Сделать профилегиб своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Станок для гибки профиля, изготовление профилегиба электрического своими руками
Содержание
- 1 Работа профилегибочного станка
- 2 Изготовление профилегибочного станка
- 2.1 Подготовка материалов и узлов
- 2.2 Первоначальный этап работы
- 2.3 Последующий этап изготовления
- 2.4 Последний этап
- 3 Тонкости изготовления агрегата
- 4 Выбор формы рабочей поверхности ролика
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка
Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.

Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚. Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть. Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре. Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.

В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.

- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
Правила безопасности при использовании гибочного станка
Для чего используется гибка?
Что такое гибка металла и зачем она нужна? Начнем с того, что гибка металла представляет собой разновидность пластической деформации, которая необратимо и необратимо изменяет форму металлических профилей и листов. Среди различных форм и форм, в которые входит сталь, листовой металл является наиболее универсальным и простым в работе, что делает инструменты для гибки листового металла нашими самыми популярными продуктами. Другие формы металла включают трубы и профили, которые можно согнуть с помощью наших гибочных станков. Трубы, трубы и секции часто необходимо сгибать для использования в различных производственных целях, включая ворота, перила и сырье для других отраслей, таких как автомобильная или авиационная промышленность, системы вентиляции и электрические опоры. Кроме того, листовой металл обычно изгибают, чтобы увеличить его жесткость и прочность и изменить его внешний вид для конечного использования, обычно для гораздо более тяжелых применений, таких как грузовые суда, железнодорожные и автомобильные цистерны для жидкостей, ветряные башни и турбины, а также сосуды высокого давления.
Кроме того, листовой металл обычно изгибают, чтобы увеличить его жесткость и прочность и изменить его внешний вид для конечного использования, обычно для гораздо более тяжелых применений, таких как грузовые суда, железнодорожные и автомобильные цистерны для жидкостей, ветряные башни и турбины, а также сосуды высокого давления.
Как вы используете гибочный станок?
Перед гибкой и формовкой металла вы должны быть вооружены необходимыми инструкциями по работе с гибочными станками. Электрические соединения машины должны быть надежными и свободными от грязи или масла. Перед запуском проверьте уровни гидравлической жидкости и обратите внимание на разрывы, трещины и другие повреждения. При включении машины убедитесь, что в рабочей зоне нет лишнего персонала и оборудования, чтобы снизить риск несчастных случаев. Проанализируйте металл, который нужно согнуть, и выберите подходящий вариант гибки на панели управления.
Вставьте материал, который необходимо согнуть или прокатать, параллельно гибочному станку и при необходимости поддержите его, чтобы предотвратить опрокидывание станка. Убедитесь, что машина хорошо смазана перед каждым использованием, чтобы обеспечить бесперебойную работу и предотвратить повреждения или следы на роликах или материале. Наконец, нажмите кнопку «Пуск» на панели SEVEN CNC. Достаточные знания о том, как использовать гибочные машины, имеют решающее значение для бесперебойной и безопасной работы.
Убедитесь, что машина хорошо смазана перед каждым использованием, чтобы обеспечить бесперебойную работу и предотвратить повреждения или следы на роликах или материале. Наконец, нажмите кнопку «Пуск» на панели SEVEN CNC. Достаточные знания о том, как использовать гибочные машины, имеют решающее значение для бесперебойной и безопасной работы.
Какие существуют три типа трубогибов?
