Самодельный инверторный сварочный аппарат: схема и сборка инверторной сварки
Содержание
Инверторный сварочный аппарат из старого телевизора
Главная
>
Сварочные аппараты
>
Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
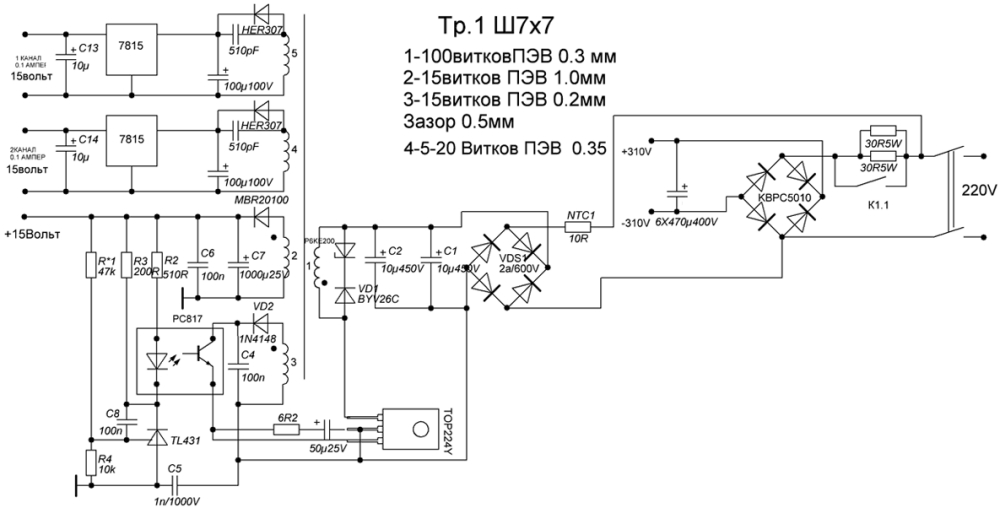
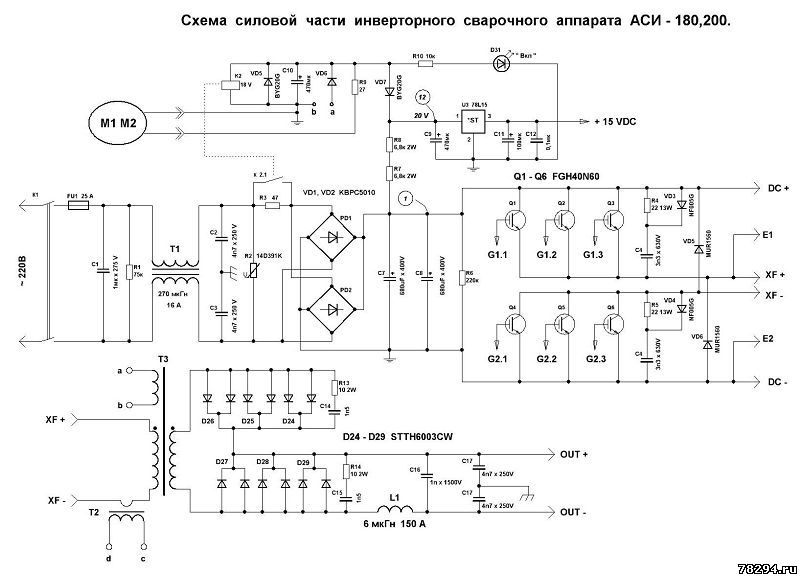
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40. ..130 ..130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
| Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1.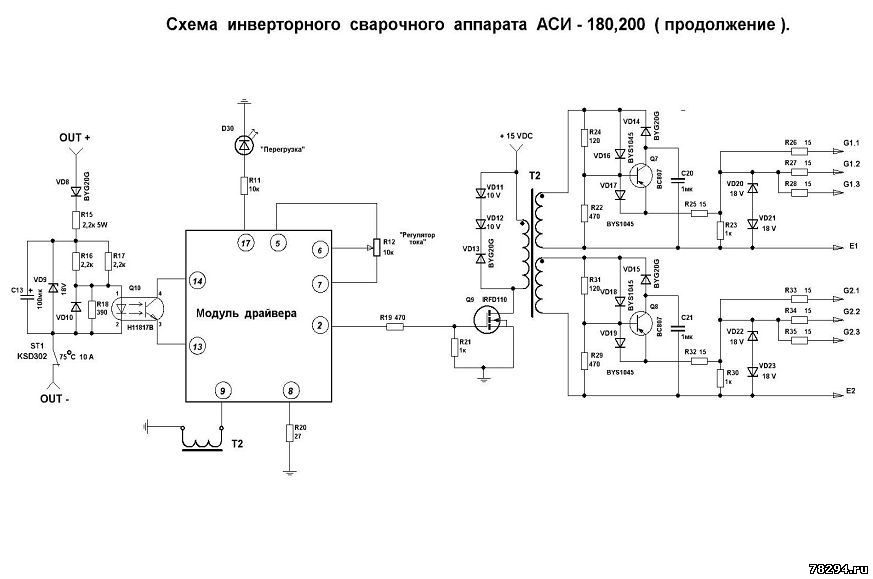 Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.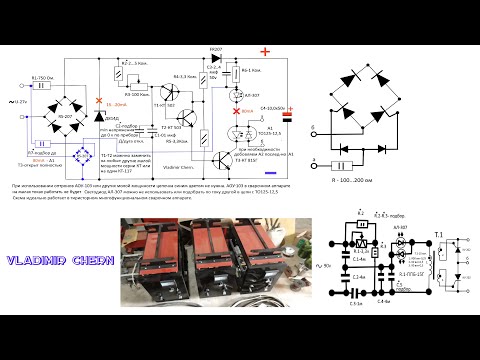
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.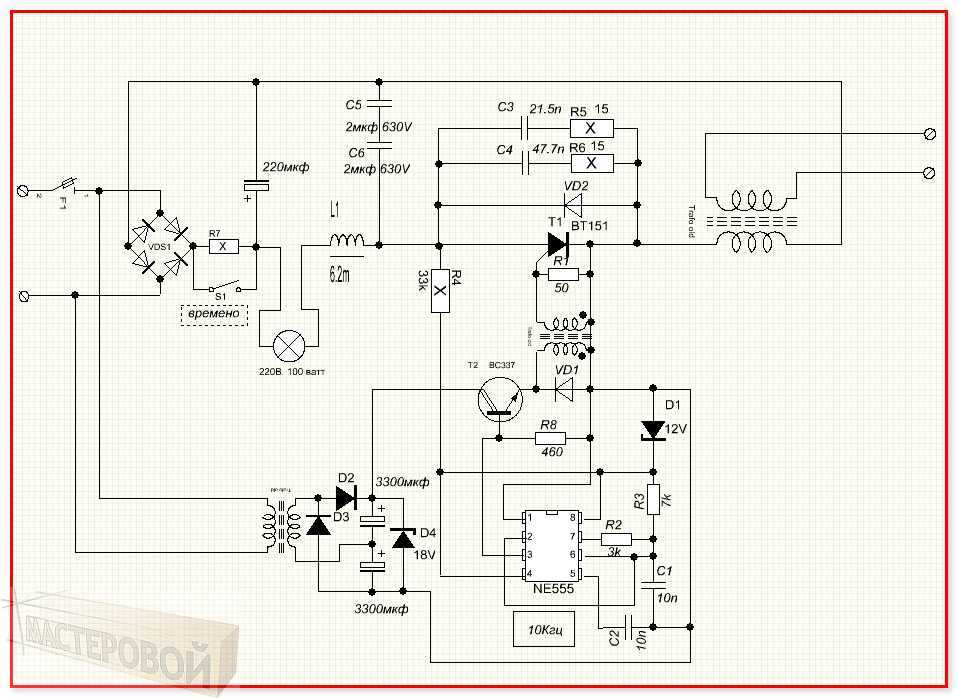
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1. ..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2. ..0,3 мм.
