Как правильно затачивать резцы на токарный станок: Как заточить резец — РИНКОМ
Содержание
Как заточить резец для токарного станка по дереву? :: SYL.ru
Работа токарных станков невозможна без применения режущей оснастки. Чаще всего оборудование снабжается резцами, которые позволяют выполнять большинство обрабатывающих операций. Среди них можно выделить растачивание, нарезку канавок и резьбы, подрезание и т. д. Отдельная группа режущего инструмента используется для предварительной подготовки древесины. Оператор ликвидирует лишнюю массу заготовки, позволяя интегрировать ее в рабочую зону для выполнения более точных целевых операций. Но в любом случае резец для токарного станка по дереву должен иметь оптимальную заточку. Привести характеристики оснастки в надлежащий вид помогает специальное оборудование, но для начала стоит разобраться с конструкцией самого резца.
Как устроен резец?
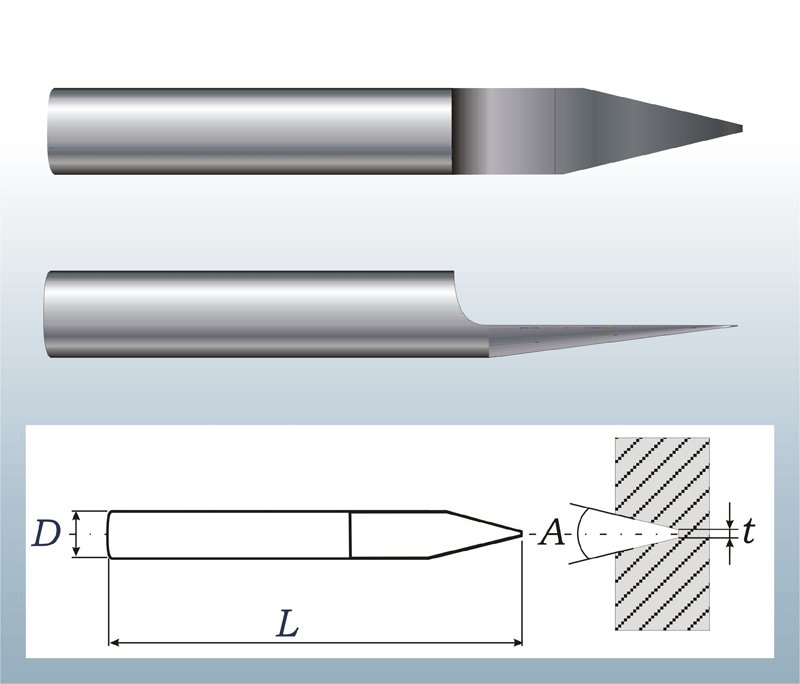
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.
Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.
Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.
Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
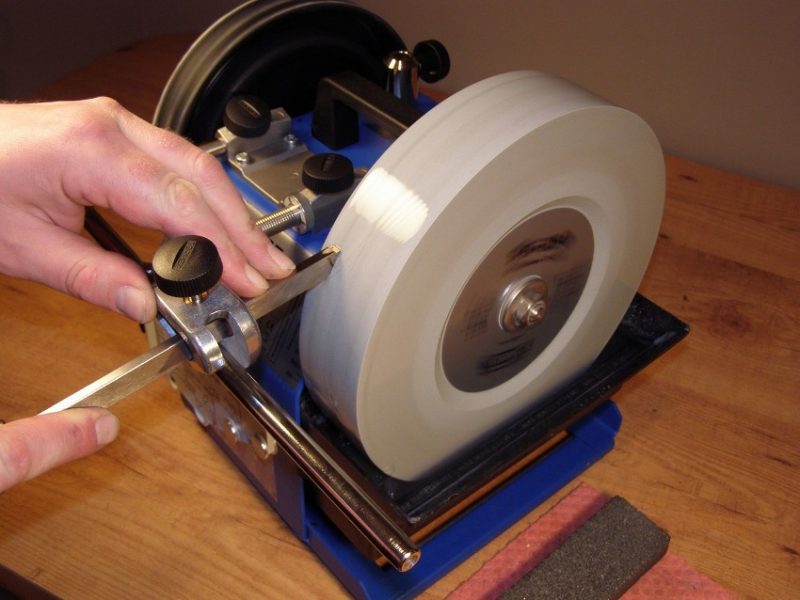
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.
Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.
Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.
Заключение
График проведения заточки определяется условиями эксплуатации инструмента. В обязательном порядке данная операция выполняется после изготовления или радикальной коррекции формы рабочей головки. Каждый резец для токарного станка по дереву имеет свой эталонный шаблон. Это образец, по которому оценивается качество заточки. Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
Заточка резцов для токарного станка по дереву
Главная » Станок » Заточка резцов для токарного станка по дереву
Как заточить резец для токарного станка по дереву? :
Работа токарных станков невозможна без применения режущей оснастки. Чаще всего оборудование снабжается резцами, которые позволяют выполнять большинство обрабатывающих операций. Среди них можно выделить растачивание, нарезку канавок и резьбы, подрезание и т. д. Отдельная группа режущего инструмента используется для предварительной подготовки древесины. Оператор ликвидирует лишнюю массу заготовки, позволяя интегрировать ее в рабочую зону для выполнения более точных целевых операций. Но в любом случае резец для токарного станка по дереву должен иметь оптимальную заточку. Привести характеристики оснастки в надлежащий вид помогает специальное оборудование, но для начала стоит разобраться с конструкцией самого резца.
Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.
Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.
Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.
Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.
Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.
Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.
Заключение
График проведения заточки определяется условиями эксплуатации инструмента. В обязательном порядке данная операция выполняется после изготовления или радикальной коррекции формы рабочей головки. Каждый резец для токарного станка по дереву имеет свой эталонный шаблон. Это образец, по которому оценивается качество заточки. Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
www.syl.ru
Токарные резцы по дереву – основные виды и особенности их изготовления. Плоские и косые прямые, отрезные, полукруглые плоские, желобчатые
Все фото из статьи
Для того чтобы изготавливать различные декоративные элементы из деревянных заготовок на токарных станках, требуются специальные приспособления – токарные резцы по дереву. Можно приобрести их в готовом виде, но набор такого инструмента зачастую стоит очень дорого, поэтому мы рассмотрим вариант самостоятельного изготовления.
Работы довольно просты, главное – иметь под рукой необходимый инструмент и оборудование.
На фото: так выглядит стандартный набор, с помощью которого можно выполнять практически любую работу
Что потребуется для проведения работ
Рассмотрим, какие материалы и приспособления понадобятся в первую очередь для того, чтобы изготовить самодельные резцы для токарного станка по дереву:
| Заточной станок | Подойдет и компактный вариант для домашнего использования, главное – чтобы на нем был качественный абразивный круг, а для выполнения заточки некоторых вариантов изделий желательно иметь заточные диски разной конфигурации. |
| Заготовки под резцы | Для этих целей необходимо использовать твердые марки стали, чаще всего встречается вариант Р6М5. Домашние мастера зачастую приспосабливают старые напильники, метчики и другие подручные элементы (обоймы от подшипников и т.д.). |
| Деревянные ручки | Для того, чтобы было удобно работать с инструментом, необходимо оборудовать их ручкой, которую можно изготовить все на том же токарном станке, а можно приобрести несколько штук в готовом виде. Они есть в продаже в любом хозяйственном магазине, и их цена достаточно демократична. |
Важно! При проведении работ следует использовать защитные приспособления: перчатки и очки. Также следует использовать одежду, закрывающую все открытые участки, чтобы искры не стали причиной ожога.
Вращающийся абразивный круг представляет повышенную опасность, проводите работы осторожно и не спеша
Основные виды резцов
Для того, чтобы в домашних условиях проводить обработку древесины, необходимо несколько основных конфигураций инструмента. Резцы для токарных работ по дереву изготавливаются по-разному в зависимости от их типа (см.также статью «Электрический лобзик по дереву: устройство и принцип действия, критерии выбора»).
Резцы для токарных работ по дереву изготавливаются по-разному в зависимости от их типа (см.также статью «Электрический лобзик по дереву: устройство и принцип действия, критерии выбора»).
Плоские прямые
Этот вид приспособлений предназначен для обработки поверхности и создания каких-либо выемок и пазов в изделиях, основными особенностями можно считать следующие факторы:
- С помощью данного варианта очень быстро и легко делаются прямоугольные выемки.
- Ширина лезвия может варьироваться в широких пределах, стандартный диапазон – от 4 до 40 миллиметров.
- Угол заточки составляет от 25 до 45 градусов, это зависит как от используемой заготовки, так и от ваших предпочтений. Если вы поработаете с инструментом какое-то время, то будете знать, какой вариант подходит вам лучше всего.
- Ниже представлен стандартный вариант, вы можете взять его за основу, а можете сделать свою конфигурацию.
Такой вариант среди мастеров называется скребок
Изготовление происходит следующим образом:
- Берется плоский напильник нужной ширины, если его торец обломан или поврежден, то его надо выровнять.

- Далее режущая часть аккуратно затачивается, при этом контролируйте, чтобы угол был равномерным по всей ширине кромки.
- В последнюю очередь ставится ручка, в случае с напильником она уже может присутствовать, но даже если ее нет, установить этот элемент не составит труда.
Совет! Мы рекомендуем изготовить 2-3 варианта разной ширины, это позволит выполнять разнообразные задачи в процессе изготовления того или иного изделия.
Косые прямые
Заточка токарных резцов по дереву рассматриваемого типа осуществляется с обеих сторон
Такие резцы токарные по дереву своими руками изготавливаются также очень быстро и просто, инструкция выглядит следующим образом:
- Вначале следует определиться с шириной будущего приспособления, она, как и в вышеописанном варианте, может составлять от 4 до 40 миллиметров, толщина должна быть достаточной для обеспечения надежности инструмента в процессе работы.
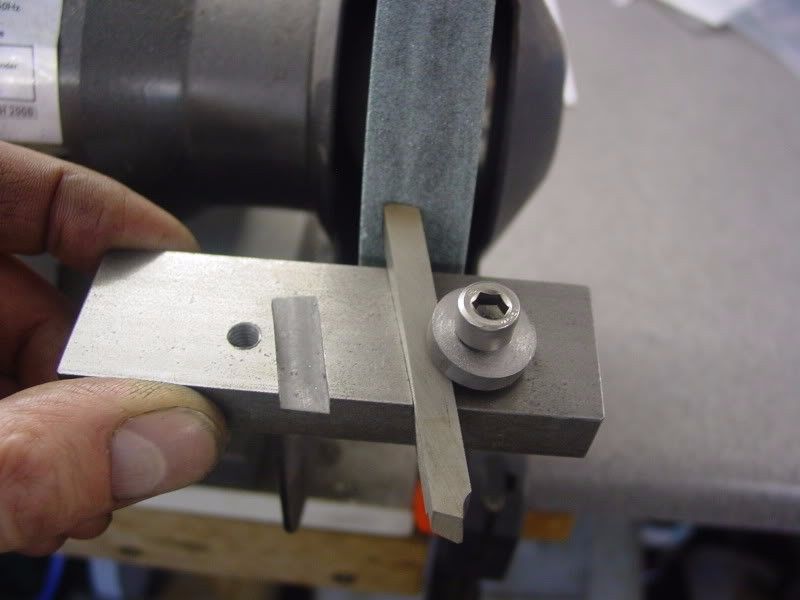
- В первую очередь срезается угол торца, он должен составлять 70-75 градусов, именно этот вариант обеспечивает наилучшее удобство в работе и максимальную производительность труда.

- Заточка резцов для токарного станка по дереву производится под углом 25 градусов с каждой стороны, при этом важно следить, чтобы кромка лезвия была прямой, без каких-либо изъянов, так как от этого напрямую зависит качество проводимых работ.
Стоит отметить, что это самый широко используемый вариант, характеризующийся своей универсальностью:
- Мейсель, как еще называется данный вариант, применяется для чистовой обработки поверхности.
- С помощью данного инструмента очень легко обрабатывать выпуклые элементы.
- Стороной с тупым углом можно делать закругления.
- Также косой резец отлично подходит для торцевания изделий и из отрезки.
Отрезные
Этот вариант представляет собой угловой резец, грани которого затачиваются с одной стороны
Его основные сферы использования:
- Как понятно из названия, с его помощью отрезаются заготовки.
- Также можно проводить первичную обработку элементов и их черновое выравнивание.

Изготовление производится следующим образом:
- Рабочая часть торца отрезается под углом 40-45 градусов.
- Угол заточки должен составлять от 30 до 40 градусов.
- Длина выбирается в зависимости от того, как удобнее вам.
Полукруглые плоские
С помощью такого варианта можно делать на заготовке полукруглые выемки
Этот вариант используется для более качественной обработки поверхности, а также для создания выемок на изделии.
Его изготовление происходит так:
- В первую очередь необходимо обточить торец на наждаке до получения нужной формы.
- Далее надо заточить кромку под углом от 25 до 40 градусов.
- Если вы будете вытачивать изделия с различными декоративными элементами и выемками, то следует изготовить несколько таких резцов.
Желобчатые
Этот вариант имеет целый ряд особенностей:
- Форма лезвия представляет собой желоб, ширина может быть различной, но обычно варьируется в пределах от 20 до 30 мм.

- Основное предназначение этого варианта – черновое снятие древесины, при этом поверхность после обработки будет не очень гладкой.
- Также данный вариант используется для создания вогнутых форм, а также для выборки выемок при производстве лобового точения.
Резец с рабочей частью полукруглой формы по-другому называется рейер
Ввиду довольно сложной конфигурации изготовить этот вариант не так просто, как все вышеописанные. Многие просто приобретают этот вариант в магазине, а остальные делают самостоятельно.
Но если вы решили обойтись своими силами, то данная глава поможет вам разобраться в данном виде работ:
- Заготовкой для изготовления резца будет выступать метчик для нарезания резьбы по металлу соответствующего диаметра. Не нужно брать новое изделие, достаточно и изношенного варианта, ведь нам неважно состояние рабочей части.
- Далее необходимо обработать торцевой участок так, чтобы на расстоянии 8-10 сантиметров получился полукруг, то есть удаляется половина элемента.

- После этого делается углубление, чтобы создать желобок на рабочей части, все эти работы невозможны без наличия оборудования для металлообработки.
- Заточке подвергается нижняя выпуклая часть, угол должен быть от 30 до 40 градусов, в конечном итоге у вас получится вариант наподобие того, что показан на фото.
Так должна выглядеть рабочая часть в готовом варианте
Углы заточки токарных резцов по дереву в домашних условиях определить сложно, поэтому за точностью гнаться не стоит, лучше после доработать поверхность, чем испортить ее изначально. Работы требуют минимальных навыков работы с металлом, и небольшая практика позволит вам добиться отличного результата.
Вывод
Изготовить резцы для обработки дерева на токарном станке по силам каждому, кто имеет под рукой набор нужного оборудования. Видео в этой статье расскажет больше информации по некоторым вопросам, затронутым в данной теме (читайте также статью «Шлифовальный станок по дереву: разновидности и особенности эксплуатации»).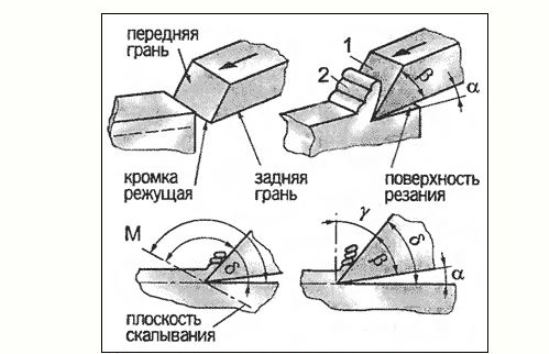
загрузка…
rubankom.com
Заточка токарных резцов по дереву
Во время обработки дерева, используемые резцы и стамески проводят снятие слоя древесины. Со временем инструмент притупляется, что оказывает влияние на качество обработки. Именно поэтому достаточно важным вопросом можно назвать то, как заточить стамеску по дереву.
Зажим для заточки токарных резцов по дереву
Что можно использовать?
Провести заострение можно двумя методами:
- Ручной подразумевает отсутствие механизации всего процесса, то есть, от начала до конца все выполняется вручную. Этот способ менее производительный, добиться необходимого результата довольно сложно.
- Есть также приспособление, при помощи которого заточка стамесок и резцов по дереву упрощается. Подобные станки также имеют специальный камень, который проводит снятие металла.
Два вышеприведенных способа обработка используется в производстве. Ручной метод позволяет быстро заострить инструмент в случае малого износа режущей кромки и при отсутствии механических повреждений. Специальное приспособление позволяет восстановить режущую поверхность, удалить различные дефекты.
Специальное приспособление позволяет восстановить режущую поверхность, удалить различные дефекты.
Особенности станков
Приспособление, на котором проводится заточка токарных резцов по дереву и других инструментов, имеющее точильный камень называют заточным станком. Зачастую он имеет вертикальное расположение камня, когда ось вращения проходит в горизонтальной плоскости.
Существует огромное количество вариантов исполнения подобного оборудования. К наиболее востребованным можно отнести:
- Станок с двумя точильными камнями. Позволяет установить два разных абразива для ускорения процесса обработки. При выполнении рассматриваемой работы некоторые проводят переустановку используемого абразива, один из которого имеет более крупную крошку абразива, другой меньшую. Для того чтобы не нужно было выполнять постоянную переустановку подобные станки имеют два выходных вала, на которых можно крепить круг.

- Станок, который имеет ванну для охлаждения поверхности абразива. Эта конструктивная особенность позволяет избежать сжигания металла во время обработки. Из-за сильного трения поверхность начинает нагреваться, металл при нагреве может изменить свои эксплуатационные качества. Именно поэтому нужно избегать пригорания металла путем использования охлаждающей ванночки с водой.
При выборе стоит обращать внимание на показатель мощности, возможность регулировки показателей работы, максимальный диаметр камня, наличие защитного кожуха и другие показатели.
Особенности выполнения работы
Режущая кромка многих резцов по дереву создается двумя плоскостями, расположенными под определенным углом. Если плоскость становится ровной, то инструмент становится непригодным. Таким образом, можно сказать, что приспособление для заточки резца нужно использовать для получения двух плоскостей, расположенных под углом относительно горизонтальной плоскости.
Можно выделить несколько основных моментов, которые касаются проведения процесса заточки резца по дереву:
- Заточка должна выполняться на вису без упора. Некоторые конструкции станков имеют специальные столики, которые зачастую демонтируют.
- Вначале проведения работы не нужно сильно давить, так как большое усилие может привести к соскакиванию или повреждению обрабатываемой поверхности.
- Угол, которые создается между инструментом и камнем определяет особенности режущей кромки.
Вышеприведенная информация касается случая, когда не используется специальное приспособление во время заточки. Другими словами, результат зависит от умений мастера, Режущая кромка получается «не идеальной».
Зачастую для выполнения поставленной задачи нужна высокая точность, чего достигнуть, ориентируясь только на опыт, нельзя. Для этого используется специальное приспособление – калибр. Для его использования на станке должно быть крепление, которое позволяет провести фиксацию калибра. Суть подобного вспомогательного инструмента заключается в установке нужного угла, а также вылета резца по дереву. Работу можно выполнить без особых навыков с высокой точностью.
Для этого используется специальное приспособление – калибр. Для его использования на станке должно быть крепление, которое позволяет провести фиксацию калибра. Суть подобного вспомогательного инструмента заключается в установке нужного угла, а также вылета резца по дереву. Работу можно выполнить без особых навыков с высокой точностью.
Стамеска-скребок Стамеска-крючок Мейсель Рейер
В заключение отметим, что не стоит забывать о технике безопасности. Во время заточки есть вероятность появления искр и разброса кусочков металла. Поэтому нужно надеть специальные защитные очки во время выполнения работы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Резцы для обработки дерева на токарных станках: особенности использования и разновидности
Токарный станок по дереву считается незаменимым помощником во время тщательной обработки древесины. При помощи такого инструмента можно вытачивать балясину для крыльца, а также конструировать лестницу для мансарды. Токарный станок помогает настоящим мастерам изготавливать точёные детали к разнообразным наличникам, создавать оригинальные элементы для внутренней и внешней отделки дома, детали для сбора мебели, а также многие другие конструкции.
