. Кроме того, в узкой зоне, затронутой
лазерный луч. И, наконец, во время резки в материал не попадут никакие загрязнения. Хотя и не
Хотя и не
проблема качества, стоит отметить, что отсутствие физического износа инструмента снизит затраты и сделает лазерную резку
экономичность при мелкосерийном производстве.
Возможности
- Толщина листа: 0,02–0,50 дюйма
- Скорость резки: 30–500 дюймов в минуту (возможно 1000 дюймов в минуту)
- Ширина пропила: 0,006–0,016 дюйма (возможно 0,004 дюйма)
- Допуск: ±0,005 дюйма (±0,001 дюйма допустимо)
- Чистота поверхности: 125-250 мкм
Правила проектирования
- Кромки. Заусенцы минимальны, но их можно уменьшить, используя более тонкий листовой материал.
- Углы. Закругленные углы предпочтительнее острых углов. Внутренние углы должны иметь минимальный радиус
равно радиусу лазерного луча. - Отверстия. Минимальный диаметр отверстия должен составлять примерно 20% толщины листа, но не более 0,010 дюйма.
Отверстия, вырезанные лазером, будут иметь небольшую естественную конусность.
- Можно разрезать несколько листов одновременно для снижения стоимости
Вернуться к началу
Плазменная резка
Плазменная резка использует сфокусированный поток ионизированного газа или плазмы для резки листового металла.
Плазма течет при чрезвычайно высоких температурах и с высокой скоростью и направляется к месту резки.
соплом. Когда плазма контактирует с поверхностью под ней, металл плавится в расплавленное состояние. Расплавленный металл
затем выдувается из реза потоком ионизированного газа из сопла. Положение плазменной струи
относительно листа точно контролируется, чтобы следовать желаемой траектории резки.
Плазменная резка выполняется с помощью плазменной горелки, которую можно держать в руке или, чаще, с компьютерным управлением.
Станки плазменной резки с числовым программным управлением (ЧПУ) позволяют выполнять сложные и точные разрезы. В
В любом типе плазменной горелки поток плазмы создается сначала путем продувки инертного газа на высокой скорости, хотя
сопло, направленное на режущую поверхность. Электрическая дуга, образованная потоком газа, ионизирует газ.
Электрическая дуга, образованная потоком газа, ионизирует газ.
в плазму. Затем сопло фокусирует поток плазмы на место реза. Как и в случае с лазерной резкой, это
процесс не требует каких-либо физических инструментов, что снижает первоначальные затраты и позволяет
объемное производство.
Возможности плазменной резки немного отличаются от лазерной. Хотя оба процесса способны сократить почти
любой 2D-формы из листового металла плазменная резка не может обеспечить такой же уровень точности и отделки. Края могут
быть шероховатой, особенно с более толстыми листами, а поверхность материала будет иметь оксидный слой, который можно
удаляются вторичными процессами. Однако плазменная резка способна резать гораздо более толстые листы, чем
лазерная резка и часто используется для заготовок за пределами листового металла.
Вернуться к началу
Гидроабразивная резка
Гидроабразивная резка использует высокоскоростной поток воды для резки листового металла. Вода
Вода
обычно содержит абразивные частицы для износа материала и движется узкой струей на высоких скоростях, около
2000 футов/сек. В результате струя воды оказывает очень высокое давление (около 60 000 фунтов на квадратный дюйм) на материал в месте разреза.
месте и быстро разрушает материал. Положение водяной струи обычно контролируется компьютером.
желаемый путь резки.
Гидроабразивная резка позволяет вырезать из листового металла почти любую двумерную форму. Ширина разрезов обычно
от 0,002 до 0,06 дюйма и края хорошего качества. Поскольку заусенцы не образуются, выполняется вторичная обработка.
обычно не требуется. Кроме того, отсутствие использования тепла для плавления материала, как при лазерной и плазменной резке, приводит к искажению тепла.
не забота.
Вернуться к началу
Резка листового металла. Как резать листовой металл?
Введение в резку листового металла
Резка листового металла является общим объяснением ряда различных операций, связанных с штамповкой. Основная цель резки листового металла состоит в том, чтобы удалить части материала листового металла через режущие кромки, которые прилагаются с большим усилием к рассматриваемому листовому металлу.
Основная цель резки листового металла состоит в том, чтобы удалить части материала листового металла через режущие кромки, которые прилагаются с большим усилием к рассматриваемому листовому металлу.
Усилие сдвига для этих операций применяется с помощью режущих/высекальных лезвий, которые режут материал, прикладывая к нему большое усилие (рассматриваемое усилие прикладывается перпендикулярно рассматриваемой детали листового металла). Разрез производится всякий раз, когда прочность куска листового металла меньше мощности приложенного к нему напряжения сдвига.
Вообще говоря, каждый кусок листового металла помещается между двумя разными частями процесса резки листового металла. Верхняя часть называется пуансоном , а нижняя часть называется матрицей . Технически говоря, обе эти части можно назвать штампом , но более высокая часть называется по-разному, чтобы отличить одну от другой.