..0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
- Общие сведения о сварочном инверторе
- Назначение и особенности функционирования
- Принцип работы оборудования
- Изготовление резонансного инвертора
- Схема оборудования
- Предотвращение залипания электрода
- Простой сварочный прибор
- Схема и комплектующие
- Блок питания и силовая часть
- Инверторный блок и охлаждение
- Пайка, настройка и проверка работоспособности
- Простейшее инверторное устройство для сварки
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.

- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться.
 Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры. - Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена.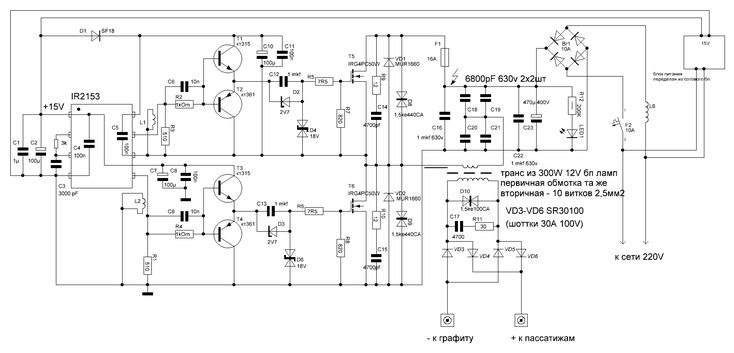 На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение.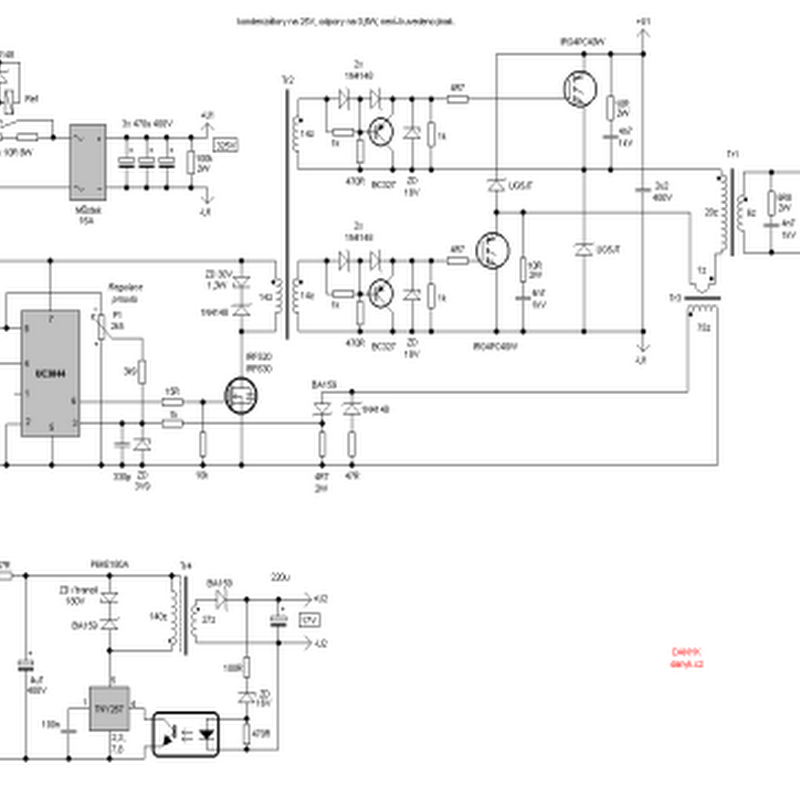 Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их.
 Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20). - Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора.
 При использовании напрямую существует вероятность взрыва!
При использовании напрямую существует вероятность взрыва! - При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
ᐈ Электросварочные инверторные аппараты · ♻️ GREENCUT
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Бесплатная доставка
Доставка в течение 2-4 рабочих дней
100% безопасный платеж
Поиск
Поиск
Ознакомьтесь с каталогом инверторных сварочных аппаратов, предлагаемых Greencut.
Категория
Сварочные аппараты МИГ
Дуговые сварщики ММА
Цвет
Цена
€50,00 — €99,99
€100,00 — €149,99
€150.00 — €199,99
€250.