Токарный станок помогает настоящим мастерам изготавливать точёные детали к разнообразным наличникам, создавать оригинальные элементы для внутренней и внешней отделки дома, детали для сбора мебели, а также многие другие конструкции.
Основа токарного станка по дереву – это однофазный электрический двигатель, мощность которого составляет около одного киловатта. Некоторые производители во время производственного процесса применяли трехфазные двигателя, которые имеют номинальную мощность около 1,5 киловатта. Стоит отметить, что последний агрегат работает исключительно по конденсаторной схеме. Специалисты рекомендуют мастерам останавливать свой выбор на электрических двигателях, которые имеют пониженное число оборотов за одну минуту. Но при этом такое значение не должно превышать отметки 1500.
Особенности использования токарных резцов по дереву
Сегодня на строительном рынке представлен большой и широкий ассортимент токарных резцов по дереву. Каждый желающий сможет сделать такое приобретение. Но многие специалисты утверждают, что такие приспособления можно сделать своими руками и не тратить много денежных средств. Также представленные резцы по дереву можно адаптировать для собственных нужд.
Но многие специалисты утверждают, что такие приспособления можно сделать своими руками и не тратить много денежных средств. Также представленные резцы по дереву можно адаптировать для собственных нужд.
Резцы состоят из заднего, заострённого и переднего угла. Стоит отметить, что угол заострения в первую очередь зависит от материала, который необходимо обработать. Мастера используют острые углы для работы с древесиной. Форма стружки зависит от значения переднего угла.
Как самостоятельно изготовить резцы по дереву?
Каждый человек сможет изготовить самодельные резцы, которые станут незаменимым помощником для обработки поверхностей. Для выполнения необходимо выполнить следующие этапы работы:
- Подбор оптимальной конфигурации напильников или рашпилей. В дальнейшем ими можно обрабатывать деревянные и металлические поверхности;
- Рашпили могут быть старыми, изношенными и даже практически негодными для изначального использования;
- Все взятые детали затачиваются таким образом, чтобы они были не сильно острыми.
 Опытные мастера делают заточку под определённым углом, к примеру, 50-60 градусов;
Опытные мастера делают заточку под определённым углом, к примеру, 50-60 градусов; - Косой плоский резец затачивается с каждой стороны под углами по 40 градусов.
Чтобы обрабатывать дерево на токарном станке необходимо использовать отрезные резцы, заточенные с двух сторон для грубого и первичного выравнивания заготовки, полукруглые проходные резцы. Они станут полезными для того, чтобы обработать поверхность после грубой зачистки.
При помощи такого инструмента можно удалить имеющиеся зазубрины, а также изготовить полукруглую выемку. Для работы со станком необходимо использовать косой плоский резец, которые поможет закруглить все грани, подрезать основание или торцовые части детали.
Для того чтобы доработать или довести до совершенства деревянных деталей нужно применять маленькие полукруглые токарные и плоские прямые резцы.
Как правильно использовать деревянный токарный станок?
Сегодня токарные станки по дереву широко используются для создания многофункциональных деталей для мебели. Также при помощи таких инструментов можно сделать красивые и оригинальные элементы декора. Сюда можно отнести подсвечники, чашечки, игрушки, волчки и многие другие.
Токарные станки по дереву различаются между собой по размерной сетке в зависимости от любительских моделей. Они подходят для использования на промышленных станках, имеющие вес около нескольких сотен килограмм. Все представленные модели изготавливаются с применением базовой комплектации составных элементов.
Первым делом необходимо подобрать наиболее подходящий станок. Сегодня среди большого и разнообразного выбора представлены настольные токарные станки, которые идеально подойдут для небольшого проекта, к примеру, перьев. Более габаритные станки используются для выточки балясин, используемые для изготовления мебели и перил. Существует несколько параметров, по которым следует различать токарные станки:
- Длина станины позволяет определить максимальную длину бруска, который можно вытачивать при помощи резца;
- Диаметр обточки над станиной подразумевает под собой допустимый диаметр бруска;
- Лошадиная сила. Это показатель единицы мощности мотора, которая способна определить вес бруска для обтачивания без нагрузки на резец и станок;
- Обороты двигателя за одну минуту. Стоит отметить, что большое количество станков, которые представлены на строительном рынке имеют постоянную скорость. Техника, где есть низкие скоростные режимы можно без особых усилий обрабатывать куски дерева, имеющие неправильную форму. В то же время станки с предельно большим количеством полных оборотов за считаные минуты справятся с полированием материала на завершающих этапах работы.
Во время выбора станка для работы с резцами необходимо обратить особенное внимание на материал и вес. Модели из чугунной станины и стальной рамы имеют достаточно прочную, а также крепкую платформу для работы. Но они не включены в категорию мобильных станков, поэтому их трудно переставлять с одного места на другое. Если мастера работают и хранят собственный агрегат в многолюдных мастерских, то стоит подумать о покупке более компактной и лёгкой модели.
В качестве инструментов для работы в токарном станке используются специальные резцы. Они имеют длинные ручки изогнутой формы, чтобы мастера могли крепко и надёжно держать инструмент в руки, а также прикладывать необходимые усилия.
Благодаря удобным ручкам можно аккуратно контролировать лезвие, и при этом мастера не будут быстро чувствовать утомляемость. Обычные деревянные резцы не подходят для работы из-за короткой ручки.
Разновидности резцов, которые используются для станков по дереву
Существует несколько видов резцов, которые можно найти в любом магазине и рынке:
- Стамески. Они оснащены лезвием специальной заточки и формы, чтобы вытачивать гладкие поверхности. Имеются также стамески с накатным роликом для придания заготовке рифленности.
- Скребки. Чаще всего они достаточно ровные или немного изогнутые резцы, чтобы скоблить дерево цилиндрической или плоской формы. При помощи такого инструмента можно выполнять черновую обработку древесины;
- Отрезные резцы имеют лезвия в форме ложки, помогающие создавать чашки и другие конструкции полукруглой формы;
- Косые резцы, желобчатые стамески, вогнутые зубила и полукруглые резцы.

Чтобы ознакомиться со всеми тонкостями, прочими деталями и максимально подробной техникой безопасности необходимо ознакомиться с инструкцией к применению. Необходимо всегда хранить это руководство, чтобы подключать или использовать вспомогательное оборудование для станка. Руководство помогает регулярно проводить техническое обслуживание и проверку на исправность.
- Автор: Александр Романович Чернышов
- Распечатать
stanok.guru
Токарные резцы
Важнейшим условием хорошей работы станка является правильный выбор режущего инструмента — токарного резца — и придание ему надлежащей формы, иначе говоря — правильная заточка его. Употребление резца неподходящей для данной работы формы, а тем более — тупого или неправильно заточенного, влечет за собой в лучшем случае непроизводительную потерю времени, а зачастую и поломку резца или брак обрабатываемого изделия. Это верно в отношении не только токарных резцов, но всех режущих инструментов вообще. Поэтому, приступая к работе на станке, необходимо иметь совершенно ясное представление об основных условиях успешной работы инструмента, а также о том, как и какие грани его надо затачивать.
Употребление резца неподходящей для данной работы формы, а тем более — тупого или неправильно заточенного, влечет за собой в лучшем случае непроизводительную потерю времени, а зачастую и поломку резца или брак обрабатываемого изделия. Это верно в отношении не только токарных резцов, но всех режущих инструментов вообще. Поэтому, приступая к работе на станке, необходимо иметь совершенно ясное представление об основных условиях успешной работы инструмента, а также о том, как и какие грани его надо затачивать.
- Токарные резцы. Основы процесса резания металлов
- Скорость резания. Скорость подачи и глубина резания
Содержание
1. Токарные резцы. Основы процесса резания металлов
Условия высокой производительности механического режущего инструмента
Действие режущих инструментов, применяемых на станках по металлу, в частности — токарных резцов, зависит от трех главных условий: 1) от устойчивости обрабатываемого изделия, т.-е. от прочности материала его и способа закрепления его на станке; 2) от прочности инструмента, иначе говоря, от размеров его и способа закрепления; 3) от формы режущей части инструмента.
Надлежащая устойчивость и прочность станка также, конечно, необходимы.
Работающему на станке обычно приходится самому затачивать и устанавливать требуемые для работы резцы, а потому он должен быть хорошо знаком с требованиями, предъявляемыми к ним.
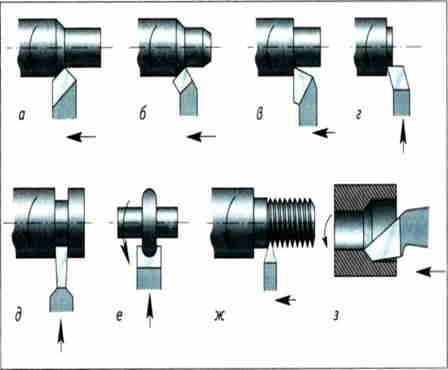
Токарные резцы
Кованные токарные резцы
- Подрезной резец (на рисунке — правый) применяется для торцовой (лобовой) обточки. Имеет боковой и передний зазор. Режущее ребро затачивается под таким углом, чтобы резец не задевал заднего центра станка при приближении к центру обтачиваемой поверхности. Резец имеет лишь поперечный уклон. Продольного уклона нет.
- Остроносый резец (на рис.— правый) в настоящее время применяется редко, так как вытеснен «нормальными» резцами Тэйлора.
- Изогнутый остроносый резец (на рис.— левый). Концы резцов большинства типов часто отгибаются вправо или влево. Для некоторых работ, напр., для обработки заплечиков, это представляет удобство.
- Нормальный проходной резец.
 Этот тип резца выработан Тэйлором в результате многолетних опытов, показавших, что такая форма резца является наиболее выгодной для обточки. Средний продольный уклон 8°, средний поперечный уклон 14°. В дальнейшем этот резец для краткости называется „нормальным».
Этот тип резца выработан Тэйлором в результате многолетних опытов, показавших, что такая форма резца является наиболее выгодной для обточки. Средний продольный уклон 8°, средний поперечный уклон 14°. В дальнейшем этот резец для краткости называется „нормальным». - Отрезной резец. Подробно рассмотрен в §§ 147 и 148.
- Круглоносый резец. Режущее ребро закруглено по произвольному радиусу, что отличает его от нормального резца. Применяется для проточки полукруглых канавок, галтелей (выкружек), заплечиков и т. под.
- Резец для латуни. Затачивается, как резец типа 6, носок которого закруглен по малому радиусу. Не имеет ни продольного, ни поперечного уклона, во избежание врезания резца в мягкую латунь.
- Широкий отделочный резец. Очень полезен для выверки передних центров и обточки коротких конусов. Применяется часто при крупной подаче для снятия самой тонкой чистовой стружки с чугуна. Продольного уклона не имеет.
- Пружинный резец. Для обточки широких заплечиков и др.
 фасонных работ, где требуется снимать широкую стружку, а также для чистовой отделки чугуна и стали (с водой) Когда этот резец пружинит, режущее ребро его отходит от обрабатываемой поверхности.
фасонных работ, где требуется снимать широкую стружку, а также для чистовой отделки чугуна и стали (с водой) Когда этот резец пружинит, режущее ребро его отходит от обрабатываемой поверхности. - Плоский (тупоносый) резец. Очень удобен для лобовой обточки торцов большого диаметра, когда требуется снять много металла. Подача от окружности к центру. Применяется также для чистовой обработки стали, при крупной подаче и малой глубине резания («тонкой стружке»). Для самой чистой отделки — охлаждение водой с содой. Имеет только продольный уклон, поперечного нет. Боковой зазор — с обеих сторон, следовательно, может работать как правый и как левый резец.
- Центровочный резец (резец-сверло). Затачивается под углом 120°— соответственно углу вершины спирального сверла. Работает аналогично перке. Зазор обоих режущих ребер направлен в противоположные стороны. Применяется для наметки центра отверстий, которые должны быть просверлены спиральным сверлом.
- Резец для нарезки винтовой резьбы.
 Носок его затачивается точно по профилю резьбы. Подробно — см. гл. 16,
Носок его затачивается точно по профилю резьбы. Подробно — см. гл. 16, - Резец для расточки. См. § 162.
Токарный станок применяется для весьма разнообразных работ — для обточки, нарезки резьбы, расточки отверстий и т. д., причем для каждой операции требуются резцы особой формы. На фиг. 62 изображены различные типы кованных токарных резцов. Впрочем, в последнее время они постепенно вытесняются более экономичными резцами небольших размеров, вставляемыми в специальные державки (см. фиг. 66).
Основные принципы, лежащие в основе выбора углов заточки резца, углов зазора и пр., изложенные в дальнейших- параграфах, являются общими для всех режущих по металлу инструментов. Тот, кто знает, почему токарный резец затачивают так, а не иначе, знает, почему выбирают определенные углы уклона и т. д., и умеет держать резец во время заточки на шлифовальном круге, быстро научится правильно затачивать и другие инструменты и поймет, какую форму они должны иметь.
Материал, из которого изготовляются резцы, должен быть достаточно тверд и вязок, чтобы противостоять усилиям, действующим на резец во время резания. Поэтому режущий инструмент по металлу изготовляют из стали, закаливают и затем отпускают.
Поэтому режущий инструмент по металлу изготовляют из стали, закаливают и затем отпускают.
Угол заострения резца
Действие каждого режущего инструмента аналогично действию клина, который раздвигает частицы материала. По отношению к резцам угол клина, образуемого его гранями, называется углом заострения резца или, короче, — углом резца (см. фиг. 63).
Чем тверже обрабатываемый материал, тем прочнее должно быть лезвие резца, т.-е. тем больше должен быть угол его заострения. Угол резца, подходящий для дерева, не годится для обработки железа или стали, так как величина его скоро изменится вследствие того, что режущее ребро закруглится («сдаст») под действием большого сопротивления металла резанию. Для резцов по металлу угол заострения делается от 60° до 80°, в зависимости от твердости обрабатываемого металла.
Углы зазора
Действие резца, снимающего с металла стружку, похоже на действие ножа, которым снимают кожуру с яблока. Снимаемая стружка трется об одну из граней, образующих клин, между тем как другая грань не должна касаться изделия и поэтому составляет с ним некоторый небольшой угол, т.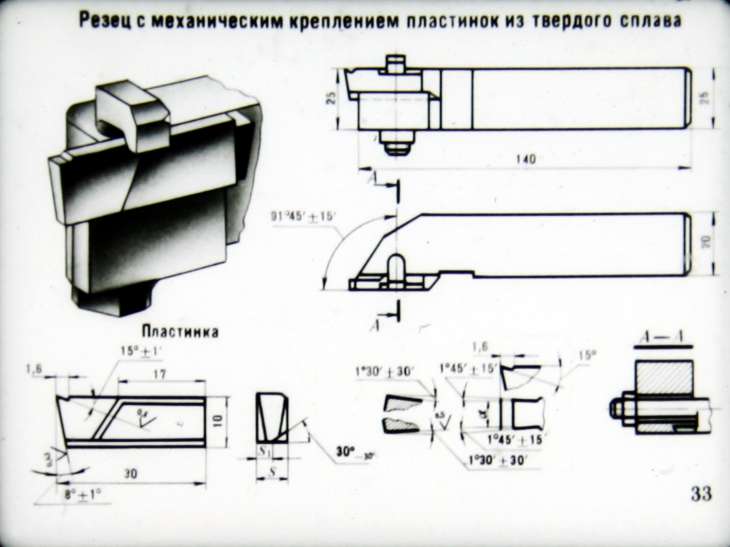 наз. угол бокового зазора (фиг. 63). Этот угол не должен быть, вообще говоря, больше 6°, так как при увеличении его уменьшается угол резца, следовательно, резец придется чаще затачивать.
наз. угол бокового зазора (фиг. 63). Этот угол не должен быть, вообще говоря, больше 6°, так как при увеличении его уменьшается угол резца, следовательно, резец придется чаще затачивать.
Действие силы сопротивления резанию на токарный резец направлено по касательной к окружности обтачиваемого изделия в точке соприкосновения резца с изделием (см. фиг. 64). Так как вершина — т. наз. носок — резца обычно устанавливается на высоте линии центров или несколько выше ее, то для того, чтобы не было трения между изделием и передней гранью резца, этой грани дают некоторый уклон. Угол между передней гранью и направлением резания называется углом переднего зазора или, короче, углом зазора. Обычная величина его—около 10°. Впрочем, она зависит от высоты закрепления резца в суппорте.
Углы уклона режущей грани
Для того, чтобы получить требуемый угол заострения, необходимо сточить верхнюю (режущую) грань резца так, чтобы она имела одновременно продольный уклон — от режущего ребра назад — и боковой уклон — от режущего ребра в сторону, противоположную подаче. Иначе угол заострения резца получится недостаточно острым. Уклон от носка резца назад называется углом продольного уклона режущей грани, а боковой уклон — углом поперечного уклона ее (фиг. 65). Величина этих углов зависит, естественно, от того, какой угол заострения требуется, так как чем больше уклон, тем меньше угол резца, т.-е. тем острее режущий клин, образуемый его гранями. Для обточки чугуна и инструментальной углеродистой стали угол резца должен составлять в среднем около 70°, для мягкой поделочной стали — 60°. При заточке резца сначала снимают угол зазора, затем углы уклона, с таким расчетом, чтобы получить требуемый для обработки материала угол заострения.
Иначе угол заострения резца получится недостаточно острым. Уклон от носка резца назад называется углом продольного уклона режущей грани, а боковой уклон — углом поперечного уклона ее (фиг. 65). Величина этих углов зависит, естественно, от того, какой угол заострения требуется, так как чем больше уклон, тем меньше угол резца, т.-е. тем острее режущий клин, образуемый его гранями. Для обточки чугуна и инструментальной углеродистой стали угол резца должен составлять в среднем около 70°, для мягкой поделочной стали — 60°. При заточке резца сначала снимают угол зазора, затем углы уклона, с таким расчетом, чтобы получить требуемый для обработки материала угол заострения.
По сравнению с сталью латунь является металлом мягким и поэтому для обработки ее не требовалась бы придавать резцу такой же большой угол заострения, как резцу по стали. Однако, в действительности на резцах по латуни обычно углов уклона не затачивают, так как острые резцы имеют стремление «въедаться», т.-е. углубляться в мягкий материал.
Державки для резцов
Резцы из быстрорежущей стали работают примерно вдвое производительнее резцов из углеродистой инструментальной стали. Поэтому в последнее время токарные резцы, а также и другие режущие инструменты для обработки Металлов, изготовляют преимущественно из быстрорежущей стали. Так как она значительно дороже углеродистой, то широкое распространение получили различные державки, в которых надежно закрепляется небольшой кусок быстрорежущей стали, заточенный соответствующим образом. При этом получается экономия не только на стоимости стали, но и на расходах по отковке резцов.
На фиг. 66 показано несколько распространенных типов державок для резцов. На фиг. 67 представлены справа — вставные токарные резачки (пластины) из быстрорежущей стали, заточенные для разных работ, слева — работа этих резачков, закрепленных в державки.
Заточка резцов
Правильно заточенный резец при работе в нормальных условиях остается острым в течение довольно долгого времени. Как только он обнаружит признаки затупления, необходимо немедленно переточить его, иначе пострадает не только резец, но и обрабатываемое им изделие. Тупой резец не столько режет металл, сколько вырывает частицы его, поэтому обрабатываемая поверхность не может получиться гладкой. Одним из основных факторов производительной работы станка является остро заточенный резец.
Как только он обнаружит признаки затупления, необходимо немедленно переточить его, иначе пострадает не только резец, но и обрабатываемое им изделие. Тупой резец не столько режет металл, сколько вырывает частицы его, поэтому обрабатываемая поверхность не может получиться гладкой. Одним из основных факторов производительной работы станка является остро заточенный резец.
Нужно помнить, что неправильная заточка резцов ложится тяжелым бременем на стоимость изделий уже одной только стоимостью излишне сношенного материала резцов и точильных кругов. Где надо затачивать резец — сверху, спереди, сбоку или со всех сторон понемногу? Дать определенные правила на этот счет нельзя, и при заточке резца следует исходить из того, для какой работы он предназначается. Способ заточки в большой степени зависит и от того, сколько времени должен работать резец без переточки и сколько времени всего он должен служить.
