Самодельный аппарат точечной сварки: Точечная сварка своими руками: как самостоятельно собрать аппарат
Содержание
Как сделать споттер своими руками
Для восстановления геометрии кузова автомобиля и удаления различных вмятин применяются споттеры. Они есть в каждом СТО и автосервисе, занимающемся кузовным ремонтом. Для профессиональной деятельности целесообразно приобрести заводской споттер, отличающийся удобством работы, выносливостью и качеством. Но для рихтовки своего авто можно обойтись самодельным споттером. За его сборку можно браться, если Вы разбираетесь в электротехнике и под рукой есть подходящие комплектующие. Рассмотрим, как сделать самодельный споттер в гараже и что для этого нужно.
В этой статье:
- Схема и принцип действия
- Основные составляющие для споттера
- Делаем споттер из сварочного аппарата
- Функциональность споттеров серийных моделей
- Методы работы со споттером
Схема и принцип действия
Вспомним принцип действия споттера, чтобы хорошо понимать, какие элементы потребуются. Аппарат работает бездуговым методом. Электрод от пистолета приставляется к изделию и запускается импульс. В точке контакта возникает повышенное сопротивление, от нагрева которого электрод приваривается к поверхности кузова.
Аппарат работает бездуговым методом. Электрод от пистолета приставляется к изделию и запускается импульс. В точке контакта возникает повышенное сопротивление, от нагрева которого электрод приваривается к поверхности кузова.
На электротехническом уровне это происходит в такой последовательности:
- Первый трансформатор принимает напряжение от сети 220V и понижает вольтаж до безопасного значения. При этом, за счет действия электромагнитной индукции, сила тока возрастает.
- Ток с повышенной силой передается на диодный мост, дополненный переключателем и реле.
- Напряжение поступает на конденсатор и заряжает его.
- Чтобы подать сварочный ток, в схеме споттера задействуют второй трансформатор с тиристором.
- Когда реле срабатывает, включается вторая цепь, по которой накопленный заряд из конденсатора передается на тиристор.
- Тиристор открывается и впускает напряжение на второй трансформатор.
- Электрод приваривается к поверхности.
- Конденсатор разряжается, тиристор закрывается и весь цикл повторяется заново.
Чтобы регулировать силу тока, в схеме нужно сопротивление. От его параметров, а также от характеристик конденсатора зависит длина и мощность выдаваемого импульса. Регулировать время подачи сварочного тока можно через микроконтроллер, если добавить его в схему. Тогда получится устанавливать более точные настройки, вместо примерного диапазона 0.1-0.5 с.
Собрать споттер своими руками можно по простой схеме. Это вариант на 220 V, который подойдет для работы в любом гараже.
Основные составляющие для споттера
Понимая схему работы электроцепи споттера, перейдем к сборке. Для этого понадобятся:
Корпус самодельного споттера
Сперва найдите основу из диэлектрического материала.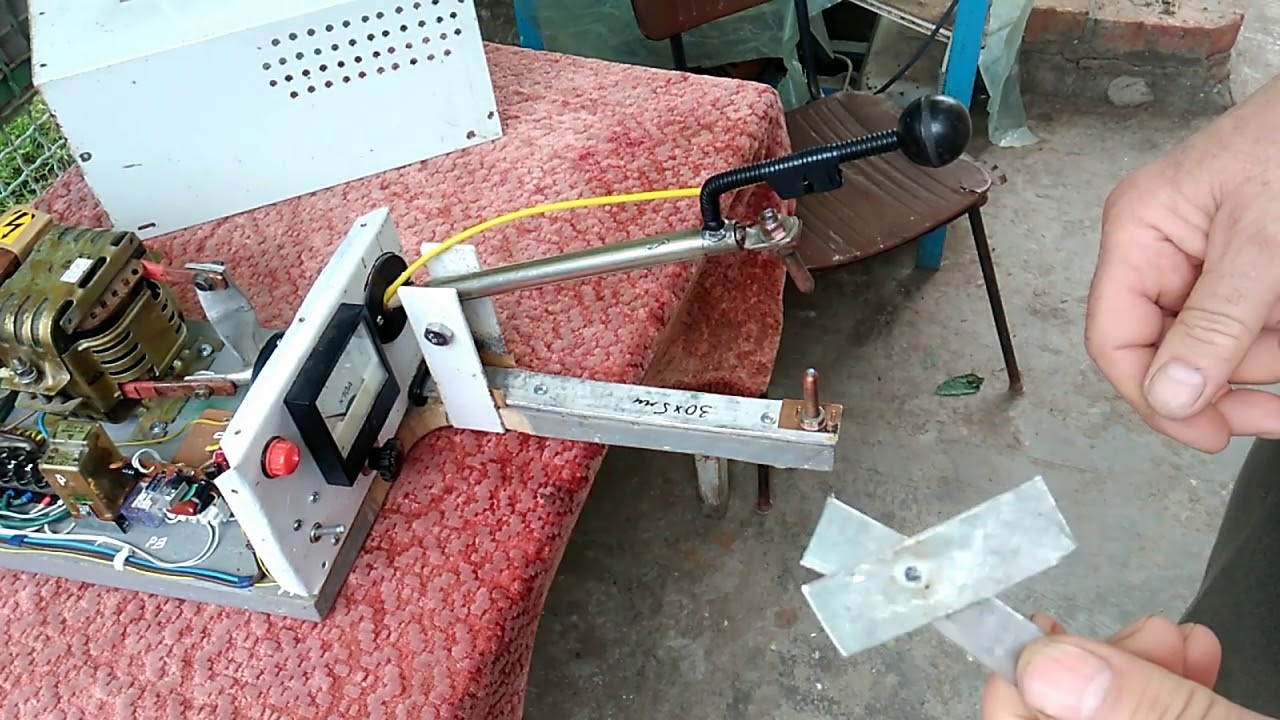 Если такого нет, крепите токонесущие части трансформатора и диодов через специальные защитные вставки, чтобы избежать передачи тока на корпус при коротком замыкании. Углы корпуса удобно выполнить из вертикального уголка с полкой 25 мм.
Если такого нет, крепите токонесущие части трансформатора и диодов через специальные защитные вставки, чтобы избежать передачи тока на корпус при коротком замыкании. Углы корпуса удобно выполнить из вертикального уголка с полкой 25 мм.
Верхнюю крышку можно сделать несъемной и прикрепить к ней рукоятку для переноса. Боковые крышки лучше предусмотреть съемными, чтобы было легче добираться к ключевым узлам для ремонта или обслуживания. Стенки корпуса изготовьте из листового металла сечением 0.8-1.0 мм. Его можно покрасить, чтобы самодельный аппарат выглядел более красиво.
Поскольку такой споттер не рассчитан на продолжительные, объемные работы, воздушное принудительное охлаждение не требуется. Достаточно перфорации в количестве 20-30 отверстий на каждой боковой стенке. Диаметр дырочек произвольный от 3 до 6 мм — лиш бы проходил воздух.
На лицевой стороне требуется два гнезда для установки разъемов силовых кабелей. Кроме них, необходимо разместить:
Рабочий пистолет споттера
Чтобы приваривать к кузову шайбы, шпильки, гребенку и прочие приспособления, необходим пистолет споттера. Проще всего купить готовую версию. Проследите, чтобы разъем подходил по диаметру к вашему самодельному аппарату.
Чтобы добиться максимальной экономии, можно изготовить пистолет самостоятельно. Используйте корпус клеевого пистолета для плавки клеевых стержней. Разберите его и удалите нагревательный элемент. На стволе предусмотрите цанговый зажим. В него получится вставлять медный электрод-переходник для приварки шайб или даже штангу от обратного молотка. Упрощенная схема и функционал такого пистолета можно посмотреть на фото. Некоторые делают пистолет из корпуса сломанной дрели, шуруповерта.
Пуллер
Чтобы плавно вытягивать вмятины, используют пуллер с тянущим действием, рабочая часть которого приварена к поверхности кузова. Для самодельного изготовления пуллера понадобится любой механизм с курком. Это может быть приспособление для фиксации алюминиевых заклепок или монтажный пистолет для выдавливания силикона, акрилового клея. В случае монтажного пистолета обрезают торцевые части на штоке и делают круговой упор.
Это может быть приспособление для фиксации алюминиевых заклепок или монтажный пистолет для выдавливания силикона, акрилового клея. В случае монтажного пистолета обрезают торцевые части на штоке и делают круговой упор.
Обратный молоток для самодельного споттера
Изготовить обратный молоток для споттера можно из любого штифта диаметром 10-16 мм. Один торец фиксируется к изолирующей рукоятке и к нему подводится силовой кабель с кнопкой. На втором конце нарезается резьба для накручивания цанги и установки медного электрода. На ось надевается грузик. Достаточно 300-400 г, чтобы воздействовать на тонкий кузовной металл.
