Ручная зиговочная машина своими руками: Ручной зиговочный станок своими руками: чертежи, ролики
Содержание
Зиг-машинка из говна и палок на коленке своими руками без станков, СМС и регистрации.
Наш колхоз энтертеймент представляет!
Итак, приспичило мне воткнуть один бак от старой советской стиралки в другой, зачем — пока умолчим. Края у обоих баков изначально завальцованы.
После развальцовывания пассатижами
получилось так криво и коряво, что ни в какие ворота и тем более в другой бак оно не лезло, даже сфоткать результат я забыл постеснялся и пришлось что-то сочинять. Ну а так как всё уже придумано до нас, то значит надо соорудить зиг-машинку
Если кто не знает, зиг-машина это не фашист на параде, а машина для образования и правки выступов и углублений (зигов) на поверхности листовой заготовки.
Эти баки на такой машине, скорее всего и вальцевали, и канавки-бугорки формировали.
Т.к. нормальной инструкции я не видел, то изначально решил задокументировать изготовление, дабы поделиться с общественностью. Раскидаю эту инструкцию по форумам, но начну со своего ЖЖ.
Доработки, замечания, улучшения и модернизации горячо приветствуются!
Для её изготовления потребуется:
1) Убитые шестерёнчатые насосы НШ-32 с алюминиевыми! корпусами 2х250р
(лучше брать убитые, т.к. новые дорогие и очень туго крутятся. у меня было два, купленные давным-давно)
2) Головки на 22 2х100р. (должны плотно одеваться на вал насоса со шлицами )
3) Головка на 14 или 15 1х35р (должна быть наружным диаметром чуть меньше 25мм и проходить через втулки НШ-32)
4) Удлинители для головок на квадрат 1/2 дюйма 250-400мм 2х150р (Длиннее-лучше, но без фанатизма.)
5) Шестерня привода ремня ГРМ с коленвала вазовских 10-12 16клапанных 2х140р (Шестерни я использовал для изготовления гофрирующих насадок, их можно найти по автомастерским убитые, даже может лучше будет — меньше обтачивать.)
6) Тавотница 1х6р. (не обязательно)
7) Болты М8х20 8х4р
8) Болты М10х40 4шт
9) Гайки М10 4шт
10) Увеличенные(кузовные) шайбы 8мм 8шт.
11) Гайки соединительные (длинные) М12 2шт,
12) Болты М12х70 2шт
13) Шайбы 16мм 2шт.
14) Швеллер №10 или №12 150-300мм 1шт. (-100мм от длины удлинителей, и №10, как у меня, чуть маловат, можно попробовать из №12) ,
15) Уголок 50х50 250-350 мм, 2шт.
16) 2 квадратных кусочка листового металла 70х70х2-3мм для заглушек на вход и выход насоса,
17) Два больших болта с гайками для упоров. У меня это М20х90, Но можете придумать что-нибуть свое, более элегантное.
18) Два колечка из полдюймовой водопроводной трубы по 3-5см длиной
19) Полоса стальная 3-5х30х100 1шт. Размер варьируется в широких пределах. Я взял какой-то обрезок.
Инструменты:
сверла 3мм, 5мм, 9мм, 10ммм и 12мм,
Метчик М6 (не обязательно)
Сверло фоснера 25мм,
Сварка, болгарка, точилка, маслёнка, сверлилка(дрель, шуруповерт).
Гаечные головки и ключи 12-19,
Литол или другая консистентная смазка,
Герметик нейтральный,
Квадратный и круглый (полукруглый) напильники,
Руки из плеч, голова на плечах, аккуратность, время и вера в победу. .
.
Итого финансовых затрат у меня вышло менее 1500р. Сильно зависит от цены за пару НШ-32. Можно поспрошать у всяких мазистов-трактористов. Но там около 3кг дюраля, так что их активно сдают на лом, но за небольшое вознаграждение можно найти, думаю. Найденная на просторах таблица применимости шестерёнчатых насосов на авто-сельхоз технике тут: http://vostok-agro.info/dokumentatsiya/6-nshprim.html.
Возможно над другими типами насосов можно так-же поиздеваться.Так как мне лень чинить сломавшийся токарник и как следует осваивать простаивающий фрезерный, Исходя из желания сделать конструкцию применимой для наиболее широкого круга умельцев, станки (за исключением точила) мы использовать в нашей затее не будем.
Сам я изготавливал немного в другой последовательности, поэтому на фотках могут быть видны детали, изготовление которых описано ниже, но записанная здесь последовательность более правильная. Плюс иногда я увлекался или руки были в литоле, поэтому не фоткал некоторые этапы, не обессудьте уж. Если нет фоток какого-то этапа, в самом конце есть полностью разобранная машинка, можно посмотреть там. Насчет тавотницы для смазки, у меня была, я сделал. Но Кмк она не особо нужна, тогда этапы 140 и 150 можно пропустить.
Если нет фоток какого-то этапа, в самом конце есть полностью разобранная машинка, можно посмотреть там. Насчет тавотницы для смазки, у меня была, я сделал. Но Кмк она не особо нужна, тогда этапы 140 и 150 можно пропустить.
Как говорится, Не стращай началом, покажи конец!, не подумайте плохого, итак, приступим!
| 010 | Выбрать из НШ32 тот, который легче крутится. Далее будем из него собирать наш редуктор. |
| 020 | Разобрать оба НШ32, отмыть и сложить запчасти в две отдельные кучки, т.к. экземпляры могут немного различаться. |
| 030 | На один из длинных шестерёнчатых валиков, с конца без шлицов, на торец, ровно, соосно и по центру приварить головку на 15 за шестигранную часть. Квадратом наружу. Головка может быть другой, лишь-бы меньше 25мм в диаметре. Шестерни и шлифованные части вала защитить от брызг обернув, например, толстой фольгой. |
| 040 | Обточить на точиле выступающие по диаметру наплывы от сварки |
| 050 | Проверить, что сварной шов проходит через втулки НШ32. |
| 060 | Сверлом 3мм сверлить центровочные отверстия в корпусе и крышке одного из насосов строго по оси вала. И в корпусе и в крышке есть проточки с углублением в центре, не промахнётесь. |
| 070 | Сверлом фоснера ф25мм рассверлить отверстия. Сверло такое вообще-то по дереву, но дюралевый корпус тоже хорошо сверлит. Сверлить надо строго по оси вала, Корпус сверлится легко, крышку сверлить надо аккуратно с внутренней стороны. На внешней есть уступчики, через них надо тоже ровно и аккуратно просверлить. Лучше это сделать на сверлильном станке, но я не признаюсь, что досверливал на нем! |
| 080 | Смазать втулки НШ32 и собрать насос установив вместо короткого валика длинный. Конец с приваренной головкой пропустить в просверленное в корпусе отверстие. Крышку притянуть 2-3 болтами и крутить за торчащую головку.  Шестерни должны свободно проворачиваться, по крайней мере не туже чем до переделки. Если вращается туго, или не собирается, то разбирать, смотреть что где мешает и дорабатывать отверстия полукруглым или круглым напильником. По следам вала в отверстиях можно определить где именно дорабатывать. Не увлекайтесь, валы дюралевые, напильники калёные снимают быстро. Шестерни должны свободно проворачиваться, по крайней мере не туже чем до переделки. Если вращается туго, или не собирается, то разбирать, смотреть что где мешает и дорабатывать отверстия полукруглым или круглым напильником. По следам вала в отверстиях можно определить где именно дорабатывать. Не увлекайтесь, валы дюралевые, напильники калёные снимают быстро. |
| 090 | Повторять в цикле п.80 (сборку-прокрутку-разборку-напильник) до достижения положительного результата. |
| 100 | Тщательно промыть и продуть от стружек, щедренько смазать литолом валы, шестерни и втулки и собрать полученный редуктор окончательно. С литолом надо не переборщить, иначе будет его качать и выдавливать из-под заглушек, это всеж-таки насос. Хотя у меня всеравно ушло довольно много, перед тем как его начало куда-то качать и выдавливать. |
| 110 | Вырезать из 2-3мм стального листа две квадратных пластины 70х70. Углы закруглить. |
| 120 | С помощью открученных от насосов штуцеров, или по шаблонам снятым с НШ32 разметить центры отверстий крепёжных болтов. |
| 130 | Сверлить сверлом 9мм пластины но разметке. Это будут заглушки на вход и выход НШ32 |
| 140 | По центру одной из заглушек просверлить отверстие 5мм и нарезать резьбу м6 под тавотницу. |
| 150 | Посадить тавотницу на герметик и затянуть. |
| 160 | Во входное и выходное отверстия добавить понемногу литола, всё еще помня, что это был насос и надо оставить место, если вдруг туда выдавит часть набитой смазки. |
| 170 | Заглушки и вход-выход НШ32 смазать герметиком и притянуть болтами М8х20 с кузовными шайбами. |
| Редуктор готов. | |
| 180 | Заготовить уголки 50х50х300 |
| 190 | На шлицевые конца валов одеть две головки на 22. Приложить для зазора к ним плотный картон в два слоя или обрезки листа от заглушек, и прижать к ним с двух сторон уголки таким образом, чтобы свободные концы этих уголков выступали за край НШ-32. За эти концы потом будет крепиться вся зиг-машинка в тиски. Я зазор не оставил, и зря! Приложить для зазора к ним плотный картон в два слоя или обрезки листа от заглушек, и прижать к ним с двух сторон уголки таким образом, чтобы свободные концы этих уголков выступали за край НШ-32. За эти концы потом будет крепиться вся зиг-машинка в тиски. Я зазор не оставил, и зря! |
| 200 | Разметить на уголках центры отверстий |
| 210 | Кернить по разметке и сверлить 4 отверстия ф12мм в уголках |
| 220 | Прикрутить уголки к редуктору 4-мя болтами М10х40 с гайками |
| 230 | На удлинителях мамины концы равномерно вращая обточить на точиле до внутреннего диаметра шестерней ГРМ. В моем случае снять надо было совсем чуть-чуть. Шестерни должны одеваться с небольшим натягом. |
| 240 | На обточенных концах сваркой за несколько проходов сформировать валики высотой 5-7мм Валики формировать напротив центра стороны внутреннего квадрата. |
| 250 | Болгаркой, точилом и квадратным напильником ровно и аккуратно обточить валики до размера шпоночного паза в шестернях грм. Мерять-примерять, дорабатывать напильником. Должно заходить тугенько, с постукиванием, но без фанатизма. Если будет болтаться, то будет соскакивать при работе. |
| 260 | На удилинители одеть до упора две шайбы 16мм и приварить их |
| 270 | Заготовть швеллер №10 или №12 на 100мм короче удлинителей. Я брал 10-й швеллер, но мне показалось маловато, попробуйте 12-й |
| 280 | Отступив по 20мм от края сверлить в боковых полках швеллера 2 отверстия 12мм напротив друг-друга |
| 290 | Прикрутить две удлиненные гайки М12 через эти отверстия гайками наружу. |
| 300 | Приварить гайки к швеллеру. Открутить крепёжные болты. Открутить крепёжные болты. |
| 310 | Вкрутить прижимные болты М12х70 в приваренные гайки. |
| 320 | На широкую полку швеллера со стороны отверстий приварить гайку М20 для упорного болта. Болт как на фотке перед сваркой не оставляйте!, потом будет сложно выкрутить. |
| 330 | Приварить швеллер к уголкам. |
| 340 | Присоединить удлинители к головкам на 22 и одеть на шлицевые валы. |
| 350 | Разметить на удлинителях положение упорных болтов. |
| 360 | Заготовить два отрезка 20-30мм из стальной полдюймовой трубы |
| 370 | Приварить отрезки трубы на удлинители по меткам, таким образом, чтобы они упираясь торцом в прижимные болты препятствовали соскакиванию головки и удлинителя со шлицов валов редуктора. Упорные болты должны быть между приваренными трубками и шайбами, вплотную к трубке. |
| 380 | Установить удлинители с головками на редуктор. |
| 390 | Заготовить полосу стальную 5х30. Длинну выбрать таким образом, чтобы она входила между полок швеллера. |
| 400 | На полосу по центру приварить гайку М20 |
| 410 | Вварить полосу с гайкой между полок швеллера напротив трубок на удлинителях. |
| 420 | Квадратным напильником сточить прямоугольные в плане зубья шестерён ГРМ до треугольного профиля. Иначе они очень плотно входят друг в друга, места для обрабатываемой детали не остаётся. Шестерни не калёные, точатся очень легко. Если взять БУ или убитые, то, возможно, они уже будут несколько сточены. На фото правая шестерня переточена вся, на левой переточенычены два зуба. |
| 430 | Вкрутить упорные болты М20х90 в гайки |
| 440 | Надеть шестерни ГРМ на удлиннители.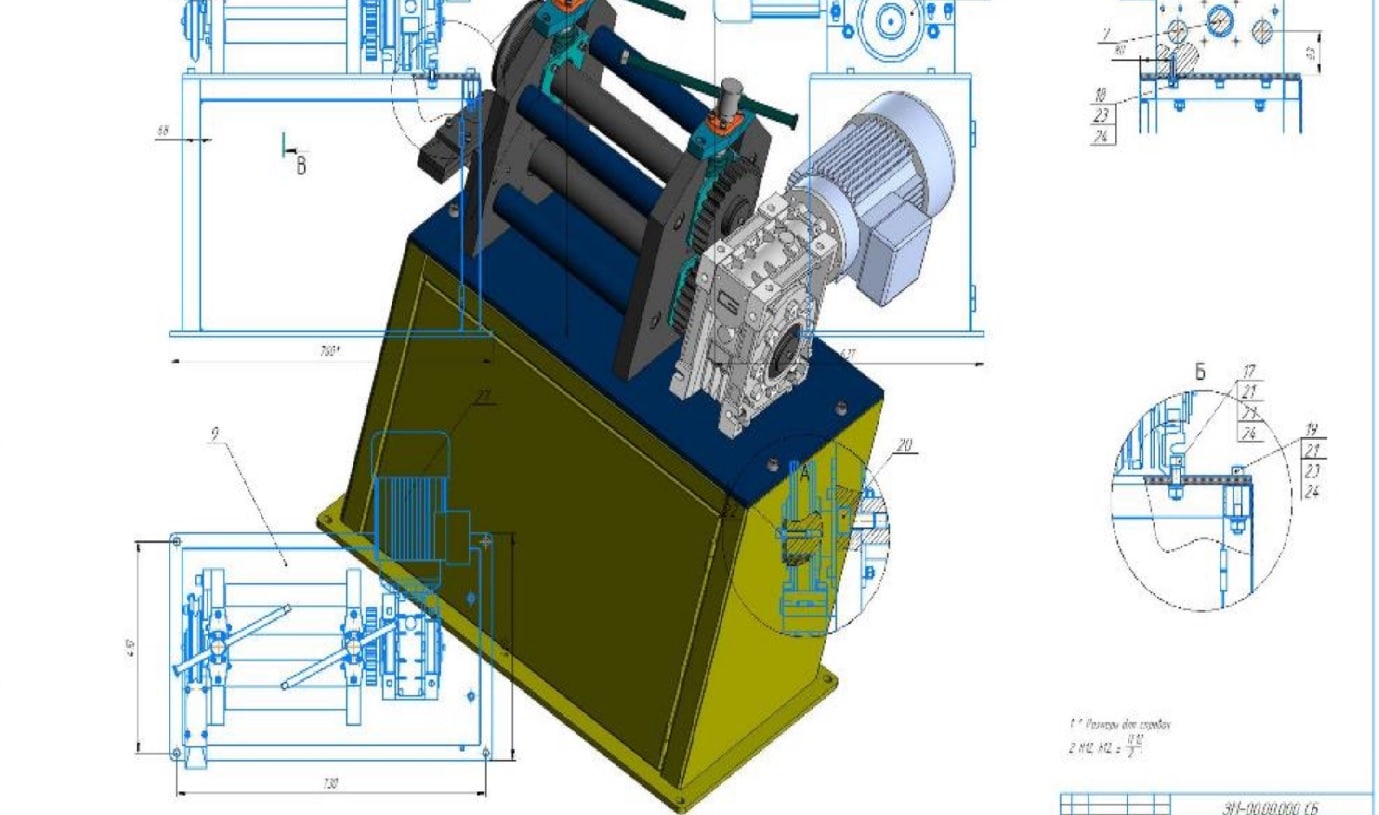 |
| 450 | Зажать зиг-машинку в тисках за свободные концы уголков. Присоединить вороток. |
| Зиг-машинка с гофрирующими насадками готова к работе! | |
Все детали после их изготовления собраны на фото:
В верхней части детали НШ-32, в нижней что к нему добавилось.
Другие насадки я не делал, пока нет нужды. Но можно их изготовить из таких-же шестерён ГРМ, каких-нибуть шкивов или других деталей, подходящих по посадке. В качестве электропривода в будущем планирую приспособить шуруповерт со сдохшими аккумуляторами и цепной передачей от велосипеда. Вобщем включайте изобретательность на полную и вперёд!
Процесс гофрирования бака на видео (если вы дочитали до этих строк, то может еще помните, ради него была вся затея).
https://youtu.be/Sl0uIwojvEc
На видео вариант зиговки старый, малость впоследствии доработанный.
После нескольких проходов с подтягиванием прижимных болтов и небольшом прижатии дна бака вниз, он встал на место, как и было задумано!
MISSION COMPLETE!!!
Tags: Колхоз, Очумелые ручки
Ручная зиговочная машина TB-12
Ручная зиговочная машина TB-12
Каталог
Расширенный поиск
Цена (₽):
от
до
Название:
Артикул:
Текст:
Выберите категорию:
Все
СТАНКИ для ГИБКИ листового металла
» Вальцы
»» Вальцы ручные
»» Вальцы электромеханические
»» Вальцы гидравлические
» Листогибочные станки
»» Листогибы ручные
»» Листогибы электромеханические
»» Листогибы гидравлические
»» Листогибочные гидравлические пресса
»» Листогибы сегментные
»» Листогибы электромагнитные
» Прессы гидравлические
СТАНКИ для РЕЗКИ листового металла
» Гильотины
»» Гильотины ручные
»» Гильотины ручные сабельные
»» Гильотины электромеханические
»» Гильотины гидравлические
»» Ножницы листовые кривошипные
» Лазерная резка металла
» Плазменная резка металла
»» Консольные машины термической резки с ЧПУ
»» Портальные станки плазменной резки металла
»» Ручные аппараты для плазменной резки металла
»» Источники плазменной резки металла
»» Плазмотроны
»» Расходные материалы для плазменной резки
»»» Защитные экраны
»»» Кожухи
»»» Сопла
»»» Электроды
»»» Завихрители
»»» Водяные трубки
»»» Фиксаторы защитного экрана
»»» Прочие расходные материалы для плазменной резки
» Угловысечные станки
» Станки для продольно-поперечной резки металла
» Опции для станков продольно-поперечной резки металла
СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ
» Станки для производства полукруглого желоба
» Станки для производства прямоугольного желоба
» Станки для производства гофроколена
» Зиговочные станки
»» Ручные зиговочные машины
»» Электромеханические зиговочные машины
» Фальцеосадочные станки
»» Фальцеосадочные станки ручные
»» Фальцеосадочные станки электромеханические
»» Фальцеосадочные машинки
» Фальцепрокатные станки
» Фальцегибы
» Станки для отбортовки
» Станки тоннельной сборки
» Cтанки для нанесения ребер жесткости
» Станки для сборки сегментных отводов
» Круговые ножницы
» Спирально-навивные станки
» Автоматические линии для изготовления прямоугольных воздуховодов
» Автоматические линии для изготовления шинорейки
» Пуклевочники
»» Дополнительные опции для пуклевочного инструмента
»» Пуклевочный инструмент
» Кромкогибочные станки
» Станки для производства сайдинга
» Маятниковые пилы для шинорейки
СТАНКИ для ТРУБ и ПРОФИЛЕЙ
» Ленточнопильные станки
»» Ручные ленточнопильные станки
»» Ленточнопильные станки с гидроразгрузкой
»» Ленточнопильные станки с гидравлическим подъемом пильной рамы
»» Полуавтоматические ленточнопильные станки
»» Автоматические ленточнопильные станки
»» Ленточнопильные станки для резки рельс
»» Ленточнопильные вертикальные станки
» Трубогибы
»» Трубогибы ручные
»» Трубогибы арбалеты
»» Трубогибы электрические
»» Трубогибы гидравлические
»» Дорновые трубогибы
»»» Полуавтоматические дорновые трубогибы
»»» Автоматические дорновые трубогибы с ЧПУ
»» Бездорновые трубогибы
» Станки для пробивки отверстий в трубах
» Абразивно-отрезные станки
» Дисковые отрезные станки по металлу
» Линии для производства труб
» Инструмент для снятия фасок
»» Ручные фаскосниматели
»» Автоматические кромкофрезерные машины
»» Кромкострогальные станки
» Автоматические линии резки
» Труборезы
»» Орбитальные труборезы
»» Ручные труборезы
»» Труборезы разъемные
»» Переносные труборезы
»» Труборезы электрические
» Торцеватели для труб
» Машина для полировки труб
» Ротационная вытяжка металла
» Cтанки для изготовления фланцев
Оборудование для заводов ЖБИ и ЖБК
» Правильно-гибочные роботы
» Станки для изготовления арматурных каркасов
» Автоматические гибочные центры для арматуры и проволоки
» Автоматические линии резки арматуры
» Автоматические сварочные роботы
» Вспомогательное оборудование
» Станки для сварки арматуры
» Оборудование для производства сеток
» Оборудование для изготовления свай
СТАНКИ для КОНТАКТНОЙ СВАРКИ
» Мобильные клещи и аппараты для точечной сварки
» Аппараты для точечной сварки
» Контактная точечная сварка
» Шовная сварка
» Стыковая сварка
» Рельефная сварка
» Машины подвесные для контактной точечной сварки
» Многоэлектродные машины
СТАНКИ для АРМАТУРЫ и ПРОВОЛОКИ
» Станки для гибки арматуры
» Станки для резки арматуры
» Комбинированные станки для гибки и резки арматуры
» Правильно-отрезные станки
» Ручные станки для гибки и резки арматуры
»» Ручные станки для резки арматуры
»» Ручные станки для гибки арматуры
» Станки для гибки хомутов, скоб и спиралей
» Бухтодержатели
КУЗНЕЧНОЕ оборудование
» Станки для ковки
» Кузнечный инструмент
» Кузнечные молоты
» Кузнечные горны
РОТАЦИОННАЯ ВЫТЯЖКА металла
» Давильно-раскатные станки
» Ротационная ковка трубы
РАЗМАТЫВАТЕЛИ РУЛОННОГО металла
РУЧНОЙ ИНСТРУМЕНТ для металла
» Ножницы рычажные
» Инструмент для пробивки отверстий в металле
» Ножницы по металлу
»» Ножницы для резки металла
»» Специальные ножницы по металлу
»» Ножницы по металлу усиленные
»» Высечные ножницы по металлу
» Инструмент для обжима металлических колец
» Насадки на дрель для резки металла
» Инструмент для вырезки отверстий большого диаметра
» Кровельные клещи
» Инструмент для заужения диаметра трубы
» Гибочные рамки
» Инструмент для разметки кровли
» Инструмент для сайдинга
»» Инструмент для монтажа и демонтажа сайдинга
»» Резка сайдинга
»» Разметка сайдинга
» Инструмент для вырубки седловин труб
» Реечные прессы
ПРЕСС-НОЖНИЦЫ и ПРОБИВНЫЕ ПРЕССЫ
» Дыропробивные станки
» Координатно-пробивные прессы
» Пресс-ножницы комбинированные
» Автоматизированные линии пробивки проката
» Долбежные станки
КРОВЕЛЬНОЕ оборудование
» Кровельные станки
» Рамки для закрытия фальца
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
» Заточные станки по металлу
» Резьбонарезное оборудование
»» Резьбонарезные клуппы
»» Резьбонарезные станки
»» Гидравлические резьбонакатные станки
» Прутковые токарные автоматы продольного точения с ЧПУ
» Вертикальные обрабатывающие центры с ЧПУ
» Сверлильные станки
»» Магнитные сверлильные станки
»» Вертикально-сверлильные станки
»» Радиально-сверлильные станки
»» Рельсосверлильные станки
»» Многошпиндельные сверлильные станки
»» Сверлильно-фрезерные станки
» Фрезерные станки по металлу
»» Настольные фрезерные станки
»» Универсальные фрезерные станки
»» Вертикально-фрезерные станки
» Токарные станки по металлу
»» Настольные токарные станки
»» Универсальные токарные станки
» Электроэрозионные станки
»» Проволочно-вырезные станки
»» Электроэрозионные прошивные станки
»» Электроэрозионные супердрели
» Шлифовальные станки по металлу
» Полировальные станки по металлу
СВАРОЧНОЕ оборудование
» Аппараты для ручной дуговой сварки (MMA)
» Сварочные полуавтоматы с пульсом
» Аргонодуговая сварка с пульсом
» Сварочные полуавтоматы MIG/MAG
» Инверторы сварочные MMA
» Аргоно-дуговая сварка (TIG)
» Блоки водяного охлаждения
» Сварочные позиционеры
Инструмент ROLLERI для гибочных прессов
ФОРМОВКА листового металла
» Шринкеры
» Английское колесо
» Молотки гладильные
РЕЖУЩИЙ ИНСТРУМЕНТ и оснастка
» Ленточные полотна по металлу
»» ЛЕНТОЧНЫЕ ПИЛЫ AMADA
»»» Биметаллические ленточные пилы AMADA
»»» Твердосплавные ленточные пилы AMADA
»» ЛЕНТОЧНЫЕ ПИЛЫ EBERLE
»»» Биметаллические ленточные пилы EBERLE
»»» Твердосплавные ленточные пилы EBERLE
»» ЛЕНТОЧНЫЕ ПИЛЫ ВАHCО
»»» Биметаллические ленточные пилы ВАHCО
»»» Твердосплавные ленточные пилы ВАHCО
»»» Резка труб и профилей
»»» Резка литья
»»» Многоцелевая и контурная резка
» СОЖ
СТАНКИ для СТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Производитель:
Все3emakina (Турция)ACL (Китай)Aotai (Китай)BDS (Германия)Beka-mak (Турция)BS (Италия)CBC (Италия)Cevisa (Испания)Ckemsa (Турция)Comafer (Италия)Doganmach (Турция)DURMA (Турция)ERCOLINA (Италия)ERMAKSAN (Турция)Euroboor (Нидерланды)Exact (Финляндия)Geka (Испания)Gocmaksan (Турция)GROST (Россия-Китай)GUTE MACHINERYGWEIKE (Китай)Huawei (Китай)ISITAN (Турция)Kapriol (Италия)KING-MACC (Китай)Lefon (Китай)MACC (Италия)Mackma (Италия)MAKRO (Турция)Malco (США)MetalTec (Китай)NEW TECH MACHINERY(США)Nko Machines (Чехия)Optimum Maschinen (Германия)PERI (Китай)PILOUS (Чехия)Pohjanmaan Rakkenuspelti Oy (Финляндия)Promotech (Польша)Rotabroach (Великобритания)Sahinler (Турция)Sente Makina (Турция)STALEX (Россия, Китай, Польша)Stangroup Machinery (Китай)TECNA (Италия)TELWIN (Италия)TOR (Китай)TRITONTRUMPF (Швейцария)TTMC (Китай)Uzma (Турция)VEKTOR (Китай)YangLi (Китай)Вектор (Беларусь)Витязь (Китай)ВПКГерманияКитайРоссияСВС (Италия)ТAOLE (Китай)Чехия
СНЯТ С ПРОДАЖИ:
Вседанет
ЦЕНА С НДС-20%:
Вседанет
В наличии:
Вседанет
Бесплатная доставка:
Вседанет
-10% при 100% предоплате:
Вседанет
Под заказ:
Вседанет
+ ножницы в подарок:
Вседанет
Наличие уточняйте:
Вседанет
ГАРАНТИЯ 18 МЕСЯЦЕВ:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Забыли пароль?
