Самодельный профилегиб пошаговая инструкция изготовления: Пин на доске работа с металом
Содержание
детали, конструктив, размеры и необходимые инструменты
[REQ_ERR: OPERATION_TIMEDOUT] [KTrafficClient] Something is wrong. Enable debug mode to see the reason.
Во сколько обойдётся самоделка? Не дешевле ли купить профилегиб в магазине?
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов. Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы. Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
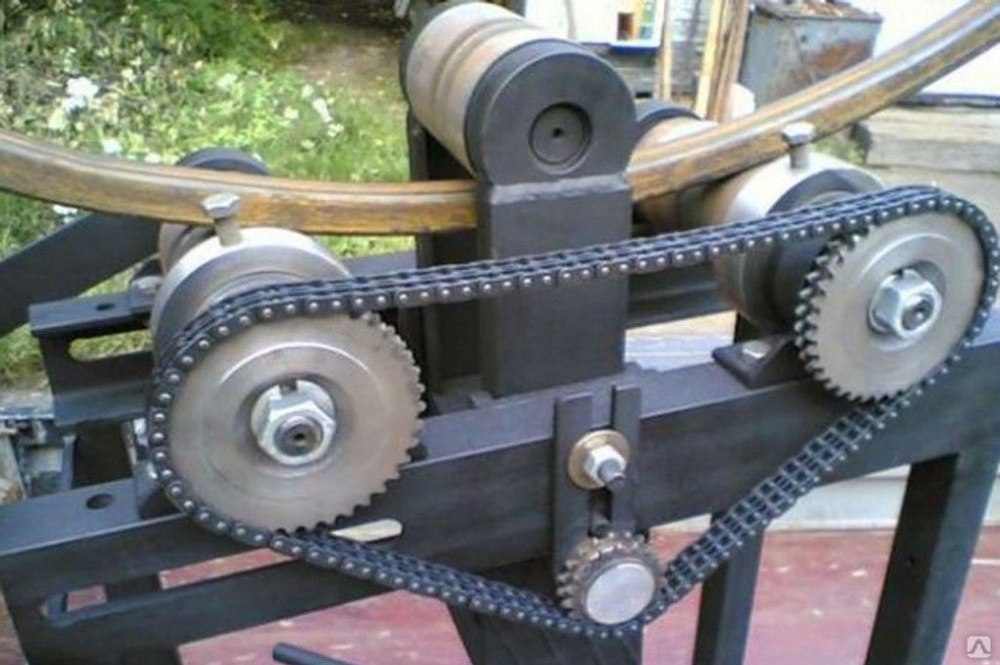
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см. Профилегиб-самоделка обошелся в 2 тыс.
Профилегиб-самоделка обошелся в 2 тыс.
Чертежи станков для работы с профнастилом
Подписывайтесь на наш Telegram канал Эксклюзивные посты каждую неделю. Теги профилегиб инструменты арматурогиб токарные работы сварочные работы сварочный инвертор болгарка отрезной станок своими руками. Проверьте свои знания Сможете ли вы купить хороший недострой? Семь водяных вопросов Что вы знаете о каркасниках? Сколько простоит ваш дом? Семь фундаментальных вопросов Какой у вас теплый пол? Смотреть все.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол. На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки. Нажмите, чтобы отменить ответ. Главная Содержание Калькуляторы. Заказать обратный звонок. Ваш e-mail:. Ваш вопрос:. Конструкция станка для производства профнастила. Содержание: Особенности и требования к материалу Разновидности конструкции и принцип работы Пошаговая инструкция по сборке станка дома Похожие статьи.
Содержание: Особенности и требования к материалу Разновидности конструкции и принцип работы Пошаговая инструкция по сборке станка дома Похожие статьи.
Станок для изготовления профлиста своими руками
Несложная кровля из профнастила своими руками. Сборка станка для гибки арматуры своими руками. Техника крепления саморезами профнастила к крыше.
Профнастил — наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Врезные и накладные замки на калитку из профнастила. Похожие записи: Несложная кровля из профнастила своими руками Сборка станка для гибки арматуры своими руками Техника крепления саморезами профнастила к крыше Врезные и накладные замки на калитку из профнастила. Добавить комментарий.
Популярные записи. Самостоятельная регулировка пластикового окна.
Недорогие и качественные станки для профнастила
Как и чем мыть натяжной потолок? Этапы ремонта в новостройке с нуля.
Маркировка и упаковка готовых листов в пленку. Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка.
Она не требует полного нагрева сырья в начале работы.
Автоматические и ручные станки по изготовлению профлистов
Благодаря специальным линиям — материал прокатывается и режется. Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. В соответствии со ступенями механизации станок для металлопрофиля различается:. Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве — то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских.
Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских.
