Схема аппарат сварочный: Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Содержание
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
- Особенности работы инвертора
- Сборка инвертора
- Схема инверторной сварки
- Поэтапное описание сборки
- Проверка работоспособности
- Как пользоваться аппаратом
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
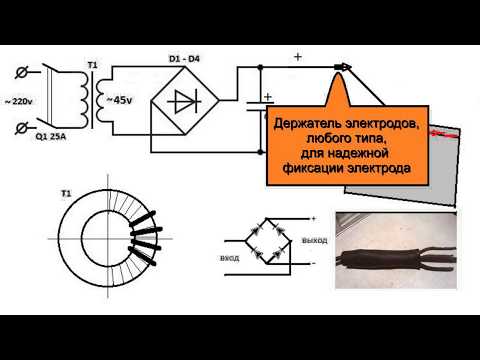
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
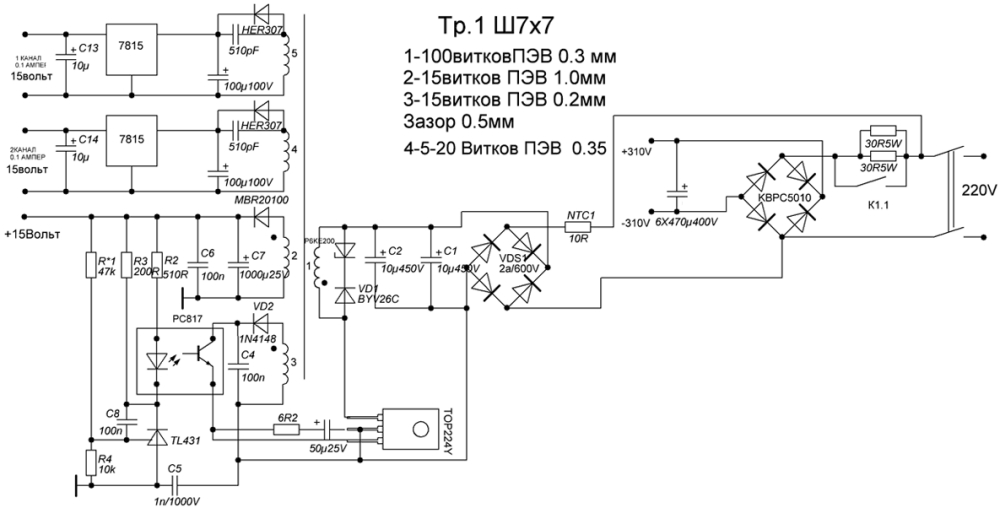
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку.![]() Конденсатор должен быть напряжением не менее 1000 В.
Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Электрическая принципиальная схема инверторного сварочного аппарата
Главная » Статьи » Электрическая принципиальная схема инверторного сварочного аппарата
Описание схемы сварочного инвертора
- 28 декабря
- 57 просмотров
- 18 рейтинг
Оглавление: [скрыть]
- Описание некоторых деталей схемы инвертора
- Некоторые конструкционные особенности бытового инвертора для сварки
- Коротко в итоге
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Особенно это касается случаев ремонта оборудования дома.
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент — ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
expertsvarki.ru
Какова схема сварочного аппарата – разбор в деталях
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа.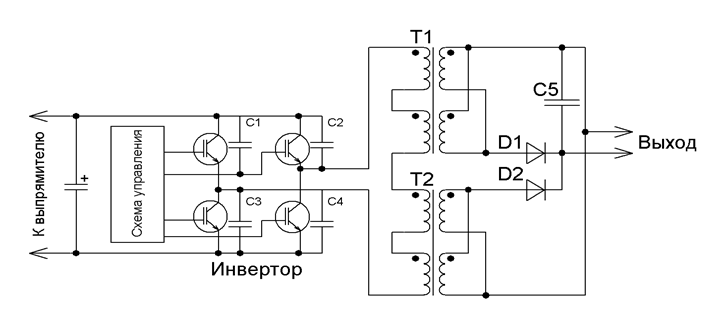 Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.

- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть).
 Он преобразовывается в постоянный.
Он преобразовывается в постоянный. - Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
tutmet.ru
Радиосхемы. — Инверторы сварочные
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160. …TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.
…TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех. обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
radio-uchebnik.ru
Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. Специалистом, который планирует использовать подобный агрегат, должна быть изучена принципиальная схема сварочного инвертора, чтобы иметь представление о его работе.
Существует много разных моделей таких инверторов, потому что каждый производитель старается создать такой агрегат, который способен выполнять все виды сварки с минимальными энергетическими потерями. Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Типы сварочных агрегатов
Данные инверторы применяются не только в промышленной сфере, но все больше их используют в быту. Если есть возможность, любой человек способен приобрести такое устройство и выполнять им сварку различной степени сложности. Он сможет:
- создавать металлические конструкции, сваривая места соединений,
- производить ремонт автомобиля,
- выполнять сваривание инженерных коммуникаций.
В данных устройствах используется широтно-импульсная модуляция. Если пользователь применяет дуговую ручную сварку ММА, то он может рассчитывать на высокие экономические показатели. Агрегат выгоден еще и тем, что он обладает сравнительно небольшим весом, так что сварщик способен свободно перемещать аппарат к месту проведения работ.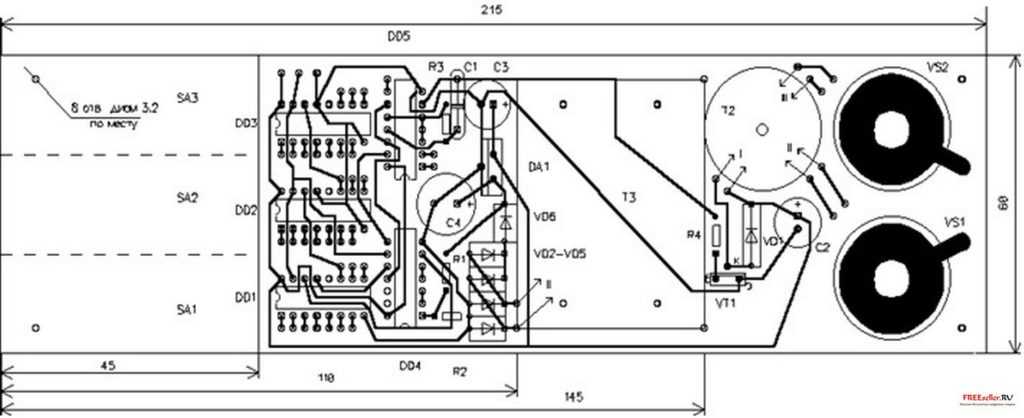
Для сварки алюминиевых конструкций применяется аргонодуговая сварка, причем используемый аппарат легко настраивается и регулируется для конкретных условий проведения работ. Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Полуавтоматические аппараты сконструированы таким образом, чтобы не происходило разбрызгивания металлов.
Особенности схемы
Стабильная работа дуги инверторных устройств создает оптимальные условия для выполнения качественной сварки. Когда работает плазменно-дуговая резка современного типа, то обеспечивается аккуратная и равномерная кромка.
Такая кромка соответствует эстетическим требованиям, и нет необходимости ее дополнительно обрабатывать. Существуют такие модели инверторов, которые автоматически ограничивают мощность, так что при грамотной настройке вы получите оптимальное качество соединения.
Инвертор имеет небольшие габариты, что позволяет свободно его транспортировать на разных видах транспорта.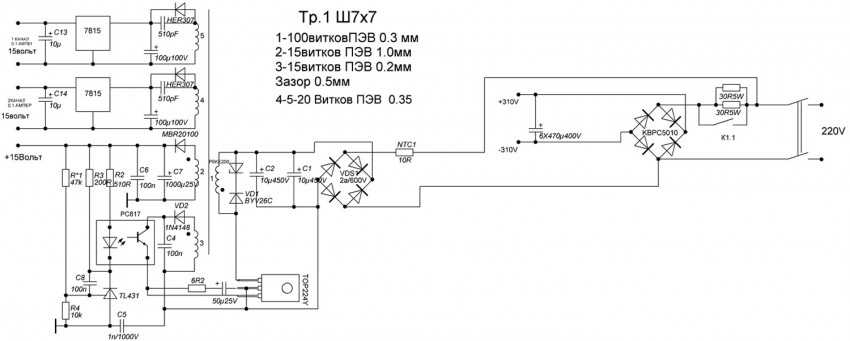 Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Схема сварочного агрегата
В инверторе основную роль выполняют транзисторы высокой частоты, так что входной ток коммутируется и обеспечивается необходимая мощность. На транзисторы электричество поступает после диодного моста, а когда ток выравнивается, то обеспечивается стабильное напряжение.
В качестве фильтрующего элемента применяется конденсатор с соответствующими параметрами. Нелинейная зарядная цепь, находящаяся в принципиальной схеме, создает условия для лимитирования электрического тока. В нелинейной цепи главные функции выполняют шунтирующий тиристор и сопротивление с такими параметрами, которые ограничивают ток.
Главная функция, которую выполняет принципиальная схема сварочного инвертора – это подача стабильного напряжения на транзисторный блок ИИСТ. Этот важнейший узел работает при частотном режиме 60-80 кГц, а значит, для обеспечения данной частоты необходим соответствующий трансформатор.
Преимущества инверторных аппаратов
Современные ИИСТ отличаются компактностью и стабильностью работы, так что пользователь может рассчитывать на постоянную мощность, которую при необходимости настраивают, на подходящий для выполнения конкретной работы режим.
Трансформаторные сварочные аппараты не всегда готовы обеспечивать стабильность, поэтому есть опасность получения швов низкого качества. Инверторные агрегаты обладают положительными качествами, которые подняли сварку на принципиально новый уровень.
Никакие внешние факторы не способны негативно сказаться на стабильном функционировании инверторного устройства. Если профессионально отнестись к настройке прибора, то есть все шансы для получения высокого качества. Все помехи оперативно устраняются, и инверторный прибор работает стабильно и эффективно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Принципиальная электрическая схема сварочного инвертора
Опубликовано: 10. 05.2017
05.2017
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Оглавление:
- Виды сварочных аппаратов
- Принципиальная схема аппаратов инверторного типа
- Отличия схемотехнических решений разных видов инверторов
- Возможные неисправности и способы их устранения
- Итог
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.

Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.

Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.

Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Сергей Одинцов
tweet
K3878 блок питания сварочный аппарат схема — novaso
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки.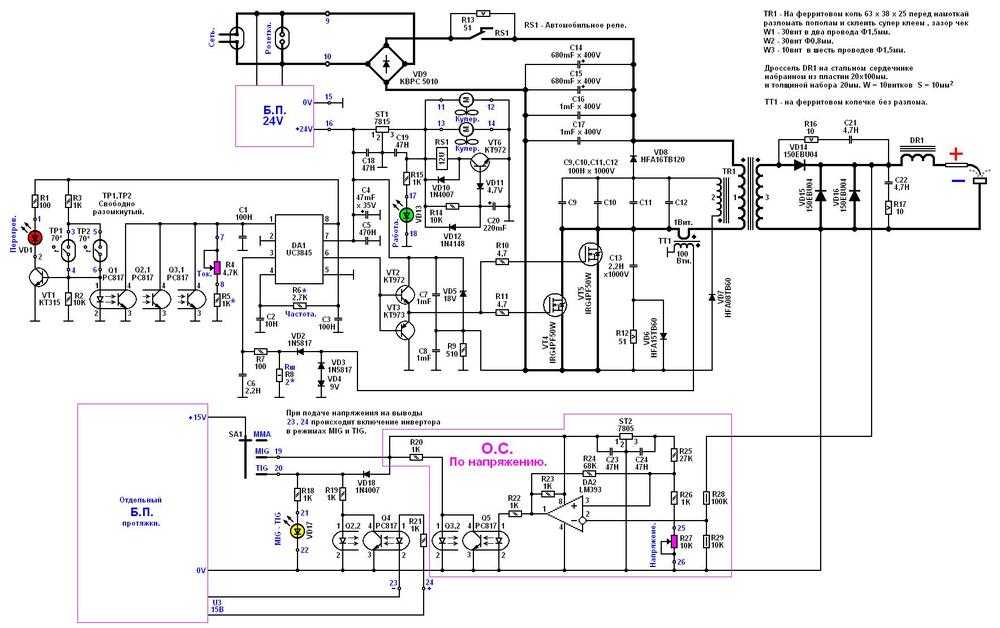 Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева.
 Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. - Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.

Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска.
 Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.

Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12.
 В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.

Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
одящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм.
Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя.
В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
tehnika.expert
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.

- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
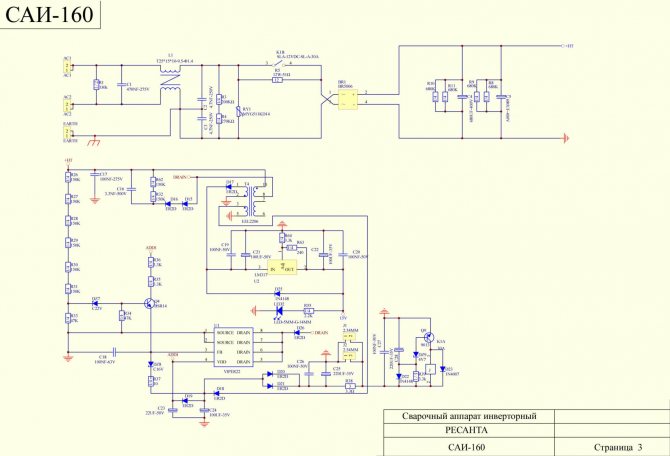
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.

- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Неисправности
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
- Выход из строя блока питания. перегрев. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии.
- Отсутствие индикации сеть. Проверьте подключение оборудования к сети и положение переключателя «Сеть».
- Оборудование не показывает полную мощность. Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить.
 Маленькое напряжение в сети, также может быть причиной выхода из строя.
Маленькое напряжение в сети, также может быть причиной выхода из строя. - Горит индикатор «Перегрев». Раскрутить корпус инвертора РЕСАНТА, проверить на наличие пыли в системе охлаждения. Если не помогло, то нужно обращаться в сервисный центр.
- Отключение вентилятора в системе охлаждения и отсутствие сигнала перегрева.
- При первом включении, индикаторы долго мигают. а при работе с аргоном наблюдается нестабильная дуга.
- Громкий щелчок и инвертор перестаёт работать. Нужно проверить регулируемые накладки и все реле, согласно схеме. Подгоревший конец в проводке, может быть причиной неисправности.
- Пробивает массу при включении. Проверьте провода на повреждения.
- Мигают два светодиода на лицевой стороне, а вентилятор дёргается им в такт. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения. Если при отключении кулера, переключается реле, то его нужно заменить.

