16К20 с чпу: 16К20Ф3 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Содержание
Устройство токарного станка 16К20 — полезная информация Токарные станки по металлу
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро -пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода «Красный пролетарий»
.
Типичный токарно-винторезный станок завода «Красный пролетарий» показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе.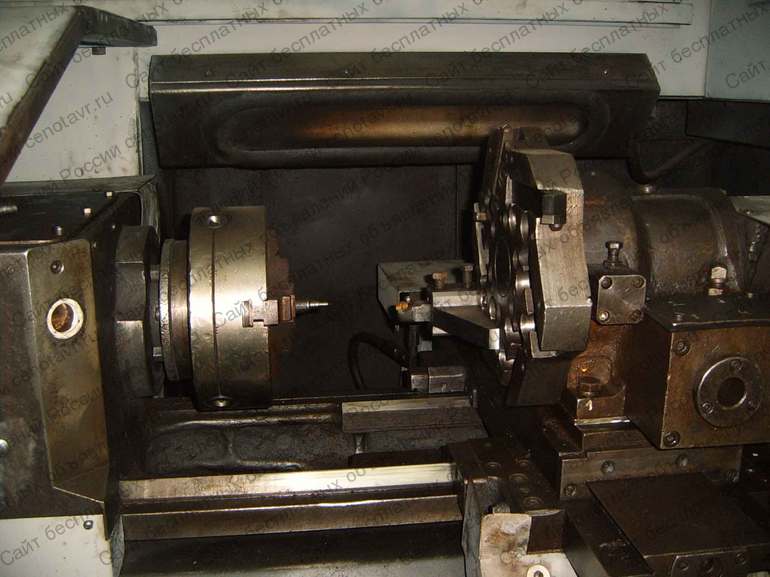 Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарно-винторезного станка модели 1К62
Устройство основных узлов токарно-винторезного станка.
 Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
…
смотреть
все ->
Приборы и средства промышленной автоматизации
Практически на каждом промышленном предприятии применяются токарно-винторезные станки. Одним из таких станков является 16К20 в различных модификациях, в том числе и в комплекте с системой ЧПУ.
Этот станок предназначен для обработки простых и сложных цилиндрических и конических поверхностей — как внутренних, так и наружных, нарезания резьбы. Для обработки торцов заготовок можно применять всевозможные резцы, сверла, развертки, зенкеры. Нарезать резьбу на 16К20 можно с помощью резцов, плашки, метчика.
Станок 16К20 способен обрабатывать детали в широком диапазоне габаритных размеров
- максимальный диаметр обработки над станиной — 400 мм
- максимальный диаметр обработки над суппортом — 220 мм
- длина обрабатываемой заготовки — 750.
 ..1500 мм.
..1500 мм.
Всех вышеперечисленных целей можно достичь путем внедрения комплексного решения от компании на основе оборудования Delta Electronics (Тайвань) — системы ЧПУ Delta NC200P-LI-AE в комплекте с современными сервоприводами серии Delta ASD-A2.
Состав системы управления Delta Electronics для модернизации токарного станка 16А(К)20Ф3:
NC200P-LI-AE. Система ЧПУ для токарных станков с интегрированной станочной панелью, встроенными специализированными кнопками для токарной группы станков, кнопкой аварийного останова и «штурвалом».
NC-EIO-R3216. Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом RS-422, 32 вх/16 вых (релейных)
ASD-A2. Сервоприводы подачи (оси Х, Z)
ASD-A2-3043-F: Блок управления 3.0 кВт, 3×400 В, второй вход обратной связи, управление по шине DMCNET.
Серводвигатель ECMA-L11830RS AC: 3.0 кВт, 400 В, 1500 об/мин, без тормоза, с сальником, ном. крутящий момент 19.10 Нм, разрешение энкодера 1,28 млн имп./оборот.
крутящий момент 19.10 Нм, разрешение энкодера 1,28 млн имп./оборот.
Eh4-25LG8845. Инкрементальный энкодер с полым валом (2500 имп./об)
Главный привод VFD25AMS43AFSAA. Преобразователь частоты MS300, 3×400 В, 11 кВт, 25/28А, ЭМС С2, IP20
RXLG1.5KW43RJ. Тормозной резистор 1,5 кВт, 43 Ом
DRP024V120W3BN. Источник питания: Uвх ном = 3х380 В AC, Uвых = 24 В DC, 120 Вт.
Комплект кабелей и разъемов для монтажа системы ЧПУ и сервоприводов.
Производительность и точность
Важные критерии эффективности модернизации станка – повышение скоростных характеристик и точности. Для обеспечения высокоскоростной передачи данных от системы ЧПУ Delta NC200P-LI-AE к сервоприводам осей X и Z используется шина DMCNET (Delta Motion Control Network). Скорость передачи данных по шине составляет 10 Мбит/с, что обеспечивает высокое быстродействие и точность управления осями. Кроме того, DMCNET — помехозащищенная шина. Её применение обеспечивает бесперебойное управление сервоприводами на расстоянии до 30 м.
Высокая точность позиционирования при применении комплектного сервопривода серии ASD-A2 обеспечивается благодаря высокочувствительному энкодеру обратной связи (количество импульсов – 1`280`000/об.). Для устранения погрешности позиционирования, вызванной наличием механических люфтов и деформаций, применяются оптические линейки или энкодеры, подключение которых позволяет создать второй замкнутый контур обратной связи по положению.
Кроме того, при отсутствии оптических линеек возможно применение функций компенсации механических люфтов системы ЧПУ Delta NC200P-LI-A по 128 точкам в прямом и обратном направлении и компенсации трения.
Применение серводвигателей Delta ECMA-LA с абсолютными энкодерами позволяет обходиться без операции вывода осей в «домашнюю» позицию, что в свою очередь повышает производительность станка и устраняет возможную ошибку, возникающую при неточном срабатывании датчика «домашней» позиции.
Удобство настройки и управления с экранным интерфейсом
Для определения коэффициента инерции механической системы (JL/Jm) применяется экран диагностики (тюнинга) системы ЧПУ Delta NC200P-LI-AE. Система автоматически рассчитывает коэффициент инерции и определяет параметры осевых сервоприводов, соответствующие заданным значениям жёсткости и полосы пропускания. Благодаря этому процесс настройки системы приводов станка становится простым и быстрым.
Система автоматически рассчитывает коэффициент инерции и определяет параметры осевых сервоприводов, соответствующие заданным значениям жёсткости и полосы пропускания. Благодаря этому процесс настройки системы приводов станка становится простым и быстрым.
Через экранный интерфейс ЧПУ Delta NC200P-LI-AE легко осуществить настройку различных параметров и коэффициентов, необходимых для точной работы станка.
Встроенная в ЧПУ функция Look-ahead («Взгляд вперед») обеспечивает предпросмотр 500 кадров программы в G-кодах. Это обеспечивает плавный переход от одного G-кода к другому. При этом движение по осям также сглаживается, что позволяет избавиться от скачков скорости при переходе от выполнения одного кадра к другому. Благодаря этому повышаются точность обработки и производительность станка.
Расширение функциональности 16К20Ф3
Кроме улучшения характеристик станка, применение ЧПУ Delta NC200P-LI-AE существенно расширяет его функциональные возможности.
Система ЧПУ обеспечивает:
- управление двумя шпинделями, в т.
 ч. в режиме токарно-фрезерной обработки
ч. в режиме токарно-фрезерной обработки - интерполяционное движение по 4 осям при отработке одного G-кода
- одновременное управление 6 осями.
Кроме того, в состав системы ЧПУ внедрена так называемая «Оперативная система управления». По своей сути это предварительно запрограммированные 18 экранов с готовыми циклами точения, которые облегчают и ускоряют обработку деталей. Эти встроенные циклы обработки позволяют оператору изготовить даже очень сложную деталь без изучения G-кодов. Процесс создания технологической программы заключается в последовательном выборе «Рабочих циклов» (готовых экранов) с занесением в них размеров с чертежа детали.
Для ускорения переналадки станка на изготовление новой детали система ЧПУ Delta NC200P-LI-AE имеет встроенный постпроцессор, который легко преобразовывает чертеж детали (файл c расширением .dxf) в программу в G-кодах. Соответствующая программа автоматически преобразует чертеж в двухосевую траекторию движения. Оператору потребуется только внести технологические параметры, такие как номера инструментов и их корректоры, скорости подачи и вращения шпинделя, а также задать команды подачи СОЖ.
Оператору потребуется только внести технологические параметры, такие как номера инструментов и их корректоры, скорости подачи и вращения шпинделя, а также задать команды подачи СОЖ.
ЧПУ Delta NC200P-LI-AE поддерживает все стандартные наборы G-кодов (А, В, С), что обеспечивает совместимость технологических программ, написанных технологами вручную или с помощью CAD/CAM-систем. Более того, при настройке NC200P-LI-AE возможен выбор синтаксиса G-кодов. Также система ЧПУ имеет удобные инструменты для написания собственных технологических циклов.
В процессе обработки детали могут возникать ситуации, требующие приостановки автоматического выполнения программы. Для этого в NC200P-LI-AE предусмотрена функция «MPG SIM», активация которой производится с помощью кнопки, вынесенной на станочную панель.
При нажатии этой кнопки система останавливает автоматическое выполнение технологического цикла и предоставляет оператору возможность дальнейшего управления движением по траектории обработки в ручном режиме — как в прямом, так и в обратном направлении.![]() При повторном нажатии кнопки «MPG SIM» система переходит обратно в автоматический режим выполнения технологической программы с текущей позиции. Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
При повторном нажатии кнопки «MPG SIM» система переходит обратно в автоматический режим выполнения технологической программы с текущей позиции. Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
Вместе с системой ЧПУ Delta NC200P-LI-AE поставляется бесплатное программное обеспечение CNCSoft. В его составе есть файловый менеджер, редактор параметров ЧПУ, а также редактор программ управления электроавтоматикой MLCEditor и редактор экранов ScreenEditor.
