Ручное хонингование цилиндров: Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Содержание
Хонинговка циллиндров двигателя. Стоит делать или нет? | SUPROTEC
Изначально хонинговка производится заводом-изготовителем как финишная операция для повышения маслоудерживающей способности поверхностей трения зеркала цилиндра. При значительных износах в процессе работы двигателя или в случаях задиров хонинговка исчезает. В этом случае требуется предварительная расточка под ремонтный размер и хонинговка.
Хонинговка блока цилиндров – что это такое
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
- выхлоп окрасился в сизый цвет,
- заметно увеличился расход масла,
- на холостом ходу обороты нестабильны,
- снизилась мощность,
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
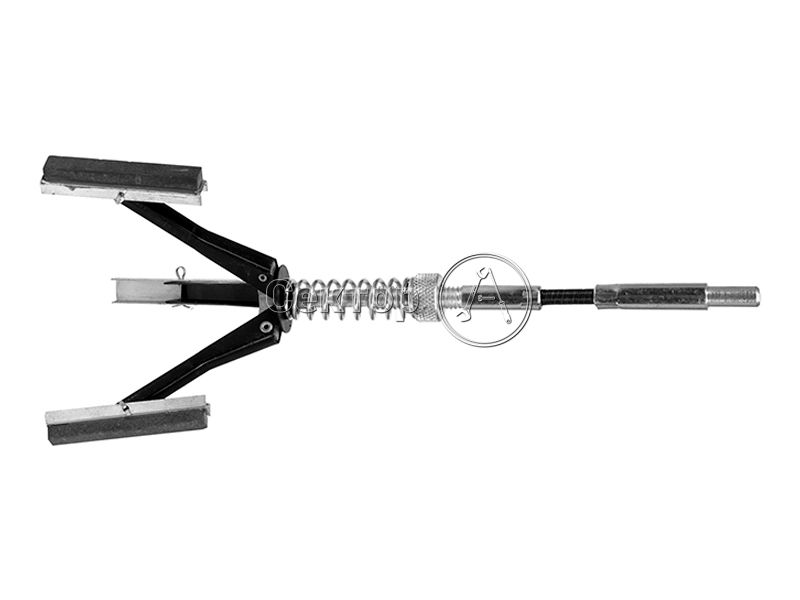
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала.
 Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии. - После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0. 1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0. 03 мм).
03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Признак | Проблема | Решение |
Повышенный расход масла | Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар | 1. Добавить в масло средство Active Plus от компании Suprotec. 2. Если триботехнический состав не помог, в запущенных случаях – расточить и хонинговать блок цилиндра. |
Сизый цвет выхлопа | Относительно большое количество масла сгорает вместе с топливом, значительный угар | 1. Залить в масло триботехнический состав «Супротек Актив Плюс». 2. Если состав не решил проблему, хонинговать цилиндры. 3. В тяжелых случаях – расточить и хонинговать блок цилиндров. |
Нестабильная работа двигателя на ХХ | Неплотное сопряжение пары поршень-гильза. | 1. Использовать трибосостав Active Plus от компании Suprotec. 2. Если первый пункт не помог – хонингование цилиндра. 3. При большой выработке, глубоких задирах – расточка и хонингование БЦ. |
Снижение мощности мотора | Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы | 1. Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек». 2. Если трибосостав не справился, провести хонинговку цилиндров блока. 3. В запущенных случаях – расточить и хонинговать цилиндры. |
Повышенный расход горючего | Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». | 1. Использовать триботехническое средство «Супротек Актив Плюс». 2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока. 3. В запущенных случаях применить расточку и хонингование БЦ. |

 Мотору требуется больше топлива для достижения нужной мощности
Мотору требуется больше топлива для достижения нужной мощностиНадеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Хонингование цилиндров своими руками
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра.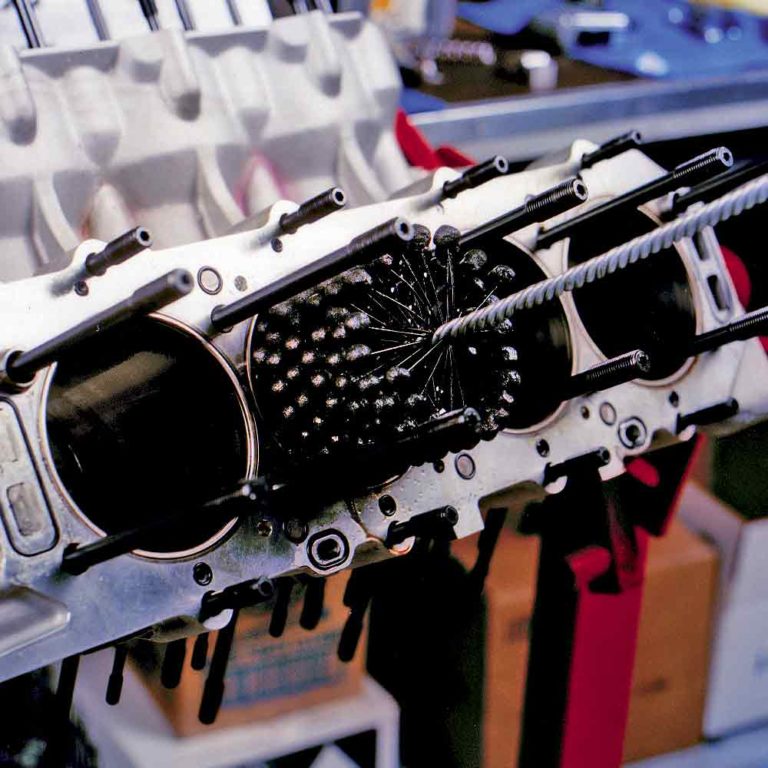 Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.

Требования к инструменту и материалам
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как правильно делается хонингование цилиндров двигателя
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд. При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.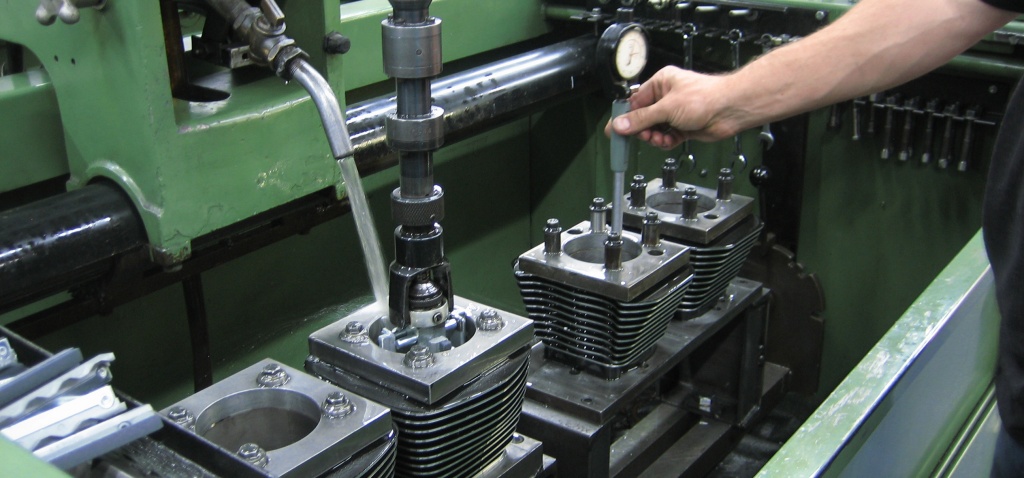
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Как хонинговать гильзы двигателя своими руками
Содержание
- Зачем нужно хонингование цилиндров двигателя
- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Хонингование цилиндров – как повысить производительность двигателя?
- 1 Хонингование цилиндров – повышение ресурсов двигателя
- 2 Основные этапы и инструменты для обработки поверхности
- 3 Как выполнить хонингование своими руками, и что вам в этом поможет?
- Технология хонингования цилиндров своими руками
- Теория хонингования блока цилиндров
- Что дает хонингование поверхности цилиндров
- Хонингование цилиндров блока двигателя своими руками
- Самые примитивные, но реальные варианты
- При помощи обычной дрели
- Обработка гильзы блока двигателя с использованием сверлильного станка
- Хонингование цилиндров: как это делается
- Хонингование, что это
- Хонинговальные станки
- Хонингование цилиндров, что дает хонингование двигателю
- Как правильно наносить хон на стенки цилиндров
- Этапы расточки и хонингования
- Используемое оборудование и материалы
- Инструмент и приспособления для хонингования
- Главные плюсы
- Виды отделочной обработки полирование
- Хонингование цилиндров своими руками, технология хонингования
- Инструмент для обработки
- Видео
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
В конце статьи — видео о том, что такое хонингование.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.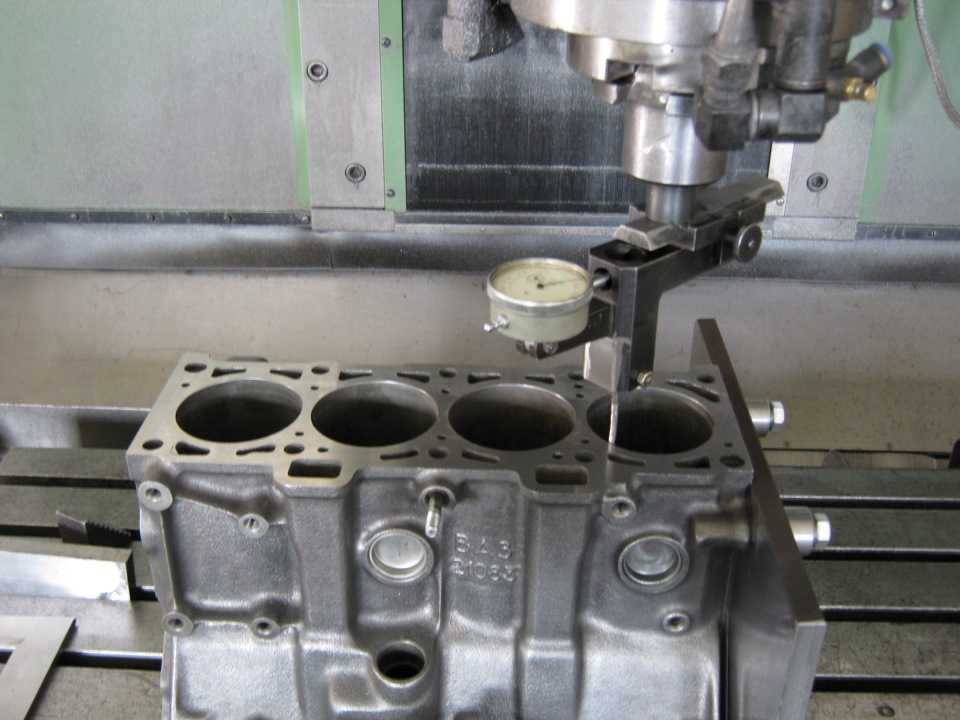
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Источник
Хонингование цилиндров – как повысить производительность двигателя?
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец.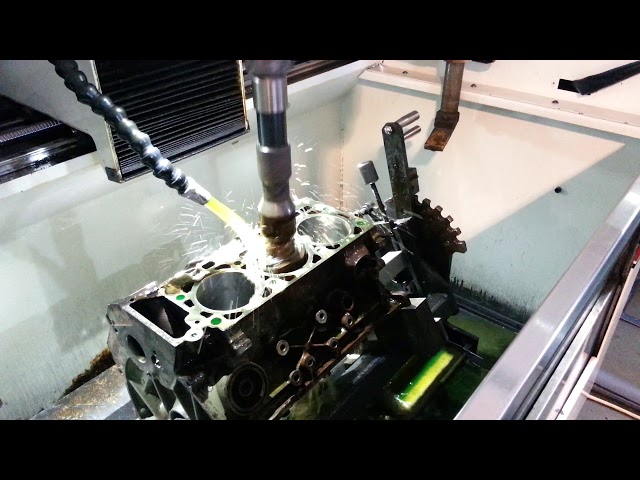 В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Размер абразивных зерен не должен превышать 1/150 мм.
