Ручной профилегиб своими руками чертежи: чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Содержание
Самодельный профилегибочный станок своими руками: чертежи
Работа с металлом считается одной из самых трудоемких. Для того чтобы изготовить из этого материала деталь сложной конфигурации потребуется дополнительное оборудование. Часто используется метод нагревания, когда пластичность металла повышается. Отдельные детали можно выполнить только этим способам, но для большинства простых операций по приданию нужной формы прокату разумно применять профилегибочный станок. Это сократит время, энергозатраты и трудоемкость работ с металлом.
Содержание
- Сфера применения профилегибов
- Виды профилегибочных станков
- Принцип работы профилегибочного станка
- Особенности самостоятельного производства профилегибочного станка
Сфера применения профилегибов
При производстве металлического проката изделия проходят строгий контроль на соответствие геометрическим нормам. Продукция имеет минимальные отклонения по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции оригинальной, нестандартной формы необходимы детали сложной конфигурации.
Монтируя металлические конструкции нестандартной формы вам понадобится профилегибочный станок
Помощником в этой работе станет станок для гибки металла, способный изменить изначальную геометрию таких видов проката, как:
- прутки различного диаметра;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные металлические заготовки;
- арматура, швеллера, уголки, балки и другие стандартные виды проката.
Промышленность предлагает готовое оборудование для обработки вышеназванной продукции, но затраты на его приобретение для домашнего пользования могут никогда не окупиться.
Сделанный своими руками станок обойдется на порядок дешевле, а основные операции, необходимые при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут успешно выполнены:
- замкнутые элементы из проката различного диаметра;
- изготовление колен и деталей сложной формы из труб;
- сложные формы элементов конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.

Вложения в самодельный станок не ударят по семейному бюджету. Зато оборудование позволит значительно сэкономить на заказе сложных деталей в специализированных организациях.
Преимущества станка, сделанного своими руками
Значительно расширятся возможности домашнего мастера по производству необходимых технологических и эстетических элементов различных по назначению конструкций. Этот простой ручной станок позволит воплотить в реальность многие задумки. Сделать его можно порой из того, что уже есть в доме, за исключением нескольких деталей, которые по доступной цене можно приобрести на рынке или заказать их изготовление.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без подогрева или валов специальной формы не получится. Одним из приемов, которыми пользуются опытные мастера, является наполнение внутреннего пространства песком. Важно поместить его туда максимально плотно.
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка. Подобным методом можно избежать гофра и искажений профиля.
Подобным методом можно избежать гофра и искажений профиля.
Виды профилегибочных станков
Многочисленные чертежи уже готовых изделий позволяют определиться с конструкцией станка. Возможно, будут внесены коррективы, вызванные необходимостью изготовления желаемых конструкций либо наличием заготовок, отличающихся по параметрам от предлагаемых материалов. Такой вариант допустим, но при условии, что необходимые требования будут соблюдены. Самостоятельно можно сделать профилегибы в следующих исполнениях:
Ручной станок
Конструкция проста и при минимуме деталей основные функции выполняет.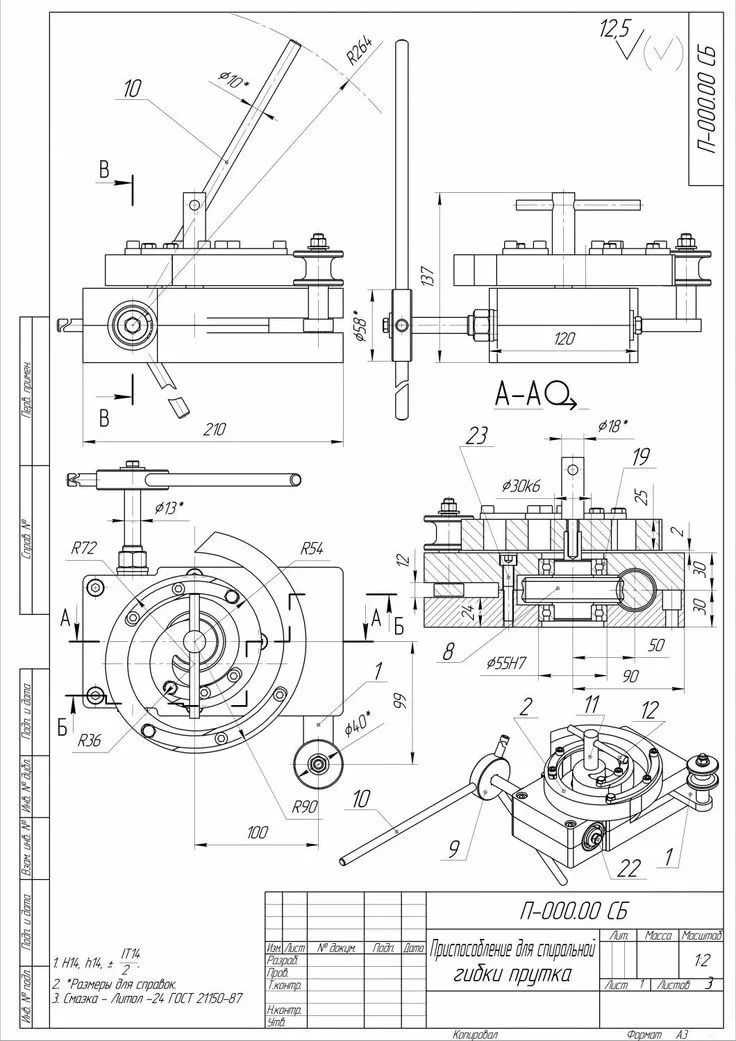 Подача и продвижение заготовки проводятся вручную. Операция трудоемкая и имеет ограничения, вызванные физическими возможностями приспособления и мастера.
Подача и продвижение заготовки проводятся вручную. Операция трудоемкая и имеет ограничения, вызванные физическими возможностями приспособления и мастера.
Электрический станок
Мощность и функциональность такого оборудования значительно больше, нежели аналогичные параметры, которые имеет ручной профилегиб. Производительность также заметно выше при чувствительном уменьшении трудоемкости операций.