Существует также вопрос зазора, который необходимо учитывать при резке листового металла – фактор разрушения листового металла в процессе является причиной, по которой рекомендуется иметь зазор ~2% между пуансоном и матрицей.
Рекомендуемый уровень зазора также может меняться в зависимости от толщины листового металла, типа операции резки листового металла и ряда других факторов. Количество заусенцев (грубая кромка объекта после процесса резки) также зависит от величины зазора, который вы выбрали.
Типы операций по резке листового металла
Листовой металл также называют прокатным металлом с высоким отношением площади поверхности к объему и толщиной обычно 6 мм (¼ дюйма) или менее. Толщина также является основным различием между листовым металлом и листовым металлом, поскольку листовой металл толще. Большинство операций, описанных ниже, также можно выполнять как с листовым металлом, так и с листовым металлом, но многие операции могут стать более сложными при увеличении толщины листа.
Существует множество различных операций резки листового металла, которые можно выполнять для удаления определенных частей листового металла. Мы составили список нескольких операций, наиболее часто используемых в отрасли, и вы можете увидеть его ниже:
- Перфорирование (включает прокалывание, надрезание, надрезание, прорезание пазов, высечку и перфорацию)
- Вырубка
- Стрижка
- Обрезка
- Удаление заусенцев
Некоторые имена говорят сами за себя, другие не так очевидны. Чтобы всем было легко, мы рассмотрим каждую из этих операций немного подробнее.
Чтобы всем было легко, мы рассмотрим каждую из этих операций немного подробнее.
Штамповка
Штамповка — это относительно простой процесс, который включает вырезание относительно небольшой части материала из листового металла. Заготовка — это деталь материала, созданная в результате процесса штамповки (и отделенная от исходной детали из листового металла) и в большинстве случаев выбрасываемая как лом.
Как операция по резке листового металла, перфорация имеет множество различных вариантов. Тип операции штамповки, которую вы ищете, обычно определяется формой вырубленной детали и ее размещением.
Существует шесть основных типов штамповки в качестве операции резки листового металла:
- Пробивка отверстий — это операция штамповки листового металла, которая используется для создания прорези или отдельного отверстия в детали листового металла с помощью экструзии. Процесс экструзии представляет собой комбинацию формовки и резки, и в результате обычно практически не образуется отходов.

- Прокалывание — еще один тип аналогичной операции, но здесь используется одиночный удар, чтобы срезать и согнуть часть детали из листового металла для создания различных элементов — жалюзи, выступов, вентиляционных отверстий и т. д.
- Надрез — это один еще один вариант операции штамповки, и этот в значительной степени эксклюзивен для кромок листового металла для создания надрезов для гибки листового металла. Во многих случаях надрез выполняется как процесс, состоящий из нескольких частей, при этом на каждом этапе процесса удаляется отдельный кусок детали из листового металла для достижения желаемого результата. Вариант этого процесса называется полувырубка не ограничивается краями листового металла и аналогична пробивке отверстий , с тем основным отличием, что полувырубка является частью более крупного и сложного процесса резки.
- Прорезание пазов — одна из самых простых операций, когда прямоугольным инструментом вырезается прямоугольный паз в листовом металле.

- Высечка использует комбинацию множества перекрывающихся пуансонов для создания различных фигур на листе металла. Часто используется для создания сложных форм в деталях из листового металла.
- Перфорация включает в себя создание ряда относительно небольших отверстий, расположенных близко друг к другу в одной детали листового металла. Эта операция часто имеет свои типы машин и инструментов и создает детали для фильтрации жидкости, вентиляции и т. д.
Вырубка
Вырубка — это один из процессов, который часто используется для создания относительно небольших деталей путем вырезания закрытой части листового металла путем приложения к этой части большой силы сдвига. Часть, которая используется для приложения рассматриваемой силы – пуансон – должен быть формой необходимой детали, а листовая деталь, которая отделяется от общей металлической детали, является продуктом операции.
Так как из одного куска листового металла можно создать определенное количество копий готового изделия, весь оставшийся кусок считается ломом, а заготовки (детали, которые отделяются в процессе вырубки ) представляют собой конечный продукт.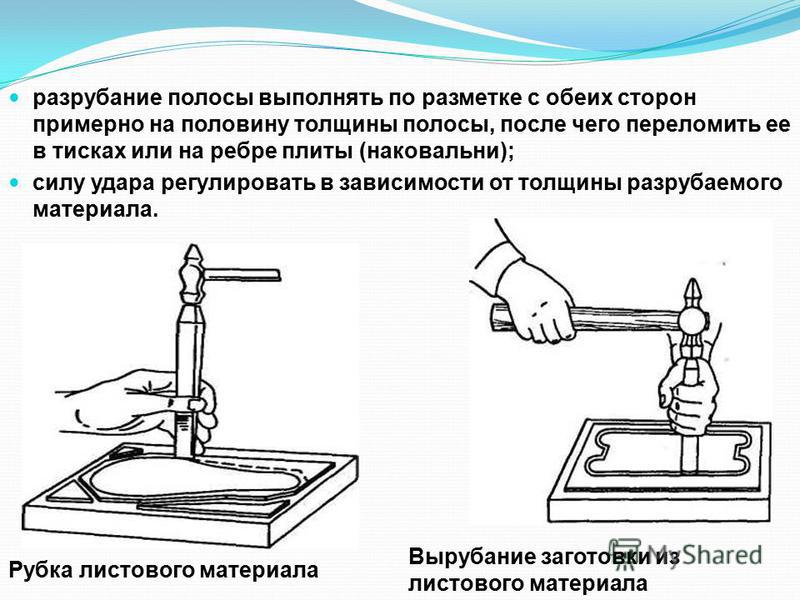 Некоторыми примерами металлических деталей, которые могут быть созданы путем вырубки, являются автомобильные компоненты, плоские шайбы и небольшие шестерни, среди многих других.