Затачивая резец из углеродистой стали, не следует слишком сильно прижимать его к точильному кругу, так как иначе режущее ребро нагреется (обычно оно принимает при этом синий цвет) и отпустится, т. -е. пропадет его закалка. Предпочтительнее пользоваться мокрым точилом. Резцы быстрорежущей стали теряют закалку не так легко, но иногда, при недостаточном количестве воды на поверхности их появляются трещины. Поэтому, во-первых, не надо жалеть воды, во-вторых — не следует чересчур сильно нажимать на резец во время заточки.
-е. пропадет его закалка. Предпочтительнее пользоваться мокрым точилом. Резцы быстрорежущей стали теряют закалку не так легко, но иногда, при недостаточном количестве воды на поверхности их появляются трещины. Поэтому, во-первых, не надо жалеть воды, во-вторых — не следует чересчур сильно нажимать на резец во время заточки.
Не держите резец на одном месте, перемещайте его так, чтобы он прижимался к разным местам цилиндрической поверхности круга. При этом резец надо постепенно поворачивать, как показано на фиг. 68, т.-е., чтобы он принимал последовательно положения a, b, c.
Малые резцы не следует затачивать в державках, потому что, во-первых, это неудобно, во-вторых, можно одновременно сточить и конец державки. На фиг. 69 показано, как надо держать такие резцы во время заточки.
Начинающему рекомендуется попрактиковаться сначала на маленьких кусках простой поделочной стали подходящей формы и только потом перейти к заточке вставных резцов быстрорежущей стали. Вначале получение заточкой правильного заднего угла на таком резце представляет некоторые затруднения, так как для работы резец вставляется в державку под известным углом. Поэтому в первое время, пока нет навыка, лучше всего пользоваться шаблоном. В тех случаях, когда требуется получить задний угол в 10°, удобно пользоваться шаблоном для токарных центров (см. фиг. 85), угол которого 60°, так как в большинстве державок резец закрепляется так, что верхняя грань его составляет 20° с горизонталью (фиг. 70). Если угол резца отличается от 60°, нетрудно вырезать соответствующий шаблон из куска листового металла.
Поэтому в первое время, пока нет навыка, лучше всего пользоваться шаблоном. В тех случаях, когда требуется получить задний угол в 10°, удобно пользоваться шаблоном для токарных центров (см. фиг. 85), угол которого 60°, так как в большинстве державок резец закрепляется так, что верхняя грань его составляет 20° с горизонталью (фиг. 70). Если угол резца отличается от 60°, нетрудно вырезать соответствующий шаблон из куска листового металла.
Чего не следует делать при заточке резца
- Не затачивайте резец наугад; отдавайте себе отчет в том, где и сколько металла надо снять.
- Держите резец крепко и уверенно.
- Не прижимайте резец к кругу с левой руки; держите его надлежащим образом, это и легче всего.
- Не жалейте воды.
- Не держите резец все время на одном месте шлифовального круга, иначе вы прорежете канавку на нем.
- Не пользуйтесь, если это возможно, таким кругом, который потерял правильную цилиндрическую форму или поверхность которого сильно выщерблена.
- Не затачивайте резец на торцевой поверхности круга, если в этом нет необходимости: когда понадобится точить на торце, его поверхность будет уже не плоской, а исцарапанной вами или кем-нибудь другим.
- Не опирайте вставные резачки на подручник: держите их в левой руке и на подручник опирайтесь рукой.
- Не отодвигайте подручник дальше, чем на 1,5—2 мм от шлифовального круга.
- Не закругляйте вершину резца для нарезания резьбы и не превращайте, наоборот, резец с закругленным носком в резец для нарезки резьбы: это напрасная трата материала и времени.
2. Скорость резания, скорость подачи и глубина резания
Определения скорости резания, скорости подачи и толщины стружки
Скорость резания всякой операции, состоящей в снятии стружки или в разрезании металла, выражается в метрах в минуту или миллиметрах в секунду. Для токарных станков скорость резания равна длине, проходимой цилиндрической (при цилиндрической обточке) или торцевой (при лобовой обточке) поверхностью изделия в единицу времени по лезвию резца. Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.
Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.
Скоростью подачи или просто подачей (питанием) при обточке называется величина перемещения резца вдоль обрабатываемого предмета за один оборот последнего. Если, например, при обточке вала подача составляет 0,5 мм, то это значит, что когда изделие сделает 100 оборотов, суппорт передвинется на 0,5 х 100 = 50 мм. Часто употребляют выражения: «большая» или «крупная» подача, „малая» или „тонкая» подача. Эти выражения имеют смысл только в том случае, когда говорят о станках приблизительно одинаковой мощности. Понятно, что одна и та же подача может быть „малой» для крупного станка и „большой» для станка малой мощности.
Глубиной резания называется толщина слоя металла, снимаемого резцом; так называют иногда и толщину снимаемой стружки, хотя эти величины не вполне одинаковы вследствие деформирования металла при резании. Положим, например, что требуется стальную болванку диаметром 50 мм обточить на токарном станке до диаметра 47 мм с одного прохода. Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Элемент времени
Одним из основных факторов, определяющих производительность машины или мастерской, является время. От скорости, с которой металл снимается с изделия, зависит время полной обработки его. Количество снимаемой стружки зависит, в свою очередь, от трех элементов — глубины резания, величины подачи и скорости резания. Рассмотрим для примера токарную работу.
- Предположим, что требуется уменьшить диаметр изделия с 50 мм до 47 мм, т.-е. глубина резания должна быть 1,5 мм. Если резец может взять такую стружку с одного прохода, то нет никакого смысла делать два прохода, снимая стружку в 0,75 мм, так как при этом обточка потребовала бы вдвое больше времени. Следовательно, первым фактором производительности является глубина резания.
- Если при одном обороте изделия резец подается на 0,4 мм, в то время, как можно было бы сообщить ему подачу в 0,8 мм, то для прохода определенной длины потребуется вдвое большее число оборотов изделия, иначе говоря, при прочих равных условиях, вдвое больше времени.
 Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки.
Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки. - Пусть диаметр изделия 50 мм и число оборотов его 65 в минуту. Скорость резания составляет очевидно: π ✖ 0,050 ✖ 65 = 10 метр в минуту. Если резец может работать (без ненормально частой переточки) со скоростью резания 20 метр/мин, то неэкономично давать шпинделю станка только 65 об мин. Следовательно, третьим фактором производительности является скорость резания.
Задача производительной и экономичной работы мастерской сводится, поэтому, к умелому подбору скорости резания, величины подачи и глубины резания для каждой работы и к выбору соответствующего станка. Удачный подбор этих элементов требует большого опыта. Проще находить их при помощи подсчета по известным формулам.
Выбор скорости резания и величины подачи
Надлежащие подача и глубина резания определяются таким большим числом условий, что дать твердые правила для выбора их невозможно. Форма резца, способ закрепления его, сорт стали, из которой он сделан; род обрабатываемого материала — сталь машиноподелочная (конструкционная) или инструментальная, латунь или чугун; форма изделия и способность его сопротивляться давлению резца; род обработки (черновая или чистовая), все эти обстоятельства приходится учитывать при назначении глубины резания и величины подачи.
Точно также целый ряд условий определяет необходимую скорость резания, и нет возможности составить такую таблицу, которая охватывала бы все случаи обработки. Однако, для разных металлов существуют определенные, твердо установленные опытом средние, значения скоростей резания.
Средние значения скорости резания для резцов углеродистой стали:
- Отожженная инструментальная сталь — 7,5 метр/мин
- Поделочная сталь и железо — 10.5 метр/мин
- Чугун — 12 метр/мин
- Латунь — 30 метр/мин
Скорости резания для резцов из быстрорежущей стали — по крайней мере в два раза больше.
Не следует смешивать скорость резания с числом оборотов в минуту. Скорость резания при обточке выражается формулой:
V = π Dn
где V — скорость в метрах в минуту
D — диаметр изделия в метрах
п — число оборотов в минуту
Скорость в миллиметрах в секунду v:
v = πdn /60
где d — диаметр изделия в миллиметрах
п — число оборотов его в минуту
Из этих формул ясно, что для данной скорости резания число оборотов обратно пропорционально диаметру изделия.
Очевидно, число оборотов вычисляется по одной из приведенных формул:
n = V / πD или n = 60 v / πd
где буквы имеют только что указанные значения.
Так, например, если требуется обточить латунный валик диаметром 120 мм, то выбирая скорость резания по приведенной таблице V = 30 метр /мин, получим:
n = V / πD = 30 / π 0,120 = 80 об/мин
Определение числа оборотов обычно производят только начинающие токаря. Со временем вырабатывается профессиональное чутье, позволяющее давать станку нужную скорость, почти не думая об этом.
В современных научно-организованных заводах скорость резания или число оборотов станка назначается мастером, получающим соответствующие указания от нормировочного бюро завода.
Генри Д. Бэргард Слесарное дело. Токарные станки, Книга, 1930, Москва. (Henry D. Burghardt: Machine Tool Operation, Part I: The Lathe; Bench Work and Work at the Forge, New York: McGraw-Hill Book Co.; London: Hill Pub. Co., 1919) (Книга переиздана в 2015 году издательством Andesite Press)
Читайте также: Заводы производители токарных станков в России
Связанные ссылки.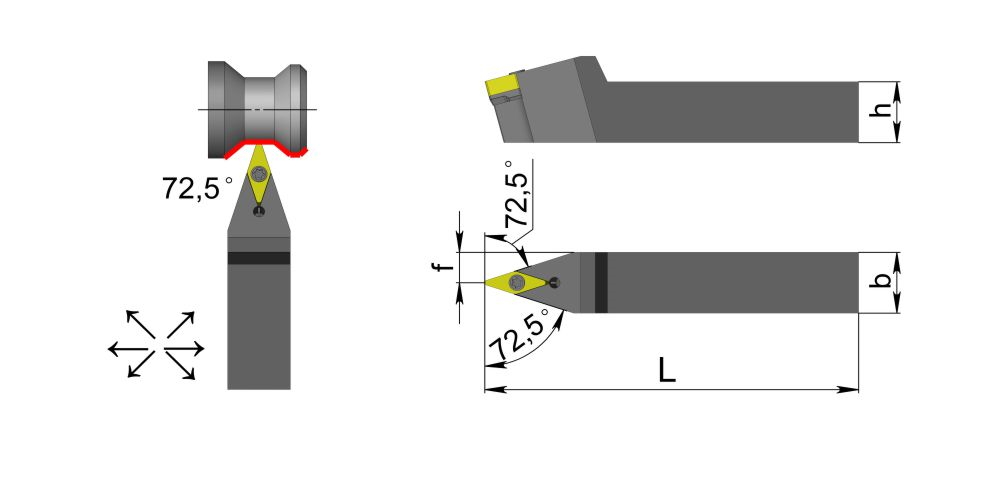 Дополнительная информация
Дополнительная информация
описание видов изделий и их назначение, заточка инструмента для станка
Содержание
- 1 Конструкция токарного инструмента
- 2 Разновидности резцов по металлу
- 3 Особенности долбежного изделия
- 4 Правила заточки режущей части
Токарные резцы — основной рабочий инструмент металлообрабатывающих станков. В зависимости от вида резца, на поверхности детали образуются разные прорези, проходы или другие сложные конфигурации. В процессе работы инструмент тупится. Через определенное время он нуждается в заточке, которая проводится на абразивном круге.
Конструкция токарного инструмента
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.

Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:
- Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.
Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Разновидности резцов по металлу
Изготовление любого токарного инструмента, вне зависимости от вида выполняемых работ, проводится из твердосплавных марок стали. Их маркировка: ВК8, Т5К10, Т15К6.
Классификация токарных резцов по металлу:
- Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
- Проходные отогнутые. Ведется обработка торцов заготовки. Ими тоже можно снимать фаски.
- Проходные упорные отогнутые. Имеют широкое применение. С их помощью можно снимать с внешней стороны большой слой металла за один проход.

- Подрезные отогнутые. Можно обрабатывать поверхность, которая расположена перпендикулярно оси вращения.
- Отрезные. Таким инструментом ведется подрезка деталей и формирование в ней углублений. Изготавливаются на поверхности канавки.
- Для нарезания наружной резьбы. Копьевидная форма режущей части позволяет нарезать на наружной поверхности метрическую резьбу. В случае изменения заточки, вид резьбы можно изготавливать другой.
- Для внутренней резьбы. Изготовление резьбы проводится в отверстиях только большого диаметра.
- Расточные для глухих отверстий. Рабочая форма имеет изгиб. Точить можно глухие отверстия, предварительно полученные сверлением.
Особенности долбежного изделия
Долбежный резец решает задачи, которые невыполнимы никаким другим инструментом. С его помощью изготавливаются канавки, фасонные отверстия, создаются зубья, формируются пазы, обрабатываются сложные поверхности.
Устанавливаются они на специальном долбежном станке и бывают трех видов:
- проходные;
- прорезные;
- для шпоночных пазов.
Поскольку работают они своей нижней частью, совершая возвратно-поступательные движения, их форма выглядит изогнутой.
Как правило, изготавливается инструмент из быстрорежущей стали. Некоторые резцы имеют напаянные пластины, что увеличивает их долговечность.
Правила заточки режущей части
Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы заточить инструмент своими руками используется абразивный круг, который устанавливается на станок. При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.
При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.
Для доводки простых резцов используются медные оселки и специальные присадочные элементы. Если доводятся твердосплавные пластины, то применяется паста борный карбид, которая смачивается керосином или автомобильным маслом.
Виды работ, проводимые на токарном станке, очень разнообразные. Для каждого случая имеется свой вид резца. Для того чтобы инструмент служил долго, нужно за ним следить и вовремя делать правильную заточку.
- Автор: admin
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-88’, blockId: ‘R-A-1479353-88’ })})
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-88’, blockId: ‘R-A-1479353-88’ })})
«+»ipt>»;
cachedBlocksArray[281763] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-86’, blockId: ‘R-A-1479353-86’ })})
«+»ipt>»;
cachedBlocksArray[281761] = «
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_695142’]={‘i’:__lxGc__.b++};
«+»ipt>»;
cachedBlocksArray[281757] = «
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};
«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__. b++};
b++};
«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};
«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};
«+»ipt>»;
cachedBlocksArray[281759] = «
«+»ipt>
(MRGtag = window.MRGtag || []).push({})
«+»ipt>»;
cachedBlocksArray[281758] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-49’, blockId: ‘R-A-1479353-49’ })})
«+»ipt>»;
cachedBlocksArray[281762] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-29’, blockId: ‘R-A-1479353-29’ })})
«+»ipt>»;
Резец для токарного станка по металлу.
 Виды и заточка резцов для токарного станка по металлу
Виды и заточка резцов для токарного станка по металлу
Условно любой резец для токарного станка по металлу представлен двумя элементами: головкой и державкой.
Головка — это исполняющая часть, состоящая из ряда плоскостей и режущих кромок с определенным углом. В зависимости от требуемого вида заточки резцу задается определенный угол.
Державка отвечает за фиксацию резца в держателе токарного устройства. Она имеет квадратную или же прямоугольную форму. Существует ряд стандартных размеров сечений каждой формы.
Разновидности конструкции
Существуют следующие виды резцов для токарного станка по металлу:
- Прямые. Державка и головка расположены на одной или параллельных осях.
- Изогнутые. Державка имеет согнутую форму при взгляде на нее сбоку.
- Отогнутые. Головка изогнута к державке при взгляде сверху.
- Оттянутые. Ширина державки больше, чем у головки. Головка располагается на одной оси с державкой или же смещена по отношению к ней.
Если опираться на общеизвестную классификацию устройств в соответствии с ГОСТ, то они подразделяются на следующие виды:
- Обладающие режущей кромкой на основе легированной стали.
 Инструмент монолитный. Он может быть изготовлен из инструментального вида стали. В настоящее время к его использованию прибегают крайне редко.
Инструмент монолитный. Он может быть изготовлен из инструментального вида стали. В настоящее время к его использованию прибегают крайне редко. - Начиненные напайками из твердых сплавов. Кромка-пластина припаяна к головке. Это наиболее часто встречаемый вид.
- Пластины из твердых сплавов, фиксируемые посредством механического способа. Режущая пластина закреплена на головке при помощи винтов и прижимов. За основу сменных резцов берутся металл и металлокерамика. Это самый редкий вид.
Классификация по направлению подающего движения
- Левая модель подается слева при взятии в левую руку. Главная рабочая кромка расположена над большим пальцем.
- Правая модель, соответственно, подается справа. Главная рабочая кромка находится под большим пальцем. В практике она встречается чаще.
Способы установки приспосбления
Резец для токарного станка по металлу может различаться по способу установки относительно поверхности для обработки:
- Радиальный вид.
 При обрабатывании резец принимает прямой угол к оси заготовки для обработки. Такой способ широко применим в промышленных предприятиях. Резец имеет унифицированную конструкцию крепления на станках. Он также обладает более удобным выбором геометрических положений режущей части.
При обрабатывании резец принимает прямой угол к оси заготовки для обработки. Такой способ широко применим в промышленных предприятиях. Резец имеет унифицированную конструкцию крепления на станках. Он также обладает более удобным выбором геометрических положений режущей части. - Тангенциальные. При обрабатывании резец располагается к оси заготовки под углом, отличным от прямого. Обладает более сложным способом крепления и применяется на токарных приспособлениях, позволяющих производить обработку высокой чистоты.
Различие по методу обработки
Резцы можно подразделить и по способу обработки:
- чистовой;
- черновой;
- получистовой;
- для работ, производимых с особой тонкостью.
На неровность обрабатываемой детали оказывает влияние радиус закругленности верхушки приспособления. Гладкая поверхность достигается при использовании резца, заточенного под большим радиусом.
Виды токарных резцов
Резец для токарного станка по металлу имеет множество видов. Самыми распространенными являются:
Самыми распространенными являются:
- Проходной. Он создает контуры детали при вращении, а также обеспечивает обточку, подрезку при подаче в поперечном и продольном направлении.
- Расточной вид создает разнообразные пазы, углубления и отверстия. Может выполнить сквозные отверстия.
- Подрезная модель применятся лишь для поперечного направления подачи для обточки деталей, обладающих ступенчатой формой и торцевых.
- Отрезной. Его подача осуществляется в поперечном направлении по отношению к оси вращения. Он производит пазы и канавки вокруг детали, применяется для отделения готового изделия.
- Резьбовой. Нарезает резьбу любого вида на деталях с любой формой сечения. Этот вид может быть изогнутым, прямым или же круглым.
- Фасонный. Он производит обточку детали сложной конструкции, может вынуть различные фаски изнутри и снаружи.
Набор резцов для токарного станка по металлу можно приобрести в специализированных магазинах или же заказать через Интернет.
Основа резцов
Материалы, из которых изготавливаются приспособления, подразделяются на три категории:
- Первая предназначена для режущих приспособлений, используемых при низкой скорости. Это инструментальные или же углеродистые металлы с показателем твердости закаливания 60-64. При повышении температуры резца для токарного инструмента выше 200-240 градусов качество его резки заметно снижается, поэтому на практике их применяют нечасто. К этой группе можно отнести приспособления на основе хромовольфрама, хромокремния и легированной стали с уровнем стойкости к температуре до 300 градусов.
- Вторая категория резцов применятся при высоком уровне вращения головки токарного станка. Основу таких устройств составляет сталь с высокой категорией нарезания Р12 Р9 или Р9К5Ф2. После закалки материал твердеет до показателя 62-65 и сохраняет все свои свойства при температуре 650 градусов. Не подлежит протирке длительное время.
- Третью категорию составляют резцы на основе металлокерамики.
 Это твердосплавные приспособления, которые функционируют при высокой скорости станка и выдерживают температуру нагревания до 1000 градусов. Чугунные и некоторые детали из цветных сплавов точат устройствами на основе вольфрамокобальта (ВК6 для чистового и получистового исполнения, ВК8 для первичного обрабатывания). Сталь обтачивается твердым сплавом титановольфрамокобальтом Т15К6. При этом производится чистая обработка.
Это твердосплавные приспособления, которые функционируют при высокой скорости станка и выдерживают температуру нагревания до 1000 градусов. Чугунные и некоторые детали из цветных сплавов точат устройствами на основе вольфрамокобальта (ВК6 для чистового и получистового исполнения, ВК8 для первичного обрабатывания). Сталь обтачивается твердым сплавом титановольфрамокобальтом Т15К6. При этом производится чистая обработка.