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Источник
Технология хонингования цилиндров своими руками
В машиностроительных технологиях металлообработки есть немало необычных и интересных способов снятия метала при изготовлении точных и особо точных деталей. Если использовать сравнение, то хонингование можно назвать высшим пилотажем металлорежущего процесса.
Что такое хонингование цилиндров – это завершающая стадия обработки металлической детали. Сверхточное снятие с обрабатываемой поверхности детали тончайших, микронных слоев металла. Благодаря применению специальных сложных инструментов и сверхтвердых материалов появилась возможность на заключительном этапе приводить геометрию и чистоту поверхности к 10 и 11 классу. Правда, подобное высокое качество может быть обеспечено только применением тонких алмазных порошков, что повышает стоимость обработки.
Технология хонингования гильз блока позволяет получить:
Технология хонингования блока цилиндров появилась, как ответ на потребность в точной обработке цилиндров двигателей внутреннего сгорания, в первую очередь дизелей. От точности геометрии гильз, качества их поверхности зависит ресурс двигателя и его рабочие параметры.
От точности геометрии гильз, качества их поверхности зависит ресурс двигателя и его рабочие параметры.
Теория хонингования блока цилиндров
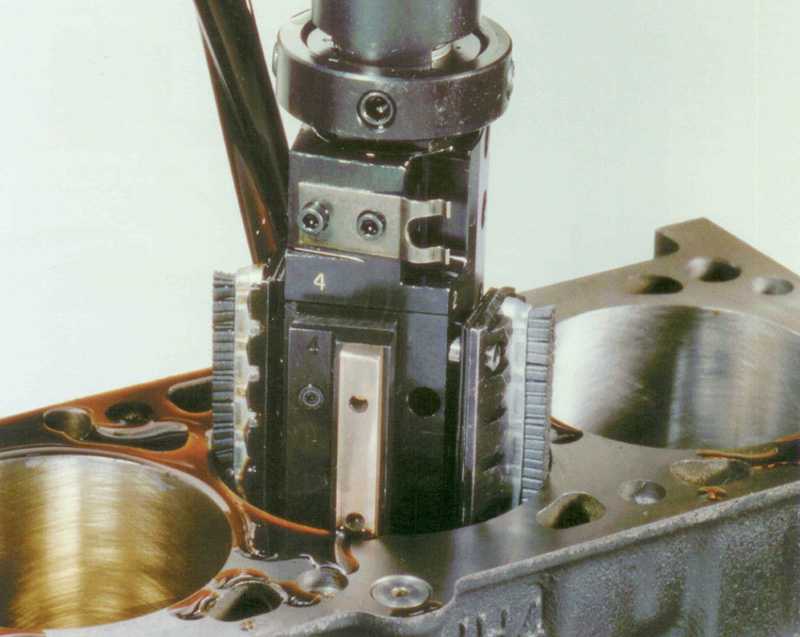
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что дает хонингование поверхности цилиндров
Хонингование применяется как доводочная операция после расточки цилиндра блока двигателя до необходимого диаметра. После обработки внутренней поверхности металла резцом, даже при использовании специальных режимов точения, шероховатость поверхности редко получается лучше Ra1,6 по 6 классу точности, тогда как хонингование поверхности дает прекрасную геометрию и качество Ra0,2 по 10 классу точности. Обработке подвергают чугуны, углеродистые стали, бронзы и дюралюминий.
Хонингование цилиндров блока двигателя своими руками
Лучшим вариантом ремонта двигателя всегда была специализированная автомастерская, располагающая необходимыми расточными и хонинговальными станками, специализированным измерительным инструментом, а главное – квалифицированными мастерами, выполнившими не один ремонт цилиндров блока двигателя.
Но при наличии слесарных навыков и сверлильного станка можно попробовать освоить операцию хонингования своими руками. Лучшим вариантом было бы получить пару уроков хонингования отверстий у опытного мастера, на крайний случай изучить опыт, выложенный на многочисленных видео в сети. На третий-четвертый раз операция хонингования цилиндра блока будет успешно освоена.
Самые примитивные, но реальные варианты
При помощи обычной дрели
Для простых и легких блоков с диаметром гильзы не более 50 мм отдельными мастерами используется самый примитивный способ – с помощью электрической дрели и маятникового хона.
Суть способа сводится к использованию в хонинговании набора наждачных шкурок с различной зернистостью, которую обертывают вокруг лапок хона и вводят в цилиндр, предварительно залитый моторным маслом. Метод прост и легко воспроизводится, если в алюминиевый блок запрессована короткая стальная гильза. Производительность и точность подобной обработки низкая и больше напоминает притирку поршня к гильзе.
Вместо специализированного мерительного инструмента в контроле цилиндра блока используют ремонтный поршень. После проведения двух-трех проходов обработку прекращают для измерения полученного размера гильзы цилиндра. Если смазанный моторным маслом поршень входит в промытую гильзу с небольшим усилием, то обработку хонингованием прекращают.
Обработка гильзы блока двигателя с использованием сверлильного станка
Более точный и продуктивный способ хонингования гильз можно освоить, если у вас есть сверлильный станок на тяжелой станине с мощностью привода не менее 800-900Вт.
Для получения качественного результата обработку необходимо проводить с использованием самодельного или промышленного хона, рассчитанного на диаметр гильзы вашего двигателя.
Для управления процессом следует предварительно промерить диаметры гильзы в нескольких местах.
Процедура проводится в следующем порядке:
Обработка применяется не только для гильзы. Достаточно часто она используется для шлицевых соединений и даже для наружной поверхности поршневых колец. В отдельных случаях ресурс маслосъемных колец после специальной формы хонингования повышается на 100-150%.
Достаточно часто она используется для шлицевых соединений и даже для наружной поверхности поршневых колец. В отдельных случаях ресурс маслосъемных колец после специальной формы хонингования повышается на 100-150%.
На видео хонингование цилиндров своими руками:
Источник
Хонингование цилиндров: как это делается
Хонингование, что это
Многим автовладельцам знаком термин «расточка мотора», которая может выполняться либо для повышения мощности двигателя, либо для устранения так называемого «эффекта конусности» при капитальном ремонте. Когда растачивание цилиндров силового агрегата завершено, нужно провести их хонингование.
Хонингование цилиндров является завершающей стадией их обработки. Оно осуществляется с применением специального инструментария, поэтому самостоятельно провести хонингование мотора без сервисного оборудования не получится. Главная задача данного мероприятия — увеличение срока службы мотора, благодаря уменьшению износа элементов во время их приработки.
Хонинговальные станки
В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
Хонингование цилиндров, что дает хонингование двигателю
Многие профессиональные мастерские занимаются хонингованием цилиндров мотора. Основной задачей хонингования является снижение шероховатости стенок цилиндров, что дает возможность повысить качество приработки поршневых колец и поршней. В процессе работы силовой агрегат теряет свои первоначальные характеристики, в результате чего возникают проблемы в его работе. Элементы и детали мотора способны менять свою форму. Если посмотреть на цилиндры в разрезе, они имеют форму овала. В процессе эксплуатации и/или ремонта на их поверхности остаются царапины и следы. Это влечет за собой такие проблемы, как:
Как правильно наносить хон на стенки цилиндров
Сейчас читают
Схема системы охлаждения УАЗ Буханка
Проверка датчика температуры охлаждающей жидкости
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Этапы расточки и хонингования
Вышеописанные проблемы влекут за собой ремонт силового агрегата. Если не сделать это вовремя, состояние цилиндров может отрицательно сказаться на работоспособности других механизмов, что приведет к более серьезным поломкам. Бывают случаи, когда в результате откладывания ремонта приходилось делать замену всего кривошипно-шатунного механизма.
Происходит ремонт в несколько этапов:
Расточка и хонингование производится по этапам:
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.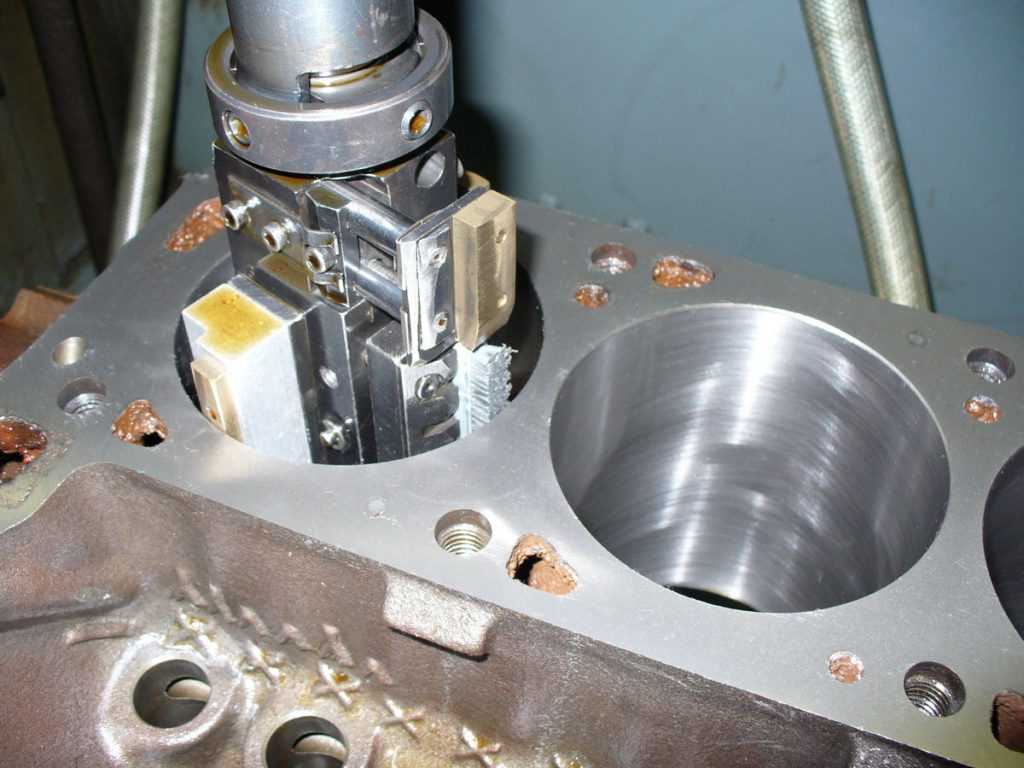
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Применяемый хонинговальный станок бывает 2 типов:
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
Читать далее: Что такое лонжерон в автомобиле
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
Инструмент и приспособления для хонингования
Обычный станок не подойдет для выполнения хонингования, так как здесь требуется работа специального оборудования. Как уже было сказано выше, расточку делают с помощью брусков с абразивными материалами. Количество этих брусков должно быть 5-8 штук. Для равномерной обработки необходимо, чтобы бруски располагались по всей поверхности цилиндра, который обрабатывается в данный момент. Чтобы установить инструмент, понадобится помощь гидравлического привода.
Зерна абразивного материала прикреплены на бруске с помощью связки из пластмассы. Данные бруски выполнены так, что алмазное напыление способно самозатачиваться.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
Читать далее: Рассмотрим как подключить сабвуфер supra
Виды отделочной обработки полирование
Существует несколько типов отделочной обработки:
Хонингование цилиндров своими руками, технология хонингования
Самостоятельно произвести расточку без спецоборудования невозможно. Плосковершинное хонингование можно осуществить самостоятельно. Такое мероприятие состоит из нескольких шагов:
Плосковершинное хонингование можно осуществить самостоятельно. Такое мероприятие состоит из нескольких шагов:
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
по способу крепления абразивного инструмента: жесткие;
Хонинговальная головка состоит из:
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Источник
Видео
Хонинговка цилиндров двигателя. Своими руками! Часть 7
Бюджетный хон хонинговка цилиндров своими руками хонингования двигателя 1G-FE после кап ремонта
Обзор ручного хона
Расточка блока своими руками!!!
СВОИМИ РУКАМИ: Хонинговка цилиндра
Расточка гильзовка и хонинговка блока цилиндров
Хон или зеркало? Научно-практический коментарий
ШЛИФОВАЛЬНЫЙ ЦИЛИНДР СВОИМИ РУКАМИ | Крутая самоделка
шлифовка блока цилиндров без снятия с автомобиля 1
Восстановление (гильзовка) блока цилиндров. Часть 2: Установка гильз
Хонинговка цилиндров — для чего нужна расточка и хонингование двигателя
15. 07.2021
07.2021
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
качество бензина, который вы используете;
характер езды;
продолжительность поездок;
качество системы охлаждения и т.