В систему ЧПУ Delta NC200P-LI-AE встроен также программируемый логический контроллер (ПЛК), который можно использовать для управления электроавтоматикой станка. Для программирования ПЛК используется редактор MLCEditor. Встроенная базовая программа предоставляет возможность управления движением по всем осям. Реализована возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
Для создания собственных программ управления используется наглядный и простой в освоении язык Ladder (LD – релейно-контактные схемы). Объем программы ПЛК — до 10 тыс. шагов. Предусмотрена возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
С помощью ScreenEditor производители оборудования или модернизаторы станков могут создавать до 1000 собственных экранов. Пользовательские экраны позволяют оператору оперативно и удобно отслеживать состояние различных узлов и агрегатов станка, а также контролировать выполнение технологического цикла и вмешиваться в него.
На пользовательские экраны можно выводить любые параметры, которые не отображаются на предустановленных экранах ЧПУ — например, параметры шпинделя, если он управляется аналоговым сигналом, а не по сети DMCNET. Панель имеет доступ ко всем программным объектам и объектам управляющей программы.
Два встроенных порта (RS-485 и Ethernet) применяются для связи с внешними устройствами по протоколу Modbus RTU и Modbus TCP соответственно.
Простота внедрения и доступность
Монтаж системы ЧПУ Delta NC200P-LI-AE осуществляется по принципу Plug&Play — достаточно подключить сетевые патч-корды и готовые кабели сервоприводов, после чего система обеспечивает управление движением сервоосей и основных агрегатов станка.
NC200P-LI-AE имеет возможность использования аналогового управления (±10 В), что позволяет снизить стоимость системы за счёт применения бюджетных приводов. Модуль расширения с дополнительными дискретными входами/выходами монтируется на DIN-рейку в шкафу электроавтоматики и связывается со стойкой ЧПУ по интерфейсу RS-422. Благодаря этому количество монтажных проводов, заводимых на стойку ЧПУ, минимально, что упрощает монтаж системы и повышает ее надежность.
Компания предоставляет своим заказчикам пакет электрических принципиальных схем и программ электроавтоматики.
Спецификация системы с ЧПУ Delta NC200P-LI-AE:
| № | Наименование | Количество |
|---|---|---|
| 1 | NC200P-LI-AE Устройство ЧПУ для токарных станков, встроенный штурвал | 1 |
| 2 | NC-EIO-R3216 Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом, 32 вх/16 вых | 1 |
| 3 | NC-CAB-EIO050 Кабель подключения модуля расширения вх\вых с высокоскоростным последовательным интерфейсом, 5 м | 1 |
| 4 | ASD-A2-3043-F Блок управления 3. 0 кВт 3×400 В, второй вход обратной связи, DMCNET 0 кВт 3×400 В, второй вход обратной связи, DMCNET | 2 |
| 5 | ECMA-L11830RS AC SERVO MOTOR 3.0 кВт, 400 В, 1500 об/мин, двигатель без тормоза, с сальником | 2 |
| 6 | ASD-CAPW2205 кабель 5 м (мотор UVW) 3~5,5 кВт для высоко-инерционных двигателей | 2 |
| 7 | ASD-CAEN1005 кабель 5 м (ENCODER) 0,75-7,5 кВт | 2 |
| 8 | UC-CMC050-01A Кабель связи по шине CANopen/DMCNET, 5 м | 1 |
| 9 | UC-CMC005-01A Кабель связи по CANopen/DMCNET, 0,5 м | 1 |
| 10 | DRP024V120W3BN блок питания | 1 |
| 11 | VFD25AMS43AFSAA Преобразователь частоты MS300, 3×400 В, 11 кВт, 25/28 А, ЭМС С2, IP20 | 1 |
| 12 | RXLG1. 5KW43RJ Тормозной резистор 1,5 кВт 43 Ом 5KW43RJ Тормозной резистор 1,5 кВт 43 Ом | 1 |
| 13 | Eh4-25LG8845 Инкрементальный энкодер с полым валом (2500 имп./об) | 1 |
10 апреля 2020 г.
Токарно-винторезный станок 16К20: паспорт, характеристики, фото, видео
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Технические характеристики токарно-винторезного станка 1е61м, схемы
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Технические характеристики токарного станка 16К20
Класс точности по ГОСТ 8-82 | Н |
Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 |
Высота оси центров над плоскими направляющими станины, мм | 215 |
Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 |
Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 |
Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 |
Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 |
Наибольшая масса детали, обрабатываемой в центрах, кг | 460. |
Наибольшая масса детали, обрабатываемой в патроне, кг | 200 |
Шпиндель | |
Диаметр отверстия в шпинделе, мм | 52 |
Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 |
Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 |
Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 |
Количество прямых скоростей шпинделя | 22 |
Количество обратных скоростей шпинделя | 11 |
Конец шпинделя по ГОСТ 12593-72 | 6К |
Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 |
Диаметр фланца шпинделя, мм | 170 |
Наибольший крутящий момент на шпинделе, Нм | 1000 |
Суппорт. | |
Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 |
Наибольшая длина поперечного перемещения, мм | 300 |
Скорость быстрых продольных перемещений, мм/мин | 3800 |
Скорость быстрых поперечных перемещений, мм/мин | 1900 |
Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 |
Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 |
Цена деления лимба продольного перемещения, мм | 1 |
Цена деления лимба поперечного перемещения, мм | 0,05 |
Диапазон продольных подач, мм/об | 0,05..2,8 |
Диапазон поперечных подач, мм/об | 0,025..1,4 |
Количество подач продольных | 42 |
Количество подач поперечных | 42 |
Количество нарезаемых резьб – метрических | |
Количество нарезаемых резьб – модульных | |
Количество нарезаемых резьб – дюймовых | |
Количество нарезаемых резьб – питчевых | |
Пределы шагов метрических резьб, мм | 0,5. |
Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 |
Пределы шагов модульных резьб, модуль | 0,5..112 |
Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 |
Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 |
Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 |
Резцовые салазки | |
Наибольшая длина перемещения резцовых салазок, мм | 150 |
Перемещение резцовых салазок на одно деление лимба, мм | 0,05 |
Шкала угла поворота резцовых салазок, град | ±90° |
Цена деления шкалы поворота резцовых салазок, град | 1° |
Наибольшее сечение державки резца, мм | 25 х 25 |
Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 |
Число резцов в резцовой головке | 4 |
Задняя бабка | |
Диаметр пиноли, мм | |
Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 |
Наибольшее перемещение пиноли, мм | 150 |
Перемещение пиноли на одно деление лимба, мм | 0,1 |
Величина поперечного смещения корпуса бабки, мм | ±15 |
Электрооборудование | |
Электродвигатель главного привода, кВт | 11 |
Электродвигатель привода быстрых перемещений, кВт | 0,12 |
Электродвигатель насоса СОЖ, кВт | 0,125 |
Габариты и масса станка | |
Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 |
Масса станка, кг | 3010 |
 .1300
.1300 Подачи
Подачи .112
.112Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
К прочтению: Описание основных преимуществ станков с ЧПУ
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Скачать изображение в полном размере
Электрическая схема
Токарно-винторезный станок 16В20 славится простотой и надежностью своего электрооборудования, которое состоит из электрошкафа и следующих электрических цепей:
- силового питания,
- сигнальных устройств,
- освещения рабочей зоны,
- управляющих коммутационных устройств.
Все цепи запитаны от цехового источника переменного тока. Двигатели работают от трехфазного напряжения 380 В, цепи коммутации — от однофазного напряжения 110 В, а осветительные приборы — от напряжения 24 В.
Электрооборудование защищено от короткого замыкания плавкими вставками и выключателями-автоматами, а защита от нагрева при перегрузках реализована на тепловых реле. Также на станке используются пускатели нулевой защиты, которые отключают электропитание при падении напряжения ниже 85% от номинала. Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
К прочтению: Агрегаты для производства клееного бруса
Скачать изображение в полном размере
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию
Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
https://youtube.com/watch?v=ZBrBLcCEXhA
Рекомендации по обслуживанию электрооборудования станка 16К20.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 16К20. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику)
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.

- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
- Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
 Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..160012,5..1250100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5. .112 .112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
к. эти модели станков больше не производятся)
Список литературы:
Станок токарно-винторезный повышенной точности 16Б20п. Руководство по уходу и обслуживанию, 1965
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности конструкции
Токарный станок с ЧПУ 16К20Ф3 работает в сложных условиях и с прочными материалами, которые он должен обработать для получения точной и качественной детали. Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Основная задача – полуавтоматическая обработка в замкнутом цикле широкого ассортимента деталей и изделий.
В конструкции токарного станка с ЧПУ 16К20Ф3 предусмотрены направляющие, спроектированные таким образом, чтобы меньше подвергать их износу. Система создана таким образом, чтобы все узлы и элементы, работали в полном согласовании друг с другом. В результате получают уникальные по свойствам изделия.
Конструкционные характеристики токарного станка с ЧПУ 16К20Ф3:
- наличие числового программного управления, благодаря которой обеспечивается бесперебойный и правильный процесс производства;
- высокая степень прочности несущих элементов;
- станки оборудуются сигнализаторами, что обеспечивает обратную связь;
- все модели и модификации являются устойчивыми к вибрациям;
- предусмотрены особые системы прогрева гидравлики перед непосредственным запуском оборудования.
 Это уменьшает риски термодеформации.
Это уменьшает риски термодеформации.
Эксплуатация всегда должна соответствовать всем техническим требованиям, с соблюдением очередности этапов производства (черновая и чистовая обработка, дополнительная отделка детали).
В процессе эксплуатации важно соблюдать определенные факторы, которые обеспечивают успешность выполнения задач:
- заготовка должна быть прочно закреплена;
- корректность поставленной задачи;
- в наличии всегда должен быть ассортимент материалов и инструментов;
- торец заготовки оси вращения устанавливается строго перпендикулярно;
- на боковой поверхности обрабатываемого изделия, не должно быть никаких выпирающих частей;
- строгий контроль выполнения всех операций, проведение регулярной заточки инструмента и своевременная замена износившихся частей.
Эти мероприятия позволят эксплуатировать оборудование намного больше времени, чем указывается в его техническом паспорте.