Существует три основных типа гибки труб: гибка прессом, гибка валком и гибка вращающимся вытягиванием. Другие формы не сильно отличаются от трех упомянутых здесь, а скорее являются их расширениями. Гибка прессом, как следует из названия, — это когда листогибочный пресс (обычно гидравлический) используется в сочетании с неподвижными опорами с другой стороны для изгиба трубы. Это самая простая и дешевая форма гибки труб, но она имеет низкую точность и воспроизводимость. Валковая гибка протягивает трубу через узлы, состоящие из трех или четырех валков, при этом изгибая ее. Это похоже на гибку прессом в том смысле, что они оба используют противоположные силы для придания формы трубе. Третьим и наиболее популярным типом является гибка Rotary Draw, в которой используется система с тремя штампами для придания формы трубам. Зажимная матрица этого трехвалкового гибочного станка удерживает трубу на месте, в то время как прижимная матрица и радиусная матрица придают трубе желаемый радиус, «обтягивая» трубу вокруг них либо с помощью электричества, либо гидравлически. Он не только дает точные и воспроизводимые результаты, но и делает это доступным способом. Тем не менее, вы должны знать о мерах предосторожности при работе с трубогибом, прежде чем приступить к работе, как будет обсуждаться позже.
Среди предлагаемых нами профилегибочных станков есть 3-валковая специальная серия (SB3S) для гибки профилей, включающая тринадцать различных моделей с рабочим объемом от 7 до 18000 см3 (от 0,4 до 1100 дюймов3). Чтобы связать это с типами гибки труб, о которых мы говорили ранее, в серии SB3S используется гибка вальцами. Эта линейка более мощная, чем любой из ее конкурентов на рынке, и использует передовую технологию в виде направляющих роликов с гидравлическим приводом, что еще больше отличает ее от других.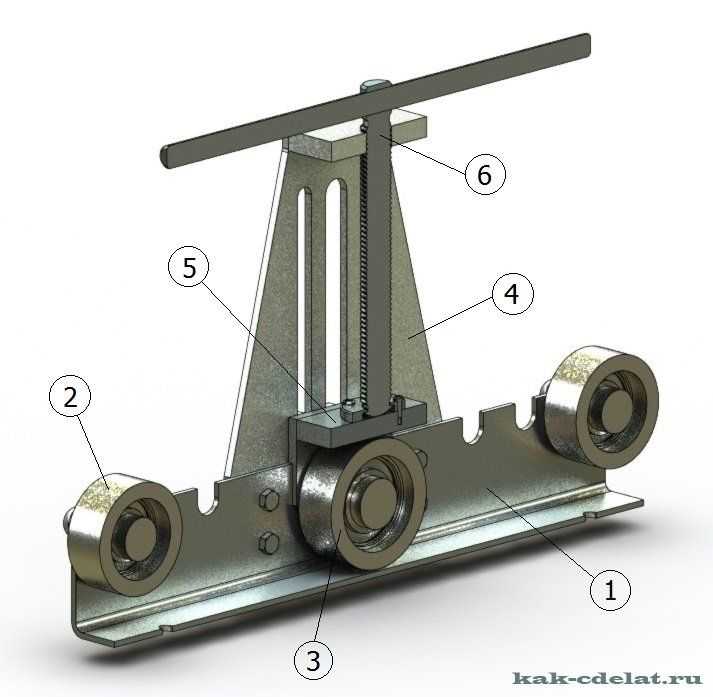 Направляющие валки в трехвалковых гибочных станках могут регулироваться независимо по трем осям: вокруг своей оси вращения, внутри и вне рамы станка, где они закреплены, и в плоскости прокатки. Мы также модифицируем эту серию в соответствии с требованиями наших клиентов, обеспечивая больший контроль над регулировкой валков.
Направляющие валки в трехвалковых гибочных станках могут регулироваться независимо по трем осям: вокруг своей оси вращения, внутри и вне рамы станка, где они закреплены, и в плоскости прокатки. Мы также модифицируем эту серию в соответствии с требованиями наших клиентов, обеспечивая больший контроль над регулировкой валков.
Какой тип машины используется для гибки листового металла?
Кроме того, листовой металл можно сгибать с помощью нашей серии PBX, PB3 и PB4. Оборудование для гибки листового металла этой серии является одним из самых универсальных и универсальных на рынке, включая самый прочный листогибочный станок на сегодняшний день. Серия PB4 оснащена ведущей на рынке технологией ЧПУ, что делает ее еще более точной и эффективной для воспроизводимых результатов. Поскольку безопасность является нашим главным приоритетом, мы сейчас обсудим 10 правил безопасности при гибке листового металла.