 д.
д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
страдает мощность двигателя;
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.
Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.

В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Была ли полезна эта статья: Комментарии
Похожие статьи
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео).
 хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом.
 Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра; - получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки.
 В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски.
Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками.
Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров).
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т. д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности.
Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона.
По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона.
Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д.
Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя.
Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания.
Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания.
Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски.
Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским.
Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности.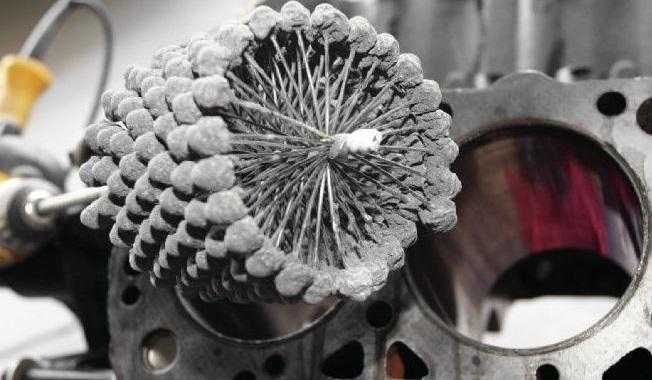 Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу.
Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу.
От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок.
Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном.
 Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д. - После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание.
 Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия.
Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу.
Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках.
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар.
Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ.
С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ.
Такой подход позволяет достичь наилучших результатов.
Actionteaser.ru — тизерная реклама
Источник: https://mazdaview.pp.ua/khoningovanie-cilindrov-chto-yeto-takoe-dlya-chego-nuzhna-khoningovka-i-rastochka-video-khon-ili-zerkalo-kak-sdelat-khoningovku-svoimi-rukami-instrument-i-prisposoblenie/
Хонинговка блока цилиндров что это такое
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей.
Нанесение хона является финальной стадией обработки металлических деталей.
При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала.
Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму.
Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом.
Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами.
Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя.
Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Пластина под фрезерный стол
- Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- — не должны иметь рваных, острых кромок;— отсутствуют деформированные участки;
- — глубина, ширина должны быть однородными.

- ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью.
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр.
Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.
Самодельная приставка для цифрового телевидения
Зачем хонинговать двигатель
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера).
При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока.
Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов.
Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
На видео хорошо видны результаты проделанной работы.
Хонингование цилиндров своими руками
Если расточка цилиндров – задача, требующая наличия специального оборудования, и справиться с ней в гаражных условиях невозможно, то выполнить плосковершинное хонингование вполне возможно и своими руками, хотя в условиях автомастерской данная процедура, разумеется, осуществляется на станке.
Процесс хонингования проходит в два этапа. На первом этапе применяется инструмент для хонингования с крупнозернистым абразивом. С его помощью проводится черновая обработка, в процессе которой снимается верхний дефектный слой металла с гильз цилиндров, выравнивается их форма и удаляются крупные шероховатости.
Второй этап – финишная обработка. Хонингование блока цилиндров выполняется мелким абразивом, позволяющим выполнять работу с высокой точностью.
При желании можно дополнительно выполнить обработку абразивной пастой, чтобы добиться максимальной гладкости гильз.
По окончании второго этапа хонингования, необходимо тщательно промыть весь двигатель, чтобы удалить металлическую пыль, стружки и остатки полировочных материалов.
Причины выхода из строя диодного моста генератора
Детально с процессом хонингования блока цилиндров двигателя своими руками можно ознакомиться на видео. » alt=»»>
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины.
Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.
Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы.
Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы.
В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров.
Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.
Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.

В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин.
В некоторых случаях завершают хонингование абразивной пастой.
Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
Хонинговка блока цилиндров что это такое Ссылка на основную публикацию
Источник: https://crast.ru/instrumenty/honingovka-bloka-cilindrov-chto-jeto-takoe
Расточка блоков цилиндров: «под зеркало» и с хонингованием :
Производится расточка блоков цилиндров в том случае, если произошла потеря компрессии вследствие значительного износа ДВС. Если верить автопроизводителям, то ресурс мотора может составлять и 200, и 300, и 500 тысяч километров. Но на деле, конечно, все далеко не так, — эти цифры оказываются слишком завышенными.
Почему изнашивается двигатель
Причин для этого масса, среди них и качество топлива, масла, фильтров, и стиль езды водителя, и несвоевременная замена комплектующих. По сути, если придерживаться всех правил эксплуатации, то двигатель пройдет заявленный ресурс. При условии, что качество его сборки было достойным. Но, как бы то ни было, проведение капитального ремонта близится с каждым пройденным километром.
По сути, если придерживаться всех правил эксплуатации, то двигатель пройдет заявленный ресурс. При условии, что качество его сборки было достойным. Но, как бы то ни было, проведение капитального ремонта близится с каждым пройденным километром.
Не стоит забывать, что решающий фактор всегда – это сам водитель. Если у вас мотор всегда работает на предельных оборотах, испытывает колоссальные нагрузки, да еще вы за ним и не следите, льете в него некачественное масло и топливо, то ресурс его уменьшается во много раз.
Например, при использовании некоторых типов турбонаддувов необходимость в капитальном ремонте возникает каждые 20-30 тысяч километров пробега. И за уровнем масла нужно следить чуть ли не ежедневно.
Поэтому следует знать, что такое расточка блока цилиндров, и как она правильно проводится.
Расточка блока «под зеркало»
Это один из видов расточки, который является наиболее популярным. Во-первых, эта процедура простая и не требует значительных затрат времени. Во-вторых, обеспечивается идеальное прилегание поршневых колец, вследствие чего сила трения практически равна нулю. Но не забывайте о том, что расточка блока цилиндров ВАЗ, например, производится при капитальном ремонте двигателя. А это значит, что, кроме данной процедуры, необходимо заменить и все агрегаты, имеющие прямое или косвенное отношение к гильзе.
Во-вторых, обеспечивается идеальное прилегание поршневых колец, вследствие чего сила трения практически равна нулю. Но не забывайте о том, что расточка блока цилиндров ВАЗ, например, производится при капитальном ремонте двигателя. А это значит, что, кроме данной процедуры, необходимо заменить и все агрегаты, имеющие прямое или косвенное отношение к гильзе.
Обязательно нужно заменять поршни с диаметром, равным тому, который будет у гильзы после расточки. На поршнях устанавливаются кольца. Их диаметр тоже должен быть иным. Все эти новые размеры называются «ремонтные».
Текущий номер запчасти можно узнать, посмотрев на ее корпус. Например, на блоке двигателя он наносится, а также он есть на поршнях.
Ремонт может затянуться на неопределенное время, да и все его этапы сделать самостоятельно не получится, придется обращаться к специалистам.
Расточка с хонингованием
Расточка блоков цилиндров может производиться двумя способами. Первый был рассмотрен выше – «под зеркало». Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита.
Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще.
Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Какую выбрать?
Если вы планируете сделать ремонт с минимальными вложениями, то стоит выбрать первый вариант. Расточка блоков цилиндров «под зеркало» оказывается намного лучше по многим причинам. Во-первых, вы тратите меньше денег. Хонингование гильзы – это достаточно трудоемкий процесс. Да еще и оплачивать его придется. Во-вторых, при выборе такого типа расточки не изменяется состояние внутренней поверхности блока. Вот здесь нужно остановиться и рассмотреть все более детально.
Хонингование гильзы – это достаточно трудоемкий процесс. Да еще и оплачивать его придется. Во-вторых, при выборе такого типа расточки не изменяется состояние внутренней поверхности блока. Вот здесь нужно остановиться и рассмотреть все более детально.
Представьте, что была произведена расточка блоков цилиндров двумя способами – «под зеркало» и с хонинговкой. Оба мотора были установлены на автомобилях и начали эксплуатироваться. Поначалу второй двигатель будет казаться более сильным и мощным.
Но вот по истечении небольшого срока – порядка 20-30 тысяч километров (что примерно равно годовалому пробегу), хонинговка начинает исчезать. Да не просто исчезать. Она еще успела «съесть» немного поршневых колец.
Итог – вы потратили деньги, а получили расточку «под зеркало» и износ колец.
А не проще ли сделать самостоятельно?
Сразу стоит сказать, что расточка блока цилиндров своими руками возможна лишь в том случае, если у вас имеется два основных атрибута – навыки и оборудование. Дилетантам это занятие окажется не под силу. Скорее всего, оно закончится заменой гильз. Причем это в лучшем случае, а в худшем – покупкой нового блока двигателя. Если возникла необходимость в расточке, обратитесь к специалисту. Это наиболее подходящий вариант, если вы не токарь.
Дилетантам это занятие окажется не под силу. Скорее всего, оно закончится заменой гильз. Причем это в лучшем случае, а в худшем – покупкой нового блока двигателя. Если возникла необходимость в расточке, обратитесь к специалисту. Это наиболее подходящий вариант, если вы не токарь.
Чтобы сделать расточку, нужно знать множество тонкостей. Малейшее отклонение заканчивается тем, что возникает необходимость в установке новых гильз.
Да и сделать эту работу стамеской или кухонным ножом не получится — необходим станок для расточки блока цилиндров. Его стоимость немаленькая, поэтому вряд ли при поиске специалиста вы наткнетесь на неумеху.
Такое оборудование могут себе позволить либо мастера с именем, либо крупные организации. А сделать его самостоятельно не представляется возможным.
Подводя итоги
Из всего вышесказанного можно сделать вывод, что оптимальный вариант — зеркальная поверхность гильзы. Это наиболее просто и доступно. Расточка блоков цилиндров таким способом займет немного времени.
И поручайте эту работу опытному специалисту, не пытайтесь сделать самостоятельно. А если нашли токаря, то вспомните про особенности своего мотора – при обрыве ремня ГРМ не гнутся ли клапаны? Если гнутся, сделайте в поршнях циклевки. Это небольшие пазы под тарелки клапанов.
И тогда уж вам не страшна будет такая неприятность, как обрыв ремня.
Источник: https://www.syl.ru/article/189544/new_rastochka-blokov-tsilindrov-pod-zerkalo-i-s-honingovaniem
Хонингование блока цилиндров
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование?
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки.
Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка.
Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка.
Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование блока цилиндров?
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок.
Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо.
Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.

Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности.
Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами.
Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Какими должны быть хонинговальные бруски?
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия.
Данный материал применим для обработки блока цилиндров, изготовленного из алюминия.
Конструкция брусков позволяет добиться самозатачивания алмазов.
Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как хонинговать блок цилиндров самостоятельно?
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд.
При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла.
После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного.
Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров.
Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Источник: https://VipWash.ru/dvigatel/honingovanie-bloka-cilindrov-svoimi-rukami
Хонингование цилиндров – как повысить производительность двигателя?
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ.
В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины.
От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Хонингование – это восстановление внутренней поверхности цилиндра
Рекомендуем ознакомиться
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз).