- Мигают оба индикатора. срабатывает реле, включается вентилятор, но через 1 секунду инвертор выключается и повторяется процесс. Нужно проверить на схеме сопротивление R43 (12 В, 51 Ом), выходные транзисторы Q31-1, Q32-1, Q31-2, Q32-2 и диод D14.
- Ручка настрой силы тока. со временем разбалтывается и крутится слишком легко.
- Материал, из которого сделан вентилятор слишком слабый и от попадания маленькой веточки лопается на маленькие детали.
- Провод не предназначен для работы при минусовой температуре, трескается оплётка.
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.

После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220. Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре. Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D. Проблема оказалась до абсурда смешной))) Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов. Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом. Такая вот история)))
Новичок Сообщения: 11
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума Сообщения: 3817
С чего начинать?
Как с чего. С азов .
С азов .
Участник Сообщения: 162
Резюк софтстарта посмотри
Новичок Сообщения: 13
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Модератор
Сообщения: 4569
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом. Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума Сообщения: 4937
sofrina
. дату не видел?
Модератор
Сообщения: 4569
sofrina
. дату не видел?
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете
начинать темы Вы
не можете
отвечать на сообщения Вы
не можете
редактировать свои сообщения Вы
не можете
удалять свои сообщения Вы
не можете
голосовать в опросах Вы
не можете
добавлять файлы Вы
можете
скачивать файлы
решил сваять осциллятор к инвертору, увидел ролик https://www. youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
Доброго времени суток всем! Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним. Подключил его к компьютерному БП,но БП и сам не включился. Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе. Собственно зачем сюда обратился? Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки? Сам аппарат собственно.
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала.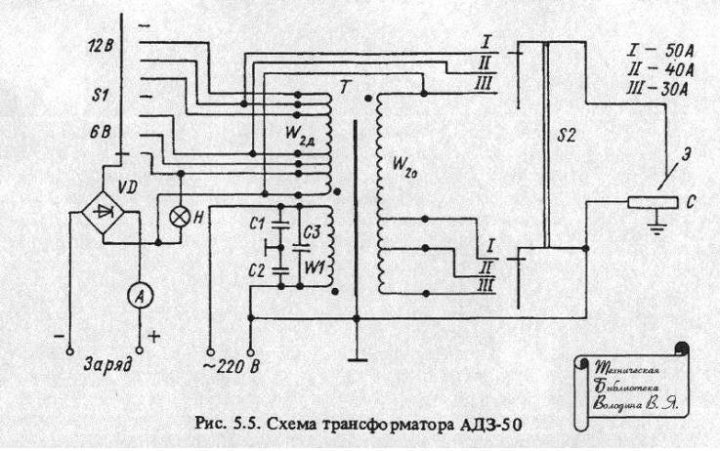 Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте. Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами: 1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то 3) Откуда брать эффективную проницаемость? 4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин? И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел. Заранее благодарю.
Добрый день форумчане! Для тестирования солнечных инверторов после ремонта необходим эмулятор стринга солнечных панелей Выходное напряжение эмулятора 450V ток 3-4 А Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt напрашивается вариант повышающего импульсного препразователя DC/DC Прошу о помощи тк не радиолюбитель
@Borodach Ещё следует подчеркнуть форму сигнала на котором производятся измерения (синусе или импульсе) и его частота.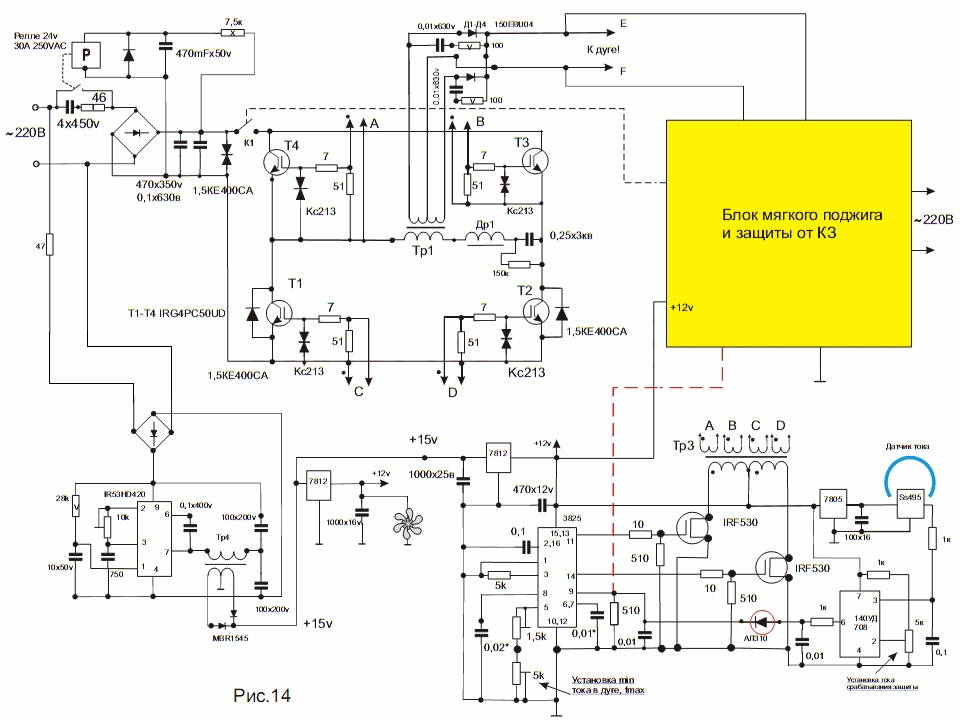 Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Да. 494 по сложнее. У меня осталось 9шт. IR2153. Такой блок на ламповый усь даже не знаю. Фонит сильно. Генерация идёт на полную мощность,от этого и фон. Как её ослабить я н6е знаю. Может резисторы на затворах поменять? Сейчас стоят на 27 Ом. Увеличить сопротивление,что это даст? Так-то по хорошему нужна обратная связь.но как её сделать?
@Mayder Ну в принципе можно будет поставить n канальный после резистора 0,05 Ом. переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
Ресанта — 220 ремонт инвертора.
Ресанта — 220 .
Поступил в сервис к нам, сварочный инвертор Ресанта — 220. Аппарат не включался. Раскрываем корпус аппарата просматриваем его. Проверяем входные транзисторы, по высокой цепи управления, так же проверяем диоды, сопротивления, кондёры, связанные с этой цепью. В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
studvesna73.ru
Опишу свой первый опыт ремонта инверторов. Как-то осенью достались по дешёвке ($10 за каждый) два горелых аппарата белорусской торговой марки WATT MMA-201.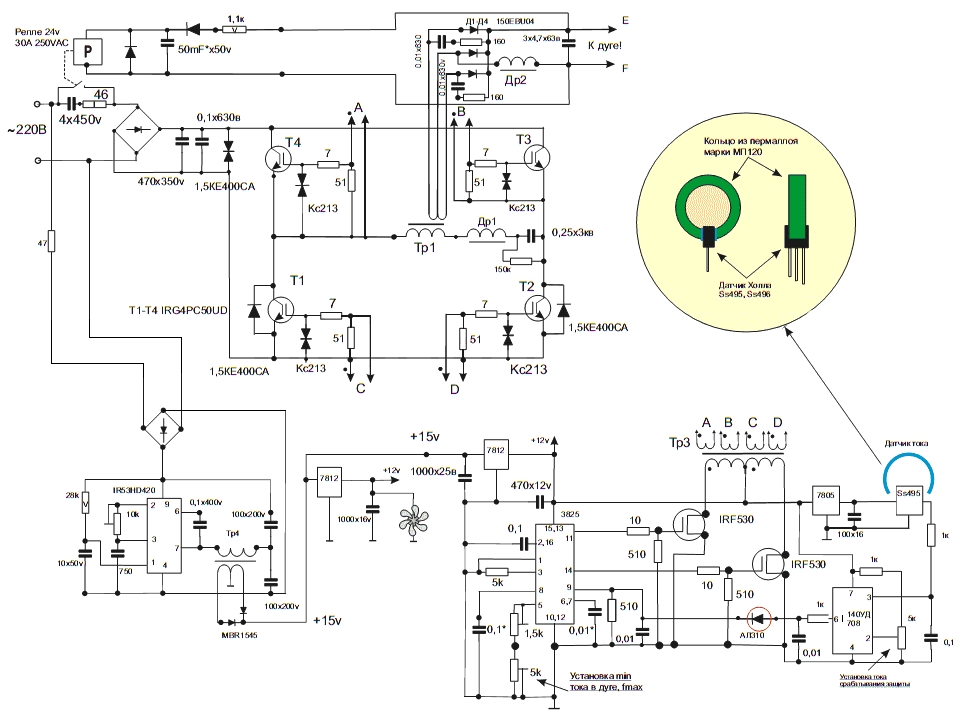 И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
Речь будем вести про аппараты, примерно аналогичные Телвин Техника 164, Штурм-Энергомаш и наверное ещё каким-нибудь.
Для начала прозвонил простым стрелочным прибором некоторые элементы сварочников. На одном из них никаких пробоев, кз и прочих бед обнаружено не было, на другом накоротко звонилось следующее:
[
]()
Однако это я делал ещё вслепую, т. е. без схем и прочего. Когда же информация была на руках стало ясно, что конденсаторы и диоды могут звониться накоротко из-за выхода из строя транзисторов. Что впоследствии и подтвердилось. После выпаивания пробитых транзисторов и подачи нужного напряжения на реле, аппарат ожил. Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Описываю так подробно, вдруг кому-то из таких-же новичков, как я, пригодится. Попутно хотел бы спросить, можно ли оставить на плате МЛТ-2 вместо штатных, будет ли долгим их век?? Кроме того интересует, от чего могли сдохнуть три транзистора (марка FGh50N60UFD) при исправных управляющих ключах, чем их можно безболезненно заменить, нормально ли, что другие транзисторы прни этом остались целы?? Может у кого-то имеются наработки по улучшению таких аппаратов? Буду благодарен за любую информацию, так как вкус к предмету появился неслабый.
www.mastergrad.com
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.

- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.

- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
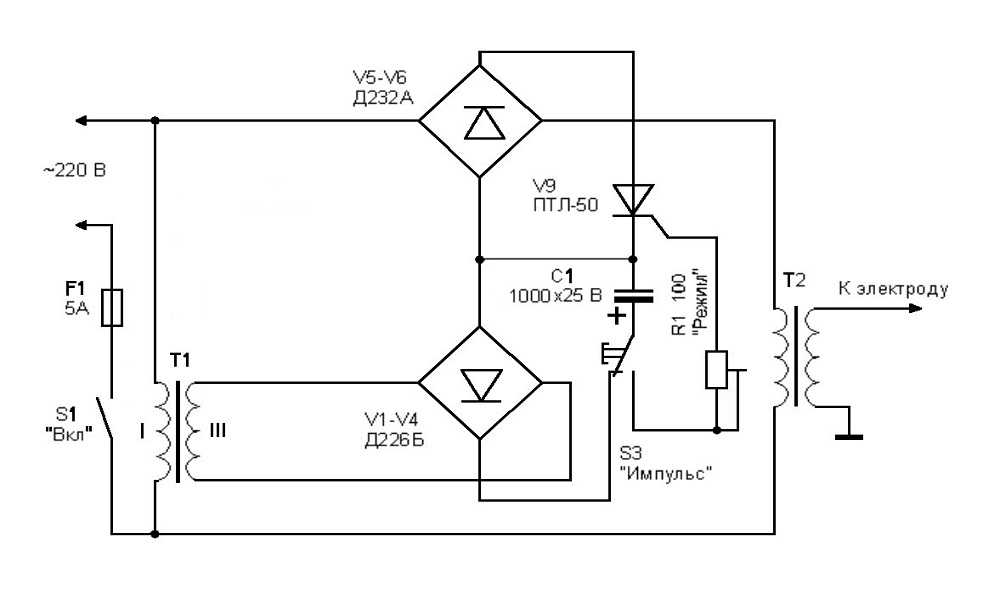
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Сварочные инверторы
Схема сварочного инвертора и дополнительная информация
главная » ОБОРУДОВАНИЕ » Инвертор
Инвертор
На чтение 5 мин
Содержание
- Принципиальная схема сварочного аппарата
- Конструкция сварочного инвертора
- Процессы в электрической схеме
- Защитные элементы в системе
- Достоинства и недостатки оборудования
- Принципы сборки инвертора
Схема сварочного инвертора имеет ряд важных отличий от таковой у устаревшего образца – трансформаторного аппарата.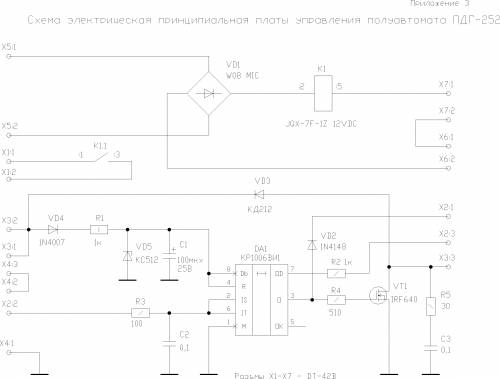 Ранее в основе прибора лежало понижающее устройство, делающее его габаритным и тяжелым. Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Ранее в основе прибора лежало понижающее устройство, делающее его габаритным и тяжелым. Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Разбирающийся в электросхемах сварщик может собрать аппарат самостоятельно.
Принципиальная схема сварочного аппарата
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы – дроссель L2 – делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
Как должна выглядеть электрическая цепь, можно увидеть на фото.
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.
Процессы в электрической схеме
Сварочный аппарат должен вырабатывать ток высокой силы, помогающий удерживать дугу.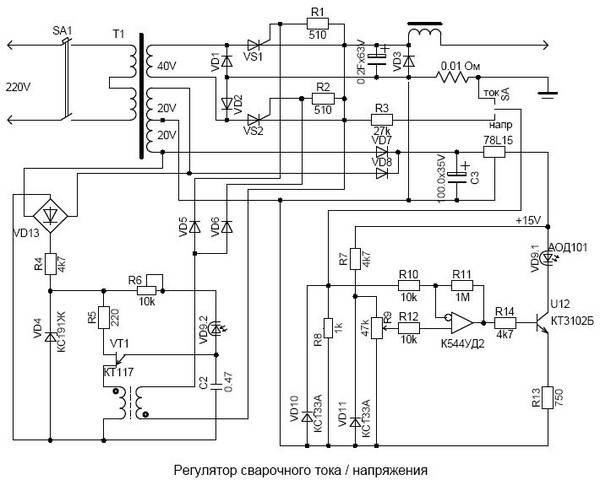 Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Принцип действия электрической схемы сварочного инвертора:
- Переменный электроток попадает в преобразователь. Здесь он превращается в постоянный и подвергается обработке, помогающей сгладить перепады напряжения. Для этого используется выходной выпрямитель.
- Постоянный электроток попадает в инвертор, где преобразуется в переменный. На этом же этапе наблюдается повышение частоты.
- На последнем этапе задействуется трансформатор, снижающий напряжение, сохраняя при этом силу и частоту тока. Это способствует усилению мощности электрической дуги.
Защитные элементы в системе
Для предотвращения выхода из строя основных компонентов оборудования используют такие средства:
- Радиаторы. Устанавливаются рядом с выпрямителем для снижения риска перегрева этой детали.
- Термореле. Размещается на диодном мосту. Предохранитель прекращает подачу электрической энергии при нагреве узла до +80…+90 °С.