Грузик можно найти готовый, просверлив в нем отверстие. Или сварить вместе несколько толстых прутьев с отверстием внутри, а потом зачистить наружную поверхность. На концах штифта важно установить толстые ограничители, чтобы груз не бил о рукоятку или цангу.
Нюансы конструкции
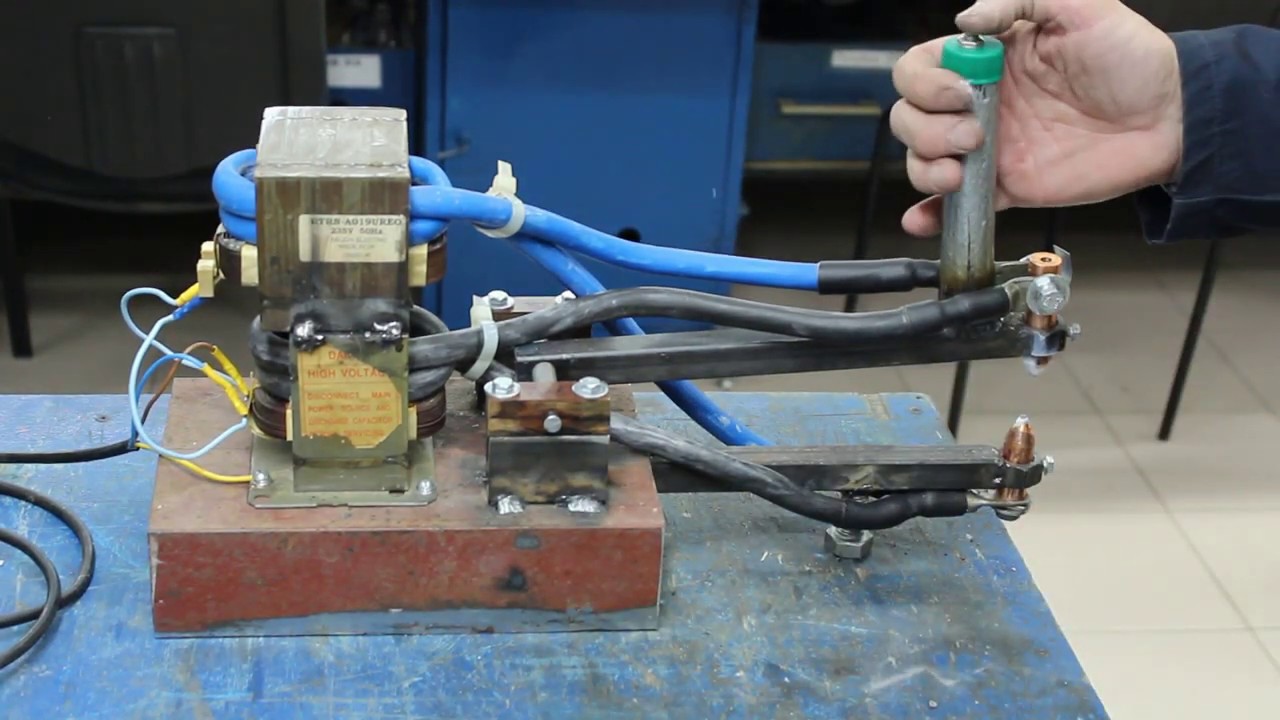
Основой выработки сварочного тока в споттере является трансформатор. Подойдет от неработающей микроволновой печи, но потребуется переделать его вторичную обмотку. Старая обмотка разматывается и удаляется. Вместо нее намотайте три витка медной жилы сечением минимум 50 мм². Это даст на выходе нужный ток для сварки.
Подойдет от неработающей микроволновой печи, но потребуется переделать его вторичную обмотку. Старая обмотка разматывается и удаляется. Вместо нее намотайте три витка медной жилы сечением минимум 50 мм². Это даст на выходе нужный ток для сварки.
Если под рукой нет испорченной микроволновки, трансформатор можно намотать самому. Используйте Ш-образный сердечник, на который накрутите 200 витков медной жилы сечением 2.5 мм². Вторичная обмотка трансформатора потребует семи витков провода сечением 50 мм². Каждый слой проволоки изолируйте плотной бумагой, покрывая токонесущие части шеллаком. На концах трансформатора не забудьте припаять клеммы, чтобы подключить последующую цепь. Допустимо использовать для «вторички» более толстый провод с меньшим количеством витков.
Для второго трансформатора жестких требований нет — главное, чтобы он выдавал минимум 12V. Тиристор покупают готовый на радиорынке или заказывают в интернете. Подойдет модель ТПЛ-50 или аналог. Важно, чтобы из сети 220V он мог «вытягивать» не менее 40 А. Тогда на «вторичке» получится сила тока около 1000 А, чего хватит для импульса. Диоды нужны с аналогичными характеристиками.
Важно, чтобы из сети 220V он мог «вытягивать» не менее 40 А. Тогда на «вторичке» получится сила тока около 1000 А, чего хватит для импульса. Диоды нужны с аналогичными характеристиками.
Настройка сопротивления выполняется переменным резистором. Ищите модель с величиной от 100 Ом. Для хорошего импульса понадобится конденсатор с емкостью 1000 мкФ. Напряжение устройства должно соответствовать 24-25V.
Делаем споттер из сварочного аппарата
По аналогии можно сделать споттер из сварочного трансформатора. Бытовые версии выдают силу тока до 180-200 А. Чтобы ее повысить до 1000 А, нужно переделать вторичную обмотку. Предыдущую удаляют, используя зубило или стамеску. Действуйте аккуратно, чтобы не повредить изоляцию первичной обмотки.
При помощи кабеля сечением 50 мм² создают новую вторичную обмотку в количестве семи витков. Если под рукой только провод толщиной 30 мм² (но это совсем для не продолжительных задач), понадобится 10 витков. Это будет трансформатор Т2 на схеме. Остается добавить недостающие детали (конденсатор, диодный мост, резистор) и споттер готов. В случае инвертора изготовление споттера еще проще, поскольку многие элементы в нем уже имеются.
Это будет трансформатор Т2 на схеме. Остается добавить недостающие детали (конденсатор, диодный мост, резистор) и споттер готов. В случае инвертора изготовление споттера еще проще, поскольку многие элементы в нем уже имеются.
Функциональность споттеров серийных моделей
Но, если предстоит большой объем по рихтовке и вытягиванию вмятин на собственном авто, а за услуги мастера платить не хочется (или в городе нет хорошего специалиста), лучше купить заводской споттер. Он обладает большими возможностями и функционалом, чтобы качественно справиться с работой. Для сотрудников СТО или мастеров, оказывающих коммерческие услуги по ремонту кузовов у себя в гараже, выбор тоже очевиден — только серийная модель споттера для профессионального использования. Никакие «самоделки» не выдержат серьезной нагрузки.
Характеристики споттеров, выпускаемых серийно
В отличие от самодельных споттеров, серийные версии обладают повышенной мощностью, благодаря которой можно быстрее выполнять процесс рихтовки кузова или сваривать более толстые заготовки. Если бытовые самодельные модели часто не превышают показатель 1000 А, то серийные споттеры бывают 1500 А и выше. Например, аппарат TELWIN DIGITAL CAR SPOTTER 5500/220 + ACC вырабатывает сварочный ток 4200 А и легко соединяет две заготовки толщиной 1.5+1.5 мм.
Если бытовые самодельные модели часто не превышают показатель 1000 А, то серийные споттеры бывают 1500 А и выше. Например, аппарат TELWIN DIGITAL CAR SPOTTER 5500/220 + ACC вырабатывает сварочный ток 4200 А и легко соединяет две заготовки толщиной 1.5+1.5 мм.
В комплекте с заводскими споттерами поставляются:
У некоторых версий есть сварочные клещи для контактной сварки, чтобы соединять пороги, сегменты днища автомобиля.
Управлять споттерами, выпускаемыми серийно легко, поскольку предусмотрены кнопки и световая подсветка включенных режимов. На модели FUBAG TS 3800 кнопки прорезинены и защищают сварщика от поражения электрическим током даже при пробое обмотки. TELWIN DIGITAL PULLER 5500 и другие модели этого производителя наделены крупным ЖК дисплеем и синергетическим управлением. Сварщику достаточно указать толщину металла и оборудование само выставит оптимальный режим. Все значения хорошо видны на экране и их можно корректировать вручную по желанию сварщика.
Все значения хорошо видны на экране и их можно корректировать вручную по желанию сварщика.
Некоторые заводские версии очень компактны, несмотря на вырабатываемую мощность, что позволяет легко перемещаться с ними по большой мастерской. Например FUBAG TS 2600, весит всего 14 кг. Есть серийные споттеры для работы с алюминиевыми частями кузова авто. Обычным оборудованием приварить торец обратного молотка к такому сплаву не получится, а FUBAG TS 7500 ALU справится с такой задачей.
Источник видео: Frenkitaly welding_experience
Методы работы со споттером
Споттером можно вытягивать вмятины на дверях, крыше, капоте, арках авто. Работа ведется одним из следующих способов.