С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности.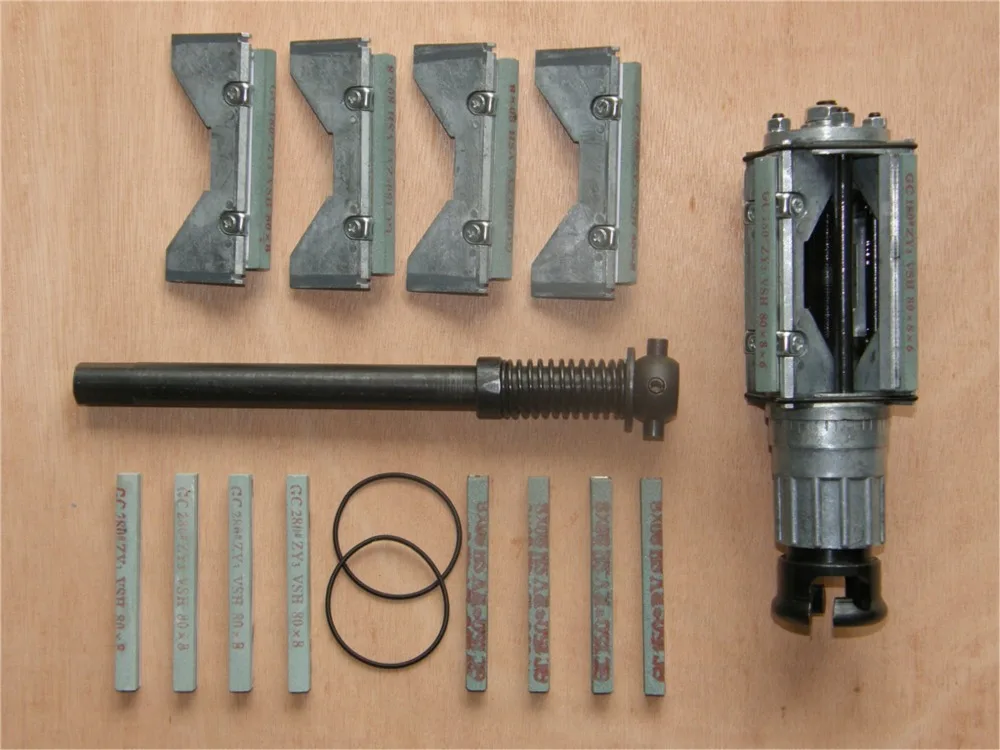 Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков).
Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков).
Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания.
При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец.
В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа.
Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости.
При работе понадобится большое количество смазывающей и охлаждающей жидкости.
При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон.
Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями.
Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор.
Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь.

Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы.
Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова.
Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Источник: http://tutmet.ru/xoningovanie-cilindrov.html
Хонингование блока цилиндров — что это такое и как делается?
Когда на одометре появляются шестизначные числа, а двигатель начинает вести себя не так, как привык водитель, пора задумываться о капитальном ремонте двигателя. Многие думают, что «капиталка» сводится к банальной расточке цилиндров. Действительно, убрать царапины и неровности с их стенок очень важно. Но на этом работа не заканчивается.
Многие думают, что «капиталка» сводится к банальной расточке цилиндров. Действительно, убрать царапины и неровности с их стенок очень важно. Но на этом работа не заканчивается.
Расточка на станке проводится на малой скорости. Работа с металлом большой прочности на высоких скоростях не позволит добиться равномерной обработки, поэтому приходится их избегать.
При этом из-за физических свойств сплава, из которого изготовлены стенки цилиндров, на малых скоростях обработка стенок нарушит целостность верхнего тонкого слоя металла.
Справиться с последствиями как раз и помогает хонинговка.
Ремонт помимо расточки
Расточка просто убирает царапины. Но этого мало. Стенки цилиндров должны быть ровными, но, кроме того, сам цилиндр должен быть идеально круглым.
При расточке цилиндров, когда делают замеры и выбирают диаметр гильз ремкомплекта, оставляют так называемый «припуск» на хонинговку, не больше десятой доли миллиметра.
Суть в том, что этот слой металла в цилиндре после расточки будет дефектным, и его нужно удалить, чтобы его остатки во время работы не спрессовались и не поцарапали стенки снова. Ведь тогда весь процесс капитального ремонта будет бессмысленным.
По сути, хонинговка является абразивной обработкой стенок цилиндра. Она так называется из-за инструмента для хонингования, который называется хоном или головкой.
Такая головка вращается внутри цилиндра, одновременно с удалением дефектного слоя промывая стенки специальной жидкостью, чтобы избежать царапин и повреждений. Эта жидкость, как правило, либо чистый керосин, либо его смесь с машинным маслом.
Станок для хонингования предполагает, что двигатель надёжно закреплён на станине (собственно, так же, как и станок по его расточке).
После хонинговки цилиндров кольца гарантированно сядут на них герметично, создав нужные условия для камер сгорания. Если же этого не сделать, настройки двигателя будут неверными, так как в камеру сгорания будет поступать неучтенный воздух. Такая ситуация приведёт к нештатной работе мотора, что сильно отразится на его ресурсе и сведёт на нет эффект от капитального ремонта.
Идём в гараж
Теперь, когда вы знаете, что это такое, настало время приступить к хонинговке цилиндров своими руками. В отличие от расточки, которую вы не сможете провести без специального станка из-за высоких требований к точности, при хонинговании можно обойтись практически подручными средствами.
Вам в первую очередь понадобится хонинговочная головка. Этот абразивный инструмент рассчитан, кроме всего прочего, на использование с обычной бытовой электродрелью; это для нас очень удобно. Изготовить жидкость в домашних условиях тоже не проблема: смешиваем в отдельной ёмкости керосин с маслом, и готово.
Главное, чего следует опасаться при домашней расточке и хонинговке, это перекос. Стоит вам нарушить угол полировки и на незаметный глазу угол сместить ось хода поршня, как капитальный ремонт стремительно сокращает свою полезность.
Поэтому по возможности соберите для себя систему подстраховки: рейку, уровень или просто банальный ориентир.
Затем вставленную в патрон дрели голову-хон поместите в расточенный цилиндр и вращайте несколько минут, постоянно поливая стенки цилиндра приготовленной жидкостью.
Вывод
Сам по себе процесс хонинговки несложен. Он технически и технологически свободно выполняется в гараже, не требуя от хозяина авто специальных знаний и умений. Единственное, что может вызвать хоть какую-то сложность, это выбор хонингующей головки. Однако, учитывая то, что их размеры унифицированы, это также можно назвать сложностью лишь с большой натяжкой.
Тем не менее нельзя относиться к хонинговке цилиндров пренебрежительно. Несмотря на кажущуюся простоту, процесс требователен к точности выполнения. Как мы и написали выше, важно выдержать правильный угол и сохранить ось хода поршня в цилиндре.
Источник: https://CarExtra.ru/remont/honingovanie-bloka-tsilindrov.html
Хонинговка циллиндров двигателя. стоит делать или нет?
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Хонингование блока цилиндров
Завершающим этапом капитального ремонта автомобильного двигателя считается хонингование блока цилиндров, которое за счет снижения шероховатостей цилиндров обеспечивает плавное движение поршня.
Зачем нужно хонингование блока цилиндров
Как известно силовой агрегат любого автомобиля теряет в ходе эксплуатации свои первоначальные свойства, что негативно отражается на его работе. Если посмотреть на выработанные цилиндры в разрезе. То можно увидеть следы и царапины, что в свою очередь сказывается на мощности двигателя — она уменьшается, а также повышается расход горючего и масла двигателя и теряется компрессия.
Если ремонт двигателя произвести не вовремя, то неважное состояние цилиндров отразится на работоспособности других механизмов и может привести к выходу из строя других важных механизмов
Процесс выполнения хонингования
Расточка и хонингование цилиндров производится в несколько этапов:
- Черновая обработка, которая производится с использованием абразивных материалов и возвращает детали первоначальное состояние.
- Расточка цилиндра. Это действие производится с использованием специальных абразивов
- Хонингование. Выполняется с применением бруса с керамическим или алмазным покрытием, который закрепляется на хонинговальной головке и выполняет движение вверх-вниз. Такое приспособление способно выполнить хонингование с высокой точностью.
- Очистка обработанного цилиндра. Это действие производится с использованием специальной пасты.
Преимущества хонингования и расточки
Хонингование цилиндров силового агрегата автомобиля доводит уровень давления в цилиндрах до максимума, что повышает его эффективность.
Расточка образовывает на поверхности цилиндра специальную сетку, которая сохраняет масло и когда двигатель находится в рабочем состоянии, то детали взаимодействуя, постоянно смазываются маслом.
Для работ по хонингованию потребуется специальное оборудование. В частности, для расточки понадобятся 5-8 брусков, которые располагаются по обрабатываемой поверхности. Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Хонингование цилиндров в домашних условиях
Даже если автомобилист решил самостоятельно хонинговать цилиндры двигателя, без специального оборудования это сделать сложно. Но плосковершинная хонинговка вполне доступна в домашних условиях и выполняется за два этапа:
- Сначала мастер проводит черновую очистку, удаляя поврежденные слои цилиндра и выравнивая шероховатости.
- Затем мастер работает мелким абразивом, добиваясь высокой точности, а гладкость обеспечивается за счет использования паст.

Специалисты советуют, при самостоятельных работах, не пренебрегать процедурой очистки двигателя от грязи и металлических частиц.
Смотреть все фото новости >>
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции.
Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов.
Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии.
Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока. - NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм.
Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса.
Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит.
Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
- Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
- В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
- Далее процесс хонингования проводится при помощи хона с мелким абразивом.
- Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
- По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
- Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Описание
Назначение
Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости.
Описание
• Для цилиндров диаметром от 32 до 89 мм • Размер зернистости хонов: 220* • Цилиндрический хвостовик с гибким удлинителем • Подпружиненный механизм подвода хонов • Гайка регулировки жёсткости пружины
* комплект сменных хонов (камней) поставляется также отдельно.
Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Для чего нужна хонинговка цилиндров
Хонингование цилиндров что это такое — сам термин «хонингование» происходит от английского «to hone», что означает «обтачивать», «точить». Этот процесс подразумевает обработку внутренних поверхностей цилиндров. Благодаря этому процессу можно получить чрезвычайно высокое качество обработки поверхностей блока цилиндров. Хонингование производится на заключительном этапе в капитальном ремонте и обработке мотора.
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Хон в цилиндре что это?
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
- качество бензина, который вы используете;
- характер езды;
- продолжительность поездок;
- качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
- выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
- объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
- страдает мощность двигателя;
- нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Дополнительные рекомендации
Различные видео-инструкции, которые можно встретить в сети, описывают замену опор двигателя, как простую процедуру. Из-за этого возникает ощущение, что заменить деталь может каждый желающий, выделив на все это несколько минут свободного времени. Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Как заменить подушки двигателя
Но чтобы ремонтные работы прошли довольно быстро и эффективно, необходимо следовать несколько простым рекомендациям:
- при поднятии силового агрегата домкрат нужно ставить под колокол сцепления. Обязательно подставляется деревянная прокладка;
- нельзя поднимать мотор слишком высоко, иначе можно повредить некоторые детали или элементы кузова;
- контрольная проверка крепежных элементов на новой опоре лишней не будет;
- устанавливая подушку, нужно попасть в канавку на балке нижней шпилькой, которая есть на корпусе детали;
- правую опору обязательно должен защищать тепловой экран. В противном случае новая деталь под воздействием высоких температур от выхлопа долго не проживет.
Не ленитесь использовать WD-40
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Как отточить цилиндры в домашних условиях с помощью Flex-Hone В прошлые праздничные выходные мы с Тоддом влезли в старую мельницу BSA Hornet, которую я забрал, чтобы провести полную инспекцию и капитальную очистку.
Одной из частей, которые больше всего нуждались в приведении в порядок, были цилиндры. Они были грубы и в своем состоянии совершенно непригодны для использования. Но у меня был план. Умный план, который включал дрель, немного масла и около тысячи крошечных шариков из карбида кремния.
Вы все слышали о Flex-Hone, верно? Flex-Hone, созданный компанией Brush Research Manufacturing, представляет собой сверхпростой и легкий в использовании инструмент для сглаживания/удаления заусенцев/хонингования, используемый для очистки цилиндров, которые требуют небольшой очистки, но не требуют полного повторного растачивания. Сам инструмент очень прост; просто скрутка толстой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити. Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я упоминал ранее, я использовал Flex-Hone, чтобы очистить цилиндры Beezer, и пока я это делал, я сделал несколько фотографий, чтобы составить это удобное справочное руководство. Итак, без лишних слов, давайте приступим к делу.
Шаг 1. Выберите свое оружие
Вот оно!
240 гран полирующей ярости.
Flex-Hones выпускаются в головокружительном разнообразии размеров, стилей и зернистости. Шарики изготавливаются из самых разных материалов — карбида кремния, оксида алюминия, карбида бора, карбида вольфрама и т. д. — и их комбинации почти бесконечны. Выяснение того, какой инструмент подходит для вашей работы, может быть немного пугающим, но, к счастью, BRM предлагает техническую поддержку по телефону или электронной почте. Очень удобно. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал базовый инструмент среднего класса диаметром 3,25 дюйма с шариками из карбида кремния зернистостью 240. Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования. Этого было достаточно, чтобы счистить поверхностную ржавчину и прочий мусор, не поцарапав отверстия.