Гидравлический станок
Гидравлический станок
Позволяет выполнять операции с профилями больших сечений. Трудности возникают при самодельном изготовлении станка. Схема довольно сложная и требует знаний, навыков при сборке.
В большинстве случаев оборудование подобного класса имеет избыточную мощность для бытового использования. Имеет смысл делать такой станок, если предполагается большой объем работы с профилями больших сечений.
Некоторые образцы станков, сделанных самостоятельно, не уступают промышленным образцам по возможностям. Обойтись же ручной аналог может в несколько раз дешевле. Элементарные знания школьной геометрии помогут легко разобраться с чертежами и схемами оборудования.
Элементарные знания школьной геометрии помогут легко разобраться с чертежами и схемами оборудования.
Совет! Значительно облегчить работу может редуктор, установленный на подающий вал. Некоторые конструкции предполагают цепную схему, где диаметры шестеренок снижают усилие при работе.
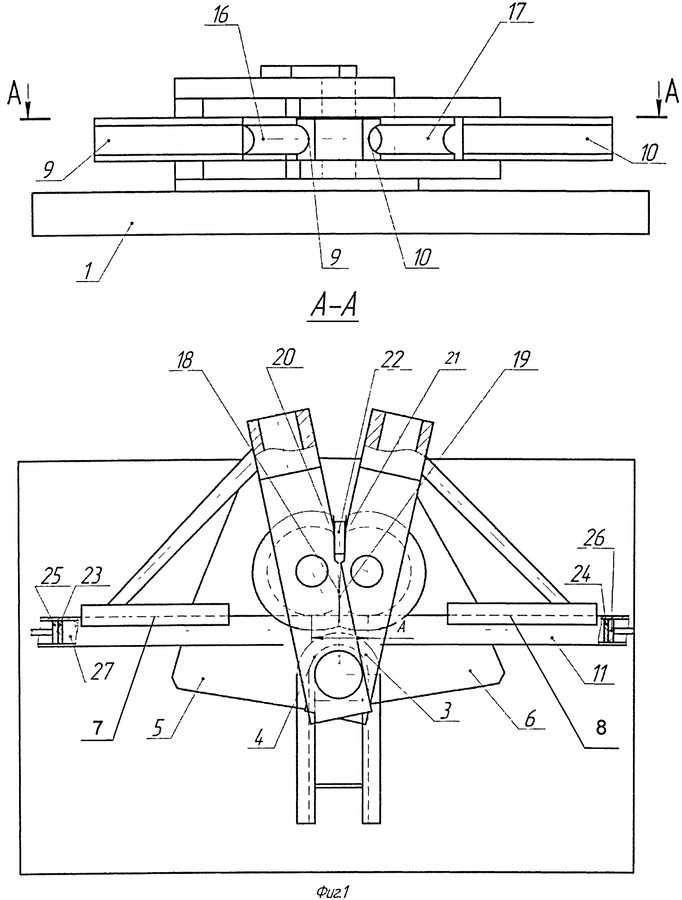
Принцип работы профилегибочного станка
Как функционирует оборудование для гибки металла можно понять на простом примере. Элементарный ручной профилегиб состоит из корпуса и трех валов, один из которых подающий. Два расположены в одной плоскости. Третий создает условия для деформации проката. Диаметр изгиба зависит от расстояния между опорными валами и положением среднего. Изменяя эти значения, получают изделия необходимой формы.
Чертеж гибочного станка
Одним из вариантов станка является конструкция со стационарным верхним валом. Несколько посадочных мест для опорных валов, расположенных на определенном расстоянии от центральной линии, позволяют регулировать степень изгиба заготовки.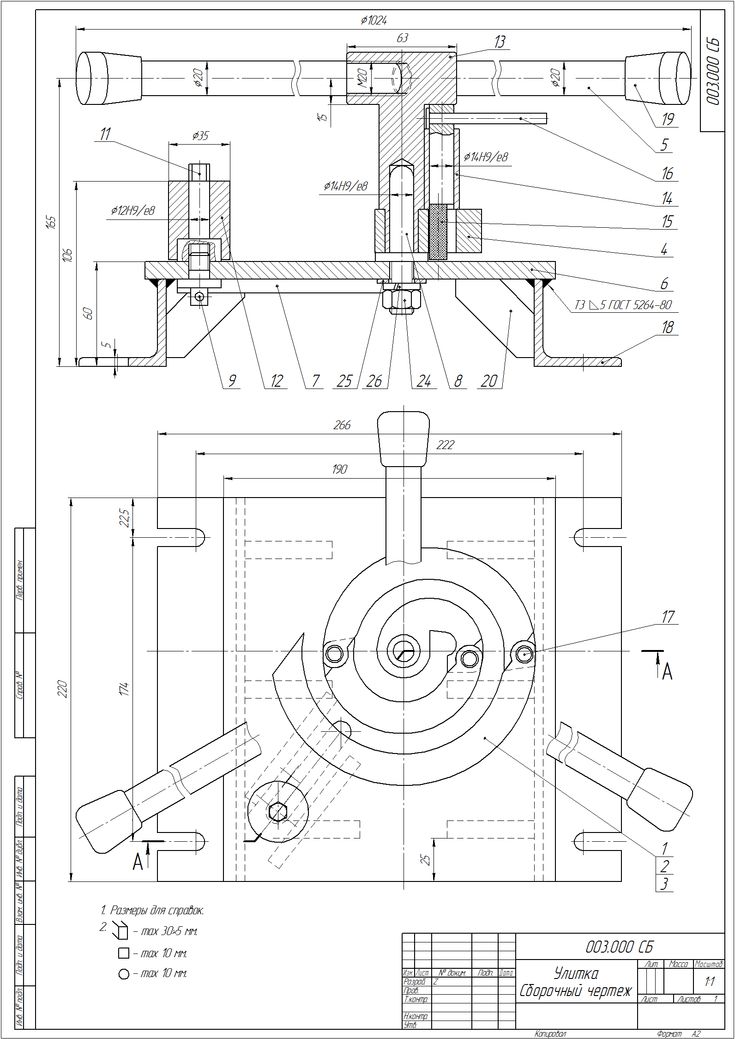
Конструкция имеет заметные недостатки. Возможно лишь пошаговое изменение диаметра, обусловленное имеющими строгое местоположение посадочными местами опорных валов. К преимуществам можно отнести простоту в изготовлении.