Широкове применение токарный станок с ЧПУ 16К20Ф3 нашел в мелкосерийном производстве, для обработки внутренних и внешних частей заготовки с длиной около 100 и шириной – 40 см.
Основные процессы, выполняемые программным обеспечением:
- создание резьбы;
- плавное переключение скорости работы (вращения) шпинделя;
- определение индексации головки для нарезания резьбы;
- формообразование;
- изменение параметров подачи.
Обеспечить четкое выполнение всех рабочих процессов, позволяет внимательных подход к программированию техники. По сути, программа разрабатывается для каждой задачи отдельно, включает в себя разные этапы обработки и отделки (позиционные этапы, вспомогательные, и прочие переходы).
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
https://youtube.com/watch?v=Q5NAEPuwab4
Токарное оборудование компании ООО «ПСК «Зелматик»
На этой странице представлены станки с помощью которых мы выполняем наши токарные работы.
Заказать расчет
Кликнув на модель конкретного станка в таблице ниже, Вы можете ознакомиться с фото и видео материалами, а также изучить технические характеристики.
| Название станка | Производитель | Модель |
|---|---|---|
| Станок токарный с чпу | DMTG | СКЕ6140Z |
| Станок токарный с чпу и станиной наклонного типа | Leadwell | Т-7 |
| Токарный чпу станок | Feeler | FTC 20L |
| Станок токарный с чпу | Arix | NCL 42A |
| Токарно-винторезный станок | КНР | CA6150 |
| Токарно-винторезный станок | Красный пролетарий | 16К20 |
| Горизонтальный токарный станок с чпу | Accuway | UT-300 |
| Станок токарно-винторезный | Ульяновский завод | ут 16 пм |
Наши работы
Токарный станок с ЧПУ CKE 6140Z
- Модель CKE 6140Z
- Панель приборов
- Патрон
- Револьверная головка
Характеристики DMTG CKE 6140Z
| Модель: СКЕ6140Z | Параметры |
|---|---|
| Диаметр обработки над станиной, мм | 400 |
| Ширина станины, мм | 300 |
| Расстояние между центрами, мм | 1000 |
| Диаметр обработки над суппортом, мм | 200 |
| Перемещение по X, мм | 225 |
| Перемещение по Z, мм | 870 |
| Размер патрона, мм | 200 |
| Конус шпинделя | M6 |
| Диаметр отверстия в шпинделе, мм | 52 |
| Диапазон скоростей шпинделя (частотник), об/мин | 75-2500 |
| Коробка переключения передач вращения шпинделя | 2-х ступенчатая |
| Общая мощность двигателя, кВт | 5,5 |
| Быстрые перемещения по осям x/z, мм | 4/5 |
| Точность установки инструмента, мм | 0,008 |
| Точность позиционирования по x/z, мм | 0,02 |
| Время смены инструмента, сек | 2 |
| Диаметр пиноли задней бабки, мм | 60 |
| Ход пиноли, мм | 130 |
| Конус задней бабки | M4 |
| Габариты станка, мм | 2550x1480x1520 |
| Масса станка, кг | 1700 |
Токарный станок с ЧПУ и станиной наклонного типа Leadwell T7
Your browser does not support the video tag.
- Револьверная головка
- Тиски
- Станок с ЧПУ Leadwell T7
Характеристики LEADWELL T7
| Модель: Т-7 | Параметры |
|---|---|
| Рабочий диапазон | |
| Максимальный диаметр вращения над станиной | 520 мм. |
| Максимальный диаметр точения | 350 мм. |
| Максимальная длина точения | 540 мм. |
| Максимальный диаметр прутковой заготовки | 65 мм. |
| Максимальный вес заготовки (с поджимом пинолью) | 175 кг. |
| Точность позиционирования по осям X, Z (на длине 300 мм) | ±0,005 мм. |
| Повторяемость позиционирования по осям X, Z | ±0,003 мм. |
| Рабочие перемещения и подачи | |
| Перемещение по оси Х | 175+25 мм. |
| Перемещение по оси Z | 600 мм. |
| Скорость быстрых перемещений по осям X/Z | 20000/24000 мм/мин. |
| Диапазон рабочих подач | 0,01ч500 мм/об. |
| Ручной режим перемещений с фиксированной подачей | 1260 мм/мин. |
| Главный шпиндель | |
| Диаметр зажимного гидравлического патрона | 254 мм. |
| Максимальная скорость вращения | 4500 об/мин. |
| Конец шпинделя (носок) | размер А2-6 |
| Мощность привода FANUC | 18,5 кВт. |
| Максимальный крутящий момент (при 335 об/мин) | 53,8 кг Чм. |
| Револьверная головка | |
| Количество инструментальных позиций | 12 шт. |
| Сечение держателя радиального инструмента | 25х25 мм. |
| Диаметр сечения осевого инструмента | 40 мм. |
| Время смены инструмента – один инструмент/180 град | 1/2 с. |
Токарный чпу станок Feeler FTC 20L
Your browser does not support the video tag.
Характеристики FEELER FTC-20L
| Модель: FTC 20L | Параметры |
|---|---|
| Рабочая зона | |
| Максимальная длина обработки | 613 мм |
| Максимальный диаметр точения | 350 мм |
| Макс. диаметр устанавливаемой заготовки над станиной | 600 мм |
| Макс. диаметр устанавливаемой заготовки над суппортом | 400 мм |
| Перемещения и основные расстояния | |
| Перемещение по оси Х/Z | 175+25 / 650 мм |
| Шпиндель | |
| Максимальное число оборотов шпинделя | 4500 об/мин |
| Исполнение шпинделя | А2-6 |
| Диаметр отверстия шпинделя | 62 мм |
| Диаметр гидравлического патрона шпинделя | Ø200 (10″) |
| Диаметр отверстия тяговой трубы патрона шпинделя | 52 мм |
| Задняя бабка | |
| Диаметр пиноли задней бабки | 65 мм |
| Конус пиноли | МТ-4 |
| Привод пиноли | гидравлический |
| Тип задней бабки | ручная |
| Ход пиноли | 90 мм |
| Револьверная головка | |
| Количество инструментальных позиций | 10 шт. |
| Время индексации револьверной головки | 3 сек |
| Державка резца прямоугольного сечения | 25 мм |
| Диаметр державки инструмента | 40 мм |
Токарный обрабатывающий центр Arix NCL 42A
Your browser does not support the video tag.
- Панель управления
- Токарный обрабатывающий центр Arix NCL 42A
Характеристики Arix NCL 42
| Модель: ncl 42 | Параметры |
|---|---|
| Диаметр обрабатываемого прутка | 42 мм. |
| Диаметр обработки над станиной | 150 мм. |
| Длина обработки | 220 мм. |
| Диаметр отверстия в шпинделе | 56 мм. |
| Конус шпинделя | А2-5 |
| Диапазон оборотов шпинделя | 40-6000 об/мин. |
| Мощность шпинделя | 3,75 кВт. |
| Перемещение по оси X | 380 мм. |
| Перемещение по оси Z | 220 мм. |
| Быстрое перемещение X/Z | 15 м/мин. |
| Мощность сервопривода по оси X/Z | 1 кВт. |
| Количество инструментов | 6 для наружной обработки + 4 для внутр. обработки |
| Размер державки для наружной обработки | 16 мм. |
| Размер державки для внутренней обработки | 20 мм. |
| Точность позиционирования | 0,005 мм. |
| Точность повторяемости | 0,003 мм. |
| Габариты | 2000х1500х1800 мм. |
| Масса | 3500 кг. |
Токарно-винторезный станок Красный пролетарий 16К20
Характеристики красный пролетарий 16К20
| Модель: 16К20 | Параметры |
|---|---|
| Диаметр обработки над станиной | 400 мм |
| Диаметр обработки над суппортом | 220 мм |
| Расстояние между центрам | 1500 мм |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Диаметр сквозного отверстия в шпинделе | 55 мм |
| Максимальная масса заготовки, закрепленной в патроне | 300 кг |
| Максимальная масса детали, закрепленной в центрах | 1300 кг |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных | 0. 7 — 4,16 мм/об. |
| Пределы рабочих подач — поперечных | 0,035-2,08 мм/об. |
| Наибольший крутящий моменткНм | 2 кНм |
| Наибольшее перемещение пиноли | 200 мм |
| Поперечное смещение корпуса | ±15 мм |
| Наибольшее сечение резца | 25 мм |
| Мощность электродвигателя главного привода | 10 кВт |
Горизонтальный токарный станок с чпу Accuway UT-300
Your browser does not support the video tag.
- Револьверная головка
- Панель управления
- Табличка
Характеристики Accuway UT-300
| Модель: UT-300 | Параметры |
|---|---|
| ОСНОВНЫЕ РАЗМЕРЫ ОБРАБОТКИ | |
| Максимальный обрабатываемый диаметр | 450 мм. |
| Максимальная обрабатываемая длина | 610 мм. |
| Макс. Ø прутка | 75 мм. |
| ОСНОВНЫЕ РАЗМЕРЫ ОБРАБОТКИ | |
| Максимальный устанавливаемый Ø до кожуха Z-оси | 612 мм. |
| Максимальный устанавливаемый Ø до кожуха X-оси | 388 мм. |
| Максимальный обрабатываемый Ø (основной шпиндель) | 450 мм. |
| Максимальный обрабатываемый Ø (противошпиндель) | 375 мм. |
| Максимальная длинна | 610 мм. |
| ОСНОВНОЙ ШПИНДЕЛЬ | |
| Фланец шпинделя | A2-8 |
| Внутренний Ø подшипника шпинделя | 140 мм. |
| Ø патрона | 12″ дюймов |
| Отверстие в шпинделе | 101 мм. |
| Частота вращения шпинделя | 3500 об/мин |
| Мощность шпинделя | 18,5 кВт |
| Ø прутка | 90 мм. |
| РЕВОЛЬВЕРНАЯ ГОЛОВКА | |
| Тип | BOT/VDI |
| Количество инструмента | 12 шт. |
| Сечение державки | 25х25 мм. |
| Сечение осевого инструмента | 40 мм. |
| Точность индексации СS шпинделя | 0,015 град. |
| Максимальная частота вращения инструмента | 5000 об/мин. |
| Мощность | 3,7 кВт. |
Станок токарно-винторезный повышенной точности ут 16 пм
- Упор
- Патрон
- Управление
- Станок токарно-винторезный ут 16 пм
| Модель: УТ 16 ПМ | Параметры |
|---|---|
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки обрабатываемой над станиной | 320 мм |
| Наибольший диаметр заготовки обрабатываемой над суппортом | 170 мм |
| Наибольшая длина устанавливаемой детали РМЦ | 710 мм |
| Наибольшее расстояние от оси центров до кромки резцедержателя | 175 мм |
| Расстояние от оси шпинделя до направляющих станины (высота центров) | 175 мм |
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
- Позвонив по телефону: 8 (495) 763 44 09
- написав на почту: info@zelmatik.
 ru
ru - Через форму: обратной связи
Современный токарный станок по металлу с оснасткой в комплекте
- Главная
- Металлорежущие станки
- Токарные станки
- С оснасткой в комплекте
-
16К20
Сейчас этот товар
смотрят 2 человека
Нашли дешевле?