Регистрация
Заказать звонок
Заказать звонок
Главная СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ Зиговочные станки Ручные зиговочные машины Ручная зиговочная машина TB-12
Поделиться:
Ручная зиговочная машина позволяет производить зиговку, отбортовку кромок, формовку различных типов кромки. Используется для производства фасонных частей воздуховодов и водосточных систем.
Используется для производства фасонных частей воздуховодов и водосточных систем.
Стандартные ролики:
Дополнительные ролики (опция):
| Модель | TZ 08 | TZ 12 |
| Максимальная толщина стального листа (σв < 400 МПа), мм | 0,8 | 1,2 |
| Расстояние между центрами роликов, мм | 50 | 50 |
| Вылет роликов, мм | 177 | 200 |
| Размеры, мм | 500x | 630x |
| Масса, кг | 22 | 48 |
Комплектация:
- Зиговочная машина
- Комплект роликов (4 пары)
- Инструкция по эксплуатации
Опции:
теги:
зиг машина цена, зиг машина ручная, зиговочная машина купить, зиг машина, зиговочная машина ручная, зиговочный машина, зиг машина ручная цена, зиговочная машина, ручная зиговочная машина цена, зиг машина ручная купить, купить в самаре зиговочный станок, купить зиговочный станок для жести, станок зиговочный ручной, купить зиговочный станок ручной, купить ручную зиговочную машину цена, зиг машина ручной, зиговочная машина ручная купить, зиговочный станок купить, зиг машина купить, зиговочный станок
Назад
Подписаться на рассылку выгодных предложений
Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Понятно
Зиговочные станки и ролики
Главная » Станок » Зиговочные станки и ролики
Ручная зиговочная машина, классификация роликов и самодельные чертежи
Зиговочная машина используется при жестяных работах для соединения цилиндрических деталей, отбортовки кромок и прокатки ребер. Это обязательная стадия обработки изделий из листового металла, поэтому к характеристикам зиговки необходимо подойти внимательно. Исполнительный инструмент зиг машины — прокатные ролики различных профилей. Каждый вид роликов предназначен для выполнения определенной работы. В производстве машина работает в связке с фальцегибом, гильотиной, фальцеосадочным оборудованием и вальцами.
Назначение зиговочных станков
Зиговочная машина предназначена для соединения деталей из металла толщиной от 1\2 до 4 мм. На первом этапе прокатывается замок, после чего элементы соединяются между собой. Иногда замок необходимо дополнительно осадить вручную.
Иногда замок необходимо дополнительно осадить вручную.
Зиговочная машина применяется при:
- производстве цилиндрических жестяных изделий: вентиляционных и водоливных труб, коробов, отливов;
- теплоизоляции трубопроводов;
- обработке обечаек;
- кровельных работах.
Основные виды операций: отбортовка, зиг, гофрирование.
Главное преимущество зиговки перед сваркой — это отсутствие воздействия высоких температур на металл, вызывающих появление внутреннего напряжения и деформации. А также более экономичный способ производства, не требующий приобретения расходных материалов, использования электроэнергии или топлива.
Конструкция зиговочных станков
Зиговочные станки представляют собой пару пластин, выполненных методом гидроабразивной резки с высокой точностью. Между пластинками установлены два вала. Подвижным является верхний вал, он перемещается с помощью прижима винтового типа. Заготовка прижимается равномерно по всей плоскости, поэтому получается ровная, аккуратная зига.
Глубина зигования может регулироваться в зависимости от модели вручную или автоматически. Воздействие на металл производится роликами, которые надеваются на валы. Подобрав подходящую форму роликов, добиваются необходимой формы зига.
Виды зиг машин
электромеханический зиговочный станок
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Зиговочные станки с ручным управлением подойдут для мелких производств и работ на высоте.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Технические характеристики зиг машин
Зиговочные станки характеризуются следующими основными параметрами.
| Характеристика | Значение |
| Вид привода | ручной, электромеханический, гидравлический |
| Поперечник роликов | может быть от 50 до мм |
| Вылет роликов | до 350 мм это важный показатель, при выполнении специальных работ подбирается максимальный вылет плеч |
| Количество дополнительных пар роликов | обычно от 4 до 6 пар |
| Толщина металла | от 0,5 до 4 мм |
| Габариты станка | даже гидравлические зиговки занимают мало места |
|
Вес станка | от 17 до 300 кг |
Таблица 1. Некоторые характеристики зиговочных станков
Некоторые характеристики зиговочных станков
Виды роликов для зиг машин
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой.
 Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов; - BS, F — выполняют двойной фальц вертикального замка с высотой отбортовки от 4 до 12 мм, она подбирается с учетом толщины материала;
- BB — выполнение отбортовки кромок врезок различной формы, включая тройники, а также для загиба короткого фальца вертикального замка;
- KB — осаживание вертикального замка. Фальцы замка выполняются на вальцах ВВ, ВS и F. Они применяются для соединения отводов и переходов вертикальных фальцев, деталей водосливов и воздухоотводов;
- BD — выполняют отбортовку кромок труб круглого сечения большой длины;
- ZB, ZA — закатывают по кромке трубы проволоку. Предварительно кромка подгибается на роликах V. Эта процедура необходима для увеличения жесткости труб из тонких листов металла, она производится исключительно на зигмашинах;
- AV — сопряжение врезок в вентиляционные заготовки винтовым способом, обеспечивает герметичность;
- DIN 71550 — выполняет полукруглые ребра на заготовках труб небольших поперечников для крепления гибкого шланга.
 Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования;
Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования; - M — выполняют отрезание заготовок труб по поперечнику. В комплекте с держателем из листов вырезает кольца.
Чтобы зиговочный станок выполнял резы качественно, его необходимо оснастить параллельным прижимом вальцов. Полукруглый упор — это дополнение к роликам ВВ. Он используется для внешней отбортовки в вырезах круглой формы плоских деталей.
Самодельная зиг-машина
Надежный зиговочный станок можно сделать, пользуясь предложенными чертежами. Они уже не раз опробованы своими руками и получаются достойные устройства. Можно дополнить предложенный чертеж устройством подъема прижимного вала, подшипниками и креплениями роликов и колес на резьбу.
- Прижимной вал имеет ход 12 мм. Нижний валик фиксируется на основании неподвижно. Чтобы валы не сдвигались во время работы, предусмотрены боковые упоры. Упорные втулки предупреждают передвижение вальцов в корпусе.
 Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см;
Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см; - вал выполняется из двух элементов. Верхний — прижимной выполняется без посадочного кружка для ручки;
- колеса с зубьями фиксируются любым удобным методом, в процессе эксплуатации демонтироваться они не будут;
- для фиксации роликов используем шплинт, под который отмечаем и высверливаем отверстия. Необходимо учесть толщину шайб и длину рабочих роликов;
- коробка изготавливается из металла толщиной до 5 мм. Высота коробки составляется из высоты валов, зазора между ними (около 1 см) и 1,5 см для подъема прижимного вала. Верхнюю крышку можно сделать съемной, так удобнее устанавливать валы;
- станина представляет собой две пластины, соединенные так, чтобы в разрезе получилась буква Т. Высота ее приблизительно 25 см, ширина определяется размерами корпуса. Соединять между собой станину можно любым способом. Удобно, если она сборная.
- ограничительный щиток вырезаем приблизительно 18 х 12 см из металла толщиной 3 мм.
 Посередине вырезаем отверстия под ролики. По краям привариваем штанги;
Посередине вырезаем отверстия под ролики. По краям привариваем штанги; - рукоятку можно взять от старой мясорубки или сварить самостоятельно длиной около 30 см;
- ролики тоже придется делать самостоятельно. Если планируется интенсивно использовать зиговочный станок, желательно подобрать закаленную сталь. Главный поперечник ролика должен совпадать с расстоянием между центрами зубчатых шестеренок, когда они сцеплены для работы. Шплинты можно заменить простыми гвоздями или шпильками.
чертеж валов чертеж коробки для станка ограничительный щиток
Станина может быть своими руками выполнена без чертежа в форме скобы из листа или трубы квадратного сечения. Ширина скобы определяет длину валов. Шестеренки ищем на свалке подержанных мотоциклов. Валы вытачиваем уже под готовый внутренний диаметр шестеренок. Под передний подшипник прижимного вала устанавливаем подвижную опору, чтобы проще было вынимать материал.
Но основное внимание при изготовлении станка своими руками нужно уделить вытачиванию и полировке роликов. Можно сразу сделать несколько пар различных профилей.
Можно сразу сделать несколько пар различных профилей.
Своими руками можно сделать зиговочный станок на электрическом приводе. Вся механика остается такой же, но дополняется двигателем-редуктором. Высокая мощность не требуется, достаточно будет 200 В и оборотистости около 15 в минуту. Соотношение червячного редуктора должно быть в пределах 1:100. А чтобы освободить руки, станок оснащается педалью.
Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:
stanokgid.ru
Зиговочный станок: конструкция, изготовление своими руками, чертежи
Зиговочная машина — это специализированное оборудование, позволяющее выполнять такую технологическую операцию, как зиговка. Этот метод обработки, которой подвергаются заготовки из листового металла, не представляет особой сложности в технологическом плане, но для осуществления подобной обработки необходимо использование специальных машин. Такое оборудование, представленное на современном рынке большим разнообразием серийных моделей, может быть оснащено ручным, электрическим или гидравлическим приводом. При желании простейший зиговочный станок несложно изготовить своими руками.
Этот метод обработки, которой подвергаются заготовки из листового металла, не представляет особой сложности в технологическом плане, но для осуществления подобной обработки необходимо использование специальных машин. Такое оборудование, представленное на современном рынке большим разнообразием серийных моделей, может быть оснащено ручным, электрическим или гидравлическим приводом. При желании простейший зиговочный станок несложно изготовить своими руками.
Работа зиговочной машины: нанесение двойного круглого фальца на заготовку цилиндрической формы
Назначение и конструкция зиговочного оборудования
Прежде чем начать разбираться в том, что собой представляет зиговочный станок, необходимо понять, для чего выполняется зиговка. В процессе осуществления этой технологической операции на поверхность заготовки из листового металла наносятся углубления полукруглого профиля. Такие углубления, которые и называются зигами, выступают в роли ребер жесткости, их наличие на поверхности изделия из тонкостенного металла делает его значительно прочнее. Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
Многие современные производители выпускают зиговочные станки, технические возможности которых позволяют выполнять целый перечень технологических операций. К таким операциям, которым заготовки из листового металла подвергаются в процессе их круговой обработки, относятся рифление их поверхности, резка и отбортовка. Более мощными и производительными, если проводить сравнение с ручным оборудованием, являются зиговочные электрические машины. За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
Основные части зиговочной машины
Вне зависимости от того, оснащен зиговочный станок ручным или электрическим приводом, конструкция и принципиальная схема работы такой машины остаются практически неизменными. Основными элементами конструкции подобных станков являются два вала, оси которых могут располагаться горизонтально или под некоторым наклоном. Именно эти валы, вращаясь относительно друг друга в противоположном направлении, придают вращение рабочим роликам, зафиксированным на их концевой части. Работает зиг машинка, как ручная, так и электрическая, по следующей схеме:
Основными элементами конструкции подобных станков являются два вала, оси которых могут располагаться горизонтально или под некоторым наклоном. Именно эти валы, вращаясь относительно друг друга в противоположном направлении, придают вращение рабочим роликам, зафиксированным на их концевой части. Работает зиг машинка, как ручная, так и электрическая, по следующей схеме:
- заготовку из листового металла помещают между двумя формирующими роликами оборудования;
- валы машины сводят друг с другом, тем самым обеспечивая зажим заготовки между рабочими роликами;
- при помощи ручного или электрического привода валы приводят во вращение;
- при вращении валов и рабочих роликов зажатая между ними деталь также начинает двигаться; при перемещении заготовки между рабочими роликами с выступами требуемого размера и формы на поверхности листового металла под воздействием пластической деформации формируются соответствующие углубления.
Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно. Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов.
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Чертеж коробки
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.

После того как требуемый результат обработки достигнут, для чего может потребоваться несколько циклов проворачивания заготовки, верхний ролик поднимается и готовое изделие извлекается из станка.
met-all.org
Ролики для зиговочных машин
/ЗИГОВОЧНЫЕ МАШИНЫ /ролики для зиговочных машин
www. 25mm.ru
25mm.ru
Ролики для зиговочных машин
| Применение зиговочных роликов для зиг-машин RAS |
Зиговочные ролики V — ролики для подготовки соединения краев теплоизоляционных кожухов. Зиговочные ролики KA — ролики для подготовки патрубкого соединения круглых труб и колен.
Зиговочные ролики BC — ролики для отбортовки плоских заготовок Зиговочные ролики для формирования двойного стоячего фальца Гофрирующие ролики — ролики для уменьшения диаметра труб при производстве воздуховодов, дымоходов и водосточных систем. Гофрирующие ролики с упорным зигом — гофрирование уменьшает диаметр водосточных труб, воздуховодов, дымоходов для их стыковки, уорный зиг — увеличивает надежность и жесткость соединения Зиговочные ролики F — ролики для подготовки фальцевого соединения на сегментных отводах при производстве воздуховодов, водосточных систем и теплоизоляционных кожухов. Ролики для прямоугольного зига — используется для установки резиновых уплотнений при монтаже воздуховодов круглого сечения Ролики для закрытия стоячего соединения при сборке сегментных отводов Ролики для винтового соединения врезок систем вентиляции Зиговочные ролики BD — ролики для отбортовки Ролики для наклонного двойного фальца Ролики для отбортовки ВВ Ролики для усиливающего (упорного) зига S Ролики для закрытия краев труб ZB
Ролики для нанесения зига на трубы маленького диаметра для сопряжения с гибкой подводкой по стандарту DIN 71550 |

www.sigovka.ru
Зиговочная машина в Украине.
 Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Зиговочная машина FDB Maschinen ОМ 18
Доставка по Украине
11 000 грн
Купить
Станмастер
Зиговочная машина ручная IK 0.8 Isitan (Турция)
Под заказ
Доставка по Украине
Цену уточняйте
Стан-Комплект
Машина зиговочная ручная IK 1.2
Под заказ
Доставка по Украине
Цену уточняйте
Стан-Комплект
Зиговочная машина ручная ЗГР
Под заказ
Доставка по Украине
33 000 грн
Купить
Станмастер
Зиговочная машина зиговка электрическая Зиг-Э
Под заказ
Доставка по Украине
36 000 грн
Купить
Станмастер
МСМ 250 C ЗИГОВОЧНАЯ МАШИНА ЭЛЕКТРОМЕХАНИЕСКАЯ Bernardo | зиговка электрическая | зиг машина с электроприводом
Под заказ
Доставка по Украине
152 588 грн
Купить
Станмастер
MSM 400 C ЗИГОВОЧНАЯ МАШИНА ЭЛЕКТРОМЕХАНИЕСКАЯ Bernardo | зиговка электрическая | зиг машина с электроприводом
Под заказ
Доставка по Украине
227 036 грн
Купить
Станмастер
Зиговочная машина SAHINLER IKMP 1. 2
2
Под заказ
Доставка по Украине
от 53 000 грн
Купить
ЧП «СМАРТ СТИЛ»
SM 180 РУЧНОЙ ЗИГОВОЧНЫЙ СТАНОК Bernardo| ручная зиговка | зиг машина ручная
Под заказ
Доставка по Украине
14 258 грн
Купить
Станмастер
SM 200 РУЧНОЙ ЗИГОВОЧНЫЙ СТАНОК Bernardo| ручная зиговка | зиг машина ручная
Под заказ
Доставка по Украине
26 095 грн
Купить
Станмастер
SM 470 СТАНОК ЗИГОВОЧНЫЙ РУЧНОЙ Bernardo | зиговка ручная | зиг машина
Под заказ
Доставка по Украине
22 390 грн
Купить
Станмастер
SM 250 C РУЧНОЙ ЗИГОВОЧНЫЙ СТАНОК Bernardo| ручная зиговка | зиг машина ручная
Под заказ
Доставка по Украине
39 179 грн
Купить
Станмастер
Станки для производства прямоугольных воздуховодов
Доставка по Украине
18 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Системы ограждений, элементы безопасности кровли, станки для листового металла
Профилегибочные станки для металлоцентров
Доставка по Украине
от 18 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Зиговочный ручной станок
Доставка по Украине
от 18 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Смотрите также
Оборудование для металлоцентров отбортовочный станок с ручным приводом
Доставка по Украине
18 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Зиговочный станок Sorex CWM-50 с электроприводом
Под заказ
Доставка по Украине
от 70 395 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Вырубной пресс FDB Maschinen HN-4
На складе
Доставка по Украине
23 700 грн
Купить
ПРОФТЕХ — інтернет-магазин силової техніки.
Станок зиговочный ручной TB-12
Доставка по Украине
35 369.10 грн
33 600.70 грн
Купить
Измерительный и металлорежущий инструмент
Электромеханический зиговочный станок RM-24
Доставка по Украине
57 047 грн
54 194.70 грн
Купить
Измерительный и металлорежущий инструмент
Станки для производства круглых воздуховодов
Доставка по Украине
18 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Оборудование для производства круглых воздуховодов
Под заказ
Доставка по Украине
от 28 158 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Оборудование для производства прямоугольных воздуховодов Sorex
Под заказ
Доставка по Украине
37 812 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Системы ограждений, элементы безопасности кровли, станки для листового металла
Станки для производства воздуховодов Z-2000
Под заказ
Доставка по Украине
от 176 992 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Зиговочная машина электромеханический ACL LX 15
Доставка по Украине
46 046 грн
41 442 грн
Купить
Компания «КВРС»
Электромеханическая зиговочная машина BRI Svarcove S250/50M Толщина металов 1 мм Вылет роликов 250 мм
Доставка по Украине
106 496 грн
Купить
Сварочные технологии
Зиговочная машина ACL LX 18
Доставка по Украине
64 654 грн
58 189 грн
Купить
Компания «КВРС»
Гидравлическая зиговочная машина HYLLUS MERCUR Толщина металла 1.8 мм, вылет роликов 200 мм
Доставка по Украине
459 036 грн
Купить
Сварочные технологии
Зиговочная машина с мотором CWM — 50. 200
200
Доставка по Украине
Цену уточняйте
ООО «Кверб»
Что делает зиговочный станок — Мастерок
Содержание
- Описание технологии
- Преимущества использования
- Назначение зиговочных работ
- Область применения зиг-машин
- Типы зиговочных станков
- Конструктивные особенности зиг-машин
- Маркировка выпускаемых роликов
- Изготовление станка в домашних условиях
- План сбора оборудования
- Электрический зиговочный станок
- Назначение и конструкция зиговочного оборудования
- Классификация зиговочного оборудования по типу привода
- Сферы применения оборудования для зиговки
- Как изготовить зиговочное оборудование своими руками
Зиговка листового металла представляет собой специальную технологию обработки поверхностей, когда образуется особый рисунок рельефной формы. Это метод широко применяется как на крупных предприятиях, так и в средних по размеру цехах. В статье мы рассмотрим особенности процесса, назначения зиговочного станка и другие вопросы.
Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.
С помощью зигмашины выполняется несколько операция, в том числе:
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины. Наименее мощные – ручные зиг-машины, они способны выполнять операции для металла с толщиной от 0,3 до 1 мм. Электрические наносят рельеф на более толстые листы – до 2 мм.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.
Валы могут располагаться горизонтально, вертикально или наклонно.
Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.

Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Преимущества использования
У каждой разновидности зиг-машин есть свои положительные стороны.
Ручная – экономична, она не требует подключения к источнику электричества, компактна и мобильна. Такое оборудование можно установить в любом удобном для проведения работ месте. Также ручной зиговочный станок не потребляет топлива или электроэнергии, что отражает на экономической целесообразности.
Стационарное оборудование обладает большей мощностью, это позволяет обрабатывать металлические листы толщиной до 2 мм. Электрические или гидравлические типы машин также показывают большую производительность.
В целом зиговое нанесение рельефа повышает прочность металла и качество производимых изделий. С его помощью структура получаемой продукции обзаводится дополнительными ребрами жесткости, которые увеличивают прочность, срок службы и снижают эффект скольжения поверхности. Нельзя не отметить и повышение эстетичности производимых изделий. Также к преимуществам зиговки можно отнести возможность соединения деталей без применения сварочного оборудования, болтовых крепления и т. д.
Нельзя не отметить и повышение эстетичности производимых изделий. Также к преимуществам зиговки можно отнести возможность соединения деталей без применения сварочного оборудования, болтовых крепления и т. д.
Назначение зиговочных работ
Зиговочные станки широко применяются в сфере металлообработки. С их помощью наносят стыковочные профили, увеличивают прочность металлических изделий, обработки кромок различных деталей из металла.
Процесс зиговки используют:
- для изготовления цилиндрических деталей вентиляционных и водосточных систем;
- в производстве изделий, которые соединяются между собой стыковочным профилем;
- при изготовлении теплоизоляции трубопроводов, фасонных деталей вентиляции;
- для обработки обечаек и прочих элементов, где необходима аккуратная и безопасная кромка;
- гофрирования тонкостенных цилиндрических изделий из металла.
Последний тип операций из списка позволяет не только сделать детали более прочными, рифление снижает интенсивность скольжения. Зиговка металла также увеличивает эстетичность изделий.
Зиговка металла также увеличивает эстетичность изделий.
С помощью зиговочного оборудования можно соединить цилиндрические элементы, отбортовать кромки и прокатать ребра жесткости деталей при жестяных работах. Подобный способ обработки заготовок из листового металла технологически несложен. Моделей зиг-машин на рынке представлено много, можно выбрать варианты с разными приводами и стоимостью. А если потратить немного времени, создать простой станок можно самостоятельно.
Область применения зиг-машин
Зиговочный аппарат соединяет металлические элементы толщиной от 0,5 до 4 мм. Вначале осуществляют прокатывание замка, затем проводят соединение деталей. Если требуется, замок осаживают вручную.
Используют зиговочный станок для обработки изделий из листового металла. Они позволяют:
- изготавливать трубы, отливы и другие промышленные элементы в форме цилиндра,
- обрабатывать обечайки,
- проводить теплоизоляцию трубопроводов,
- создавать гофрированные изделия.

Применяют зиг-машины при кровельных работах по металлу.
Основной плюс зиговки в том, что металл не нагревают, а значит, меньше риск деформации изделия. Кроме того, экономится электроэнергия и расходные материалы.
Типы зиговочных станков
Основное различие зиг-станков – в типе привода. Он может быть:
Существуют и современные зиговки с ЧПУ. Такой тип управления позволяет полностью автоматизировать процесс, намного ускорить его и повысить производительность.
Станок с ручным приводом способен обработать листы металла не толще 1,2 мм. Закрепление детали и вращение валов производят особыми ручками. Прикрепляется зиговочная машина к рабочему столу с использованием струбцины. Основные плюсы ручного оборудования в том, что оно мобильно и компактно.
Минусом можно считать повышенные требования к умениям оператора. Необходимо обладать определенными навыками, чтобы в одно время и двигать ручку, и держать деталь в нужном положении. Ручные зиговочные станки подходят для небольших производственных цехов либо высотного монтажа.
Зиговочный станок с электрическим или гидравлическим приводом может согнуть листы металла толщиной до 4 мм. Такие машины используют в больших производственных цехах. Зиговочный электрический станок работает за счет двигателя, скорость меняется с помощью преобразователя частоты. Его удобство в том, что руки работника свободны, а управление ведется педальным способом либо с пульта. Это повышает производительность, что очень важно для производств с большим объемом выпускаемых изделий.
Зиговочная машина гидравлического типа может быть только стационарной. Прижимной вал опускают с помощью гидравлического цилиндра, а ролики двигает электромотор. Такой зиговочный механизм удобен для работы с толстыми листами металла. Эти станки высокопроизводительны и потребляют мало электричества, поэтому в какой-то мере могут конкурировать и с машинами, оснащенными ЧПУ.
Конструктивные особенности зиг-машин
Один зиговочный аппарат конструктивно не слишком отличается от другого. Их основные элементы – валы – расположены горизонтально, вертикально либо под наклоном. На валы насаживают формирующие ролики, а между ними закрепляют обрабатываемую деталь. Благодаря противоположному движению главных элементов, на металле появляются равномерные углубления. С их помощью и производится необходимое соединение.
Их основные элементы – валы – расположены горизонтально, вертикально либо под наклоном. На валы насаживают формирующие ролики, а между ними закрепляют обрабатываемую деталь. Благодаря противоположному движению главных элементов, на металле появляются равномерные углубления. С их помощью и производится необходимое соединение.
Выбирая зиговочный станок, нужно обращать внимание на следующие технические характеристики:
- тип привода,
- поперечник и вылет роликов,
- число прилагаемых пар этих деталей,
- допустимую толщину металла,
- размер станка.
Самые маленькие ролики в поперечнике – 50 мм, их количество варьируется от четырех до шести пар.
Важный показатель – вылет роликов. Лучше приобретать станок с максимальным вылетом – до 350 мм. Это расширит возможности зиговочного оборудования.
Допустимая толщина листа металла – от 0,5 мм до 4 мм. Зиговочная машина много места не займет (за исключением станков с ЧПУ). Весить такой аппарат может от 17 до 300 кг.
Весить такой аппарат может от 17 до 300 кг.
До начала работы обрабатываемую деталь фиксируют между валами и проворачивают ручку. На ручных аппаратах из-за их невысокой мощности может понадобиться пропустить заготовку через ролики несколько раз.
Маркировка выпускаемых роликов
От выбора рабочих роликов зависит глубина и форма зиговочного шва. Как используют насадки в зависимости от назначения:
| Маркировка | Что можно делать с помощью подобных роликов | Область применения |
| V | Оформлять кромки деталей, накатывать проволоку | Для изготовления изоляционных коробов и труб |
| E, EV | Гофрировать края труб для уменьшения поперечника | Для создания раструбных сопряжений в вентиляции и водостоках |
| S | Создавать стопорные и жесткие ребра | Для производства различных деталей из листового металла |
| SK | Выполнять широкие прямоугольные ребра | Для фиксации резиновых уплотнителей в круглых трубах вентиляции |
| BS, F | Делать двойную фальцовку вертикальных замков с выбранной высотой отбортовки | Для соединения заготовок из листового металла, кровельных работ |
| BC | Отгибать кромки плоских элементов | Для отбортовки прямоугольных деталей воздуховодов и создания округлых заглушек |
| BB | Отбортовать кромки врезок | Для создания врезок различной формы и вертикального замка на разных деталях |
| KB | Осадить вертикальный замок | Для изготовления элементов магистралей по сливу воды и отводу воздуха |
| BD | Отбортовать края деталей | Для создания длинных трубопроводов круглого сечения |
| ZB, ZA | Закатать проволоку по краю трубы | Для увеличения жесткости труб из тонкого металла |
| KA | Соединить круглые патрубки с последующей точечной сваркой | Для производства воздуховодов и дымоотводов малыми партиями |
| AV | Герметично соединить врезки винтовым методом | Для изготовления вентиляционных заготовок |
| DIN 71550 | Выполнить полукруглые ребра | Для создания поперечников, на которые крепится гибкий шланг |
| M | Резать трубы по поперечнику | Для производства любых трубопроводов |
Для выполнения некоторых операций требуются дополнительные детали. Например, отрезка может проводиться, только если дооснастить ролики параллельным прижимом вальцов. Для вырезки колец нужен специальный держатель. Чтобы отбортовать внешние срезы круглых отверстий понадобится полукруглый упор.
Например, отрезка может проводиться, только если дооснастить ролики параллельным прижимом вальцов. Для вырезки колец нужен специальный держатель. Чтобы отбортовать внешние срезы круглых отверстий понадобится полукруглый упор.
Изготовление станка в домашних условиях
Покупать профессиональный зиговочный станок стоит, если работать с листовым металлом приходится часто. Для редких домашних работ экономичнее будет собрать станок в домашних условиях самостоятельно. Для этого нужно найти подходящие чертежи в интернете или книгах, а также необходимые детали. Для простейшего аппарата потребуются:
- корпус аппарата,
- ограничительный щиток,
- колеса для зубчатой передачи,
- кронштейн,
- рабочие валы,
- формирующие ролики,
- цилиндр-хвостовик.
План сбора оборудования
Корпус изготавливают со съемной крышкой и защитным кожухом из металла толщиной до 5 мм. Его высота зависит от размера валов, плюс нужно учесть расстояние между ними. Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
Для закрепления устройства понадобится станина высотой около 25 см и шириной по размеру корпуса. Ее делают из двух пластин металла, сопряженных в T-образной форме. Крепление аппарата производится специальным стопорным винтом, цилиндрический хвостовик должен войти в чашку кронштейна, вокруг которого поворачивается корпус машины.
Зубчатые колеса обычно берут от старых мотоциклов. А валы вытачивают под их внутренний диаметр. В нижнем рабочем валу нужно просверлить отверстие для ручки. Саму ручку можно сварить или использовать деталь от обычной мясорубки. Под передний подшипник прижимного вала подставляют подвижную опору для более простой выемки материала.
Роликовые детали придется вытачивать самостоятельно. Тем, кто часто применяет зиговочное оборудование, стоит подобрать для этих элементов закаленную сталь. Стоит сразу выточить несколько пар разного профиля. После вытачивания их нужно будет хорошо отполировать. Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Отверстия под роликовые элементы высверливают в центре ограничительного щитка из металла. В среднем его длина составит 18 см, ширина – 12 см, толщина – 3 мм. Ролики фиксируют шплинтами, под которым сверлятся отверстия. При этом учитывается длина самих роликов и толщина шайб. Шплинты реально заменить шпильками либо даже обычными гвоздями.
Электрический зиговочный станок
В домашних условиях можно создать и электрический зиговочный станок. Механическая часть аналогична ручному изделию, но вращение роликов будет осуществляться с помощью электрического привода. Станок оснащают редукционным двигателем с мощностью в 200 B и 15 оборотов в минуту. Соотношение червячного редуктора – до 1:100. Приводить оборудование в движение можно с помощью педали, например, от старой швейной машины.
Зиг-станок позволит соединять металлические элементы в тех случаях, когда сварка невозможна или неэкономична. Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.
Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.
Зиговочная машина — это специализированное оборудование, позволяющее выполнять такую технологическую операцию, как зиговка. Этот метод обработки, которой подвергаются заготовки из листового металла, не представляет особой сложности в технологическом плане, но для осуществления подобной обработки необходимо использование специальных машин. Такое оборудование, представленное на современном рынке большим разнообразием серийных моделей, может быть оснащено ручным, электрическим или гидравлическим приводом. При желании простейший зиговочный станок несложно изготовить своими руками.
Работа зиговочной машины: нанесение двойного круглого фальца на заготовку цилиндрической формы
Назначение и конструкция зиговочного оборудования
Прежде чем начать разбираться в том, что собой представляет зиговочный станок, необходимо понять, для чего выполняется зиговка.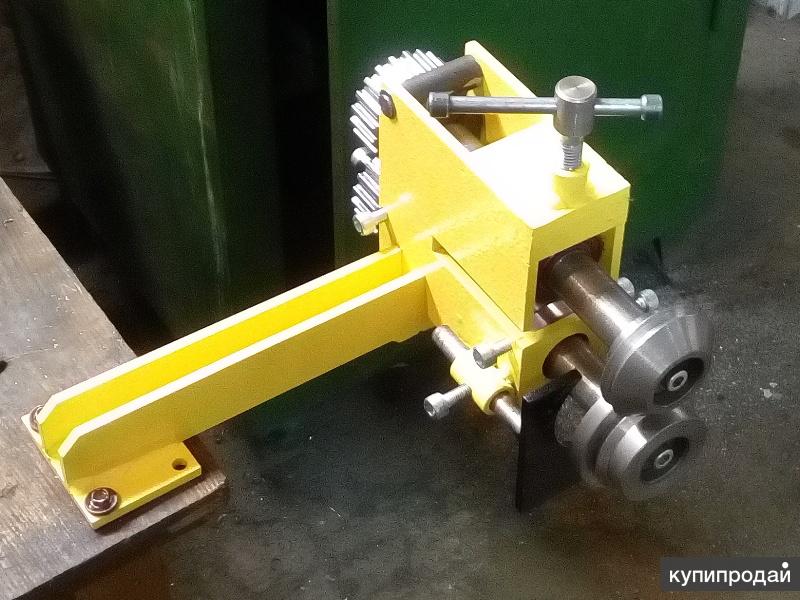 В процессе осуществления этой технологической операции на поверхность заготовки из листового металла наносятся углубления полукруглого профиля. Такие углубления, которые и называются зигами, выступают в роли ребер жесткости, их наличие на поверхности изделия из тонкостенного металла делает его значительно прочнее. Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
В процессе осуществления этой технологической операции на поверхность заготовки из листового металла наносятся углубления полукруглого профиля. Такие углубления, которые и называются зигами, выступают в роли ребер жесткости, их наличие на поверхности изделия из тонкостенного металла делает его значительно прочнее. Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
Многие современные производители выпускают зиговочные станки, технические возможности которых позволяют выполнять целый перечень технологических операций. К таким операциям, которым заготовки из листового металла подвергаются в процессе их круговой обработки, относятся рифление их поверхности, резка и отбортовка. Более мощными и производительными, если проводить сравнение с ручным оборудованием, являются зиговочные электрические машины. За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
Основные части зиговочной машины
Вне зависимости от того, оснащен зиговочный станок ручным или электрическим приводом, конструкция и принципиальная схема работы такой машины остаются практически неизменными. Основными элементами конструкции подобных станков являются два вала, оси которых могут располагаться горизонтально или под некоторым наклоном. Именно эти валы, вращаясь относительно друг друга в противоположном направлении, придают вращение рабочим роликам, зафиксированным на их концевой части. Работает зиг машинка, как ручная, так и электрическая, по следующей схеме:
- заготовку из листового металла помещают между двумя формирующими роликами оборудования;
- валы машины сводят друг с другом, тем самым обеспечивая зажим заготовки между рабочими роликами;
- при помощи ручного или электрического привода валы приводят во вращение;
- при вращении валов и рабочих роликов зажатая между ними деталь также начинает двигаться; при перемещении заготовки между рабочими роликами с выступами требуемого размера и формы на поверхности листового металла под воздействием пластической деформации формируются соответствующие углубления.

Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно. Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов.
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
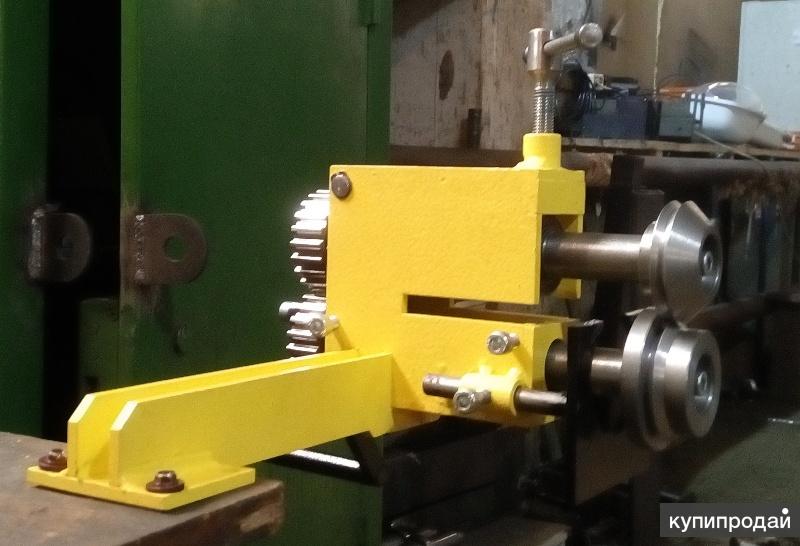
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.

После того как требуемый результат обработки достигнут, для чего может потребоваться несколько циклов проворачивания заготовки, верхний ролик поднимается и готовое изделие извлекается из станка.
Ролики для зиг машины размеры
Содержание
- Схема зиг-машины.
- Вал.
- Коробка зиг-машины.
- Станина зиг-машины.
- Ролики зиг-машины.
- Назначение зиговочных станков
- Конструкция зиговочных станков
- Виды зиг машин
- Технические характеристики зиг машин
- Виды роликов для зиг машин
- Самодельная зиг-машина
- Классификация устройств
- Конструктивные особенности и назначение
- Область применения
- Изготовление в домашних условиях
- Как работать на зиг-машине
При медленной загрузке основные чертежи и рисунки этой страницы можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Предлагается наиболее доступный для самостоятельного изготовления, успешно апробированный вариант. Качество обработки заготовок, надёжность и долговечность вполне сопоставимы с заводскими аналогичными механизмами.
Усовершенствовать эту конструкцию можно включив в схему подшипниковые узлы, резьбовые крепления зубчатых колёс и роликов, механизм подъёма верхнего вала и т. д.
Корпус верхнего вала имеет возможность вертикального хода 10 – 12 мм при заправке обрабатываемой детали. Корпус нижнего вала крепится в коробке машины неподвижно.
Боковые упоры корпусов вала предотвращают их осевое смещение в коробке машины.
Схема зиг-машины.
Втулки упорные исключают осевое смещение валов в своих корпусах. Сменные шайбы позволяют регулировать рабочий зазор в роликовой паре.
Зубчатые колёса подобрать диаметром около 60 мм.
Вал.
Две одинаковых детали, но верхний вал сделать без участка для посадки рукоятки:
Зучатые колёса можно закрепить любым способом (хоть на сварку), снимать их с вала не будет необходимости. Отверстия под шплинт для фиксации роликов наметить и просверлить с учётом длины роликов и толщины регулировочных шайб.
Отверстия под шплинт для фиксации роликов наметить и просверлить с учётом длины роликов и толщины регулировочных шайб.
Корпус вала. 2 детали:
Размеры могут быть другие. Главное – соблюдать соответствие в местах посадки и сопряжения деталей.
Коробка зиг-машины.
Толщина материала 4 – 5 мм, можно применить элементы металлопроката. Внутренний размер 120* уточнить (определить) как общую высоту корпусов вала, сложив их в рабочее положение (между ними будет зазор 7 – 10 мм) и прибавить ещё 10 – 12 мм для вертикального хода верхнего вала.
Если верхняя крышка коробки будет несъёмная, то перед её окончательным закреплением надо установить (вложить в коробку) корпусы валов. Размер наружней высоты – ориентировочный.
Станина зиг-машины.
Станина машины крепится к её коробке любым способом; разборный – удобнее при транспортировке. Высота станины 250 мм, ширина – по коробке.
Щиток упорно-ограничительный:
Размер 180 на 120 мм или др.; толщина листа 2 – 3 мм; фигурное отверстие очертить и вырезать по роликам зиг-машины в их рабочем положении. Штанги приварить.
Приводная рукоятка ручной зговочной машины:
Размеры указаны ориентировочно, окончательно подобрать длину рукоятки и размер её отгиба с учётом высоты зиг-машины.
Ролики зиг-машины.
Основной диаметр ролика зиг-машины выбрать равным межцентровому расстоянию шестерён (зубчатых колёс) находящихся в рабочем зацеплении. Здесь этот диаметр условно указан как Ф55* мм.
Материал для изготовления роликов зиг-машины желательно взять поддающийся термической закалке, но и выточенные из обыкновенной Ст3 долго прослужат без ощутимого износа – что конечно зависит от объёма выполняемых работ.
В качестве шплинтов можно применить обычный гвоздь 2,5 мм, но верхний ролик, как более нагруженный в осевом направлении, будет постепенно выгинать тонкий шплинт влево, поэтому для его фиксации возможно придётся применить более надёжную деталь или способ.
Зиговочная машина используется при жестяных работах для соединения цилиндрических деталей, отбортовки кромок и прокатки ребер. Это обязательная стадия обработки изделий из листового металла, поэтому к характеристикам зиговки необходимо подойти внимательно. Исполнительный инструмент зиг машины — прокатные ролики различных профилей. Каждый вид роликов предназначен для выполнения определенной работы. В производстве машина работает в связке с фальцегибом, гильотиной, фальцеосадочным оборудованием и вальцами.
Назначение зиговочных станков
Зиговочная машина предназначена для соединения деталей из металла толщиной от 12 до 4 мм. На первом этапе прокатывается замок, после чего элементы соединяются между собой. Иногда замок необходимо дополнительно осадить вручную.
Зиговочная машина применяется при:
- производстве цилиндрических жестяных изделий: вентиляционных и водоливных труб, коробов, отливов;
- теплоизоляции трубопроводов;
- обработке обечаек;
- кровельных работах.

Основные виды операций: отбортовка, зиг, гофрирование.
Главное преимущество зиговки перед сваркой — это отсутствие воздействия высоких температур на металл, вызывающих появление внутреннего напряжения и деформации. А также более экономичный способ производства, не требующий приобретения расходных материалов, использования электроэнергии или топлива.
Конструкция зиговочных станков
Зиговочные станки представляют собой пару пластин, выполненных методом гидроабразивной резки с высокой точностью. Между пластинками установлены два вала. Подвижным является верхний вал, он перемещается с помощью прижима винтового типа. Заготовка прижимается равномерно по всей плоскости, поэтому получается ровная, аккуратная зига.
Глубина зигования может регулироваться в зависимости от модели вручную или автоматически. Воздействие на металл производится роликами, которые надеваются на валы. Подобрав подходящую форму роликов, добиваются необходимой формы зига.