Шаг 2: Уборка на месте
Наведите порядок.
Теперь, когда у вас есть новый модный Flex-Hone, соберите все необходимое. Вам понадобится прочное сверло, деталь, которую вы затачиваете, сам Flex-Hone, несколько прокладок (на всякий случай) и немного смазки. Вы можете полностью использовать моторное масло, но я пошел дальше и купил специальное масло для хонингования BRM, потому что я любитель причудливых штанов. Я настоятельно рекомендую использовать для этой работы сетевую дрель вместо аккумуляторной. Что-то вроде этого старого Milwaukee Magnum из 80-х годов имеет требуемую мощность и скорость, более плотно захватывает инструмент с помощью ручного патрона, а его скорость легче контролировать. Ваш пробег, конечно, может варьироваться.
Шаг 3: Подготовка детали
Брутто.
Готов к заточке!
Цилиндры проекта «Молния» были противными . Они имели хороший слой поверхностной ржавчины и были заметно потерты и окрашены. Я хотел, чтобы они были очищены и заточены, прежде чем даже пытаться их измерить. Получить точные показания нутромера намного проще с гладким и чистым каналом, чем с неровным и ржавым. Подготовка цилиндров была довольно простой. Как только заготовка была зажата в тисках, я обильно нанес на цилиндр специальное масло для хонингования и немного побрызгал на инструмент для верности. С установленным на дрель Flex-Hone и тщательно смазанным цилиндром я был готов к следующему шагу.
Шаг 4: HOOOOOOOOOOOOOOOOONE
Отточен (вероятно) до совершенства.
К сожалению, здесь нет фотографий фактического хонингования, так как у меня были заняты руки, так что вам придется использовать свое воображение. Чтобы заточить цилиндр, запустите сверло примерно на три четверти скорости и погрузите его в смазанное отверстие. Вы должны работать с Flex-Hone в канале и из него в течение одной минуты, убедившись, что он вышел наполовину с каждой стороны цилиндра. Сохраняйте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличьте как скорость сверления, так и скорость входа-выхода. По истечении минуты снимите Flex-Hone все еще крутит и отключается. Последняя часть важна. Никогда не останавливайте Flex-Hone в цилиндре и не вставляйте не вращающийся.
Шаг 5: Время купаться!
♪♫Я вымою эту дрянь…
…прямо из моих стволов♫♪
Как только ваши стволы будут тщательно заточены, они будут покрыты жижей из масла, металла и песка от инструмент. Лучший способ справиться с этим – принять теплую ванну. Используя смесь горячей воды и обычного средства для мытья посуды, я намылил цилиндры и промыл их тряпкой. Я сделал это в своей ванне, которая устроила нечестивый беспорядок, так что будьте осторожны. Может быть, сделать свой в вашей подвальной раковине или что-то в этом роде (у меня было полно другого проекта, не связанного с велосипедом). Просто убедитесь, что вы удалили всю грязь и хорошо высушили деталь, прежде чем вернуться в магазин.
Шаг 6:
Осмотр и смазка
Теперь посмотрим, что у нас получилось.
Ну вот! Теперь у вас есть свежеотточенные цилиндры, и пришло время закончить. Внимательно посмотрите на свою рукотворную работу. Вы ищете блестящие отверстия и красивую плотную штриховку. Эта поперечная штриховка помогает кольцам цепляться за стенки цилиндров и гарантирует, что масло попадет туда, где оно необходимо, и останется там. Если вы видите какие-либо серьезные оставшиеся дефекты или если ваша штриховка не совсем подходит, вам, возможно, придется заняться еще одним проходом. Если все выглядит хорошо, нанесите на отверстия хороший тонкий слой моторного масла, чтобы защитить вашу работу и предотвратить мгновенное ржавление.
Развязка
Готов к переустановке.
В общем, этот проект занял у меня около часа от начала до конца, как только я все собрал. Это было легко сделать с помощью основных механических инструментов, которые у меня были под рукой (кроме самого Flex-Hone, конечно, который я должен был заказать), и почистил эти неприятные цилиндры с удовольствием. Теперь, справедливое предупреждение, фактическая часть процесса хонингования, часть с дрелью, маслом и вращающимся инструментом, очень грязная. Он разбрасывает вонючий, трудно поддающийся очистке хонинговальный шлам по всей рабочей зоне. Итак, вы знаете, хорошая идея — накрыть пару тряпок на скамейку и инструменты.
Если вы хоть немного компетентны в гаечном ключе и разбираетесь во внутренностях двигателей, вы вполне можете это сделать. Просто выберите свой инструмент с умом, следуйте этому руководству и посмотрите несколько видео BRM, и все будет готово. Удачи!
Автор: Джейсон Маркер
Что такое процесс хонингования и определить, что каждая операция и машина преформирует?
▲
Разработано
- Главная
- Технология
- Что такое хонингование?
/
/
Хонинговальные станки представляют собой инструменты для шлифования металлов и процесс с использованием твердых инструментов и скоропортящихся абразивных камней для исправления
0003
- Диаметр
- Форма
- Поверхность
- Позиционные допуски отверстий
Процесс хонингования был разработан для улучшения геометрии отверстия, контроля размеров, окончательной отделки поверхности и структурирования поверхности. Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Зачем хонинговать?
Экономичный метод обработки для:
- Удаление припуска
- Генерация требовательных
- Допуски на отверстия
- Полировка канала ствола
- Финишная обработка отверстий практически любого материала, например: напыляемые покрытия, CGI, керамика и т. д.
Определение хонингования (процесс):
Процесс хонингования обеспечивает окончательную проклейку и создает желаемый финишный рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Хонинговальные станки выполняют три операции
Во-первых, это процесс снятия припуска, при котором извлекается разрушенный металл и достигает основного металла.
Во-вторых, создается финишный рисунок, чтобы обеспечить наилучшую возможную поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонингование обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразива, хонинговального инструмента типа расточной оправки. Этот тип хонинговального инструмента производит прямое, круглое и неконическое отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленчатого вала двигателя и распредвала. Поскольку размер достигается за один проход, на готовой детали нет штриховки. Регулируемый однозаходный инструмент расширяет хонинговальные бруски с помощью конуса, аналогичного стандартному инструменту. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни только расширяются для достижения размера. Другое отличие заключается в том, что хонинговальный инструмент длиннее стандартного инструмента, а суперабразивное покрытие покрывает всю длину инструмента. Однопроходный хонинговальный станок сужается примерно на семь дюймов и имеет конечную секцию размера 2,5 дюйма. См. фотографию на следующей странице. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Когда следует выбирать однопроходную оснастку?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, используются для различных операций, связанных с особыми потребностями, связанными с хонингованием полостей:
- Хонинговальные станки малого диаметра (обычно в пределах 2 дюймов)
- Высокопроизводительные объемы
- Снижение стоимости на деталь
- Сокращение времени простоя при смене инструмента
- Повторяемая точность для допусков на размеры, таких как размер отверстия, круглость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и эльбор).
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость/объем охлаждающей жидкости
- Охлаждающие жидкости на масляной или водной основе могут использоваться для однопроходного хонингования, хотя масло является наиболее распространенным
Однопроходный процесс хонингования ограничен типами и объемами удаляемого материала. В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на втулке инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, которые производят относительно небольшое количество стружки, например, прерывистые или короткие отверстия. Он наиболее эффективен (но не ограничивается) при хонинговании чугуна и порошковых металлов.
Области применения, в которых используется большая длина хонингуемого материала, небольшие количества и/или требуется удаление большого количества материала, не являются лучшими деталями для однопроходного хонингования. Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Почему хонинговальные станки/системы?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Мы также предлагаем услуги по реконструкции и модернизации существующих машин. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков/систем позволяет хонинговать отверстия диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными. Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Почему однопроходные хонинговальные станки/системы?
Линия однопроходных хонинговальных/чистовых станков Barnes подходит для различных однопроходных хонинговальных работ. Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний. Наши однопроходные хонинговальные станки спроектированы и изготовлены с минимальными требованиями к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки с одной детали на другую.
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов.
Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите Зону
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group.
С добавлением ISOG к уже существующим сильным брендам в Группе PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для улучшения качества поверхности.Посетите сайт
ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите Зону
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных применений в г.
Фульда (Германия).Посетите Зону
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Недорогое качественное хонингование для небольшого цеха
Щелкните здесь, чтобы узнать больше
Мы с сыном руководим небольшой автомобильной мастерской
, занимаемся ремонтом двигателей и изготовлением машин на заказ в сельской местности
Миссури. Мы стараемся все время работать как можно лучше.
Независимо от того, восстанавливаем ли мы двигатель Ford 8N или 427 Corvette,
мы одинаково тщательно выполняем эту работу. Когда наши клиенты
забирают свои детали, они уверены, что работа была
выполнена правильно.
Кому следует прочитать эту статью?
Эта статья была написана для механика небольшого цеха
, в распоряжении которого может оказаться не все высокотехнологичное оборудование
в мире. Этот небольшой магазин
старается выпускать качественную работу и в то же время получать прибыль. Кроме того,
Если какой-либо из следующих «предупреждающих знаков» существует в вашей мастерской
, вам следует прочитать эту статью о хонинговании:
- Похоже, что двигатели, которые вы растачиваете и хонингуете, используют масло
уже через несколько тысяч миль. - Вы чувствуете, что поршневые кольца, которые входят в комплекты двигателя
, заставляют двигатели использовать масло и имеют избыточный прорыв газов. - Вы ненавидите хонинговать двигатели, потому что у вас всегда
конические цилиндры. - В прошлый раз, когда вы пытались заточить двигатель,
точильный станок заклинил, и дрель скрутила вам руки и ударила вас
в местах, которые я не могу упомянуть в этой статье.
Источник информации
Я попытался взять 35-летний опыт работы в автомобильной мастерской
, плюс то, что я видел, как другие делали
правильно и неправильно, и втиснуть все это в эти несколько коротких страниц о хонинговании
. Если то, о чем мы здесь говорим, поможет вам лучше справляться с оттачиванием двигателей
и зарабатывать больше денег, мы сделали свою работу.
Мы с сыном любим работать в механическом цеху,
но мы обнаружили, что мы должны получать прибыль, чтобы оставаться в бизнесе. Нам нужно хорошо работать, чтобы клиенты
возвращались, и мы должны брать за это справедливую цену.
Мой представитель по продаже оборудования, который заходит в наш магазин на Кубе,
Миссури, напоминает мне об этом очень важном моменте почти каждый раз, когда он посещает
. Он часто говорит мне, что как индустрия мы работаем слишком дешево.
Он говорит: «Ты должен брать деньги за то, что делаешь».
Как читать эту статью о заточке
Я думаю, что большинство из нас в автомобильном бизнесе
любят листать технические журналы и рассматривать фотографии.
Мы часто читаем подписи под картинками и
думаем, что действительно усвоили то, что автор пытался нам сказать. Я включил
ряд фотографий, чтобы привлечь ваше внимание, так что вперед и
взгляните, но вернитесь и прочитайте остальную часть истории. Я думаю,
вам нужно будет прочитать историю хотя бы раз, а то и два,
чтобы досконально понять, что мы делаем и зачем.
Зачем точить?
Как слесари, мы призваны расточить и хонинговать
цилиндры двигателя как часть нашей работы. Это факт, двигатели
изнашиваются – в основном от того, что с ними делают или не делают.
Если бы двигатели не изнашивались, мы бы все искали разные
работы.
Иногда мы не упоминаем о хонинговании, когда
сообщаем клиенту, что собираемся расточить его или ее двигатель, чтобы
заменить изношенные цилиндры. Хонингование, пожалуй, самое трудоемкое,
наименее понятая, но самая важная часть всего процесса восстановления
. Хонингование также требует большого мастерства со стороны
станочника, выполняющего работу.
Конечно, было бы неплохо иметь новый точильный станок
для восстановления наших цилиндров, но, как я уже говорил, эта статья
написана для владельца магазина, у которого нет всего оборудования
, которое он хотел бы иметь.