Какие меры предосторожности необходимы при работе с листовым металлом?
Как и любое производственное и вспомогательное оборудование, инструменты для гибки листового металла также должны пройти оценку риска. Учитывайте технику безопасности и общие правила безопасности при сгибании и растяжении, характерные для оборудования, которое вы будете использовать. В общем, всегда помните о следующих 10 правилах безопасности при гибке листового металла:
Учитывайте технику безопасности и общие правила безопасности при сгибании и растяжении, характерные для оборудования, которое вы будете использовать. В общем, всегда помните о следующих 10 правилах безопасности при гибке листового металла:
- Прежде всего, всегда надевайте соответствующие и полные средства индивидуальной защиты (СИЗ), прежде чем приближаться к гибочному оборудованию и работать с ним. Это включает, помимо прочего, защитные очки, защитные перчатки и рабочую обувь для предотвращения контакта и возможных травм, вызванных острыми металлическими краями. Также могут потребоваться каски сварщика, чтобы предотвратить попадание снарядов в лицо оператора.
- Перед тем, как приступить к работе с инструментом для гибки, прочтите и уясните его руководство по эксплуатации, сосредоточив внимание на функционировании и принципах работы станка. Эта предосторожность предотвращает несчастные случаи из-за отсутствия знаний о машине.
- Перед первым использованием станка каждый новый оператор должен пройти соответствующее обучение, предпочтительно под руководством опытного инженера, хорошо разбирающегося в мерах предосторожности при работе с гибочным станком.
 Кроме того, для поощрения обучения и ответственности операторов могут попросить рассмотреть и рекомендовать изменения в безопасных методах производства этого оборудования.
Кроме того, для поощрения обучения и ответственности операторов могут попросить рассмотреть и рекомендовать изменения в безопасных методах производства этого оборудования. - Правильно напиливайте металлические заусенцы и избегайте прикосновения к металлическим краям или порезам даже в перчатках.
- Влажным металлическим листам следует уделять особое внимание и обращаться с ними с максимальной осторожностью. Влага, смешанная с маслами и грязью, может привести к тому, что поверхности станут очень скользкими, что сделает их еще более трудными для захвата и более опасными для работы.
- Перед началом работы листовой металл должен быть размещен параллельно гибочному станку. Такое правильное размещение предотвратит контакт листа с оператором и позволит избежать травм.
- При работе в холодную погоду прогрейте машину перед использованием, чтобы обеспечить эффективность и снизить риск перегрузки машин.
 Это можно сделать, включив машину и дав ей поработать пустой, прежде чем вставлять какой-либо металл для гибки.
Это можно сделать, включив машину и дав ей поработать пустой, прежде чем вставлять какой-либо металл для гибки. - Рабочая поверхность должна быть чистой и не содержать металлических отходов. Внимание к тому, где находятся ваши руки во время работы, также имеет первостепенное значение для предотвращения несчастных случаев.
- Машины следует регулярно проверять перед каждой операцией, особенно перед первым запуском. Эти регулярные осмотры помогают поддерживать машину в предполагаемом и безопасном состоянии, позволяя работать с максимальной производительностью и эффективностью и снижая вероятность травм.
- В идеале оборудование для гибки металла должно быть автоматизировано и иметь дистанционное управление. Наши машины используют эту возможность, оснащенные беспроводными устройствами управления Bluetooth. Эти настраиваемые устройства дают оператору полный контроль, позволяя ему стоять на безопасном расстоянии и перемещаться вокруг машины для лучшего обзора.