Гораздо более удобной в работе будет конструкция с плавно изменяемой нагрузкой. Нижние валы стационарные. Они выполняют функции опоры. Верхний же вал подвижен по вертикали.
Закреплен он на отдельном элементе, который с помощью резьбовой подачи перемещается вверх и вниз. Можно задавать необходимый изгиб для профиля. Приспособление легко регулируется и настраивается до нужной конфигурации. Желательно проводить гибку одним проходом, но при небольших диаметрах операцию повторяют, опуская верхний вал ниже.
Особенности самостоятельного производства профилегибочного станка
При использовании приспособления могут возникнуть некоторые проблемы. Избежать их можно получив следующую информацию:
- Значительные усилия при обработке заготовок требуют надежной фиксации станка.

- Лучше агрегат надежно закрепить на полу залив предварительно часть конструкции бетоном.
- При изготовлении валов лучше отдать предпочтение конструкции с подшипниками, нежели со втулками.
- Снижается трудоемкость операции и продляется срок службы станка.
- Качество обработки зависит от профиля валов. Особенно это заметно при работе с пустотелыми заготовками, такими как трубы, профили.
- Если форма вала повторяет конфигурацию проката, то изгиб получится более качественным.
- Для уголков рекомендуется сделать прорезь для полки, которая не допустит неконтролируемой деформации.
Отличные результаты получают на профилегибочных станах собственного производства, в которых предусмотрена замена рабочих поверхностей валов. Очень удобная конструкция с боковым расположением плоскости изгиба.
Резьбовые фиксаторы позволяют быстро менять профиль валов. Мастера, постоянно работающие на этом оборудовании, имеют набор сменных барабанов, позволяющих подобрать нужную форму и тем самым получить изделия отличного качества.
Видео по теме: Трубогиб своими руками
Станок для гибки профиля, изготовление профилегиба электрического своими руками
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка
Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров.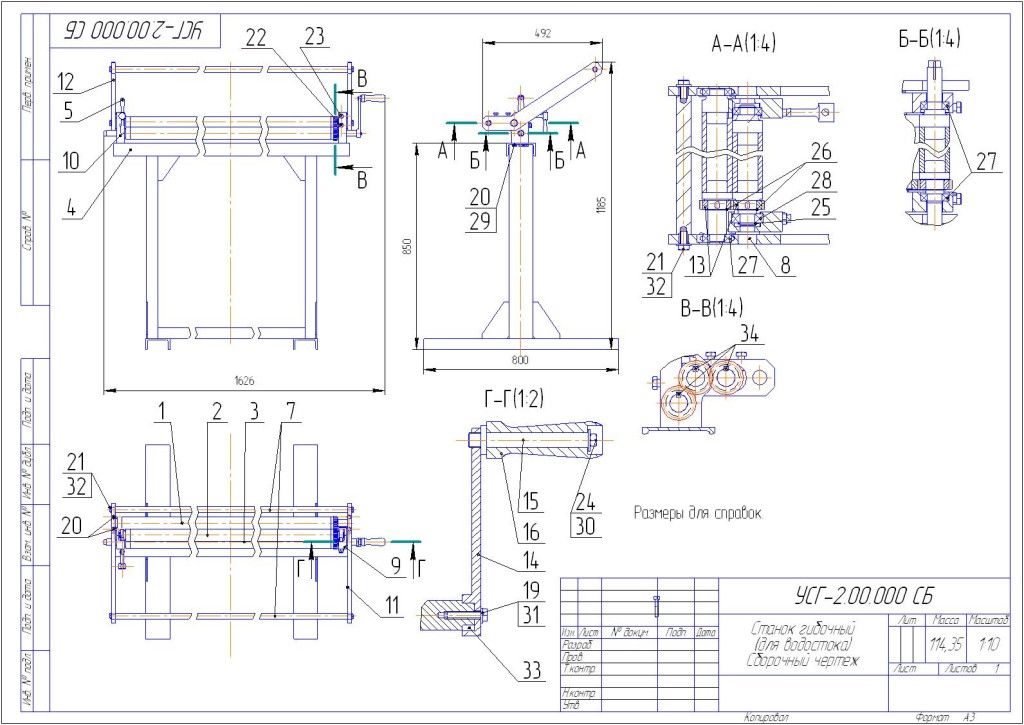 Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.
Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚. Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть. Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре. Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.

В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.

- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок.
 В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
.
- Автор: admin
- Распечатать
Оцените статью:
(1 голос, среднее: 2 из 5)
Поделитесь с друзьями!
Искусство и наука гибки листового металла
Опора двигателя. Прочный корпус. Кронштейн 43,7°. Для среднего взлома требуется по крайней мере одна угловая металлическая деталь, и лучшим инструментом для ее изготовления по-прежнему является старый добрый листогибочный пресс. Гибка деталей требует некоторых дополнительных мыслей при проектировании и компоновке плоских шаблонов, поэтому, если вы хотите узнать о допусках на изгиб, вычете изгиба и о том, как согнуть точные детали даже без пресса, читайте дальше.
Прочный корпус. Кронштейн 43,7°. Для среднего взлома требуется по крайней мере одна угловая металлическая деталь, и лучшим инструментом для ее изготовления по-прежнему является старый добрый листогибочный пресс. Гибка деталей требует некоторых дополнительных мыслей при проектировании и компоновке плоских шаблонов, поэтому, если вы хотите узнать о допусках на изгиб, вычете изгиба и о том, как согнуть точные детали даже без пресса, читайте дальше.
Методы гибки
Листогибочный пресс (источник)
Наиболее распространенными методами гибки, но, конечно, не единственными, являются воздушная гибка и дно. Они могут выполняться на одном и том же листогибочном прессе и обычно не требуют давления более 25 тонн для общего использования в мастерских. Листогибочный пресс также поставляется с ручным или управляемым ЧПУ задним упором, который позволяет точно позиционировать линию сгиба. Как и все прессы, гибочные прессы немного обманчивы в отношении их потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила достигает материала, все может произойти очень быстро.