В нашем магазине мы используем борштангу Van Norman
, которая была моим другом более 30 лет. Я думаю, что мой 777S
пытается пережить меня. Я могу положиться на то, что моя расточная оправка каждый раз расточит
прямо, кругло и точно по размеру. Я держу инструмент
острым, и цилиндры выглядят великолепно, когда пруток готов.
Однако я знаю, что если бы я очень внимательно посмотрел на
отверстия цилиндра, то обнаружил бы, что чистота поверхности
все еще слишком шероховатая для новых поршней или колец. Мы должны заточить цилиндры
, чтобы получить достаточно гладкую поверхность для новых поршней и колец
.
Подготовка к хонингованию
Когда я растачиваю цилиндр, я оставляю на хонингование три тысячи
(0,003 дюйма). сверло на 4,027 дюйма. Этот
оставляет 0,003″ для хонингования.
Очень хорошая идея иметь в руках поршни
, которые вы планируете использовать, до того, как вы начнете растачивать
двигатель. Это позволит вам измерить поршни и убедиться, что
что у вас будет правильный зазор между поршнем и
стенка цилиндра после завершения растачивания и хонингования. Когда я закончу
растачивание всех цилиндров, я снимаю двигатель с моей
расточной стойки и перемещаю его в зону нашего цеха, где я
занимаюсь хонингованием.
Вот важный совет, о котором следует помнить
при растачивании цилиндра двигателя. Опустите борштангу
достаточно далеко, чтобы при хонинговании цилиндра хонинговальная машина не зацепила
выступ над главными ребрами в картере. Например, на Chevy 350,
, я позволяю планке опускаться до тех пор, пока она почти не начнет касаться 9.0159 основная паутина.
После растачивания двигателя не протирайте
и даже не прикасайтесь к только что расточенным цилиндрам. Другими словами, держите свои промасленные рукавицы подальше от стенок цилиндра. Также не распыляйте на них ничего
. Не кладите блок обратно в горячий бак или распылитель.
Вы должны быть готовы перейти непосредственно к операции хонингования, когда
закончите расточку. Магазинные полотенца и руки в масле; даже на
чистых магазинных полотенцах есть масло. Свежий скучный металл выберет
масло как магнит.
Теперь мы готовы приступить к хонингованию нашего блока
всухую, и мы хотим, чтобы он оставался таким, пока мы не удалим 0,002 дюйма
из 0,003 дюйма, разрешенного для хонингования. Потратьте время, чтобы закрепить блок цилиндров
так, чтобы поверхность платформы была обращена вверх. У нас есть два набора
простых подставок, сделанных из углового железа, чтобы удерживать большинство блоков V6 и V8
так, чтобы поверхности деки смотрели вверх, когда я ставлю блок на пол
.
Стойки, которые мы используем, крепятся болтами к направляющим поддона из 9 шт.0159 блок двигателя. Если вы пытаетесь отточить двигатели на верстаке
или стенде для двигателей, забудьте об этом! Деревянные блоки тоже не работают
. Двигатель, который вы собираетесь хонинговать, должен быть прочно смонтирован!
Прежде чем мы начнем, давайте поговорим о
оборудовании, которое вам понадобится для хонингования цилиндров двигателя. Вам
понадобится хороший набор микрометров и эталоны для их проверки. Циферблатный нутромер
почти обязателен, но при необходимости можно обойтись и без
. В нашем магазине мы используем нутромеры Sunnen.
Вот совет, который может сэкономить вам немного денег.
Когда вы закончите пользоваться нутромером, положите его на
ровную поверхность, а не на моторный отсек. Калибр
с циферблатным отверстием будет катиться, если вы поместите его на узкую поверхность моторного отсека.
Точно так же, как если уронить кусок хлеба с мармеладом,
циферблатный индикатор будет каждый раз падать на пол лицевой стороной вниз.
У вас должен быть телескопический калибр для использования с
микрометром для двойной проверки размера отверстия цилиндра до и
после хонингования. Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
AN. Мы изготовили собственный приводной вал, чтобы
подходил к корпусу хона. Наша конструкция позволяет валу проскальзывать в случае блокировки хона
. С приводным валом Sunnen все в порядке, но он
предназначен для откручивания в случае блокировки.
Вот еще один совет. Если вы используете хонинговальный и приводной вал Sunnen
, и он сломался, замените его. Не пытайтесь усилить
, приварив к нему дополнительный армирующий материал. Суннен
разработал его так, чтобы он ломался, если заточка заклинила.
Теперь вам нужно что-то, чтобы водить заточку. Используйте
хорошую электрическую дрель с триггерным переключателем «вкл.» и «выкл.»
. Мы используем полудюймовую дрель Black & Decker Professional модели
с реверсом. Дрель должна быть среднескоростная
.
Число оборотов в минуту, с которыми вращается сверло, и скорость
, с которой вы перемещаете хонинговальный инструмент вверх и вниз по цилиндру, определяют
угол поперечных штрихов, оставляемых хонинговальным инструментом. Крест 9Штриховки 0159 помогают удерживать масло на стенке цилиндра во время обкатки.
Вы не хотите, чтобы штриховка была слишком плоской или слишком крутой.
После того, как вы начнете хонинговать свой первый цилиндр,
потратьте несколько минут, чтобы посмотреть на линии поперечной штриховки. Вы
быстро почувствуете, как быстро вы должны вести заточку. Не тратьте много времени на измерение угла поперечной штриховки.
В любом случае, я не думаю, что это имеет большое значение. Стреляйте по линиям под углом от 35° до 45°. Еще немного
или чуть меньше не будет иметь большого значения.
Отделка стенки цилиндра, однако,
имеет большое значение, поэтому уделяйте ей больше внимания. Держитесь подальше от этих старых дрелей с шестеренчатым приводом
с мощными двигателями и низким передаточным числом. У них
такой большой крутящий момент, и им нужно слишком много времени, чтобы остановить вращение
, когда вы отпускаете курок. Вы можете сожалеть! Вы можете повесить
на дрель на всю жизнь, пока вы и дрель
крутитесь по кругу, пока дюбель не вытащится из стены!
Теперь мы должны прикрепить сверло и заточить к чему-то
, что поможет уравновесить их вес и обеспечит
упор вниз для заточки. Я использую устройство производства Sunnen
, которое имеет пружину и стержень с принудительной регулировкой упора на
. Пружина помогает поддерживать сверло и позволяет нам перемещать хонинговальный инструмент
вверх и вниз с очень небольшим усилием. Если у вас нет этого устройства
, купите его или сделайте самостоятельно.
Прикрепляю дрель к противовесу
с короткой цепью к резьбовому отверстию на конце
бурильного двигателя. У меня есть цепная таль прямо над районом
, где я оттачиваю свои двигатели. Зацепляю узел пружины точилкой
и сверлю прямо на полиспасте. Цепная таль позволяет мне
поднимать или опускать узел хонингования и сверления быстро и очень точно.
Я видел много людей, пытающихся заточить блок
вручную, просто держа сверло без какой-либо опоры.
Вы напрашиваетесь на проблемы, если попробуете. Это в значительной степени охватывает
основное оборудование, которое вам понадобится. У вас уже должна быть большая часть
.
Еще один комментарий о заточке. Вы должны использовать
жесткий хонинговальный инструмент для хонингования блока после расточки. Даже не пытайтесь
затачивать блок с помощью подпружиненного хона или щеточного хона. У них
есть цель в жизни, но они не предназначены для удаления металла .003″
после растачивания!
Только что закончили растачивать наш блок двигателя,
, теперь мы перемещаем его в ту часть цеха, куда мы направляемся
, чтобы отточить его. Мы установили блок двигателя так, чтобы он не двигался вокруг
от крутящего момента хона. Если вы собираетесь использовать динамометрическую пластину
во время процесса хонингования, затяните ее на месте сейчас.
Убедитесь, что корпус хона чистый и на нем нет масла
, и установите набор камней AN-100 (или аналогичный). Сначала мы
начинаем с крупнозернистых камней. Эти камни следует использовать в сухом виде. Они входят в отверстия на корпусе хона, отмеченные
знаком «Х». Не прикасайтесь к каменной поверхности, если можете помочь
это.
Кстати, храните все свои наборы камней в их
коробках, когда они не используются. Камни становятся согласованным набором
, как только они используются, и их необходимо хранить вместе. Если один камень
будет поврежден, весь набор станет хламом. Обычно набор камней
позволяет отточить довольно много цилиндров до того, как они изнашиваются и
необходимо заменить.
Установите блок под точильный станок и надавите на точильный камень
вниз, пока он не остановится на жестком упоре на пружинном приспособлении.
Теперь, используя цепную таль, опустите хон в первый цилиндр
, пока камни не выйдут из нижней части цилиндра
. Отрегулируйте камни так, чтобы они слегка касались
стенки цилиндра.
Слегка задействуйте двигатель бурильной машины и перемещайте камни
дальше по цилиндру с помощью цепной тали
, пока они не выйдут из нижней части цилиндра примерно на один дюйм.
Когда вы почувствуете, что они только начинают стучать по переборкам картера, слегка приподнимите
цепную таль. Обратите внимание, я сказал слегка пульсировать сверлом,
и двигайтесь медленно, пока вы спускаетесь в картер. Вы же не хотите
стучать своими новыми камнями во что-то внизу в квартале.
Принудительный упор на противовесе хона
позволяет максимально глубоко входить в цилиндр при каждом ходе
без ударов камней о стенки картера.
Очень важно, чтобы камни выходили из нижней части цилиндра
во время хонингования, чтобы цилиндр оставался прямым.
Теперь приступим к заточке. Кривошип
увеличьте давление на камни и начните перемещать заточку
вверх и вниз по цилиндру. Опускайтесь до упора и прикасайтесь к положительному упору
при каждом ходе. Хонинг также должен выходить из верхней части
цилиндра примерно на один дюйм при каждом ходе.
Если вы слишком сильно заточите верхнюю часть цилиндра,
вы сузите отверстие. Вы должны почувствовать, какое усилие
нужно прикладывать к камням и как быстро перемещать заточку в цилиндре.
Когда камни режут правильно, будет немало
дракон буровой двигатель. Если вы слишком сильно надавите на камни
, они будут издавать много шума и не будут резать быстрее. Слишком сильное давление
также вызовет перегрев и износ камня.
Если масло попадет на сухие камни
, они перестанут резаться и наполнятся металлом и камнем
. Остановитесь и попробуйте соскоблить мусор с поверхности камня
старым напильником. В крайних случаях я использовал растворитель лака
для очистки камней серии AN 100. Однако лучше не получать
масло на камнях в первую очередь.
Поскольку вы работаете с этими камнями всухую, образуется пыль
. Используйте пылесборник или магазинный пылесос для сбора
пыли во время работы. Я обычно надеваю пылезащитную маску, когда
сверлю и затачиваю. Вам нужно будет немного заточить, остановиться и измерить
, пока вы не почувствуете, как быстро выходит металл. Используйте свой микрометр, чтобы установить циферблатный нутромер на желаемый размер отверстия
, и начните проверять цилиндры.
По мере заточки цилиндр нагревается.
Это может привести к ложным показаниям. Вам может показаться, что вы сняли на 90 159 больше металла, чем есть на самом деле. Дайте блоку остыть несколько минут 90–159, а затем вернитесь и проверьте еще раз. Вы хотите использовать камни AN 100
до тех пор, пока не удалите первые 0,002 дюйма металла. Сделайте все цилиндры
в блоке с сухими камнями, прежде чем переходить на более мелкие наборы камней
.
Вот совет, который Вы не найдете в книгах.
Это то, что я узнал сам несколько лет назад. Если для
по какой-то причине набор камней, который вы используете, или цилиндр, который вы затачиваете, становится конусообразным, возможно, вы сможете спасти положение и камни
. Камни не идут от производителя коническими. Они
получаются таким образом, потому что вы недостаточно далеко выходите из нижней части,
или слишком далеко выходите из верхней части цилиндра.
Попробуйте это, прежде чем выбросить каменный набор. Выньте
камней из отверстий корпуса хона с отметкой «X».