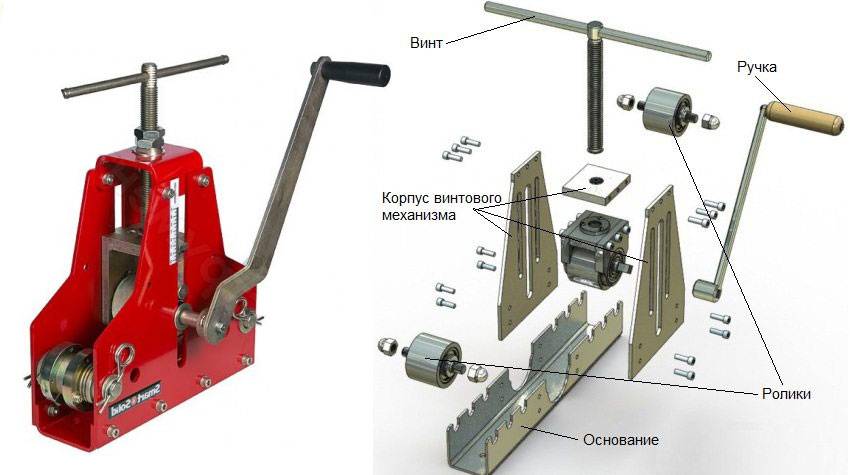
Рис. 3. Наше устройство управления Bluetooth, совместимое практически с любым металлогибочным станком на рынке
Какие меры предосторожности необходимы при изгибе трубы?
В дополнение к обсуждаемым мерам предосторожности при работе с листогибочным станком и трубогибочным станком следует также принимать во внимание меры предосторожности, связанные с гибкой труб. Наиболее распространенной и критической опасностью гибочного станка при работе с металлическими трубами является возможность порезов или разрывов. Поэтому прикосновения к поверхности пробирки в перчатках или без них следует избегать любой ценой. Другая возможность получения травмы может возникнуть из-за повышения температуры металла, с которым вы работаете. Эти температуры могут возникать из-за пламени открытого источника или нагревания металла из-за трансформации, которой он подвергается. Это особенно опасно, когда речь идет о трубках, поскольку они, как правило, удерживают больше тепловой энергии внутри своего металлического корпуса.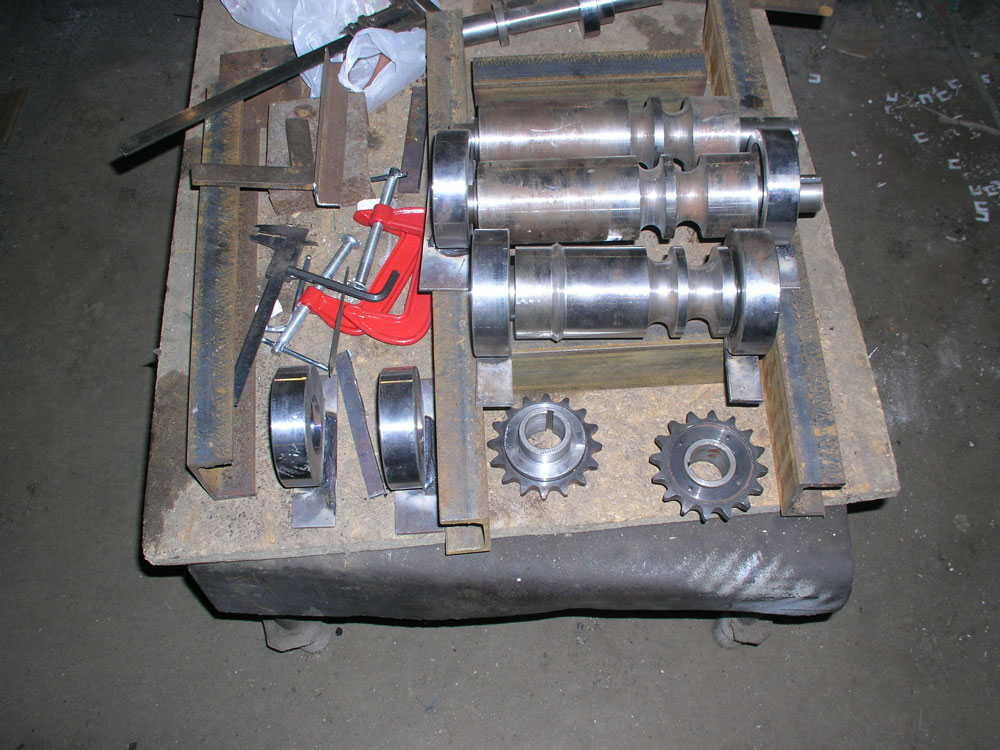 Прикосновение к горячим кускам металла или металлическим компонентам инструмента для гибки может привести к серьезным ожогам, поэтому его также следует избегать. Еще одна мера предосторожности при работе с трубогибом – мелкие частицы, которые могут попасть в дыхательные пути оператора. Чтобы этого не произошло, носите соответствующие СИЗ.