- Электромагнитный фильтр. Используется для отсеивания высокочастотных помех, возникающих при работе сварочного агрегата. В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов.
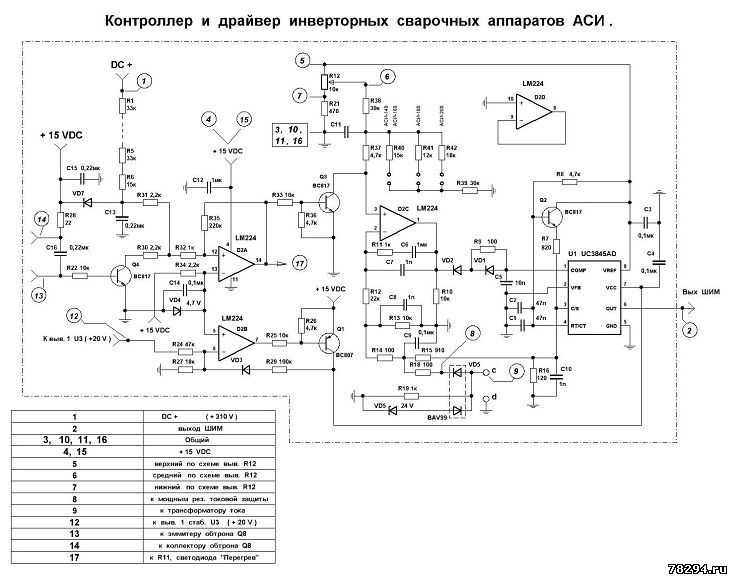 Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов. - Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.
Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.
Принципы сборки инвертора
Процесс создания сварочного аппарата своими руками включает следующие этапы:
- Сборка корпуса.
 Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм.
Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм. - Подготовка основания. Для установки трансформатора и других компонентов электрической цепи применяют лист гетинакса толщиной более 5 мм. Блоки удерживаются на основании за счет скоб. Крепежные элементы изготавливают из медной проволоки сечением 3 мм.
- Создание печатной платы. Деталь изготавливают из фольгированного текстолита толщиной 1 мм. При установке магнитопроводов необходимо оставлять достаточное расстояние – это обеспечивает циркуляцию воздуха, препятствующую перегреву.
- Установка контроллера. Этот элемент используется для управления инвертором, поддержания тока стабильной силы. От контроллера зависит напряжение подаваемого электричества.
Для удобства пользования аппарат снабжают управляющим блоком.
Он может иметь вид кнопки включения, ручки регулировки параметров, сигнального диода или зажима для кабеля.
| Файл | Краткое описание | Размер |
Страницы >>> [17] [16] | ||
| TELWIN141.pdf |
| 2.56 Mb |
| GYSMI161.pdf |
| 367 kb |
| 4000top.djvu |
| 55.6 kb |
| TELWIN_Tecnica_144_v_kartinkah.pdf |
| 4.33 Mb |
| prestige144.djvu |
| 507 Kb |
| sai200.djvu |
| 383 Kb |
| inverter3200.djvu |
| 318 Kb |
| deca_mos_168.djvu |
| 383 Kb |
| B31-5A.gif |
| 980 Kb |
| instructions.rar service-doc.rar |
| 1.11 Mb605 Kb |
| telwin_140.pdf |
| 48.2 Kb |
| Privod_EPU1-1.djvu |
| 2.82 Mb |
| mip200_300.pdf |
| 353 Кb |
| vduch450.djvu |
| 194 Кb |
| ospz-2m.djvu |
| 1.02 Mb |
| rks14.pdf |
| 356 Kb |
| rus2004.djvu |
| 114 Kb |
| mtr1201.djvu |
| 211 Kb |
| rks502.djvu |
| 255 Kb |
| pa-107.zip |
| 754 Kb |
Страницы >>> [17] [16] | ||


 Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Схема
. Выбор сварочного оборудования
Старый трансформаторный сварочный аппарат от современного инверторного аппарата отличается достаточно сильно. Второй вариант более компактный, и его использование в быту довольно простое. Ток в системе всегда стабилен, наблюдаются колебания напряжения. Все это позволяет очень комфортно проводить сварочные работы. Кроме того, нет сетевых помех.
Постоянный сварочный ток позволяет работать даже с нержавеющей сталью. Процесс регулировки осуществляется достаточно плавно. Металл при сварке сильно не разбрызгивается. Во многом это было достигнуто за счет низкой пульсации. Большинство моделей сварочных инверторов оснащены надежной системой безопасности. В этом случае это позволяет избежать коротких замыканий. Кроме того, во время работы электрод не будет липким. Это зависит исключительно от стабилизации дуги. КПД сварочного инвертора составляет 80 %. Энергопотребление у многих моделей незначительное. Можно использовать обычную бытовую сеть.
Это зависит исключительно от стабилизации дуги. КПД сварочного инвертора составляет 80 %. Энергопотребление у многих моделей незначительное. Можно использовать обычную бытовую сеть.
Как сделать сварочный инвертор?
Инверторный сварочный аппарат своими руками можно сделать. Вам нужно будет получить фильтр помех и сетевой выпрямитель. Для системы охлаждения используют обычный кулер. Вам также потребуется датчик тока и понижающий трансформатор. За переменный ток отвечает сетевой выпрямитель, сварочный инвертор. Его преобразование происходит диодным методом.
Кроме того, в этом процессе участвовали конденсаторы. При этом переменный ток с высокой частотой становится постоянным. Заглушив фильтр в устройстве следит за питанием. Чтобы инверторный сварочный аппарат своими руками сделать правильно, выходные выпрямители должны в итоге стабилизировать переменный ток. Однако они должны открываться и быстро закрываться.
Рекомендуем
Наиболее эффективные методы проращивания семян
Несмотря на то, что рассадный метод в овощеводстве является очень трудоемким процессом, его использует большинство огородников. Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Краска световозвращающая. Область применения
Когда автомобили стали заполнять дороги, их популярность стала набирать светоотражающая краска. Благодаря этой краске, как водителям, так и пешеходам становится намного легче избежать ДТП в тёмное время суток. Назначение краски Светоотражающая краска – лакокрасочный материал,…
Как сделать значок своими руками — варианты изготовления (простые и сложные)
В советское время многие собирали значки, эмблемы, вымпелы. Достать их было непросто. А сегодня, благодаря технологиям, их можно изготовить самостоятельно. Зная, как сделать икону своими руками, можно и сделать оригинальные подарки друзьям, и сделать…
Ассортимент качественной техники
Чтобы выбрать хороший инверторный сварочный аппарат, в первую очередь стоит обратить внимание на мощность устройство. В среднем этот показатель составляет около 8 кВт. Параметр сварочного тока должен быть не ниже 200 А. В свою очередь приветствуется напряжение 220В. Диаметры сварочных электродов различные. В этом плане производители выпускают разные модели. Минимальный диаметр электрода должен быть не более 1,6 мм. В этом случае вы можете рассчитывать на выполнение любых тонких сварочных операций, требующих точности. Во всех остальных случаях можно смело использовать электроды до 4 мм.
Параметр сварочного тока должен быть не ниже 200 А. В свою очередь приветствуется напряжение 220В. Диаметры сварочных электродов различные. В этом плане производители выпускают разные модели. Минимальный диаметр электрода должен быть не более 1,6 мм. В этом случае вы можете рассчитывать на выполнение любых тонких сварочных операций, требующих точности. Во всех остальных случаях можно смело использовать электроды до 4 мм.
Компактный сварочный инвертор также играет важную роль. В целом многие модели выглядят маленькими, но их вес сильно отличается. Средние габариты сварочного инвертора следующие: длина 320 мм, ширина — 210 мм, высота — 200 мм. масса модели не должна превышать 7 кг. сварочный ток обычно находится в пределах от 10 до 200 А. В последнюю очередь необходимо оценить устройство управления. Регулятор мощности должен находиться в удобном месте. В этом случае контроллер обязан двигаться плавно. Приветствуется функция горячего старта. Все это очень быстро заработает.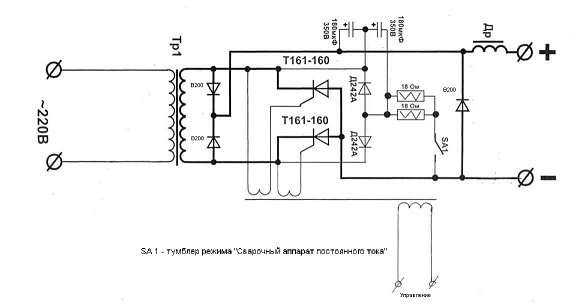 Стоимость устройств зависит от производителя. Средняя цена хорошего инверторного сварочного аппарата составляет 9000 руб.
Стоимость устройств зависит от производителя. Средняя цена хорошего инверторного сварочного аппарата составляет 9000 руб.
Сварочные инверторы «Кайзер»
Сварочные инверторы «Кайзер» отличаются простотой в использовании. При этом всегда можно подобрать недорогую модель. Характеристики их в большинстве случаев приемлемы. Сварочные инверторы «Кайзер» редко используются профессионалами. Однако в бытовых условиях они пользуются большим спросом.
Функция горячего старта в них есть, но они маленькие и мало весят. Все это делает транспортировку более комфортной. Кроме того, они безопасны и могут работать без риска для здоровья. Для этого производители предусмотрели систему защиты от короткого замыкания. Дополнительно следует отметить удобный блок управления. Регулировать мощность достаточно плавно. Пока на передней панели есть только самые необходимые индикаторы. Ремонт сварочного оборудования «Кайзер» можно произвести в сервисных центрах.
Модель «Kaiser NBC-200»
Данная модель является примером малогабаритного сварочного инвертора. Его длина составляет 330 мм, высота 210 мм, а ширина всего 200 мм. При весе аппарата 6,5 кг Напряжение 220 В. Устройство обеспечивает все это позволяет подключать его к электросети. Энергопотребление у него небольшое. Максимальная мощность 8,2 кВт. Показатель сварочного тока 150 А. Минимум можно установить только на 10 А. Защита от перегрева предусмотрена производителем.
Его длина составляет 330 мм, высота 210 мм, а ширина всего 200 мм. При весе аппарата 6,5 кг Напряжение 220 В. Устройство обеспечивает все это позволяет подключать его к электросети. Энергопотребление у него небольшое. Максимальная мощность 8,2 кВт. Показатель сварочного тока 150 А. Минимум можно установить только на 10 А. Защита от перегрева предусмотрена производителем.
Сварочные электроды можно использовать разного диаметра. Наименьший размер, который вы можете установить, составляет 1,6 мм. Максимальный диаметр электрода для данной модели равен 4 мм. Из недостатков можно отметить слабый корпус. Таким образом, малейшее механическое повреждение может привести к серьезному повреждению оборудования. Сварочные инверторы сильно боятся пыли. Работать с ними на грязной стройке долго. Цена инверторных сварочных аппаратов (рыночные цены) 9000 руб.
Чем отличается «Kaiser NBC-300»?
Эти инверторные сварочные аппараты (схема ниже) от предыдущей модели имеют большую мощность. Этот вариант достигает 8,8 кВт. Максимальный сварочный ток может быть установлен на 250 А. Минимальное значение 20 А. Напряжение на аппарате 220 В. Минимальный диаметр используемого электрода — 1,6 мм, максимальный диаметр 5 мм.
Этот вариант достигает 8,8 кВт. Максимальный сварочный ток может быть установлен на 250 А. Минимальное значение 20 А. Напряжение на аппарате 220 В. Минимальный диаметр используемого электрода — 1,6 мм, максимальный диаметр 5 мм.
Защита от перегрева предусмотрена, и это радует. Эта модель весит 4,5 кг. стандартный сварочный инвертор включает маску для защиты, молоток и медные кабели. Они предназначены для заземления, а также удержания электродов. Длина медного заземляющего кабеля 1,5 м. Для держателя — длина 0,5 м. Стоимость данного сварочного инвертора для покупателя ориентировочно 9200 руб.
Сварочные инверторы фирмы «Интерскол»
Сварочные инверторы этой фирмы довольно часто используются квалифицированным персоналом. Практически все модели имеют режим форсированной дуги. Процесс горения более стабилен. Дополнительно есть возможность использовать функцию горячего старта. Все это значительно облегчает работу в начале сварочных работ.
Также доступно автоматическое снижение сварочного тока. Благодаря этому электрод никогда не прилипнет к поверхности. В результате риск короткого замыкания сведен к минимуму. Дополнительно за счет этого можно защитить глаз человека от ожога. Установлена защита от перенапряжения системы. При изменении тока в сети устройство включает блок стабилизации. Дополнительно всегда активировал систему тепловой защиты. Она отвечает за температуру всех элементов. Все это позволяет работать непрерывно очень долгое время.
Благодаря этому электрод никогда не прилипнет к поверхности. В результате риск короткого замыкания сведен к минимуму. Дополнительно за счет этого можно защитить глаз человека от ожога. Установлена защита от перенапряжения системы. При изменении тока в сети устройство включает блок стабилизации. Дополнительно всегда активировал систему тепловой защиты. Она отвечает за температуру всех элементов. Все это позволяет работать непрерывно очень долгое время.
Характеристики «Интерскол ВДИ 160»
Производимая компанией «Интерскол» инверторная сварочная машина «ВДИ 160» имеет номинальное напряжение 220 В. Индикатор предельного тока составляет 160 А. Максимальные параметры достигают 215 А. Напряжение колеблется от 170 до 260 В. Функция горячего старта работает в автономном режиме. Дугу «Быстрый и яростный» можно активировать вручную. Предусмотрена функция антипросветного электрода.
Недостатки — отсутствие блочного падения напряжения. Он отвечает, как правило, за стабилизацию сварочного инвертора на холостом ходу. Напряжение зажигания дуги 120В. Скорость холостого хода равна всего 96 В. Номинальная потребляемая мощность – 4,4 кВт. Максимально можно поставить на панель 5,9 кВт. КПД составляет 92 %. Для охлаждения всех элементов предусмотрен вентилятор. Габаритные размеры данной модели следующие: длина – 302 мм, высота – 110 мм, ширина – 250 мм. вес 6 кг. Данные инверторные сварочные аппараты (рыночные цены) около 8200 руб.
Напряжение зажигания дуги 120В. Скорость холостого хода равна всего 96 В. Номинальная потребляемая мощность – 4,4 кВт. Максимально можно поставить на панель 5,9 кВт. КПД составляет 92 %. Для охлаждения всех элементов предусмотрен вентилятор. Габаритные размеры данной модели следующие: длина – 302 мм, высота – 110 мм, ширина – 250 мм. вес 6 кг. Данные инверторные сварочные аппараты (рыночные цены) около 8200 руб.
Обзор «Интерскол ВДИ 120»
Номинальный ток питания данной модели равен 15 А. Напряжение сварочное (инверторное) 220 В. Средний ток – 120 А. Максимальный может быть 160 А. При нагрузке при 45 % поддерживается нагрузка 120 А. Пределы напряжения от 170 до 260 В. Сварочный ток легко регулируется. Минимальное значение 5 А. Максимальное при этом можно поставить 120 А. Функция горячего старта предусмотрена производителем. Больше возможностей для работы быстрой и яростной дуги для стабилизации напряжения в системе. В этой модели есть функция антиконфиденциальности.
Блок снижения напряжения, как и в предыдущем устройстве отсутствует. Ток зажигания дуги составляет 120 В. Напряжение нагрузки составляет 96 В. Потребляемая мощность этих инверторных сварочных аппаратов (схема ниже) составляет 3,2 кВт. Максимальный показатель составляет 4,4 кВА. КПД составляет 92 %. Имеется вентилятор для системы охлаждения. Габариты этой модели очень компактны. Длина устройства — 280 мм, высота — 110 мм, ширина — 250 мм, вес 5,4 кг. Стоимость инверторного сварочного аппарата на рынке составит около 9300 руб.
Ток зажигания дуги составляет 120 В. Напряжение нагрузки составляет 96 В. Потребляемая мощность этих инверторных сварочных аппаратов (схема ниже) составляет 3,2 кВт. Максимальный показатель составляет 4,4 кВА. КПД составляет 92 %. Имеется вентилятор для системы охлаждения. Габариты этой модели очень компактны. Длина устройства — 280 мм, высота — 110 мм, ширина — 250 мм, вес 5,4 кг. Стоимость инверторного сварочного аппарата на рынке составит около 9300 руб.
Сварочное оборудование марки «Радуга»
Сварочные инверторы Радуга относятся к полупрофессиональным. Они могут работать от переносного генератора. Эти устройства используются для выполнения различных сварочных работ. Электроды подходят для разных диаметров, что очень приветствуется. Мощность этих устройств зависит от модели. Регулировка тока происходит в широком диапазоне. Габариты большинства моделей довольно скромные. При этом весят они немного, и это позволяет легко транспортировать их на дальние расстояния.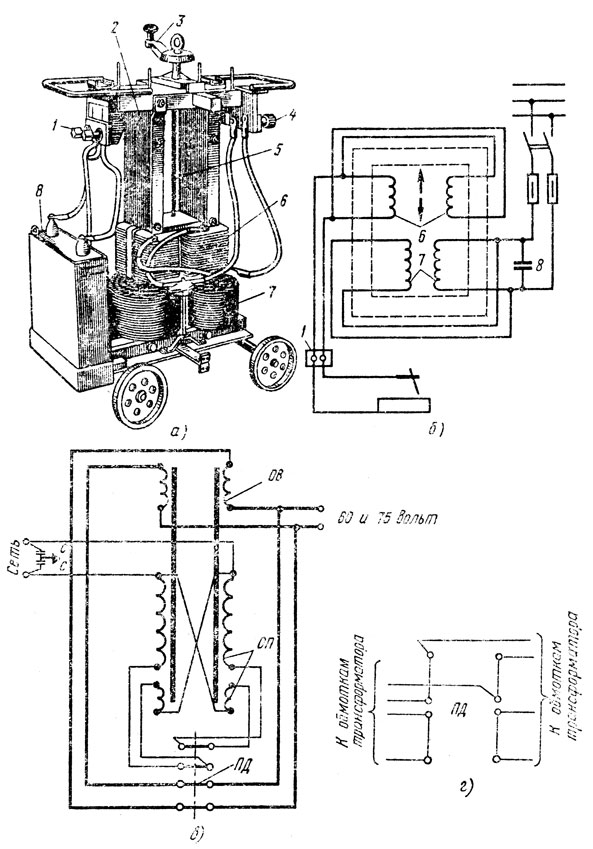 Этот производитель предлагает прочную ручку. Дополнительно имеется ремешок для транспортировки устройства. Работа сварочных инверторов на разных поверхностях. Брызги будут минимальными. В результате швы получаются очень аккуратными. Из недостатков можно выделить более высокую стоимость этих агрегатов.
Этот производитель предлагает прочную ручку. Дополнительно имеется ремешок для транспортировки устройства. Работа сварочных инверторов на разных поверхностях. Брызги будут минимальными. В результате швы получаются очень аккуратными. Из недостатков можно выделить более высокую стоимость этих агрегатов.
Модель «Радуга ММА 277»
Аппарат сварочный инверторный «Радуга ММА 277» номинальное напряжение 190 В. Электрический ток в системе постоянный. Различные колебания сведены к минимуму. Потребляемая мощность 3,6 кВт. Максимальный сварочный ток – 277 А. Минимальное значение находится в районе 20 А. Рациональное действие составляет 60 %. Это сварочный инвертор на одну фазу. Система защиты в этой модели. Класс изоляции серии «Н». Установлена система безопасности «ИП21». Вес данного агрегата равен 4,7 кг. В целом данные инверторные сварочные аппараты (схема ниже) можно охарактеризовать как удобные и производительные. Они стоят в среднем 8000 руб.
Чем отличается «Радуга ММА 255»?
Серия сварочных аппаратов ММА (инвертор) «Радуга 255» имеет высокое напряжение.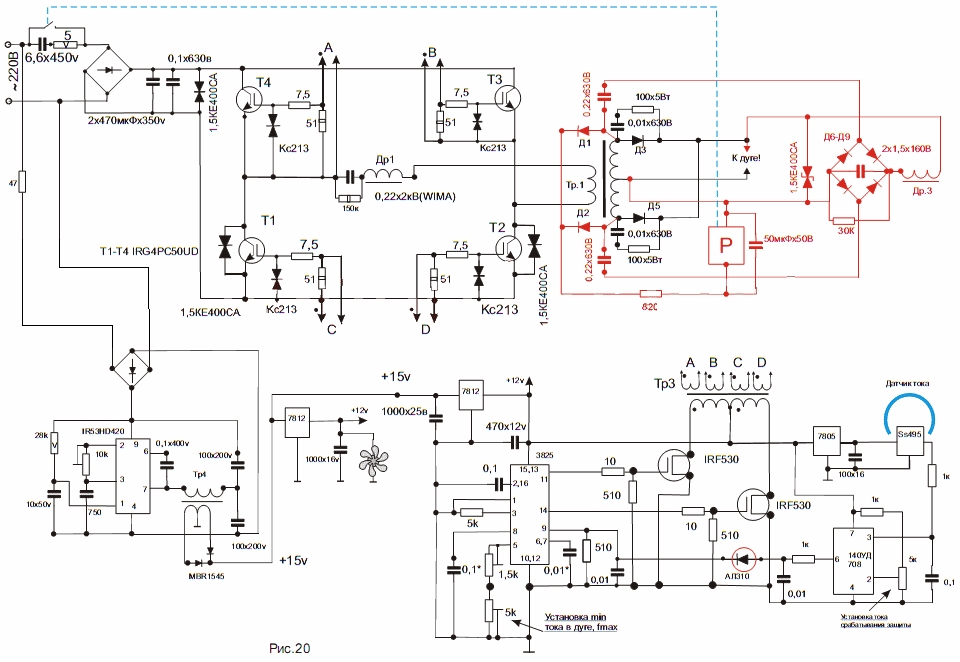 При этом потребляемая мощность находится на уровне 3 кВт. Максимальный сварочный ток 255 А. КПД 60 %. Фаза у данного агрегата одна. Вес данного агрегата всего 3 кг. Функция горячего старта в нем отсутствует. В целом он достаточно универсален и подходит для разных работ. Инвертор обойдется покупателю примерно в 9 500 руб.
При этом потребляемая мощность находится на уровне 3 кВт. Максимальный сварочный ток 255 А. КПД 60 %. Фаза у данного агрегата одна. Вес данного агрегата всего 3 кг. Функция горячего старта в нем отсутствует. В целом он достаточно универсален и подходит для разных работ. Инвертор обойдется покупателю примерно в 9 500 руб.
Инверторы фирмы «Fubag»
Компания «Fubag» занимается производством сварочных инверторов очень давно. При этом у них в ассортименте множество профессиональных моделей. Они отличаются высокой эффективностью и хорошей производительностью. Блоки управления установлены очень качественно. С индикаторами многим профессионалам работать комфортно. Чаще всего их используют на различных строительных площадках. В обслуживании сварочные инверторы достаточно просты. Периодически необходимо вычищать пыль, но это очень просто. Охлаждающие устройства установлены надежные.
Система защиты работает исправно. Отказы в этих сварочных инверторах обычно крайне редки.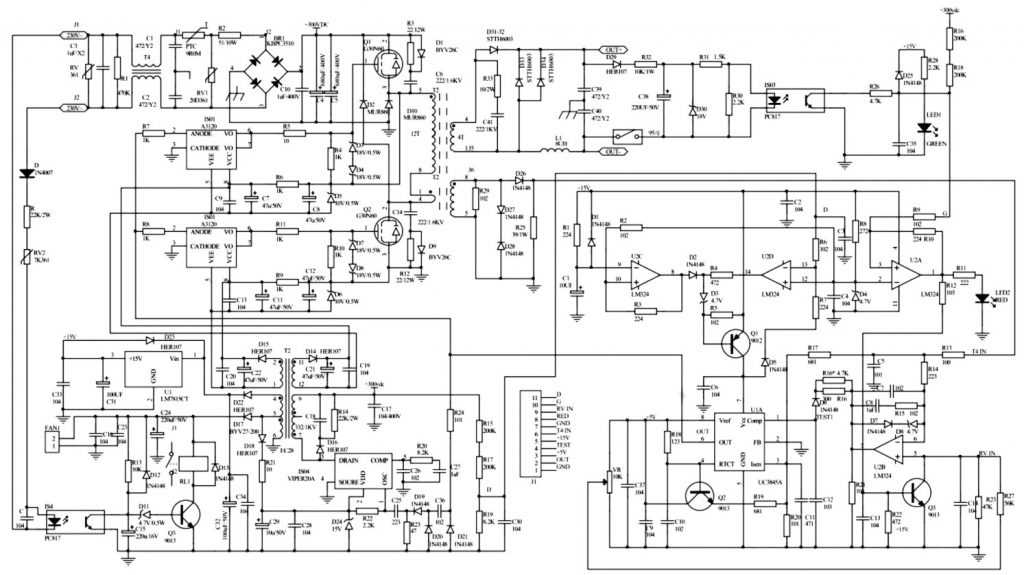 Следует отметить компактность моделей. Все это делает транспортировку очень простой. Стандартно в устройстве есть все необходимое для работы. Электроды могут быть установлены разного диаметра. Стабилизация тока в данном случае довольно неплохая. Ремонт сварочного оборудования «Фубаг» можно произвести в сервисных центрах.
Следует отметить компактность моделей. Все это делает транспортировку очень простой. Стандартно в устройстве есть все необходимое для работы. Электроды могут быть установлены разного диаметра. Стабилизация тока в данном случае довольно неплохая. Ремонт сварочного оборудования «Фубаг» можно произвести в сервисных центрах.
Особенности Fubag MMA 300
Этот инверторный сварочный аппарат Fubag классифицируется как профессиональный. Таким образом, его можно успешно использовать в домашних условиях. Напряжение 220 В. Частота тока равна в среднем 50 Гц. Номинальная потребляемая мощность оборудования – 5,7 кВт. КПД составляет 85 %. Минимальный сварочный ток – 20 А. Максимально можно поставить на панель 300 А. Класс изоляции А, серия «Н».
Габаритные размеры инверторных сварочных аппаратов (схема ниже) следующие: длина — 500 мм ширина — 210 мм высота — 335 мм. Минимальный диаметр электрода 1,6 мм. Напряжение холостого хода составляет 65 В. Электронное табло в комплекте модели.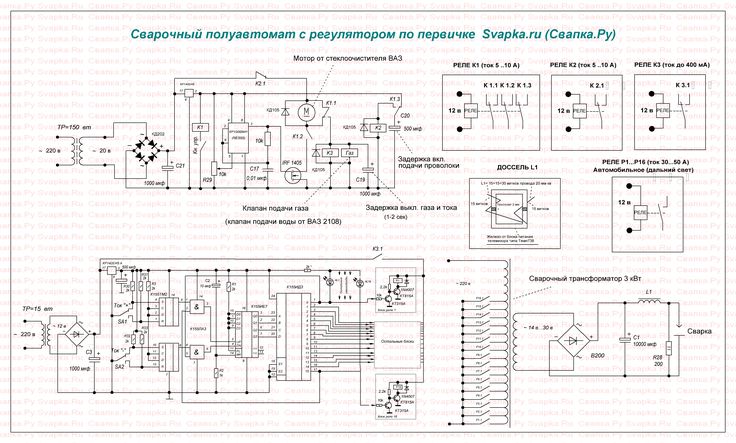 Обеспечивается класс защиты «ИП21». Общий вес устройства составляет ровно 7 кг. В стандартном комплекте сварочного инвертора есть молоток, защитные очки, а также кабели для электродов и заземления. Кейса, к сожалению, в комплекте нет. Стоит данная модель на рынке около 12500 руб.
Обеспечивается класс защиты «ИП21». Общий вес устройства составляет ровно 7 кг. В стандартном комплекте сварочного инвертора есть молоток, защитные очки, а также кабели для электродов и заземления. Кейса, к сожалению, в комплекте нет. Стоит данная модель на рынке около 12500 руб.
Подведение итогов
Сварочные инверторы достаточно разные между собой. Некоторые из них предназначены исключительно для использования в бытовых условиях, другие модели сделаны специально для квалифицированных рабочих. Для бытового использования лучше остановиться на марке «Радуга». Модель ММА 277, в принципе, имеет достойные характеристики и стоит дешево. Для специалистов могу посоветовать сварочные инверторы «Кайзер». Машина НБК-300 способна решать очень многие задачи. В целом он универсален и удобен в использовании.
БЫТЬ: https://tostpost.com/be/hatn-tul-nasc/2563-nvertarnaga-zvarachnyya-aparaty-shema-vybar-zvarachnaga-abstalyavannya.html
Германия: https://tostpost. com/de/gem-tlichkeit/2561-inverter-schwei-ger-te-schema-auswahl-der-schwei-ger-te.html
com/de/gem-tlichkeit/2561-inverter-schwei-ger-te-schema-auswahl-der-schwei-ger-te.html
ES: https://tostpost.com/es/la-comodidad-del-hogar/2566-invertornye-de-soldadura-el-esquema-selecci-n-de-equipos-de-soldadura.html
КК: https://tostpost.com/kk/domashniy-uyut/2564-invertornye-d-nekerleu-apparattary-shemasy-ta-dau-d-nekerleu-zhabdy-ta.html
PL: https://tostpost.com/pl/komfort-domu/2567-falownikowe-spawarki-schemat-wyb-r-sprz-tu-spawalniczego.html
PT: https://tostpost.com/pt/o-aconchego-do-lar/2564-invertornye-de-soldagem-o-esquema-a-escolha-do-equipamento-de-soldagem.html
ТР: https://tostpost.com/tr/domashniy-uyut/2569-nverter-kaynak-makineleri-ema-se-im-kaynak-ekipmanlar.html
Великобритания: https://tostpost.com/uk/domashn-y-zatishok/2566-nvertorn-zvaryuval-n-aparati-shema-vib-r-zvaryuval-nogo-obladnannya.html
[PDF] Аппарат для дуговой сварки с полумостовым передним преобразователем
- title={Аппарат для дуговой сварки с полумостовым передним преобразователем},
автор={Яшар Бирбир},
journal={Международный журнал электроники и электротехники},
год = {2017},
страницы={106-109}
}- Ю.
 Бирбир
Бирбир - Опубликовано в 2017 г.
- Машиностроение
- Международный журнал электроники и электротехники
В данной статье представлен сварочный аппарат мощностью 3 кВт на основе полумостового прямого преобразователя. [] Ключевой метод Преобразователь использует интегральную схему ШИМ-контроллера текущего режима. SG1844 улучшает частоту переключения 100 кГц по размеру и весу, но частота переключения ограничена переключающими устройствами и материалом трансформатора. Этот метод управления обеспечивает правильное зажигание при напряжении 78 В. Важным требованием к источнику питания данного сварочного аппарата является управление формой волны ШИМ и ее адаптация…
Просмотр через Publisher
ijeee.net
Удвоитель тока для аппаратов дуговой сварки с фазосдвигающим преобразователем ЗВС трехуровневый DC-DC преобразователь
3-уровневый фазосдвигающий ЗВС-ШИМ с Н мостом DC/ Постоянный ток с преобразователем большой мощности в высокочастотном звене для аппарата дуговой сварки имеет уменьшенный размер фильтра, улучшенную динамическую характеристику и уменьшенные потери напряжения на полупроводниковых ключах.