Приспособления для настольных токарных станков
Резцы для настольного токарного станка по металлу обладают малым сечением 8 х 8 и 10 х 10 мм. Они применяются для обрабатывания деталей малых размеров.
Резцы в форме сменных пластин
Резец для токарного станка по металлу категории Т5 К10 используется для первичной и прерывистой обточки. На основе кубического нитрида бора делаются сменные пластины для обрабатывания металлов, отличающихся особой твердостью, в том числе и чугуна. Цветные металлы обтачиваются посредством поликристаллического алмаза.
Пластины могут быть сменными. Они вставляются в державку. Некоторые модели содержат стружколомы, отлично дробящие стружку при невысокой подаче и поверхностной обточке. Такого рода пластины применяются при высокочистовой резке нержавейки и других видов стали.
Затачивание резцов
Любые виды резцов, помимо сменных пластин, время от времени подлежат затачиванию. Заточка резцов для токарного станка по металлу обеспечивает достижение требуемых величин углов и формы. В промышленных условиях она осуществляется на специализированных агрегатах.
Процесс этот в домашних условиях можно произвести посредством химических реактивов и кругов для шлифовки. Ручная заточка по уровню качества уступает промышленной. Главное здесь — правильная подборка шлифовального круга.
Для затачивания резцов из твердых сплавов берется круг из зеленого карборунда. Токарные резцы из углеродистых материалов затачивают кругами из корунда.
Затачивание рекомендовано выполнять при посредстве охлаждения (равномерная подача холодной воды на место контакта круга с обрабатываемым резцом). Можно осуществлять и сухую заточку, но после этого деталь не следует опускать в холодную воду, так как она может треснуть.
Можно осуществлять и сухую заточку, но после этого деталь не следует опускать в холодную воду, так как она может треснуть.
Стандартная схема процесса затачивания
В первую очередь обработке подлежит основная задняя грань, затем задняя вспомогательная и только потом передняя часть. В самом конце процесса обрабатывается вершина приспособления (радиус закругления). Затачиваемый резец следует постоянно передвигать на поверхности круга для шлифовки и слегка прижимать к образиву.
Обязательная составляющая процесса — это доводка резца, а точнее режущих граней (участков возле кромки, ширина которых достигает 4 мм).
Устройства из твердых сплавов затачивают при помощи оселков из меди, которые смазываются специальным составом в виде пасты или же смесью керосина и карбида бора.
Остальные виды резцов затачивают оселком с низким видом абразивности, смоченным машинным маслом или керосином.
Изготовление самодельных резцов
Можно изготовить и самодельные резцы для токарного станка по металлу. За основу таких устройств берутся ненужные сломанные сверла.
За основу таких устройств берутся ненужные сломанные сверла.
Центровки на основе сверл не ломаются. В особенности они подходят токарным станкам старой модификации. Они подлежат многократной переточке. Срок их службы достигает 30 лет.
Самодельные резцы для мини токарного станка по металлу изготавливаются из сегмента пилы Геллера. Он нарезается отрезным диском.
Как осуществить правильный выбор резца?
Выбирая резец, необходимо принять во внимание ряд рекомендаций.
Определите, с какого рода металлом вам предстоит работать, какие операции по обрабатыванию вы намечаете и какой степени нагрузку при этом испытает резец.
Решите, что является главным — точность соблюдения геометрии изделия или уровень обработки его поверхности. В зависимости от этого подбирается резец в соответствии с классифицирующими признаками и геометрическими пропорциями.
Обозначьте для себя, насколько является важным соблюдение условия износостойкости приспособления и как долго она должна оставаться неизменной.
виды, как правильно подобрать угол заточки
Обработку дерева сложно представить, если не использовать резцы для токарного станка по дереву, особенно это касается различных цилиндрических изделий. С помощью простых инструментов грубую заготовку легко превратить в утонченный подсвечник или убрать ненужный слой дерева, чтобы оголить его рисунок.
Это оборудование заказывают в интернете, но стоит оно дорого, а сделать его самостоятельно несложно. Легко проводится заточка резцов для токарного станка по дереву, если они износились и непригодны для использования.
Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.
Электрические инструменты
Современные резчики широко применяют электрические инструменты по дереву, которые отличаются лёгкостью, функциональностью, мобильностью:
- Электрическая дрель — основной электроинструмент на рынке. Производятся дрели как с питанием от сети, так и бесшнуровые. Многие по привычке приобретают инструмент с питанием от сети, хотя бесшнуровые модели более удобные в обращении. Они лёгкие, работают бесшумно, имеют съёмные аккумуляторные блоки или поставляются с настенными подставками со встроенным зарядным устройством.
 Диапазон использования электрической дрели расширяют всевозможные приспособления на неё.
Диапазон использования электрической дрели расширяют всевозможные приспособления на неё. - Электрический лобзик — это инструмент, который работает как ножовка и ажурная, или лучковая, пила. Современные конструкции укомплектованы электронным управлением скоростью, двигатели обладают высокой балансировкой, имеют маленькую вибрацию. Все электролобзики сконструированы так, чтобы пилы можно было легко менять. Производится большое разнообразие различных видов пилок по дереву со специальной конфигурацией зубьев.
- Дисковой пилой или циркулярной специалист пользуется, когда нужно пилить древесину в любом направлении, быстро, аккуратно и безопасно. Главное выбрать инструмент с точными направляющими приспособлениями и надёжным ограждением пильного диска. Некоторые модели имеют встроенную систему электронного управления, которая обеспечивает плавный старт при включении и выбор скорости.
- Электрический рубанок идеально подходит для быстрой подгонки по размеру заготовок или для подрезки.
 Существует несколько типов ножей, которые просто меняются, если затупились обе кромки. Ножевой блок защищается заграждением, что предотвращает на только работника, но и ножи от повреждения.
Существует несколько типов ножей, которые просто меняются, если затупились обе кромки. Ножевой блок защищается заграждением, что предотвращает на только работника, но и ножи от повреждения. - С помощью электрических шлифовальных машин можно подготовить поверхность изделия для полировки или лакировки. Существуют ленточные и дисковые вибрационные шлифовальные машины.
- Ручная электрическая фрезерная машина заняла место рубанков, зензубелей, шпунтубелей и фальцгобелей. С её помощью в деревянной заготовке вырезают кромки, пазы, выбирают четверти, снимают фаску.
Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Установка деревянной заготовки
Ручной инструмент при резьбе по дереву очень острый. Поэтому для безопасной работы важно, чтобы заготовка была закреплена. Используют как специальные фиксирующие приспособления или стандартные струбцины, так и сделанные самостоятельно.
Заниматься резьбой можно на столе, специальном стенде или столярном верстаке.
При скульптурной резке основным условием комфортной работы является возможность быстро менять угол расположения изделия. Для этого применяют специальный поворотный зажим, с помощью которого можно быстро менять и фиксировать любой угол расположения заготовки.
Для этого применяют специальный поворотный зажим, с помощью которого можно быстро менять и фиксировать любой угол расположения заготовки.
Слесарные тиски можно применять для резьбы по дереву, установив на них мягкие губки, чтобы не оставить на будущем изделии следов от металлической губки. Стандартные тиски столярного верстака можно использовать, если закрепить на них струбцин, который и будет в дальнейшем удерживать заготовку.
Для зажима плоской заготовки на поверхности стенда или верстака удобен будет столярный быстродействующий зажим. Между изделием и зажимом обязательно нужно размещать прокладку. С этой же целью можно использовать верстачные упоры.
Тиски для резьбы по дереву похожи на слесарные, но сделаны не из металла, а из дерева. У них более толстые щёки, которые покрываются кожей или пробкой, чтобы не повредить изделие. Модельные тиски являются аналогом металлических тисков. У них большие, облицованные деревом щёки, которые могут поворачиваться.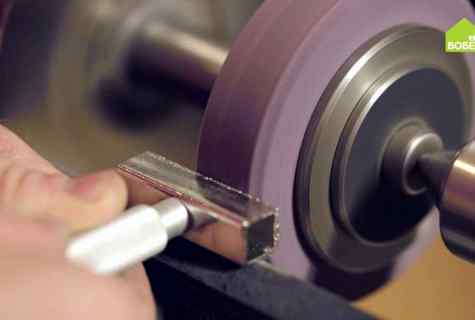
Для жёсткого крепления на стенде или верстаке заготовок применяется верстачный винт. Конец винта с шурупной резьбой вворачивается в древесину, а другой конец фиксируется гайкой через отверстие в стенде или верстаке.
Стенд резчика представляет собой деревянный верстак, который состоит из четырёх расставленных массивных ножек для надёжной опоры и толстой поверхности. Поверхность сверлится, чтобы использовать на ней приспособления фиксирующие изделия. Для устойчивости стенд нужно утяжелить, прикрепив к нему дополнительный груз.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.
Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.
Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.
Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов.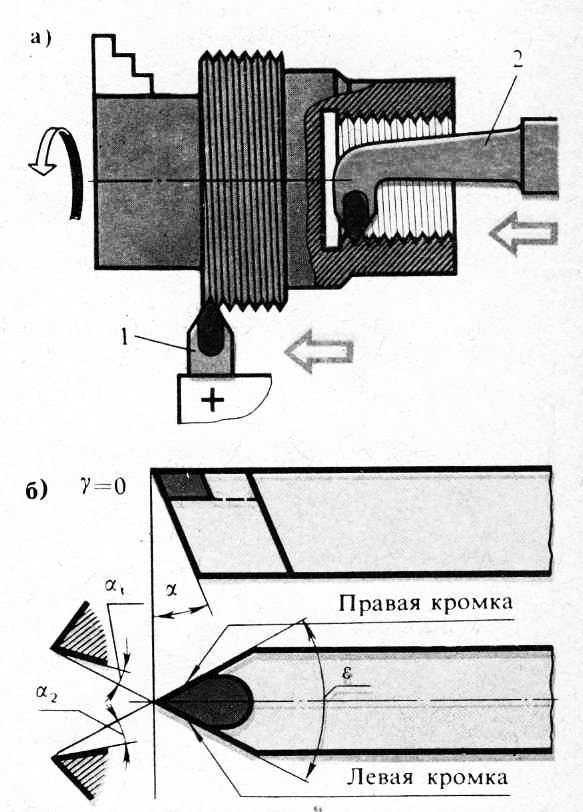 Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Строгание прямых и фигурных поверхностей
Под процедурой строгания принято понимать удаление с поверхности дерева тонких слоев стружки. Чтобы справиться с этой задачей с минимальными затратами физических усилий, рекомендуется применять ручные или токарные резцы следующих видов:
- ножи;
- двуручные струги, оснащенные прямыми или полукруглыми лезвиями;
- рубанки;
- шерхебели.
При выполнении финишного строгания чаще всего используют специальные рубанки, оснащенные одинарным или двойным лезвием, которое зафиксировано в металлическом или деревянном корпусе.
Снимаемая стружка может иметь различную толщину. Определяющую роль здесь играет расстояние, на которое выдвинуто лезвие или корпус. С уменьшением этого расстояния можно получить более тонкую деревянную стружку.
С уменьшением этого расстояния можно получить более тонкую деревянную стружку.
Если стоит задача по созданию кривых или закругленных элементов, скажем, клепок для бочки, то обычно отдают предпочтение специальным рубанкам, по своей конфигурации напоминающим выпуклый нож. Если приходится иметь дело с заготовками, которые выгнуты поперек плоскости, то выбор останавливается на рубанках-горбачах. Особую разновидность образуют рубанки, предназначенные для создания кромок и узких пазов при обработке филенок или досок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.
Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.
Мастерим токарный резец по дереву из старого напильника
Токарное дело, принадлежит к разряду тех, что требуют для себя самое небольшое число инструментов. Действительно, обзаведясь, несколькими основными резцами, можно делать очень многие работы. Дальнейшие же расширение «парка» инструментов, позволяет, в основном повысить удобство и скорость работы. Разумеется, есть несколько узкоспециализированных резцов, патронов, задних центров, обойтись без которых, в их сфере деятельности, довольно сложно. Но работы эти, порой довольно экзотические, а такие изделия, как например, токарные штучки со смещенным центром вращения, представляют интерес далеко не у всех и выглядят скорее как забавный эксперимент, чем как образец прекрасного. Ну, или как этакая демонстрация мастерства. Так же, как и сверхбольшие и сверхмалые изделия. Сверх тонкие и сверхдлинные. Все это трогает разум, но не душу.
Но работы эти, порой довольно экзотические, а такие изделия, как например, токарные штучки со смещенным центром вращения, представляют интерес далеко не у всех и выглядят скорее как забавный эксперимент, чем как образец прекрасного. Ну, или как этакая демонстрация мастерства. Так же, как и сверхбольшие и сверхмалые изделия. Сверх тонкие и сверхдлинные. Все это трогает разум, но не душу.
Токарные резцы для работы по дереву, мастера нередко, делают самостоятельно — отчасти, из за относительной несложности процесса, треть которого занимает близкая и родная токарная работа по дереву, отчасти из за высокой стоимости хороших готовых резцов. При конструировании такого инструмента, весьма важно обзавестись подходящей железкой — форма, сорт стали. И здесь, весьма неплохо работают старые, вышедшие из строя напильники. По металлу.
Все — от нас до почти годовалых Толковищу вели до кровянки, А в подвалах и полуподвалах Ребятишкам хотелось под танки. Не досталось им даже по пуле, В ремеслухе живи не тужи. Ни дерзнуть, ни рискнуть, но рискнули — Из напильников сделать ножи.
Ни дерзнуть, ни рискнуть, но рискнули — Из напильников сделать ножи.
«Баллада о детстве», В.С. Высоцкий.
Полотно напильника имеет неплохую для наших целей сталь, хорошую фабричную закалку, нужно только выбирать в качестве заготовок, экземпляры постарше. У нынешних, закаливают только поверхность. Аккуратно не допуская перегрева, выпилив заготовку нужной формы, требуется заточить ее и снабдить удобной рукояткой, все. При этом опускается целый пласт сложных работ по термической обработке.
Таким образом, из старых напильников можно сделать довольно много форм резцов и режущих вставок для специальных держателей.
Что понадобится для работы.
Инструменты
Набор слесарного, разметочного инструмента. УШМ, лучше небольшая — ей гораздо удобнее выполнять мелкие и более-менее точные работы. Абразивные круги для нее — толстый «зачистной» и тоненький для резки. Понятно — защитные наушники и очки. Пригодился удлинитель. Большие слесарные тиски. Что то, для поливания заготовки водой, удобно сделать «брызгалку» из мягкой пластиковой бутылки, проплавив горячей проволочкой несколько мелких отверстий в пробке. Спиртовой, не смываемый водой фломастер для разметки. Инструмент для заточки — электроточило, абразивный круг.
Спиртовой, не смываемый водой фломастер для разметки. Инструмент для заточки — электроточило, абразивный круг.
Материалы
Собственно сам напильник, подходящего размера и профиля, готовая рукоятка или материалы для ее изготовления — заготовка-чурбачок, кусочек тонкостенной трубки подходящего диаметра. ЛКМ, кисть.
Итак, прежде всего, определяемся с формой резца и подбираем подходящий напильник-заготовку, как уже говорилось, постарше — сейчас, при изготовлении закаливают по другому. Ниже, показано изготовление довольно мощного резца для торцевого точения, впрочем, его кое-где удобно использовать и для обычного точения, в центрах.
После подбора напильника, поверхность его, лучше обточить, видел и «ленивые» резцы, с насечкой — не слишком красиво и не особенно приятно держать руками. А учитывая, что при точении готовым резцом, таки придется одной (голой, в перчатке опасно) рукой все время держаться за железку, лучше все же расстараться. Обточку лучше всего делать УШМ, перевернув ее «от себя», вроде как работают абразивными кругами на липучках или с лепестками.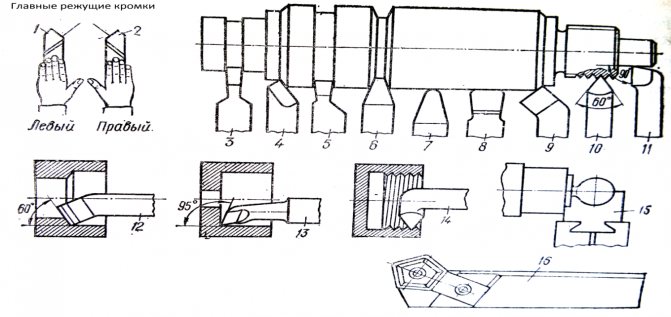 Заготовку при этом, удобно закрепить небольшой струбциной, периодически ее переставляя. Диск — толстый корундовый, для зачистки. Главная особенность — не допустить перегрева и отпуска металла заготовки, иначе, вся заводская закалка псу под хвост. УШМ, инструмент оборотистый и пережечь им железку, проще простого. Здесь следует заранее настроиться на длительную возню. Буквально несколько движений инструментом и полив водой, несколько движений и полив. И так до нужной кондиции. Перегрев можно определить визуально по цветам побежалости — первым будет коричневатый. Но это уже авария. Время обработки должно быть тем короче, чем ближе инструмент к краю или тонким частям заготовки. Не повредит, иногда потрогать обрабатываемую железку пальцем — проверить, справляется ли наш полив с избытком тепла, если руку не удержать, идем пить чай с шоколадными конфетами — заслужили. Если заготовка не горячая, порядок, можно еще точить.
Заготовку при этом, удобно закрепить небольшой струбциной, периодически ее переставляя. Диск — толстый корундовый, для зачистки. Главная особенность — не допустить перегрева и отпуска металла заготовки, иначе, вся заводская закалка псу под хвост. УШМ, инструмент оборотистый и пережечь им железку, проще простого. Здесь следует заранее настроиться на длительную возню. Буквально несколько движений инструментом и полив водой, несколько движений и полив. И так до нужной кондиции. Перегрев можно определить визуально по цветам побежалости — первым будет коричневатый. Но это уже авария. Время обработки должно быть тем короче, чем ближе инструмент к краю или тонким частям заготовки. Не повредит, иногда потрогать обрабатываемую железку пальцем — проверить, справляется ли наш полив с избытком тепла, если руку не удержать, идем пить чай с шоколадными конфетами — заслужили. Если заготовка не горячая, порядок, можно еще точить.
Сточив зубчики, на гладкой поверхности делаем разметку железки резца. Спиртовой фломастер, прекрасно подойдет. Учитываем, что резец постепенно укорачивается при периодических заточках, но слишком длинная железка заставит руки токаря находиться при работе в неудобном положении, да и «развесовка» резца, особенно большого, будет неприятная.
Спиртовой фломастер, прекрасно подойдет. Учитываем, что резец постепенно укорачивается при периодических заточках, но слишком длинная железка заставит руки токаря находиться при работе в неудобном положении, да и «развесовка» резца, особенно большого, будет неприятная.
При выпиливании резца, удобно пользоваться большими тисками. Диск сменяем на тонкий отрезной, использовались диски толщиной 1 мм. При резке, все сказанное о перегреве и цветах побежалости, остается в силе. Внимательно за этим делом следим — чем дальше, тем огорчительнее будет выбросить почти готовую заготовку железки.
Железка выпилена, где надо, скругляем острые грани, подтачиваем изъяны. Порядок. Самое муторное выполнено, остались рукоятка и заточка.
Рукоятка у токарных резцов своеобразная и прежде всего, довольно длинная — для безопасности, ну и удобно вообще то. Существуют различные их формы, полюбопытствуем, что делает Роберт Сорби — локомотив в изготовлении режущего инструмента для деревяшечников.
Вот нашлась у него небольшая табличка с ассортиментом размеров ручек, можно подобрать подходящий. Ручка вытачивается из дерева — красиво из древесины плодовых деревьев, просто и дешево из березового полена без сучков. Рекомендуют ручки делать из клена — он меньше «набивает» руки, однако здесь, к инструменту не потребуется прикладывать значительное усилие.
Ручка вытачивается из дерева — красиво из древесины плодовых деревьев, просто и дешево из березового полена без сучков. Рекомендуют ручки делать из клена — он меньше «набивает» руки, однако здесь, к инструменту не потребуется прикладывать значительное усилие.
Итак, определились с размерами, деревяшку подобрали, выточили. Точение простое, «в центрах», без особых выкрутасов.