Купить со
скидкой
Технические характеристики
| Макс. диаметр над станиной | Ø 400 мм |
| Макс. диаметр над поперечными салазками | Ø 220 мм |
| Расстояние между центрами | 1000 мм |
| Высота центров | 215 мм |
| Допустимая масса изделия, устанавливаемого в центрах | 650 кг |
| Допустимая масса изделия, устанавливаемого в патроне | 200 кг |
| Конец шпинделя | По ГОСТ 12593-93 |
| Номинальный диаметр конуса, D | 106,375 мм |
| условный размер конца шпинделя | 6 |
| Внутренний (инструментальный) конус шпинделя | МТ 6 |
| Диаметр отверстия шпинделя | 52 мм |
| Наибольший диаметр обрабатываемого прутка | 50 |
| Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) | 12,5. .1600 об/мин |
| Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) | 19..1900 об/мин |
| Диаметр стандартного патрона | 250 |
| Максимальный ход пиноли задней бабки | 150 |
| Пределы продольных | 0,05..2,8 мм/об |
| Пределы поперечных подач | 0,025..1,4 мм/об |
| Пределы шагов резьб | 0,5..112 мм |
| Пределы шагов резьб | 0,5..112 модулей |
| Пределы шагов резьб дюймовых | 56..0,5 ниток на дюйм |
| Пределы шагов резьб питчевых | 56..0,5 питчей |
| Мощность двигателя | 11 кВт |
| Напряжение питания | 380 В, 50 Гц |
| Габаритные размеры (ДхШхВ) | 2560х1020х1350 |
| Вес нетто | 3000 кг |
Описание
Описание станка
16К20
Основная рукоять выбора вращения патрона на передней бабке имеет люфты в движении
Дублирующая рукоять выбора вращения патрона на суппорте требует ремонта
Отсутствует защита патрона и резцедержателя
Также необходима профилактическая замена приводных ремней
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Станок в рабочем состоянии:
- Вся электрика проверена и исправна:
- -произведен «прозвон» цепей управления;
- -произведена чистка констактов;
- Двигатель главного движения исправен;
- Коробка передач исправна;
- Все автоподачи исправны;
- Станция СОЖ исправна;
- Все необходимые узлы смазаны;
- Направляющие в хорошем состоянии
- Направляющие без ржавчины и следов коррозии. Износа нет.
- Виброопоры в комплекте.
Москва, 4-й Рощинский проезд, д.18, стр. 7
Станок можно проверить в работе.
ВЫВОЗ СИЛАМИ КЛИЕНТА
Отзывы и вопросы
Отзывы и вопросы. 16К20
Отзывов пока нет.
Инструкция
Мы вышлем Вам инструкцию на Ваш Email или телефон!
Я согласен на обработку персональных данных
Токарные станки с ЧПУ ZMM
Токарные станки с ЧПУ ZMM
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
دستگاه تراش روس 16k20 — istgah.com
تازههای صنعت :: تراشکاری ( صفحه 2 از 30 )
تماس
دیروز: ۰۹:۳۴
ПОЛУЧЕНИЕ ЧПУ ЧПУ 2018 partMAKER
مهندس میثم قربانی،
تهران ، تلفن:
072289
ПОЛУЧЕНИЕ ЧПУ ЧПУ 2018 partMAKER
ورژن از نرم افزار قدرتمندMA KER 2018 part
مهندس میثم قربانی …
تماس
دیروز: ۰۹:۲۸
ابزار الات تراشکاری
ابزار تراش سروصنعت،
تهران ، تلفن:
02166731428
بورس ابزار الات تراشکاری وقالب سازی واندازه گیری اعم از مته،قلاویز،فرز انگشتی،تیغچه،مته مرغک ،مته خزینه،مته دوپله ،مته گل پیچ،انواع گردبر،انواع سه …
تماس
دیروز: ۰۸:۵۱
کولیس ساعتی 30 سانتیمتر
صنعت سایش امامی،
تهران ، تلفن:
021-66724835
کولیس ساعتی 30 سانتیمتر کولیساعتی 30 سانتیمت Йорко0005
تماس
دیروز: ۰۸:۱۷
تراشکاری وفرزکاری انواع قطعات
ره پیما،
تهران ، تلفن:
02136871572
* گروه صنعتی پلیمرطلایی *
تراشکاری انواع قطعات پلیمری وفلزی
. ..
تماس
دیروز: ۰۸:۱۶
تراش تفلون
پلیمر طلایی،
تهران ، تلفن:
021335
تراش انواع قطعات تفلونی
تراش انواع پلیمرهای صنعتی
…
تماس
دیروز: ۰۸:۱۶
تراشکاری پلیمر طلایی
ره پیما،
تهران ، تلفن:
021335
*ساخت و تولید قطعات صنعتی و پلیمری
*ساخت انواع چرخدنده و قطعات فرزکاری
…
تماس
دیروز: ۰۸:۱۳
تراشکاری و ماشین سازی
1
محمد رضا امیری،
اصفهان ، تلفن:
09386559696
تراشکاری قطعات سبک تا نیمه سنگین ، قطر تا ۸۰ سانت ،عات تا طول ۲ متر با قطر ۲۰ سانت ،عات بر بر س ۲۰ age á etت ت ات بر بر س ۲۰ Щобе
سوراخکاری، …
تماس
دیروز: ۰۲:۳۸
تهیه و توزیع بلبرینگ
گروه فنی مهندسی همکاران،
تهران ، تلفن:
02133931743
تهیه و توزیع انواع بلبرینگ ، رولبرینگ ، نیدل برینگ ، گ گرد ، سری 7000 ، سری Nn برینگ های مری دا трите تcا تسا تس تس تس تس تر ترا تس تس تس تر تر تر تس تر تس تس تس تس تس تس تس ت ت пунктил.
با …
تراشکارى انواع تفلون و پلى آمیدهاى آلمان
سیلیکون رابر،
تهران ، تلفن:
قبول انواعفارشات تراشکارى تفلون
ما هه نوع تفلون آلمانى را داریم و عات شما را بالاتاریم و قطعاХ
انواع چرخدنده هاى پلاستیکی و …
خدمات برش ایرکات CNC
احمدی،
تهران ، تلفن:
038704
شرکت نوین صنعت
ارائه خدمات وایرکات 5 محور CNC با دقت 0.01 میلیمتر با بیش از ده سال سققابق
…
خدمات فرز cnc جلیلی
جلیلی،
تهران ، تلفن:
09199928114
خدمات ماشینکاری فرز cnc
انواع قالبهای صنعتی پیچیده
…
ساخت کلیشه برنجی
гхалеб_келише,
کرج ، تلفن:
09397976606
ساخت انواs کلیشه برنجی ، فولادی ، آلومینیومی جهت دواغی چرم ، چوب ، سفال ، صابون ، برگвью …
کلیشه های نر و ماده
…
خدمات تراشکاری و فرزکاری cnc
1
فن آفرینان علم گستر،
تهران ، تلفن:
09397873078
شرکت دانش بنیان فن آفرینان علم گستر:
ارائه خدمات تراش و فرز CNC
. ..
موتوردیزل ومیللنگ
نیرونگارادینه،
تهران ، تلفن:
0
41906
با سلام
شرکت نیرو نگار برای اولین بار
…
پاتیل استیل
رویاشهبازی،
تهران ، تلفن:
۰۹۱۲۳۱۶۳۳۹۴
پاتیل استیل در سایزهای مختلف
دهنه ۵۰الی ۹۶
…
قالبسازی آراد
جابری،
تهران ، تلفن:
09195020064
قالبسازی آراد
طراحی و ساخت قالب پلاستیک
…
قالب دکمه زن برنجى
Парасту Камаси,
تهران ، تلفن:
09937822609
از این قالب براى ساخت دکمه هاى پارچه اى و پرسى استفاده میشود که در سایزهى زیر قابل اجراست: در ктито
١٢-١٤-١٦-١٨-٢٠- الى سایز ٣٦
…
شرکت سری تراشی پارس
Парасту Камаси,
تهران ، تلفن:
۰۲۱۳۳۲۸۱۲۳۸
شرکت صنعتی پارس ارائه دهندзор خدمات قطعه تراشی وسری تراشی با ماشین آلات پیشرفته CNC ، تماماдол امان آمvстранным трите م Эта.
تراشکاری تفلون پلیمر
قطعه گستر دانش،
تهران ، تلفن:
66609418
تراشکاری و ساخت انواعкет قطعات تفلونی پیچ ومهره واشر قطعات صنعتی انواعглоти0005
شرکت دقت شرق
شرکت دقت شرق،
تهران ، تلفن:
09210129439
شرکت دقت شرق تولید کننده انواع پیچهای سرقلاویز برای اولین بار در ای
محصولات: پیچ کارتل سرقلقلاویز ، پیچ سرقلاویز سرسیلندر ، استارت سرقلاویز و . ..