Прямой автономный двухключевой прямоходовой преобразователь с повышающим преобразователем ККМ для питания электромагнитных систем постоянного тока
- Димитров Борислав Дмитриевич
Машиностроение
- 2018
Предлагаемая схема работает в широком диапазоне входных напряжений, что решает проблему с просадками напряжения, возникающими в системе распределения электроэнергии, и обеспечивает стабильную работу контактного оборудования и релейные схемы в их промышленном применении.
ПОКАЗАНЫ 1-10 ИЗ 11 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантность Наиболее влиятельные статьиНедавность
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая схема инвертора для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Таким образом, нижняя…
Усовершенствованный преобразователь постоянного тока высокой мощности с использованием полумоста нового типа ШИМ-инвертор с программным переключением и высокочастотным трансформатором для дуговой сварки мягкое переключение ШИМ-преобразователь постоянного тока инверторного типа для дуговой сварки.
 Предлагаемый силовой преобразователь состоит из…
Предлагаемый силовой преобразователь состоит из…Сравнительный анализ блоков питания мощностью 4 кВт для сварочного аппарата
- P. Cancelliere, V. Colli, R. D. Stefano, G. Tomassi
Engineering
Пятая международная конференция по силовой электронике и системам привода, 2003. PEDS 2003.
- 2003
В статье рассматривается исследование, проведенное для оценки надежности топологии Н-моста для преобразователя постоянного тока со стратегией фазовой модуляции с тремя различными силовыми устройствами. Первый…
Математическое моделирование и цифровое управление для источников питания импульсного тока для сварочного аппарата
В данной работе представлена разработка сварочного аппарата MIG/MAG (металлический газ инертный/металл активный газ) выходной ток которого импульсный, управление разработано пусковым из упрощенного математического…
Высокоскоростное динамическое управление для инверторного источника питания для дуговой сварки
- Zhu Zhi-ming
Материаловедение
- 1999
В этой статье модель дуги инверторного типа без обратной связи
Источник сварочной мощности устанавливается на основе метода усреднения выходного тока и
реализуется постоянный выход (ток или напряжение)…Электронный сварочный аппарат с высокочастотным резонансным инвертором
- Л.
 Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн
Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн Машиностроение
Протокол конференции по отраслевым приложениям IEEE 1993 г., двадцать восьмое ежегодное собрание IAS
- 1993
Представлено новое поколение электронных сварочных аппаратов, включающих инверторы с программным переключением, приводящие в действие высокочастотные трансформаторы. Они легкие, надежные, гибкие и обладают хорошей эффективностью,…
Анализ больших сигналов источника питания для дуговой сварки на основе моделирования и симуляции в Matlab
система управления сварочным инвертором верна, и метод является полезным подходом для анализа электропитания дуговой сварки.
Новая схема управления смешанным током и напряжением для инверторных сварочных аппаратов
- Ю. Че, Ю. Джанг, М. Йованович, Дж. С. Го, Г. Чоу Конференция и выставка по электронике (Кат. № 01Ch47181)
- 2001
В этой статье предлагается новая схема управления смешанным током и напряжением для сварочной машины с инверторным управлением.
 Предлагаемая схема управления использует как регулятор тока с обратной связью, так и…
Предлагаемая схема управления использует как регулятор тока с обратной связью, так и…и P Tenti
«Электронный сварочный аппарат с высокочастотным резонансным инвертором», в Proc. IAS
- 1993
Национальная схема сертификации инспекторов по сварке (NWICS) – IIW India
Перейти к содержанию
Введение: или другой документ. Инспектор по сварке должен быть знаком со сварочными процессами, процедурами сварки, квалификацией сварщика, материалами, неразрушающим и разрушающим контролем сварных швов, уметь читать чертежи, составлять и вести записи, составлять и составлять отчеты и принимать ответственные суждения и решения.
Национальная схема сертификации инспекторов по сварке (NWICS) Индии IIW представляет собой комплексную схему, которая предусматривает проверку и сертификацию персонала, стремящегося продемонстрировать свою компетентность и знания в области контроля сварки.
 Эта схема находится в ведении Управляющего совета Уполномоченного уполномоченного органа IIW Индии (ANB-Индия) по обучению, квалификации и сертификации персонала. IIW India находится в процессе передачи аккредитации от NABET в NABCB (оба подразделения QCI) в качестве органа по оценке соответствия (CAB) согласно ISO/IEC: 17024-2012 для сертификации персонала. ANB IIW India понимает важность беспристрастности, управления конфликтом интересов, обеспечения безопасности и конфиденциальности во всей своей деятельности в соответствии со стандартом ISO/IEC: 17024.
Эта схема находится в ведении Управляющего совета Уполномоченного уполномоченного органа IIW Индии (ANB-Индия) по обучению, квалификации и сертификации персонала. IIW India находится в процессе передачи аккредитации от NABET в NABCB (оба подразделения QCI) в качестве органа по оценке соответствия (CAB) согласно ISO/IEC: 17024-2012 для сертификации персонала. ANB IIW India понимает важность беспристрастности, управления конфликтом интересов, обеспечения безопасности и конфиденциальности во всей своей деятельности в соответствии со стандартом ISO/IEC: 17024.Область сертификации: Настоящая спецификация устанавливает требования к подразделению IIW India-ANB для сертификации инспекторов по сварке, супервайзеров, инженеров, координаторов по контролю качества и экзаменаторов в отношении его / ее компетенции в выполнении функций контроля сварки в производство и строительство, включая:
- Безопасность труда
- Обзор и подготовка необходимой документации
- Контроль сварных соединений до, во время и после сварки
- Оценка и приемка сварных соединений на основе результатов/отчетов разрушающих и неразрушающих испытаний
Уровни сертификации: Программа IIW India NWICS предусматривает 3 (три) уровня сертификации
- Базовый уровень (NWIC – Basic)
- Стандартный уровень (NWIC – Standard)
- Продвинутый уровень (NWIC — Advanced)
Роль и функции инспекторов по сварке: Кандидат должен уметь выполнять следующие виды деятельности на разных уровнях сертификации.

- Инспектор по сварке – Базовый уровень
- Самостоятельно проводить до, во время и после сварки визуальный контроль и контроль размеров сварных соединений по техническим требованиям и чертежам.
- Для выполнения следующих функций под руководством инспектора по сварке — стандартный уровень или инспектора по сварке — продвинутый уровень
- Понимание применения различных стандартов, кодов, спецификаций, сварочных обозначений, чертежей, WPS и законодательных/нормативных требований.
- Проверка соответствия сырья и расходных материалов, сертификатов применимым стандартам, нормам и спецификациям.
- Убедитесь, что размеры шва, подготовка кромок, подгонка, сварочное оборудование и подготовка к сварке соответствуют чертежам, стандартам и технологическим требованиям.
- Проверьте соответствие процедур предварительного нагрева применимым стандартам.
- Осуществлять контроль в процессе сварки для проверки соблюдения указанной процедуры, включая предварительный нагрев, параметры сварки, контроль температуры между проходами и любые требования к последующему нагреву.