Пуллером
Подходит для небольших вмятин-ямочек диаметром 20-30 мм с ровными краями. Опорное кольцо пуллера устанавливается вокруг вдавленного места, центральный стержень подводится к вогнутой поверхности и прихватывается. Затем нажатием на рычаг железо вытягивается. В случае пуллера достаточно одной-двух прихваток, чтобы устранить деформацию.
Опорное кольцо пуллера устанавливается вокруг вдавленного места, центральный стержень подводится к вогнутой поверхности и прихватывается. Затем нажатием на рычаг железо вытягивается. В случае пуллера достаточно одной-двух прихваток, чтобы устранить деформацию.
Обратным молотком
Метод подходит для вмятин с ровными краями диаметром 50-60 мм. Кончик молотка прихватывают к поврежденной поверхности и ударом груза вытягивают металл. Процесс повторяют многократно, переставляя кончик молотка, пока деформированное пятно не будет выровнено.
Пистолетом и обратным молотком через гребенку
Технология предназначена для исправления крупных повреждений кузова, длинных продольных вмятин. При помощи пистолета к поверхности вдоль линии вогнутости приваривают шайбы, гребенку. Их подцепляют переходником с 5-6 крюками. Воздействуют обратным молотком, сразу вытягивая обширную площадь. После этого участок дорабатывают точечными обратными ударами молотка или пулером.
Угольным электродом
Если при повреждении кузова образовались дополнительные ребра жесткости, вытянуть металл обратно до ровного состояния будет сложно. Сперва требуется устранить напряжение металла. Для этого в пистолет вставляют угольный электрод и разогревают место изгиба. После этого продолжают рихтовку вышеописанными способами.
Ответы на вопросы: rак сделать споттер своими руками
Какое лучше сечение магнитопровода трансформатора для споттера?
СкрытьПодробнее
Лучше всего железо сечением 40 мм кв. Используйте пластины электротехнической стали.
Плохо прилипает кончик электрода самодельного споттера, что делать?
СкрытьПодробнее
Проверьте затянутость всех контактов, возможно, идут потери на сопротивление и нагрев. Измените вторичную обмотку трансформатора на более толстую, например 100-150 мм².
Из какого материала лучше выполнить стержень обратного молотка?
СкрытьПодробнее
Лучше из меди. Она быстрее проводит ток, меньше будет потерь. Но, если медного стержня нет, можно и из малоуглеродистой стали.
Она быстрее проводит ток, меньше будет потерь. Но, если медного стержня нет, можно и из малоуглеродистой стали.
Можно ли намотать обмотку трансформатора для споттера на П-образный сердечник, если нет Ш-образного?
СкрытьПодробнее
Да. Главное, выбирать сечение железа не менее 40 мм². Конфигурация сердечника значения не имеет.
Какое сечение кабелей требуется для молотка и массы при самодельном споттере?
СкрытьПодробнее
Для обратного молотка-пистолета хватит сечения 100 мм². На массу можно использовать более тонкий кабель сечением 70 мм².
Как реализовать схему включения-выключения?
СкрытьПодробнее
Удобнее всего выполнить на симметричных тиристорах. Подойдет марка ТС.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
особенности, преимущества и недостатки технологии
Контактная точечная сварка позволяет быстро сварить металл в определённых точках. Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.
Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.
Содержание
- 1 Особенности
- 2 Суть процесса
- 3 Технологические особенности
- 4 Этапы процесса
- 4.1 Подготовительный
- 4.2 Сварка деталей
- 5 Распространенные дефекты
- 6 Преимущества и недостатки
- 7 Режимы выполнения сварочных работ и применяемые электроды
- 8 Аппарат для точечной сварки
- 9 Итоги
Особенности
Точечная сварка — одна из разновидностей контактной и отличается от неё тем, что соединение выполняется всего одним касанием и движением. Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Данный вид сварочных работ используется при выполнении разнообразных задач в быту и в промышленности с 1877 года. Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.

Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Технологические особенности
Технология достаточно проста для понимания. При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току. Очень важно правильное закрепление, чтобы элементы не съезжали.
Далее с двух сторон к заготовке подводится ток при помощи электродов. В местах, где происходит контакт, образовывается высокая температура, при которой металл плавится. При хорошей точечной сварке образуется ядро, которое может составлять от нескольких миллиметров до пары сантиметров в зависимости от толщины самого материала.
Металл низкого качества может соединяться без образования сварочного ядра, но такой шов считают некачественным и может впоследствии разойтись. Низкокачественная сталь, которая используется при сварочных работах, позволяет начинающему мастеру хорошо набить руку. Спустя буквально пару десятков швов мастер может хорошо набить руку и выполнять дальнейшие сварочные работы высокой точности.
Этапы процесса
Процесс соединения свариваемых элементов достаточно простой.
Подготовительный
Подготовительный этап состоит из трех основных действий:
- Подготовки поверхности к варке. Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.
- Организации рабочего места. Пространство должно быть подготовлено согласно нормам, так как от этого зависит безопасность самого мастера.
 На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.
На рабочих плоскостях не должно быть различных посторонних инструментов или предметов. - Соблюдении требований к форме мастера. Сварщик обязательно должен быть одет в специальный костюм и сварочную маску, которая защитит глаза от искр и яркого света.
Сварка деталей
Далее происходит непосредственно варка детали. Для выполнения сварочных работ элемент должен быть зафиксирован между электродами, затем на них подается ток. Как только появилось ядро ток необходимо снять, а деталь плотно сжать между собой. В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
Если мастер понимает саму суть сварочных работ, то он может легко выполнить поставленную задачу. Очень важно соблюдать следующий принцип крепления деталей — после образования импульсом расплавленного металла необходимо несколько секунд подержать изделие под давлением для того, чтобы ядро успело застыть и скрепиться.
На каждый миллиметр общей толщины детали потребуется от 3 до 5 киловатт мощности. В отдельных случаях необходимы установки с показателями мощностью до 400 кВт. В зависимости от настроек и характеристик аппарата 1 мм толщины металла сваривается в среднем за 0,1-1 мм, что важно при сварке толстых деталей.
Распространенные дефекты
Как и при выполнении любых работ могут возникнуть различные дефекты сварки точечным способом. Для того чтобы не возникали различные дефекты, требуется знать их и обращать дополнительное внимание на место возможного его появления. К самым распространённым дефектам относят:
- Непровар поверхности частично либо полностью. Чаще всего непроваривание происходит по причине низкокачественных электродов, невысокой силы тока либо чрезмерным сжатием. Чаще всего дефект виден при осмотре, при помощи спец приборов можно понять насколько некачественный шов. Также при помощи прибора можно определить наличие непроваренных мест даже в визуально нормальном шве.

- Трещины. Это достаточно распространенные дефекты, которые появляются из-за использования высокого тока либо неочищенных деталей.
- Разрывы у кромок. Данный дефект является не очень распространённым, но также может встречаться. При расчёте, где будет сварочная точка, необходимо учитывать расстояние, которого хватит для создания качественного шва. На материалах различной толщины это расстояние будет разным.
- Внутренний выплеск. Такой дефект не всегда можно заметить сразу же после завершения варки. Дефект образовывается из-за того, что жидкий материал при варке выходит за пределы ядра, из-за чего между деталями появляется зазор. Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
- Наружные выплески. Достаточно очевидный дефект, который появляется по причине плохого зажатия металлических частей.
 Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.
Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента. - Появление вмятин. Чрезмерное сжатие заготовки либо использование электродов небольшого диаметра приводит к появлению вмятин. Также из-за этих факторов может увеличиваться зона плавки, что приводит к возникновению дефектов на готовом шве.
- Прожиг. Это самый распространённый дефект. Причин появления данного дефекта может быть несколько, но чаще всего прожиг появляется по причине загрязненных поверхностей свариваемых частей либо кончика проводника.
Преимущества и недостатки
К плюсам сварки данным способом можно отнести:
- достаточно «чистый» способ варки;
- не нужно использовать дополнительные составляющие в виде газов флюсов и другого;
- отсутствие разнообразных отходов и шлаков;
- так как сварка происходит без использования газа, то не выделяются вредные вещества и сварщик более защищен в этом вопросе;
- сварка точечным способом имеет высокий КПД;
- при необходимости выполнения большого количества работ возможно использование различных автоматизированных агрегатов;
- высокое качество стыков за очень короткий промежуток времени.

При соблюдении всех норм и стандартов при выполнении точечной сварки можно получить шов высокого качества, который будет предельно аккуратен и надежен.
Недостатки точечной сварки:
- сложно реализуемое скрепление при сварке разных металлов;
- при превышении подачи импульса возможно разбрызгивание металла;
- сложности конструкции при варке нескольких точек одновременно;
- усложнение конструкции электродов и их использования при многоточечной сварке.