 00 и выше
00 и выше
Фильтр пор
Категория
Сварочные аппараты МИГ
Дуговые сварщики ММА
Цвет
Цена
€50,00 — €99,99
€100,00 — €1490,99
€150,00 — €199,99
€250.
 00 и выше
00 и выше
7 шт.
Показывать
12
24
30
36
Все
на страницу
Цена от самой высокой к самой низкой
Цена от самой низкой до самой высокой
рекомендуемые
Новейший инвертор
против сварочного аппарата трансформатора лицом к лицу сравнение 2022
С другой стороны, инверторный сварочный источник питания появился в 1990-х годах, и сегодня он постепенно становится отраслевым стандартом. Итак, давайте обсудим различия инверторных и трансформаторных сварочных аппаратов, плюсы и минусы, а также то, в чем каждый тип сияет.
Быстрая навигация
- Как работают инверторные сварочные аппараты?
- Инверторная технология IGBT
- Преимущества инверторных сварочных аппаратов
- Основы трансформаторных сварочных аппаратов
- Преимущества трансформаторных сварочных аппаратов
- Инвертор против трансформатора сварщика Ultimate Breakdown
- Универсальность сварщика
- Эффективность сварщика
- Надежность и долговечность
- Стоимость
- Вес и транспорт
- Ресурсы
- .

Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000–100 000 Гц.
Электронные переключатели очень быстро включают и выключают питание (до 1 миллионной доли секунды) для выполнения преобразования.
В результате инверторный сварочный аппарат преобразует источник питания переменного тока в более низкое используемое выходное напряжение. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Таким образом, в инверторных устройствах для преобразования энергии используется ряд электронных компонентов. Напротив, обычные устройства на основе трансформатора зависят в первую очередь от большого трансформатора для регулирования напряжения.
IGBT Inverter Technology
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие коммутационные устройства, облегчающие регулирование напряжения.
Имейте в виду, что в некоторых инверторных машинах используется более старая технология MOSFET.
 Однако IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их более надежными и менее подверженными повреждениям или отказам.
Однако IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их более надежными и менее подверженными повреждениям или отказам.Вот почему инверторные сварочные аппараты с IGBT-транзисторами сегодня гораздо более распространены или являются отраслевым стандартом.
Технологическая схема однофазного инвертора IGBT
Преимущества инверторных сварочных аппаратов
Понимая, как они работают, мы уже видим некоторые преимущества инверторных аппаратов. Чаще всего речь идет о размерах и энергоэффективности, но не стоит забывать и о стабильной дуге, которую обеспечивает инверторная технология.
Размер и вес
Наиболее заметная разница между трансформаторными и инверторными сварочными аппаратами заключается в их размере и весе.
Инверторы значительно меньше и легче трансформаторных сварочных аппаратов, поскольку они используют много электронных компонентов вместо больших трансформаторов.
Таким образом, вы можете купить инверторные сварочные аппараты весом менее 20 фунтов, чтобы пристегнуть их к плечу и носить с собой по мастерской.

Между тем, трансформаторные сварочные аппараты могут весить более 70-80 фунтов, то есть их невозможно передвигать без сварочной тележки или встроенных колес.
Эффективность инвертора
Чтобы продемонстрировать разницу в эффективности, вы должны знать, что инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами, которые обычно предлагают 60%. Таким образом, инверторный сварочный аппарат потребляет больше энергии, что приводит к снижению счетов за электроэнергию на 10-15%.
Кроме того, эффективность инверторных сварочных аппаратов также продемонстрирована при более высоких рабочих циклах. Например, большинство инверторов рассчитаны на рабочий цикл 60 % при максимальном выходном напряжении, в то время как большинство сварочных трансформаторов предлагают 30 %. Таким образом, вы можете работать более продолжительное время, не дожидаясь охлаждения с инверторами.
Производительность и надежность инверторного сварочного аппарата
Производительность качественных инверторных сварочных аппаратов значительно выше по сравнению с обычными сварочными аппаратами, и разница заметна при сварке MMA (дуговая/стержневая).