- Понимать и обеспечивать соблюдение применимых требований безопасности
- Инспектор по сварке – стандартный уровень
- Надзор за деятельностью инспекторов по сварке – базовый уровень, как указано в A, b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень, как указано в A, b) с 1 по 6 выше
- Разработка, комментирование и пересмотр планов контроля качества и планов проверок и испытаний на основе стандартов на продукцию, кодов, спецификаций, чертежей и законодательных/нормативных требований.
- Проверка процедур сварки (WPS) на соответствие нормам и требованиям контракта и проверка соответствия квалификационным требованиям процедур сварки (WPQR).
- Квалификационное испытание процедуры в присутствии, включая испытание образца и проверку соответствия WPQR, WPS и квалификации сварщиков применимым стандартам для обычных процессов сварки.
 (например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.)
(например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.) - Проверка соответствия процедур PWHT применимым стандартам.
- Проверка соблюдения процедуры неразрушающего контроля
- Принятие решений о приемке документов по качеству, связанных со сварными изделиями (например, неразрушающий контроль, испытания материалов, производственные испытания и т. д.)
- Принимать решения на основе документов по качеству (например, неразрушающий контроль, испытания материалов, производственные испытания и т. д.) в соответствии с требованиями, установленными для конструкции
- Внедрение планов обеспечения качества контроля сварных швов
- Оценка и приемка сварных изделий на основании протоколов испытаний DT и NDT.
- Проводить надзор и аудит поставщиков и продавцов
- Отчет о всех вышеперечисленных действиях.
- Обучение и оценка инспекторов по сварке – базовый уровень
- Инспектор по сварке – продвинутый уровень
- Надзор за деятельностью инспекторов по сварке – Базовый и Стандартный уровни, как указано в A, b) выше и B b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень согласно A, b) с 1 по 6 выше и инспектор по сварке – стандартный уровень согласно B b) с 1 по 13 выше
- Проверка совместимости основного материала и наполнителя
- Квалификационное испытание процедуры в присутствии, включая испытание образца и проверку соответствия WPQR, WPS.
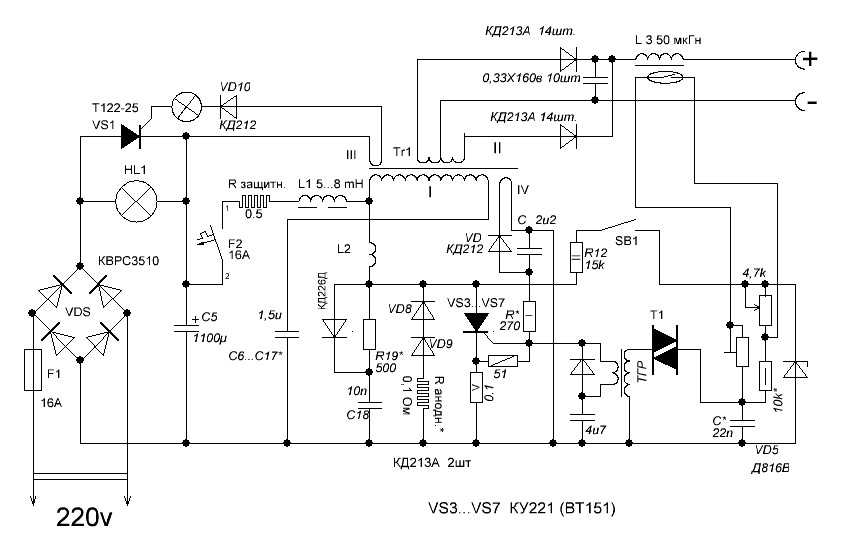
- Проведение квалификационных испытаний сварщиков и их квалификация в соответствии с применимыми стандартами для обычных процессов сварки. (например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.)
- Написание спецификаций процедур сварки и квалификации сварщиков
- Подготовка требований к визуальному осмотру, неразрушающему контролю и разрушающим испытаниям
- Идентификация дефектов сварки и определение их приемлемости, включая радиографическую интерпретацию пленки для углеродистых, низколегированных и нержавеющих сталей.
- Окончательная приемка и сертификация выполнения всех требований, предъявляемых к сварке
- Подготовить планы обеспечения качества контроля сварки, планы аудита и надзора, а также требования к документации и контролю.
- Ведение комплексных отчетов об инспекциях
- Обучение и оценка инспекторов по сварке – стандартный уровень
- Обеспечивать техническое руководство и руководство группой инспекторов по сварке
Требуемая компетентность и экзамен: IIW India Процесс сертификации ANB для инспекторов по сварке требует, чтобы ANB India провела экзамен, включающий теорию, практику и живой голос, чтобы определить знания и компетентность кандидата в технологии сварки, контроле сварки и смежных технических областях.
 соответствует уровню сертификации.
соответствует уровню сертификации.Кандидат должен быть в состоянии продемонстрировать соответствующий уровень знаний и навыков в области контроля сварки, охватывающий следующее:
- Кодексы и стандарты
- Сырье, контроль и отслеживаемость
- Знание материалов и их поведения при сварке
- Обычные процессы и оборудование для сварки и резки
- Правила техники безопасности при сварке и резке
- Обычные методы DT и NDT, включая проверку целостности.
- Типы соединений, положения сварки и символы сварки.
- Квалификация сварщика – процедура и выполнение
- Обнаружение и интерпретация разрывов с помощью VT и PT.
- Интерпретация и оценка отчетов RT и UT.
- Прокомментируйте и просмотрите документы по контролю качества, а именно. QAP, WPS, PQR, WPQ, MTC, отчеты DT и NDT
- Проведение контроля сварных конструкций до, во время и после сварки, включая контроль размеров PMI и PWHT в соответствии с требованиями соответствующих стандартов.

- Эффективно общаться устно и письменно и готовить отчеты
Подробная информация о требованиях к теоретическим и практическим знаниям и компетентности, а также процедура экзамена и требования для каждого из трех уровней приведены в Приложении 1 к данной схеме сертификации.
ANB Индии предлагает кандидатам пройти программу обучения в одобренном ANB Индии учебном центре на соответствующем уровне в качестве подготовки к сдаче экзаменов.
Предварительные требования : Требования к квалификации, опыту и остроте зрения для кандидатов на доступ к различным уровням сертификации приведены ниже.
- Квалификация и опыт
Базовый уровень: Кандидат должен обладать любой из следующих комбинаций образования и опыта, как указано в таблице ниже:
Sl No Образование, квалификация Опыт 1 Класс VIII 5 лет.  Промышленный опыт, из них 3 года в области сварки/инспекции/НК сварных швов
Промышленный опыт, из них 3 года в области сварки/инспекции/НК сварных швов2 Класс X (с естествознанием и математикой) / ITI (механика) 3 года. Промышленный опыт, из которых 2 года в области сварки/инспекции/НК сварных швов 3 Диплом класса XII / IWS/IWIP(B) или любой другой
9Эквивалент 0002 Курс инспекторов по сварке2 года. Промышленный опыт, из них 1 год в области технологии сварки / контроля / неразрушающего контроля сварных швов 4 MSc/BE/IWE/BSc/Diploma in Engg. / Диплом IWT, IWIP (S) или эквивалентный курс инспекторов по сварке 6 месяцев Опыт работы в области сварочных технологий / инспекции / неразрушающего контроля сварных швов желателен, но не обязателен Стандартный уровень: Кандидат должен обладать любой из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
Образование Опыт 1 Класс VIII 8 лет. 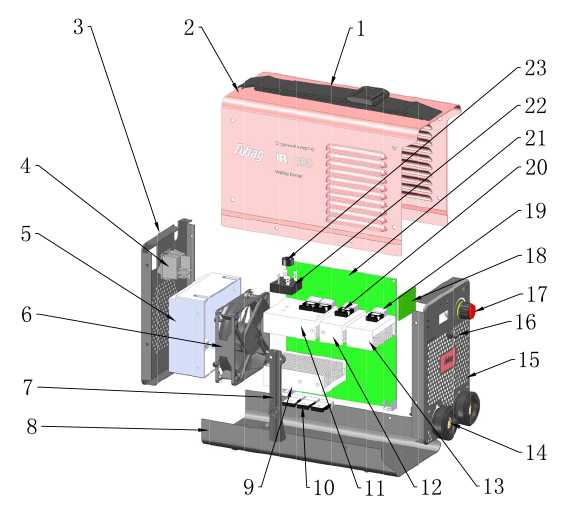 Опыт работы на производстве из них 5 лет
Опыт работы на производстве из них 5 летучасток сварки/контроль/НК сварных швов
2 Класс X (с естествознанием и математикой) / ITI (механика) 5 лет. Опыт работы на производстве из них 3 года участок сварки/ осмотр/ неразрушающий контроль сварных швов
3 Класс XII/IWS/NWICS – B/IWIP(B)
Дипломили эквивалент Сварка
Курс инспекторов
3 года. Опыт работы на производстве из них 2 года технология сварки/контроль/НК сварных швов
4 Бакалавр наук / Диплом инженера. / ВВТ, ИВИП(С) диплом 2 года. Промышленный опыт в технологии сварки/контроля/НК сварных швов. 5 MSc/BE/IWE 1 год. Промышленный опыт в области технологии сварки / контроля / неразрушающего контроля сварных швов. Продвинутый уровень: Кандидат должен иметь сертификат стандартного уровня NWICS или эквивалентный, а также любую из следующих комбинаций образовательной квалификации и опыта, как указано ниже:
Образование Опыт 1 Класс X (с естествознанием и математикой) / ITI (механика) 10 лет.  Опыт работы на производстве из них 5 лет
Опыт работы на производстве из них 5 летучасток сварки/контроль/НК сварных швов
2 IWS /IWIP(S)/ Класс XII (с естествознанием и математикой)
5 лет. Опыт работы на производстве из них 3 года технология сварки/контроль/НК сварных швов
3 Бакалавр наук / Диплом инженера. / ВВТ 3 года. Опыт работы на производстве из них 2 года технология сварки/контроль/НК сварных швов
4 MSc/BE/IWE/IWIP (C) 2 года. Промышленный опыт, из них 1 год в технология сварки/контроль/НК сварных швов
- Кандидат также должен обладать следующим минимальным стандартом остроты зрения, сертифицированным зарегистрированным офтальмологом / оптометристом / специалистом по глазу:
- Near Vision- Jaeger J2 или лучше с коррекцией (не старше 12 месяцев)
- Color Vision — согласно таблице ISHARAS (не старше 12 месяцев).
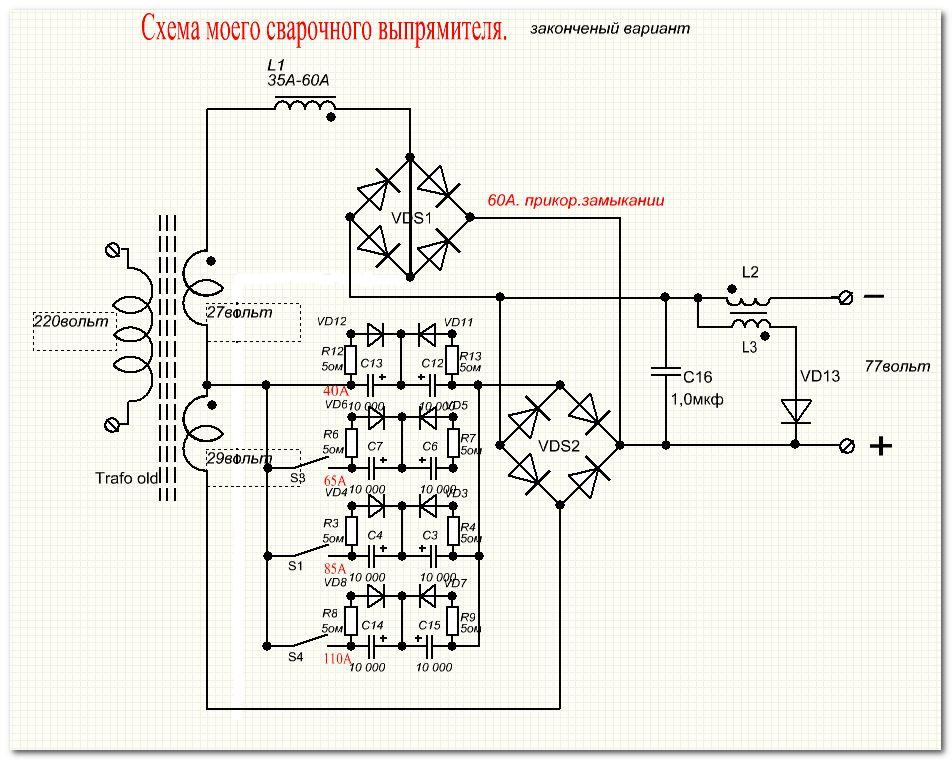
Требуемый кодекс поведения:
- Принимая во внимание важность качества сварных изделий, а также последствия их отказа для жизни человека и общества, кандидат должен действовать честно и профессионально при проверке и приемке сварки. конечного продукта.
- Принимать и выполнять задания по проверке сварки только при наличии соответствующей квалификации/сертификата.
- Кандидат должен вести себя профессионально и дисциплинированно, что не повлияет на безопасность его коллег, участвующих в производстве конечного продукта.
- Поведение кандидатов по отношению к начальству, коллегам и подчиненным должно соответствовать протоколу организации.
- Кандидаты должны избегать любого конфликта интересов с работодателем или клиентом и должны раскрывать любые деловые связи или обстоятельства, которые могут рассматриваться как таковые.
Срок действия сертификации
Сертификат действителен в течение первоначального периода в пять (5) лет с даты сертификации и может быть продлен еще на пять (5) лет по заявлению кандидата, подлежащего повторному оценка постоянной компетентности со стороны ANB India.
 Повторная сертификация потребуется через десять (10) лет после первоначальной сертификации.
Повторная сертификация потребуется через десять (10) лет после первоначальной сертификации.Отправить запрос
Как написать бизнес-план для вашей сварочной компании
Предприниматели
Добро пожаловать в Thomas Insights — каждый день мы публикуем последние новости и аналитические материалы, чтобы информировать наших читателей о том, что происходит в отрасли. Зарегистрируйтесь здесь, чтобы получать главные новости дня прямо на ваш почтовый ящик.
Написание бизнес-плана заставляет операторов сварочных компаний сосредоточиться на деталях бизнеса, понимать риски и составлять план будущего роста. Он также может быть использован для привлечения и обеспечения финансирования.
Документ должен включать обычные элементы бизнес-плана (подробно описанные ниже), а также некоторую информацию, уникальную для сварочной компании, такую как сведения о сварочном оборудовании, методах сварки и соблюдении требований безопасности.

Бизнес-планы можно создавать в любое время, например, на ранних этапах планирования или когда бизнес уже работает в течение некоторого времени, но ему может быть полезна дорожная карта.
Какой длины должен быть ваш бизнес-план?
Формат бизнес-плана может варьироваться от многостраничного документа до «экономного» плана, умещающегося на одной странице. Учитывайте предполагаемое использование плана при выборе формата; например, банки или другие кредиторы ожидают подробного плана, в то время как бережливый план легче регулярно обновлять.
Стандартные элементы бизнес-плана для включения
Все бизнес-планы, включая бизнес-план сварочной компании, должны включать следующую стандартную информацию:
- Резюме: Краткое изложение ключевых моментов из всех следующих разделов, а также четкое объяснение цели плана (например, обращение к кредитору за финансированием).
- Идентификационные данные: Название компании, местонахождение и пояснение того, чем занимается компания.
 Включите краткое описание обслуживаемых отраслей (например, аэрокосмическая) и используемых методов сварки (например, сварка MIG или плазменная дуговая сварка).
Включите краткое описание обслуживаемых отраслей (например, аэрокосмическая) и используемых методов сварки (например, сварка MIG или плазменная дуговая сварка). - Анализ рынка: Может включать экономические перспективы, анализ отрасли, сегментацию рынка и профиль клиента (понимание того, что нужно текущим и потенциальным клиентам).
- Товары и услуги : Что предприятие будет производить для удовлетворения выявленных потребностей своих клиентов? Составьте список продуктов и услуг (таких как осмотр и ремонт), предлагаемых в настоящее время вашей сварочной компанией, и то, как вы планируете расширять их в будущем. Как бизнес будет сопоставлять свои возможности с требованиями клиентов, указанными выше?
- Продажи и маркетинг: Как бизнес будет продвигать и продавать свои продукты и услуги? Этот раздел должен включать каналы продаж, партнеров по маркетингу и рекламные стратегии.
- Конкуренция : Кто является ключевыми конкурентами, и какое уникальное ценностное предложение/конкурентное преимущество будет у бизнеса по сравнению с конкурентами?
- Структура тарифа: Какую цену должен будет взимать бизнес за свои продукты и услуги, чтобы не отставать от конкурентов и возмещать операционные расходы?
- Финансы : Будет ли бизнес финансироваться за счет сбережений или за счет обеспечения финансирования? Какой уровень финансирования требуется и что будет сделано с деньгами (например, инвестиции в сварочное оборудование).