میکرومتر دیجیتال
رضا قربانی،
تهران ، تلفن:
66754720
ابزار تراش سبلان
مرکز فروش لوازمات اندازه گیری دقیق لوازمات اندازه گیری دقیق متوازمات اندازзнес У тоже
…
خدمات فرز چهار محور همزمان ЧПУ
سید امید حسینی،
تهران ، تلفن:
018619
خدمات فرز CNC چهار محور همزمان
با دستگاه نو سال 2020 تا دقت پنج میکرون.✅
…
مگنت نجاری 90
تکنو تراش سینا،
آذربایجان شرقی ، تلفن:
011149
مارک لینیکس
مناسب جوش کاری
دارای مگنت قوی
اینسرت تب عاملیت پخش محصولات لینیکس در ایران
قیمت۱۳۰۰۰۰ت …
ساعت اندیکاتور شیطانکی میتوتیو کد a1b2
تکنو تراش سینا،
آذربایجان شرقی ، تلفن:
011149
ساعت شیطانکی
دقت یک صدم
برند میتوتیو کد ا1ب2
برترین کیفیت
تست شده
تک عقربه
قیمت۶۵۰۰۰۰ت …
گردبرمگنتی مته گردبرhss-روکش دار-TCT
علی اخلاقی نیا،
Номер телефона
توزیع انواع گردبرهای مگنتی درسایزها وطولهای 30-50-75-100 Интерес
خدمات فرز cnc
احمد محمد حسینی،
تهران ، تلفن:
084943
خدمات فرز Cnc به ابعاد 1500*600*600 و 1000*500*500 طراحی ساخت و آنالیز قالب هی کشش خправ و برشيرس: خرمدشت بلولтре Как ب Итак ا Щеты ا Щедей ب тоже.
خرید تختهکار پلی اتیلن
Пакилон,
تلفن:
0
04650
تخته کار تفلون پلی اتیلن pe در بین محصولات پکیلون ز از پر مصرف ترین ون برد برین الب есть برэй доля برэй Какедое0005
کولیس دیجیتال اینسایز سریه 1114 صفحه فلزی
تجهیز ابزار رویال،
تهران ، تلفن:
02166710350
کولیس دیجیتال اینسایز سریه 1114 صفحه فلزی (متال) در اندازه های دختلف موجف موجف موجف
کولیس دیجیتال اینسایز سری 1114-150 طبق استاندارد DIN 862
…
آگهیهای ویژه: تراشکاری
ابصابون گلپاک
5
شرکت گلپاک ابصابون گلپاک
تلفن
:
0
30806
تماس
آبکاری غلطکهای بزرگ صنعتی
3
داود مقدم
تلفن
:
021498
تماس
www.mahantak.com
سازنده جک های صنعتی
3
داود مقدم
تلفن
:
021498
تماس
خدمات فرز cnc سه و چهار محور و تراش cnc محور c
2
بهسا تکنیک
تماس
behsatechnic. com
ГЕЛЬ WEDM WIRE CUT GEL AW360
1
شرکت دانش بنیان آذرشـیـمــی
تلفن
:
88986103
تماس
www.AZARSHIMI.com
Номер телефона:
Станок с ЧПУ
سری تراشی
طراحی و مهندسی معکوس قطعات
ارائه مشاوره در زمینه تولید و تهیه نقشه قطعات صنعتی
خدمات تراشکاری و فرزکاری cnc
1
فن آفرینان علم گستر
تلفن
:
09397873078
تماس
تراشکاری و ماشین سازی
1
محمد رضا امیری
تلفن
:
09386559696
تماس
آگهیهای ویژه: صنعت
بزرگترین و بالاترین خریدار ضایعات آهن
55
مهدی حیدری
تلفن
:
0
تماس
www.Kharidarzayeat. com
خریدار ضایعات آهن
51
ضایعات افشار
تلفن
:
000960
تماس
zayeateahan.com
بالاترین خریدار ضایعات اومینیوم آهن ودرب پنجره
50
علی عابدی
تلفن
:
0
18602
تماس
مواد اولیه شیمیایی نونیل فنول صابون اتوکسیله 6 و 10
37
گلف کم ایران
تلفن
:
03136411370
تماس
instagram.com
فروش مواد اولیه شیمیایی بوتیل گلایکول مترون
36
گلف کم ایران
تلفن
:
03136411370
تماس
فروش مواد اولیه شیمیایی ( صنعتی غذایی آرایشی شوینده )
33
اسپیناس شیمی (محمد رضایی)
تلفن
:
095344
تماس
فروش انواع اسانس خوراکی و مواد شیمیایی شرکت نیکوشیمی
30
شرکت نیکوشیمی
تلفن
:
0
24265
تماس
nikoshimi. com
فروش مواد اولیه شیمیاییو اسانس
30
ارج شیمی گستران
تلفن
:
02166459364
تماس
www.arjshimi.com
فروش مواد شیمیاییی_فروش پودر فلزات_فروش شمش فلزات
30
مهندس متو/پرشین شیمی
تلفن
:
0
14992
تماس
فروش ویژه اسانس کشمش
29
شیمیایی آلپ
تلفن
:
067769
تماس
دستگاه تولید PET . ЧП. ПВХ
28
Фарамарз Бехзади
تلفن
:
036220
تماس
телеграмма.я
تولید کننده و صادر کننده وسایل شهربازی و خانه بازی
25
احمدی
تلفن
:
09226331480
تماس
ریل صنعتی ریل آهن معدنی ریل استوک پهلوی ریل جرثقیلی و
21
حسین عقیلی
تلفن
:
0
43827
تماس
railpaars. com
خرید و فروش تخصصصی انواع ریل آهن, کلمپ و متعلقات آن
21
شرکت سدید فولاد ایلیا ( محسن معظمی)
تلفن
:
002427
تماس
steelsadid.com
واردات فلزات صنعتی ، پودر فلزات و مواد اولیه شیمیاییی
20
مهندس خانیان / شرکت کیمیای پارسیان
تلفن
:
089791
تماس
فروش گالن 20 لیتری
20
بهار پلاست آریا
تلفن
:
089280
تماس
فروش مواداولیه پلاستیک،قیمت روز مواداولیه پلاستیک
18
آرمین پلیمر
تلفن
:
02177712251
تماس
خریدارضایعات آهن مس الومنیوم(۰۹۱۲۷۸۰۰۱۹۶)
18
صالحی
تلفن
:
0
00196
تماس
فروش انواع مواد پلاستیک پلی اتیلن- پلی پروپیلن و ABS
17
سلیمی
تلفن
:
02188756692
تماس
plastoiran. com
تجهیزات آزمایشگاهی تست مواد اولیه و محصولات پلیمری
16
آوا هونام پلیمر
تلفن
:
02166798113
تماس
www.ahp-makina.com
فروش مواد اولیه پلاستیک
16
پیشرو پلاست
تلفن
:
٨٨٤٣٣٩٨٢
تماس
pishroplastarghavan.com
مواد اولیه پلاستیک
16
مانی پلاست جم
تلفن
:
02165438117
تماس
بطری پت PET,پریفرم — پریفرم دهانه 28- پریفرم صادراتی-
15
عزتی
تلفن
:
034519
تماس
www.pars-pet.ir
فروش ویژه سود پرک| سود کاستیک پرک در کشور
15
کیمیا پارس شایانکار
تلفن
:
02188998130
تماس
goo. gl
شیشه گاز رومیزی تعمیراجاق گازرومیزی 3 شعله 4 شعله و 5
15
محمد قرنی
تلفن
:
09930827268
تماس
فروش ادتیو های EFKA
فروش دیسپرس کننده
فروش هم تراز کننده
فروش ضد کف
فروش ضد حباب
Номер EFKA
Номер EFKA 3031
Номер телефона EFKA 3236
Номер телефона EFKA 3777
Номер EFKA 4046
فروش انواع ضد کفهای EFKA
15
تارا تجارت شیمی ایرانیان
تلفن
:
040664
تماس
ساخت خط تولید کود کشاورزی
15
حسین
تلفن
:
052305
تماس
ایران پالت فروشنده و خریدار پالت چوبی و پلاستیکی
14
میرزایی
تلفن
:
02155310625
تماس
www. İranplasticpallet.com
تراش 16k20 — ماشین ابزار
تراش 16k20 — ماشین ابزار
- نمایش آگهی در بالای صفحه
با خرید سرویس وی آی پی ، آگهی شما درдель وی ب ، آگ آگهی شما درдель on وی ب ، آگ آگ شما درдель وی ب ، آگ آگهی شما درдель وی ب ، آگ آگ شما درдель onی به آگهی شما در هین به صورت метр آی پی فعال شد و بالای آگهی ه ق پیر می شد секретив صعود آگهی شما به بالای لی® ، باعث نمایش بیشتر و بهتر آگما شده و منجر به افزایش کلیک و بازدید و منجر به افزایش کلیک و بازدید و منجر به افزایش کلیک و بازدید وهی می به افزایش کلیک و بازدید و гать به افزایش کلیک و بازدید و منجر به افزایش کلیک و بازدید و منجر به افزایش کلیک و بازدید و منجر به افزایش کلیک ا ازدید و منج agther.
Бесплатно
لطفا از منو زیر مدت زمان سرویس خود را انتخاب نمایید.