Виды зиг машин
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Зиговочные станки с ручным управлением подойдут для мелких производств и работ на высоте.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Технические характеристики зиг машин
Зиговочные станки характеризуются следующими основными параметрами.
| Характеристика | Значение |
| Вид привода | ручной, электромеханический, гидравлический |
| Поперечник роликов | может быть от 50 до мм |
| Вылет роликов | до 350 мм это важный показатель, при выполнении специальных работ подбирается максимальный вылет плеч |
| Количество дополнительных пар роликов | обычно от 4 до 6 пар |
| Толщина металла | от 0,5 до 4 мм |
| Габариты станка | даже гидравлические зиговки занимают мало места |
| Вес станка | от 17 до 300 кг |
Таблица 1. Некоторые характеристики зиговочных станков
Виды роликов для зиг машин
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
Чтобы зиговочный станок выполнял резы качественно, его необходимо оснастить параллельным прижимом вальцов.
Полукруглый упор — это дополнение к роликам ВВ. Он используется для внешней отбортовки в вырезах круглой формы плоских деталей.
Самодельная зиг-машина
Надежный зиговочный станок можно сделать, пользуясь предложенными чертежами. Они уже не раз опробованы своими руками и получаются достойные устройства. Можно дополнить предложенный чертеж устройством подъема прижимного вала, подшипниками и креплениями роликов и колес на резьбу.
- Прижимной вал имеет ход 12 мм. Нижний валик фиксируется на основании неподвижно. Чтобы валы не сдвигались во время работы, предусмотрены боковые упоры. Упорные втулки предупреждают передвижение вальцов в корпусе. Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см;
- вал выполняется из двух элементов. Верхний — прижимной выполняется без посадочного кружка для ручки;
- колеса с зубьями фиксируются любым удобным методом, в процессе эксплуатации демонтироваться они не будут;
- для фиксации роликов используем шплинт, под который отмечаем и высверливаем отверстия.
 Необходимо учесть толщину шайб и длину рабочих роликов;
Необходимо учесть толщину шайб и длину рабочих роликов; - коробка изготавливается из металла толщиной до 5 мм. Высота коробки составляется из высоты валов, зазора между ними (около 1 см) и 1,5 см для подъема прижимного вала. Верхнюю крышку можно сделать съемной, так удобнее устанавливать валы;
- станина представляет собой две пластины, соединенные так, чтобы в разрезе получилась буква Т. Высота ее приблизительно 25 см, ширина определяется размерами корпуса. Соединять между собой станину можно любым способом. Удобно, если она сборная.
- ограничительный щиток вырезаем приблизительно 18 х 12 см из металла толщиной 3 мм. Посередине вырезаем отверстия под ролики. По краям привариваем штанги;
- рукоятку можно взять от старой мясорубки или сварить самостоятельно длиной около 30 см;
- ролики тоже придется делать самостоятельно. Если планируется интенсивно использовать зиговочный станок, желательно подобрать закаленную сталь. Главный поперечник ролика должен совпадать с расстоянием между центрами зубчатых шестеренок, когда они сцеплены для работы.
 Шплинты можно заменить простыми гвоздями или шпильками.
Шплинты можно заменить простыми гвоздями или шпильками.
Станина может быть своими руками выполнена без чертежа в форме скобы из листа или трубы квадратного сечения. Ширина скобы определяет длину валов. Шестеренки ищем на свалке подержанных мотоциклов. Валы вытачиваем уже под готовый внутренний диаметр шестеренок. Под передний подшипник прижимного вала устанавливаем подвижную опору, чтобы проще было вынимать материал.
Но основное внимание при изготовлении станка своими руками нужно уделить вытачиванию и полировке роликов. Можно сразу сделать несколько пар различных профилей.
Своими руками можно сделать зиговочный станок на электрическом приводе. Вся механика остается такой же, но дополняется двигателем-редуктором. Высокая мощность не требуется, достаточно будет 200 В и оборотистости около 15 в минуту. Соотношение червячного редуктора должно быть в пределах 1:100. А чтобы освободить руки, станок оснащается педалью.
Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Классификация устройств
Большое количество современных зиговочных установок можно разделить по классам в соответствии с их наиболее важными показателями или конструктивными особенностями. Чаще всего такие станки разделяют в зависимости от типа привода:
Чаще всего такие станки разделяют в зависимости от типа привода:
- Ручные – наиболее распространенный вариант зиговочного станка. Все рабочие механизмы данного станка приводятся в действие исключительно посредством применения физической силы его оператора. Например, в верхней части станка располагается специальная рукоятка, при помощи которой осуществляется прижим валиков с рабочими роликами. Ролики можно прокручивать вместе с зафиксированной между ними деталью. Для качественного применения станка данного типа от оператора требуются определенные навыки, поскольку для обработки детали необходимо одновременно использовать сразу несколько элементов управления. Максимальна толщина детали, с которой можно работать на данном станке составляет 15 мм.
- Гидравлические – наиболее мощные зиговочные машины, но в то же время и наиболее дорогие. Технические характеристики таких станков позволяют работать с металлическими заготовками внушительной толщины. Гидравлика осуществляет качественный прижим роликов к заготовке и надежную ее фиксацию.
 В то же время прокручивание роликов и передвижение обрабатываемой заготовки осуществляется посредством проводного механизма электрического типа. Кроме высокой цены, есть у этих аппаратов и другой недостаток – серьезные габариты. Именно поэтому данные устройства чаще всего применяют на больших производствах.
В то же время прокручивание роликов и передвижение обрабатываемой заготовки осуществляется посредством проводного механизма электрического типа. Кроме высокой цены, есть у этих аппаратов и другой недостаток – серьезные габариты. Именно поэтому данные устройства чаще всего применяют на больших производствах. - Средним по мощности вариантом зиговочной машины считается аппарат с электрическим приводом. Такой станок стоит дороже, чем ручной, но значительно дешевле, чем гидравлический. Стоит отметить, что, кроме электрического привода, в данном станке присутствует и классический механический привод. Именно с его помощью фиксирую заготовку между роликами, которые вращаются уже благодаря приводу электрическому.
Активировать работу такого станка можно с помощью ножной педали. Таким образом, обе руки человека, который работает за этим станком, остаются свободными, что значительно облегчает процесс обработки заготовок. Характерной чертой такого типа станка является возможность его эффективного применения и в домашних мастерских, и на серьезных предприятиях.
Конструктивные особенности и назначение
Основную функцию станка – зиговку, которая являет собой процесс нанесения на металлическую заготовку специальных углублений, устройство может качественно выполнять благодаря особенной конструкции. Наличие зиговки на поверхности даже очень тонкого листового металла способно сделать его гораздо прочнее. Главное в этом случае правильно подобрать параметры углубления создаваемого устройством.
Принцип работы зиговочного станка состоит из следующих ключевых моментов:
- Оператор размещает заготовку между двумя роликами станка.
- Валы машины фиксируют деталь.
- Затем валы приводятся в движение.
- В ходе вращения этих механизмов, закрепленная заготовка тоже начинает свое движение. Рабочие ролики обладают необходимыми выступами, которые углубляются металлическую заготовку на заданную глубину.
Область применения
Чаще всего зиговочные станки применяют в строительной сфере. Посредством такого аппарата можно изготовить целый ряд просто незаменимых конструкций: элементы воздуховодных систем, водосточные трубы, запчасти для теплотрасс.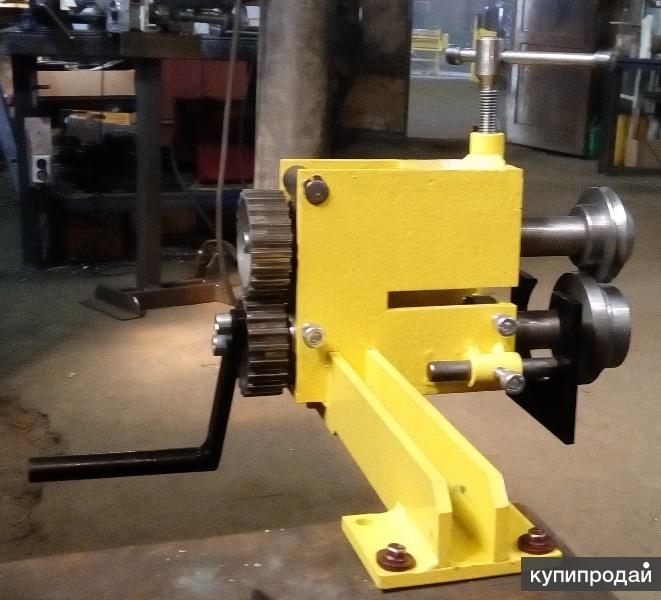 В этой сфере деятельности используют в основном ручные зиговочные станки. Они стоят относительно дешево, обладают небольшими габаритами. Кроме того, для их использования не надо подводить электричество.
В этой сфере деятельности используют в основном ручные зиговочные станки. Они стоят относительно дешево, обладают небольшими габаритами. Кроме того, для их использования не надо подводить электричество.
При помощи зиговочных станков часто обрабатывают детали цилиндрической формы. Ролики такого станка во время прохождения через цилиндр делают на нем специальные замки, к которым и крепятся другие детали. Такой метод обработки оказывает меньшее отрицательное действие на заготовку, чем сварочный процесс. Еще одним преимуществом зиг-машины считают отсутствие необходимости в дополнительных расходных материалах.
Изготовление в домашних условиях
Если вы не желаете покупать заводскую зиговочную установку, то можно сделать ее своими руками. Такой вариант подойдет тем, кто работает с металлом в домашних мастерских и в ограниченных объемах. Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать.
Одним из преимуществ самодельного станка является его простота и дешевизна в изготовлении. Все основные детали можно легко найти в своем хозяйстве или приобрести на рынке. Конечно, количество и характер деталей зависит от типа устройства, которое вы собрались сделать. Существует несколько вариантов производства зиг-машины в домашних условиях. Мы предлагаем один из них.
Все основные детали можно легко найти в своем хозяйстве или приобрести на рынке. Конечно, количество и характер деталей зависит от типа устройства, которое вы собрались сделать. Существует несколько вариантов производства зиг-машины в домашних условиях. Мы предлагаем один из них.
Для создания устройства вам следует подготовить следующие детали:
- Кронштейн.
- Рабочие валы (2 штуки).
- Хвостовик цилиндра.
- Корпус устройства.
- Защитный кожух.
- Устройство с пружиной.
- Стопорный штырь.
- Детали зубчатой передачи.
- Винт с откидной рукояткой.
- Ролики.
Ролики самодельной зиг-машины приводятся в действие при помощи другой рукоятки и посредством зубчато-ременной передачи. При создании собственного станка обязательно проследите за тем, чтобы элементы передачи были закрыты специальным кожухом.
Такой элемент строения обязательно сделает работу оператора более безопасной. Для детального ознакомления посмотрите соответствующие видео, в которых на просторах интернета нет недостатка.
Видео: ЗИГ машина самодельная ручная.
Как работать на зиг-машине
После того как выше устройство приобретено или сконструировано, можете приступать к обработке металла. Машина в использовании отличается простотой, но есть важные нюансы, о которых стоит рассказать дополнительно:
- Обрабатываемая деталь должна быть дополнительно закреплена посредством специального упора. Степень фиксации регулируется при помощи соответствующих винтов.
- Передней край заготовки следует вставить между роликами станка.
- Управление вторым роликом станка осуществляется посредством рукоятки.
- Ролики приводятся в движение при помощи специальной ручки (в станках с ручным приводом).
Для полноценной обработки детали может понадобиться несколько циклов. После того как необходимый результат будет достигнут, заготовку можно извлекать и рабочих узлов станка.
Самодельная вышивальная машина (работает на G-коде)
Проект jameskolme.
Введение
Итак, что есть что и как это работает?
Деталь швейной машины — любая старая или новая швейная машина. Единственным изменением по сравнению с оригиналом является шаговый двигатель с синхронизированной системой шкивов (цепной/ременной привод) и прижимная лапка, более удобная для вышивки. Рекомендуется использовать старую швейную машину, гораздо удобнее монтировать шаговый двигатель на чугун, а цены относительно дешевы.
Движение
XY состоит в основном из 3D-печатных деталей, 12 штук и аналогичных деталей, известных из самодельных 3D-принтеров. Обе оси используют ремни GT2, шаговые двигатели nema17, и оба направления полностью масштабируются.
Синхронное движение исходит от интерпретатора G-кода GRBL на базе Arduino, это многословно, но в основном машина перемещается с использованием G-кода, отправляемого в Arduino. Это не так сложно, и это всего лишь носитель, как и любой другой, при переходе от системы к другой.
Теперь у нас есть движение и код, но как сделать красивые формы и экспортировать в G-код. Это не связано со средневековым колдовством, это вопрос загрузки Inkscape и расширения под названием Inkstitch 9.0003
Это не связано со средневековым колдовством, это вопрос загрузки Inkscape и расширения под названием Inkstitch 9.0003
Справку и примеры использования расширения Inkstitch можно найти по указанному выше адресу. Конечный результат должен быть очень близок к вышивальным машинам любительского уровня, только более медленная скорость. Ведь вышивальная машина – это не что иное, как швейная машинка-переросток.
Инструкции по сборке
Выбор подходящей швейной машины
В принципе подойдет что угодно, но было бы гораздо лучше, если бы он соответствовал нескольким основным требованиям:
- Простой прямой стежок — это единственное, что нам нужно, так что пусть он будет простым.

- Он должен быть домашним, никаких шагающих ног или чего-то вроде «помогающего» движения, нам это не нужно.
- Чугунный корпус гарантирует отсутствие изгибов и отсутствие уноса ветром. Ткань может стать очень тугой, когда много стежков делается в одном месте.
- Железный корпус облегчает замену более подходящего шагового двигателя.
- В старых швейных машинах не так много деталей, которые могут выйти из строя, а старые типы певцов стоят очень дешево, если нет, просто найдите другую.
- Перед началом каких-либо модификаций убедитесь, что швейная машина полностью в рабочем состоянии, используйте новую тонкую иглу и ткань и проработайте достаточное количество времени. На этом этапе проще отказаться, чем исправить.
- Если для швейной машины нужна какая-то необычная игла, рекомендую приобрести другую.
Прижимная лапка , необходимая специально для вышивания. Если ткань поднимается вместе с иглой, весь стежок теряется, результат нам не нравится, это, конечно, проблема моей машины.
Практически везде доступны 4 типа прижимных лапок. Я протестировал их, и только один хорош, не на самом деле, но он подойдет для запуска. Вышивальная прижимная лапка особенная, потому что она поднимается каждый раз, когда игла находится в самом верхнем положении. Обычная лапка будет сильно тянуть ткань.
- Это лучшее, что приходит к конечному результату, но не хватает движения. Скользящий обруч под эту ногу плотно прилегает. Как видно на изображении выше, подъемный рычаг набит термоусадочной пленкой, чтобы максимизировать подвижность. Имеет смысл сделать круглое отверстие для иголки и нитки. Это сделано для других методов, но это все еще лучший.
- Отверстие для иглы слишком большое, это равносильно полному отсутствию стопы (почти). Можно починить с помощью пластиковой детали и мастеринга. Подвижный рычаг может тормозить, нижний стопорный штифт слишком длинный.
- То же, что и выше, но хуже, разомкнутая петля может зацепить петлю.
- Вышивка не при чем, ход минимальный и слабая пластиковая пружина.
 Это может быть тот, который может быть значительно улучшен в будущем.
Это может быть тот, который может быть значительно улучшен в будущем.
Ничего из вышеперечисленного не так уж хорошо, но это варианты. Я заказал еще несколько типов, но пока нет никакого опыта в них.
Моя швейная машинка под торговой маркой Tikka, но в основном она такая же, как и все остальные машины той же эпохи, что и машины из 19-го века.50, Зингер 15-91 — точное совпадение. Tikka производится на том же заводе, что и знаменитый Suomi KP/-31 (Suomi-konepistooli или «Финляндия-пистолет-пулемет»). Пружина натяжения верхней нити или весь корпус могут потребовать внимания. На My Tikka оригинальная пружина слишком жесткая, но в этом поможет коробка с набором пружин «миллион и один». В любом случае лучше разобрать и почистить. Неравномерное натяжение нити вызовет хаос.
Шпульки, просто убедитесь, что у вас их достаточно и что-то, чтобы намотать на них нить, потому что после модификаций моталка больше не работает. Обычно на бобинах используется черная или белая нить, но если натяжение нити проблематично, можно использовать один и тот же цвет с обеих сторон.
Жидкое масло или оружейное масло, убедитесь, что швейная машина хорошо смазана, но не переусердствуйте. Достаточно одной капли масла на каждое место смазывания, если оно залито, вытрите его. Ткань, нитки и пыль будут скапливаться на избытке масла, а это нехорошо.
Сборка
Сборка вышивальной машины является относительно простой процедурой, просто загрузите 3D-модели для печати и купите несколько винтов, указанных в спецификации. Это действительно просто для тех, кто уже построил свой собственный 3D-принтер, это на самом деле проще и в то же время включает в себя много одинаковых частей.
Инструкции по сборке в основном представлены в 4 видеороликах:
Часть 1: Y-салазки в сборе
Часть 2: Ось Y в сборе
Часть 3: Узел оси X
Часть 4: Немного основ GRBL для начала работы
Видео должно охватывать в основном всё механическое, есть небольшой текст спецификации, но он не такой уж и полный. Важное примечание: не затягивайте слишком сильно, есть много винтов, которые не нужно перетягивать, потому что напечатанные детали хрупкие!
Важное примечание: не затягивайте слишком сильно, есть много винтов, которые не нужно перетягивать, потому что напечатанные детали хрупкие!
Сначала соберите все вручную, а после того, как все будет установлено на фанеру и все еще будет свободно двигаться, начните осторожно затягивать. После того, как все будет достаточно затянуто, не переусердствуйте, обе оси должны двигаться легко. Это облегчает движение машины и продлевает срок службы. Я заметил, что при выполнении сборок, таких как ось Y, поначалу она может быть тугой, но примерно через 24 часа пластик немного теряет форму, поэтому, если ось Y тугая, подождите несколько часов. Если это не поможет, то пора что-то делать. Я сделал драматический поступок и нагрел Y-слайд, чтобы сделать его идеальным, это было из-за плохой печати, но это можно исправить. После того, как все сделано правильно, пришло время добавить ремни GT2 и натянуть их. Я должен сказать еще раз, не переусердствуйте. Не включил это в мои видео, но это должно быть прямолинейно.
Подключение драйвера шагового двигателя TB6600 к экрану GRBL. +5V и GND можно взять с экрана.
ГРБЛ
Все, что вы должны знать https://github.com/gnea/grbl/wiki
Первый шаг — скомпилировать GRBL в Arduino
https://github.com/gnea/grbl/wiki/Flashing-Grbl-to-an-Arduino
https://github.com/gnea/grbl/wiki/Compiling-Grbl
Это выглядит сложнее, чем есть на самом деле.
После компиляции GRBL вам нужно что-то для управления Arduino, я рекомендую панель GRBL, но есть и много других. Я считаю, что это наиболее удобный для пользователя вариант с минимальными расширениями, которые могут вас запутать.
https://github.com/Gerritv/Grbl-Panel/wiki
Подключитесь к Arduino/GRBL и перейдите на вкладку настроек.
Что-то похожее должно быть видно с левой стороны.
Вики GRBL объяснит каждую функцию, вы можете изменить каждое значение.
Важные изменения:
$20 и $21 изменяются на FALSE, это позволит машине двигаться без исходного местоположения.

$100 и $101 шаг XY/мм
16-зубый зубчатый ремень GT2$102 это приращение швейной машины, число должно быть рассчитано для различных шаговых двигателей и зубчатых передач. Общее полное расстояние вращения должно быть в пределах от 2 до 10.
Максимальная подача $110 и $111, можно регулировать, это очень безопасная скорость для запуска.
Макс. подача Z $112, необходимо проверить отдельно.
$120 и $130 XY ускорение, очень средняя скорость.
Ускорение Z за 130 долларов, нужно проверить, что работает.
Это только те, которые важны, рекомендуем прочитать настройки для $0-$4 на всякий случай, если некоторые из них помогут с направлениями движения.
Спецификация для этого приспособления для вышивания
| Товар | Длина | ШТ. | примечание |
|---|---|---|---|
| Швейная машина | 1 | Полностью рабочий сойдет | |
| Шаговый двигатель Nema 17 | 3 | Все, что подходит для 3D-принтеров или аналогичных приложений | |
| Шаговый двигатель Nema 23 | 1 | Это стимулирует шитье, чем больше, тем лучше | |
| Драйвер шагового двигателя TB6600 | 1 | Или аналог степпера для швейных машин | |
| Ардуино уно | 1 | ||
| Экран GRBL для uno | 1 | Убедитесь, что он оборудован 4 местами для шаговых двигателей | |
| ДРВ8825 | 3 | Драйверы шаговых двигателей для шаговых двигателей nema 17 | |
| Перемычки | 9 | Для микрошаговой конфигурации | |
| Соединительные провода | х | Подключение шагового привода швейной машины и органов управления | |
| Соединительные провода | х | Подключение всего остального | |
| Линейная направляющая 8 мм | 400 мм | 4 | Стержни из нержавеющей стали или лучше |
| LM8UU | 8 | 8-мм линейные подшипники | |
| 624ZZ подшипники | 6 | Натяжные подшипники для ремня | |
| Ремень GT2 8 мм | 3М | или 3x 800 мм | |
| Шкив GT2 16 зубьев | 3 | Подходит для шаговых двигателей nema17 | |
| Крепление для большого шагового двигателя | 1 | Зависит от того, что использовалось | |
| Шестерня и ремень для машины | Зубчатый ремень или цепь для синхронизации машины. | ||
| Винты M4 | 20 мм | 60 | Некоторые лишние |
| Винты M3 для шаговых двигателей | 12 мм | 12 | Будьте осторожны с степперами, бывшими в употреблении |
| Винты M3 | 20 мм | 6 | Натяжка ремня |
| Винты M8 | 40 мм | 3 | Натяжка ремня |
| Гайки M4 | 60 | Некоторые лишние | |
| Гайки M3 | 6 | Натяжка ремня | |
| Гайки M8 | 2 | Натяжка ремня | |
| Стержень с резьбой M5 | 160 мм | 1 | Юстировка по оси Y |
| Гайки M5 | 4 | Юстировка по оси Y | |
| Барашковые гайки M4 | 2 | Быстроразъемное соединение пялец | |
| Детали, напечатанные на 3D-принтере | |||
| ДОПОЛНИТЕЛЬНЫЙ | |||
| Кнопки мгновенного действия | 3 | Блок управления (сброс/удержание/возобновление) | |
| Рычажный переключатель | 2 | Блок управления (автоматическое/ручное управление двигателем) | |
| Фанера или аналогичная | 450X700 толщина 21мм~ |
Особое примечание по приводу шагового двигателя : нет планов по установке шагового привода или привода швейной машины.
шкивная система. Я использовал шаговый двигатель Sanyo Denki Step Syn 103H7823-0715 DC3A 1.8/STEP.
не могу найти на него подходящей документации.