Декоративные колечки, при желании можно нанести железной проволокой. Делается простой инструмент — небольшой отрезок проволоки, к концам которого прикрепляются ручки — короткие палочки. Проволока натягивается руками и прижимается к вращающейся детали в нужном месте. Чтобы проволока не «рыскала» по детали, особенно на «спусках», ножом-косяком делают небольшую канавку. Через некоторое время проволока в месте трения нагревается и прижигает дерево, одновременно «выедая» канавку. Украшение можно шкурить, обугленный след остается в канавке.
После зашкуривания, рукоятку покрывал лаком. На этот счет существуют разные мнения, выбирать токарю. Металлическое колечко сделал из тонкостенной стальной трубки — ручка от поломанной швабры с рычагом отжима губки-тряпки. Сталь довольно тонкая, но колечко здесь скорее декоративное — железку предпочитаю вклеивать, а не вбивать. Локомотив-Роберт, железки таки забивает, колечки у него бронзовые. Оно конечно красивее.
Металлическое колечко сделал из тонкостенной стальной трубки — ручка от поломанной швабры с рычагом отжима губки-тряпки. Сталь довольно тонкая, но колечко здесь скорее декоративное — железку предпочитаю вклеивать, а не вбивать. Локомотив-Роберт, железки таки забивает, колечки у него бронзовые. Оно конечно красивее.
В торце ручки, длинным сверлом подходящего диаметра сверлил глубокое отверстие, потом, на половину глубины рассверливал сверлом потолще, добиваемся того, чтобы хвостовик железки, в это отверстие входил с некоторым усилием. Готовится нужный объем эпоксидного клея. Весьма удобно использовать при этом лоточки от «коробочных» конфет. Ножницами отрезается одно «посадочное место», в нем смешиваются компоненты клея. После, лоточек без сожалений выбрасывается. Длинной палочкой смазываются стенки отверстия и хвостовик железки. Насаживаем рукоятку, удаляем выступивший лишний клей, или добавляем палочкой при не полном заполнении отверстия. Резец с вклеиваемой железкой устанавливается вертикально, желательно, в теплое место — полимеризация клея будет происходить быстрее, прочность его увеличивается. Лоточек с остатками клея и палочкой, пока не выбрасываем — это контрольный образец, по нему удобно судить о «схватывании» клея, не тревожа наш резец.
Лоточек с остатками клея и палочкой, пока не выбрасываем — это контрольный образец, по нему удобно судить о «схватывании» клея, не тревожа наш резец.
После полного застывания эпоксидного клея, осталось только заточить резец. Здесь тоже возможны варианты, например различный угол вершины, угол режущей кромки. Последний, не следует делать слишком острым, иначе резец будет слишком сильно зарываться в заготовку, его трудно будет контролировать. Режущая кромка будет быстро затупляться. Угол вершины, для универсального применения, удобно делать менее 90 градусов.
Первоначальное формирование режущей кромки лучше делать на электроточиле, не забывая про охлаждение, окончательную доводку на низкооборотистом абразивном круге. Вишенка на торт — полировка лезвия на кожаной поверхности с пастой ГОИ.
Babay Mazay, 2021 г.
Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.
Очень недорогой способ заточки напаянных твердосплавных токарных резцов
Напаянных твердосплавных токарных резцов
Хотя твердосплавные фрезы полезны благодаря нескольким преимуществам в производительности, напаянные твердосплавные токарные инструменты часто используются любителями, поскольку они легко доступны и недороги.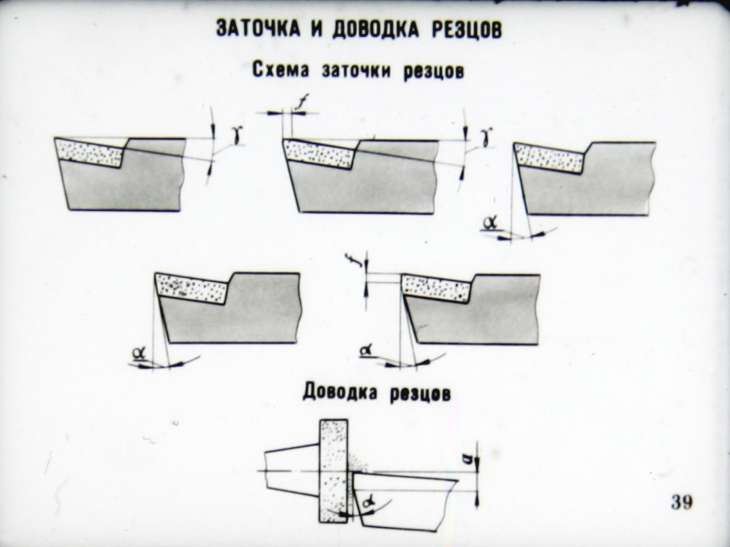 . Некоторые новички в этом ремесле также могут выбрать их, потому что считают, что правильная геометрия резки уже существует «из коробки».
. Некоторые новички в этом ремесле также могут выбрать их, потому что считают, что правильная геометрия резки уже существует «из коробки».
Качество может быть не оптимальным, но вы получаете то, за что платите, верно? Некоторые из них могут на самом деле иметь приемлемую геометрию режущей кромки с завода, но большинство из них являются своего рода тупыми инструментами:
Эти инструменты обычно имеют нейтральную переднюю поверхность, и это нормально для большинства целей, хотя и не оптимально для небольших токарных станков. Часто передний или боковой зазор небольшой или отсутствует, и хвостовик инструмента, к которому припаяна твердосплавная фреза, также может нуждаться в некоторой разгрузке.
Скорость резания
Старые станки имеют довольно низкую скорость вращения шпинделя (как и более крупные станки, даже недавнего производства). Твердосплавные фрезы лучше всего работают на высоких скоростях, низкие обороты предполагают, что твердосплавные инструменты не могут использоваться с максимальной эффективностью.
Я сторонник токарных резцов из быстрорежущей стали (и, конечно же, учусь правильно их затачивать). Мои маленькие токарные станки ограничены скоростью вращения шпинделя 1600 и 2100 об/мин, что соответствует инструментам из быстрорежущей стали, но, как и большинство из нас, я нахожу применение твердосплавным фрезам.
Применение HSM для твердосплавных фрез
Наиболее очевидным применением является резка твердых материалов, которые быстро изнашиваются из быстрорежущей стали. На фотографии показан закаленный центр задней бабки с шейкой, обработанный напаянным твердосплавным инструментом AR.
На этой фотографии режущие поверхности протяжки в правом верхнем углу после закалки обработаны твердосплавной концевой фрезой. При резке закаленного материала О-1 проблем не возникло.
Существуют и другие области применения, и потребность в твердосплавных режущих инструментах, вероятно, станет очевидной в то время.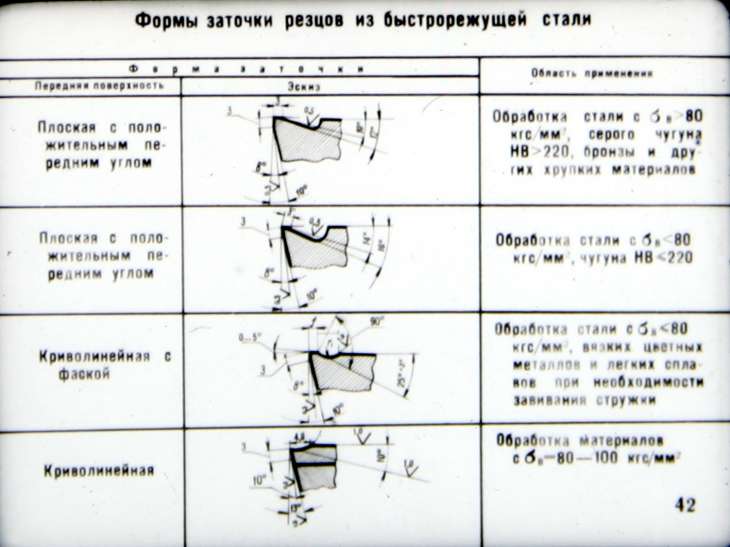 Но основная польза твердосплавных инструментов заключается в том, что они могут быстро удалять материал, оставляя хорошее покрытие. Это, конечно, предполагает, что скорость шпинделя токарного станка достаточно высока, чтобы быть эффективной. Как правило, для стали это будет около 300–500 SFM и примерно в два раза больше, чем для большинства цветных металлов.
Но основная польза твердосплавных инструментов заключается в том, что они могут быстро удалять материал, оставляя хорошее покрытие. Это, конечно, предполагает, что скорость шпинделя токарного станка достаточно высока, чтобы быть эффективной. Как правило, для стали это будет около 300–500 SFM и примерно в два раза больше, чем для большинства цветных металлов.
Типовой метод заточки твердосплавных фрез
Возможно, кому-то повезет, и вы купите напайный твердосплавный инструмент, который будет острым и имеет разумную режущую геометрию. Но это не всегда так, и инструмент необходимо заточить до правильной геометрии и остроты. Геометрия не входит в рамки этой темы, но вы можете найти некоторые идеи в следующем:
http://www.hobby-machinist.com/threads/sharpening-cutting-tools.32987/
Обычная процедура шлифования припаянный твердосплавный инструмент должен сначала немного обточить стальной хвостовик под передней частью и под режущей кромкой. Причина этого в том, чтобы лучше обнажить фактические режущие кромки напаянного карбида для заточки.
После шлифовки хвостовика, как показано выше, «зеленый круг» используется для правки твердосплавного режущего инструмента, за которым часто следует несколько ударов алмазным кругом для чистовой обработки. Фреза AL на втором фото была обработана алмазным притиром на режущей кромке.
Мелкозернистый алмазный шлифовальный круг, вероятно, является лучшим инструментом для правки твердосплавных фрез, но это редкость в сообществе HSM. На самом деле у меня есть алмазный круг, и я собираюсь соединить его с мотором, но мотивация для этого ускользает от меня…
Несколько соображений практичности и стоимости
Хорошо, давайте двигаться дальше, сразу возникают два вопроса:
Действительно ли необходимо затачивать эти дешевые твердосплавные фрезы?
Заточка режущей кромки (левая сторона инструмента AR для токарной обработки) безусловно снижает требования к мощности двигателя и жесткости станка (и может улучшить чистоту поверхности), но режущая кромка может стать хрупкой и сломаться при прерывистом резании или при столкновении с плечом.
Неужели нужно ставить еще одну болгарку с зеленым кругом (недешевым) для карбида?
Это зависит. Если есть место, средства и мотивация, то желательна отдельная шлифовальная машина для карбида – зеленый круг и/или алмазный круг с вакуумным выхлопом. Место может быть ограничением для многих из нас, поэтому теперь мы подошли к делу и благодарим вас за терпение.
Эти штуки примерно 0,75 дюйма в диаметре и доступны в HF примерно за 1 доллар США, насколько я помню. Я купил несколько из них около десяти лет назад, и цена, возможно, выросла за это время. Маленькие колеса имеют алмазный песок, встроенный в обод и на лицевую сторону, и особенно удобны для резки.
Мне пришло в голову, что маленький алмазный круг также может быть полезен для правки твердосплавного режущего инструмента, поэтому я решил попробовать. В моем первом испытании колесо просто использовалось по назначению: в инструменте Dremel. Я зажал твердосплавную фрезу в тисках и отшлифовал режущую кромку вручную лицевой стороной круга.
Эй, это сработало довольно хорошо, алмазный круг легко разрезал карбид. Но, думая, что у многих людей может не быть инструмента Dremel, мне пришла в голову идея поместить колесо в сверлильный станок.
Опять же, он работал хорошо, несмотря на гораздо более низкую скорость по сравнению с Dremel. Следует проявлять некоторую осторожность, так как более низкая скорость приводит к тому, что колесо «захватывает» инструмент.
И это снова заставило меня задуматься. Я поместил инструмент в небольшие тиски для сверлильного станка под правильным углом, расположил его под кругом и осторожно вставил круг в фрезу, используя обычную рукоятку сверлильного станка. Я думаю, что было бы еще лучше, если бы тиски были прикреплены к столу сверлильного станка.
Прошу прощения за плохое качество фото — надо внимательно смотреть, чтобы различить маленькое колесо и конец режущего инструмента.
Это сработало лучше всего из трех испытаний, и потребовалось всего несколько минут, чтобы заточить обе режущие кромки твердосплавного инструмента. И если требуется сложный угол, что было бы обычным делом, было бы практично приклеить кусок лома под одну сторону тисков, чтобы угол был практичным.
В заключение, я думаю, что это вполне жизнеспособный способ заточки твердосплавных фрез с минимальными затратами на инструменты.
Как заточить инструменты токарного станка: 5 советов и рекомендаций
Токарный станок — это машина, которая быстро вращает заготовку, в то время как режущий инструмент медленно направляется к заготовке для удаления материалов, когда деталь вращается вокруг нее. Это очень универсальные инструменты, которые можно использовать как в профессиональных, так и в любительских мастерских.
Токарный станок и сопутствующие инструменты, пожалуй, одни из самых важных инструментов в мастерской. Будь то любительское или профессиональное использование, эти инструменты дают пользователям возможность формировать различные материалы из металла, стекла и дерева. К сожалению, постоянное использование токарных инструментов приводит к тому, что они теряют свою остроту и затупляются. Это не только влияет на качество вашей работы, но и может привести к травмам.
Как затупляются инструменты токарных станков
Ничто не затупляет инструменты токарных станков быстрее, чем кусок дерева или металла, вращающийся со скоростью 3000 оборотов в минуту. Возникающее трение притупляет края, тем самым ограничивая их способность выполнять свой мандат. Поэтому вам необходимо выполнять техническое обслуживание для повышения долговечности. Это включает в себя использование различных методов заточки с правильными инструментами, чтобы гарантировать, что ваши инструменты находятся в оптимальном состоянии.
Чтобы помочь вам обслуживать токарные инструменты, мы разработали и составили пошаговое руководство по заточке токарных инструментов. Это включает в себя график заточки и тесты на остроту, чтобы гарантировать, что вы получите наилучшие впечатления от своих токарных инструментов.
Изображение предоставлено: tima-miroshnichenko, Pexels
Как заточить инструменты токарного станка с помощью настольной шлифовальной машины
Существуют различные методы, которые можно использовать для заточки инструментов токарного станка. Вы можете использовать точильный камень, ленточный шлифовальный станок или шлифовальный станок. Тем не менее, наиболее распространенным и эффективным оборудованием для заточки инструментов токарных станков является тихоходный настольный шлифовальный станок. Эксперты рекомендуют метод шлифования, потому что он проще и намного быстрее, чем другие доступные методы.
Следующее руководство поможет вам безопасно и эффективно заточить инструменты токарного станка с помощью низкоскоростной настольной шлифовальной машины. Мы стратегически проведем вас через каждый шаг, чтобы ваши инструменты были в отличной форме и готовы к вашему следующему проекту токарной обработки.
1. Базовая подготовка
Изображение предоставлено: QBR, Shutterstock
Прежде чем приступать к каким-либо процедурам заточки, вы должны сначала подготовить свое рабочее место для заточки. Это включает в себя получение надлежащего защитного снаряжения для предотвращения опасностей, обычно связанных с использованием токарных инструментов. К ним относятся средства защиты лица и рук.
Вы должны иметь надлежащие средства защиты глаз и органов дыхания, такие как защитные очки и маску, чтобы предотвратить разлетающиеся в воздухе осколки во время заточки токарных инструментов. Вы также должны рассмотреть возможность приобретения перчаток. Правильное обращение со станком и протоколы безопасности в сочетании с этим защитным снаряжением обеспечат вам достаточную безопасность при заточке токарных инструментов.
Кроме того, прежде чем приступать к заточке, необходимо убедиться, что настольный шлифовальный станок устойчив и надежно закреплен. Поскольку шлифовальные машины часто вращаются с невероятно высокой скоростью, вы не хотите рисковать тем, что колесо оторвется. Он запросто может проткнуть вам руки. Лучший способ добиться этого — прикрепить шлифовальную машину к верстаку или рабочему месту с помощью зажимов. Затем установите опору для инструмента на место, чтобы она была готова к работе.
2. Правка шлифовального круга
Шлифовальный круг — это инструмент, используемый для заточки инструментов токарных станков. Таким образом, подготовка шлифовального круга является важным этапом, который нельзя пропускать. Чтобы подготовить колесо, его нужно одеть. Очистка колеса просто относится к процессу удаления любого мусора с поверхности.
Грязь и мусор на круге могут привести к проблемам и дефектам при заточке инструментов токарного станка. Специалисты рекомендуют использовать алмазный точильный инструмент для протирки краев колеса. Несколько раз протрите внешние края шлифовального круга, пока весь мусор не исчезнет. Это также помогает заточить инструмент для алмазной заточки. Рекомендуется использовать на шлифовальном станке круг с зернистостью 80.
3. Получите правильные углы заточки
Изображение предоставлено: Olarts, Pixabay
Прежде чем приступать к каким-либо процедурам заточки, сначала разберитесь с вашими токарными инструментами и соответствующими углами заточки для инструментов. Эти инструменты имеют разные углы наклона, под которыми они режут. Угол наклона многих режущих кромок обычно составляет от 7 до 30 градусов.
Углы скоса никогда не должны превышать 90 градусов, даже для самых острых токарных инструментов. Это приведет к поломке заготовки. Специалисты по токарному делу рекомендуют не изменять углы скоса. Гораздо безопаснее сохранить оригинальную кромку ваших токарных инструментов .
4. Обеспечьте надлежащий контакт
Другим важным шагом является обеспечение надлежащего контакта между инструментом токарного станка и шлифовальным кругом. Для этого поместите инструмент на специальную опору, а затем осторожно продвигайте его, пока он не коснется шлифовального круга.
Помните, что во время этого процесса лезвие должно как можно меньше соприкасаться с шлифовальным кругом. Если угол установлен неправильно или если вы сильно нажимаете на инструмент, у вас могут возникнуть проблемы с заточкой, такие как чрезмерная вибрация, потеря контроля и подпрыгивание, что ослабит ваш захват инструмента.
5. Начните повышать резкость
Изображение предоставлено: Susan Stubbs, Pixabay
Теперь, когда вы закончили настройку оборудования, вы готовы приступить к повышению резкости. Рассмотрите возможность использования медленной скорости измельчения для этого процесса. Аккуратно подтолкните инструмент токарного станка к движущемуся шлифовальному кругу, ограничивая контакт примерно на 10 секунд. Вы можете заметить некоторые искры при контакте между кругом и вашим инструментом, но это не должно вас тревожить. На самом деле, искры — это первый показатель того, что угол выставлен правильно.
Продолжая затачивать инструмент токарного станка, попробуйте перемещать его из стороны в сторону, чтобы получить всю кромку. Продолжайте следить за рисунком, по которому летят искры, так как они указывают на то, что вы все еще затачиваете под правильным углом. Искры должны быть видны по всему краю вашего токарного инструмента.
После того, как вы повторите 10-секундную процедуру заточки и станок станет острым, окуните его в миску с холодной водой. Этот процесс охлаждения жизненно важен, потому что инструмент токарного станка становится слишком горячим из-за трения, возникающего при заточке. Охлаждение позволит вам удерживать инструмент до конца процесса заточки с другой стороны лезвия. Но сначала убедитесь, что поверхность сухая, прежде чем продолжить.
Также следите за тем, чтобы не перешлифовать какую-либо сторону инструмента. Это может сделать набор инструментов слабым и очень восприимчивым к растрескиванию.
Проверка остроты инструментов токарного станка
После того, как вы заточили инструменты токарного станка, вы можете использовать несколько методов, чтобы определить, достаточно ли они острые для выполнения своей задачи.
Один из способов — провести большим пальцем по краю лезвия, чтобы найти бор. Бур — это то, что делает резку при токарной обработке. Однако при использовании этого метода будьте осторожны, чтобы не порезать палец о заостренный край.
Еще один способ проверить резкость — это тест на резкость конечного зерна. Возьмите кусок мягкой древесины, например сосны, и прижмите его к рабочему столу. Проведите токарным инструментом по углу торцевого зерна, чтобы увидеть, срезает ли он стружку с зерна. Если он достаточно острый, он должен быть в состоянии произвести стружку.