Однако, если вы не можете получить доступ к листогибочному прессу, вам не совсем повезло. Существуют методы прорезания пазов, при которых материал ослабляется на линии изгиба ровно настолько, чтобы сделать хороший изгиб в стали толщиной до 1/4 дюйма, используя только слесарные тиски.
Воздушная гибка
Воздушная гибка — (источник)
Воздушная гибка использует перфоратор и часто V-образную нижнюю матрицу. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба. Поскольку глубина хода регулируется на станке, гибка на воздухе позволяет сгибать листовой материал под произвольным углом без замены штампа или пуансона. Отверстие нижней матрицы должно быть выбрано адекватно в зависимости от толщины материала и радиуса изгиба, и хорошее эмпирическое правило: от 6 до 12 раз больше толщины материала. Это обеспечит хорошие результаты и долгий срок службы инструмента. Однако вы быстро заметите, что даже профессиональные мастерские используют свои 3/4-дюймовые нижние штампы практически для чего угодно, вот и все. После отпускания пуансона материал немного отпружинивает, что необходимо компенсировать перегибанием материала. Воздушная гибка не очень хороша с точки зрения угловой точности, но может работать с различными материалами, толщиной материала и углами изгиба без переналадки.
Нижняя часть
Нижняя анимация – (отредактировано, источник)
Так же, как и воздушная гибка, нижняя часть использует пуансон и V-образный нижний штамп. Однако пуансон будет прижимать материал к внутренним поверхностям нижнего штампа, поэтому угол нижнего инструмента определяет угол изгиба. Таким образом, этот метод требует отдельных нижних штампов и переналадки для каждого угла изгиба, а также значительно большего давления. Однако он более точен и имеет меньшую пружинистость, чем изгиб на воздухе. То, что вы обычно найдете в мастерской общего назначения или на рабочем месте, — это тормозной пресс, оснащенный 9Нижняя матрица с углом наклона 0° для запрессовки дна, а для любого угла изгиба менее 90° будет использоваться та же матрица для гибки на воздухе. Тем не менее, поскольку дно требует больших усилий, также более важно использовать правильные штампы. Эмпирическое правило гласит, что 8-кратная толщина материала обеспечивает хорошее раскрытие дна штампа. Однако, поскольку геометрически правильный проем также зависит от радиуса изгиба, существуют более эффективные способы расчета ширины проема.
Прорезь
Пример сгибаемого вручную кронштейна от Crown International (источник изображения)
Чтобы определить область сгиба и уменьшить усилие, необходимое для сгибания детали из листового металла до состояния, с которым можно справиться без тормозного пресса, на линии сгиба можно прорезать прорези, чтобы выборочно ослабить материал. Это похоже на сгибание пропила, но менее хрупкое. Прорезка — отличный метод изготовления нестандартных металлических корпусов и рам для небольших роботизированных проектов и даже больших ненагруженных конструкций. Однако, поскольку это явно ослабляет материал, это недопустимо для тяжелых несущих деталей, которые зависят от структурной целостности области изгиба. Существуют даже запатентованные методы с использованием определенных шаблонов слотов, и даже если их идея достаточно проста, они могут быть весьма изобретательными.
Геометрия изгиба
В зависимости от угла и радиуса изгиба материал в области изгиба деформируется. Чтобы получить окончательные размеры детали, к которым мы стремимся, мы должны принять это во внимание заранее. Большинство профессиональных инструментов САПР, таких как Solidworks или Rhino, сделают за вас всю математику гибки, но, к сожалению, многие другие хорошие инструменты, такие как Fusion 360, OpenSCAD или FreeCAD, требуют от вас установки дополнительных плагинов, использования онлайн-калькуляторов или посчитать вручную.
листов
Давайте начнем с предположения, что вы хотите построить 90-градусный кронштейн из бесконечно тонкого листа материала или, если быть практичным, из листа бумаги. Поскольку он такой тонкий, он на самом деле не содержит никакого материала, поэтому он будет гнуться без деформации материала. Чтобы сделать это еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина полосы L, которую нам нужно вырезать, будет суммой двух сторон скобы, A и B.
Если мы теперь добавим радиус изгиба, наша скобка будет состоять уже не из двух прямых сторон А и В, а из двух укороченных сторон, которые я назову а и б. Ноги соединены дугой длиной c. Все идет нормально.
Кубоиды
Чтобы представить себе сгибание металлического листа значительной толщины, сосредоточьтесь на воображаемом центральном листе, так называемой нейтральной линии или нейтральной оси, в пределах толщины. Эта нейтральная линия ведет себя точно так же, как тонкий лист выше, оставаясь недеформированным при изгибе. Единственные две вещи, которые мы должны иметь в виду, это то, что толщина материала t смещает радиус изгиба r’ нейтральной линии на половину толщины материала, и наши ноги a и b становятся немного короче. Реальные материалы, такие как сталь и алюминий, ведут себя не совсем так, как эта центральная линия, но концепция нейтральной линии по-прежнему полезна для их описания.