Но я могу сказать, что требуется гораздо больше, в настоящее время шаговый двигатель настроен на 3: 1, чтобы он работал.
постоянно. Когда что-то пойдет не так, оно остановится, на самом деле это хорошо. В итоге
Я обновлю двигатель или удвою напряжение. Звездочка, которую я использовал, самодельная из другого проекта,
так что размеры от них никому больше не помогут. Я настоятельно рекомендую управлять шаговым двигателем
с работой по замкнутому контуру. Если он заглохнет, он восстановится, и вы сможете двигаться быстрее и быстрее.
надежный.
Расположение деталей, напечатанных на 3D-принтере
Подробнее читайте на GitHub.
Обновлено:
Посмотреть исходный код страницы на GitHub
Ремонт швейных машин — iFixit
Швейная машина — это машина, используемая для сшивания материалов. Как правило, швейные машины используются для ткани, холста и кожи и используют нить для соединения материалов.
Как правило, швейные машины используются для ткани, холста и кожи и используют нить для соединения материалов.
До изобретения швейной машины такие предметы, как одежда, шили вручную. Историки обычно сходятся во мнении, что американец Элиас Хоу и англичанин Томас Сэйнт изобрели первую работающую швейную машину в 1790 году во время первой промышленной революции. Эта машина была разработана для использования на кожаных и холщовых материалах. Швейные машины были разработаны, чтобы сократить время, необходимое для изготовления одежды и других изделий из ткани.
С момента изобретения коммерческой швейной машины производительность тканей, одежды и игл значительно повысилась. Ранние швейные машины приводились в действие либо ножным педальным механизмом, либо постоянным поворотом ручки. Домашние швейные машины предназначены для пошива отдельных вещей одним человеком. Современные бытовые швейные машины включают в себя такие функции, как различные типы стежков. Промышленные швейные машины, как правило, намного больше и быстрее, чем бытовые машины.
Современные швейные машины могут производить широкий спектр типов стежков, включая цепной стежок, челночный стежок, оверлочный стежок, распошивальный стежок и зигзагообразный стежок. Механизмы подачи включают в себя капельную подачу, дифференциальную подачу, игольчатую подачу, шагающую подачу, пуллерную подачу и ручную подачу.
Если на изнаночной стороне изделия образуются узлы излишков нити, снимите шитье с машины и обрежьте лишнюю нить. Удалите верхнюю нить из швейной машины и заправьте ее заново. Обратитесь к схеме заправки вашей машины в руководстве пользователя, чтобы перепроверить процесс заправки. При заправке нити в машину прижимная лапка должна быть поднята. Многие швейные машины блокируют диски натяжения, когда прижимная лапка опущена, что затрудняет правильную заправку нити.
Затем снимите и повторно заправьте шпульку машины. Убедитесь, что шпулька разматывается правильно (опять же, проверьте руководство пользователя швейной машины). Убедитесь, что вы используете один и тот же тип нити в верхней нити и шпульке. Разная плотность нити может привести к тому, что швейная машина будет вытягивать нити с разной скоростью. Это может привести к образованию узлов и клубков.
Разная плотность нити может привести к тому, что швейная машина будет вытягивать нити с разной скоростью. Это может привести к образованию узлов и клубков.
Убедитесь, что настройки натяжения на швейной машине соответствуют весу ткани вашего изделия. Прежде чем возобновить работу над проектом, проверьте настройки на кусочке ненужной ткани вашего проекта.
Обычно рекомендуется использовать новую иглу для нового проекта, чтобы предотвратить затупление иглы или зацепление на кончике. Трикотажные ткани следует шить иглой с шариковым наконечником или иглой для трикотажа, в то время как для кожи, винила или джинсовой ткани требуются острые и прочные иглы. Если игла погнулась или сломалась, прекратите шить и осторожно извлеките сломанную иглу. Замените иглу и установите ее в соответствии с руководством пользователя вашей машины. Перезаправьте иглу и продолжите свой проект. Если у вас по-прежнему возникают проблемы с изгибом или поломкой игл, но вы используете правильную иглу, возможно, у вас механическая проблема с механизмом синхронизации машины, которая может потребовать квалифицированного ремонта.
Если на вашей швейной машине есть функция капельной подачи, убедитесь, что она не активирована и что у вас нет пластины для вышивания или штопки, закрывающей гребенки транспортера машины. Набор гребенок транспортера обычно представляет собой два или три коротких тонких металлических стержня с диагональными зубьями, которые перемещаются вперед и назад в пазах игольной пластины машины. Убедитесь, что ваша прижимная лапка опущена и настроена на правильное давление для вашей ткани. Приступая к шитью, убедитесь, что ткань находится под иглой машины, прежде чем опустить прижимную лапку.
Если нить на швейной машине продолжает рваться, вероятно, тип нити не соответствует весу ткани. Ваши верхняя и нижняя нитки должны быть одинаковой плотности, а нитки не должны быть деликатными вариантами, предназначенными для ручного шитья. Если ваша нить продолжает рваться после повторной заправки верхней нити, уменьшите настройки натяжения верхней нити.
Пропущенный стежок возникает, когда верхняя нить не достигает шпульки и нити не фиксируются должным образом. Убедитесь, что ваша игла установлена правильно, не погнута и не повреждена, и что вы используете правильный тип иглы для своего проекта. Перезаправьте швейную машину и проверьте ее на кусочке ткани из вашего проекта. Если машина продолжает пропускать стежки, возможно, возникла проблема с механизмом синхронизации, для решения которой может потребоваться профессиональная помощь.
Убедитесь, что ваша игла установлена правильно, не погнута и не повреждена, и что вы используете правильный тип иглы для своего проекта. Перезаправьте швейную машину и проверьте ее на кусочке ткани из вашего проекта. Если машина продолжает пропускать стежки, возможно, возникла проблема с механизмом синхронизации, для решения которой может потребоваться профессиональная помощь.
Если вам необходимо постоянно регулировать натяжение шпульки, убедитесь, что сама шпулька не изношена. Изношенные пластиковые шпульки могут ослабнуть, что приведет к непостоянству натяжения. Замените изношенную шпульку новой пластиковой или металлической шпулькой, которая не изношена.
Если ваша швейная машина застряла, вам может понадобиться помочь ей, повернув маховик, особенно когда вы только начинаете шов. Если маховик вращается с трудом или машина не запускается с некоторой помощью, возможно, ваша ткань слишком жесткая для вашей машины. Если вы не используете плотную ткань, убедитесь, что игла установлена правильно, не согнута и соответствует типу иглы. Если ваша машина по-прежнему не двигается, обратитесь к руководству за инструкциями по очистке и техническому обслуживанию. Накопившийся пух, пух или пыль могут привести к тому, что механизмы вашей машины перестанут работать.
Если ваша машина по-прежнему не двигается, обратитесь к руководству за инструкциями по очистке и техническому обслуживанию. Накопившийся пух, пух или пыль могут привести к тому, что механизмы вашей машины перестанут работать.
Прежде чем заправить нить в швейную машину, убедитесь, что игла находится в самой высокой точке на своем пути. Поверните маховик на себя, чтобы продвинуть машину, наблюдая за иглой. Некоторые машины могут иметь функцию «вверх/вниз», которая позволяет пользователю автоматически поднимать или опускать иглу до самой высокой или самой низкой точки.
Если нитки скручиваются или запутываются на концах швов, это, вероятно, связано с обратным стежком (закрепкой) на концах ткани. Обратный шов может изменить натяжение и вызвать запутывание. Чтобы избежать этих спутываний, прострочите ткань примерно на три миллиметра, прежде чем прошивать обратным швом в начале и в конце каждого шва. Таким образом, обратные стежки не будут выходить за край ткани. Заканчивая шов, прошейте обратным швом до того, как дойдете до края, а затем прошейте прямо по детали, чтобы получить чистую отделку.
Небольшие частицы ворсинок и пыли могут скапливаться внутри швейной машины и вызывать такие проблемы, как непостоянное натяжение, узлы или спутывание. Избегайте этих проблем, регулярно чистя швейную машину в соответствии с инструкциями в руководстве пользователя. Если это не рекомендовано вашим руководством, избегайте использования баллончиков со сжатым воздухом, так как воздух может загнать мелкие частицы ворсинок или пыли в машину.
Нить изнашивается, рвется и рвется, скорее всего, из-за проблемы с иглой. Убедитесь, что размер вашей иглы достаточен для того, чтобы нить проходила через ушко, не вытягивая и не зацепляя ее.
Если вы слышите неожиданные удары, лязг или лязг, исходящие от вашей машины, немедленно прекратите шить. Машина может просто нуждаться в хорошей очистке, поэтому обратитесь к руководству пользователя за рекомендуемой процедурой очистки и обслуживания. После очистки машины проверьте ее на кусочке ткани. Если вы продолжаете слышать необычные звуки, скорее всего, дело в более сложной проблеме.
Если ваша машина работает, но игла не двигается, убедитесь, что рычаг или стержень намотки шпульки находятся в правильном положении, так как ваша машина, скорее всего, настроена на режим намотки шпульки.
Если ваша машина имеет различные настройки декоративных стежков, проверьте настройки длины и ширины. Для правильной работы большинства настроек декоративных строчек требуются определенные настройки. Обратитесь к руководству пользователя, чтобы убедиться, что вы используете правильные настройки для желаемого типа стежка.
Если ваши швы получаются перекошенными или сморщенными, проверьте вес используемой нити. Толстая или жесткая нить может вызвать деформацию легких тканей и изменить настройки натяжения. Если нить достаточно легкая для проекта, проверьте настройки натяжения машины. Неравномерная подача может быть еще одной причиной искажения швов, поэтому проверьте правильность давления прижимной лапки и правильность работы гребенок транспортера. Использование шагающей лапки может помочь выровнять подачу тяжелых или скользких тканей.
Знание основных частей швейной машины и принципов ее работы позволяет пользователю правильно использовать машину и облегчает поиск и устранение неисправностей при возникновении проблем. Знание частей вашей швейной машины также облегчит выполнение инструкций и выполнение основного обслуживания. Также важно знать, как чистить и смазывать соответствующие детали.
Время обслуживания и чистки швейной машины зависит от того, как часто она используется и от типа шитья, выполняемого на ней. Хлопчатобумажные ткани и нитки приводят к тому, что в машине скапливается больше ворса, чем при шитье из нейлона или других тканей. Техническое обслуживание и чистка машины помогают ей работать без сбоев. Если ваша швейная машина долгое время находилась на хранении, ей, вероятно, потребуется обслуживание, поскольку смазочные материалы со временем могут высохнуть. Если вы пользуетесь швейной машиной регулярно, ее обслуживание может потребоваться раз в год.
С точки зрения ремонта, швейные машины можно использовать для самостоятельного ремонта изношенной, порванной или неиспользованной одежды. Ремонт собственной одежды, рюкзаков и сумок поможет вам сэкономить деньги. Швейные машины также намного быстрее, чем ручное шитье, поэтому они более удобны для крупных ремонтов. По сравнению с ручным шитьем швейные машины производят стежки профессионального качества, которых трудно достичь при ручном шитье.
Ремонт собственной одежды, рюкзаков и сумок поможет вам сэкономить деньги. Швейные машины также намного быстрее, чем ручное шитье, поэтому они более удобны для крупных ремонтов. По сравнению с ручным шитьем швейные машины производят стежки профессионального качества, которых трудно достичь при ручном шитье.
- Википедия: Швейная машина
- Швейные машины Plus
- 17 Распространенные проблемы со швейными машинами и способы их решения
Bernina 830,831,832 Руководство по регулировке Bernina_830_831_832_adj.pdf
3 Распространенные проблемы со швейными машинами (и способы их устранения)
опыт положительно плавный.
швейная машина-mld110973-011.jpg
Авторы и права: Брайан Гарднер
Когда вы изучаете новый навык, одна или две ошибки неизбежны. Это все часть кривой обучения. Но даже опытная швея может стать жертвой ужасного пропуска стежка или поломки иглы или, возможно, самой раздражающей из всех головных болей швейной машины: сбивания нити.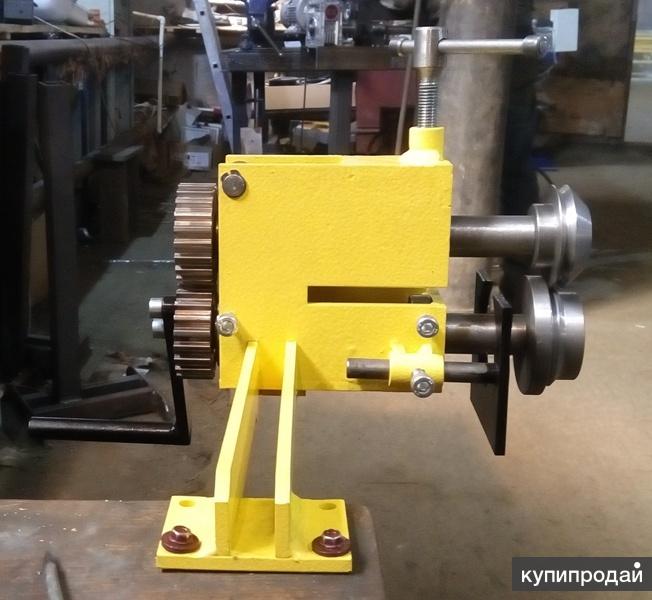 Когда вы слышите это возбужденное жужжание машины — сигнализируйте внутреннее «тьфу» отчаяния — считайте, что это ваш сигнал бедствия.
Когда вы слышите это возбужденное жужжание машины — сигнализируйте внутреннее «тьфу» отчаяния — считайте, что это ваш сигнал бедствия.
Детали могут немного различаться в зависимости от марки и модели вашей швейной машины, поэтому мы предлагаем вам ознакомиться с механизмом вашей машины, но основные принципы одинаковы. Независимо от того, являетесь ли вы профессионалом или новичком в использовании игл, у нас есть решения без пота для ваших самых неприятных проблем.
thread-organizer-032-mld110766.jpg
Авторы и права: Брайан Гарднер
Проблема: нитки сбиваются в комки под тканью.
РЕШЕНИЕ:
У вас может быть идеально ровный стежок сверху, а снизу образуется «птичье гнездо». Так почему несоответствие? Люди склонны думать, что виновата шпулька; на самом деле, это не могло быть дальше от истины. Нить запутывается — обычно под тканью — из-за отсутствия натяжения верхней нити. Кажется нелогичным, верно?
Кажется нелогичным, верно?
Тем не менее, вот что нужно сделать: Во-первых, поднимите подъемник прижимной лапки и повторно заправьте нить в машину. Это открывает механизм натяжения для приема нити. Во-вторых, вам нужно будет поднять нитепритягиватель и иглу в самое верхнее положение в соответствии с инструкцией к вашей машине. Это должно помочь подтвердить правильное натяжение.
mld103100_0308_singer.jpg
Проблема: Стежки выходят неровными или вообще пропускают.
РЕШЕНИЕ:
Скорее всего, секретным виновником здесь является игла, которая сломана, погнута или иным образом повреждена. Специалисты рекомендуют менять иглы каждые 16 часов работы.
Другой вариант – это то, как вы обращаетесь с тканью во время шитья. Если у вас есть склонность — а у многих из нас — тянуть ткань сзади, чтобы она прошла через машину, эта практика может привести к грязной строчке и даже к поломке машины. Этот вид принудительной подачи ткани работает против гребенок транспортера (металлические выступы, похожие на зубы, которые захватывают нижнюю часть ткани, заставляя ее отойти от иглы во время шитья стежков). Работайте с машиной — не заставляйте ее.
Этот вид принудительной подачи ткани работает против гребенок транспортера (металлические выступы, похожие на зубы, которые захватывают нижнюю часть ткани, заставляя ее отойти от иглы во время шитья стежков). Работайте с машиной — не заставляйте ее.
ПОПРОБУЙТЕ ЭТО: Что делать, если ваша швейная машина пропускает стежки
ft_sewing10_m.jpg
Проблема: Игла постоянно ломается.
РЕШЕНИЕ:
Это сводится к одному последующему вопросу: «Вы используете правильную иглу?» Переход вверх или вниз к размеру с соответствующим номером может иметь огромное значение. Иглы имеют размер от 8 до 18, в зависимости от их использования. Размер 9 или 11 лучше всего подходит для деликатных, легких тканей, таких как шифон, шелк и органза. Размер 14 лучше всего подходит для тканей средней плотности, таких как фланель, лен и синтетическая замша. А размер 16 (или предпочтительно) 18 зарезервирован для плотных тканей, таких как джинсовая ткань. Поэтому, используя размер 9игла на джинсовой ткани неизбежно сломает иглу. Кроме того, какой тип вы используете — шариковую, обычную или клиновидную? Для справки вы можете посмотреть полноразмерную диаграмму здесь.
Поэтому, используя размер 9игла на джинсовой ткани неизбежно сломает иглу. Кроме того, какой тип вы используете — шариковую, обычную или клиновидную? Для справки вы можете посмотреть полноразмерную диаграмму здесь.
УЗНАТЬ: Полное руководство по иглам для швейных машин
ПО-прежнему ЕСТЬ ПРОБЛЕМЫ? ЭТОТ ТРЁХЭТАПНЫЙ СПИСОК МОЖЕТ ЛЕГКО РЕШИТЬ БОЛЬШИНСТВО НЕИСПРАВНОСТЕЙ МАШИНЫ.
1. Очистите его: Когда вы в последний раз тщательно протирали машину сверху вниз? Пыль и ворс могут незаметно и быстро скапливаться в области шпульки и узла натяжения, поэтому регулярно выполняйте техническое обслуживание вашей машины. Если вы используете его ежедневно, необходима еженедельная очистка. Только для еженедельного использования, чистите его раз в месяц. А для периодического ежемесячного использования чистите его каждые три месяца.
2. Перезаправьте нить в машину: Да, даже малейший удар может повлиять на вашу строчку. Проверьте шпульку, иглу и нить, чтобы убедиться, что все на своих местах.
Проверьте шпульку, иглу и нить, чтобы убедиться, что все на своих местах.
3. Проверьте иглу и нить: Как мы уже упоминали, крайне важно использовать иглу правильного размера и типа. Кроме того, вы должны использовать качественную нить — она будет иметь красивую гладкую нить и не будет «нечеткой» или неравномерной по толщине. У ниток есть срок годности, хотя разные типы стареют по-разному, поэтому держите свою коллекцию катушек по очереди и храните их надлежащим образом (вдали от влаги и прямых солнечных лучей).
Чувствуете вдохновение? Посмотрите, как сделать гирлянду с помощью швейной машины:
Как пользоваться швейной машиной
istockphoto.com
Знание того, как пользоваться швейной машиной, открывает дверь в совершенно новый мир проектов «сделай сам». Эти настольные машины удобны в использовании и упрощают и ускоряют реализацию вашего творчества. Настройка швейной машины — это первый шаг к созданию чего-то нового, но первое использование швейной машины может показаться ошеломляющим. Хотя эти машины выглядят сложными, начать работу с ними несложно, если вы знаете, как использовать циферблаты, рычаги и шпульки. Узнайте, как пользоваться швейной машиной, следуя приведенным ниже инструкциям.
Хотя эти машины выглядят сложными, начать работу с ними несложно, если вы знаете, как использовать циферблаты, рычаги и шпульки. Узнайте, как пользоваться швейной машиной, следуя приведенным ниже инструкциям.
Детали швейной машины
Прежде чем научиться пользоваться швейной машиной, важно ознакомиться с ее основными компонентами.
- Выключатель питания: Обычно расположенный с правой стороны машины, выключатель питания включает и выключает швейную машину.
- Ножная педаль: Ножная педаль регулирует скорость шитья. Нажатие на педаль позволяет начать шить. При более сильном нажатии на педаль машина шьет быстрее, а при легком нажатии — медленнее.
- Стержень для катушки: Стержень для катушки представляет собой небольшой металлический или пластиковый штифт, удерживающий катушку с нитью. Он может иметь вертикальную или горизонтальную конфигурацию и обычно находится в верхней части швейной машины.
- Нитенаправитель: Нитенаправитель направляет нить от катушечного стержня к намотчику шпульки.
 Этот небольшой металлический элемент удерживает нить и обычно находится в верхней правой части швейной машины.
Этот небольшой металлический элемент удерживает нить и обычно находится в верхней правой части швейной машины. - Устройство намотки шпульки: Устройство намотки шпульки обычно расположено в верхней правой части швейной машины. Как следует из названия, его назначение — наматывать нить на шпульку.
- Маховик: Обычно расположенный с правой стороны машины, этот большой диск используется для ручного опускания или подъема иглы.
- Селектор стежков: Селектор стежков позволяет выбрать активный тип стежка. На многих новых швейных машинах диски выбора стежков были заменены ЖК-дисплеями с сенсорным экраном и / или кнопками ввода.
- Рычаг нитепритягивателя: Рычаг нитепритягивателя обычно расположен в верхней левой части швейной машины. Он удерживает верхнюю нить в натянутом состоянии между катушечным стержнем и иглой.
- Зажим иглы: Зажим иглы представляет собой небольшой металлический винт, удерживающий иглу на месте.

- Прижимная лапка: Прижимная лапка расположена рядом с иглой. Он похож на небольшую лыжу и может подниматься и опускаться с помощью рычага прижимной лапки. Эта деталь помогает удерживать ткань на месте во время шитья.
- Игольная пластина: Игольная пластина представляет собой металлическую пластину, расположенную непосредственно под иглой.
- Зубчатые рейки: Зубчатые рейки представляют собой небольшие металлические выступы, расположенные на игольной пластине. Эти механизмы протягивают ткань через машину во время шитья.
- Крышка шпульки: Крышка шпульки защищает шпульку в швейной машине, удерживая ее на месте.
СВЯЗАННЫЕ: Как пришить пуговицу за 5 простых шагов
Реклама
ПЕРЕД НАЧАЛОМ
В этом руководстве описаны основные этапы настройки швейной машины и эксплуатации, но имейте в виду, что инструкции могут различаться в зависимости от направления. машины. Если вы сомневаетесь, обратитесь к руководству по эксплуатации вашей швейной машины для получения точных инструкций по настройке и эксплуатации.
Если вы сомневаетесь, обратитесь к руководству по эксплуатации вашей швейной машины для получения точных инструкций по настройке и эксплуатации.
Прежде чем продолжить, поставьте швейную машину на прочный стол на удобной высоте. Прежде чем переходить к следующим шагам, убедитесь, что игла, и прижимная лапка установлены.
ШАГ 1: Намотайте и установите шпульку.
Многие швейные машины оснащены автоматическим устройством намотки шпульки. Чтобы использовать устройство намотки шпульки, поместите катушку с нитью на стержень для катушки. Следуйте инструкциям на швейной машине (или в руководстве), которые показывают, как направлять нить к устройству намотки шпульки. Проденьте конец нити через маленькое отверстие в шпульке перед тем, как поместить шпульку в устройство намотки шпульки.
Сдвиньте или защелкните устройство намотки шпульки в положение намотки. Удерживая конец нити, нажмите педаль, чтобы начать намотку нити на шпульку.