Некоторыми примерами металлических деталей, которые могут быть созданы путем вырубки, являются автомобильные компоненты, плоские шайбы и небольшие шестерни, среди многих других.
Резка
Резка как процесс относительно аналогичен вырубке . Резка используется для резки листового металла либо по прямой линии, либо под углом, и часто используется для резки больших металлических частей на более мелкие для обработки на производственной линии.
Основное различие между ними заключается в размере и точности операций. В то время как вырубка в основном используется для мелких деталей, резка является основным этапом «подготовки» для многих производственных процессов — все, что вам нужно сделать, это поместить кусок листового металла между двумя «лезвиями» машины, а затем нажать верхнее лезвие — пуансон – вниз, чтобы отрезать часть материала за счет силы сдвига.
Продольная резка
С другой стороны, процесс резки листового металла двумя противоположными дисковыми лезвиями называется продольной резкой . Общая идея продольной резки представляет собой обычный консервный нож — с возможностью создания как прямых, так и изогнутых линий. Большинство прямых линий выполняется холостыми фрезами, в то время как металлические фрезы для криволинейной продольной резки управляются вручную.
Общая идея продольной резки представляет собой обычный консервный нож — с возможностью создания как прямых, так и изогнутых линий. Большинство прямых линий выполняется холостыми фрезами, в то время как металлические фрезы для криволинейной продольной резки управляются вручную.
Резка является важной частью общего процесса резки листового металла, поскольку она необходима для создания деталей из листового металла определенной ширины, чтобы другие машины могли правильно их разрезать. Поскольку листовой металл в основном поступает на завод в виде рулонов, довольно часто продольная резка используется в качестве первой части процесса резки листового металла, прежде чем можно будет сделать что-то более конкретное.
Обрезка
Обрезка — относительно простой, но важный процесс, используемый для очистки границ заготовки от лишнего материала. Часто это одна из последних, если не последняя операция в производственном процессе с участием машин, работающих с листовым металлом.
Удаление заусенцев
Удаление заусенцев в значительной степени следует той же идее, что и обрезка – она используется для удаления лишнего материала с заготовки после ее завершения или почти завершения. Разница в том, что обрезка выполняется с помощью машин, в то время как для удаления заусенцев используется относительно небольшой инструмент размером с руку, чтобы, как следует из названия, удалить оставшиеся заусенцы на заготовке, чтобы сделать края гладкими и удалить различные осколки или шероховатые края.
Заключение
Levstal предлагает широкий спектр услуг по резке листового металла, включая все вышеперечисленные примеры – более подробную информацию о рассматриваемых услугах вы можете найти здесь.
Levstal производит широкий спектр технологического оборудования, включая опорные конструкции, мосты, дорожные ограждения, строительное оборудование, системы воздуховодов, металлоконструкции и многое другое.
Клиентская база Levstal включает компании из разных стран — Германии, Финляндии, Швеции, Нидерландов, Бельгии, Японии и Северной Америки, и это лишь некоторые из них. Levstal может предоставить своим клиентам обширную персонализацию и возможность выполнить весь цикл проекта, от идеи и первоначального дизайна до управления проектом, производства, контроля качества, доставки, установки и так далее.
Levstal может предоставить своим клиентам обширную персонализацию и возможность выполнить весь цикл проекта, от идеи и первоначального дизайна до управления проектом, производства, контроля качества, доставки, установки и так далее.
Об авторе
Филипп Левада — генеральный директор Levstal Group. Филипп окончил Эстонскую бизнес-школу и начал работать в Levstal в 2012 году, отвечая за продажи, учет и управление заказами. В 2014 году Филипп стал генеральным директором компании. За это время компания вышла на рынок металлоконструкций и начала производить металлоконструкции для торговых центров, складов, социальных зданий, стадионов и жилых помещений. В 2016 году под руководством Филиппа компания вышла на рынок машиностроения, сотрудничая с заказчиками в таких отраслях, как энергетика, целлюлоза, деревообработка, переработка отходов. К 2017 году 80% заказов Levstal Group экспортировались в такие страны, как Германия, Финляндия, Норвегия, Дания, Швеция и Англия. К 2018 году Филипп инициировал еще один проект – новую компанию по производству модульных домов для жилых помещений, офисов, гостиниц.