Режимы выполнения сварочных работ и применяемые электроды
Основными режимами выполнения сварки является жесткий и мягкий. При выполнении сварочных работ жестким способом выполняется существенное давление на электрод. В среднем этот показатель равен 3-8 килограмм на каждый квадратный миллиметр. Также при жёсткой сварке используется ток с высокими показателями плотности — 120-300А на квадратный миллиметр. При варке жестким способом ток обычно подается в течение очень короткого времени, которое составляет 0,1-1,5 секунды. Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
- требует использования исключительно мощных сварочных аппаратов;
- на электросети оказываются высокие нагрузки;
- при выполнении сварочных работ используется повышенная мощность.
Жёсткий способ варки отлично подходят для соединения высоколегированных сталей, элементов с различной толщиной, медных листов с алюминием.
Мягкий режим сваривания происходит дольше, но поверхность нагревается более плавно. Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
На качество сварных швов напрямую влияет качество электродов. Среди наиболее распространенных электродов выступают медные, которые имеют наиболее благоприятные характеристики для соединения стальных элементов. При сварке точечным способом в домашних условиях необходимо учитывать, что качество шва напрямую зависит от сечения электрода. Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Аппарат для точечной сварки
Существуют разнообразные приборы для сварки точечным способом, но все сварочные аппараты имеют схожую конструкцию. Независимо от того, для чего предназначен прибор, основные конструктивные элементы будут практически одинаковыми.
В простом приборе может отсутствовать регулятор силы. В таком случае мастер самостоятельно регулирует силу сжатия и длительность воздействия на металл. Очень важно контролировать в процессе состояние электродов.
Многие мастера используют самодельную точечную сварку, которая изготавливается всего за 20-30 минут. Благодаря несложной конструкции аппарат можно сделать самостоятельно.
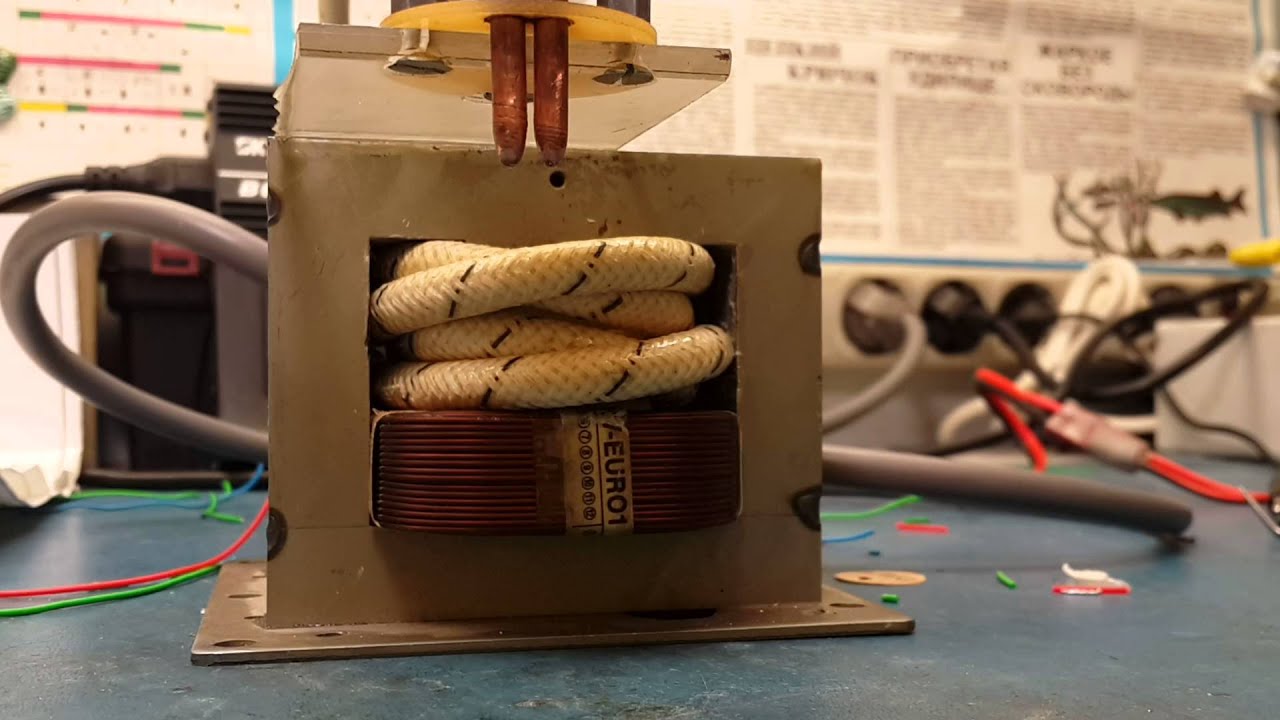
Основной частью самодельного аппарата является трансформатор. Чаще всего умельцы используют трансформатор от микроволновки. Тип трансформатора не столь важен, главное — мощность. Оптимальным параметром является показатель 0,9-1 кВт.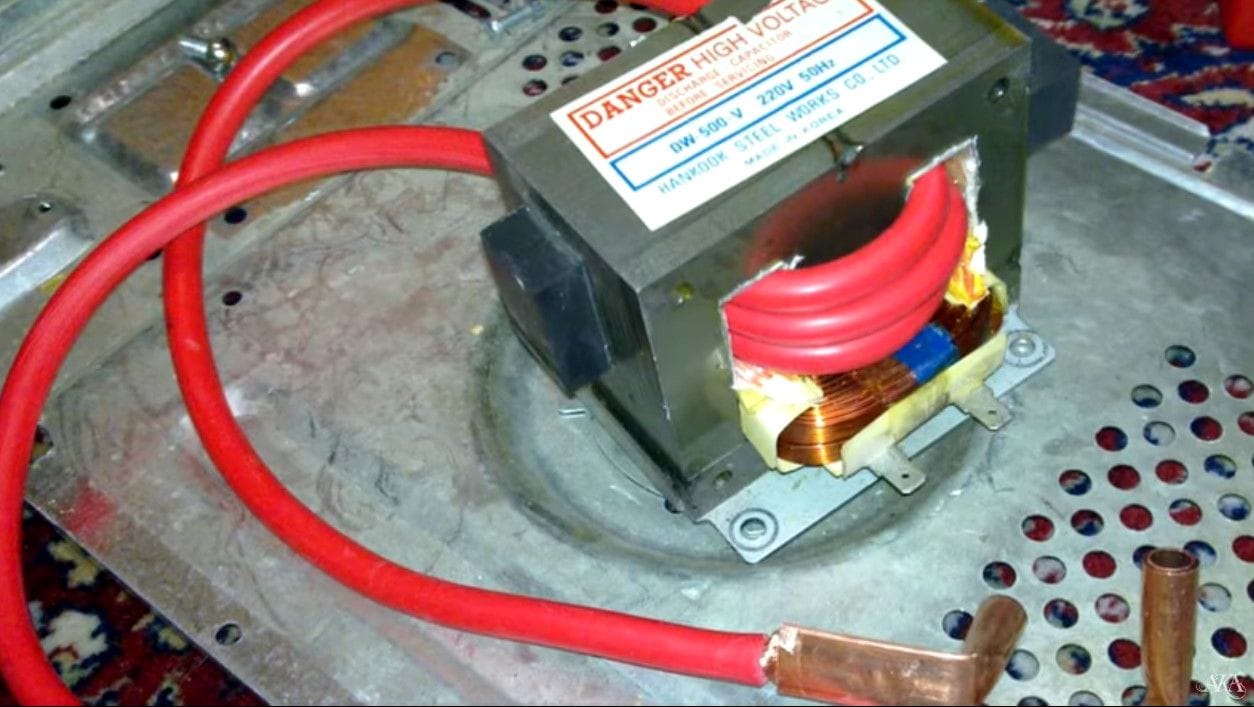 От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
Вторичную обмотку потребуется сделать самостоятельно. Для этого берётся медный провод большей толщины, диаметр которого составляет не менее 1 см. После переделки аппарат может выдавать до 1000А, что позволит качественно сварить не толстые металлические листы. Для увеличения мощности агрегата можно объединить несколько однотипных трансформаторов в один.
Итоги
Точечная сварка — отличный способ соединить металлические детали различной толщины. Даже если нет под рукой профессионального аппарата, то легко изготовить самодельный. Немного усилий и деталей от микроволновой печки, и практичный агрегат будет готов.
Используемая литература и источники:
- Поведение водорода при сварке плавлением / В.В. Фролов. — Москва
- Технология и оборудование газопламенной обработки металлов / Г.
 Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: Машиностроение
Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: Машиностроение - Статья на Википедии
Generic DIY Сварочный аппарат для точечной сварки 18650 Аккумуляторная точечная сварка
03
Выберите ваше местоположение rsSokotoYobe
Пожалуйста, выберитеАбуле Эгба (Агбадо-Иджайе-роуд)Абуле-Эгба (Аджаса Команд-роуд)Абуле-Эгба (Аджегунле)Абуле-Эгба (Алагбадо)Абуле-Эгба (Алакуко)Абуле-Эгба (Экоро-роуд)Абуле-Эгба (Мейран-роуд)Абуле-Эгба (Нью-Око Оба) )Абуле Эгба (Старая улица Отта)АгбараАгеге (Аджувон Акуте Роуд)Агеге (Допему)Агеге (Иджу Роуд)Агеге (Старая улица Абеокута)Агеге (Старая дорога Отта)Агеге (Ориле Агеге)АГИЛИТИАГУНГИ (ЛЕККИ)ПОМЕСТЬЕ АДЖАОALFA BEACHAMUWOANTHONY VILLAGEApapa (Ajegunle) )Apapa (Amukoko)Apapa (GRA)Apapa (Kiri kiri)Apapa (Olodi)Apapa (Suru Alaba)Apapa (Tincan)Apapa (Warf Rd)AWOYAYAAwoyaya-Контейнерный автобусAwoyaya-Eko Akete EstateAwoyaya-EputuAwoyaya-Gbetu Iwerekun RoadAwoyaya-Idowu EletuAwoyaya- Mayfair GardensAwoyaya-Ogunlana BusstopAwoyaya-OlogunfeAwoyaya-OribanwaBadagryBanana IslandBERGERBogijeCokerDoyinEjigbo-Ailegun RoadEjigbo-BucknorEjigbo-Ile EpoEjigbo-Isheri OsunEjigbo-Jakande Wood MarketEjigbo-NNPC RoadEjigbo-Oke-AfaEji gbo-PipelineEjigbo-PowerlineElemoroEPEFagba (Iju Road)FESTAC (1st Avenue)FESTAC (2nd Avenue) FESTAC (3rd Avenue)FESTAC (4th Avenue)FESTAC (5th Avenue)FESTAC (6th Avenue)FESTAC (7th Avenue)Gbagada- IfakoGbagada-Abule OkutaGbagada-AraromiGbagada-Deeper LifeGbagada-DiyaGbagada-ExpresswayGbagada-HospitalGbagada-L&KGbagada-New GarageGbagada-OlopomejiGbagada- PedroGbagada-SawmillGbagada-SholuyiIbeju-Lekki AiyetejuIbeju-Lekki AkodoIbeju-Lekki Amen EstateIbeju-Lekki Dangote удобренияIbeju-Lekki Dangote RefineryIbeju-Lekki Dano MilkIbeju-Lekki Eleko JunctionIbeju-Lekki IgandoIbeju-Lekki MagbonIbeju-Lekki On osaIbeju-Lekki OrimeduIbeju-Lekki Pan African UniversityIbeju-Lekki ShapatiIDIMUIGANDOIJANIKINIJEGUN IKOTUNIjegun-Obadore RoadIJORAIKeja (ADENIYI JONES)Ikeja (ALAUSA)Ikeja (ALLEN AVENUE)Ikeja (computer village)Ikeja (GRA)IKEJA (M M Airport)Ikeja (MANGORO)Ikeja (OBA-AKRAN)Ikeja (OPEBI)IKORODU (Adamo ) ИКОРОДУ (Агбеде)Икороду (Агбова)ИКОРОДУ (Сельское хозяйство)ИКОРОДУ (Баеку)ИКОРОДУ (Эйита)ИКОРОДУ (Гберигбе)ИКОРОДУ (Иджеде)ИКОРОДУ (Имота)ИКОРОДУ (Ита олуво)ИКОРОДУ (Итамага)ИКОРОДУ (Офин)ИКОРОДУ (Оводе-Ибесе) )IKORODU (RADIO)Ikorodu Road-AjegunleIkorodu Road-IrawoIkorodu Road-Owode OnirinIKORODU(Elepe)IKORODU(Laspotech)Ikorodu(Ogolonto)IKORODU(Sabo)Ikorodu-Imota Caleb UniversityIkorodu-AgufoyeIkorodu-BensonIkorodu-GarageIkorodu-Odokeke reIkorodu-OdonlaIkorodu-OgijoIKOTAIKOTUNIkoyi (Аволово Дорога)Ikoyi (Bourdillon)Ikoyi (Dolphin)Ikoyi (Glover road)Ikoyi (Keffi)Ikoyi (Kings way road)Ikoyi (Obalende)Ikoyi (Queens Drive)IKOYI MTN ( PICKUP STATION)Ikoyi-ParkviewILAJE (BARIGA)ILUPEJU (Lagos) ISHERI IKOTUNISHERI MAGODOISOLOIyana EjigboIYANA IBAIyana Ipaja (Abesan)Iyana Ipaja (Aboru)Iyana Ipaja (Ayobo Road)Iyana Ipaja (Command Road)Iyana Ipaja (Egbeda)Iyana Ipaja (Ikola Road)Iyana Ipaja (Iyana Ipaja Road)Iyana Ipaja ( Шаша)ДЖАКАНДЕ (LEKKI)JANKANDE (ISOLO)Jumia-Experience-CenterKetu- AgboyiKetu-AlapereKetu-CMD roadKetu-DemurinKetu-Ikosi RoadKetu-Ile IleKetu-Iyana SchoolKetu-Tipper GarageLagos Island (Adeniji)Lagos Island (Marina)Lagos Island (Onikan)Lagos Island ( Сура)Остров Лагос (TBS)ЛАКОВЕЛакове-Адеба-роудЛакове-ГольфЛакове-КайолаЛакове-Школьные воротаLEKKI -VGCLekki 1 (Bishop Durosimi)Lekki 1 (F. T Kuboye street)Lekki 1 (Omorinre Johnson)Lekki Phase 1 (Admiralty Road)Lekki Phase 1 (Admiralty) путь)Лекки Фаза 1 (Фола Осибо)ЛЕККИ-АГУНГИЛЕККИ-АДЖА (АБИДЖО)ЛЕККИ-АДЖА (ДОРОГА АДДО)ЛЕККИ-АДЖА (БАДОРЕ)ЛЕККИ-АДЖА (ИЛАЖЕ)ЛЕККИ-АДЖА (ИЛАСАН)ЛЕККИ-АДЖА (ДЖАКАНДЕ)ЛЕККИ- AJAH (SANGOTEDO)Lekki-AwoyayaLekki-ChiscoLEKKI-ELFLEKKI-IGBOEFONLEKKI-IKATE ELEGUSHILEKKI-JAKANDE (KAZEEM ELETU)LEKKI-MARUWALEKKI-ONIRU ESTATELEKKI-OSAPA LONDONMagboroMAGODOMARYLAND (MENDE)MARYLAND (ONIGBONGBO)MEBAN MUMILE 12Mile 12 -AjelogoMile 12-Agboyi KetuMile 12-Doyin OmololuMile 12-OrishigunMILE 2Mushin-Palm AvenueMoshin-Agege Motor RoadMushin-Daleko MarketMushin-Fatai AtereMushin-Idi OroMushin-Idi-ArabaMushin-Ilasamaja RoadMushin-Isolo RoadMushin-Ladipo RoadMushin-Mushin MarketMushin-OlatejuMushin-Papa AjaoOdon gunyanOgba- Akilo RoadOgba- College RoadOgba- Lateef Jakande RoadOgba-Acme RoadOgba-AgudaOgba-CountyOgba-Ifako-IdiagbonOgba-Ifako-OrimoladeOgba-Isheri RoadOgba-ObawoleOgba-OjoduOgba-Oke IraOgba-Oke Ira 2nd JuctionOGBA-Surulere Ind RdOgba-Wemco RoadOGUDUOjo ShibiriOjo -Абуле ОшунОджо-АдалокоОджо-АгрикОджо-АджангбадиОджо- Алаба ИнтернэшнлОджо-Алаба РагоОджо-Алаба СуруОджо-АлакияОджо-КэссидиОджо-ИджегунОджо-ИлогбоОджо-Оджо КазармыОджо-ОкокомайкоОджо-Олд Оджо-РоудОджо-ОнирекеОджо-ППЛОджо-СибириГород Оджо-ТедиОджо-Торговая ЯрмаркаОджо-ФольксОджоДУОДЖОКОРУДЖОТАОКОКОМАЙКОКОКОТАМоле Фаза 1 Омоле Фаза 2 OniruOREGUNOreyo- IgbeORILEOSAPA (LEKKI)OSHODI- BOLADEOSHODI-ISOLOOSHODI-MAFOLUKUOSHODI-ORILEOSHODI-SHOGUNLEPalmgrove-OnipanuSari-IganmuSatelite-TownSOMOLUSurulere (Adeniran Ogunsanya)Surulere (Aguda)Surulere (Bode Thomas)Surulere (Fatia Shitta)Surulere (Idi Araba)Surulere (Ijesha) )Сурулере (Ипонри)Сурулере (Итире) Сурулере (Лавансон) Сурулере (Маша) Сурулере (Драйв Огунлана) Сурулере (Охуэлегба) VI (Адетокунбо Адемола) VI (Путь Ахмеда Белло) VI (Епископ Абояде Коул) VI (Ониру-роуд) VI (Йесуфу Абиодун) VI (Аджосе Адеогун) VI (Акин Адешола) VI (Епископ Олувале) Остров Виктория (Адеола Одеку) Остров Виктория (Кофо Абайоми) Яба-Абуле ИджешаЯба- ФадейиЯба-(Сабо)Яба-(Унилаг)Яба-Абуле ОджаЯба-АдекунлеЯба-АкокаЯба-АлагомеджуЯба-Педагогический колледж Яба -Commercial AvenueYaba-FolagoroYaba-Herbert Macaulay WayYaba-JibowuYaba-MakokoYaba-Murtala Muhammed WayYaba-Onike IwayaYaba-OyingboYaba-TejuoshoYaba-University RoadYaba-Yabatech
T Kuboye street)Lekki 1 (Omorinre Johnson)Lekki Phase 1 (Admiralty Road)Lekki Phase 1 (Admiralty) путь)Лекки Фаза 1 (Фола Осибо)ЛЕККИ-АГУНГИЛЕККИ-АДЖА (АБИДЖО)ЛЕККИ-АДЖА (ДОРОГА АДДО)ЛЕККИ-АДЖА (БАДОРЕ)ЛЕККИ-АДЖА (ИЛАЖЕ)ЛЕККИ-АДЖА (ИЛАСАН)ЛЕККИ-АДЖА (ДЖАКАНДЕ)ЛЕККИ- AJAH (SANGOTEDO)Lekki-AwoyayaLekki-ChiscoLEKKI-ELFLEKKI-IGBOEFONLEKKI-IKATE ELEGUSHILEKKI-JAKANDE (KAZEEM ELETU)LEKKI-MARUWALEKKI-ONIRU ESTATELEKKI-OSAPA LONDONMagboroMAGODOMARYLAND (MENDE)MARYLAND (ONIGBONGBO)MEBAN MUMILE 12Mile 12 -AjelogoMile 12-Agboyi KetuMile 12-Doyin OmololuMile 12-OrishigunMILE 2Mushin-Palm AvenueMoshin-Agege Motor RoadMushin-Daleko MarketMushin-Fatai AtereMushin-Idi OroMushin-Idi-ArabaMushin-Ilasamaja RoadMushin-Isolo RoadMushin-Ladipo RoadMushin-Mushin MarketMushin-OlatejuMushin-Papa AjaoOdon gunyanOgba- Akilo RoadOgba- College RoadOgba- Lateef Jakande RoadOgba-Acme RoadOgba-AgudaOgba-CountyOgba-Ifako-IdiagbonOgba-Ifako-OrimoladeOgba-Isheri RoadOgba-ObawoleOgba-OjoduOgba-Oke IraOgba-Oke Ira 2nd JuctionOGBA-Surulere Ind RdOgba-Wemco RoadOGUDUOjo ShibiriOjo -Абуле ОшунОджо-АдалокоОджо-АгрикОджо-АджангбадиОджо- Алаба ИнтернэшнлОджо-Алаба РагоОджо-Алаба СуруОджо-АлакияОджо-КэссидиОджо-ИджегунОджо-ИлогбоОджо-Оджо КазармыОджо-ОкокомайкоОджо-Олд Оджо-РоудОджо-ОнирекеОджо-ППЛОджо-СибириГород Оджо-ТедиОджо-Торговая ЯрмаркаОджо-ФольксОджоДУОДЖОКОРУДЖОТАОКОКОМАЙКОКОКОТАМоле Фаза 1 Омоле Фаза 2 OniruOREGUNOreyo- IgbeORILEOSAPA (LEKKI)OSHODI- BOLADEOSHODI-ISOLOOSHODI-MAFOLUKUOSHODI-ORILEOSHODI-SHOGUNLEPalmgrove-OnipanuSari-IganmuSatelite-TownSOMOLUSurulere (Adeniran Ogunsanya)Surulere (Aguda)Surulere (Bode Thomas)Surulere (Fatia Shitta)Surulere (Idi Araba)Surulere (Ijesha) )Сурулере (Ипонри)Сурулере (Итире) Сурулере (Лавансон) Сурулере (Маша) Сурулере (Драйв Огунлана) Сурулере (Охуэлегба) VI (Адетокунбо Адемола) VI (Путь Ахмеда Белло) VI (Епископ Абояде Коул) VI (Ониру-роуд) VI (Йесуфу Абиодун) VI (Аджосе Адеогун) VI (Акин Адешола) VI (Епископ Олувале) Остров Виктория (Адеола Одеку) Остров Виктория (Кофо Абайоми) Яба-Абуле ИджешаЯба- ФадейиЯба-(Сабо)Яба-(Унилаг)Яба-Абуле ОджаЯба-АдекунлеЯба-АкокаЯба-АлагомеджуЯба-Педагогический колледж Яба -Commercial AvenueYaba-FolagoroYaba-Herbert Macaulay WayYaba-JibowuYaba-MakokoYaba-Murtala Muhammed WayYaba-Onike IwayaYaba-OyingboYaba-TejuoshoYaba-University RoadYaba-Yabatech
Доставка до двери
Доставка ₦ 3 334
Готов к доставке между 12 июня и 19 июня при заказе в течение следующего 1 час 5 минут
Пункт выдачи
Доставка ₦ 3,024
Прибытие на пункт выдачи между 12 июня и 19 июня при заказе в течение следующего 1 час 5 минут
Почтовая доставка
Доставка ₦ 121
Готов к доставке между 07 июля и 21 июля при заказе в течение следующего 1 час 5 минут
Политика возврата
Бесплатный возврат в течение 15 дней для товаров из официального магазина и 7 дней для другие подходящие товары. Подробнее 3 Подписаться
Подробнее 3 Подписаться
Производительность продавца
Скорость выполнения заказа: отлично
Показатель качества: отлично
Оценка покупателя: отлично
Информация о продукте .
Интегрированный дизайн, красивый и аккуратный, с тонким эффектом теплового излучения.
На ручке есть двойные пружины, каждая сварочная ручка может расширяться и сжиматься независимо друг от друга.
Встроенный концевой выключатель, управление одной рукой, педаль не нужна.
С удобными ощущениями в руке, может поддерживать длительное использование, стабильный и надежный, износостойкий и экономящий усилия.
Подходит для аппарата точечной сварки с аккумулятором 18650.
Наименование: Ручка для точечной сварки
Цвет: синий
Материал: металл
Размер: 155 x 45 x 25 мм
Комплектация:
1 аппарат для точечной сварки
Только вышеуказанное содержимое упаковки, другие продукты не включены.
Примечание. Легкая съемка и различные дисплеи могут привести к тому, что цвет предмета на изображении немного отличается от реального.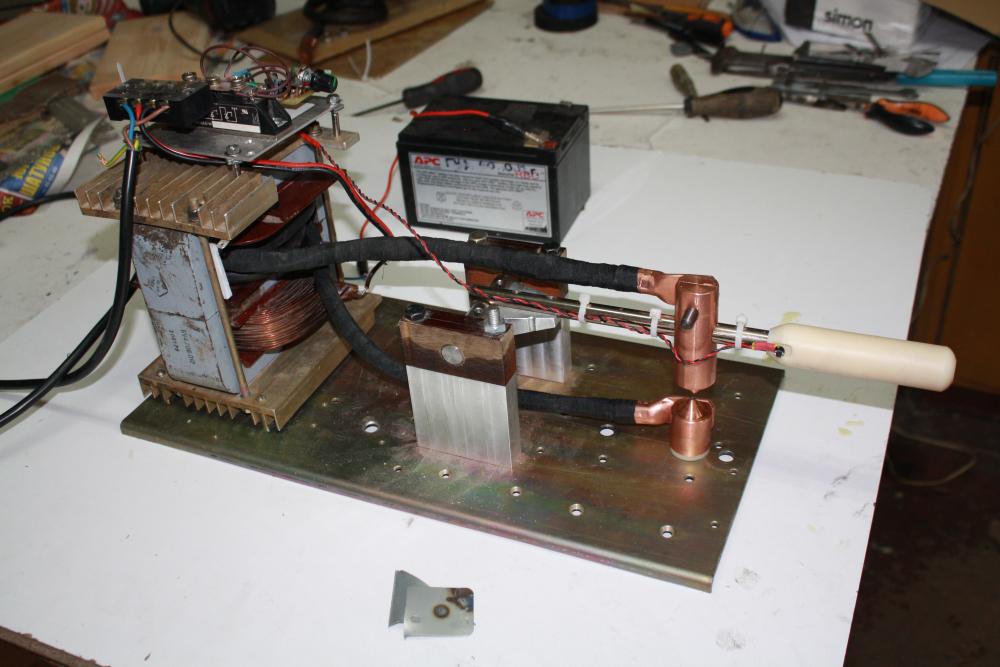 Допустимая погрешность измерения составляет +/- 1-3 см.
Допустимая погрешность измерения составляет +/- 1-3 см.