Остановите намотку, как только шпулька будет заполнена. Обрежьте нить, снимите шпульку с моталки и установите ее в машину под крышкой шпульки. Прорезь для шпульки может различаться на разных швейных машинах, поэтому, если у вас возникли проблемы, обратитесь к руководству за точными инструкциями о том, как вставлять шпульку.
Обрежьте нить, снимите шпульку с моталки и установите ее в машину под крышкой шпульки. Прорезь для шпульки может различаться на разных швейных машинах, поэтому, если у вас возникли проблемы, обратитесь к руководству за точными инструкциями о том, как вставлять шпульку.
istockphoto.com
ШАГ 2: Заправьте нитку в машину.
Швейные машины создают стежки, используя нижнюю нить со шпульки и верхнюю нить с катушки с нитками. Теперь, когда шпулька установлена, пришло время заправить машину.
Катушка с нитью уже должна быть установлена на стержне для катушки. Возьмите конец нити и следуйте указаниям на швейной машине (или в инструкции), чтобы правильно разместить нить. После того, как нить будет сплетена по всей машине, проденьте нить через игольное ушко. Заправить нить в иглу можно вручную или с помощью автоматического нитевдевателя, если ваша швейная машина имеет эту функцию.
Реклама
СВЯЗАННЫЕ: 12 вещей, которые должны быть в наборе для начинающих
ШАГ 3: Подготовьте нить и выберите строчку.
Перед началом шитья необходимо вытянуть обе нити. Чтобы вытянуть нить из шпульки, левой рукой держите игольную нить натянутой. Правой рукой поверните маховик на правой стороне швейной машины. Поверните его на один полный оборот, чтобы игла зацепила шпульную нить и подняла ее над игольной пластиной. Выступающая шпульная нить должна быть закручена. Потяните за петлю, чтобы поднять конец шпульной нити.
Теперь у вас будет две нити: одна продевается через иглу вверху, а другая проходит через игольную пластину внизу.
Вы почти готовы начать шить. Используйте селектор стежков, чтобы выбрать нужный стежок. Чтобы проверить, правильно ли заправлена нить в машину, вы можете сделать несколько стежков на кусочке ткани.
istockphoto.com
ШАГ 4: Подготовьте ткань.
Когда вы будете готовы начать шить, подготовьте ткань. Игла швейной машины должна быть поднята, а ткань должна быть на одной линии с иглой. Держите большую часть ткани на левой стороне машины для более гладкого шитья. С помощью рычага прижимной лапки опустите прижимную лапку, чтобы зафиксировать ткань на месте.
С помощью рычага прижимной лапки опустите прижимную лапку, чтобы зафиксировать ткань на месте.
ШАГ 5: Начните шить.
Пора начинать шить. Убедитесь, что ножная педаль удобно расположена под столом. Держите свободные концы нитей в стороне при первых нескольких стежках; это также предотвратит втягивание нитей в ткань. Слегка нажмите на педаль, чтобы начать шить первые стежки.
Чтобы надежно зафиксировать стежки и предотвратить их вытягивание, вам нужно будет сделать обратные стежки (также известные как обратные стежки) в начале и в конце каждого шва.
Advertisement
Зубчатые рейки будут перемещать ткань, когда вы начнете шить, так что вам нужно будет только аккуратно направлять ткань через машину во время шитья. Если тянуть или дергать ткань, можно повредить иглу, поэтому позвольте вашей швейной машине сделать всю работу.
ШАГ 6: Обратный стежок и продолжение шитья.
После нескольких обычных стежков нажмите и удерживайте кнопку или рычаг реверсивного стежка. Это изменит направление шитья. Сделайте несколько стежков в обратном направлении (вдоль того места, где вы только что прошили), чтобы закрепить шов.
Это изменит направление шитья. Сделайте несколько стежков в обратном направлении (вдоль того места, где вы только что прошили), чтобы закрепить шов.
Выключите или уберите палец с кнопки управления обратным стежком, чтобы вернуться к обычному шитью. Продолжайте шить до конца вашего шва. Сделайте еще несколько обратных стежков, чтобы закрепить шов. ШАГ 7: Завершите строчку.
Когда вы закончите, используйте маховик, чтобы поднять иглу из ткани. С помощью рычага прижимной лапки поднимите прижимную лапку и снимите ткань. Обрежьте нити, чтобы отделить изделие от швейной машины, оставив немного нити, выходящей из машины, чтобы вы могли легко прошить следующий шов.
Заключительные мысли
Хотя научиться пользоваться швейной машиной не так уж и сложно, для освоения этого процесса потребуются время и практика. Следуя описанным выше шагам и сверяясь с инструкцией к вашей швейной машине, вы сможете легче, чем когда-либо прежде, начать свой следующий текстильный проект.
Реклама
Лучшая швейная машина | Отзывы Wirecutter
Мы самостоятельно проверяем все, что рекомендуем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию. Узнать больше›
- Игры и хобби
- Гардероб и прачечная
Фото: Мишель МакСвейн
FYI
Мы проверили это руководство и продолжаем придерживаться нашего выбора.
Если вы когда-нибудь порвали рубашку или проделали неприятную дырку в своей любимой паре брюк, вы стали свидетелем мощности великолепной швейной машины. Создание чего-то нового или починка поврежденной одежды — вот что делает хорошо сделанную швейную машину такой полезной. После более чем 30 часов исследований, включая интервью с учителями шитья, блоггерами по шитью и мастерами по ремонту швейных машин, а также привлечение новичков для тестирования 15 машин начального уровня с самым высоким рейтингом, мы рекомендуем Janome MOD-19. .
.
Учитывая частые проблемы со складскими запасами, мы рекомендуем проверять розничных продавцов несколько раз в неделю. Вы также можете проверить отремонтированные и подержанные машины. Если вы хотите найти что-то похожее на Janome MOD-19, мы предлагаем Elna Elnita EM16, который также производится Janome.
Наш выбор
Janome MOD-19
Эта тихая и недорогая швейная машина равномерно сшивает различные ткани, с достаточным диапазоном скоростей и специальными функциями для начинающих или случайных швей.
Варианты покупки
300 долларов* на Amazon
*На момент публикации цена составляла 157 долларов.
Janome MOD-19 может работать с различными тканями, циферблаты легко читаются и используются, и он имеет достаточно специализированных функций (таких как регулируемое положение иглы, эластичные стежки для трикотажа и четырехшаговая петля), которые вы вероятно, буду счастлив шить на нем много лет. Хотя у Janome есть несколько вычурных наклеек, из-за которых он выглядит устаревшим, механика этой машины превосходна, а это действительно важно. Вы могли бы потратить гораздо больше на машину для начинающих с большим количеством наворотов, но мы не думаем, что вам это нужно.
Хотя у Janome есть несколько вычурных наклеек, из-за которых он выглядит устаревшим, механика этой машины превосходна, а это действительно важно. Вы могли бы потратить гораздо больше на машину для начинающих с большим количеством наворотов, но мы не думаем, что вам это нужно.
Реклама
Занявший второе место
Singer Heavy Duty 4423
Качество Singer не такое высокое, как у моделей Janome, но это простая машина, которая хорошо справляется с различными тканями и обычно дешевле. чем Janome MOD-19.
Если вы только начинаете шить, например, хотите подшить джинсы или сшить шторы, или если у вас просто ограниченный бюджет, нам также нравится Singer Heavy Duty 4423, который обычно вы можете купить примерно за 200 долларов. Качество строчки у Heavy Duty 4423 не такое хорошее, как у MOD-19.s, но он шьет ровно, циферблаты легко читаются, и все наши тестировщики (с многолетним опытом) сказали, что это отличная машина для обучения. Мы также обнаружили, что модель Heavy Duty 4423 справляется с эластичным трикотажем немного лучше, чем MOD-19.
Мы также обнаружили, что модель Heavy Duty 4423 справляется с эластичным трикотажем немного лучше, чем MOD-19.
Подъемник
Janome HD1000
Эта прочная машина с металлическим корпусом лучше справляется со слоями более тяжелых тканей, таких как джинсовая ткань. Однако для новичка это может быть немного сложнее.
Janome HD1000 шьет так же ровно, как и MOD-19но он больше похож на промышленную машину и легче прошивает несколько слоев более тяжелых тканей, таких как джинсовая ткань. HD1000 также имеет олдскульный металлический корпус, который могут предпочесть те, кто привык к винтажным швейным машинам. Однако эта машина немного сложнее заправить нить и более подвержена застреванию иглы. Эти две проблемы могут быть особенно сложными для полного новичка, но если вы знакомы со швейной машиной, вы сможете легко справиться с HD1000.
Все, что мы рекомендуем
Наш выбор
Janome MOD-19
Эта тихая и недорогая швейная машина равномерно сшивает различные ткани, с достаточным диапазоном скоростей и специальными функциями для начинающих или случайных швей.
Варианты покупки
300 долларов* на Amazon
*На момент публикации цена составляла 157 долларов.
Занявший второе место
Singer Heavy Duty 4423
Качество Singer не такое высокое, как у Janome, но это простая машина, которая хорошо справляется с различными тканями, и обычно она дешевле, чем Janome. МОД-19.
Подъемник
Janome HD1000
Эта прочная машина с металлическим корпусом лучше справляется со слоями более тяжелых тканей, таких как джинсовая ткань. Однако для новичка это может быть немного сложнее.
Исследование
- Почему вы должны доверять нам
- Кто должен получить это
- Нужно ли ремонтировать вашу старую или винтажную машину?
- Как мы выбирали
- Как мы тестировали
- Лучшая швейная машина для начинающих: Janome MOD-19
- Недостатки, но не недостатки
- Второе место: Singer Heavy Duty 4423
- Лучшая сверхмощная швейная машина: Janome HD1000
- Переход на швейную машину среднего уровня
- Как работает швейная машина
- Дилеры против крупных магазинов и розничных продавцов
- Уход и обслуживание
- Конкуренция
- Сноски
- Источники
по сравнению с компьютеризированными швейными машинами
Почему нам стоит доверять
Чтобы узнать, что именно нужно новичку в швейной машине, мы обратились к четырем уважаемым экспертам и учителям шитья: Сьюзан Халье, учителю шитья от кутюр; Линда Ли, владелица швейной мастерской; Катрина Уокер, дизайнер и педагог; и Сара Митник, владелица и дизайнер популярной независимой компании Colette Patterns. Первые три эксперта также являются авторами журнала Threads, в значительной степени библии для домашнего шитья (по крайней мере, для одежды). Харви Федерман, мастер по ремонту швейных машин и владелец Sew Right во время нашего интервью, рассказал нам о различиях между механическими и компьютеризированными машинами.
Первые три эксперта также являются авторами журнала Threads, в значительной степени библии для домашнего шитья (по крайней мере, для одежды). Харви Федерман, мастер по ремонту швейных машин и владелец Sew Right во время нашего интервью, рассказал нам о различиях между механическими и компьютеризированными машинами.
Первоначальный автор этого руководства, заместитель редактора Wirecutter Кристин Сир Клиссет, опытная швея, которая шила себе одежду время от времени в течение последних 20 лет. Она написала учебные пособия для популярного веб-сайта по домашнему шитью и выкройкам BurdaStyle, помогла отредактировать несколько книг по рукоделию и ведет подкаст о шитье и текстиле под названием Thread Cult.
Писательница Алекс Арпайя в основном занимается шитьем, но она также делала проекты по шитью (и делала ошибки) с детства — последние 10 лет или около того. Большинство ее навыков шитья она приобрела самостоятельно, что стало идеальным фоном для изучения множества новых швейных машин, поскольку ей было легко понять, какие функции интуитивно понятны, а какие запутаны. Например, изучая это руководство, Алекс узнала, что она неправильно перематывала шпульки с тех пор, как начала пользоваться швейной машиной.
Например, изучая это руководство, Алекс узнала, что она неправильно перематывала шпульки с тех пор, как начала пользоваться швейной машиной.
Кому следует приобрести это
Машины, которые мы рассматриваем в этом руководстве, подходят для самых полных начинающих и начинающих швей. Планируете ли вы делать простые домашние проекты (например, шторы или подушки), собирать одеяла или заниматься пошивом одежды, наша подборка поможет вам начать работу. Если вы планируете создавать проекты лишь изредка или хотите обновить унаследованную дрянную старую машину, в этом руководстве есть отличные варианты для вас.
Если вы никогда раньше не прикасались к швейной машине, мы рекомендуем попробовать ее у дилера и купить там. Хотя швейные машины относительно просты в эксплуатации, механика даже самых простых ручных машин может показаться новичку немного пугающей. Хороший дилер сможет научить вас основам, таким как намотка шпульки, замена иглы, заправка нити в машину и регулировка стежков, что, вероятно, сэкономит вам часы разочарования, пытаясь научиться самостоятельно. Кроме того, дилеры часто проводят бесплатные уроки шитья. Подробнее о дилерах вы можете прочитать ниже.
Хороший дилер сможет научить вас основам, таким как намотка шпульки, замена иглы, заправка нити в машину и регулировка стежков, что, вероятно, сэкономит вам часы разочарования, пытаясь научиться самостоятельно. Кроме того, дилеры часто проводят бесплатные уроки шитья. Подробнее о дилерах вы можете прочитать ниже.
Если у вас уже есть некоторый опыт шитья, если вы четко знаете, какие проекты вы хотите реализовать, или если у вас уже есть дешевая швейная машина, вы можете перейти к нашим советам по покупке средней швейной машины.
Стоит ли ремонтировать старую или винтажную машину?
Возможно, у вас есть старая швейная машина, унаследованная от родителей или бабушек и дедушек, или купленная в местном секонд-хенде. Стоит ли настроить его затраченных усилий?
Первоначальный автор этого руководства, Кристин Сир Клиссет, подробно говорила с мастером по ремонту швейных машин Харви Федерманом в этом выпуске подкаста о покупке и обслуживании швейной машины, и он сказал, что если винтажная машина не очень хороша для начала, может быть лучше просто купить новый. Федерман был дилером Bernina, Baby Lock и Husqvarna Viking, а также много лет работал механиком Singer. Он отметил, что после Второй мировой войны качество многих швейных машин ухудшилось. «Большинство людей приходят, которым дали машину, которая является старой реликвией, которая представляет собой цельнометаллическую машину, которая на самом деле является куском хлама», — сказал он.
Федерман был дилером Bernina, Baby Lock и Husqvarna Viking, а также много лет работал механиком Singer. Он отметил, что после Второй мировой войны качество многих швейных машин ухудшилось. «Большинство людей приходят, которым дали машину, которая является старой реликвией, которая представляет собой цельнометаллическую машину, которая на самом деле является куском хлама», — сказал он.
Но если в свое время машина считалась высококачественной, возможно, ее все же стоит использовать. Машины Singer Featherweight, например, пользуются спросом у многих швей. «Если он черный и старый, его определенно стоит пришить», — сказал Федерман. Мы также разговаривали с людьми, которым нравится работать со старыми моделями Kenmore, Bernina и другими машинами крупных брендов. Не помешает отвезти вашу машину к местному дилеру для ее оценки.
Многие считают, что новые машины с пластиковыми деталями имеют более низкое качество, чем старые или новые полностью металлические. Но это не всегда так.
Но это не всегда так.
Даже если ваша старая машина работает, вы все равно можете захотеть обновить ее просто потому, что новые машины имеют больше вариантов стежков и могут быть проще в использовании. Базовая новая машина позволит вам делать зигзагообразные и эластичные стежки, может делать автоматические петли, может иметь шпульку с верхней загрузкой (которую легче загружать и меньше заедать иглой) и может обладать другими функциями, облегчающими шитье.
Многие считают, что новые машины с пластиковыми деталями имеют более низкое качество, чем старые или новые, сделанные целиком из металла. Но это не всегда так. Как сказал нам Харви Федерман: «Я думаю, что конструкция машины и то, как ее части работают вместе, важнее, чем металл или пластик. Однако, если вы посмотрите на машину и она выглядит дешевой и пластиковой, скорее всего, так оно и есть». С другой стороны, Федерман сказал, что многие металлические машины могут плохо шить или казаться дешевыми. «Цельнометаллическая рама или корпус ничего не гарантируют в плане качества».
Если вы делаете апгрейд или только возвращаетесь к шитью после многолетнего перерыва, вам следует подумать о машине такого же калибра или лучше, чем та, на которой вы учились. Мы прочитали ряд отзывов владельцев от людей, которые узнали о качественной машине родителей или бабушек и дедушек и были разочарованы, когда они купили действительно недорогую новую машину. Тот, на котором вы учитесь, обычно является стандартом, по которому вы судите о других машинах.
Как мы выбрали
Мы решили найти хорошую универсальную машину для изготовления предметов домашнего декора, одежды и простых стеганых одеял. Это было не так просто, как кажется. Каждая крупная компания по производству швейных машин продает десятки моделей, и многие из них, похоже, имеют схожие характеристики. Найти хорошую универсальную машину было для нас особенно сложно, учитывая широкий диапазон цен на швейные машины, продаваемые для «новичков», которые, кажется, стоят от 65 до 1500 долларов. При этом, основываясь на наших исследованиях и личном опыте, мы определили, что максимум за 400 долларов вы можете получить надежную машину с хорошей гарантией и большинством основных функций.
При этом, основываясь на наших исследованиях и личном опыте, мы определили, что максимум за 400 долларов вы можете получить надежную машину с хорошей гарантией и большинством основных функций.
Мы обнаружили, что два диска управления типом стежка, шириной стежка (вверху) и длиной стежка (внизу) на HD1000 сбивают с толку больше, чем три диска на MOD-19. Фото: Michelle McSwain
На компьютеризированных машинах вы используете кнопки и цифровой экран для настройки стежков. Хотя почти все высококачественные машины компьютеризированы, мы обнаружили, что действительно дешевые машины шьют не так гладко, как недорогие механические. Фото: Майкл Хессион
Мы обнаружили, что два диска, управляющие типом стежка, шириной стежка (вверху) и длиной стежка (внизу) на HD1000, вызывают больше затруднений, чем три диска на MOD-19.. Фото: Michelle McSwain
Швейные машины либо ручные, либо компьютеризированные, но при более низкой цене модели с ручным управлением, как правило, более надежны и более высокого качества. (Подробнее мы объясним ниже в разделе Ручные и компьютеризированные швейные машины.) Независимо от типа, ниже приведены функции, которые мы искали в машине для начинающих.
(Подробнее мы объясним ниже в разделе Ручные и компьютеризированные швейные машины.) Независимо от типа, ниже приведены функции, которые мы искали в машине для начинающих.
Швейные машины бывают либо ручными, либо компьютеризированными, но при более низкой цене модели с ручным управлением, как правило, более надежны и более высокого качества.
Простота использования: Элементы управления должны быть простыми и интуитивно понятными. «Вам не нужно много работать, чтобы изменить размер стежка», — сказала учитель шитья Сьюзен Кхалдже. Сара Митник из Colette Patterns сказала нам, что «настройка для шитья должна быть простой (например, намотка шпульки и заправка нити в иглу)».
Гладкая строчка: Машина должна производить ровные стежки и швы без смещения. Он должен тянуть ткань с хорошей скоростью и плавно прошивать различные ткани.
Разновидности прижимных лапок: «Правильная специальная лапка может значительно облегчить изучение новых техник», — сказал Митник. Некоторые из наиболее полезных лапок включают лапку для прозрачного пластика, лапку для обметывания краев, лапку для петель, лапку для вшивания молнии, лапку для вшивания потайной молнии и лапку для потайного шва. Некоторые машины работают только с прижимными лапками той же конкретной марки, а другие работают с обычными лапками. Это бонус, если машина использует стандартные ножки, потому что дополнительные ножки (например, ходячие) могут быть дорогими.
Автоматическая петелька: Петли сложно шить красиво, поэтому в этом действительно могут помочь технологии. Некоторые машины имеют четырехступенчатую петлю (то есть шьют в четыре приема). Другие делают одноэтапную петлю (пришивают за один прием).
Хороший свет: Старые модели часто поставляются с галогенными лампами, тогда как новые модели часто оснащены светодиодными лампами. В любом случае, свет должен быть достаточно ярким, чтобы освещать рабочую поверхность.
Встроенный нитевдеватель: Мы искали механизм, который вдевает нить в иглу за вас, чтобы вам не приходилось смотреть на нее. Эта функция особенно удобна для людей с плохим зрением.
Функция регулируемой иглы: Позволяет смещать иглу от центра влево или вправо при прямой строчке, что отлично подходит для кромочной строчки.
Функция подъема/опускания иглы: С помощью этой функции вы можете выбрать, будет ли швейная игла подниматься или оставаться в ткани, когда вы снимаете давление с органов управления. (Некоторые машины имеют кнопку для автоматического подъема или опускания иглы.) Это удобно, если вы хотите, чтобы игла оставалась внизу, чтобы вы могли поворачивать ткань при шитье в углу. Большинство основных машин, которые мы здесь обсуждаем, не имеют этой функции.
Регулируемое давление прижимной лапки: Машина позволяет регулировать давление прижимной лапки для облегчения шитья различных тканей.
Регулируемая высота зубчатой рейки: Зубчатая рейка представляет собой маленькие металлические зубья, расположенные сразу под иглой, которые помогают протягивать ткань по поверхности шитья. Если вы можете отрегулировать высоту гребенок транспортера, вам будет легче шить различные ткани (подробнее о том, как работают гребенки транспортера, см. в разделе «Как работает швейная машина»).
Приличная швейная машина должна шить ровно, делать ровные стежки и прямые швы. Фото: Майкл Хессион
Мы обнаружили, что на большинство машин стоимостью 400 долларов или меньше предоставляется аналогичная гарантия: один год на сборку, от двух до пяти лет на электронику. Хотя все эти машины имеют так называемую ограниченную 25-летнюю гарантию, обычно это не так уж полезно. «Что касается 25-летней гарантии, то она никогда не вступит в силу», — сказал нам Харви Федерман. «Это на голове, которая по сути является рамой. Если его не уронить, он не сломается. $99 машин приходят с 25 годами на голове. Гарантия на детали распространяется на «дефектные детали». Поэтому, если это естественный износ или что-то, чему игла может повредить, это не будет покрыто».
Если вам в конечном итоге потребуется воспользоваться гарантией, Федерман сказал нам: «Работы составляют основную часть стоимости ремонта, и эти работы обычно настолько хороши, насколько хорош дилер, у которого они были приобретены. Для дешевой машины это может означать, что после первого года ее ремонт может оказаться нецелесообразным. Запчасти для бюджетной машины обычно очень недорогие, поэтому основная часть расходов на ремонт обычно не приходится на них. Это может быть от 80 до 9 долларов.0 труда и 4 доллара за деталь».
Поскольку мы нашли только один хороший сравнительный обзор швейных машин (от Good Housekeeping), мы внимательно изучили машины с самым высоким рейтингом на сайтах Amazon, Joann и Michaels и в значительной степени полагались на советы производителей швейных машин и блоггеров по шитью. указать нам на лучшие машины в нашем ценовом диапазоне.