В качестве альтернативы можно использовать тест на резкость при освещении. Это включает в себя удерживание вашего инструмента под источником света. Если кромка отражает свет, то вам нужно заново заточить токарный инструмент. Но если на свету он выглядит тусклым, считайте, что ваша попытка заточки удалась. Увеличительное стекло пригодится при использовании светового теста.
Как часто следует затачивать токарные инструменты?
Это очень распространенный вопрос среди владельцев токарных станков. Хотя мы хотели бы порекомендовать вам подождать определенное количество дней, прежде чем затачивать инструменты, это не относится к инструментам для токарных станков. Графики заточки очень нерегулярны и зависят от нескольких факторов. К ним относятся:
- Тип материалов, с которыми вы работаете
- Как часто вы пользуетесь своими инструментами
- Для чего вы используете эти инструменты
- Размер проектов, для которых вы используете свои инструменты
Если вы используете инструменты для более крупных проектов, вам, вероятно, придется чаще их затачивать. Это приводит к тому, что инструменты токарного станка подвергаются большему трению. Следовательно, это быстрее притупляет кромки и требует более частой заточки.
Другим важным фактором является качество материала хвостовика. Различные металлы, такие как карбид и сталь, по-разному реагируют на трение. Некоторые инструменты затупляются быстрее, чем другие. Например, набор токарных инструментов Yellowhammer из 8 частей затупляется намного медленнее, чем альтернативные углеродные лезвия. Это связано с тем, что они оснащены хвостовиками из быстрорежущей стали, которые уменьшают скорость затупления кромок.
Итак, чтобы определить, как часто нужно затачивать инструменты, просто осмотрите кромки лезвий. Уровень остроты даст вам представление о том, пора ли повторно заточить ваши инструменты токарного станка.
Заключение
Токарные инструменты незаменимы в любой мастерской. Они предоставляют пользователям возможность формировать различные типы материалов, включая металл, стекло и дерево. Однако при длительном использовании эти инструменты теряют сцепление с поверхностью и затупляются, что требует заточки.
Специального графика заточки токарных инструментов нет. Правильное время для заточки ваших инструментов будет зависеть от типа материалов, на которых вы их используете, и размера ваших токарных проектов. Тем не менее, вы можете провести простой тест на остроту, чтобы определить, пора ли снова заточить инструменты.
Если вы будете следовать правильной процедуре использования шлифовального станка для заточки инструментов токарного станка, как мы описали, вы будете поддерживать свои инструменты в идеальном состоянии. Просто используйте рекомендуемый угол резания и избегайте чрезмерной заточки, и все будет в порядке.
Источники
- Различные типы твердосплавных токарных инструментов
- Зазор и передний угол в градусах для обычных металлов
- Заточка токарных резцов
- Различные методы заточки твердосплавных токарных инструментов
- Как правильно затачивать инструменты токарного станка
Авторы избранных изображений: Ralphs_Fotos, Pixabay
Содержание
- 1 Как затупляются инструменты токарного станка
- 2 Как заточить инструменты токарного станка с помощью настольной шлифовальной машины
- 2. 1 1. Основные препараты
- 2.2 2. Оставьте шлифовальное колесо
- 2.3 3. Получите правильные углы шлифования
- 2.4 4. Убедитесь, что правильный контакт
- 2.5 Инструменты для токарных станков
- 4 Как часто следует затачивать инструменты для токарных станков?
- 5 Заключение
Как заточить инструменты для токарных станков [2022]: Правильное обслуживание
Вы потратили хорошие деньги на множество инструментов для токарных станков, но они уже не такие острые. Прямолинейность не только повлияет на качество вашей работы, но и может привести к серьезным производственным травмам.
Если вы хотите обслуживать свои инструменты, наши специалисты покажут вам наиболее удобный способ заточки токарных инструментов.
Как заточить токарные инструменты
Токарный инструмент вращается вокруг оси для выполнения нескольких операций на токарном станке. Некоторые из этих операций включают резку, накатку, долбление, шлифование, сверление и токарную обработку.
Ничто не затупляет инструмент быстрее, чем токарная деревянная деталь на очень высокой скорости, что делает заточку критически важным процессом. Конструкция токарного станка позволяет выполнять большую часть работы, а не только часть.
Тем не менее, насадки инструментов необходимо часто затачивать, чтобы они не закруглялись и не теряли остроты. Это простой процесс токарной обработки дерева, как только вы освоите его.
Причина снижения остроты инструмента токарного станка
Одной из основных проблем токарной обработки дерева является износ инструмента, что, в свою очередь, делает заточку очень важной. Углеродистая сталь подвержена ржавчине, и ваши инструменты могут потерять свою остроту из-за ржавчины.
Вмятины и царапины также могут снизить остроту инструмента. Хранение ваших токарных инструментов в неподходящих условиях и местах, таких как влажная среда или набор в коробке, может привести к затуплению его заточенного наконечника.
Со временем выемки шпинделя и чаши с косой стамеской затупятся.
Одной из причин этого является тип обрабатываемой древесины. Твердая древесина повлияет на ваше орудие быстрее, чем мягкая древесина. Еще одна причина, по которой ваш токарный инструмент не острый, заключается в том, что он постоянно выпадает из вашей руки, в результате чего режущая кромка откалывается. Неправильное использование ваших токарных инструментов и в целях, отличных от тех, для которых они предназначены, приведет к снижению остроты.Этапы заточки токарных инструментов
Вы, скорее всего, сузите свой токарный инструмент, если будете знать, какой шаг предпринять и какие принадлежности иметь под рукой. Наши специалисты покажут вам, как заточить токарные инструменты по дереву, металлу или стеклу.
1. Подготовка инструментов и средств защиты
Прежде чем приступить к процессу заточки, необходимо подготовить оборудование. Вы не хотите совершать несколько поездок обратно к кофемолке. Некоторые приспособления, которые вам понадобятся, включают:
- Шлифовальный круг: Шлифовальные круги очень важны в процессе заточки инструмента. Чтобы сузить инструменты, вы можете выбрать 6- или 8-дюймовую старинную каменную шлифовальную машину или современную настольную шлифовальную машину. Болгарка также удобна для придания формы вашему инструменту. Люди часто путают придание формы с затачиванием. Придание формы инструменту, такому как долото или любое другое долото, относится к изменению или созданию новой фаски, в то время как заточка — это процесс восстановления режущей кромки долота или шпинделя, чтобы он мог резать так, как должен.
- Заточное приспособление: приспособление – это направляющая, созданная специально для ваших насадок. Он удерживает их в положении под точным углом наклона к шлифовальному кругу. Для установки приспособления необходимы точные измерения. Тем не менее, приспособление для настройки — это одноразовая вещь, которая предоставляет вам готовое и ожидающее руководство для быстрой заточки.
- Защита глаз: вам потребуются защитные очки или лицевой щиток, чтобы пломбы или искры не попали в глаза.
- Резиновые перчатки: они необходимы при заточке токарных долот, шпинделей и т. д., а также при токарной обработке дерева, так как они защитят ваши руки от небольшого или сильного задевания. Они также помогают поглощать вибрацию токарного станка.
- Устройство для правки кругов: Время от времени шлифовальный круг нуждается в правке, и для большинства из них идеально подходит Т-образный стержень с несколькими алмазами.
- Защита органов слуха
- Свободная одежда
- Токарный инструмент для заточки
- Сухая тряпка и миска с водой
2. Проверка остроты
Существует множество способов узнать, нуждается ли ваш токарный инструмент в заточке.
- Проверка большим пальцем: Мы рекомендуем провести большим пальцем по краю и нащупать бор. Не проводите пальцем по кромке заточенного инструмента, так как это может привести к травме.
- Тест торца: Чтобы проверить остроту перекоса и выемки, возьмите кусок мягкой древесины, например кедра, и прижмите его к верстаку. Проведите долото по углу торцевого волокна; если вырезает стружку, это указывает на остроту. Отсутствие стружки свидетельствует о том, что инструмент затупился.
- Световой тест: Держите долото и стамески под ярким светом. Если они отражают свет, они тусклые; если нет, то они острые.
- Бумажный тест: Этот тест используется в основном для выявления перекосов, а не выемок чаши. Поднесите лист бумаги к краю. Если рез сделан чистый, прямой, инструмент не затупился. Однако, если рез на бумаге грубый, инструмент нуждается в заточке.
(Новичок в деревообработке? Тогда вы можете просмотреть наш список лучших токарных станков по дереву для начинающих здесь)
3. Подготовка шлифовального круга
Тонны металлических наполнителей и древесной стружки со временем накапливаются в настольном шлифовальном станке.
Этот мусор делает подготовку заточного станка серьезной процедурой перед началом заточки. Для подготовки болгарки лучше всего использовать алмазный точильный инструмент. Потрите внешние концы, чтобы удалить любые частицы и выровнять их. Кроме того, убедитесь, что настольная шлифовальная машина надежно закреплена болтами.4. Угол заточки
Различные токарные инструменты, такие как Grizzly G0766, режут под разными углами. Поэтому затачивать их нужно под разными углами. Эта деталь особенно актуальна для выемок шпинделя и чаши, навыков рабочего и типа токарной обработки.
Размер стружки и стружки зависит от этих углов. Углы могут варьироваться от 5 до 30 градусов.
Ниже приведены токарные инструменты с их углами заточки:
- Долото для черновой обработки: Заточите под углом 45 градусов, но угол 35 градусов также работает при обработке мягкой древесины. Лучше всего работать с V-образным карманом, но будьте осторожны. Наконечник вашего инструмента соприкасается непосредственно над центральной линией колеса.
- Долото чаши: Вариантов ракурсов для этого очень много. Начните с угла 50 градусов и угла 60 градусов; переходите к углам 45 и 40 градусов по мере улучшения ваших навыков.
- Долото шпинделя: Используется для проделывания небольших полых отверстий и токарной обработки шпинделя. Он также используется для точения бухт и валиков на шпиндельной ложе. Заточите до 45 градусов или 35 градусов (с лучшим контролем инструмента).
- Отрезной инструмент: Иногда его называют плоскостью, он используется для отрезки шпиндельной заготовки. Отличный угол шлифовки для отрезного инструмента составляет 45 градусов, а периметр должен поддерживаться на уровне 9.0. Убедитесь, что инструмент держится перпендикулярно колесу.
- Алмазный инструмент для разделения: Наши эксперты пришли к выводу, что для этого достаточно 45 градусов.
5. Вдавливание инструмента в шлифовальный станок
Теперь вы знакомы с углами заточки инструмента для токарного станка, поэтому вам необходимо установить правильный контакт для получения идеальных результатов.
Перед продолжением рекомендуется поместить инструмент в подручник. Убедитесь, что лезвие не давит на колесо кофемолки. Все, что выключено, вызовет много вибраций, из-за которых вы потеряете контроль.После настройки настольного шлифовального станка прижмите инструмент к колесу настольного шлифовального станка, следя за тем, чтобы контакт не превышал 10 секунд. Наша команда обнаружила, что можно ожидать несколько искр, если углы и контакт точны. Все, что дольше 10 секунд, приведет к перегреву.
Повторите еще несколько раз и, как только лезвие станет достаточно острым, охладите его в миске с водой. Высушите биту, прежде чем перевернуть ее на другую сторону. Следите за тем, чтобы не шлифовать одну сторону больше, чем другую.
Вы также можете выполнить этот процесс вручную. Для этого потребуется шлифовальный камень зернистостью 1000. Держите камень одной рукой под углом 45 градусов и, слегка надавливая, перемещайте инструмент вперед и назад по камню.
(Если вы ищете полезные инструменты для добавления в свой магазин, вы также можете приобрести лучший токарный станок по дереву, который мы перечислили здесь)
Использование ленточной шлифовальной машины
Поскольку низкоскоростные настольные шлифовальные машины очень дороги, вы можете выбрать ленточную шлифовальную машину.
Они дешевле, а также идеально подходят, если вам нужно заточить и придать форму токарным инструментам. Если вы собираетесь использовать ленточный шлифовальный станок, вам потребуется двухдюймовая лента, поскольку однодюймовая лента не может шлифовать равномерно.Существует множество вариантов зернистости. Эти опции гарантируют, что зубила будут заточены до совершенства. Если вы не собираетесь обрабатывать много дерева или металла, это отличная альтернатива. Огромным плюсом является его универсальность вне работы с токарными инструментами.
Как часто нужно затачивать токарные инструменты?
Токарные инструменты следует затачивать, как только они затупятся. Вы можете сделать это перед началом работы или просто во время планового технического обслуживания. Убедитесь, что вы достаточно прикрыты и имеете подходящее снаряжение [1]. Если вы сомневаетесь, прикоснитесь к нему.
Под каким углом вы затачиваете токарные инструменты?
Вы можете затачивать свои токарные инструменты под разными углами, но самым идеальным будет 45 градусов.
Наклон зависит от вашего уровня контроля и конкретного предмета, над которым вы работаете. Мы рекомендуем слегка держать токарное оборудование под точным углом.Заключение
Вы можете изготовить приспособление и провести техническое обслуживание своего оборудования по цене относительно ниже, чем если бы вы отправляли его в ремонтную мастерскую. Это дает вам возможность повысить уровень своего мастерства и стать очень практическим.
Наши специалисты показали вам, как заточить токарные инструменты. Это не такая разочаровывающая задача, как может показаться на первый взгляд, но она требует некоторой практики и руководства, чтобы совершенствоваться и добиваться цели.
- Автор
- Последние сообщения
Роберт Джонсон
Роберт Джонсон — плотник, который с радостью делится своей страстью к творчеству с остальным миром. Его детище, Sawinery, позволило ему сделать это, а также связаться с другими мастерами. С тех пор он построил завидную мастерскую для себя и не менее впечатляющее онлайн-достижение: сайт с обширными ресурсами, который одинаково полезен как старожилам, так и новичкам.
Последние сообщения Роберта Джонсона (посмотреть все)
- Безопасная для пищевых продуктов деревянная отделка для разделочных блоков, досок, мисок и многого другого — 29 сентября 2022 г.
- Червячный привод по сравнению с дисковыми пилами Sidewinder: преимущества, различия и многое другое — 29 сентября 2022 г.
- Какой размер циркулярной пилы Пилу следует использовать для резки пиломатериалов 4 × 4? — 28 сентября 2022 г.
Расширенная заточка инструментов
Расширенная заточка инструментов
Многие люди изготавливают инструменты для токарных станков из быстрорежущей стали, используя только настольный шлифовальный станок, и получают вполне приемлемое, если не прямое
отлично, результаты. Для большинства проектов нормального размера с умеренными допусками этого может быть все, что вам когда-либо понадобится. Как допуски
становятся более плотными, или требуется улучшенная обработка поверхности для уменьшения размеров деталей, необходимы более качественные инструменты. ты не умеешь бриться
десятых и одновременно получить отличную отделку тупым инструментом.Моя цель — показать вам несколько практических приемов, которые можно быстро применить для улучшения качества краев ваших инструментов.
Методы не являются авторитетными и не подкреплены обширными исследованиями. Это просто вещи, которые я подобрал за
большое количество лет создания сборок с жесткими допусками, научных инструментов, а также чтение и наблюдение за тем, как другие
машинисты, некоторые из которых имеют гораздо больше знаний и опыта, чем я, делают вещи. С некоторой мыслью, которую вы можете хорошо построить,
и улучшить, идеи, рассмотренные здесь.Следует отметить, что я сосредоточен исключительно на создании чрезвычайно острых краев, и вы не можете слепо применять это.
инструмент для любой ситуации. Острые как бритва края — это именно то, что вам не нужно в большинстве высокоскоростных производств.
ситуации с нержавеющей сталью и другими сплавами. Этот инструмент не предназначен для черновой обработки или удаления окалины с чистовой обработки.
стали. Эти края не будут обладать прочностью, необходимой для массового производства.Итак, когда делать вам нужны эти инструменты?
- Когда нужно контролировать размер на десятом уровне или ниже.
- Когда конусность является проблемой из-за неподдерживаемой заготовки, и вы не можете использовать центр.
- Когда заготовка имеет тенденцию к упрочнению во время резки.
- При изготовлении регулировочных винтов любого шага, где важна гладкость и посадка.
- При нарезании тонкой резьбы более 40 витков на дюйм.
- При нарезании резьбы, где важно низкое трение.
Углы инструмента хорошо освещены во многих местах, от Саутбенда «Как запустить токарный станок» до Интернета и «Справочника по машинному оборудованию».
Я не буду тратить время на поиск идеального переднего угла для резки алюминия 6061. Информация о том, как добиться максимального
добиться остроты режущих кромок намного сложнее, и это настоящая тема этой страницы. я должен добавить
что мы все, кажется, впитали в себя множество ошибочных представлений о резкости, начиная с того момента, когда друг из лучших побуждений
или родственник показал нам, как наточить тот первый перочинный нож. Разговор о твердосплавной оснастке также уместен, так как ее
вариант со многими достоинствами и недостатками, особенно для домашнего слесаря.Точные подробности того, что происходит, когда мы «режем» металл, также выходят за рамки этой страницы, но читателю рекомендуется
проведите дополнительные исследования. Начните с поискового запроса «механика резки металла». Если вы посмотрите на режущее действие
типичным токарным инструментом, вы увидите, что фактическая резка происходит по линии, и обычно очень короткой.
Линия может быть изогнута и иметь радиус, но пока присутствует достаточный рельеф, что происходит на расстоянии 25 тысяч от этой линии?
не имеет отношения к процессу. Таким образом, когда мы говорим об углах инструмента, важен угол непосредственно на режущей кромке.
Все, что я представляю ниже, является попыткой контролировать геометрию в той крошечной области инструмента, где происходит резание.
Вы не можете добиться хорошей заточки краев от руки
Достаточно одного прохода по камню или миллисекунды на шлифовальном станке под неправильным углом, чтобы разрушить геометрию
передовой. Нет возможности заточить от руки и получить качественную кромку. Вы должны использовать какую-то систему направляющих.
Я уже слышу, как Старые Рыжие Машинисты называют меня идиотом и делают всевозможные заявления о том, как они могут бриться с
свои заточенные от руки инструменты. Дело в том, что они могут. Почему? Они обманывают. Они используют направляющую систему, осознают они это или нет.Ржавые старые машинисты
Неофит часто раскачивает свой инструмент по шлифовальному кругу из-за отсутствия навыков и практики. Ржавый старый машинист
может делать то же самое, но только для увеличения скорости съема металла при черновой обработке. После этого он обычно сохраняет
вся поверхность инструмента в тесном контакте с кругом. Вы увидите только пустую область земли с одним радиусом на его
инструменты. Когда он подносит инструмент к кругу, и особенно когда он его снимает, он старается не шлифовать режущую кромку.
край. Таким образом, даже если он этого не осознает, режущая кромка защищена встроенной направляющей системой.
изогнутая режущая кромка вращается против изогнутого шлифовального круга. Это не идеально, но это техника, которой вы должны овладеть, потому что
это ведет к следующему шагу уточнения.Примерно так должен выглядеть инструмент после заточки.
Вы также хотели бы иметь высокий рейк и, возможно, стружколом для
большинство приложений, но обратите внимание на чистые и слегка изогнутые грани. Это было измельчено на обычной 8-дюймовой ручной шлифовальной машине без использования
вообще отдыхает. Основная (боковая) режущая кромка обращена к вам, хотя инструмент будет очень хорошо резать и в другую сторону, если
глубина резания (DOC) небольшая.Обработка края по старинке
Если вы правильно выполнили грубую шлифовку, несколько вещей будут выполнены. Во-первых, режущая кромка будет довольно
острый, пригодный для многих вещей, как есть. Во-вторых, под кромкой будет значительный задний угол, потому что угол
больше, чем средний угол криволинейной заточки. В-третьих, и это очень важно, будет четко очерченный край на
нижняя сторона инструмента. Эта кромка представляет собой простую систему направляющих, которая предотвращает повреждение, поскольку режущая кромка забивается камнями.
совершенство.Пока этот нижний край инструмента остается в контакте с камнем, вы можете избежать ошибочного хода, который создает новый
фаска на режущей кромке. Поднимите этот нижний край, и одним движением по камню вы создадите небольшую грань в нижней части.