Допуск на изгиб и k-фактор
Как всегда, реальные материалы ведут себя не так просто, как наши модели. После того, как материал примет свою новую форму между инструментами из закаленной стали пресса, эта центральная нейтральная линия будет изрядно испорчена взаимодействием. Мы не можем точно знать ход нейтральной линии после изгиба без подробной и довольно сложной модели характеристик материала. Для упрощения можно использовать воображаемую нейтральную линию, основанную на упрощенном приближении, для предсказания длины развертки:
Для этого вводится поправочный коэффициент k. Коэффициент смещает нейтральный участок линии в области изгиба от его центральной траектории до тех пор, пока он не станет длиной соответствующей области развертки. Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
Поскольку k-фактор зависит от нескольких факторов, используются таблицы эмпирически определенных k-факторов для заданных установок. Используя k-фактор, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который входит в область изгиба. Это просто длина дуги «воображаемой» нейтральной линии, которая была компенсирована k-фактором:
Конечно, аппроксимация реалистична только в том случае, если используется коэффициент k, и имеет смысл вести собственную таблицу со значениями k для материалов, с которыми вы собираетесь работать. Тем не менее, следующие значения являются хорошей отправной точкой:
Таблица k-фактора «Правила большого пальца» (источник: Википедия)
Припуск на изгиб для гибов с прорезями
При прорези листового металла по оси сгиба средняя плотность материала на изгибе область уменьшилась. Не существует конкретного правила относительно того, насколько материал должен быть ослаблен, но, как показывает опыт, хорошим выбором является плотность 20 % для стали толщиной до 1/8 дюйма. При плотности 20% ширина перемычки w составляет 1/4 длины паза s, как показано на рисунке ниже.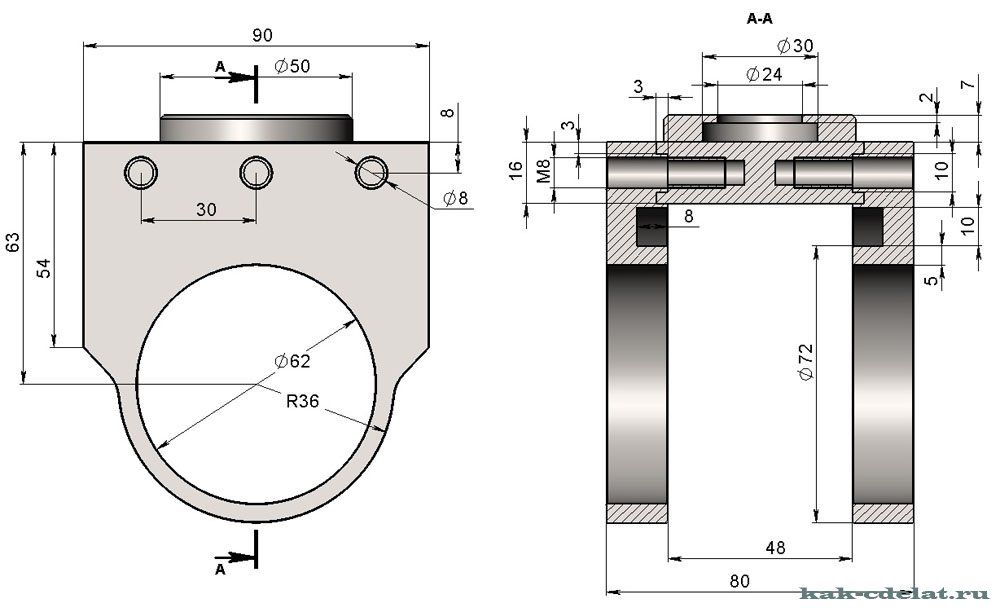 Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Прямые пазы
При использовании прямых пазов область изгиба в развертке будет такой же ширины, как ширина паза d, поэтому для всех практических целей ширина паза в этом случае равна допуску на изгиб. В зависимости от желаемого радиуса изгиба можно рассчитать ширину паза:
Однако радиус не должен быть слишком большим и, как правило, не должен превышать 2/3 толщины материала.
Инженерные слоты
Прорези в форме смайликов (от Industrial Origami Inc. – источник патента)
Прорези могут быть сформированы таким образом, чтобы контролировать изгиб более предсказуемым и независимым от материала способом. Хотя вырезание непрямых пазов в металле может показаться тривиальным, в этой области до сих пор имеется множество патентов. Для использования в образовательных целях и проектах «сделай сам» соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более продуманных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Они содержат целый каталог более продуманных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Большинство выкроек сконструированы таким образом, что материал может самоиндексироваться относительно самого себя после изгиба. Например, диагональные перемычки рисунка смайлика будут укорачиваться по мере того, как они скручиваются при изгибе, эффективно стягивая две плоские стороны вместе от края до края, поэтому практически отсутствует радиус изгиба и не требуется учитывать допуск на изгиб, зависящий от материала. Этот метод позволяет выполнять очень точные изгибы с незначительными деформациями и чрезвычайно прочными деталями. Формулу для внешнего отступа все еще можно использовать, а поскольку OSSB является чисто геометрическим, таблицы k-фактора не требуются.
Внешнее смещение «OSSB»
Чтобы получить длину развертки L, мы должны знать длину наших прямых участков a и b. Конечно, если вы проектируете деталь с помощью САПР, вы можете просто прочитать размеры в своем инструменте САПР.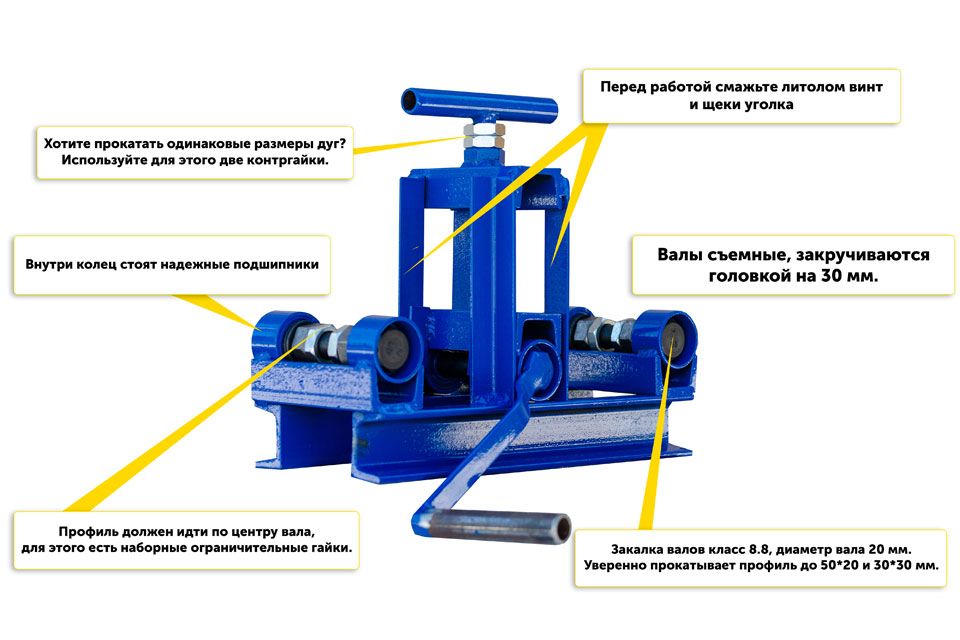 Однако, если у вас есть только технический чертеж с основными размерами или набросок на салфетке, вам придется делать это вручную.