یک ماهه | به مبلغ ۱۰۰.۰۰۰ تومان
۵% تخفیف
سه ماهه
| به مبلغ
۳۰۰, ۰۰۰
۲۸۵,۰۰۰ تومانزمان فعال شدن سرویس:
از لحظه خرید به مدت ۳۰ روز
Номер:
این جایگاه فقط برای یک نفر و یک آگهی تعریف شده است. Бесплатноورود به حساب کاربری
تازه های دستگاه تراش
فروش تراش 3 میل
تراش چینی
طول 90 سانتیمتر
قطر یا سنتر 30 سانتیمتر
لوازم همه چیز جز چهار نظاماطلاعات تماس
۷
تهران
|
رضا معتمدی معتمد صنعتفروش تراش چینی سنتر 50
تراش چینی
یک و نیم متر طول
50 سانتیمتر سنتر یا قطر
50
لوازم سه نظام و لینت دارداطلاعات تماس
۷
اصفهان
|
رضا معتمدی معتمد صنعتفروش دستگاه تراش سه متر بائوجی
فروش دستگاه تراش سه متر بائوجی
تراش چینی
برند باوجی
طول 3 متر و سنتر 66
تیکه خور
105
لوازم دارد
Апрель 2008اطلاعات تماس
۷
اصفهان
|
رضا معتمدی معتمد صنعتفروش دستگاه تراش سه متر بااوجی
فروش دستگاه تراش سه متر بااوجی
3 марта 2008 г.
ساخت چین
66
تیکه خور تا 85
105
با لوازماطلاعات تماس
۷
اصفهان
|
رضا معتمدی معتمد صنعتدستگاه تراش یک متر توز
دستگاه تراش یک متر چک اسلواکی
ریل سالم
چهار ریل آب
ریلها سالم و بدون خط و افت
سالم و درحال کار
پایه چدن
سنتر 38 گلویی ی ی 45
سه نظام 25اطلاعات تماس
کرمان
|
معینفروش کاراسل 125 روسی 1512
کاروسل 1512
Дата: 1983 г.
کشور سازنده : روسیه
Размер: 1,25
ارتفاع کارگیر:یک متر
برای هماهنگی جهت بازدید تماس بگیریداطلاعات تماس
۷
تهران
|
کاوه ادیبفروش کاروسل 2 متر آلمان
کاروسل 2 متر
Стоимость: 2000 датских крон
کشور سازنده: آلمان غرب
Число: 2. 20
Размер: 1,80
Размер: 1.25
Дата: 38 часов
جهت بازدید تماس بگیریداطلاعات تماس
۷
تهران
|
کاوه ادیبفروش کاروسل 1532 روسی
فروش کاروسل 1532
Дата: 1987 г.
کشور سازنده: روسیه
Число: 2,80
کارگیر: 3.20
Число: 1,60
Дата: 16 часов
برای خرید تماس بگیریداطلاعات تماس
۷
قزوین
|
کاوه ادیبتراش سه میل
تراش چینی سه میل
90 дней до 30 дней
آماده به کار
Номерاطلاعات تماس
۷
اصفهان
|
رضا معتمدی معتمد صنعتفروش دستگاه تراش چینی یک متر و نیم
فروش دستگاه تراش چینی یک متر و نیم
تراش چینی
طول یک متر و نیم
قطر کارگیر 50
50
آماده به کاراطلاعات تماس
۷
اصفهان
|
رضا معتمدی معتمد صنعتآگهی خود را بلافاصله در همین موقعیت و در همین صفحه
به صورت vip و بالا نشین نمایش دهید.فروش فوری محصولات ماشین سازی تبریز
اطلاعات تماس
۷
خلیل نژاد
امروز ۰۹:۰۸
|
تبریزУдлинитель ZM50
اطلاعات تماس
۷
خلیل نژاد
امروز ۰۹:۰۸
|
تهرانفروش دستگاه تراش 8 متر سنتر 2 متر روسی
اطلاعات تماس
۷
شکیلا امینی
امروز ۰۹:۰۸
|
ارداقفروش ماشین های تراش
اطلاعات تماس
۷
سید عباس حسینی
امروز ۰۹:۰۸
|
تبریزفروش دستگاه تراش یک متری TN50BR مدل 95 بصورت نو
اطلاعات تماس
۷
خلیل نژاد
امروز ۰۹:۰۸
|
تهرانفروش تراش بائوجی 3 متری
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت
امروز ۰۹:۰۸
|
اصفهاندستگاه تراش 8 متر روس در حد نو
اطلاعات تماس
۷
شایان اعتماد
امروز ۰۹:۰۸
|
ارداقتراش دو متر tur63 آکبند
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت
امروز ۰۹:۰۸
|
تهرانساعت اندیکاتور دیجیتال مدل 2046 میتوتویو
اطلاعات تماس
۷
تجهیزات اندازه گیری و ابزار دقیق بهروز
امروز ۰۹:۰۸
|
تهرانتراش سه میل چینی
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت
امروز ۰۹:۰۸
|
تهرانفروش دستگاه تراش 1.
90متر دوکله سنتر 80اطلاعات تماس
۷
شکیلا امینی
امروز ۰۹:۰۸
|
ارداقفروش تراش سه متر سنتر 1/80 روس
اطلاعات تماس
۷
شایان اعتماد
امروز ۰۹:۰۸
|
ارداقتراش تیپ 300 یک و نیم متر
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت
امروز ۰۹:۰۸
|
اصفهانتعمیر دستگاه تراش. تعمیر دستگاه فرز.تعمیر بورینگ.
اطلاعات تماس
۷
سجاددرویشی
امروز ۰۹:۰۸
|
کرجمسئولیت آگهی ها بر عهده آگهی دهندگان می باشد.
Бесплатноشرکت شایان اعتماد – Telegram
شرکت شایان اعتماد
بورینگ 160 فلورتایپ-ارتفاع:4متر-سال ساخت:1972-خدمتی 056603-جهت مشاهده سایردستگاه های شرکت روی لینک زیر کلیک کنید 👇 👇
https://t.me/joinchat/AAAAAD- IgV8lAxy3pWsjxw
شرکت شایان اعتماد
فروش پتک 400 کیلویی-کشور سازنده: روسیه-خلویی-کشور سازنده: روسیه-خدمتی 056603-جهت مشاهده سایردستگاه هی شرکت روی لینک زیреть ک کреть ک کреть ک کреть ک کر ک کреть ک ک ک ک ک прав0871 👇 👇
https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
فروش پتک 1000 کیلویی-کشور سازنده: روسیه-خدمتی 056603-جهت مشاهده سایردستگاه های شرکت روی لینک زیر کلیک کنید 👇 👇
https://t. me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
فروش پرس 100 تن پایه بخواب روس-خاموش-خدمتی 056603-جهت مشاهده سایردستگاه های شرکت روی لینک زیر کلیک کنید 👇 👇
https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
پرس 125 تن-فلکه پشت-کشور سازنده:لهستان-خدمتی 056603-جهت مشاهده سایردستگاه های شرکت روی لینک زیر کلیک کنید 👇 👇
https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
موجودی انبار به شرح زیر میباشد ✅
❇️ پرس 100 تن پایه بخواب روس
❇️ پرس 100 تن فلکه بغل
❇️ پرس 100 تن فلکه پشت خرس نشان
❇️ پرس 125 تن فلکه پشت لهستانی
❇️ پرس 160 تن فلکه بغل
❇️ پرس 250 تن ضربه ای
❇️ پرس 315 تن ارفورت دو شاتون -میزfs
❇️ پرس 400 تن فورج کتابی-نایکل جوینت
❇️ پرس 400 تن فورج خرس نشان
❇️ پرس قوطی 25 تن
❇️ دایکاست 05 گرجستان
❇️ دایکاست 07روس
❇️ دایکاست 08 روس
❇️ دایکاست 250 تن چک
❇️ دایکاست 400 تن روس
❇️ دایکاست 400 تن چک
❇️ دایکاست 630 تن روس
❇️ دایکاست 700 تن ایدرا
❇️ دایکاست 1100 تن لیت استروژن
❇️ پتک 400 کیلویی
❇️ پتک 1000 کیلویی
❇️ کاروسل 2. 80کارگیر 3.20 متر
❇️ پرس بهمراه رولینگ برای تولید پیچ خودکار
❇️ سنگ تخت 125*32
❇️ بورینگ 160 فلورتایپ
❇️ هاپ 50
❇️ هاپ 63
❇️ شیپینگ 32
❇️ شیپینگ 50
❇️ شیپینگ 80
❇️ تراش 1.5 متر کره شمالی
❇️ تراش 16K16 روس cnc
❇️ تراش 16k20 روس
❇️ تراش 16k20 cnc روس
❇️ تراش 1 متر انگلستان
❇️ تراش 5 متر TPK 90
❇️ تراش cnc 2.20 آلمانی
❇️ تراش 10 متر آلمانی
❇️ فرز کله شاه 600 لهستانی
❇️ فرز 6p82
❇️ فرز هکرت 400
❇️ فرز 1 متر cnc
❇️ سنگ سنترلس 183
❇️ سنگ سنترلس 184
❇️ رولینگ 25 تن روس📞 056603 خدمتی
جهت مشاهده عکس و مشخصات دستگاه های فوق روی لینک زیر کلیک کنید
https://sanatdivar. ir/author/56603?type=adsآدرس جهت بازدید ماشین آلات فوق:
تهران-جاده خاوران-بعد از پ Итак,0005
شرکت شایان اعتماد
صفحه اینستاگرام شرکت شایان اعتماد
https://www.instagram.com/shayan__etemad
شرکت شایان اعتماد
لیست دستگاهای فرز موجود در شرکت شایان اعتماد: 👇 👇 👇
🟣 فرز هاپ ۳۲
🟣 فرز هاپ ۸۰
🟣 فرز CNC آریکس
🟣 فرز دروازه ای p4500
🟣 فرز دروازه اي norma
🟣 فرز CNC پنج محور یون سیگن هلند
🟣 فرز CNC سه محور دروازه ای یون سیگن هلند
جهت هماهنگی برای بازدید و ارسال عکس و مشخصات با این شماره تماس بگیرید 👇
امینی ۰۹۱۲۰۳۵۶۶۰۴0015 ✅ تراش یک متر روس
✅ تراش یک و نیم متر کره_سنتر 46
✅ تراش یک و نیم متر کره _سنتر50
✅ تراش 3متر روسیه_سنتر1متر
✅ تراش سه متر روسیه_سنتر1/80
✅ تراش3/20مترDp آلمان_سنتر2. 5
✅ تراش3/20مترDPلهستان_سنتر۲
✅ تراش دوکله روسیه_سنتر80
✅ تراش5متر لهستان_سنتر90
✅ تراشXAD112لهستان
✅ تراش8متر روسیه_سنتر1/60
✅ تراش8متر روسیه_سنتر2
برای اطلاعات بیشتر لطفا تماس بگیرید.