неправильный угол, для удаления которого требуется огромное количество корректирующих камней. Нижняя кромка также определяет задний угол, который
будет производиться, поэтому обратите внимание во время шлифовки, чтобы убедиться, что общая форма правильная.Думайте о гранях, как ограненные бриллиантом. Когда они поймают свет, они должны выглядеть как идеальные самолеты,
без скругления по краям. Некоторые люди затачивают инструменты, используя бумагу из карбида кремния. Хотя это может быть эффективным для
точки, он неизменно скругляет кромки, затупляя инструмент и вызывая трение чуть ниже фактической режущей кромки. В профиле
это похоже на изношенный инструмент. Несмотря на то, что общий задний угол может составлять 8°, это почти микроскопический угол при
Край, который имеет значение. Поймите, что при некотором увеличении край всегда будет выглядеть тусклым, а задний угол
не существует, поэтому требуется определенное количество суждений, чтобы сопоставить край с приложением. Когда режущая кромка трется
вам нужно дополнительное давление, чтобы заставить его сократить. Правильно сформированная кромка будет резать почти при соприкосновении, счищая столько же или столько же пыли
материал, как вам нужно.Подходящие абразивные инструменты для обработки края включают твердые арканзасские камни, синтетические нефтяные камни, более жесткую японскую воду.
камни (редко используемые для металлорежущих инструментов) и различные пластиковые притирочные пленки. Не используйте чувствительный к давлению клей
(PSA) притирочные пленки, так как податливость клея вызовет закругление кромки инструмента. Вы можете оставить простые пленки
от скольжения, капнув на спину каплю воды. Используйте пленки с тяжелым листом стекла или поверхностной пластиной. притирка
пленки доступны почти со всеми известными абразивами. Алмаз подходит для карбида и приемлемо работает с быстрорежущей сталью, в
несмотря на общий совет не использовать алмаз с черными металлами. Оксид алюминия дешевле и хорошо подходит для HSS.
12 микрон — хороший сплав общего назначения. 9микрон, вероятно, настолько хорош, насколько это действительно необходимо. Для более грубой работы обычно
Доступные алмазные заточки с покрытием довольно хороши и очень прочны. Обязательно приобретите цельный, как те, что с перфорацией.
стремятся зацепиться за кончик инструмента.Вот тот же инструмент выше, вручную обработанный небольшим средним Арканзасом, а затем тонким черным, с использованием обоих краев в качестве
направляющая система. Благодаря тому, что обе кромки всегда находятся в контакте с камнем, можно избежать закругления режущей кромки. Гладкий
радиус также был забит камнями между гранями. Помните, качество этого радиуса будет определять качество поверхности.
закончить вы можете получить. Иногда люди продолжают увеличивать радиус, пытаясь улучшить чистоту поверхности, когда они
на самом деле просто нужна качественная режущая кромка по радиусу, который у них уже есть. Большой радиус увеличит склонность
болтать. Малый радиус, такой как этот, нужно подавать очень медленно, но он также не будет отклонять небольшой запас. Рельеф
угол под режущей кромкой составляет 6 ° (также известный как угол затылования конца), а передняя кромка отклоняется от вершины под углом 15 °.
(он же угол концевой режущей кромки).Не забывайте о другой стороне инструмента
Верхняя поверхность инструмента часто игнорируется, но она так же важна, как и грани. Если верхняя поверхность шероховатая, никакое количество
забивание камнями на других гранях даст чистую режущую кромку. Следы шлифовки на верхней части будут проходить через режущую
кромка, ухудшающая качество поверхности токарной детали. Они также снижают долговечность режущей кромки. Если
вы втираете грабли в верхнюю поверхность, следуйте той же процедуре, что и выше, и гладьте ее камнем. Если оставить верхнюю часть
инструмент плоский, по-прежнему рекомендуется забивать его камнями. Я ускоряю процесс, наклеивая тонкий кусок скотча на заднюю часть инструмента.
Это дает небольшой отрицательный передний угол, но позволяет быстро улучшить наконечник без удаления большого количества металла.Современная магазинная практика имеет тенденцию к использованию инструментов с нулевым или даже отрицательным передним углом, но они редко подходят для домашнего магазина. Положительный
грабли позволят вашим инструментам свободно резать, уменьшая отклонение и требования к мощности. Со сталью можно использовать 10-20 градусов,
но никогда не пытайтесь использовать заточенный для стали инструмент по латуни; он схватит и, возможно, вырвет ложу из патрона или повредит
сам токарный станок. Обратитесь к различным справочным материалам для получения информации о правильных углах для использования с различными материалами. Острые инструменты с
Правильные углы могут иметь решающее значение для того, чтобы работа шла гладко или не приносила ничего, кроме неприятностей.Линии заточки всегда должны быть перпендикулярны режущей кромке. Если линии параллельны краю, край будет
более хрупкий. В качестве примера приспособления для заточки сверл обычно показаны установленными на горизонтальной осевой линии круга.
делая линии шлифования параллельными режущей кромке. В идеале они должны быть подняты так, чтобы кончик сверла касался колеса.
вертикальную осевую линию, чтобы линии заточки были перпендикулярны режущей кромке. Или вы можете поднять кофемолку и работать
в нижней части колеса. Если характер установки помещает линии шлифования параллельно режущей кромке, забивание камнями невозможно.
еще более важно усовершенствовать кромку до чистых граней и не допустить выхода режущей кромки из строя по большой горизонтальной поверхности.
область.Очень острые края не долговечны по своей природе, но чем более гладкими и бездефектными вы их сделаете, тем дольше они прослужат.
последний.Ножницы
Хорошо, я не собирался говорить об углах инструмента, но ножницы заслуживают особого упоминания. Я только видел, что это описано в
текстов обработки было мало, а описание обычно было непонятным. Я никогда не понимал этот инструмент, пока он не был должным образом
описано на форуме в сети. У него есть только одна специализированная цель — отделочные материалы, которые имеют тенденцию рваться. если ты
Если вы не можете получить хорошую отделку на какой-то сложной марке стали, попробуйте этот инструмент. Имейте в виду, что у него много ограничений. В качестве
показано, он будет резать только справа налево, а глубина реза редко превышает 0,001 дюйма.
плечо без тщательной шлифовки и низкая точка контакта. Как скорость шпинделя, так и скорость подачи, как правило, поддерживаются довольно низкими.
Таким образом, предпочтительна медленная подача мощности, особенно если деталь длинная. Используйте масло.Носик инструмента заточен под небольшим углом, чтобы обеспечить зазор всего в несколько градусов. Угол лезвия обычно 30-40 градусов.
от вертикали. Камень до гладкости и остроты. Как видно ниже, вертикальное положение инструмента не критично, на самом деле
когда одно место становится матовым, просто немного поднимите или опустите инструмент. Работая правильно, этот инструмент создаст чип, который выглядит
почти так же, как стальная вата. При правильных условиях срезной инструмент может дать настолько гладкую поверхность, что ее можно ошибочно принять за
земля.Прочие приспособления
Опоры, поставляемые с завода на большинстве шлифовальных станков, практически бесполезны. Немного поискав в сети, вы можете найти планы
для значительно улучшенных упоров и держателей инструментов. Я также рекомендую купить копию Tool and Cutter Sharpening Гарольда Холла,
Workshop Practice Series #38, который включает в себя много полезных советов, а также планы для многих простых в сборке шлифовальных станков.
приспособления.Тем не менее, большая часть того, что доступно, относится только к шлифовальной части процесса, и я сосредоточен на том, чтобы получить лучшее преимущество.
чем одно только шлифование, вероятно, даст. Я упоминал карманные ножи ранее, и ничто не делает лезвие ножа лучше.
чем оригинальная система заточки Lansky. В них используется направляющая, закрепленная на лезвии, что предотвращает случайное забивание камнями.
край, даже ненадолго, под неправильным углом. У каждого камня есть длинный стержень, отходящий от задней части, который входит в направляющую. Одинаковый
Этот принцип можно применить практически к любой кромке, которую вы хотите подправить, включая концевые фрезы и фрезы типа «ласточкин хвост». Вы можете
сделать свои собственные камни, приклеив их к бруску или используя притирочную пленку (вот где PSA полезен), но я просто использую
камни Лански прямо из стандартного набора. Вот основная идея для подкраски концевой фрезы, хотя хотелось бы
вещи связаны немного лучше, чем сидеть в студии без проблем. Да, я знаю, что речь идет о токарных станках; использовать некоторые
воображение и применяйте эту технику к любому краю, с которым вам нужно иметь дело.Резьбонарезной инструмент и фиксатор
Описанных выше методов достаточно почти для всех типовых токарных работ с использованием заготовок из быстрорежущей стали и литых сплавов.
углы могут быть выдержаны с достаточной точностью на глаз и опытным путем. Это не относится к резьбе. Как минимум вы
следует использовать датчик «рыбий хвост», чтобы проверить включенный угол и прямоугольность инструмента, но это все еще оставляет вас далеко
от того, что может быть достигнуто с очень небольшими дополнительными усилиями.После того, как вы обработали инструмент на шлифовальном станке, вам понадобится приспособление для совершенствования углов. Я сделал приспособление, показанное здесь
из обрезка лома Делрина. Некоторое время назад я сделал прямоугольную, но у нее выросли ноги, так что они должны быть желательны.
Точная форма и размеры не важны, хотя вы должны стараться держать две ножки и кончик инструмента рядом с точками.
равностороннего треугольника. Единственным строгим требованием является то, чтобы насадку можно было закрепить под очень близким углом 30°.
и что все углы можно точно отрегулировать с помощью двух регулируемых ножек. Крепление кинематической конструкции; там три контакта
точек, что делает его полностью стабильным в использовании. Углы можно немного изменить, но для Acme вам понадобится другое крепление.
или другие резьбы со значительно отличающимися углами.PDF-файл для приспособления для заточки резьбы
Из алюминиевой кровельной планки можно сделать хороший угловой шаблон.
Просто начертите его и вырежьте на канцелярском ноже (не
роторный резак). Вот приспособление, настроенное для основного угла 30 °. Если вы хотите работать с другой стороны
инструмент или само приспособление, шаблон, безусловно, можно разрезать, чтобы отразить это предпочтение.Далее переходим к задней части инструмента, чтобы задать задний угол. Пару раз надо будет туда-сюда
потому что настройки взаимодействуют.Если присмотреться, то можно увидеть идеальную огранку на кончике, созданную ультратонким черным арканзасским камнем. Ближайшие
край инструмента ловит свет, но это все еще грубая земля и не ударяется о камень.Вы также можете использовать крепление на стекле или поверхности с притирочной пленкой. Это чувствительная к давлению пленка из оксида алюминия,
а клейкая подложка слегка закругляет грань, в результате чего режущий кончик становится чуть менее острым и менее свободным. Попытаться получить
обычная притирочная пленка.Теперь переверните инструмент в приспособлении, отрегулируйте и отрегулируйте другую сторону. Вы можете удалить лишний материал, который
не требует притирки, как описано вкратце, поэтому операция притирки выполняется быстро. Правильно заточенным инструментом притирка
не должно быть больше десяти минут работы.Хорошо, скажи мне еще раз, зачем нужен этот уровень контроля над краями? Чтобы нить функционировала должным образом, фланги
винт должен касаться боковых сторон гайки. Если углы не совпадают, область контакта будет представлять собой узкую линию высокого давления вблизи
ID или OD потока. Смазка не сможет выдержать давление, и, возможно, вы получите контакт металла с металлом.
раздражение и, безусловно, более высокое трение, чем в противном случае. Если вы делаете болт 1/4 x 20, он, вероятно, не
иметь значение. Если вы делаете регулировочный винт для крепления лазерного зеркала, это, безусловно, имеет значение.Для обычных инструментов для токарных станков из быстрорежущей стали описанная выше технология полого шлифования хорошо работает. Для резьбонарезных инструментов, которые притираются
с помощью приспособления можно сэкономить огромное количество работы, удалив ненужный материал на шлифовальном круге. Вы должны быть
притирка минимального количества материала, необходимого для работы инструмента. Если требуется только 0,050 дюйма материала для поддержки
передний край, не тратьте время на то, чтобы проехать больше. Если максимальная глубина резьбы, которую вы когда-либо нарезали, составляет 0,025 дюйма, то
инструмент, поэтому вам не нужно притирать 0,5 дюйма каждый раз, когда вы его затачиваете. Это еще больше экономит время с твердосплавным сплавом.Твердый сплав
— замечательная вещь для многих работ. Сейчас очень мало HSS используется в коммерческих целях. Вы услышите, что карбид не такой
подходит для домашнего магазина как HSS, но я не полностью согласен с этим мнением. Проблема в том, что коммерческие твердосплавные пластины
предназначен для производственного использования на совершенно других машинах, чем большинство HSM. Обычно они не очень острые, могут иметь
отрицательный передний угол и могут иметь покрытия, которые функционируют только при высоких скоростях резания, вызывающих высокие температуры. Существуют острые
вставки для алюминия без покрытия, и они должны быть в порядке даже на небольшой легкой машине, которую обычно можно найти в домашнем магазине. В
в целом я считаю, что вставки являются дорогим и ненужным усложнением для HSM.Напайные твердосплавные инструменты варьируются от плохо сделанных импортных инструментов до очень качественных инструментов Micro 100. Помимо этих высококлассных инструментов,
немногие паяные инструменты работают наилучшим образом прямо из коробки, и вы не можете исправить это, используя , только зеленый карбидный круг.
Скорее всего, вы сделаете хуже. Если вы хотите, чтобы твердосплав работал как быстрорежущая сталь, вы должны создать острые кромки, такие как быстрорежущая сталь,
а для этого нужны алмазные абразивы. Для инструментов для нарезания резьбы выполните описанные выше процедуры, но используйте зеленое колесо, за которым следует
алмазные притирочные пленки. Легко, проблема решена. Для других токарных инструментов лучшим решением является низкоскоростная алмазная шлифовальная машина, такая как
Accu-Finish или самодельная версия того же самого. В противном случае алмазные притирочные пленки доставят вас туда, куда вы хотите,
медленно, но как только вы воспользуетесь специальной твердосплавной шлифовальной машиной с надлежащим регулируемым подвижным столом и алмазными кругами, вы
быть слишком избалованным, чтобы думать о чем-то еще.Я мог бы добавить, что, если вы не думаете, что я переборщил, специалисты Accu-Finish предлагают гладкий керамический шлифовальный диск, а также
бутылка мелкозернистой алмазной жидкости для ее зарядки. Результатом является зеркальное покрытие карбида и бритвенная кромка. нет вопросов
что большинство работ можно выполнить с помощью гораздо более случайных методов, но когда вам нужно совершенство, полезно знать, как его достичь.Будьте начеку!
ДОМ
Насколько острыми должны быть инструменты для токарных станков? Это Шарп!
Токарные станки — фантастическое оборудование; в то время как опытные профессионалы могут творить на них волшебство, даже неопытные любители могут создавать грамотные и красивые проекты. Хорошо выточенный кусок дерева часто может сделать разницу между средним проектом и уникальным произведением искусства.
Токарные инструменты должны быть очень острыми, и перед использованием вы должны проверить свои токарные инструменты, чтобы убедиться, что они достаточно острые; если это не так, вам нужно заточить их, прежде чем продолжить. Эти инструменты необходимо будет затачивать через каждые пятнадцать минут токарной обработки твердой древесины.
Когда токарному станку требуется больше времени, чтобы прорезать секцию, или он издает звук, отличный от обычного; вместо прядей получается стружка; вам нужно прикладывать большее усилие, чтобы инструмент врезался в древесину при повороте; лезвие вашего инструмента, вероятно, потеряло остроту и затупилось.
Содержание
Токарные инструменты должны быть очень острыми
Токарный инструмент должен быть очень острым, чтобы выполнить разрез и подгонку, что вас удовлетворит, а если токарный инструмент недостаточно острый, это приведет к дереву слезы В зависимости от того, где вы находитесь в процессе резки, вы можете использовать менее острые черновые калибры, но для чистовой обработки требуется очень острый инструмент.
Очень приятно работать с острым инструментом и наблюдать, как легко появляется форма, когда вы работаете с деревом.
Лезвие инструмента затупится быстрее, чем вы можете себе представить. Край работает очень тяжело; например, если вы обтачиваете кусок дерева диаметром 6,5 дюймов и используете настройку скорости на токарном станке 600 об / мин, 200 дюймов дерева будут проходить через лезвие инструмента в секунду.
Как понять, что ваш токарный инструмент недостаточно острый?
Вам необходимо проверить остроту инструмента токарного станка, прежде чем последствия тупого лезвия начнут проявляться в вашем проекте.
Тест бумаги для токарного станка
Приложите край режущего инструмента к листу бумаги. Чтобы разрезать его аккуратно, он должен быть очень острым. Его нужно заточить, если он рвет бумагу, а не режет ее.
Тест отражения инструмента токарного станка
В ходе этого теста поднесите режущую кромку к источнику света и посмотрите, отражается ли какой-либо свет от режущей кромки (не от боковой части инструмента). Если свет отражается от режущей кромки токарного инструмента, это означает, что на режущей кромке имеется плоское пятно, и его необходимо заточить.
Если кромка не различима со стороны инструмента, это означает, что кромка достаточно острая.
Тест пальца токарного станка № 1
Держите токарный инструмент вверх дном рядом с телом и осторожно проведите пальцем по режущей кромке.
Если он достаточно острый, он не будет плавно скользить по лезвию, потому что острый край зацепится за грубую кожу вашего пальца.Обратите внимание, что для проведения этого теста необходимо провести пальцем под углом 90 градусов к режущей кромке, а не параллельно кромке. Проведение пальцем параллельно режущей кромке может привести к травме.
Токарный станок Finger Test No 2
Проведите инструментом по ногтю большого пальца. Если край достаточно острый, он зацепится за поверхность вашего ногтя и даже создаст стружку!
Если он проходит быстро без трения, его необходимо заточить.
Попробуйте вырезать небольшой кусок хвойной древесины
Возьмите кусок мягкой древесины, например сосны, и попытайтесь вырезать его поперек волокна с помощью токарного станка. Если токарный инструмент прорезает зерно равномерно, то токарный инструмент достаточно острый.
Если он только давит, не режет поверхность и оставляет вмятину на древесине, необходимо заточить токарный инструмент.
Какие факторы влияют на остроту вашего токарного инструмента?
Несколько факторов влияют на то, как быстро режущий инструмент теряет свою остроту. К ним относятся:
Тип древесины, которую вы точите с помощью токарного станка
быстро.
Чем мягче или влажнее древесина, тем дольше она будет держать лезвие.
Тип инструмента для токарного станка, который вы используете
Из-за характера своих функций некоторые инструменты в вашем ящике теряют остроту быстрее, чем другие.
Инструмент для черновой обработки, с которого начинается основная обработка древесины, изнашивается быстрее, чем инструмент для разделения.
Металл, из которого он сделан, влияет на длину, при которой он остается острым
Недорогие токарные инструменты для потребителей изготавливаются из быстрорежущей стали или сплава железа с вольфрамом. Инструменты из быстрорежущей стали и сплавов железа изнашиваются быстрее всего и требуют более частой заточки.
Более качественные и дорогие инструменты относятся к категории «тигельных сталей», также называемых «порошковыми металлами», которые изготавливаются из хрома, кобальта, ванадия или углерода.
Углеродистая сталь имеет более острую кромку, но не обладает износостойкостью, обеспечиваемой карбидами хрома, кобальта или ванадия, производимыми в тигельных сталях.
Конечно, недостатком твердых материалов для токарных станков является то, что чем тверже материал, тем труднее его заточить.
Как заточить токарный инструмент
Заточка токарных станков — это целая тема, и в этой статье недостаточно места, чтобы отдать должное этой сложной теме.
Вместо этого давайте рассмотрим принципы, которые вы должны применять.
Вам нужно заточить инструмент, а не изменить его форму
Когда вы затачиваете инструмент токарного станка, цель состоит в том, чтобы сделать кромку более острой, сохранив форму исходной кромки.
Держите инструмент токарного станка под правильным углом к шлифовальному столу, чтобы кромка стала достаточно острой.
Заточите обе стороны лезвия так, чтобы углы лезвия оставались одинаковыми с обеих сторон.
Как заточить лезвие, чтобы оно оставалось острым
Несмотря на то, что острыми как бритва инструментами удобно работать, чем острее вы их сделаете, тем быстрее они потеряют свою остроту. Возьмем пример с лезвием бритвы: вначале оно режет почти волшебным образом; однако это не займет много времени, прежде чем он потеряет свою остроту.