Однако, если у вас есть только технический чертеж с основными размерами или набросок на салфетке, вам придется делать это вручную.
Разница между длиной стороны (A или B) изгиба и его отрезком (a или b) называется внешним отступом или «OSSB». Таким образом, длина ноги определяется как:
a = A – OSSB
b = B – OSSB
На данный момент обычно используются два разных определения длины сторон A и B, и это зависит от угла изгиба. Для углов сгиба менее 90° их обычно определяют как длину от вершины до края, для углов сгиба больше 90° обычно измеряют от касательной изгиба к краю. Для угла изгиба 90° эти два параметра одинаковы. Во всех формулах и примерах для угла изгиба α используются градусы.
OSSB для α
< 90°
Для угла изгиба α меньше 90° и, как правило, когда A и B измеряются от вершины до края, формула для внешнего отступа всегда зависит от изгиба угол:
OSSB для α >= 90°
Для углов сгиба более 90° и, как правило, когда A и B измеряются от касательной сгиба к кромке, внешний отступ не зависит от сгиба угол:
Свобода выбора
Если вы не привязаны к определенной норме, вы все равно можете измерить А и В от вершины до края и использовать первую формулу, даже если ваш угол изгиба больше 90°, если он меньше 180° . Тем не менее, для больших углов это становится крайне непрактичным, учитывая, что вершина уходит далеко от изгиба.
Тем не менее, для больших углов это становится крайне непрактичным, учитывая, что вершина уходит далеко от изгиба.
Длина развертки
Наконец, мы можем собрать все воедино и вычислить длину развертки L, до которой нам нужно разрезать металл, сложив части вместе:
Вычет изгиба «BD»
На практике длина развертки всегда меньше суммы A и B, поэтому все вышеперечисленное можно сжать в разнице между A + B и L, которая называется вычет изгиба „BD“.
For α
<= 90°
and for α >= 90°
Создайте свою деталь сейчас
Итак, зная основы о допусках на изгиб и уменьшении изгиба, вы должны быть в состоянии построить свой собственный стальной корпус, раму робота или монтажный кронштейн, используя тормозной пресс или метод прорези и тиски. И вам не нужно иметь лазерный или плазменный резак, чтобы получить нестандартные формы из нержавеющей стали или алюминия. Местные мастерские и онлайн-сервисы с радостью введут ваш дизайн в свой высокоавтоматизированный производственный конвейер, и даже небольшие количества могут стать доступными. Чтобы подвести итог, посмотрите следующее видео-введение в листогибочный пресс Дэна Гелбарта:
Местные мастерские и онлайн-сервисы с радостью введут ваш дизайн в свой высокоавтоматизированный производственный конвейер, и даже небольшие количества могут стать доступными. Чтобы подвести итог, посмотрите следующее видео-введение в листогибочный пресс Дэна Гелбарта:
Изометрический рисунок: Руководство дизайнера
Изометрический рисунок: Быстрые ссылки
Что такое изометрический рисунок?
Изометрический рисунок в сравнении с одноточечной перспективой
Как нарисовать изометрический куб
Примеры изометрического рисования
Изометрический рисунок — это тип трехмерного рисунка, в котором используются углы в 30 градусов. Это тип аксонометрического рисунка, поэтому для каждой оси используется один и тот же масштаб, что приводит к неискаженному изображению. Поскольку изометрические сетки довольно легко настроить, как только вы поймете основы изометрического рисования, создание изометрического эскиза от руки станет относительно простым.
Поскольку изометрические сетки довольно легко настроить, как только вы поймете основы изометрического рисования, создание изометрического эскиза от руки станет относительно простым.
В этом посте объясняется все, что вам нужно знать об изометрическом рисовании. Вы узнаете, что именно определяет изометрический рисунок, чем он отличается от одноточечной перспективы, что нужно сделать, чтобы приступить к созданию собственной изометрической проекции, и многое другое.
Совершенствуйте свои художественные навыки, следуя инструкциям в нашем руководстве по рисованию (которое научит вас рисовать практически все), и вы также можете использовать этот обзор художественных приемов, о которых вам следует знать.
Что такое изометрический рисунок?
Изометрический рисунок — это трехмерное представление объекта, комнаты, здания или конструкции на двухмерной поверхности. Одной из определяющих характеристик изометрического рисунка по сравнению с другими типами трехмерного представления является то, что конечное изображение не искажается.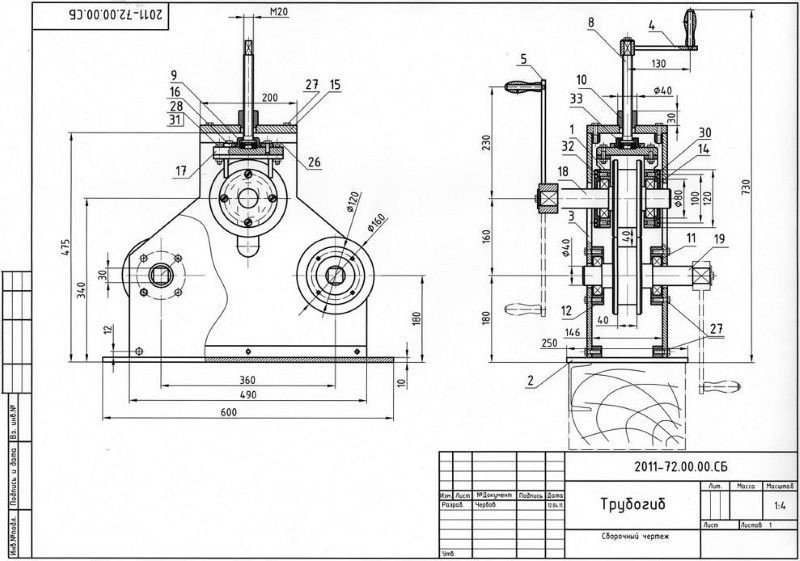 Это связано с тем, что ракурс осей равен. Слово «изометрический» происходит от греческого и означает «равная мера».
Это связано с тем, что ракурс осей равен. Слово «изометрический» происходит от греческого и означает «равная мера».