Подготовка опор и стола для подачи заготовок
Производство доборных элементов также осуществляется на ручном оборудовании читайте: » Станок для профнастила ручной — технология изготовления «. На нем можно создать листы для стен, кровли и пола. Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы. Благодаря специальным линиям — материал прокатывается и режется.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. Передвижное оборудование используется для изготовления арочного профнастила.
Строим забор
Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве — то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками.
Общий | Бендер Hossfeld #2, идентификация или использование самодельных деталей | Практик-механик
всплескgtp
Пластик
#1
Здравствуйте, недавно приобрел трубогиб, в нем были некоторые самодельные детали и другие детали, изготовленные по индивидуальному заказу. Надеюсь, кто-нибудь подскажет мне их назначение.
Надеюсь, кто-нибудь подскажет мне их назначение.
У меня 4 50Б, 2 из них в ремонте (слева) и правый передний другой формы. Правая передняя модифицировалась из-за поломки, или она что-то не умеет с остальными?
У меня есть 2 30B, у 1 к каждому внешнему рычагу приварены плоские стержни. Какая от них польза?
Для чего будут использоваться все прокладки?
Что делают или куда идут другие детали с болтами?
Спасибо
Рис
Алмаз
#2
Очень часто 50бс используются для гибки других профилей, кроме угловых. Если профиль, который вы сгибаете, шире, вам нужно переместить 50b дальше внутрь, чем указано в руководстве, и имеющийся у вас удлиненный 50b будет поддерживать это — он мог использоваться для гибки чего-то вроде 3-дюймовой квадратной трубы.
При использовании 30b угол висит в пространстве и хочет повернуться, была добавлена плоская планка, чтобы что-то, не знаю что, не скручивалось во время изгиба.
Прокладки предназначены для использования с матрицей 51b2 для жесткой гибки кромок плоского проката. эта матрица находится внутри 50b, а прокладки предназначены для разной толщины плоского стержня, и при гибке разных радиусов вам нужны прокладки разной длины — для очень небольшого изгиба будет использоваться короткая прокладка, для очень малого радиуса потребуется длинная прокладка. . У меня есть стопка в два раза меньше, чем я сам сделал за эти годы для конкретных работ по изгибу кромок.
Странный самодельный штамп, я не уверен. Совпадают ли три отверстия на частях углового кронштейна с расстоянием и размером отверстий на основной раме или поворотной раме?
Я бы предположил, что это матрица, которая крепится поверх основной рамы, и эта маленькая круглая губа загибается под раму, и там была какая-то дополнительная круглая матрица, которая крепилась болтами на одном конце? Тем не менее, я должен был бы на самом деле поднести его к изгибу и посмотреть, что куда подходит, чтобы быть уверенным. Я подозреваю, что большие шайбы, похожие на штампы, каким-то образом идут с ним.
Я подозреваю, что большие шайбы, похожие на штампы, каким-то образом идут с ним.
всплескgtp
Пластик
#3
Спасибо за быстрый ответ. 2 внешних отверстия совпадают с рамой, среднее — нет. Я включил фото того, как это может идти, однако я не вижу никаких царапин, где болт был бы затянут на чем-либо. Более длинный кусок на оригинальных фотографиях я до сих пор не знаю.
Я нашел несколько старых рабочих заданий в шкафу, который был вместе с ним, и, похоже, это было с завода по производству конвейеров.
Я также не знаю, является ли дополнительный поворотный рычаг на 90 градусов заводским или изготовлен компанией, у которой он был. Он выглядит хорошо собранным, но не похоже, что он вышел из серийного производства. В него также вбиты деревянные блоки
Он выглядит хорошо собранным, но не похоже, что он вышел из серийного производства. В него также вбиты деревянные блоки
Грязь
Алмаз
#4
Этот рычаг 90° выглядит точно так же, как мой, мой поставлялся с этими блоками для защиты во время транспортировки.
Мне интересно, не являются ли эти неопознанные детали частью гидравлического навесного оборудования?
Рис
Алмаз
#5
Думаю Грязь правильная- монтажные пластины для гидроцилиндра.
всплескgtp
Пластик
#6
Просмотрев руководство по запчастям, я нашел то, что упустил в прошлые разы. Вы, ребята, правы! Это крепления гидравлического цилиндра H55 90 градусов «One Stroke», номер детали 49.285
Еще раз спасибо
Авангардная машина
Нержавеющая сталь
#7
да, однотактная поворотная рама на 180 изгибов с использованием гидроцилиндра, для которого предназначены пластины на поворотной раме.
У меня есть все настройки, но, честно говоря, я никогда не использую его и придерживаюсь ручной настройки для случайного дерьма типа «мастерской», которое мы здесь делаем.