Теперь вставьте их обратно в отверстия без метки «X».
Для этого вам придется перевернуть камни вверх дном. Вставьте регулятор
обратно и вставьте хон обратно в конический цилиндр.
Разверните камни, повернув регулятор в противоположном направлении.
Теперь запустите дрель в обратном направлении и водите хонинговальной головкой
вверх и вниз по коническому цилиндру. Для этого необходимо запустить сверло
в обратном направлении, иначе оно заблокируется. Вы удивитесь,
как быстро расправятся камни. Это также удалит
конус из цилиндра (по крайней мере, один поставщик камней делает
не рекомендуется переворачивать камни вверх дном и корректировать конусность
, как описано в приведенной выше процедуре. Компания заявляет, что если камни
имеют конусообразную форму, их следует либо подпилить, либо поместить в исправительную втулку
, либо заменить новыми камнями. Когда это возможно, правильный перебег
предотвратит конусность камня. – прим. ред.).
Когда вы закончите хонингование, чтобы проверить размер цилиндра
, продолжайте перемещать хонинговальное устройство вверх и вниз до тех пор, пока сверло
не перестанет вращаться. Хонинг обычно делает около одного или двух
оборотов после отпускания курка дрели. Требуется около 100
ударов, чтобы удалить около 0,002 дюйма металла из 4,0-дюймового цилиндра.
Обычно я считаю ходы, чтобы иметь некоторое представление о том, когда остановиться и
проверить размер цилиндра.
Из сухого во влажное
Теперь ваши цилиндры отточены с точностью до 0,001 дюйма
от желаемого размера отделки. Они должны быть прямыми и круглыми,
а стенки цилиндров должны выглядеть блестящими и чистыми, если вы стереть
их чистой сухой тканью, а не магазинным полотенцем!
Вы должны были проверить цилиндры с помощью
циферблатного нутромера после того, как блок остыл, и теперь вы готовы
перейти к более мелкому набору камней. Установите набор АН-200 и, используя ту же процедуру
, что и с набором камней АН-100, продвиньте цилиндры
и одновременно добавьте масло для хонингования с помощью масленки насоса. Используйте большое количество масла
при заточке брусками AN-200.
После примерно 30 ходов проверьте цилиндр на наличие
размер. Теперь вы можете отключить пылесборник. Вы сможете
почувствовать, как хонинговальная машина начинает набирать скорость по мере того, как поверхность цилиндра
становится более гладкой. Теперь размер отделки должен быть менее 0,0005″
.
После того, как вы заточили все цилиндры с помощью
брусков AN-200, переключитесь на набор AN-300 и снова выполните хонингование маслом
в течение примерно 30 секунд. Масло будет содержать камни в чистоте, а 90 159 образует суспензию в цилиндре, когда вы затачиваете. Теперь вы должны получить окончательный размер 90 159. Дайте блоку остыть и повторите проверку с помощью циферблата 9.Нутромер 0159.
Ручная заточка блока требует времени. Я трачу около часа на хонингование блока V-8. Требуется время, чтобы сделать работу
правильно. Вы быстро почувствуете, что происходит в цилиндре
, когда будете затачивать его вручную. Например, когда к деке прикручена пластина крутящего момента
, вы почувствуете некруглость, вызванную крутящим моментом болта
, когда вы начнете хонинговать цилиндр. По мере хонингования
вы почувствуете, что крутящий момент на сверле становится постоянным
и гладкая.
Следуя вышеуказанному процессу, вы получите
с шероховатостью поверхности от 15 до 20 микродюймов. Если вы хотите, чтобы поверхность
была более тонкой, используйте бруски AN-500 с маслом и отточите
еще 10–15 раз.
Вы еще не закончили
Блок цилиндров полностью отхонингован, и вы
проверили все цилиндры на конусность и размер. Дважды проверьте свою работу с помощью телескопического манометра и микрометра.
Вы всегда должны очищать блок перед этим
покидает ваш магазин. Мы взимаем плату за один час работы по очистке блока
клиента после растачивания и хонингования. Вы можете сказать покупателю
, что ему нужно почистить блок, потому что в цилиндрах много хонинговальной крошки
, но большинство клиентов не будут правильно чистить блок
самостоятельно. Если вы хотите, чтобы они имели успех с вашими работами по расточке
, вам лучше сделать эту работу самостоятельно.
Мой сын Дэвид отлично чистит блоки
после хонингования. Он использует горячую воду, Tide и хорошие щетки.
Он чистит все цилиндры и все масляные каналы вручную.
Особого внимания требуют перемычки картера,
тоже. Грит любит прятаться в паутине картера. После всей ручной
работы мы промываем блок под давлением очень горячей водой, а затем переносим
в ванну с уайт-спиритом в баке с чистым растворителем. Здесь мы
вручную протираем все цилиндры чистым растворителем, чтобы удалить
воду из пор металла.
Действовать нужно быстро после стирки горячим
вода, потому что практически сразу на стенках цилиндров образуется ржавчина.
После промывки блока чистым растворителем зажгите
лампу в картере двигателя и посмотрите на стенки цилиндров. Они будут яркими
и очень блестящими, с хорошей штриховкой. Двигатель
теперь готов к покрытию пластиком, пока не будет собран.
Проверка выполненной работы
Если вы хотите быть уверены, что
выполнили качественную обработку поверхности, приобретите профилометр
из вашего источника поставок в магазине или свяжитесь с местным представителем по оборудованию
и попросите его зайти и проверить некоторые из ваших цилиндров на
отделку Ra. Вы не можете сказать, насколько гладкая поверхность
, просто взглянув или даже потрогав пальцем. Профилометр
даст вам точное измерение чистоты поверхности. Наш собственный представитель
протестировал наши работы по повторному растачиванию и обнаружил, что финишная обработка
соответствует 17-20 Ra.
Завершение
Я понимаю, что то, что я описал, является длинной процедурой
с множеством шагов. Но я обнаружил, что эта процедура также дает очень хорошие результаты. Многие из наших двигателей прошли более 200 000
миль и до сих пор работают с очень низким расходом масла
и низким уровнем прорыва газов.
Мы также используем молибденовые кольца почти для каждой работы
, за исключением тех случаев, когда возникает избыток пыли. В этих двигателях
мы используем хромированные кольца. Я не говорил, что это будет легко или быстро,
, но я сказал, что вы могли бы сделать очень хорошую работу, если бы захотели
не торопитесь, чтобы сделать это правильно.
Станок для хонингования цилиндров-восстановление двигателей | АМС-ШОУ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | В 260 А | |
Максимальный диаметр хонингования * больший диаметр доступен по запросу | мм | 60 |
Мин. диаметр хонингования | мм | 25 |
Макс. ход хонингования | мм | 508 |
Мин. ход хонингования | мм | 50 |
Макс. расстояние стола до носика хонинговального шпинделя | мм | 950 |
Макс. | мм | 430 |
Макс. поперечное движение хонинговальной коробки | мм | 130 |
Поверхность стола | мм | 1450×450 |
Макс. траверса стола | мм | 1500 |
Бесступенчатая регулировка вращения шпинделя | об/мин | 32-315 |
Бесступенчатая регулировка скорости возвратно-поступательного движения шпинделя | м/мин | 5-20 |
Макс. | Н·м | 82,5 |
Максимальное гидравлическое давление | бар фунтов на квадратный дюйм | 120 |
Двигатели | ||
Электродвигатель для гидравлики | кВт л.с. | 7,5 |
Насос охлаждающей жидкости | кВт л. | 0,16 |
Размеры | ||
Высота машины | мм | 2530 |
Общая длина машины | мм | 2420 |
Общая ширина машины | мм | 1400 |
Требуется рабочее пространство | мм | 3050×1400 |
Нетто. вес ок. | кг фунтов | 1430 |
Вес брутто ок. (деревянный ящик) | кг фунтов | 1630 |
Объем отгрузки | м³ | 6,20 |
Мы постоянно совершенствуем наши машины. Таким образом, детали, связанные с любыми описаниями, спецификациями и иллюстрациями, могут изменяться без предварительного уведомления.
Стандартная комплектация: электрическая установка в тропическом исполнении , полная гидравлическая система, измеритель нагрузки для контроля конусности, байонетные адаптеры для хонинговального оборудования Delapena, установочные блоки 220 мм (8,66″), бак для хонинговальной жидкости, брызговики, набор зажимов , болты и гаечные ключи, руководство по эксплуатации и каталог запасных частей
Только для H 260 A: встроенный блок для регулировки постоянного давления бруска, автоматическая остановка цикла хонингования с переключателем.
Дополнительное оборудование: установочные блоки 100 мм (4″) и 200 мм (8″), быстродействующие зажимы, приспособление для установки V-образных блоков, цилиндрические измерительные приборы, ленточный фильтр с механическим приводом, адаптеры для хонинговальных головок Delapena или Sunnen, комплекты хонинговальных головок, брусков и направляющих, комплект для бензиновых и небольших дизельных двигателей, вставные бруски и многое другое.
· Простота в эксплуатации
· Идеальная штриховка — каждый раз
· Очень точная установка хода – легкое хонингование глухих отверстий
· Движение с длинным ходом позволяет выполнять промышленное хонингование
· Низкий уровень обслуживания
· Переменное вращение шпинделя и подача
· Используются стандартные камни Delapena
.
· Две модели: M и A (среди прочего, фрикционная подача для закрепки камня)
AMC-SCHOU 9Станки 0054 H 260A и H 260M обеспечивают быстрое и точное хонингование цилиндров. H 260 гарантирует, что результатом всегда будет идеальная штриховка. Эффективная фильтрация хонинговальной жидкости и легкая загрузка колодки также в сочетании обеспечивают идеальный результат каждый раз.
— Преимущества Precision
Что нужно знать о процессе хонингования
Процесс хонингования — это процесс тонкой обработки, используемый для получения идеальной геометрии отверстия. Сегодня в промышленности осознают большое значение хонинговальных станков, поскольку этот процесс обеспечивает окончательную калибровку и создает желаемый финишный рисунок на внутренней поверхности труб или отверстий цилиндров.
Этот процесс можно считать процессом механической обработки, поскольку происходит удаление микрочипов. В процессе хонингования для выполнения своей операции используется инструмент, называемый хонинговальным камнем. Сегодня вы познакомитесь с определением, функцией, приложениями, операциями, компонентами, типами, схемой и работой хонингования как промышленного процесса. Вы также узнаете о преимуществах и недостатках этого процесса, а также о разнице между хонингованием и притиркой.
Подробнее: Различные процессы формовки листового металла
Содержание
- 1 Что такое хонингование?
- 2 Применение процесса Honing
- 3 Компоненты Honing Machine
- 3,0,1 Диаграмма Honing Machine:
- 4 Honing Machine Operations
- 5 Типов из Honiting Matcher
- .
- 5.2 Хонинговальный станок:
- 5.2.1 Станок с горизонтальным шпинделем:
- 5.3 Подпишитесь на нашу рассылку новостей
- 5.3.1 Станок с вертикальным шпинделем:
- .
- 6 Honing Stone
- 7 процесс
- 8.1 Преимущества:
- 8.2 Недостатки:
- 9 Разница между хонингованием и притиркой
- 10 Заключение
- 10.1 Пожалуйста, поделитесь!
Что такое хонингование?
Хонингование — это процесс, разработанный для улучшения геометрии отверстия, контроля размера, структурирования поверхности и окончательной обработки поверхности. Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров.
Термин «хонингование» произошел от слова «хонинговать». Это абразивный метод, используемый для финишной обработки ранее обработанных поверхностей, таких как просверленные или просверленные отверстия. Инструмент, используемый для этого процесса, называется точильным камнем или точильным камнем. Это связанный абразивный камень, используемый для исправления или изменения диаметра, чистоты поверхности, формы и позиционных допусков отверстий.
Хонингование — это процесс истирания с низкой скоростью, т. е. удаление материала выполняется при более низких скоростях резания. Таким образом, тепло и давление снижаются, что обеспечивает превосходный контроль размера и геометрии. Он способен обрабатывать отверстия с точностью менее 0,001 дюйма в диаметре и сохранять истинную круглость и прямолинейность с чистовой обработкой менее 20 (му) дюймов. Это одна из самых сложных операций в производстве.