- Прогноз доходов: Когда ожидается, что бизнес увидит положительный денежный поток?
- Персонал: Ключевые сотрудники, роли и обязанности.
- Партнерства: Список сторонних партнерств (таких как поставщики логистических услуг и маркетинговые агентства), необходимых для успеха бизнеса.
- Страховка: Детали страховки.
- Вехи: Дорожная карта с указанием основных целей и задач на будущее.
Элементы, характерные для сварочной компании
- Сварочное оборудование: Описание и возможности современного и перспективного сварочного оборудования. Имея около 30 различных методов сварки, будьте уверены в используемых методах.
- Системы: Текущие и будущие ИТ-системы (включая IoT), используемые на объекте.
- Стандарты и сертификаты: Список сертификатов качества или стандартов, требуемых вашими клиентами для ведения бизнеса с вашей компанией, например ANSI Z49.
 1:2012, Безопасность при сварке, резке и смежных процессах и насколько ваша сварочная компания соответствует этим стандартам. Включите информацию о членстве и сертификатах соответствующих профессиональных организаций, таких как Американское общество сварщиков.
1:2012, Безопасность при сварке, резке и смежных процессах и насколько ваша сварочная компания соответствует этим стандартам. Включите информацию о членстве и сертификатах соответствующих профессиональных организаций, таких как Американское общество сварщиков. - Безопасность: Краткое изложение политики безопасности вашего предприятия, обучения и оборудования, такого как вытяжные вентиляторы.
- Цепочка поставок: Краткая информация о цепочке поставок компании, включая определение основных рисков цепочки поставок и способов их снижения.
- Распространение: Объяснение того, как продукт или услуга будут доставлены клиентам.
Разовые или действующие бизнес-планы
Некоторые бизнес-планы могут быть предназначены только для одной цели (например, для обеспечения финансирования), а затем убраны в ящик и никогда больше не используются. Однако бизнес-планы также могут использоваться в качестве «живого» документа, который регулярно обновляется и на который ссылаются.
 В то время как некоторые части плана останутся прежними, другие (такие как вехи, персонал и анализ рынка) должны обновляться несколько раз в год.
В то время как некоторые части плана останутся прежними, другие (такие как вехи, персонал и анализ рынка) должны обновляться несколько раз в год.Прочие статьи бизнес-плана
- Как написать бизнес-план для обрабатывающей компании
- Как написать бизнес-план бережливого стартапа
- Как написать бизнес-план для солнечной фермы
- Как написать план аварийного восстановления для вашего бизнеса
- Как написать бизнес-план на случай непредвиденных обстоятельств
- Образец анкеты бизнес-плана
Изображение предоставлено Майком Келлером/Flickr
Новое партнерство, ориентированное на станкостроительную промышленность, направлено на оживление производства в СШАСледующая история »
Еще от предпринимателей
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.

Будьте в курсе отраслевых новостей и тенденций, анонсов продуктов и последних инноваций.
Найдите материалы, комплектующие, оборудование, расходные материалы для техобслуживания и многое другое.
Более 10 миллионов моделей от ведущих OEM-производителей, совместимых со всеми основными программными системами САПР.
Начать поиск поставщиков
Заявите о профиле своей компании ico-arrow-default-right
ico-поставщикБолее 500 000 подробных профилей поставщиков
ico-white-paper-case-study
Более 300 000 статей и технических документов
ico-product
6 миллионов+ промышленных товаров
ico-cad
Более 10 миллионов 2D- и 3D-чертежей САПР
Шаблон бизнес-плана сварки [Обновлено 2022]
- \n \t
- Выберите название для своего сварочного бизнеса
- Создайте свой бизнес-план по сварке
- Выберите юридическую структуру для своего сварочного бизнеса
- Безопасное стартовое финансирование сварочного бизнеса (при необходимости)
- Защитите место для вашего бизнеса
- Зарегистрируйте свой сварочный бизнес в IRS
- Открытие коммерческого банковского счета
- Получите бизнес-кредитную карту
- Получите необходимые бизнес-лицензии и разрешения
- Получите бизнес-страхование для своего сварочного бизнеса
- Купите или возьмите в аренду подходящее сварочное оборудование
- Маркетинговые материалы для развития своего сварочного бизнеса
- Приобретение и установка программного обеспечения, необходимого для ведения вашего сварочного бизнеса
- Открыт для бизнеса
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\н\т
\n
\nУзнайте больше о том, как начать свой собственный сварочный бизнес.
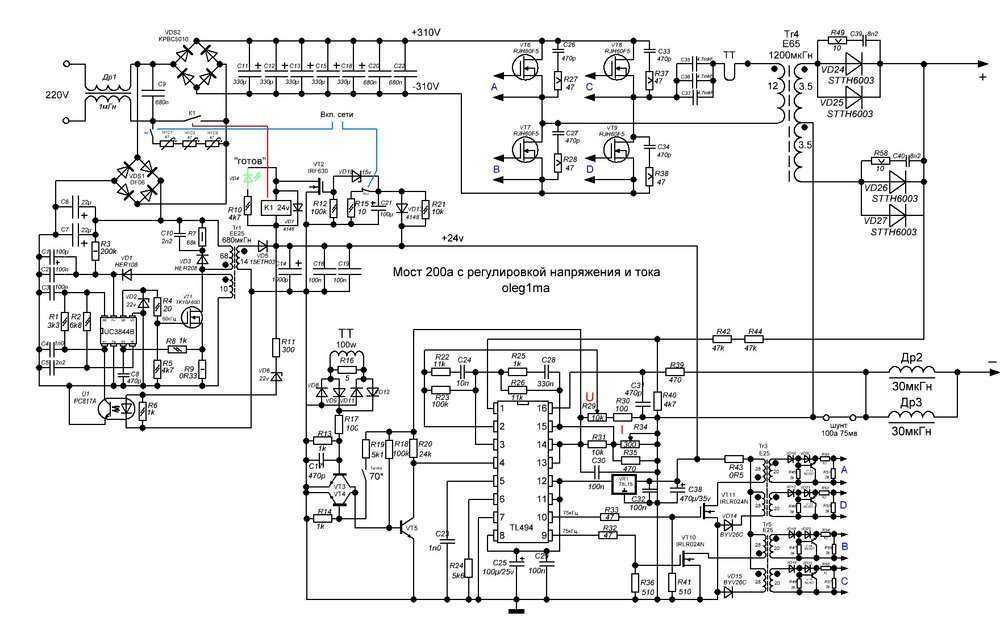 «}}]}
«}}]}Бизнес-план сварки
За последние 20 с лишним лет мы помогли более чем 500 предпринимателям и владельцам бизнеса составить бизнес-планы для создания и развития своих сварочных компаний.
Если вы не знакомы с созданием бизнес-плана сварки, вы можете подумать, что его создание будет трудоемким и утомительным процессом. Для большинства предпринимателей это так, но для вас этого не будет, поскольку мы здесь, чтобы помочь. У нас есть опыт, ресурсы и знания, чтобы помочь вам создать отличный бизнес-план.
В этой статье вы узнаете некоторую справочную информацию о важности бизнес-планирования. Затем вы узнаете, как шаг за шагом написать бизнес-план сварки, чтобы вы могли создать свой план сегодня.
Что такое бизнес-план?
Бизнес-план представляет собой снимок вашего сварочного бизнеса в его нынешнем виде и излагает план вашего роста на следующие пять лет. Он объясняет ваши бизнес-цели и стратегии их достижения.
 Он также включает в себя исследование рынка для поддержки ваших планов.
Он также включает в себя исследование рынка для поддержки ваших планов.
Зачем нужен бизнес-план
Если вы хотите начать сварочный бизнес или расширить существующую сварочную компанию, вам нужен бизнес-план. Бизнес-план поможет вам привлечь финансирование, если это необходимо, и спланировать рост вашего сварочного бизнеса, чтобы повысить ваши шансы на успех. Ваш бизнес-план по сварке — это живой документ, который следует обновлять ежегодно по мере роста и изменений вашей компании.
Источники финансирования сварочного бизнеса
Что касается финансирования, то основными источниками финансирования сварочного бизнеса являются личные сбережения, кредитные карты, банковские кредиты и бизнес-ангелы. Когда дело доходит до банковских кредитов, банки захотят пересмотреть ваш бизнес-план и убедиться, что вы сможете погасить кредит и проценты. Чтобы обрести эту уверенность, кредитный инспектор не только захочет убедиться, что ваши финансовые показатели разумны, но также захотят увидеть профессиональный план.
 Такой план даст им уверенность в том, что вы сможете успешно и профессионально управлять бизнесом. Личные сбережения и банковские кредиты являются наиболее распространенными способами финансирования сварочных компаний.
Такой план даст им уверенность в том, что вы сможете успешно и профессионально управлять бизнесом. Личные сбережения и банковские кредиты являются наиболее распространенными способами финансирования сварочных компаний.Нужно привлечь потенциальных инвесторов? Быстро и легко завершите свой бизнес-план по сварке, загрузив шаблон окончательного бизнес-плана от Growthink и создав свой план и финансовую модель всего за несколько часов
Как написать бизнес-план для сварочного бизнеса
Если вы хотите начать сварочный бизнес или расширить свой текущий, вам нужен бизнес-план. В приведенном ниже руководстве подробно описана необходимая информация о том, как написать каждый важный компонент вашего бизнес-плана по сварке.
Резюме
Резюме представляет собой введение в ваш бизнес-план, но обычно это последний раздел, который вы пишете, потому что он содержит резюме каждого ключевого раздела вашего плана.