امینی 👈 ۰۹۱۲۰۳۵۶۶۰۴
شرکت شایان اعتماد
شرکت شایان اعتماد
باسلام
لیست دستگان0871 👇🟣 گرانول پی وی سی
🟣 کاروسل ۱۵۱۲
🟣 کاروسل ۲متر
🟣 کاروسل ۱۵۳۲
🟣 کاروسل ۱۵۴۰
🟣 بورینگ cnc یونیون آلمان
🟣 پرس ۱۰تن
🟣 پرس ۴۰تن هیدرولیک
🟣 پرس ۱۰۰تن خرس نشان
🟣 پرس ۱۰۰تن فلکه بغل
🟣 پرس۱۰۰تن سی فرم
🟣 پرس ۱۶۰تن دبل اکشن
🟣 پرس ۱۶۰تن ضربه ای لنگ ثابت ومتغیر
🟣 پرس ضربه ای ۲۵۰تن چک
🟣 پرس سی فرم ۲۵۰تن لنگ ثابت
🟣 پرس فورج ۲۵۰تن لنگ ثابت
🟣 پرس فورج ۳۱۵تن
🟣 پرس ۴۰۰تن فورج وارونژ
🟣 پرس ۴۰۰تن خرس نشان
🟣 پرس ۴۰۰تن نایکل جوینت
🟣 پرس ۳۱۵تن ایرفورت دوشاتون
🟣 پرس دروازه ای ۱۰۰۰تن
🟣 پرس ۲۵تن قوطی
🟣 پرس پیچ کوشکوب خوابیده
🟣 دایکاست ۰۷ _ ۰۸ _ ۱۰۰۰تن _ ۱۱۰۰تن چک و روس
🟣 دریل رادیال بازو ۱۶۰ روس
🟣 دریل رادیال فلورتایپ مورس ۱۰۰ ساخت مجارستان
🟣 دریل ستونی ۳۲ و۵۰
🟣 فرزدروازه ای
🟣 فرز ۵ محور cnc
🟣 فرز سه محور دروازه ای
🟣 فرز سنتر عمودی
🟣 فرزهاپ ۳۲و۸۰
🟣 شیپینگ۱۲_ ۵۰_۳۲_۶۳
🟣 تراش یک متر سنتر۴۰
🟣 تراش ۱. ۵متر سنتر۵۰
🟣 تراش سه متر سنتر۶۳
🟣 تراش ۳.۲ متر DP لهستان سنتر ۲.۷۰
🟣 تراش ۳.۲ متر DP آلمان سنتر۲.۵
🟣 تراش دوکله گلویی ۳۲سنتر۸۰
🟣 تراش ۵متر لهستان سنتر۹۰
🟣 تراش چرخ قطار
🟣 تراش ۸متر سنتر۳.۵
🟣 تراش ۸متر سنتر۱.۶۰
🟣 تراش ۸متر سنتر۲متر
🟣 تراش чпу
🟣 تراش ۱۰متر سنتر۱.۲۵ آلمان
🟣 تراش ۱۲متر سنتر۱.۲۵ چک
🟣 سنگ دنده
🟣 سنگ تخت ۶۰در۲۰ و ۱۲۵در۳۲
🟣 سنگ سنترلس ۱۸۰_۱۸۳_۱۸۴
🟣 سنگ محور شش متر آلمان
🟣 سنگ محور ۱.۵در۳۲
🟣 سنگ محور ۱.۵در۴۰
🟣 سنگ شفت هزارخاری
🟣 پخ زن دنده
🟣 رولینگ ۱۲. ۵تن و۲۵تن ثابت آلمان
🟣 سیلندرتراش ۵۰
🟣 کلاج پرس ۴۰۰تن ایرفورت
🟣 فنرپیچ
و انواع دستگاه های تزریق ،گیربکس ، جرثقیل ، لیفتراک ، چهارنظام و….برای کسب اطلاعات بیشتر و محل بازدید با شماره زیر تماس بگیرید 👇 👇 👇
پروازه 👈 ☎️ ۰۹۹۱۱۵۰۰۹۵۴ 📞18
شرکت شایان اعتماد
صفحه اینستاگرام شرکت شایان اعتماد
https://www.instagram.com/shayan__etemad
PDF Superior Руководство Mantenimiento Preventivo TORNO 16K20 (IMP)
Ручной Mantenimiento Preventivo TORNO 16K20 (IMP)
No importa si se utiliza un mandril o placa de conducción, deben apretarse 2 tornillos (2) para evitar que se suelten y produzcan ruido durante la rotación del huso.
рис.10-11.
10.8.2 Chock, plataforma de carga (bancada) и nariz del husillo o espiga en la 16K20 El Chock или Placa de Conducción es montado y conectado en el eje de una cerradura de forma cónica corta. Durante el montaje, se алиэна ла линия 2 де ла референсиа де лева (4) с ла линеа 1 де ла референсиа ан ла нарис дель хусильо; Alinee la linea 3 de la referencia en los montantes de mandril o placa de conducción con la cara izquierda del mandril o placa de conducción; apriételos con tornillo (6). Inserte Seis Postes де Mandril о Placa де Conducción ан Seis orificios ан эль Husillo де ла nariz у Gire лас Seis Левас кон ла llave cuadrada hasta Que estén aseguradas.Мостарар мас
91
Ли МасРуководство Mantenimiento Preventivo TORNO CNC DMTG CKE 6150 (IMP)
7.3.9 Материал клубней
7.
3.9
Para la elección de los materiales brutos, tenemos diversas posibilidades:
Cobre Tubo de acero negro, Latón Tubo de acero galvanizado, Acero fino Plástico. Las tuberías deben poderse desarmar fácilmente, ser resistentes a la corrosión y de precio modico. Las tuberías Que se instalen de modo Permanente se montan Preferriblemente con uniones soldadas. Estas tuberías así unidas son estancadas y, además de precio económico. El inconveniente де estas uniones состоит в том, что аль Soldar себе производится cascarillas дие deben retirarse де лас tuberías. De la costura de soldadura se desprenden también fragmentos de oxidación; por eso, conviene y es necesario incorporar unidad de мантенимьенто .Мостарар мас
245
Ли МасManual de operaciones de mantenimiento preventivo del horno de cubilote de Talleres JA Ramirez
Para iniciar con la preparación del modelo se coloca el tablero de mouldear, sobre el cual se colocará el modelo y la base delочек, la base tendrá los pernos dirigidos hacia abajo.
Luego se vierte lentamente la arena sobre el modelo hasta cubrirlo en su totalidad; ла арена ан torno al modelo deberá compactarse con los dedos, se termina de llenar la base. Se procede a apisonar la base de forma cuidadosa, debido a que si se hase muy fuerte no allowirá que escape el steam y el gas cuando se vierta el metal fundido, y si se hase muy suave al moverlo no mantendrá su posición. Пункт asegurar ла evacuación де-лос-газов cuando се vierte эль металла, се hacen pequeños agujeros в través де ла арены, не llegando estos a alcanzar аль modelo.Мостарар мас
130
Ли МасManual de Mantenimiento Preventivo y Correctivo de Una Laptop
Si buscamos ла определение точного término computadora encontraremos дие се trata де уна máquina electronica capaz де recibir, procesar у devolver resultsados en torno a determinados datos y que para realizar esta tarea cuenta de entra yo de medio.
Por otro lado, que un sistema informático se compone de dos subsistemas que reciben los nombres de software y hardware, el first состоит в части логики вычислений (программы, приложения и т. д.) el segundo en la parte física (elementos que la forman como мать, ventilador, memoria RAM).Мостарар мас
30
Ли МасMANUAL DE MANTENIMIENTO PREVENTIVO Y PRUEBAS APLICABLES A SUBESTACIONES COMPACTAS CONVENCIONALES
La limpieza del gabinete donde se encuentran alojadas las cuchillas será limpiado con dielectrol, el cual es unsolvere de seguridad Industrial con alta hardez dieléctrica y excelente capacidad desengrasante. Sus formulas balanceadas proporcionan seguridad al personal involucrado en su uso, al equipo sobre el cual se utiliza y a las instalaciones en las cuales se realizan las operaciones de limpieza y mantenimiento , o en su defecto un limpiador ликвидо детергент disuelto en agua que con ayuda de una franela se debe de retirar el polvo acumulado sobre la superficie de los gabinetes procurando de que el trapo sea de un material ligero que no provoque ralladuras en los gabinetes ло дие ocasionaría дие ла pintura себе fuera botando.
Мостарар мас
138
Ли МасРуководство по эксплуатации и техническому обслуживанию для предотвращения и исправления фотоэлектрических парков в Эквадоре
Las actividades де mantenimiento se deben realizar con personal calificado, el cual conozca los riesgos Presentes al trabajar con equipos en medio voltaje. Las herramientas y equipo de protección personal deben cuidar del mismo en distintos niveles de voltaje de trabajo. Se recomienda utilizar guantes y botas dieléctricas como minimo. Adicionalmente себе recomienda disponer де accesorios де seguridad, пор ejemplo sillas или bancos aislantes, laminas или planchas aislantes, pertigas dieléctricas де salvamento, entre otros. No se debe realizar el mantenimiento del equipo bajo condiciones meteorológicas adversas.
Se recomienda realizar las Labores de mantenimiento al menos en los maines componentes del transformador, mismos que se enlistan a continuación:Мостарар мас
285
Ли МасРуководство де mantenimiento Preventionivo пункт эль área де trituración, calcinación, hidratación у envase.
Con este mantenimiento se busca determinar la condición técnica, tanto eléctrica como mecánica, de la maquina mientras está en funcionamiento. Пункт que este mantenimiento pueda desarrollarse se recurre a sustentos tecnológicos que Allowan establecer las condiciones del equipo. Gracias a este tipo de mantenimientos se disminuyen las pausas que generan en la producción los mantenimientos correctivos. Así, se disminuyen los costos por mantenimiento y por haber detenido la producción.