В результате электродуговая сварка становится намного более управляемой, так как вы получаете более легкий запуск дуги и постоянную стабильность дуги.
Если вам интересно, почему, вы должны знать, что инверторные машины имеют более высокое напряжение холостого хода и обеспечивают такие функции, как горячий старт, защита от пригорания и форсирование дуги.
Эти преимущества заметны при сварке тонких материалов, где использование обычного сварочного аппарата, как известно, затруднено. Благодаря бесступенчатой регулировке силы тока и очень стабильной дуге выходная мощность может быть очень низкой, чтобы вы могли сваривать листовые металлы или секции труб с относительной легкостью и контролем.
Основы сварочных аппаратов-трансформеров
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Являясь рабочей лошадкой отрасли, эти сверхмощные машины требуют подключения к электросети и в основном используются для промышленных сварочных работ.
Сварочный источник питания трансформаторного типа преобразует электричество среднего напряжения и умеренного тока из сети 230 или 115 В переменного тока в источник питания высокого тока и низкого напряжения y . Чаще всего от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер.
Они достигли отличного сварочного и производственного бума после Второй мировой войны, а в период между 1930-ми и 1980-ми годами почти все дуговые сварочные аппараты были машинами на базе трансформаторов. Несмотря на то, что у них есть свои плюсы и минусы, если вы весь день свариваете мягкую сталь, вам не нужно смотреть дальше трансформаторного станка.
Преимущества трансформаторных сварочных аппаратов
Несмотря на то, что большинство аппаратов для дуговой сварки, произведенных в последние годы, являются инверторными, трансформаторы по-прежнему обладают уникальными преимуществами, которые делают их предпочтительными для некоторых сварщиков.
 В первую очередь речь идет о надежности, долговечности и области применения.
В первую очередь речь идет о надежности, долговечности и области применения.Надежность сварочного трансформатора
Вы должны знать, что трансформаторы — это надежные и прочные машины, рассчитанные на долгий срок службы.
Уже почти столетие трансформаторные сварочные аппараты доказывают свою надежность. Напротив, у инверторных машин была лишь часть этого времени — примерно 30 лет, плюс-минус. Кроме того, у первых инверторных сварочных аппаратов было много проблем с долговечностью, так как они много горели.
Несмотря на то, что сегодня инверторные и трансформаторные сварочные аппараты надежны, трансформаторы по-прежнему имеют преимущество.
Долговечность трансформатора
При обсуждении сварочных аппаратов одно из существенных различий между инверторами и трансформаторами заключается в долговечности.
Загрязняющие вещества в воздухе и высокая влажность могут серьезно повредить инверторные сварочные аппараты, что в конечном итоге приведет к преждевременному выходу из строя.

Несмотря на то, что производители стремятся сделать инверторные сварочные аппараты более стойкими, трансформаторные сварочные аппараты по-прежнему процветают.
Что означает долговечность трансформатора для сварщиков? Повышенная надежность означает, что вы можете использовать сварочный аппарат с трансформатором для сварки в пыльных и влажных условиях вне помещений. Таким образом, трансформаторный сварочный аппарат считается настоящей рабочей лошадкой в отрасли с более высокой выходной мощностью и долговечностью.
Сварочное оборудование
Трансформаторные сварочные аппараты нашли свое применение во многих отраслях промышленности и в сварочном сообществе. Однако даже сегодня они процветают в таких приложениях, как сварка трубопроводов, строительство или любые работы на строительных площадках.
Трансформаторные аппараты более чем подходят, если вы не используете несколько способов дуговой сварки, а один раз выполняете одну и ту же работу неоднократно.

Инвертор против трансформатора Welder Ultimate Breakdown
В то время как производители пытались создать совершенный сварочный аппарат, который бы сочетал в себе достоинства как инверторных сварочных аппаратов, так и трансформаторных аппаратов, эти усилия не увенчались успехом, поскольку конечный продукт был слишком сложным и дорогим. Так что на данный момент выбор все же стоит либо на инверторах, либо на трансформаторах.