О нас
Мы предоставляем хороший продукт по лучшей цене, мы поддерживаем оптовую/прямую доставку заказа
1. Для заказа прямой доставки, пожалуйста, отметьте «заказ прямой поставки», мы расставим его в приоритете.
2. Для оптовых/прямых заказов, если у вас есть какие-либо идеи о цене или упаковке, пожалуйста, свяжитесь с нами заранее, мы предоставим вам лучший сервис, чтобы удовлетворить ваши требования.
О доставке
1. Мы отправим заказы как можно скорее, как только ваш платеж будет завершен в обычном порядке.
2. Пожалуйста, напишите свой полный адрес доставки с правильным номером телефона и почтовым индексом, особенно подтвердите свое полное имя.
О послепродажном обслуживании
Мы надежный продавец, и у нас есть профессиональное послепродажное обслуживание для всех наших таможенных органов. Если есть какие-либо вопросы по поводу заказа, пожалуйста, свяжитесь с нами заранее, мы всегда будем здесь, пока вы не получите счастливый ответ.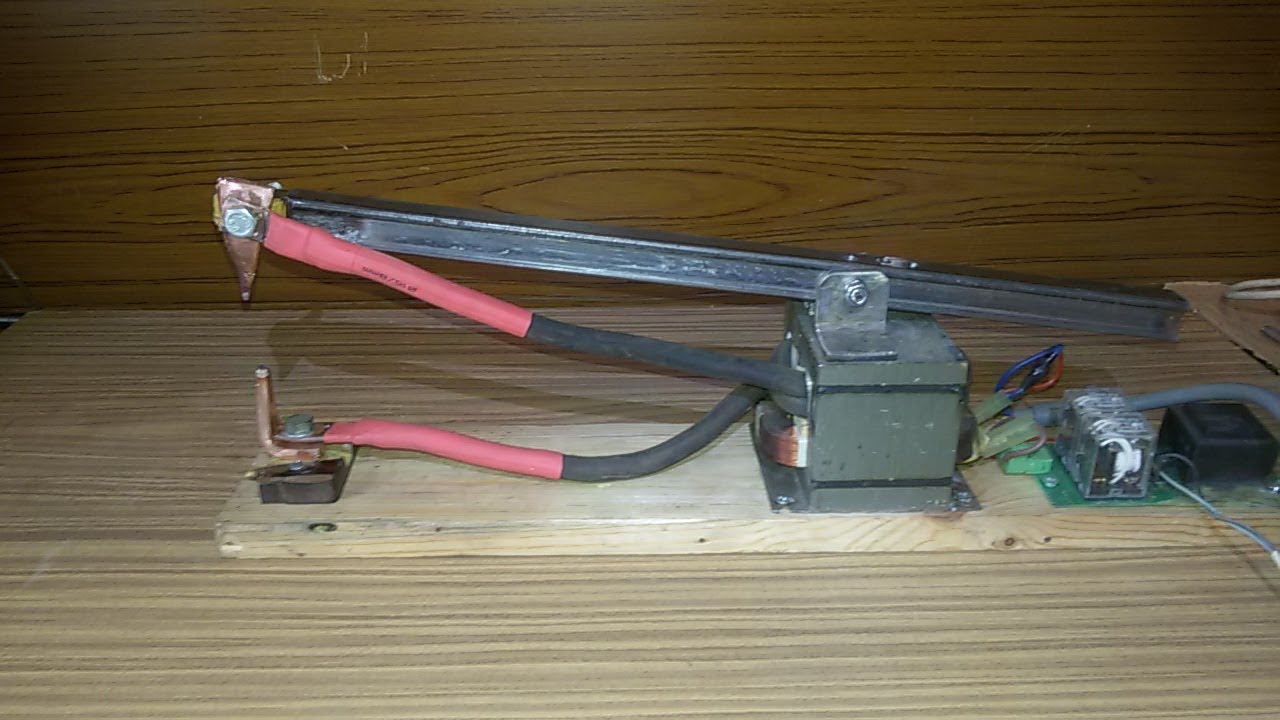
О обратной связи
1. Пожалуйста, внимательно проверьте упаковку и товар, чтобы убедиться, что нет проблем.
2. Если у вас есть какие-либо проблемы или вы не полностью удовлетворены своей посылкой, пожалуйста, не стесняйтесь связаться с нами, прежде чем оставлять отрицательный отзыв. Мы решим проблему, чтобы удовлетворить вас.
11243. Если нет проблем, пожалуйста, оставьте нам положительный отзыв с пятью звездами.
Ваше подтверждение — наша самая большая мотивация! ! !
Технические характеристики
Основные характеристики
- Использование толстого медного стержня повышает эффективность работы и обеспечивает длительный срок службы.
- Интегрированный дизайн, красивый и аккуратный, с тонким эффектом теплового излучения.
- На рукоятке имеются двойные пружины, каждая сварочная ручка может расширяться и сжиматься независимо друг от друга.
- Встроенный концевой выключатель, управление одной рукой, педаль не требуется.

- Удобные на ощупь, выдерживают длительное использование, стабильны и надежны, износостойки и экономят усилия.
- Подходит для аккумуляторной точечной сварочной машины 18650.
- Наименование: Ручка для точечной сварки
- Цвет: синий
- Материал: металл
- Размер: 155 x 45 x 25 мм
- Комплектация:
- 1 аппарат для точечной сварки
- Примечание. Легкая съемка и различные дисплеи могут привести к тому, что цвет предмета на изображении немного отличается от реального. Допустимая погрешность измерения составляет +/- 1-3 см.
9013 1 Только вышеуказанное содержимое пакета, другие продукты не включены .
Комплектация
1 аппарат для точечной сварки
Технические характеристики
- Артикул: GE779EA2VE8NMNAFAMZ
- Модель: Аппарат для точечной сварки
- Размер (Д х Ш х В см): 20x14x4
- Вес (кг): 0,249
- Цвет: Синий
- Основной материал: металл
- Этикетка по уходу: Аппарат для точечной сварки, Аппарат для точечной сварки, Аппарат для точечной сварки 18650, Аппарат для точечной сварки своими руками, Аппарат для точечной сварки на аккумуляторе
9013 1 Страна производства: Китай
Проверенные отзывы покупателей
Покупатели, купившие этот товар, еще не оставляли комментарии
Недавно просмотренные
Просмотреть все
Как дешево сделать точечный сварочный аппарат! « Хаки, моды и схемы :: Гаджеты хаки
 org/Person»> By Король случайностей
org/Person»> By Король случайностей
Типичный аппарат для контактной точечной сварки стоит от 200 до 800 долларов, но, проявив немного изобретательности и немного свободного времени, вы можете сделать такой примерно за 10 долларов или меньше.
Перед тем, как приступить к этому проекту, вы должны посмотреть пару видеороликов, потому что вам может понадобиться немного информации о том, как работает устройство. Во-первых, узнайте, как сделать плавильщик металла, а затем посмотрите, на что он способен.
Во-первых, узнайте, как сделать плавильщик металла, а затем посмотрите, на что он способен.
Аппараты для точечной сварки используются для сплавления тонких листов металла.
Скорее всего, они используются в автомобильной промышленности, а также в ОВиК для сварки металлических воздуховодов.
Измерив основание моего металлического плавильного станка, я обнаружил, что оно составляет около 4-1/4″. так что работать будет нормально.