Изометрические чертежи строятся под углом 30 градусов (Изображение предоставлено: Christophe Dang Ngoc Chan, Mike Horvath)
Изометрические чертежи отличаются от других видов аксонометрических чертежей, включая диметрические и триметрические проекции, в которых для разных осей используются разные масштабы для получения искаженного конечного изображения.
На изометрическом чертеже объект выглядит так, как если бы он рассматривался сверху из одного угла, при этом оси отсчитывались от этой угловой точки. Изометрические чертежи начинаются с одной вертикальной линии, вдоль которой определяются две точки. Любые линии, выходящие из этих точек, должны быть построены под углом 30 градусов.
Изометрический рисунок против одноточечной перспективы
Как изометрические чертежи, так и одноточечные перспективные чертежи используют геометрию и математику для представления трехмерных изображений на двухмерных поверхностях.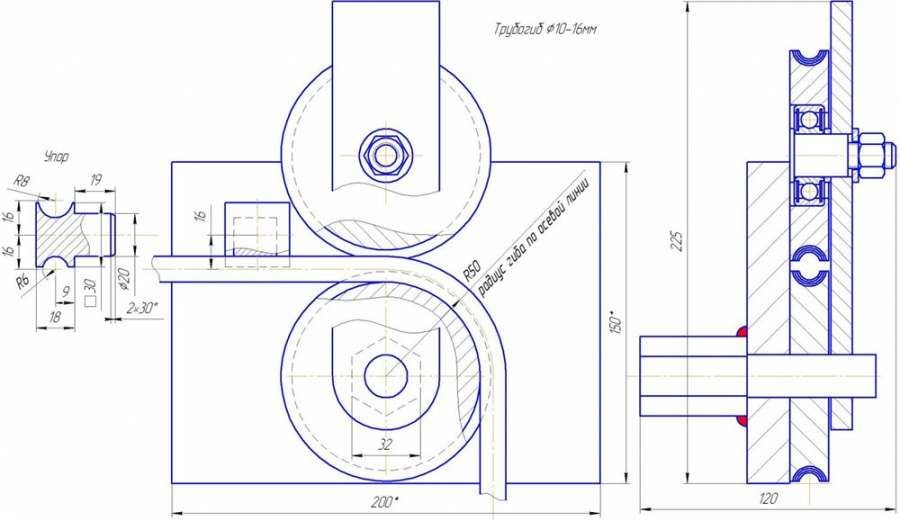 Рисунки с одноточечной перспективой имитируют то, что воспринимает человеческий глаз, поэтому объекты кажутся меньше, чем дальше они находятся от зрителя. Напротив, в изометрических рисунках используется параллельная проекция, что означает, что объекты остаются одного размера, независимо от того, насколько далеко они находятся.
Рисунки с одноточечной перспективой имитируют то, что воспринимает человеческий глаз, поэтому объекты кажутся меньше, чем дальше они находятся от зрителя. Напротив, в изометрических рисунках используется параллельная проекция, что означает, что объекты остаются одного размера, независимо от того, насколько далеко они находятся.
Одноточечная перспектива имитирует то, что воспринимает человеческий глаз (Изображение предоставлено Оливером Харрисоном — CC BY 2.5)
По сути, изометрический рисунок не использует перспективу при рендеринге (т. е. линии не сходятся, когда они удаляются от зрителя). Изометрические рисунки более полезны для функциональных рисунков, которые используются для объяснения того, как что-то работает, в то время как одноточечные перспективные рисунки обычно используются, чтобы дать более чувственное представление об объекте или пространстве.
Как нарисовать изометрический куб
Нарисовать куб с помощью изометрической проекции очень просто.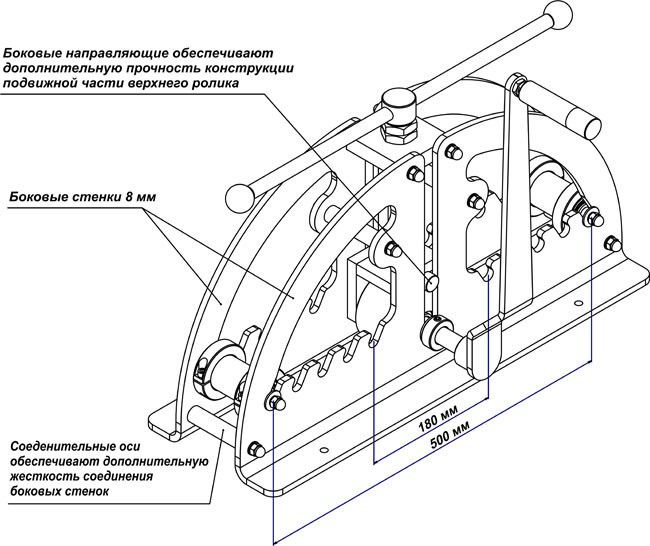 Вам понадобится лист бумаги, линейка, карандаш и транспортир (или для упрощенной версии, используя бумагу с сеткой, перейдите к следующему разделу).
Вам понадобится лист бумаги, линейка, карандаш и транспортир (или для упрощенной версии, используя бумагу с сеткой, перейдите к следующему разделу).
Используя линейку, начертите на странице вертикальную линию и отметьте вдоль нее три равноотстоящих друг от друга точки. Проведите горизонтальную линию через самую нижнюю точку и с помощью транспортира отметьте угол в 30 градусов вверх от линии с обеих сторон. Проведите линию назад через самую низкую точку от угла 30 градусов с каждой стороны.
Повторите этот шаг через среднюю точку и то же самое через верхнюю точку, но верхней точкой отметьте угол вниз. Линии из второй и третьей точки пересекутся в определенной точке, и от этого пересечения проведите вертикальную линию вниз к наклонным линиям, идущим из нижней точки. Вы должны увидеть форму куба, где пересекаются все линии.
Использование изометрической сетки
Для всех мошенников, у которых нет необходимых инструментов (или желания) для создания изометрической проекции, есть надежный способ испортить ваш аксонометрический рисунок: просто используйте изометрическую сетка.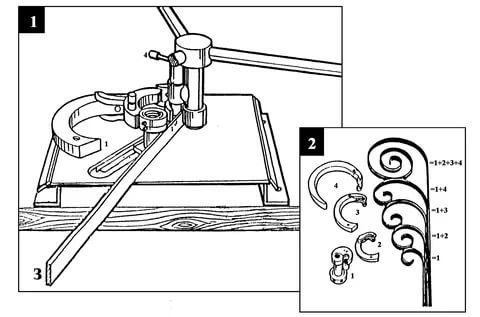 Выкройку можно скачать онлайн, и она сэкономит вам много времени и сил.