Для оригинальной версии этого руководства мы протестировали 11 швейных машин. Для нашего обновления 2017 года мы рассмотрели еще 30 машин, но сузили нашу тестовую группу до семи (включая наши первоначальные выборы, Janome HD1000 и Singer Heavy Duty 4411). В дополнение к пяти механическим машинам мы привезли две хорошо оцененные и хорошо зарекомендовавшие себя компьютеризированные швейные машины, которые были особенно популярны на Amazon, чтобы посмотреть, как они будут работать по сравнению с предпочитаемыми нами механическими машинами. Хотя мы в основном выбирали машины в диапазоне от 200 до 300 долларов, мы также добавили несколько более дешевых вариантов, чтобы оценить, что вы можете получить по этим ценам.
Как мы тестировали
Для нашего последнего раунда тестов мы предоставили сотрудникам Wirecutter семь механических и компьютеризированных машин. Фото: Майкл Хессион
Для первой версии этого обзора блоггеры по шитью Соня Бек Джинджерич из Ginger Makes и Марси Харриелл из Oonaballoona пришли в нашу испытательную площадку, чтобы дать экспертное руководство по тестированию. Совсем недавно мы собрали начинающих добровольцев-швей из Wirecutter, а также получили экспертные отзывы от заместителя редактора Кристин Сир Клиссет и штатного писателя Джеки Рив.
Для каждой машины мы протестировали основные строчки на муслиновой ткани средней плотности, испытали эластичные строчки и зигзагообразные строчки на трикотаже и сшили три слоя джинсовой ткани (чтобы проверить, насколько хорошо машины справляются с тяжелыми тканями). Мы также сшили стеганый слой ватина, зажатый между слоями муслина, чтобы проверить, как машины справятся с основными задачами квилтинга. Мы не использовали конкретные показатели для анализа качества стежка, а оценивали стежки субъективно, основываясь на нашем прошлом опыте шитья.
Штатный писатель Джеки Рив тестирует Janome HD1000 на джерси, чтобы увидеть, как он работает с эластичными тканями. Фото: Мишель МакСвейн
В нашем последнем раунде тестирования мы попробовали несколько доступных компьютеризированных швейных машин, чтобы увидеть, как они сочетаются с механическими. Фото: Michelle McSwain
Чтобы увидеть, насколько шумными были наши тестовые модели, мы измерили их мощность в децибелах во время шитья. Фото: Мишель МакСвейн
Штатный сотрудник Джеки Рив тестирует Janome HD1000 на джерси, чтобы увидеть, как он справляется с эластичными тканями. Фото: Мишель МакСвейн
Чтобы избежать предвзятости к бренду, мы покрыли все логотипы на машинах, чтобы наши тестировщики не зависели от собственных предубеждений. Мы также не давали им смотреть руководства по эксплуатации. Мы хотели проверить, легко ли нашим тестерам сесть за машины и начать шить без лишней суеты.
После первоначального тестирования мы измерили уровень шума каждой машины с помощью приложения NoiSee. Затем мы взяли три лучшие машины домой для дальнейшего тестирования качества стежка на сложных тканях, таких как джинсовая ткань и джерси. Опять же, мы оценивали качество стежка, основываясь на нашем прошлом опыте шитья.
Лучшая швейная машина для начинающих: Janome MOD-19
Фото: Michelle McSwain
Наш выбор
Janome MOD-19
Эта тихая и недорогая швейная машина равномерно сшивает различные ткани, с достаточным диапазоном скоростей и функции для начинающих или случайных коллекторов.
Варианты покупки
300 долларов* на Amazon
*На момент публикации цена составляла 157 долларов.
Из 15 машин, которые мы тестировали для этого руководства, Janome MOD-19предлагает одно из лучших сочетаний характеристик и ценности для начинающих швей. Органы управления MOD-19 было легче читать и использовать, чем на других моделях, которые мы пробовали, и, хотя другие машины сшивали так же плавно, MOD-19 работал тише и предлагал больше вариантов скорости. Нам также нравится его шпулька с верхней загрузкой, которая должна уменьшить застревание иглы. Кроме того, это одна из немногих недорогих машин, которые мы нашли, которые включают функцию регулируемой иглы и автоматический нитевдеватель, и она делает отличные петли в четыре шага.
На передней панели MOD-19 расположены три диска для выбора типа стежка, длины стежка и ширины стежка, которые легче читаются, чем на других машинах. Фото: Мишель МакСвейн
Нам нравится, насколько легко читаются ручки управления на MOD-19. На некоторых других машинах, которые мы тестировали, таких как Janome HD1000, не было отдельного диска для ширины стежка, а комбинированный диск сбил с толку некоторых наших опытных тестировщиков. Нам также нравится, что все циферблаты находятся на передней части этой машины, в отличие от протестированных нами моделей Singer, где вы управляете регулируемыми функциями, такими как натяжение, положение иглы и ширина стежка, с помощью циферблатов в верхней части машины, где они немного сложнее читать.
Все протестированные нами машины делали ровные стежки, но MOD-19 шила более ровно, чем другие протестированные нами машины. Мы обнаружили, что зубчатые рейки протягивают ткань под иглой с нужной скоростью, поэтому нам не нужно было возиться с протягиванием ткани (нет-нет) даже на плотных джинсовых или стеганых слоях. Хотя MOD-19 отлично справляется с муслином и джинсовой тканью, а также со стегаными изделиями, он не справляется с эластичным трикотажем так же эффективно, как наш бюджетный вариант Singer Heavy Duty 4423.
Хотя MOD-19не имеет диска для управления скоростью шитья, вы можете регулировать скорость с помощью ножной педали. Все машины Janome, которые мы тестировали, имеют эту функцию, и нам понравилось, что у нас был определенный контроль над увеличением и уменьшением скорости машины. Разница была особенно заметна по сравнению с машинами Singer Heavy Duty, у которых, казалось, было только две скорости — медленная и сверхбыстрая.
Шпульку MOD-19 с верхней загрузкой легко вставлять и вынимать, что снижает вероятность застревания иглы, характерного для шпульок с фронтальной загрузкой. Фото: Мишель МакСвейн
Нам нравится, что у MOD-19 есть вставная (также называемая верхней загрузкой) шпулька, видимая чуть ниже иглы. Более старые модели, такие как Janome HD1000, имеют шпульку с фронтальной загрузкой, которая находится под свободным рукавом. Их может быть немного сложнее загрузить, и они могут вызвать застревание иглы.
MOD-19 также является одной из немногих протестированных нами машин по умеренной цене, которые имеют регулируемое положение иглы, так что вы можете перемещать иглу из центра в крайнее левое положение. Эта функция удобна для сшивания краев, одна из функций, которая особенно понравится швее среднего уровня.
Эта машина (и все машины, которые мы тестировали в нашем последнем раунде) поставляется с автоматическим нитевдевателем, которого не было у нашего бывшего лидера. Автоматический нитевдеватель позволяет легко продевать нить через иглу с минимальным беспокойством, но к нему все же нужно немного привыкнуть. Мы рекомендуем прочитать руководство, чтобы понять, как это работает, или просмотреть это видео Janome.
Лапка для петель MOD-19 (справа) работает нормально, но мы бы предпочли, чтобы у нее был калибр для пуговиц, как на лапке для петель Singer Heavy Duty (с монетой, слева), которая обеспечивает идеальные размеры петель. Фото: Мишель МакСвейн
В наших тестах функция четырехэтапной петли MOD-19 оказалась простой в использовании и позволила получить одни из самых чистых петель. Однако делать петли идеального размера с помощью MOD-19 немного сложно, потому что лапка для петель не поставляется с калибром (как и лапка для нашей занявшей второе место от Singer). Вам просто нужно быть немного более осторожным, размечая длину петли на ткани. Лучшие машины Bernina, которые мы тестировали для нашей первой итерации этого обзора, имели функцию одношаговой петли, которую мы нашли гораздо удобнее в использовании.
Модель MOD-19 имеет приличную поверхность для шитья 6 на 9 дюймов, но не имеет линейки поверхности. Если вы интересуетесь стеганием, MOD-19 лучше всего подойдет для стачивания из-за его быстрой и гладкой строчки, но мы не думаем, что он подойдет для стегания чего-то такого массивного, как одеяло. Для этого мы рекомендуем пойти в местный лоскутный магазин и арендовать время на длинной руке; или, если вы более продвинутый швея, прочитайте наш раздел о лучших промежуточных машинах, где мы упоминаем стегальную машину.
Модель MOD-19 поставляется с различными аксессуарами, включая (по часовой стрелке сверху) лапку для потайной строчки, лапку для петель, вспарыватель швов, лапку для вшивания молнии, отвертку, держатель катушки, дополнительные шпульки и дополнительные иглы. Фото: Мишель МакСвейн
На эту машину распространяется стандартная гарантия: один год на сборку, пять лет на электронику и 25 лет на «дефектные материалы и/или качество изготовления» (в основном на раму). Как сказал нам Харви Федерман, вы, скорее всего, никогда не воспользуетесь 25-летней гарантией просто потому, что есть несколько вещей, которые могут пойти не так с рамой, если вы ее не уроните, что в любом случае приведет к аннулированию гарантии.
Недостатки, но не недостатки
Janome MOD-19 (спереди) меньше, чем Janome HD1000 (в центре) и Singer Heavy Duty (сзади), с меньшей рабочей поверхностью, что может затруднить шитье одеял и другие крупные проекты. Фото: Мишель МакСвейн
MOD-19 намного меньше, чем наш предыдущий лучший выбор, Janome Magnolia 7318, как по размеру, так и по рабочей поверхности. Мы обнаружили, что это делает машину намного более портативной и удобной для хранения, но также затрудняет стегание и другие крупные проекты. МОД-19имел самую маленькую рабочую поверхность из всех машин, которые мы тестировали для последнего обновления этого руководства.
Эта машина также имеет некоторые пластиковые детали, в частности, игольную пластину, держатель лапки и шпиндель устройства намотки шпульки, которые на Magnolia 7318 были изготовлены из металла. Хотя Харви Федерман сказал нам, что пластик не обязательно означает жертву качеством, мы думаем, что пластиковые детали кажутся дешевле. Однако вам не нужно деактивировать иглу с помощью маховика, чтобы пополнить шпульку на MOD-19., который является обновлением Магнолии.
Модель MOD-19 поставляется только с четырьмя прижимными лапками (обычная, для молнии, потайной шов и скользящая петля). Мы думаем, что стоит купить лапку для подгибки узких швов. MOD-19 использует стандартные ножки.
В этой модели нет функции подъема/опускания иглы, которую мы хотели бы иметь. Тем не менее, все замечательные качества MOD-19 перевешивают отсутствие таких функций.
Второе место: Singer Heavy Duty 4423
Фото: Michelle McSwain
Занявший второе место
Singer Heavy Duty 4423
Качество Singer не такое высокое, как у Janome MOD, но это простая машина, которая хорошо справляется с различными тканями, и обычно она дешевле, чем Janome MOD. -19.
Если вы ищете дешевую машину без излишеств, мы рекомендуем Singer Heavy Duty 4423 с 23 стежками. И наш основной, и улучшенный выбор — лучшие машины, но за эти деньги Heavy Duty 4423 нас приятно удивил.
Singer шьет ровно, циферблаты легко читаются. Мы думаем, что новичок может сесть за эту машину и начать шить, не тратя много времени на руководство. Ранее мы рекомендовали Singer Heavy Duty 4411, но с 12 дополнительными стежками модель 4423 предлагает все функции модели 4411, а также эластичные стежки для шитья трикотажа. Также есть дополнительные декоративные швы.
Модель Singer Heavy Duty 4423 имеет две большие легко читаемые ручки на передней панели для выбора длины и типа стежка. Фото: Мишель МакСвейн
Регуляторы на верхней панели управления натяжением стежка, положением иглы и шириной стежка. Фото: Мишель МакСвейн
Модель Singer Heavy Duty 4423 имеет две большие легко читаемые ручки на передней панели для выбора длины и типа стежка. Фото: Michelle McSwain
Нам понравились петли, сделанные моделью 4423. Эта машина Singer поставляется с лапкой для петель, которая позволяет вставлять пуговицу в прорезь и направляет машину, чтобы сделать отверстие идеального размера для вашей пуговицы. Одноэтапная функция была несколько проще в использовании, чем Janome MOD-19.четырехступенчатая функция, из-за которой мы часто возвращались к руководству. В наших тестах у Singer петли были намного шире, чем у Janome, и выглядели они не так изящно. При этом после многих лет шитья и редкого самостоятельного изготовления петель мы не стали бы считать качество или сложность петель решающим фактором при выборе машины для начинающих.
Как и в случае с моделями Janome, которые нам нравятся, вы управляете скоростью шитья на Singer 4423 с помощью педали. В то время как с машинами Janome вы можете получить полный диапазон скоростей, у Singer, кажется, есть только медленная и быстрая. Певица рекламирует более высокую скорость как 1100 стежков в минуту; это может быть хорошо для квилтинга, но слишком быстро для большинства моделей одежды. Кроме того, эта машина особенно шумная — это была самая громкая швейная машина, которую мы тестировали, с громкостью около 84 децибел, что примерно на 7 децибел выше, чем у MOD-19., или примерно так же громко, как мусоропровод.
Нам не понравилась белая светодиодная лампа Singer 4423, которая казалась тусклее, чем желтые галогенные лампы на моделях Janome. При дневном свете он казался особенно тусклым. Мы также ненавидели руководство пользователя, в котором на одних и тех же страницах или разворотах было несколько языков, и нам было трудно найти информацию; в руководстве также отсутствовал ключ для различных стежков и почему мы могли бы их использовать (функция, которая была в обоих руководствах Janome).
Несмотря на имя Singer на этой машине, мы думаем, что если вы планируете шить много тяжелых тканей, Janome HD1000 будет лучшим выбором. В целом, тем не менее, мы рекомендуем эту модель всем, кто хочет недорогую машину.
Лучшая сверхмощная швейная машина: Janome HD1000
Фото: Michelle McSwain
Выбор для модернизации
Janome HD1000
Эта прочная машина с металлическим корпусом лучше справляется со слоями более тяжелых тканей, таких как джинсовая ткань. Однако для новичка это может быть немного сложнее.
Мы считаем, что Janome MOD-19 предлагает наилучшее сочетание функций для большинства новичков, но Janome HD1000 также очень удобна, особенно для тех, кто предпочитает металлическую машину или хочет шить через тяжелые ткани. Все наши тестеры выбрали HD1000 как один из лучших вариантов.
В то время как MOD-19 имеет пластиковый корпус, HD1000 сделан из прочного алюминия. Это не обязательно означает, что корпус HD1000 лучше, чем у MOD-19, но аппарат кажется более прочным. (На самом деле, мы читали отзыв одного владельца пластиковой машины Janome от солдата в Ираке, который хотел алюминиевую «машину, построенную как танк» для ремонта своей военной формы.) HD1000 шила так же гладко, как и MOD-19. (хотя и на несколько децибел громче), ручное управление было простым и понятным для нас, и нам нравится, что HD1000 поставляется в прочном пластиковом футляре для хранения и путешествий.
У HD1000 нет пары преимуществ, которые есть у MOD-19. Во-первых, у него нет регулируемого положения иглы для прямой строчки, поэтому он не так универсален для строчки по краю. И во-вторых, циферблаты не так легко читаются или настраиваются, как у MOD-19.
Поверхность для шитья у HD1000 примерно на полдюйма длиннее, чем у MOD-19, но мы не заметили каких-либо существенных преимуществ от этой дополнительной длины. Модель HD1000, которую мы получили, поставлялась с лапкой для петли, лапкой для молнии, лапкой для подрубки и направителем для подгибки. (Ножки, поставляемые с машиной, могут различаться в зависимости от продавца.)
Механические машины имеют простые регуляторы для регулировки количества стежков и длины стежка. Эксперты сказали нам, что если вы можете потратить всего 300 долларов или меньше, вы получите больше отдачи от затраченных средств с ручной машиной. Фото: Michelle McSwain
Более серьезные претензии к HD1000 заключаются в том, что у нее есть шпулька с фронтальной загрузкой, конструкция которой может привести к застреванию швейной иглы, поскольку нить может зацепиться за осциллятор, по существу блокируя швейную иглу в нижнем положении. . Кристин Сир Клиссет, заместитель редактора и первоначальный автор этого руководства, столкнулась с этой проблемой на своем HD1000, и мы также прочитали несколько обзоров Amazon, жалующихся на эту проблему. Обычно вы можете легко решить проблему, подняв иглу, но Кристина также решает ее, обрезая нити вокруг генератора или время от времени снимая шпульный колпачок. Тем не менее, вероятность возникновения этой проблемы гораздо меньше при использовании шпульки с верхней загрузкой, которую использует MOD-19.и наш выбор, занявший второе место, у обоих есть.
Шпулька Janome HD1000 с фронтальной загрузкой может иногда вызывать застревание иглы. Фото: Michelle McSwain
Мы думаем, что Janome HD1000 — хорошая машина для тех, кто планирует шить много тяжелых тканей, таких как холст, джинсовая ткань и даже кожа. На этой машине мы легко прошивали шесть слоев джинсовой ткани и читали отзывы покупателей на Amazon о том, что HD1000 хорошо шьет кожу и другие тяжелые ткани. Мы не нашли редакционных отзывов о Janome HD1000, но у него есть долгий и положительный послужной список — в конце концов, Janome производит эту машину уже более двух десятилетий.
Поначалу у нас было несколько заминок в наших тестах, но после того, как мы прочитали инструкцию, правильно заправить машину стало легко, и мы не испытали никаких дополнительных трудностей.
Переход на швейную машину среднего уровня
Если у вас есть базовые навыки шитья, например, как заправить нить в машину, заменить шпульку и иглу, а также сделать простые подушки или одежду, возможно, вы захотите инвестировать в швейная машина среднего уровня, которая может помочь вам перейти к более сложным проектам. Хотя вы можете потратить тысячи долларов на компьютеризированную модель, бюджет от 400 до 9 долларов00 предоставит вам особенно удобные функции, такие как машина, сообщающая вам, какую строчку и прижимную лапку использовать для определенных тканей.
Чтобы узнать, что искать в швейной машине по этой цене, а также какие функции доступны у конкретных марок, мы поговорили с тремя дилерами швейных машин: Harvey Federman из Sew Right в Бейсайде, Квинс, Нью-Йорк; Торри Рут, менеджер по продажам Sewing Machines Plus; и Тоби Молдав в швейной галерее Viking внутри Joann Fabrics в Колонии, штат Нью-Джерси. Мы также ссылались на обзоры швейных машин от SewingInsight.com и Erin Says Sew, а также на отзывы владельцев от PatternReview.com. Еще несколько советов, как купить швейную машинку, мы нашли в блогах Cool Crafts и Colette. Потратив 12 часов на изучение спецификаций, обзоров и рекомендаций, а также тестирование нескольких моделей, у нас есть несколько предложений для промежуточных машин.
Если вы планируете шить много разных вещей из разных материалов, ищите универсальные машины, такие как Janome DC5100 или Husqvarna Viking Opal 650. Эти машины, как правило, тяжелые модели, которые не сдвигаются с места при шитье толстых стеганых одеял. но также достаточно тонкие, чтобы шить шелк и другие более тонкие ткани. У них есть хороший выбор стандартных и декоративных стежков, а также функция подъема/опускания иглы, и они даже могут автоматически регулировать натяжение нити для создания идеальных стежков.
Если вас больше всего интересует стегание, выберите машину с большой рабочей поверхностью и, в идеале, вариант с дополнительным столиком, чтобы обеспечить максимальную поддержку ваших проектов. Быстрая строчка удобна для таких задач, как стегание со свободной подачей материала, и, опять же, тяжелая машина не сдвинется с места, когда вы шьете толстые слои ткани и ватина. Мы рекомендуем Juki HZL-F300, потому что он может достигать 900 стежков в минуту. Обычно вам придется потратить как минимум в три раза больше денег, чтобы получить машину, которая шьет так быстро.
Если вы много путешествуете или живете в небольшом пространстве и не работаете над крупными проектами, такими как стеганые одеяла, мы думаем, что вам лучше подойдет компактная машина размером в три четверти (т. размер стандартной машины) как у Janome 3160QDC. Эти машины достаточно малы, чтобы их можно было легко убрать, и они отлично справятся с большинством работ по одежде и небольшим проектам по декору дома.
Если вы считаете, что можете воспользоваться уроками шитья, мы рекомендуем попробовать купить машину у дилера. Часто дилеры проводят курсы по стоимости швейной машины, а дилер может заниматься обслуживанием и устранением любых неисправностей, которые могут вам понадобиться. Smarter от Pfaff 260c — наш выбор для дилерской машины, потому что у нее есть простая сенсорная панель для выбора стежков и функция безопасности прижимной лапки, функции, которые обычно встречаются только в более дорогих машинах. Это хороший выбор, если вы живете недалеко от дилерского центра Pfaff, который предлагает курсы шитья и техническое обслуживание. Но покупка у дилера не всегда оптимальна или удобна (как мы расскажем ниже). И если вы не думаете, что действительно доберетесь до уроков шитья, вы переплачиваете за свою машину. Модели, продаваемые в Интернете, могут быть более доступными, и вы можете посещать онлайн-курсы из таких источников, как BLprint (ранее Craftsy) или Creativebug.
Как работает швейная машина
Швейная машина представляет собой небольшой двигатель с кожухом вокруг него. Двигатель приводит в действие вал с прикрепленной к нему иглой, которая формирует стежки для сшивания ткани. На стандартной машине сверху машины устанавливается катушка с нитью, и эта нить продевается через иглу; катушка с нитью меньшего размера (называемая шпулькой) помещается под иглу. Игла с ниткой проходит через ткань, захватывает шпульную нить и протягивает ее обратно через ткань, формируя стежок.
Швейные машины выполняют ряд различных стежков. Самый простой (и самый удобный) — это прямая строчка, которую можно использовать для множества швейных задач, включая выполнение прямых швов, наметку и отстрочку. Строчка зигзаг немного более эластичная и прочная, и она отлично подходит для шитья эластичного трикотажа или для обработки необработанных краев швов. Вот хорошее изображение как прямых, так и зигзагообразных стежков. Новые машины часто имеют эластичные стежки, специально предназначенные для шитья трикотажных изделий, а также разнообразные декоративные стежки. Декоративные стежки могут пригодиться, если вы стегаете или хотите сделать украшения, похожие на вышивку.
Некоторые другие важные термины, которые необходимо знать:
- Прижимная лапка: Это съемная пластиковая или металлическая лапка, которая крепится к стержню, удерживающему иглу. Для разных задач вам нужны разные лапки — например, лапка для вшивания молнии или потайной шов для выполнения потайного (невидимого) шва.
 Все машины поставляются с обычной или универсальной лапкой, которую можно использовать для большинства швейных задач.
Все машины поставляются с обычной или универсальной лапкой, которую можно использовать для большинства швейных задач. - Игольная пластина: Эта металлическая пластина находится прямо под иглой и прижимной лапкой. Небольшое отверстие в пластине позволяет игле проходить и забирать шпульную нить. Большинство игольных пластин имеют небольшие выгравированные линии, которые служат направляющими для припусков на швы (¼ дюйма, ⅜ дюйма, ½ дюйма и т. д.).
- Зубчатые рейки: Эти небольшие металлические зубья под игольной пластиной протягивают ткань между прижимной лапкой и игольной пластиной. Транспортеры также помогают регулировать длину стежка, контролируя скорость движения ткани. В идеале вам никогда не придется тянуть ткань — эту работу должны выполнять зубчатые рейки.