Два куска доски необходимо отрезать до длины 12 дюймов (5-1/2 дюйма x 12 дюймов), а остальные можно протолкнуть через настольную пилу, чтобы уменьшить ширину до 4-1/2 дюйма. (на 1/4 дюйма шире основания трансформатора).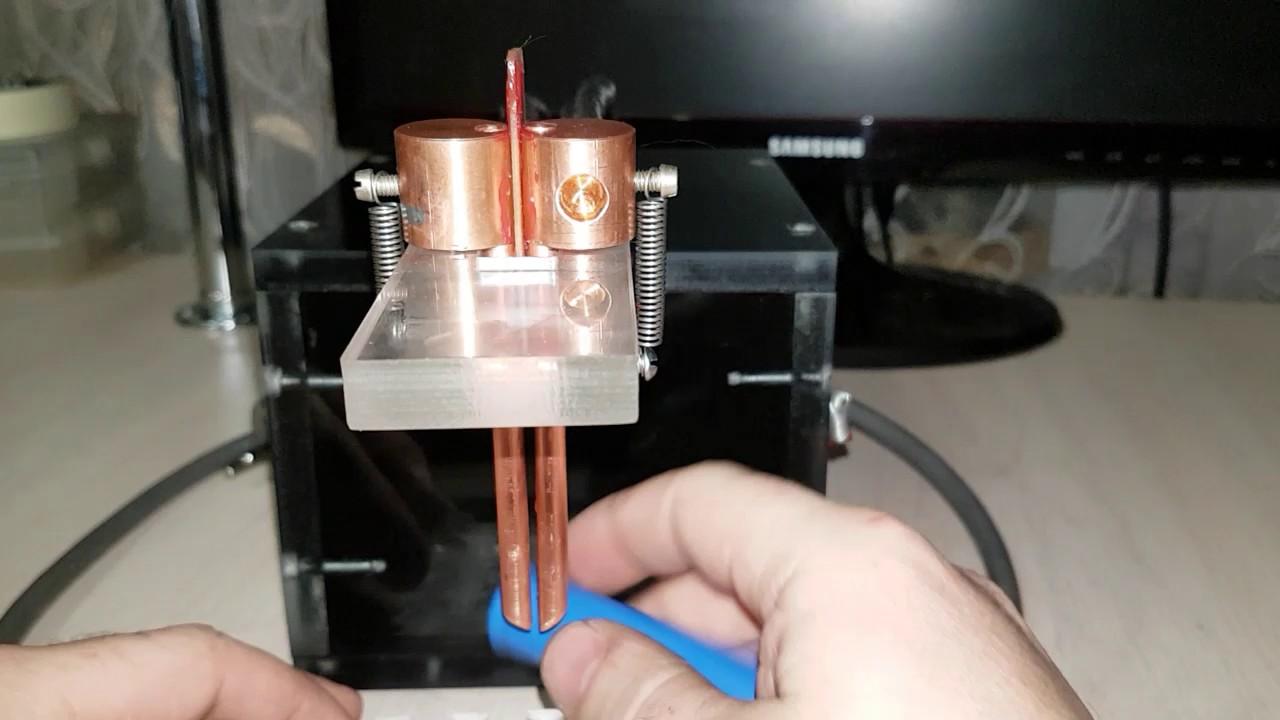
Кусок обычной доски, который вы только что обрезали до ширины 4-1/2″, можно разрезать на 3 части размером:
- 4″ x 4-1/2″
- 12″ x 4-1/2″ »
- 24″ x 4-1/2″
Другие 2 части общей доски должны иметь размеры:
- 12″ x 5-1/2″ (x 2 шт.)
Вы также
- 2″ x 2″ x 13-1/2″ (2 шт.)
- 2″ x 2″ x 4″ (2 шт.)
Это все древесина, которая понадобится для постройки корпуса.
Я использовал скругляющую фрезу 3/4 дюйма и фрезер, чтобы сгладить края и придать изделию более аккуратный вид. Примерно так он будет выглядеть в собранном виде.
Изображение с сайта Wonderhowto.com Вырежьте один из рычагов 2×2, и вы увидите, что это за позже Я нашел кусок лома, который можно использовать в качестве шаблона
Выемку можно вырезать ленточной пилой, пилой по дереву или любым другим другая пила, с которой можно проявить творческий подход. Я использовал лобзик, но не рекомендовал бы его как самый безопасный вариант. 0003
0003
В задней панели (4″ x 4-1/2″) также вырезаны отверстия для электрического выключателя освещения и выемка для силового кабеля.
Детали шлифуются, грунтуются и окрашиваются. Я решил покрасить его в черный и желтый цвета.
Когда я спас трансформатор микроволновой печи в этом предыдущем проекте, я сохранил некоторые другие компоненты, которые можно использовать для нашего аппарата точечной сварки:
- Шнур питания
- Дверная ручка
- Выключатель питания, с проводами и изолированными лепестковыми разъемами
изолированные лепестковые соединители
Помимо этого, вам понадобятся только следующие предметы:
- Простой выключатель освещения с лицевой панелью
- Медные выступающие клеммы, которые будут удерживаться (x 2)
- Винты с шестигранной головкой 1/4 дюйма (2 шт.)
- Маленькие гвозди (2 шт.)
- Длина сплошного медного провода (лучше 4AWG, но в этом проекте я использовал 6AWG)
Одножильный медный провод можно обрезать на отрезки длиной 1 дюйм, которые хорошо вписываются в клеммные наконечники.
Наконечники имеют механизм, который можно затянуть отверткой для надежного соединения с проводом. Чем плотнее, тем лучше.
Теперь, когда дерево покрашено, обработано и высушено (у меня на это ушло около 2 дней), можно собирать блок.
Задняя панель предназначена для выключателя света и шнура питания.
Перед тем, как прикрутить панель к основанию, убедитесь, что шнур вставлен первым. Толстый кусок на конце шнура препятствует тому, чтобы он протянулся через отверстие.
Пришло время добавить к основанию 2 опорных блока размером 2 x 2 x 4 дюйма. Прежде чем прикручивать их, убедитесь в правильности своих размеров.
Плавильный станок теперь можно поместить внутрь и, когда будет найдено подходящее место, прикрутить к основанию парой маленьких винтов
Теперь пришло время подключить электрическую систему
Запуск с проводом питания, входящим в корпус, я зачистил черный провод и прикрепил его к нижней клемме выключателя света.0003 Изображение с сайта Wonderhowto. com
com
Затем я подключил один из спасенных проводов к правой клемме трансформатора.
Изображение с сайта Wonderhowto.com
Затем зачистите другой конец и прикрепите его к верхней части выключателя света.
Изображение с сайта Wonderhowto.com
Электричество здесь почти закончено, но я хотел добавить еще один переключатель для безопасности и удобства, и вот тут-то и пригодится спасенный переключатель из микроволновки.0003 Изображение с сайта Wonderhowto.com
Два провода, прикрепленные к выключателю, можно обмотать изолентой, чтобы зафиксировать соединение и избежать поражения электрическим током.
Оба конца проводов зачищены, поэтому медный провод открыт.
Один провод соединяется с левой клеммой первичной обмотки плавильни, а другой провод соединяется с белым проводом силового кабеля, идущего обратно в дом.
Изображение с сайта wonderhowto.com
Электрическая система готова!
Боковые стороны можно прикрутить 6 шурупами с каждой стороны. Я использовал 2-дюймовые шурупы для дерева после того, как просверлил направляющие отверстия, чтобы убедиться, что древесина не раскололась.
Я использовал 2-дюймовые шурупы для дерева после того, как просверлил направляющие отверстия, чтобы убедиться, что древесина не раскололась.
Триггерный переключатель прикреплен рядом с кончиком верхнего рычага сварщика и под небольшим углом, чтобы его можно было легко нажать. Я обнаружил, что 2 маленьких гвоздя отлично удерживают его на месте
Оба рычага можно вставить в переднюю часть кожуха, и, если немного поразмыслить, можно просверлить отверстие в боковой части кожуха и в конце руки, чтобы при вставлении гвоздя он поворачивался.0003
Теперь вы понимаете, зачем нужна была выемка на руке.
Чтобы рука оставалась в вертикальном положении, я добавил пару винтов и резиновых лент, чтобы сохранить натяжение. Это также обеспечивает небольшое противодавление и стабилизацию при использовании сварочного аппарата.
Медные выступы могут быть добавлены к концам рычагов.
Я просверлил направляющие отверстия сверлом 3/16, затем закрепил выступы, вставив болты с шестигранной головкой сначала через отверстие в выступах, а затем через выступы на клеммах плавильного станка.
Один вверху и один внизу. Неважно, в какую сторону они идут, но я решил сделать свой верхний кабель на той же стороне, что и переключатель, потому что с ним было проще обращаться.
Если кончики электродов не выровнены идеально, их легко немного согнуть, пока они не выровняются.
Когда закончите, это должно выглядеть так.
Он будет работать только в том случае, если предохранительный выключатель на задней панели включен, и даже в этом случае питание не подается до тех пор, пока не будет нажат переключатель, управляемый большим пальцем.
Для использования поместите тонкие листы металла между наконечниками электродов, затем нажмите кнопку большим пальцем и удерживайте ее в течение 3-4 секунд. Мощный электрический ток, проходящий через металл, нагревает его до такой степени, что он сплавляется с другим листом. Вы можете убрать большой палец с переключателя и подождать, пока сварной шов не остынет достаточно, чтобы его можно было брать.
Сварка этих металлических шайб работала так хорошо, что я не мог сломать их вручную. Мне пришлось использовать 2 пары плоскогубцев, чтобы заставить их защелкнуться.
Мне пришлось использовать 2 пары плоскогубцев, чтобы заставить их защелкнуться.
Изображения с сайта wonderhowto.com
Когда кончики электродов, находящихся под напряжением, соприкасаются друг с другом, вы можете увидеть мощные искры.
Изображение с сайта Wonderhowto.com
Примечание. При сжигании оцинкованных металлов могут выделяться пары оксида цинка. Сварку следует проводить в хорошо проветриваемом помещении.
Держатели электродов удерживаются только гвоздями, поэтому, если удалить гвозди, можно снять держатели, чтобы увеличить радиус действия сварщика и получить доступ к сложным углам.
Они очень легко собираются вместе, а при необходимости резинку можно легко заменить.
Изображение с сайта Wonderhowto.com
Когда наконечники электродов израсходованы, можно легко открутить болт, удерживающий их на месте, и добавить новый кусок медной проволоки.
Медная проволока относительно дешева. Вы можете получить кусок 12-дюймового провода 4AWG примерно за доллар.