удачи с новой игрушкой, она тебе понравится. Я использую свой почти каждый день и не могу жить без него теперь, когда он меня избаловал.
полностью, но если вы хотите продать один из ваших дополнительных 50b, мне было бы интересно, если да, напишите мне.
Грязь
Алмаз
#8
splashgtp сказал:
Просмотрев руководство по запчастям, я нашел то, что упустил в прошлые разы. Вы, ребята, правы! Это крепления гидравлического цилиндра H55 90 градусов «One Stroke», номер детали 49285
Еще раз спасибо
Нажмите, чтобы развернуть…
Я никогда не видел это полностью. У кого-нибудь есть фото?
Авангардная машина
Нержавеющая сталь
#9
на канале youtube hossfeld есть парень, демонстрирующий это в действии в одном из видео
Metalmaq объясняет три возможных решения для Z-образной гибки
Как мне согнуть Z-образный металлический лист?
Многие клиенты спрашивают нас о различных методах и системах, которые существуют для изготовления Z-образных изгибов с помощью листогибочного пресса и о том, какой тип гибочного инструмента необходим . В следующем посте мы увидим три основных метода , которые существуют, а также таблицу, которую всегда нужно учитывать. В конце все будет проиллюстрировано в обучающее видео , в котором вы можете увидеть три способа получения Z-образного изгиба металлического листа, мы надеемся, что оно будет вам очень полезно.
В следующем посте мы увидим три основных метода , которые существуют, а также таблицу, которую всегда нужно учитывать. В конце все будет проиллюстрировано в обучающее видео , в котором вы можете увидеть три способа получения Z-образного изгиба металлического листа, мы надеемся, что оно будет вам очень полезно.
- 1 Как согнуть Z-образный металлический лист?
- 2 Метод 1 – гибка за гибкой:
- 2.1 Традиционный метод
- 3 Способ 2: «полустандартные» инструменты 40.ZP + 40.ZD:
- 3.1 Z-образная гибка листового металла различных размеров
- 4 Способ 3: специальный инструмент мод. 30.05:
- 4.1 2 гибки листового металла за один проход листогибочного пресса
- 5 Учебное видео: Как сделать Z-образный сгиб
- 6 Таблица тоннажа для Z-гибки металлического листа
- 7 См. ЦЕНЫ на листогибочный инструмент и принадлежности.
Метод 1 – гибка за гибкой:
традиционный метод
Это традиционный метод, который заключается в гибке детали с помощью стандартного листогибочного штампа и штампа и , затем переверните его, чтобы согнуть другую сторону (см. видео в конце этого поста). Преимущество в том, что нет инвестиций в инструменты , но есть два недостатка; во-первых, это медленный процесс , а во-вторых, расстояние между изгибами (и, следовательно, внутреннее измерение «Z») определяется шириной штампа и обычно довольно велико, в зависимости от толщины материала для согнуть и использовать матрицу.
видео в конце этого поста). Преимущество в том, что нет инвестиций в инструменты , но есть два недостатка; во-первых, это медленный процесс , а во-вторых, расстояние между изгибами (и, следовательно, внутреннее измерение «Z») определяется шириной штампа и обычно довольно велико, в зависимости от толщины материала для согнуть и использовать матрицу.
После выполнения первого сгиба мы возвращаемся, чтобы представить металлический лист, чтобы приступить ко второму
Способ 2: «полустандартные» инструменты 40.ZP + 40.ZD:
Z-образная гибка металлического листа различных размеров
Таким способом мы ускоряем гибку , так как с одного спуска листогибочного пресса мы делаем обе гибки одновременно. «Полустандартный» метод позволяет нам менять внутренние вставки и делать разные размеры «Z» в зависимости от каждой детали. Единственным недостатком является то, что, будучи «заранее определенными» вставками, мы можем иметь небольшие отклонения в окончательном размере, поскольку они не изготавливаются по размеру для требуемого «Z».
Деталь «полустандартного» инструмента 40.ZP + 40.ZD с Z-образной вставкой
Способ 3: специальный инструмент мод. 30.05:
2 гибки листового металла за один проход листогибочного пресса
Этот последний метод самый надежный , так как он изготавливается полностью к спецификациям клиента и позволяет нам протестировать металлический лист клиента перед окончанием инструмента и иметь возможность проверить его результат. Это дает нам надежность 100 x 100 и, очевидно, повышение производительности за счет выполнения двух гибок за один проход листогибочного пресса . Это метод с самыми высокими затратами, так как производство совершенно специальное, сделанное на заказ, и, очевидно, его время доставки больше.
Деталь специального инструмента мод. 30.05
Учебное видео: Как сделать Z-образный сгиб
В следующем видео вы можете увидеть весь процесс с использованием трех методов изготовления Z-образного листогибочного пресса.