98
Ли МасElaboración de un manual de mantenimiento Preventionvo de la embotelladora de agua osmopurificada Tepetchia
Así surgió un órgano subordinado a la operación, cuyo objetivo básico era la ejecución del mantenimiento , hoy conocida como mantenimiento исправление. Esa situación mantuvo hasta la década del año 30, cuando en función de la segunda guerra mundial y de la necesidad de aumentar la rapidez de la producción, la alta administración Industrial se preocupó, no solo en corregir fallas, sino evitar que estos ocurriesen y el личный технический де- mantenimiento , pasó a desarrollar el proceso del mantenimiento preventivo , de las averías que juntamente con la corrosion, completaban el cuadro general de mantenimiento como de la operación o producción.
Мостарар мас
94
Ли МасPrograma de Mantenimiento Preventivo
Aparte de estos equipos, debido al tamaño y complejidad de los dispositivos médicos disponibles en el Hospital, es recomendable contar con aparatos de prueba más avanzados y específicos para los equipos médicos que se está tratando.
Se debe tomar en cuenta que para equipos sumamente avanzados y que requieran de un mantenimiento sumamente específico y cuidadoso, se debe realizar un estudio de si los recursos Allowen al Hospital costear lo que necesite el dispositivo, caso contrario se deben buscar alternativas para su mantenimiento . En el Anexo 2 se encuentra una tabla de equipos requeridos para los dispositivos médicosМостарар мас
44
Ли МасMantenimiento Preventivo de Electrobisturies
Altastensions, muypeligrosas,existenenenelinteriordelosequpos. Por ло дие не се deberán abrir durante ла inspección a menos дие се esté cualificado пункт hacerlo. Advertimos, Que Después де Apagar эль Equipo себе requieren varios segundos пункт Que эль конденсатор де filtrado себе descargue пор debajo де ип nivel seguro; se recomienda transcurrir al menos 30” antes de tocar ointar realizar operación alguna de mantenimiento Que afecte a la fuente de alimentación o al amplificador de potencia.
9
Ли МасМантенимьенто Сегуро и Превентиво
Para hacer desaparecer o minimizar los problemas citados, la Organización se estructura en Departamentos y Secciones, que todos, por separado y en conjunto, luchan contra ellos, acción y conjunción ‘clave’ para la continuidad del negocio. >> El Departamento al Cargo de Los Problemas Técnicos y de funcionamiento es MANTENIMIENTO , que cuida de que «todo» esté en condiciones apropiadas para su fin:
14
Ли МасРУКОВОДСТВО ПО РЕКУРСИРОВАНИЮ И ПРЕДОТВРАЩЕНИЮ ОБРАЗОВАТЕЛЬНЫХ ДАННЫХ
Para lograr que nuestro espacio escolar cumpla con las características de un espacio digno para el Buen Vivir, es necesario que realicemos todas las acciones necesarias para conservarlo y evitar el desgaste celerado de sus instalaciones.
Se requiere entonces de una comunidad organizada, dirigida por el представителя del plantel que planifique y ejecute las acciones de mantenimiento recurente, Preventionivo y Predictivo para garantizar que el establecimiento escolar sea ese lugar acogedor y cómodo, al que los niños, niñas y подростки, личный доцент y administrativo; sienten ganas де retornar.Мостарар мас
44
Ли МасDiseño de una maquina lavadora de mouldes Diseño de un manual de mantenimiento preventivo
— DEBE TENER EN CUENTA QUE LA MUESTRA HA DE SER TOMADA UNOS INSTANTES DESPUÉS DE QUE EL MOTOR ES APAGADO, PARA EVITAR QUE LAS PARTÍCULAS DE DESGASTE SE SE ASIENTEN, EN UN LUGAR INTERMEDIO ENTRE EL FONDO DEL SUPERITE LA SUPERFIE LA TODAS LAS NORMAS DE LIMPIEZA Y MANEJO ADECUADO DE LAS MUESTRAS, CON EL FIN DE NO CONTAMINARLAS.
ANOTE DE INMEDIATO LOS DATOS REQUERIDOS EN LA ETIQUETA DEL RECIPIENTE DE LA MUESTRA. CUANDO ÉSTA ESTÉ LISTA LLÉVELA DE INMEDIATO A LA UNIDAD DE MANTENIMIENTO PREVENTIVO .236
Ли МасMantenimiento, preservación, Preventionivo, mantenimiento autonomo, TPM.
Esta es la forma de como nace el mantenimiento preventivo , que en la década de los veinte se рассмотрит стоимость costosa pero necesaria. Я ан лос años cincuentas ла máquina себе интегра пор дос факторес дие сын: ла máquina propiamente dicha у эль servicio дие ésta proporciona, эн донде эль servicio се mantiene у эль recurso се preserva. Como la importancia de la máquina todavía quedaba en segundo término, un cierto grupo de proofedores de maquinas realizaron estudios уважение a la fiabilidad y mantenibilidad, con el fin de reducir los Problemas en la preservación de las máquinas y minimizar las actividades de mantenimiento sin dejar que éstas fueran menos productivas.
En 1970, el japonés Seichi Nakajima desarrolla un nuevo sistema, el Mantenimiento Productivo Total (MPT) que has hincapié en lo Importante que resulta involucrar al personal de producción al de mantenimiento en las actividades5
Мостарар мас6
Ли МасMantenimiento Preventivo y Correctivo для ПК
Ahora bien, si ya se está dispuesto a dar mantenimiento a la computadora, será comforte establecer medidas de seguridad y más o menos determinar cuál será el área de trabajo perfect para abrir la computadora. La Mayor де лас Весес Que Uno realiza ип trabajo, cualquiera дие море éste, Эс necesario siempre contar кон todo эль материала, herramientas у área де trabajo adecuados пункт llevar буен término dicha тареа. Un ejemplo muy simple es el siguiente: si al retirar una tuerca para remover una pieza mecánica, no cuento con una llave adecuada, y por falta de tiempo utilizo unas pinzas de presion, de momento se soluciona el Problema, pero al no utilizar la llave adecuada себе pueden ocasionar Problemas дие ван desde эль maltrato де ла tuerca ан эль менор де лос casos, y en эль peor су deformación пор ла aplicación excesiva де presión, кон ла consecuencia де quedar inutilizada у tener дие retardar эль término де ла тареа.
El ejemplo anterior muestra de una manera muy simple el problema que se puede ocasionar sino no se cuenta con la herramienta adecuada. En el caso de equipo de cómputo el uso inadecuado de herramientas puede causar конфликтос muy sencillos como cambiar un tornillo, y tan могилы como cambiar una tarjeta electronica (Madre, video, sonido, etcétera).Мостарар мас
57
Ли МасMantenimiento Correctivo y Preventivo de una computadora
El mantenimiento es un conjunto de actividades que se requiere realizar Periodicamente para mantener la PC en óptimo estado de funcionamiento, y poderDetectar a tiempo cualquier indicio de fallas o daños en sus componentes. Una PC de uso personal, que funcione unas cuatro horas diarias, en unambiente благоприятное y dos o menos años de operación sin Fallas могилы, puede resultar consejable realizar su mantenimiento cada dos o tres meses de operación, aunque algunas de las actividades de mantenimiento pudieran requerir una Periodidad Menor.
5
Ли МасMantenimiento Preventionivo y configuración de computadoras
El Capacitando Será Capaz de Proporcionar Mantenimiento Профилактику Computadoras, Así También Manipulará con Habilidad la instalación, conexión, disuros, ut -nemistema it windira oonistea oorina oorina oonistema it windistema it windistema oorina oonistema it windistema it in windistema oonistema oor дискотеки де instalación де лос programas, Интернет у manuales де usuario.
15
Ли МасRUTINAS DE MANTENIMIENTO PREVENTIVO PLANIFICADO
Debido a la importancia del MPP en la prolongación de la vida útil de los equipos, y en el mantenimiento de su funcionamiento adecuado, se han determinado diez pasos generales que debe poseer una rutina de mantenimiento .
Estos pasos generales son los que constituyen la base de las rutinas para cada equipo; су aplicabilidad эс determinada пор лас características específicas де Cada Equipo. Эстос Пасос сын:16
Ли МасLa contaminación ambiental y el mantenimiento de motocicletas en elector de Carapungo, elaboración de un manual de mantenimiento preventivo para motocicletas.
Другое важное значение, связанное с разработкой инвентарных запасов в атмосфере, с учетом первой версии, опубликованной в 2005 г. (CORPAIRE, 2005), с данными 2003 г., актуализировано с данными 2005 г. (CORPAIRE, 2000) y está en proceso la nueva version con datos del 2007. Este inventario es una herramienta muy potente, porque allowe identificar los procesos que generic las emisiones de gas o partículas contaminantes, cuantificar esas emisiones e incluso, establecer cómo se distribuyen geográficamente.
Como себе entenderá Эсте conocimiento эс базико пункт establecer лас medidas де контроля específicas, sabiendo а quién у ан Qué forma deben сер controladas лас fuentes, así como también пункт Evaluar су eficacia у determinar лос Correctivos дие себе necesiten. Si lo primero, el monitoreo, es posiblemente lo más costoso de ejecutar por los propios requerimientos de operación y mantenimiento де ла REMMAQ, Эсто дель Inventario эс уна Actividad дие требование уна muy significativa инверсия де recursos humanos, debido а-ля complejidad у amplitud де лос proceso дие сына Evaluados.Мостарар мас
213
Ли МасDiferencias Entre Mantenimiento Preventivo y Mantenimiento Correctivo
ВАЖНО, ЧТО РЕАЛИЗУЕТСЯ РЕАЛИЗАЦИЯ ОПЕРАЦИЙ, НЕОБХОДИМЫХ ДЛЯ КОРРЕКТИРОВКИ ФУНКЦИОНАЛЬНЫХ СИСТЕМ АВТОМАТИЧЕСКИХ СИСТЕМ.