Однако чистовое растачивание или внутреннее шлифование могут выполнить эту задачу, но отклонение шпинделя, изменение обвязки материала и трудности с точным удерживанием заготовки делают результат несовершенным и замедляют работу. Хонингование, с другой стороны, использует прямоугольные шлифовальные камни, а не круглые шлифовальные круги, чтобы устранить эти неровности.
Процесс хонингования позволяет стабильно получать чистовую обработку до 4 мкм. Возможна даже более тонкая обработка, поскольку при этом можно удалить от 0,0001 дюйма до 0,125 дюйма припуска. Хотя припуск от 0,002 дюйма до 0,020 дюйма обычно оставляют на диаметре для хонингования.
Подробнее: Принцип работы прокатки и ее процессы
Применение процесса хонингования
Основной функцией процесса хонингования является достижение точных размеров цилиндрических отверстий. Идеально подходит для финишной обработки внутренних поверхностей цилиндров двигателей внутреннего сгорания, гидравлических цилиндров и других цилиндров, где необходимо сохранение смазочной пленки на поверхности.
Хонингование применяется в автомобильной, аэрокосмической, нефтегазовой, авиационной, сельскохозяйственной и т. д. Процесс хонингования используется при производстве следующих деталей:
- Гидравлические клапаны
- Топливные форсунки
- Картриджные клапаны
- Шестерни
- Шатун
- Шейки коленчатых валов
- Блоки двигателя
- Стволы для оружия
- Круглые отверстия и т. д.
Подробнее: Принципы работы станков с ЧПУ
Функция хонингования как экономичного метода обработки включает:
- Допуск отверстия
- Удаление ложи
- Генерация требовательных
- Полировка канала ствола
- Финишные отверстия почти всех материалов, включая CGI, керамику, напыляемые покрытия и т. д.
Компоненты хонинговального станка
Различные части хонинговального станка показаны на диаграмме ниже и объясняются принципом работы.
Схема хонинговального станка:
Операции на хонинговальном станке
Хонинговальный станок может выполнять три основные задачи, включая:
- Удаление припуска
- Создается финишный рисунок, обеспечивающий наилучшую возможную поверхность для обеспечения оптимальных условий смазывания.
- Обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Подробнее: Процесс горячей и холодной прокатки
Типы хонинговальных станков
Ниже приведены два типа хонингования.
Ручное хонингование:
В настоящее время ручное хонингование используется редко. Во время работы точильный станок непрерывно вращается, а заготовка перемещается вперед и назад вручную.
Машинное хонингование:
При машинном хонинговании хонинговальный станок сочетает в себе вращательное и возвратно-поступательное движение, а ручное вмешательство меньше. Машинное хонингование подразделяется на два типа.
Станок с горизонтальным шпинделем:
Хонинговальный станок с горизонтальным шпинделем является одним из наиболее часто используемых. Он вращает заточку от 100 до 250 футов в минуту. Оператор перемещает заготовку вперед и назад (чтобы погладить ее) по вращающемуся точилу. Оператор должен плавать заготовку, то есть не прижимать ее к точилу, иначе отверстие будет слегка овальным. В некоторых случаях заготовку необходимо вращать. Горизонтально-шпиндельные хонинговальные станки изготавливаются с силовым ходом.
Подпишитесь на нашу рассылку новостей
Станок с вертикальным шпинделем:
Этот хонинговальный станок специально разработан для более тяжелых и крупных работ. Он имеет мощность хода на скорости от 20 до 120 футов в минуту. Длина хода также регулируется станком с помощью упоров, устанавливаемых оператором. Вертикально-хонинговальные станки изготавливаются с несколькими шпинделями, что позволяет обрабатывать несколько отверстий одновременно.
Подробнее: Все, что вам нужно знать о процессах промышленной отделки металлов
Точильный брусок
Как уже говорилось ранее, точильный брусок – это инструмент, используемый при хонинговании, состоящий из различных абразивных зерен. Размер зерен различается в зависимости от желаемой текстуры поверхности. Например, для шероховатой текстуры поверхности можно использовать мелкозернистый хонинговальный брусок. А для получения гладкой текстуры поверхности следует использовать шлифовальный брусок с высокой зернистостью.
Тем не менее, во всех операциях по хонингованию должен использоваться точильный брусок. так как точильные камни сделаны из множества мелких зерен, связанных вместе, инструмент несколько рыхлый и подвержен поломке. Поэтому его часто обрабатывают воском, чтобы увеличить срок его службы.
Корпус точила изготавливается в нескольких стилях с использованием одного бруска для маленьких отверстий и от двух до восьми брусков по мере увеличения размера. Эти точильные камни доступны в различных размерах и формах. Смазочно-охлаждающая жидкость должна быть включена в процесс хонингования для нескольких целей. Жидкость поможет очистить мелкие сколы от камней и заготовки. Это также будет охлаждать работу и заточить, а также смазывать режущее действие.
Подробнее: Общие сведения о переработке и производстве пластмасс
Принцип работы процесса хонингования
Процесс хонингования менее сложен и его легко понять. Процесс выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в заготовке с помощью хонинговального абразива при контролируемом давлении и скорости. При совмещении вращения и возвратно-поступательного движения на поверхности детали образуется штриховка.
Этот абразивный камень используется в виде брусков, закрепленных на оправке. Хотя в настоящее время используются некоторые другие материалы, такие как алмаз и углеродный нитрид бора, оксид алюминия, карбид кремния. На самом деле, они могут выполнить операцию всего одним движением. Эти зерна связаны резиноидными или стеклянными связками, чтобы сформировать хонинговальный брусок.
Хонинговальный брусок отталкивается механическим или гидравлическим давлением от поверхности отверстия. Камень движется вперед и назад, как правило, с небольшой скоростью, чтобы удалить материал с поверхности заготовки.
Подробнее: Все, что вам нужно знать о порошковой металлургии
Посмотрите видео ниже, чтобы узнать больше о процессе хонингования:
Преимущества и недостатки процесса хонингования
Преимущества:
Ниже приведены преимущества процесса хонингования в различных областях его применения:
- Процесс отличается высокой точностью.
- Менее сложный
- Можно обрабатывать как длинные, так и короткие отверстия.
- Независимо от твердости любой материал можно обрабатывать.
- Сохраняет исходную осевую линию отверстия.
- Заготовка не требует вращения силой.
- Центральный вал используется для привода хона, что приводит к устранению конических отверстий.
Подробнее: Что нужно знать о процессе притирки
Недостатки:
Несмотря на хорошие преимущества процесса хонингования, все же существуют некоторые ограничения. Ниже приведены некоторые недостатки хонингования в их различных применениях:
- Это медленный процесс, хотя новые станки и камни сократили время.
- Овальные отверстия могут быть созданы, если работа не вращается или не поддерживается.
- Первоначальная стоимость машины высока.
Разница между хонингованием и притиркой
Различие между хонингованием и притиркой можно обнаружить в их конечном применении. Хотя хонингование и притирка похожи в некоторых аспектах, таких как работа на низкой скорости, улучшение текстуры поверхности при обработке и работа с точностью. Оба они используются для окончательной отделки.
Разница между хонингованием и притиркой заключается в том, что хонингование используется для труб и цилиндрических поверхностей, тогда как притирка используется для плоских поверхностей.
Заключение
Хонингование — это процесс механической обработки, который помогает получить идеальную геометрию отверстия, контроль размеров, структурирование поверхности и окончательную отделку поверхности. Этот процесс позволяет определить окончательный размер и создать желаемый рисунок на внутренней поверхности труб или цилиндров. Это все для этого поста, где мы даем определение, функцию, приложения, компоненты, схему, типы и работу процесса хонингования. Мы также объясняем преимущества и недостатки процесса.
Я надеюсь, что вы получили много полезного от этой статьи, если да, пожалуйста, поделитесь ею с другими студентами. Спасибо за чтение. Увидимся в следующий раз!
Руководство по обслуживанию Chevrolet Equinox — Растачивание и хонингование цилиндров (LAF, LEA или LUK)
Руководство по обслуживанию Chevrolet Equinox / Трансмиссия / Двигатель / Растачивание и хонингование цилиндров (LAF, LEA или LUK)
Процедура расточки Измерьте все поршни с помощью микрометр для определения диаметра отверстия цилиндра. См. Очистка и проверка блока цилиндров. Перед использованием любого типа расточной оправки используйте тонкий напильник и очистите верхнюю часть блока цилиндров, удалив грязь и заусенцы. Если вы не проверите блок цилиндров, расточная оправка может быть неправильно расположена или наклонена, а отверстие цилиндра может быть расточено под неправильным углом. Внимательно следуйте инструкциям производителя относительно использования оборудования. При расточке цилиндров убедитесь, что все подшипники коленчатого вала колпачки на месте. Затяните крышки подшипников коленчатого вала с надлежащим крутящим моментом, чтобы избежать деформации отверстий цилиндров во время окончательной сборки. посадки поршня.Процедура хонингования
Примечание: Мелкие вертикальные царапины на концах колец сами по себе не приводят к чрезмерному расходу масла. Не точите цилиндр, чтобы удалить эти царапины.
При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего класса для удаляемого количества материала. Тусклые, грязные камни режут неравномерно и сильно нагреваются. Не затачивайте до окончательного зазора грубым или средним камнем. Оставьте достаточно металла, чтобы все следы камней можно было удалить с помощью мелкозернистых брусков. Выполните окончательное хонингование мелкозернистым бруском, затачивая цилиндр до надлежащего зазора.
Примечание: Все измерения поршня или диаметра цилиндра должны производиться с компонентами при нормальной комнатной температуре.
Во время хонингования тщательно очистите отверстие цилиндра. Повторно проверьте отверстие цилиндра на предмет соответствия выбранному поршню. При хонинговании цилиндра на соответствие размеру поршня сначала выполните предварительное хонингование 100-песчаным камнем.
Примечание. Для окончательного хонингования предпочтителен брусок с зернистостью 240. Если камень зернистостью 240 недоступен, в качестве замены можно использовать камень зернистостью 220.
Выполните окончательное хонингование цилиндра с помощью зернистости 240 и получите перекрестную штриховку под углом 45 градусов. Финишные метки должны быть чистыми, но не острыми. На финишных метках также не должно быть застрявших частиц и разорванного или свернутого металла. Измерив выбранный поршень в точке измерения и прибавив среднее значение зазора, вы можете определить требуемый окончательный размер хонингования цилиндра. После окончательного хонингования и перед проверкой поршня для установки очистите отверстия цилиндров горячей водой с моющим средством. Почистите отверстия щеткой с жесткой щетиной и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндров. Абразивный материал также загрязняет моторное масло и может вызвать преждевременный износ подшипников. После промывки отверстия цилиндра вытрите его насухо чистой тряпкой. Выполните окончательные измерения поршня и отверстия цилиндра. Отметьте верхнюю часть поршня для конкретного цилиндра, на который он был установлен. Нанесите чистое моторное масло на отверстие каждого цилиндра, чтобы чтобы предотвратить ржавчину. Процедура удаления глазури Если канал ствола застеклен, но в остальном его можно обслуживать, слегка разбейте глазурь точилкой. Замените поршневые кольца. См. Установка поршня, шатуна и подшипника.
Примечание. Для окончательного хонингования предпочтителен брусок с зернистостью 240. Если камень зернистостью 240 недоступен, в качестве замены можно использовать камень зернистостью 220.
Используя шариковый или самоцентрирующийся хонинговальный инструмент, слегка удалите глазурь с отверстия цилиндра. Деглазирование следует проводить только для удаления образовавшихся отложений. Используйте брусок с зернистостью 240 из карбида кремния или аналогичный материал при предварительной обработке процедуры удаления глазури. Хонинговальные бруски должны быть чистыми, острыми и прямыми. тщательно с мылом и водой. Высушите отверстие. Внесите чистое моторное масло в отверстие. Повторно измерьте отверстие. для обслуживания доступны поршни и кольца увеличенного размера только одного размера. Если хонингование не требуется, очистите отверстия цилиндров горячей водой с моющим средством.