Если вы заточите токарный инструмент до такой степени, что он пройдет тесты, описанные ранее в этой статье, а именно;
- Тест бумаги для токарного инструмента
- Тест отражения инструмента для токарного станка
- Тест пальца для токаря № 1
- Тест пальца для токаря № 2
- Резка небольшого обрезка мягкой древесины
Достаточно острый , и вы можете использовать его для своего проекта.
Затачивайте инструменты только до необходимого уровня заточки. Инструменты для черновой обработки не обязательно должны быть такими же острыми, как инструменты для разделения.
Заключение
Без токарных инструментов токарные станки представляют собой бесполезные куски металла. Различные инструменты токарного станка, правильно применяемые к токарной древесине, могут создавать самые красивые художественные изделия из дерева.
Критично; тем не менее, инструменты токарного станка затачиваются по мере необходимости, и что вы регулярно следите за инструментом токарного станка, чтобы перетачивать его так часто, как вам нужно.
Каталожные номера
Как часто следует затачивать инструменты для токарных станков
Как часто следует затачивать инструменты для токарных станков
https://carterandsontoolworks.com/pages/basic-turning-tools-you-need-woodturning-tools-their-uses -объяснено
Заточка концевых фрез на токарном станке
MRA
Известный член
#1
Привет, ребята
Я занимаюсь изготовлением шлифовального станка для резцов, и меня осенило, что я мог бы использовать его для восстановления изношенных концевых фрез. Если бы фреза удерживалась в передней бабке, ее можно было бы индексировать с помощью шестерен токарного станка, а точильный камень выравнивать, устанавливая над верхним ползунком и, возможно, также используя вертикальный ползун (который у меня есть, хотя его нужно модифицировать, чтобы он соответствовал моему «новому» токарному станку. ) или упаковки. Кто-нибудь пробовал это?
Как обычно, мотивация отчасти экономия денег на фрезерно-шлифовальном станке, но в большей степени экономия места — работаю дома в маленьком, переполненном сарае 12х8, поэтому изготовление инструментов выполняет несколько функций (иногда довольно плохо, или, по крайней мере, довольно медленно ) единственный выход.
ура
Маркголдстар31
Известный член
#2
Побывав там, могу ли я спросить, зачем утруждать себя изготовлением шлифовального станка? Я сделал свой, взяв дополнения вокруг фрезера по дереву и прикрепив его к токарному станку с помощью 43-мм хомута. У меня был Bosch POF45, о котором я много раз писал! Другие писали об их использовании на отдельных самодельных машинах. Навскидку о Brookes писали в выпусках MEW 16 и 17.
Что касается использования вертикального слайда, то он используется на стенте.
Возвращаясь к держателю для «концевых фрез», он был хорошо освещен в «Пушке», описанной в MEW.
Шлифовальный отдел был дешевым и не слишком неприятным 6-дюймовым шлифовальным станком DE, доступным во многих торговых точках.Причина МОИХ комментариев заключается в том, что ваши нынешние идеи представляют ситуацию с зернистостью, которая вряд ли приемлема на токарном станке.
Для чего, на мой взгляд заключается в том, что вы могли бы сделать что-то вроде Tinker, который будет делать удивительное количество вещей и может, или, как утверждается, быть сделанным за неделю.0007
Мое мнение, но другие могут также комментировать
Норман
Блогведьма
Экс Богстандарт
#3
Марка,
Почти все может быть достигнуто, если вы думаете о конечном продукте, и он безопасен в использовании.
Есть несколько замечаний.
В настоящее время фрезы бывают всех форм и видов, с 2, 3 или, возможно, 12 зубьями, особенно из производственной мастерской, на которую вы надеетесь. Все эти разные типы потребуют разных настроек, даже если они просто ориентированы под углом. Вот почему у точильно-фрезерных станков так много регулировок, их можно настроить на правильный угол режущей поверхности (включая угол зазора от внешнего наконечника к внутреннему наконечнику), а затем задний угол за режущим наконечником.
Для двух канавок потребуется какое-то приспособление для прорези, чтобы одна режущая грань была длиннее другой, я делал это вручную с помощью небольшого дремеля, в то время как у многоканальных канавок одна режущая кромка длиннее всех остальных для достижения того же эффекта. Для концевых фрез старого образца это не требуется, так как режущие поверхности не доходят до центра.
Я бы посоветовал вам раздобыть несколько старых фрез того типа, который вы надеетесь переточить, и дать им хорошую дозу, чтобы увидеть, возможно ли попытаться получить все эти различные углы на вашей установке.
Вы также можете обнаружить, что у тех, которые выходят из производственной мастерской, также изношены канавки, в этом случае вам придется укоротить резак, чтобы вернуться к неизношенным канавкам, полностью изменить форму и отшлифовать новые режущие советы на них. Работа не для слабонервных.
Я думаю, что это немного больше, чем вы думали сначала, но если вы думаете, что готовы это сделать, дерзайте и покажите нам результаты.
Джон
MRA
Известный член
#4
Спасибо, ребята. Меня в основном интересуют маленькие концевые фрезы с 4 канавками и сверла с 2 канавками.
Корпус фрезера — хорошая идея — высокая скорость, встроенный цанговый патрон, их много. Вероятно, они также являются щеточным «универсальным двигателем», поэтому можно сделать штуковину, которая замедляет их, чтобы они подходили для данного колеса. Мой маршрутизатор нелегко адаптировать, не разрушая его — много литой посторонней массы — поэтому я думаю, что поищу что-нибудь более полезное из обычных источников.
Выдержка — Я знаю. Что ж, я думаю, это не будет большой частью того, что я делаю в сарае, и с достаточным количеством резинового листа, нанесенного на нужные места…
голдстар31
Известный член
#5
Марка
Так как вы, вероятно, собираетесь использовать фрезы с 2 и 4 режущими кромками, вы, вероятно, можете индексировать, используя держатели инструмента, просверленные из квадратной заготовки.
т. е. расточил 1/2 дюйма или что-то еще и правильно зафиксировал одну кромку, повернул на 90, 180 и 270 градусов, возможно, для первой заточки, а затем наклонил стол для второй заточки.Немного оглядываясь назад, вот что такое инструменты как Уорден, Кеннет и некоторые другие конструкции. как владелец неиспользованного Quorn. Heigh ho!
Норман
голдстар31
Известный член
#6
Поскольку возраст берет свое (тьфу), почему бы не наброситься и не купить — я думаю, 17 фунтов стерлингов — за чертежи Системы заточки инструментов Acute Tool от Eccentric Engineering.
Это австралийская фирма, но его сестра живет в Великобритании. Чертежи, кстати, купил.В сети есть ютуб или что-то еще. Стоит посмотреть
С уважением
Норман
SmithDoor
Известный член
#7
Да, можно затачивать на токарном станке концевую фрезу и развертки
Недостатком является то, что после заточки концевой фрезы она становится типичным новым размером, а не тем размером, который вам нужен.
Стоимость концевой фрезы настолько дешева, зачем использовать нестандартный размер, который требует больше работы.
Если вам нужна концевая фреза или развертка особого размера, просто используйте фрезу с центрами на обоих концах фрезы. Установите смесь на 83 или 87 градусов для подачи на 0,0001. используйте центры как в передней, так и в задней бабке. сделайте палец для канавок, используйте болты для упора толкателя. :fan:Удачи
ДэйвMRA сказал:
Привет, ребята
Я занимаюсь изготовлением шлифовального станка для инструментов, и мне пришло в голову, что я мог бы использовать его для восстановления изношенных концевых фрез. Если бы фреза удерживалась в передней бабке, ее можно было бы индексировать с помощью шестерен токарного станка, а точильный камень выравнивать, устанавливая над верхним ползунком и, возможно, также используя вертикальный ползун (который у меня есть, хотя его нужно модифицировать, чтобы он соответствовал моему «новому» токарному станку. ) или упаковки. Кто-нибудь пробовал это?
Как обычно, мотивация отчасти экономия денег на фрезерно-шлифовальном станке, но в большей степени экономия места — работаю дома в маленьком, переполненном сарае 12х8, поэтому изготовление инструментов выполняет несколько функций (иногда довольно плохо, или, по крайней мере, довольно медленно ) единственный выход.
ура
ОтметкаНажмите, чтобы развернуть…
Г.Л.Карлсон
Известный член
#8
MRA сказал:
Спасибо, ребята. Меня в основном интересуют маленькие концевые фрезы с 4 канавками и сверла с 2 канавками.
Корпус фрезера — хорошая идея — высокая скорость, встроенный цанговый патрон, их много. Вероятно, они также являются щеточным «универсальным двигателем», поэтому можно сделать штуковину, которая замедляет их, чтобы они подходили для данного колеса.
Мой маршрутизатор нелегко адаптировать, не разрушая его — много литой посторонней массы — поэтому я думаю, что поищу что-нибудь более полезное из обычных источников.Выдержка — Я знаю. Что ж, полагаю, это не будет большой частью того, что я делаю в сарае, и с достаточным количеством резинового листа, нанесенного на нужные места…
Нажмите, чтобы развернуть…
Обратитесь к PreciseBits за советом по поводу цанг, корпусов фрезеров и т. д. Иногда на Ebay можно найти только корпус (например, Dewalt 611) за <100 баксов, который очень легко установить — просто зажим, подходящий для вашего QCTP. Один нюанс - следите за скоростью. Колеса могут взорваться.
Попробуйте алюминиевую фольгу, а не резиновый лист, чтобы защитить свои пути. Фольга рвется, если ее поймают (предохранительная функция), крепко держится и достаточно дешева, чтобы ее можно было скомкать и бросить, задерживая весь песок. С небольшой разумной лентой, это может быть гибкое покрытие.
Не очень прочный, но для одноразового использования сойдет.Все это говорит о том, что я бы с подозрением относился к регулярному шлифованию на токарном станке. Время от времени, с осторожностью и тщательной очисткой, конечно.
базмак
БАЗМАК
#9
Концевые фрезы обычно много раз затачивают только на конце, поэтому уменьшен размер
никогда не становится проблемой. Шлифование канавок действительно уменьшает размер, но это делается только тогда, когда поврежденная или сильно изношенная фреза больше не может шлифоваться только на конце. Они обычно маркируются и используются для чернового фрезерования, когда диаметр фрезы не критично. Развертки обычно шлифуют не на канавках, а всегда на торцевой фаске. Иногда канавки прецизионно шлифуют до уменьшенного известного размера и т. д.Блогведьма
Экс Богстандарт
#10
Марк,
Я понятия не имею, из какой вы страны, но если она из США, Little Machine Shop продает точильные станки для инструментов, возможно, немного дороже или даже дешевле, чем вам обойдется изготовление приличного. Плюс все, что вам нужно сделать, это внутренний шлифовальный держатель для шпинделя.
Если вы собираетесь использовать только 3 мм (1/8″ при нажатии) установочные головки, то было бы легко установить на шпиндель что-то вроде патрона для штифтов (с цангами) или тисков для штифтов (различных размеров).
. ..101352?hash=item3ce5c79a28:g:BZUAAOSwd0BVzxCyПатрон для игл
http://www.ebay.co.uk/itm/Expo-Adap…549887?hash=item25b4e2c2ff:g:lRcAAOSw34FVB30K
Джон
Оуэн
Новый член
#11
Какие отрицательные ответы на очень простой вопрос, почему все ссылки просто делают предложение, например, накрыть станину токарного станка, чтобы избежать попадания песка, я лично думаю, что вы просто пытаетесь быть умным.
QUOTE=goldstar31;278839]После того, как я «побывал там», могу ли я спросить, зачем утруждать себя изготовлением шлифовального станка? Я сделал свой, взяв дополнения вокруг фрезера по дереву и прикрепив его к токарному станку с помощью 43-мм хомута.
У меня был Bosch POF45, о котором я много раз писал! Другие писали об их использовании на отдельных самодельных машинах. Навскидку, о Brookes писали в выпусках 16 и 17 MEW.Что касается использования вертикального слайда, то он используется на стенте.
Возвращаясь к держателю для «концевых фрез», он был хорошо освещен в «Пушке», описанной в MEW. Шлифовальный отдел был дешевым и не слишком неприятным 6-дюймовым шлифовальным станком DE, доступным во многих торговых точках.
Причина МОИХ комментариев заключается в том, что ваши нынешние идеи представляют ситуацию с зернистостью, которая вряд ли приемлема на токарном станке.
Для чего, на мой взгляд заключается в том, что вы могли бы сделать что-то вроде Tinker, который будет делать удивительное количество вещей и может, или, как утверждается, быть сделанным за неделю.0007
Мое мнение, но другие могут также комментировать
Norman[/QUOTE]
голдстар31
Известный член
#12
Я могу только извиниться, если мои комментарии кажутся «негативными». Возможно, владельцы сайта их удалят.
С уважением
N
Блогведьма
Экс Богстандарт
№13
Оуэн,
Из-за того, сколько раз используется шлифовальный станок (а я занимаюсь этой игрой более 50 лет), я думаю, вы можете отклонить любые комментарии о зернистости, если только вы не делаете это через день и не используете токарный станок. во вторые дни, МОЖЕТ быть, вы заметите небольшой износ ваших слайдов, вызванный зернистостью, образовавшейся за многие годы.
Обычно я просто накрываю пути бумажным полотенцем. Единственный раз, когда вы производите много песка, это когда вы правите колесо, поэтому я меняю бумагу после этого. Пока ваши слайды хорошо смазаны, вы можете даже использовать влажное бумажное полотенце, чтобы собрать все до последней крупинки песка.Кстати, в чем разница между использованием вашего токарного станка и специальной шлифовальной машины? То, что вы говорите о проблеме с зернистостью, ваш шлифовальный станок будет изнашиваться так же сильно, как ваш токарный станок или плоскошлифовальный станок. Вы хотите, чтобы мы перестали их использовать?
Теперь вернемся в реальный мир.
На какой скорости работает роутер? Может быть, кто-нибудь может дать мне знать, так как я не работаю с коричневым материалом, за исключением создания нечетной основы, которую я могу сделать на своей мельнице.
Я бы беспокоился, что маршрутизатор может превысить скорость взрыва точильного камня. Моя коммерческая шлифовальная машина с 2-дюймовым внешним колесом может достигать только около 15 000 об/мин для внешнего шлифования и 20 000 об/мин (с помощью системы шкивов и ремней) для внутреннего шлифования с использованием 1/2-дюймовых насадок. Я считаю все, что сверх этого, классифицируется как взятие вашего зрения в свои руки. Они работают намного быстрее, чем ручная шлифовальная машина, из-за меньших колес.Я только что доставил пару дней назад один из них для установки на мой станок и, если я куплю другой, на мой будущий станок с ЧПУ.
http://www.aliexpress.com/item/NEW-…30193.html?spm=2114.10010108.1000023.4.cainW3
Стоимость около 90 фунтов стерлингов (включая почтовые расходы и таможенные сборы в размере 4 фунтов) , вы получаете достаточно мощный двигатель, полный набор цанг ER11, крепление плюс источник питания с переменной скоростью, достаточно быстрый для того, что мы делаем, на самом деле, если бы у меня еще не было шлифовального станка с резцедержателем, я бы сделать себя один из этого кусочка комплекта.
Кстати, это герметичный двигатель, воздушный вентилятор охлаждает снаружи, поэтому не нужно беспокоиться о попадании GRIT.Джон
Последнее редактирование:
MRA
Известный член
№14
Отличное предложение, Джон, спасибо. Я думаю, что ранее вы задавались вопросом, где я был — просто вверх по дороге в Манчестере.
Я смотрел на шлифовальные машины, но ваше предложение подходит даже под б/у, если мне не очень повезло, и с гораздо более широким ассортиментом цанг.
Первоначальная мотивация — починить твердые кулачки на хорошем во всем остальном 3-кулачковом патроне, который у меня закончился. После этого — я мог бы попробовать нарезать зубья на токарном станке, индексируя с помощью сменных колес.
ура
МаркБлогведьма
Экс Богстандарт
№15
Приятно знать, что ты живешь так близко, Марк.
Завтра вечером я буду в Манчестере на праздновании 40-летия.
Вам следует подготовиться к посещению моего магазина бомбовых прицелов, но принесите список необходимого сырья, и я посмотрю, смогу ли я заполнить его для вас.
Джон
голдстар31
Известный член
№16
Я понимаю, что немного отклоняюсь от темы, но сейчас станки для заточки инструментов и фрез относительно недороги. Мой Кларксон стоил 100 фунтов, и я сделал большую часть инструментов, использовал делительную головку или что-то в этом роде.
Тем не менее, этот новый дизайн — нет, не совсем новый — от Eccentric Engineering кажется довольно простым в изготовлении, и, возможно, дешевой 6-дюймовой шлифовальной машины DE будет достаточно для большинства людей. об исправлении износа 3 челюстей с помощью шлифовального станка для инструментов.Это старая тема, которую в прошлом пороли и пороли.Выполнение уборки неизношенного патрона возможно, но если есть другой износ в прокрутке и т. д., все это произойдет то, что ОДИН диаметр может быть отшлифован точно.0007Извините, но это мой опыт
Норман
Рон Джинджер
Известный член
# 17
Джон, я несколько раз смотрел на этот двигатель шпинделя, но меня беспокоило биение цанг — похоже, что держатель просто крепится к валу двигателя с помощью установочного винта.
Вам это кажется хорошим? Приходится измерять биение?Блогведьма
Экс Богстандарт
# 18
Рон,
На данный момент проверка на биение не проводилась, но, кажется, я где-то читал, что это должно быть не более 1 тыс.Когда он будет использоваться на моем фрезерном станке, будут проведены полные проверки и, при необходимости, цанговый держатель будет отшлифован на месте, что я сделал со всеми своими цанговыми держателями, включая ER32, ER16, MT3 и R8, и со временем три цанговых патрона 5С так как все они имели биение, некоторые аж до 4тыс.
После того, как их носовые части были переточены или очень тонко выточены внутри, биение едва ли можно было обнаружить, когда в любом из них были опробованы цанги.http://www.homemodelenginemachinist.com/showthread.php?t=24123
Это предупреждение для людей, которые думают, что их цанговые держатели гарантированно работают правильно. которые я сделал сам с нуля.
Если есть небольшое биение, то для шлифовального станка я бы даже не стал заморачиваться, так как правка кругов приведет к приемлемым параметрам, о которых обычные домашние слесари никогда не узнают.
Джон
ДЖП
Известный член
# 19
Я уже делился этим ранее и склонен согласиться с тем, что причиной такого подхода была пыль от шлифовального круга на моем токарном станке.
Для моих нужд заточка концов фрез достаточна для дополнительного использования, а для специальных работ я держу комплект новых фрез.Предпочтителен отдельный станок для любой шлифовки, а делать эту работу в отдельном сварочном цеху, на мой взгляд, еще лучше. Риск отказа высок при сборке подшипников двигателя в грязной среде.
Мои мысли к вашему вниманию.
Блогведьма
Экс Богстандарт
#20
Вы можете бесконечно пытаться найти идеальное решение.
Поскольку у меня есть плоскошлифовальный станок, я начал использовать один из них для заточки наконечников, у меня 5C, а не ER, как показано на рисунке, но у меня есть оригинальный держатель ER John S, который подходит к моему, поэтому я могу использовать любой тип цанг.
.http://www.arceurotrade.co.uk/Catal…t-Fixtures/Stevensons-ER32-Sharpening-Fixture
Вы можете купить держатели инструментов, которые используются на плоскошлифовальных станках для заточки канавок, но они довольно дороги для того, что они делают, плюс, когда вы касаетесь канавок, вы фактически делаете фрезу меньшего размера, поэтому вы можете легко закончить с фрезой, которой нет ни здесь, ни там, поэтому придется использовать ее в качестве черновой фрезы.
http://www.amadeal.co.uk/acatalog/End-Mill-Sharpener-AMA_OT_287_6350TD.html#SID=79
На самом деле я пошел немного дальше и инвестировал в меньший из них.
http://www.arceurotrade.co.uk/Catal…g-Module/EMG-12-End-Mill-Re-Sharpening-Module
Очень прост в использовании и позволяет затачивать фрезы от 2 мм до 12 мм, но только на кончике. Если вы откололи край резака, просто отшлифуйте его до плоского состояния на конце, и это позволит перерезать новый набор граней на конце всего за пару минут.
- 2.