Прикосновение к горячим кускам металла или металлическим компонентам инструмента для гибки может привести к серьезным ожогам, поэтому его также следует избегать. Еще одна мера предосторожности при работе с трубогибом – мелкие частицы, которые могут попасть в дыхательные пути оператора. Чтобы этого не произошло, носите соответствующие СИЗ.
Автор: SweBend Team
Команда SweBend, состоящая из опытных инженеров-гибщиков и персонала с более чем 250-летним опытом работы в области гибки, готова решать самые передовые и технически сложные задачи по гибке.
Трубогиб для профильной трубы своими руками
При изготовлении конструкций, в которых используется металлический каркас, часто возникает необходимость согнуть металлическую трубу под определенным углом. Конструкции из трубы квадратного или прямоугольного сечения применяются при строительстве теплиц, производстве рекламных вывесок, козырьков над входными дверями, навесов и т. д. В любом из перечисленных изделий необходимо использовать изогнутую под определенным углом металлическую трубу. угол. Для этого вам понадобится трубогиб профильной трубы.
угол. Для этого вам понадобится трубогиб профильной трубы.
Конечно, при очень частом использовании этого механизма лучше приобрести заводской экземпляр. Но при одноразовом использовании можно сделать трубогиб для профильной трубы своими руками. Стоит такой заводской станок достаточно дорого, и при наличии необходимых навыков и желания его можно сделать своими руками.
Трубогиб для профильной трубы своими руками создается из запчастей от транспортной техники: автомобильной, мотоциклетной, велосипедной и ненужных материалов. А если подумать о конструкции, то качество гнутого изделия будет таким же, как и при работе с заводским механизмом. Единственное, в чем, скорее всего, проигрывают самодельные проги, так это в эстетике внешнего вида. Но так как машина предназначена только для работы, а не для демонстрации, не очень красивый внешний вид не должен стать помехой.
Для гибки трубы малого диаметра (до 2 см) можно применить простейший вариант конструкции гиба для профильной трубы, изготовленный своими руками из подручных материалов.
Для этого вам понадобится бетонная плита. Если его нет, то сделать такой фундамент несложно: в опалубку заливается бетонный раствор, после застывания плита готова к дальнейшим действиям. Он просверливает отверстия для швеллеров 7-10 см или дюймовыми стальными штифтами. Для основного изгиба штыри следует располагать на расстоянии около 5 см друг от друга. Также потребуется армировать пару таких по краям конструкции на расстоянии от основных. Разница в размерах должна быть на сечении трубы, и нам нужно дать небольшой запас композита на проплавление металла. Те. Последняя пара кольев служит не для придания формы заготовке, а для фиксации трубы.
Когда трубогиб для профильной трубы уже изготовлен своими руками, один конец трубы необходимо зафиксировать между концевыми кольями и наконечник медленно сгибается вручную из штифтов. Достигнув нужной формы, второй конец трубы также крепится между остальными последними шпильками. Затем для стабилизации результата желательно некоторое время приварить противоположную сторону металлическим стержнем.