Если вся эта швейная терминология начинает казаться вам греческой, есть несколько отличных онлайн-ресурсов для изучения всех основ.
Если вся эта швейная терминология начинает казаться вам греческой, есть несколько отличных онлайн-ресурсов для изучения всех основ. Нам особенно нравятся эти высококачественные учебные пособия на Creativebug (требуется подписка) от дизайнера рисунков Лизл Гибсон, а в блоге Tilly and the Buttons есть несколько хороших (и бесплатных) учебных пособий по таким вещам, как настройка машины и выполнение основных стежков.
Швейные машины с ручным управлением и компьютеризированные швейные машины
Швейные машины с ручным управлением имеют простые циферблаты, кнопки и рычаги, и с тех пор, как Исаак Зингер представил швейные машины массового производства в 1850-х годах, существовали вариации этого стиля. Ручные машины старой школы могут быть очень надежными и простыми в использовании. Для этого обзора мы сосредоточили наше тестирование на ручных машинах.
«Покупая компьютеризированную машину менее чем за 300 долларов, вы жертвуете качеством ради функций. Механическая машина в этом ценовом диапазоне может предложить лучшее качество и надежность». — Харви Федерман, мастер по ремонту швейных машин
Компьютеризированная машина может иметь больше стежков на выбор, но недорогие модели, которые мы пробовали, казались дешевыми, и стежки, которые они производили, были не лучше, чем у наших механических машинок. Фото: Майкл Хессион
Компьютеризированные швейные машины — более современная разработка. Этот стиль имеет электронный интерфейс, с помощью которого вы можете контролировать стежки (тип, длину и ширину), а некоторые даже определяют тип ткани, на которой вы шьете, и соответственно регулируют стежки или натяжение нити. Некоторые также записывают для будущего использования различные комбинации стежков, которые вы сделали. Сейчас большинство людей покупают компьютеризированные машины, и существует широкий выбор по любой цене. У нас есть некоторые рекомендации для хороших компьютеризированных машин в нашем обсуждении швейных машин среднего уровня, но все они в настоящее время стоят более 500 долларов. Если у вас меньший бюджет, вы, вероятно, получите больше отдачи от затраченных средств с ручной машиной.
Как сказал нам во время нашего интервью Харви Федерман, мастер по ремонту швейных машин и владелец Sew Right: «Покупая компьютеризированную машину менее чем за 300 долларов, вы жертвуете качеством ради функций. Механическая машина в этом ценовом диапазоне может предложить лучшее качество и надежность».
В ходе нашего исследования мы обнаружили, что это правда: когда мы сравнивали ручные и компьютеризированные машины по одинаковым ценам, мы заметили, что ручные машины, как правило, получают лучшие долгосрочные отзывы от владельцев во всем, от надежности до качества стежка. Это имеет смысл, потому что деньги идут на настоящую механику, а не на дополнительные (и несущественные) функции.
Все эксперты по шитью, с которыми мы разговаривали, также сказали, что вначале вам действительно нужна только базовая и надежная машина. И большинство швейных блоггеров, с которыми мы говорили, учились или в настоящее время шьют на основных ручных машинах.
Дилеры по сравнению с крупными магазинами и розничными торговцами
Подобно пылесосам и велосипедам, швейные машины относятся к тем категориям, где вы все еще можете получить отличный сервис от местного дилера. Все эксперты, с которыми мы говорили, сказали, что лучше покупать у дилера. В большинстве дилерских центров вы можете попробовать шить на машинах, которые у них выставлены. И после покупки, если что-то пойдет не так с машиной или вы не сможете понять, как отрегулировать натяжение стежка и другие проблемы, ваш дилер поможет, как правило, бесплатно (в течение первого года гарантии). Дилеры также иногда предлагают бесплатные курсы, когда вы покупаете у них. Некоторые компании, такие как Bernina, Baby Lock, Husqvarna Viking и Pfaff, продают только через дилеров.
Так же, как пылесосы и велосипеды, швейные машины относятся к тем категориям, где вы можете получить отличный сервис у местного дилера.
Тем не менее, вы, скорее всего, найдете более дешевое предложение на машину начального уровня в крупных розничных магазинах, таких как Amazon, Target или Walmart. Обратная сторона минимальной цены, конечно же, заключается в том, что вам не к кому обратиться, если у вас возникнут вопросы о том, как эксплуатировать вашу машину.
Если в вашей жизни нет человека, который умеет шить и может научить вас, мы считаем, что покупка у дилера и посещение бесплатных занятий стоит того. Несколько советов от эксперта сэкономят вам массу времени и нервов и сделают процесс шитья более приятным. И вы можете взять машину, когда она нуждается в ремонте. Напротив, если вы покупаете машину через Интернет, и у этой машины поблизости нет сертифицированного дилера, вам может потребоваться отправить ее на большое расстояние для ремонта, а это может стать дорогим и раздражающим.
Если поблизости нет дилера, хорошим вариантом может стать покупка через Интернет. За 15 лет владения Janome HD1000 заместитель редактора Кристин Сир Клиссет так и не воспользовалась гарантией. Если у вас есть приличная машина для начала и есть кто-то, кто может научить вас основам (или вы сами умеете учиться), вы, вероятно, отлично справитесь с покупками в Интернете.
Уход и техническое обслуживание
Хотя большинство швейных машин готовы к работе сразу после распаковки, вам необходимо намотать шпульку и научиться заправлять нить в машину, что должно быть объяснено в руководстве по эксплуатации. В наши дни вы также можете найти множество отличных онлайн-видео, которые могут рассказать вам о вашей машине. (Это хороший видеоурок по намотке шпульки и заправке нити на машине похожей на Janome MOD-19).
Большинство машин поставляются с небольшой щеткой, которую следует использовать для очистки ворса от шпульного колпачка, вокруг гребенок транспортера и в других местах, где скапливается пух. Содержание этих областей в чистоте поможет машине работать без сбоев. Не используйте баллончик со сжатым воздухом, так как это может задуть ворс внутрь машины.
Некоторые модели, в том числе Janome HD1000, время от времени нуждаются в небольшом количестве масла для швейных машин. Масло обычно поставляется с машиной, и вы должны использовать только немного и следовать инструкциям вашего руководства. МОД-19должно быть хорошо без регулярной смазки; наши не пришли с нефтью.
Если у вас возникли проблемы с натяжением или качеством стежка, вы можете предпринять некоторые действия для устранения неполадок. Во-первых, убедитесь, что швейная игла вставлена правильно; плоская часть вала должна быть обращена назад (закругленная часть вперед). Во-вторых, как сказал Федерман, снятие шпульки и ее повторная заправка часто могут решить многие проблемы. Наконец, неплохо заменить иглу, так как небольшая деформация может вызвать блуждающий стежок или другие проблемы.
Регулировка натяжения верхней нити на большинстве машин проста, но если вы обнаружите, что нижняя нить спутывается или собирается в нижней части стежка, возможно, натяжение шпульки недостаточно сильное. Если вы склонны к механике, вы можете увеличить натяжение, затянув винт на шпульном колпачке. Нам нравится это видео с практическими рекомендациями для машины с вертикальной загрузкой и это видео для машины с фронтальной загрузкой.
Конкуренты
Раньше мы предпочитали Janome Magnolia 7318. Мы хотели бы продолжать рекомендовать Magnolia, но представители Janome сообщили нам, что компания прекращает выпуск этой модели. Наша Magnolia очень хорошо показала себя в течение трех лет долгосрочных испытаний, и мы по-прежнему считаем, что эту модель стоит купить, если вы сможете ее найти.
Раньше мы рекомендовали Singer Heavy Duty 4411 в качестве бюджетной швейной машины. За ту же цену, а иногда и меньше, вы можете вместо этого получить Singer Heavy Duty 4423 (наш текущий выбор, занявший второе место). Мы предпочитаем модель 4423 из-за ее более широкого диапазона стежков — в модели 4411 отсутствуют эластичные стежки — по схожей цене.
Мы протестировали Brother CS6000i, который получил множество отзывов (кстати, положительных) на Amazon, но пришли к выводу, что он менее интуитивно понятен в использовании, чем механические машины, которые мы пробовали, а его механика кажется дешевой.
Brother ST371HD был одним из наименее любимых компьютеров наших тестеров. Циферблаты казались дешевыми, когда мы их поворачивали, а строчка на этой машине была очень неровной. Кроме того, он был громким, когда он работал. В совокупности эти проблемы стали для нас препятствием.
Сноски
Источники
Sonja Beck Gingerich, создатель Ginger Make, Marcy Harriell, Creator of Oonaballona, Testor of oonaballona, Testor of oonaballona.
0003Кристин Сир Клиссет, Повысьте IQ своей швейной машины!, Культ ниток, 22 марта 2013 г.
Обзоры швейных машин, Хорошее домашнее хозяйство
Линда Ли, владелица The Sewing Workshop, интервью по электронной почте, 17 ноября 2017 г.
Катрина Уокер, дизайнер и учитель шитья, интервью по электронной почте, 17 ноября 2017 г.
Сара Митник, владелец и дизайнер Colette Patterns, интервью по электронной почте, 17 ноября 2017 г.
Харви Федерман, специалист по ремонту швейных машин и владелец Sew Right, интервью по телефону, 17 ноября 2017 г.
О ваших гидах 900
Кристин Сир Клиссет
Кристин Сир Клиссет — заместитель редактора, отвечающий за домашнее освещение Wirecutter. Ранее она редактировала кулинарные книги и книги по рукоделию для Martha Stewart Living Omnimedia, а еще в 2013 году начала делать обзоры кухонных принадлежностей. Она шьет большую часть своей одежды, что сделало ее одержимой высококачественными тканями — будь то платье или простыни.
Alex Arpaia
Дополнительная литература
Как стирать маску для лица
Джоанн Чен и Алехандры Матос мыть часто.
Как чистить посудомоечную машину
Лиам МакКейб
Ваша посудомоечная машина моет посуду, но машину тоже нужно чистить.
Wirecutter — это служба рекомендаций по продуктам от The New York Times. Наши журналисты сочетают независимое исследование с (иногда) чрезмерным тестированием, чтобы сэкономить людям время, энергию и деньги при принятии решения о покупке. Будь то поиск отличных продуктов или полезных советов, мы поможем вам сделать это правильно (с первого раза). Подпишитесь сейчас для неограниченного доступа.
- About Wirecutter
- Our team
- Staff demographics
- Jobs at Wirecutter
- Contact us
- How to pitch
- Deals
- Lists
- Blog
- Subscribe to our daily newsletter
Dismiss
Уход за швейной машиной стал проще – Новости Матери-Земли
С момента своего изобретения более 100 лет назад швейная машина стала одним из самых популярных предметов домашнего обихода в Северной Америке. К сожалению, это устройство, вероятно, также сгенерировало больше разочарование , чем любой другой инструмент или прибор.
В конце концов, деньги, которые можно сэкономить, занимаясь семейным шитьем, могут быть съедены довольно быстро, если позволить суммировать несколько счетов за чистку и подгонку по 25 долларов (в среднем). Что еще хуже, многие люди, которые не могут позволить себе профессиональный ремонт и не хотят самостоятельно заниматься обслуживанием швейных машин, в конечном итоге отказываются от проектов, когда их швейные машины выходят из строя; такие люди часто отказываются от значительных инвестиций в материалы 906:55 и , а также время.
Я точно никогда не учился на ремонтника. На самом деле, я даже в теории не уверен, как работает швейная машинка , и у меня две левые руки, вдобавок. Тем не менее, несмотря на все это, с помощью моей верной отвертки и терпеливых инструкций Джонни Сведера, местного представителя сервисной службы Viking, я смог поддерживать в рабочем состоянии четыре машины за последние шесть лет, и одна из этих машин была использована. ежедневно, часто начинающими швеями и швеями! Более того, мой счет за ремонт всех четырех машин за эти шесть лет составил 16 долларов за запчасти. (Конечно, в эту цифру не входят нитки, шпульки, иглы и лампочки, использовавшиеся в тот же период.)
Кроме того, я думаю, что знания, которые передал мне г-н Сведер, могут помочь другим людям, занимающимся уходом за автоматическими швейными машинами и их питанием. И кто знает, следующие советы могут уменьшить количество слов из четырех букв, которые летают вокруг вашего швейного участка!
Диагностика серьезных заболеваний
По моему наблюдению, [1] большинство болезней швейных машин происходят из-за того, что оператор срезает углы (например, пренебрегает регулярной очисткой, пытается использовать незнакомые «дешевые» иглы и т. » прочитайте инструкцию, проведя долгое время без шитья), и [2] в девяти случаях из десяти возникающие неисправности тем не менее — чудесным образом — незначительны и могут быть устранены в домашних условиях.
Но тем не менее, некоторые проблемы действительно возникают, и они не под силу обычному самодельщику. Поэтому неплохо научиться выявлять неисправности, которые, скорее всего, потребуют поездки в мастерскую по ремонту швейных машин. (Эти же проблемы, конечно, важно искать и избегать в любой машине, которую вы могли бы рассмотреть для покупки !)
Сломанные шестерни или ремни
Снимите шпульный колпачок и держите челнок левой рукой. Если вы можете повернуть колесо баланса, удерживая челнок на месте, или если вы слышите треск при вращении колеса, то у вас есть основания подозревать эту серьезную проблему.
Игла синхронизации
Закрепите новую иглу в стержне. Теперь, когда шпульный колпачок все еще снят, посмотрите на дорожку, поворачивая балансовое колесо (медленно!) на себя. Кончик челнока должен проходить через иглу в точке на 3/32 дюйма выше ушка. Если игла попадет в какую-либо часть челнока или гонки, вы поймете, что время сбилось. И, если у вас нет руководства по обслуживанию и вы достаточно хорошо разбираетесь в механических вещах, вам, вероятно, потребуются услуги профессионала.
Чрезмерный люфт
Чтобы диагностировать эту конкретную неисправность , держите балансир правой рукой неподвижно. Затем возьмитесь за игловодитель большим и указательным пальцами левой руки и попытайтесь протолкнуть его вверх в машину. Вы вообще не должны поднимать игловодитель , пока держите маховое колесо.
Лечение легких недугов
Если вы проверяете свой собственный компьютер, который внезапно включился, и обнаруживаете, что он проходит три предыдущих теста, вы, вероятно, сможете определить проблему, сопоставив симптомы устройства с теми, которые следуют. (Я расположил возможные причины каждой неисправности в соответствии с вероятностью их возникновения. )
Тем не менее, прежде чем приступать к ремонту, вы можете просто почистить машину для сшивания, потому что накопление ворсинок и разного мусора может вызвать немало проблем. И вы удивитесь, насколько быстро машина может загрязниться!
Используйте маленькую щетку для удаления ворсинок и т.п. с машины. Затем, если вы заметили отложения на какой-либо из деталей, особенно если это касается челнока и гонки, сотрите жирные отложения мягкой тканью, смоченной в растворителе, перед повторным нанесением масла. Сделав чистку, можно сравнить симптомы (если, то есть, их еще в подарок!) с перечисленными здесь.
Частые обрывы резьбы
[1] Возможно, игла вставлена назад. Убедитесь, что нить входит в ушко со стороны прорези иглы. И если ваша машина заправляет нить спереди назад, помните, что плоская часть стержня иглы должна быть обращена к задней части швейной машины.
[2] Нить зацепилась за прорезь в катушке. Особенно часто эта проблема возникает при использовании катушек из стирола. Либо сломайте прорезь на ободе нитедержателя, либо просто переверните его на шпинделе.
[3] В вашей машине неправильно заправлена нить. Если, например, вы заправляете устройство, когда прижимная лапка опущена, нить может подняться на верхнюю часть натяжных дисков, а не между ними, в результате чего она намотается на нижнюю сторону материала, который вы шьете, и порвется.
[4] Вы не удержали свободные концы нити, когда начали шить. Некоторые машины очень обидчивы по этому поводу. Если вы не будете удерживать нити, пока будут сделаны первые несколько стежков, нити будут тянуться вниз и запутываться, в результате чего верхняя нить порвется.
[5] Наконечник челнока сильно заусенец. Чтобы определить, так ли это, достаточно снять челнок с трассы и осмотреть его. Если в блоке есть резьба, вам придется заменить его. Однако, если на нем есть только заусенцы, используйте мелкую наждачную бумагу, чтобы удалить заусенцы, а затем отполируйте челнок. Однако будьте осторожны, чтобы не удалить слишком много материала и не изменить форму устройства.
[6] Игольная пластина повреждена или имеет заусенцы. Замените деталь, если она сломана или срезана резьба. Заусенцы, конечно, можно аккуратно удалить тонкой полоской наждачной шкурки.
[7] Шпулька вставлена задом наперед. Если потянуть за шпульную нить, когда она загружена в чехол, шпулька должна вращаться по часовой стрелке (если смотреть со стороны задней части корпуса). Обратите внимание, что некоторые из них предназначены для поворота в противоположном направлении. Обратитесь к своей инструкции, если вы сомневаетесь в том, как должна работать ваша машина.
Несбалансированное натяжение
Вероятно, наиболее распространенной болезнью швейной машины является несбалансированное натяжение. Если напряжение , верхняя и нижняя нити будут завязываться внутри сшиваемой ткани.
Если на вашей машине есть съемный шпульный колпачок, начните устранение неполадок с осмотра области под пружиной натяжения нити. Для этого снимите верхний винт и поверните пружину на четверть оборота вправо. Однако будьте осторожны: винт очень маленький и будет иметь только три или четыре резьбы, так что его будет слишком легко потерять! Теперь очистите и осмотрите нижнюю часть пружины и поверхность корпуса. Если на последнем нарезана резьба, вам придется заменить его.
После этого установите винт на место и отрегулируйте его так, чтобы шпульный колпачок, когда он подвешен на шпульной нити, оставался на месте до тех пор, пока нить не будет слегка встряхиваться вверх и вниз. Регулировка пружины в этой точке должна позволить натяжению верхней нити находиться в верхнем среднем диапазоне (т. е. между точками 5 и 7 по шкале от 1 до 10), при этом нити завязываются узлом в середине прошиваемого материала.
С другой стороны, если на вашей машине нет съемного шпульного колпачка, заправьте узел — оба верхних и снизу — и свяжите концы нитей вместе. Затем отрегулируйте натяжение верхней нити до среднего значения и убедитесь, что прижимная лапка опущена, но , а не , опирается на нитки. Теперь поместите отвертку в петлю, образованную двумя нитями, рядом с узлом и потяните нити к задней части машины. Наконец, отрегулируйте винт пружины натяжения шпульки так, чтобы узел оставался на одном месте относительно отвертки, когда вы тянете за петлю.
Если строчка на изнаночной стороне материала имеет несколько маленьких петель неправильной формы после вы отрегулировали пружину натяжения шпульки, возможно у вас неправильно заправлена нить в машину. В этом случае натяжение верхней нити отсутствует, и в результате она полностью протягивается через материал и петли на изнаночной стороне. (Если на верхней части материала образуются петли, вы можете предположить, что верхнее натяжение слишком тугое, а нижнее слишком слабое. В таком случае все же лучше сначала отрегулировать натяжение шпульки, чтобы достичь баланса между два.)
Пропуски или неровные стежки
[1] Загрязнена дорожка качения или вокруг основания шпинделя намотана нить. Снимите шпульный колпачок и осмотрите эти компоненты.
[2] Грязь под натяжной пружиной шпульного колпачка. Следуйте инструкциям по натяжению.
[3] Нить неравномерно намотана на шпульку. Если вы не будете поддерживать равномерное давление при намотке шпульки, нить может получить люфт.
[4] Вы используете не ту иглу. Работа с обычной иглой на трикотажных тканях может привести к пропуску стежков. Для таких материалов всегда используйте иглу с закругленным концом.
[5] Игла загрязнилась. (Это обычное дело при работе с тканями с покрытием.) Либо замените его, либо очистите жидкостью для зажигалок или жидкостью для снятия лака. Затем нанесите на иглу небольшое количество бальзама для губ ChapStick и вотрите его пальцами, прежде чем продолжить работу.
[6] Игла погнута и должна быть заменена.
[7] Время выключено. Чтобы определить, возникла ли эта более серьезная проблема, см. раздел «Время» выше.
[8] Ваша резьба имеет неодинаковый диаметр. Лучше всего выбирать нить с гладкой поверхностью и низким ворсом. В общем, полностью полиэфирные или полиэфирные нити с хлопковым покрытием, вероятно, являются самый простой в использовании .
[9] Небольшой отрезок нити торчит из отверстия сбоку шпульки. Если у вас есть привычка использовать эти отверстия при заправке нити на шпульке, обязательно отрежьте шнур заподлицо со шпулькой, прежде чем начать шить. Если какая-либо часть нити останется торчащей, она может натирать дорожку и вызвать заедание шпульки.
[10] Шпулька деформирована или имеет заусенцы, ее следует заменить.
[11] Загрязнены верхние натяжные диски. Нанесите на тонкую полоску хлопчатобумажной ткани смазку марки WD40 и проведите тканью вперед-назад между дисками, чтобы удалить скопившуюся грязь.
Материал для складок
[1] Вам нужно сильнее натянуть ткань, когда она проходит через машину. Однако не затягивайте с этим. Позвольте машине кормить его, но применяйте легкое натяжение.
[2] Вы используете слишком большую иглу. Размеры от 9 до 12 обычно подходят для легких тканей, от 12 до 14 — для ткани средней плотности, а от 16 до 18 — для более тяжелых материалов.
[3] Игла сильно заусена и должна быть заменена.
[4] И верхняя, и нижняя нитки слишком натянуты для материала, с которым вы работаете. Отрегулируйте натяжение.
Неравномерная подача
[1] Вы случайно установили устройство на «штопать» или «аппликация». Измените настройку.
[2] Скопление ворсинок под игольной пластиной не позволяет зубчатым рейкам очищать этот компонент. Снимите пластину и удалите ворсинки жесткой щеткой.
[3] Необходимо отрегулировать зубчатые рейки так, чтобы над игольной пластиной был надлежащий зазор. Они должны выступать примерно на 3/32 дюйма в верхней части цикла подачи. Хотя процедура регулировки, вероятно, довольно проста, она сильно различается от одного типа машины к другому. Прежде чем браться за эту работу, сверьтесь с инструкцией.
[4] Неправильное давление на прижимную лапку. При правильной настройке верхний и нижний материалы будут подаваться с одинаковой скоростью и не будут перемещаться из стороны в сторону во время подачи. Особенно при квилтинге правильная регулировка прижимной лапки будет иметь важное значение для равномерной подачи ткани. Экспериментируйте с давлением, пока верхняя и нижняя части материала не будут подаваться с одинаковой скоростью.
Иглы для поломки
[1] Вы протягиваете материал через машину. Приложите небольшое натяжение, но позвольте машине сделать фактическую подачу. Если вы форсируете работу, вы можете согнуть иглу настолько, что она ударится об игольную пластину и сломается.
[2] Вы пытаетесь пропустить слишком толстый материал через машину, предварительно не ослабив прижимную лапку, чтобы приспособиться к дополнительной толщине. Должна быть возможность шить достаточно тяжелый материал, если вы не привязываете машину в процессе.