Выкройку можно скачать онлайн, и она сэкономит вам много времени и сил.
Кроме того, узнайте, как настроить собственную сетку в Illustrator, следуя приведенному ниже видеоруководству.
Как только ваши глаза привыкнут к обману треугольного узора, вы сразу заметите, как работает изометрия. Супер удобная вещь в сетке заключается в том, что в ней уже настроены все 30-градусные углы. В этом руководстве (откроется в новой вкладке) показано, как нарисовать куб с помощью изометрической сетки.
Преимущества изометрического рисования
Изометрические чертежи очень полезны для дизайнеров, особенно архитекторов, промышленных дизайнеров и дизайнеров интерьеров, а также инженеров, поскольку они идеально подходят для визуализации помещений, продуктов и инфраструктуры. Это отличный способ быстро проверить различные дизайнерские идеи.
Есть ряд других ситуаций, в которых полезна изометрическая проекция. В системах навигации, например, в музеях или галереях, изометрические настенные карты могут показывать посетителям, где они находятся в здании, что происходит в другом месте и как передвигаться.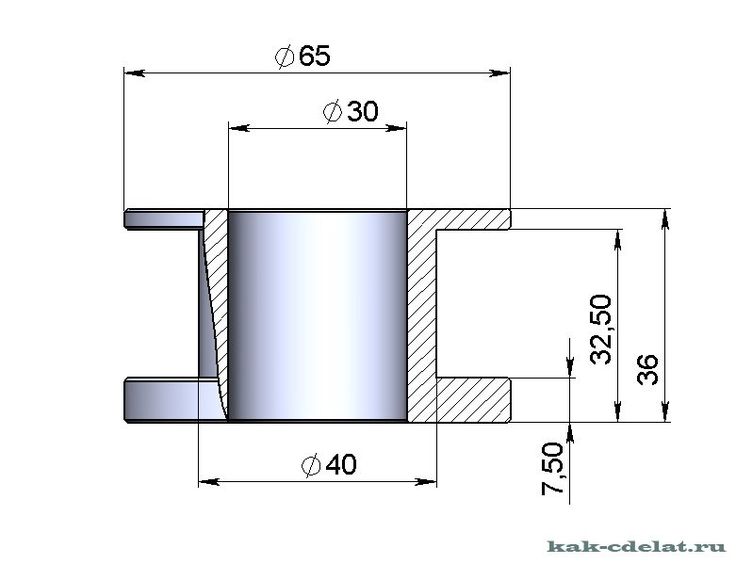
Некоторые из лучших инфографик используют изометрическую проекцию, чтобы показать больше информации, чем это было бы возможно в 2D-чертеже. Некоторые из лучших логотипов также используют этот подход для создания эффекта.
Представления мест, такие как это, созданное Цзин Чжаном, являются лишь одним из способов использования методов изометрического рисования (Изображение предоставлено Цзин Чжаном)
(открывается в новой вкладке) продукт, который может быть скрытым или внутренним. Они используются архитекторами, инженерами и дизайнерами продуктов во всем мире, чтобы лучше объяснить тонкости дизайна. Чтобы создать разнесенную изометрию, вам нужно знать подробную внутреннюю работу того, что вы рисуете, поэтому они обычно используются на заключительном этапе проектирования для презентаций клиентам.
Примеры изометрических рисунков
Щелкните значок в правом верхнем углу, чтобы увеличить изображение (Изображение предоставлено Mauco) представляют районы, окружающие здание SPECTRUM в Лондоне. На нем показаны только основные дороги и ориентиры, чтобы помочь людям сориентироваться.
На нем показаны только основные дороги и ориентиры, чтобы помочь людям сориентироваться.
Щелкните значок в правом верхнем углу, чтобы увеличить изображение (Изображение предоставлено Jing Zhang)
Jing Zhang — иллюстратор, работающий в основном с клиентами в рекламной индустрии. Она заработала особую репутацию благодаря своим подробным изометрическим проектам в разобранном виде, включая это творение для Slack. Это часть серии, сопровождающей истории бренда, с акцентом на такие элементы, как счастливая мобильная рабочая сила (выше).
Щелкните значок в правом верхнем углу, чтобы увеличить изображение (Изображение предоставлено Тимом Пикоком, The California Sunday Magazine)
Этот дизайн был создан для статьи в журнале The California Sunday Magazine, озаглавленной «Технический бунт» и исследование политической активности в индустрии высоких технологий. В нем иллюстратор Тим Пикок (открывается в новой вкладке) использует изометрическую проекцию как способ показать внутреннее устройство офисного здания в Силиконовой долине.
Щелкните значок в правом верхнем углу, чтобы увеличить изображение (Изображение предоставлено М. С. Эшером)
(открывается в новой вкладке)
М. С. Эшер, возможно, был королем использования изометрических проекций в своих работах. Его использование параллельной геометрии для изображения умопомрачительных лестниц, которые никуда не ведут, будет знакомо большинству. В цикле (1938), понятно ли, как изометрическая проекция входит в его работы, от узора на земле до использования кубов, переходящих в ступени.
Подробнее:
- Техника рисования карандашом: профессиональные советы для оттачивания навыков
- Невероятно реалистичные рисунки карандашом
- Советы по рисованию: оттачивайте свои навыки
Спасибо, что прочитали 5 статей в этом месяце* Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Наслаждайтесь первым месяцем всего за 1 фунт стерлингов / 1 доллар США / 1 евро
Уже есть учетная запись? Войдите здесь
*Читайте 5 бесплатных статей в месяц без подписки
Присоединяйтесь сейчас, чтобы получить неограниченный доступ
Попробуйте первый месяц всего за 1 фунт стерлингов / 1 доллар США / 1 евро
У вас уже есть аккаунт? Войдите здесь
Сорча О’Хиггинс — художник-коллажист и писатель-фрилансер.