Целью вашего резюме является быстрое вовлечение читателя. Объясните им, каким сварочным бизнесом вы занимаетесь и статус. Например, вы стартап, у вас есть сварочный бизнес, который вы хотели бы развивать, или вы управляете устоявшимся сварочным бизнесом, который хотели бы продать?
Затем предоставьте обзор каждого из последующих разделов вашего плана.
- Дайте краткий обзор сварочной отрасли.
- Обсудите тип сварочного бизнеса, которым вы занимаетесь.
- Подробно опишите своих прямых конкурентов. Дайте обзор ваших целевых клиентов.
- Предоставьте снимок своей маркетинговой стратегии. Определите ключевых членов вашей команды.
- Предложите обзор своего финансового плана.
Обзор компании
В обзоре вашей компании вы подробно опишите тип сварочного бизнеса, которым вы занимаетесь.
Например, вы можете специализироваться на одном из следующих видов сварки:
- Сварка алюминия: Сварщики алюминия могут производить различные изделия из алюминия, такие как бейсбольные биты, велосипедные рамы и клюшки для гольфа.
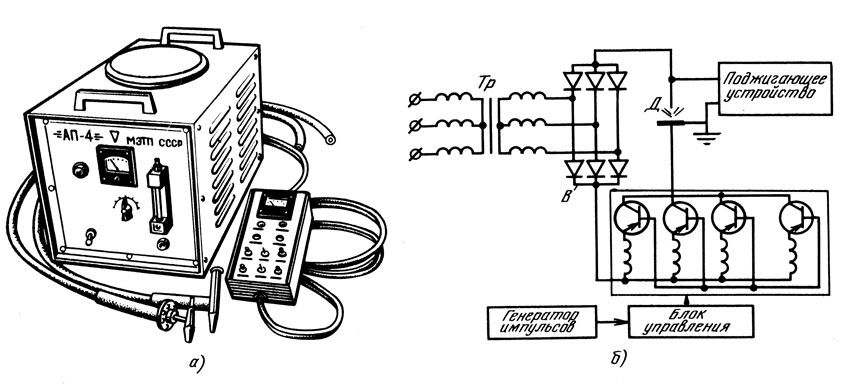
- Производство тяжелой стали: Этот вид сварочного бизнеса специализируется на крупных проектах с использованием толстых металлов для производства таких продуктов, как промышленные резервуары и сельскохозяйственные машины.
- Мобильная сварка: Этот вид бизнеса специализируется на небольших сварочных работах в жилых домах или коммерческих предприятиях.
- Производство грузовых прицепов: Этот вид сварочного производства специализируется на производстве грузовых прицепов, палуб для прицепов и кузовов прицепов.
- Сварка под водой: Этот вид бизнеса специализируется на сварочных услугах, требующих погружения сварщика в воду, например, на плотинах, трубопроводах и объектах атомной энергетики.
В дополнение к объяснению типа сварочного бизнеса, которым вы будете заниматься, в обзоре компании необходимо предоставить информацию о бизнесе.
Включите ответы на такие вопросы, как:
- Когда и почему вы начали свой бизнес?
- Каких достижений вы достигли на сегодняшний день? Вехи могут включать количество обслуженных клиентов, количество завершенных проектов, достижение суммы X долларов дохода и т.
 д.
д. - Ваш юридический бизнес Вы зарегистрированы как S-Corp? ООО? Индивидуальное предприятие? Объясните здесь свою юридическую структуру.
Быстро и легко составьте свой бизнес-план по сварке с помощью Ultimate Business Plan Template от Growthink, а также составьте свой план и финансовую модель всего за несколько часов.
Анализ отрасли
При анализе отрасли или рынка вам необходимо предоставить обзор сварочной отрасли.
Хотя это может показаться ненужным, оно служит нескольким целям.
Во-первых, изучение сварочной отрасли дает вам образование. Это поможет вам понять рынок, на котором вы работаете.
Во-вторых, исследование рынка может улучшить вашу маркетинговую стратегию, особенно если ваш анализ определяет рыночные тенденции.
Третья причина — доказать читателям, что вы являетесь экспертом в своей отрасли. Проведя исследование и представив его в своем плане, вы достигнете именно этого.
В разделе анализа отрасли вашего бизнес-плана по сварке необходимо ответить на следующие вопросы:
- Насколько велика отрасль сварки (в долларах)?
- Рынок снижается или растет?
- Кто основные конкуренты на рынке?
- Кто основные поставщики на рынке?
- Какие тенденции влияют на отрасль?
- Каков прогноз роста отрасли на ближайшие 5-10 лет?
- Каков соответствующий размер рынка? То есть, насколько велик потенциальный целевой рынок для вашего сварочного бизнеса? Вы можете экстраполировать эту цифру, оценив размер рынка по всей стране, а затем применив эту цифру к местному населению.
Анализ клиентов
В разделе анализа клиентов вашего бизнес-плана по сварке должны быть указаны клиенты, которых вы обслуживаете и/или ожидаете обслуживать.
Ниже приведены примеры сегментов клиентов: частные лица, школы, семьи и корпорации.
Как вы можете себе представить, сегмент(ы) клиентов, которые вы выберете, будет иметь большое влияние на тип вашего сварочного бизнеса.
Очевидно, что отдельные люди реагируют на маркетинговые акции иначе, чем, например, корпорации.Попробуйте выделить ваших целевых клиентов с точки зрения их демографических и психографических профилей. Что касается демографии, включая обсуждение возраста, пола, местонахождения и уровня дохода потенциальных клиентов, которых вы хотите обслуживать.
Психографические профили объясняют желания и потребности ваших целевых клиентов. Чем больше вы сможете распознать и определить эти потребности, тем лучше вы будете привлекать и удерживать своих клиентов.
Завершите свой бизнес-план по сварке
за 1 день!
Вам не хотелось бы, чтобы был более быстрый и простой способ завершить свой бизнес-план?
С окончательным шаблоном бизнес-плана Growthink вы можете завершить свой план всего за 8 часов или меньше!
Нажмите здесь, чтобы закончить свой бизнес-план по сварке сегодня.
Конкурентный анализ
Ваш конкурентный анализ должен выявить прямых и косвенных конкурентов, с которыми сталкивается ваш бизнес, а затем сосредоточиться на последних.
Прямыми конкурентами являются другие сварочные предприятия.
Косвенные конкуренты — это другие варианты, у которых клиенты должны совершать покупки и которые не конкурируют напрямую с вашим продуктом или услугой. К ним относятся предприятия, предлагающие другие методы производства, сварщики, использующие другие методы или материалы, а также компании, использующие собственные сварочные аппараты. Нельзя не упомянуть и о такой конкуренции.
Для каждого такого конкурента предоставьте обзор их бизнеса и задокументируйте их сильные и слабые стороны. Если вы когда-то не работали на предприятиях ваших конкурентов, узнать о них все будет невозможно. Но вы должны быть в состоянии узнать о них ключевые вещи, такие как
- Каких клиентов они обслуживают?
- Что это за сварочный бизнес?
- Какова их цена (премиум, низкая и т. д.)?
- В чем они хороши?
- Каковы их слабые стороны?
Что касается последних двух вопросов, подумайте о своих ответах с точки зрения клиентов.
И не бойтесь спрашивать клиентов ваших конкурентов, что им нравится в них больше всего и меньше всего.Заключительная часть вашего раздела конкурентного анализа заключается в том, чтобы задокументировать области вашего конкурентного преимущества. Например:
- Упростите ли вы клиентам приобретение вашего продукта или услуги?
- Будете ли вы предлагать товары или услуги, которых нет у ваших конкурентов?
- Будете ли вы обеспечивать лучшее обслуживание клиентов?
- Предложите ли вы лучшую цену?
Подумайте, как вы превзойдете своих конкурентов, и задокументируйте их в этом разделе вашего плана.
Маркетинговый план
Традиционно маркетинговый план включает четыре элемента: продукт, цена, место и продвижение. Для бизнес-плана сварки ваша маркетинговая стратегия должна включать следующее:
Продукт : В разделе продукта вы должны повторить тип сварочной компании, который вы задокументировали в обзоре вашей компании.
Затем подробно опишите конкретные продукты или услуги, которые вы будете предлагать. Например, будете ли вы предоставлять услуги по тяжелой сварке, подводной сварке, производству трейлеров или алюминиевых конструкций?Цена : Задокументируйте цены, которые вы предлагаете, и их сравнение с ценами ваших конкурентов. По сути, в разделах продуктов и цен вашего плана вы представляете продукты и / или услуги, которые вы предлагаете, и их цены.
Место : Место относится к сайту вашей сварочной компании. Задокументируйте, где находится ваша компания, и упомяните, как сайт повлияет на ваш успех. Например, находится ли ваше сварочное предприятие в оживленном торговом районе, деловом районе, на отдельном объекте или это мобильное предприятие? Обсудите, как ваш сайт может стать идеальным местом для ваших клиентов.
Рекламные акции : В заключительной части вашего маркетингового плана по сварке вы должны указать, как вы будете привлекать потенциальных клиентов к вам.
Ниже приведены некоторые рекламные методы, которые вы можете рассмотреть:- Реклама в местных газетах, радиостанциях и/или журналах
- Обратитесь к веб-сайтам
- Распространение листовок
- Занимайтесь маркетингом по электронной почте
- Реклама в социальных сетях
- Улучшите SEO (поисковую оптимизацию) вашего веб-сайта по целевым ключевым словам
Операционный план
Хотя в предыдущих разделах вашего бизнес-плана объяснялись ваши цели, в вашем операционном плане описывается, как вы будете их достигать. Ваш план операций должен состоять из двух отдельных разделов, как показано ниже.
Ежедневные краткосрочные процессы включают в себя все задачи, связанные с ведением вашего сварочного бизнеса, включая ответы на звонки, встречи с клиентами, отправку счетов и сбор платежей и т. д.
Долгосрочные цели — это вехи, на которые вы рассчитываете достигать.
Это могут быть даты, когда вы планируете привлечь X-го клиента или когда вы надеетесь получить X долларов дохода. Это также может быть, когда вы планируете расширить свой сварочный бизнес на новый город.
Руководство
Чтобы продемонстрировать потенциал успеха вашего сварочного бизнеса, необходима сильная команда менеджеров. Выделите опыт ваших ключевых игроков, подчеркнув те навыки и опыт, которые доказывают их способность развивать компанию.
В идеале вы и/или члены вашей команды должны иметь непосредственный опыт управления сварочным бизнесом. Если да, подчеркните этот опыт и знания. Но также подчеркните любой опыт, который, по вашему мнению, поможет вашему бизнесу добиться успеха.
Если вашей команды не хватает, рассмотрите возможность создания консультативного совета. Консультативный совет будет включать от 2 до 8 человек, которые будут действовать как наставники для вашего бизнеса. Они помогут ответить на вопросы и предоставят стратегическое руководство.
При необходимости ищите членов консультативного совета с опытом управления сварочным бизнесом или успешного управления небольшим сварочным производством.
Финансовый план
Ваш финансовый план должен включать финансовый отчет за 5 лет с разбивкой по месяцам или кварталам в первый год, а затем ежегодно. Ваши финансовые отчеты включают в себя отчет о прибылях и убытках, балансовый отчет и отчет о движении денежных средств.
Отчет о прибылях и убытках
Отчет о прибылях и убытках чаще называют отчетом о прибылях и убытках или отчетом о прибылях и убытках. Он показывает ваш доход, а затем вычитает ваши расходы, чтобы показать, получили ли вы прибыль или нет.
При составлении отчета о прибылях и убытках вам необходимо разработать допущения. Например, вы наймете 3 сварщиков, и каждый сварщик будет работать по 8 часов в день при почасовой оплате 50 долларов в час? И будут ли продажи расти на 2% или 10% в год? Как вы можете себе представить, ваш выбор допущений сильно повлияет на финансовые прогнозы для вашего бизнеса.
Насколько это возможно, проведите исследование, чтобы попытаться обосновать свои предположения в реальности.Балансовые отчеты
Балансовые отчеты показывают ваши активы и пассивы. Хотя балансовые отчеты могут содержать много информации, постарайтесь упростить их до ключевых элементов, о которых вам необходимо знать. Например, если вы потратите 50 000 долларов на создание своего сварочного бизнеса, это не принесет вам немедленной прибыли. Скорее, это актив, который, как мы надеемся, поможет вам получать прибыль на долгие годы. Точно так же, если кредитор выписывает вам чек на 50 000 долларов, вам не нужно немедленно его возвращать. Скорее, это обязательство, которое вы со временем оплатите.
Отчет о движении денежных средств
Отчет о движении денежных средств поможет определить, сколько денег вам нужно, чтобы начать или развивать свой бизнес, и гарантировать, что вы никогда не останетесь без денег. Большинство предпринимателей и владельцев бизнеса не понимают, что можно получить прибыль, но остаться без денег и обанкротиться.
При составлении отчета о прибылях и убытках и балансовых отчетов обязательно укажите несколько ключевых расходов, необходимых для открытия или расширения сварочного бизнеса:
- Стоимость сварочного оборудования и расходных материалов
- Заработная плата или оклады, выплачиваемые персоналу
- Страхование бизнеса
- Налоги
- Другие начальные расходы (если вы начинаете новый бизнес), такие как судебные издержки, разрешения, компьютерное программное обеспечение и оборудование
Приложение
Приложите свои полные финансовые прогнозы в приложении к вашему плану вместе со всеми подтверждающими документами, которые делают ваш план более убедительным. Например, вы можете включить аренду помещения или список успешно выполненных сварочных проектов.
Резюме
Написание бизнес-плана для вашего сварочного предприятия — это стоящее дело. Если вы будете следовать приведенному выше шаблону, к тому времени, когда вы закончите, вы действительно станете экспертом.
Вы поймете сварочную отрасль, своих конкурентов и своих клиентов. Вы разработаете маркетинговую стратегию и поймете, что нужно для запуска и развития успешного сварочного бизнеса.
Часто задаваемые вопросы о шаблоне бизнес-плана сварки
Завершите свой бизнес-план
Сварка за 1 день!
Вам не хотелось бы, чтобы ваш бизнес-план по сварке был более быстрым и простым?
С окончательным шаблоном бизнес-плана Growthink вы можете завершить свой план всего за 8 часов или меньше!
Нажмите здесь, чтобы закончить свой бизнес-план по сварке сегодня.
ИЛИ, позвольте нам разработать для вас ваш план
С 1999 года Growthink разработала бизнес-планы для тысяч компаний, которые добились огромного успеха.
Нажмите здесь, чтобы узнать, как составитель бизнес-плана Growthink может создать для вас ваш бизнес-план.
Другие полезные статьи и шаблоны бизнес-планов
Шаблон бизнес-плана для малого бизнеса и предпринимателей
Как составить отличный бизнес-план Схема сертификации была разработана для профессионалов сварочного производства профессионалами сварочной отрасли.
Схема сертификации сварщиков AWI предназначена для опытных сварщиков, стремящихся к дальнейшему развитию своей карьеры в области сварки.Австралийский институт сварки повысил стандарты для этих важных сертификационных курсов по сварке. Наша схема сертификации является экономически эффективной альтернативой другим отраслевым сертификатам. Схема сертификации AWI предназначена для удовлетворения потребностей всех заинтересованных сторон в австралийской сварочной и производственной промышленности.
Австралийский институт сварки работал с ведущими в отрасли зарегистрированными учебными организациями (RTO) над созданием признанной на национальном уровне схемы обучения. Эта схема обучения подходит для AS179.6 Сертификация с 1 по 9 (сварочные билеты).
Австралийский стандарт 1796 определяет необходимые теоретические и практические навыки сварки для сертификации. Это позволит заявителю получить сертификат на сварку высококачественных изделий:
- Обычный углерод
- Плита из низколегированной стали
- Секции труб
Приведенная ниже информация описывает, как получить сертификат сварщика.
Вступительные требования
Чтобы получить право на участие в схеме сертификации сварщиков AWI, вы должны иметь:
- получил Сертификат III в области инженерии или
- быть наемным торговцем.
Если у вас нет Сертификата III, вы можете получить квалификацию благодаря предыдущему опыту. Предыдущий опыт включает как минимум двухлетний опыт сварки и завершение одной или нескольких программ сварки начального уровня. Сюда входит не менее 300 часов обучения и успешное выполнение следующих задач:\
- MEM05007C – выполнение ручного нагрева и термической резки
- MEM05051A — Выберите процесс сварки
- MEM0502A – Применение безопасных методов сварки
- MEM09002B – Интерпретация технических чертежей
- MEM12023A — выполнение инженерных измерений
- MEM18001C — Использование ручных инструментов/ручных операций
- Выполнение обычной сварки с использованием правильного процесса (базовый)
- Сварка с использованием применимого процесса (промежуточный)
- Выполнение расширенной сварки с использованием применимого процесса (расширенный)
Компоненты обучения
Для получения сертификата сварщика необходимы два компонента обучения: теория и практика.
Оба компонента должны быть завершены, после чего следует экзамен через утвержденный RTO, прежде чем они будут утверждены.Теория
Чтобы получить необходимые навыки и знания, кандидаты должны заполнить MEM05026C – Применение принципов сварки.
Покрываемая информация:
- Толкование планов и спецификаций
- Валидация процедур изготовления/сварки
- Оценка и интерпретация OHS
- Стандарты и спецификации
- Организация процедур неразрушающего контроля и
- Управление проектами
Практика
Кандидаты должны пройти не менее 40 часов практического обучения на одном из следующих курсов. Эти курсы можно пройти через Technoweld.
- Сертификат №. 3E – Ручная дуговая сварка металлическим электродом (MMAW) сварных швов с использованием водородосодержащих электродов в листах из легированной стали
- Сертификат №. 4 – Ручная дуговая сварка металлическим электродом (РДС) сварных швов водородосодержащими электродами труб из легированной стали
- Сертификат №. 7 – Газовая вольфрамовая дуговая сварка (GTAW)
- Сертификат №. 8F – Дуговая сварка флюсовой проволокой (FCAW) листа и трубы
- Сертификат №. 8G – Газовая дуговая сварка (GMAW) листа и трубы
Экзамен
Экзамен по теории должен быть сдан через RTO, одобренный AWI. Экзамен по теории является общим для всех сертификатов и должен быть сдан только один раз.
Кроме того, практические экзамены должны быть сданы через одобренный AWI RTO. Практические экзамены специфичны для каждого сертификата. Сварщик должен сдать экзамен, соответствующий изучаемому типу сварочного сертификата.
Одобрение Австралийского института сварки
Австралийский институт сварки может оценивать квалификации, выданные RTO по всей стране. После того, как квалификация будет достигнута, соответствующие формы должны быть отправлены в AWI (как указано ниже). После подтверждения сертифицированному сварщику будет выдан сертификат и карточка кошелька.
- Ю.