Большинство специалистов по сварке считают, что ваш выбор должен основываться исключительно на ваших потребностях и личных предпочтениях. Тем не менее, выбор может быть сложным для новичка, и поэтому мы сделали окончательный анализ плюсов и минусов.
Универсальность сварочного аппарата
В отрасли электроники и программного обеспечения появилось множество обновлений и технологических достижений, позволяющих инверторным машинам точно настраивать параметры и идеально подстраиваться под ваши нужды.
В результате вы получаете непревзойденный контроль над своим инверторным сварочным аппаратом, повышая качество сварки и общую универсальность и производительность.
 Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.Однако сегодняшние потребности часто включают сварку «экзотических» металлов, для которых требуются другие методы дуговой сварки, такие как улучшенная импульсная дуговая сварка TIG, и именно здесь инверторные сварщики работают лучше всего.
С другой стороны, трансформаторные сварочные аппараты обычно обеспечивают более высокую производительность, что делает их более подходящими для значительно более толстых материалов. Тем не менее, поскольку мы в основном говорим о домашнем использовании, инверторный сварочный аппарат имеет преимущество с точки зрения универсальности.
Эффективность сварщика
Зная, что инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт, легко сказать, что инвертор более эффективен, чем трансформаторный сварочный аппарат. Кроме того, большинство инверторов поддерживают два напряжения, что означает, что вы можете использовать оба источника питания 110 В/220 В.

С момента своего создания инверторные сварочные аппараты были ограничены только питанием постоянного тока. Однако последние усовершенствования в мире сварки сделали их способными работать как с переменным, так и с постоянным током. Поэтому у вас получится довольно грамотный и производительный сварочный аппарат с инвертором.
Не поймите меня неправильно, вы все равно можете добиться приличных результатов с помощью высококачественного сварочного аппарата с трансформатором, но ваши сварочные работы могут быть намного проще с инверторным сварочным аппаратом. Кроме того, с инверторным сварочным аппаратом вы можете получить гораздо более высокие токи при заданном рабочем цикле. Например, большинство инверторов имеют номинальную максимальную мощность при рабочем цикле 60%, в то время как трансформаторы обычно ограничивают ее до 20-30%.
Надежность и долговечность
Если вы читали первую часть статьи, то понимаете, что трансформаторные сварочные аппараты имеют преимущество, когда речь идет о надежности и долговечности.
 Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.Между тем, последние инверторы довольно надежны, так как дефекты и сбои начала 1990-х устранены. Однако работа в пыльных, грязных и влажных условиях может привести к повреждению внутренних компонентов.
Так что, если ваши сварочные работы в основном связаны с гаражом или в помещении, инверторы отлично подойдут. Однако, если вам нужна рабочая лошадка, способная сваривать в более суровых условиях, вам следует остановить свой выбор на сварочном трансформаторе.
Затраты
Как и любая новая технология, инверторные сварочные аппараты были значительно дороже, когда они появились на рынке. Однако крупносерийное производство электроники сделало их намного дешевле и широко распространилось, поэтому первоначальная стоимость покупки инверторного и трансформаторного сварочных аппаратов сегодня одинакова.

Сварочный аппарат с инвертором снижает затраты на электроэнергию, а сварочный аппарат с трансформатором требует меньше затрат на техническое обслуживание по истечении гарантийного срока. Стоимость простоя является спорной, поскольку некоторые приложения могут повредить инверторный сварочный аппарат, но затраты на ремонт могут быть несколько выше.
Вес и транспортировка
Поскольку инверторы значительно легче и меньше, существует простое правило при рассмотрении веса и транспортировки. Если ваши проекты требуют от вас выполнения работы сварщиком, вам следует выбрать сварочный аппарат с трансформатором. Наоборот, вам следует выбрать инверторный сварочный аппарат, если вы получаете сварщика на работу.
Ресурсы:
- https://askforney.com/inverter-vs-transformer-welding-machines/
- https://www.thefabricator.com/thewelder/article/arcwelding/the-great-debate-transformers инверторы
- https://www.mig-welding.co.uk/forum/threads/inverter-vs-transformer.