Схема электрическая инвертора сварочного: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Принцип работы сварочного инвертора
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. С развитием полупроводникового оборудования и появлением таких элементов, как тиристоры, были созданы устройства, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше.
- Устройство и основные характеристики инверторов
- Принцип работы инвертора
- Технические параметры устройств
- Плюсы и минусы инверторной сварки
- Преимущества инверторного агрегата
- Недостатки
- Сфера применения инверторного аппарата
- Качество и удобство
- Электрическая дуга
- Сваривание металлов
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока.
Устройство инвертора содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах.
К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как работает сварочный инвертор
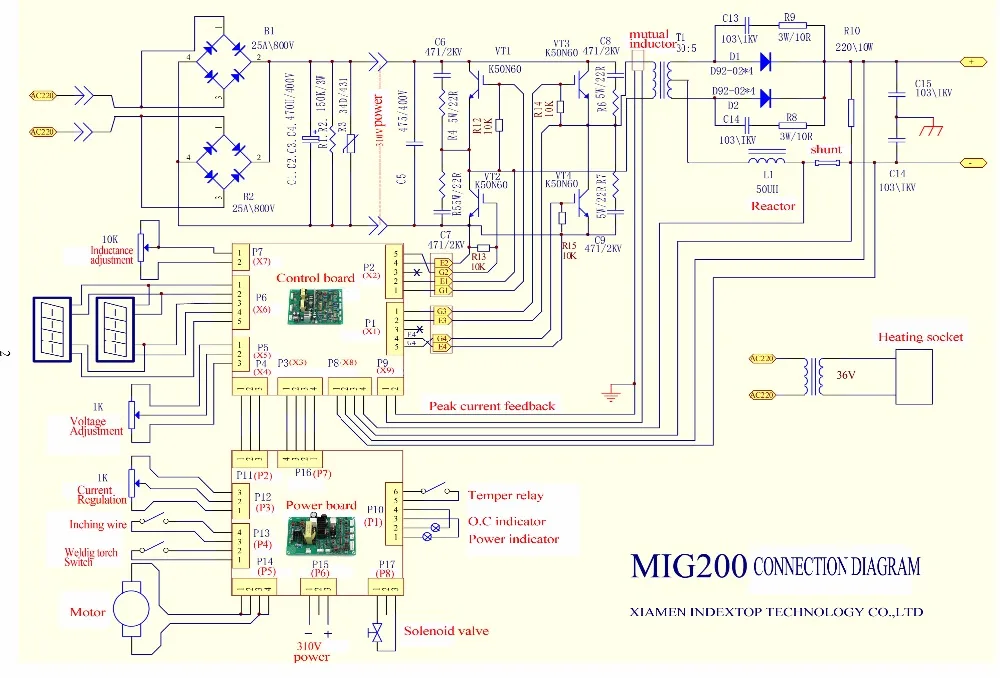
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.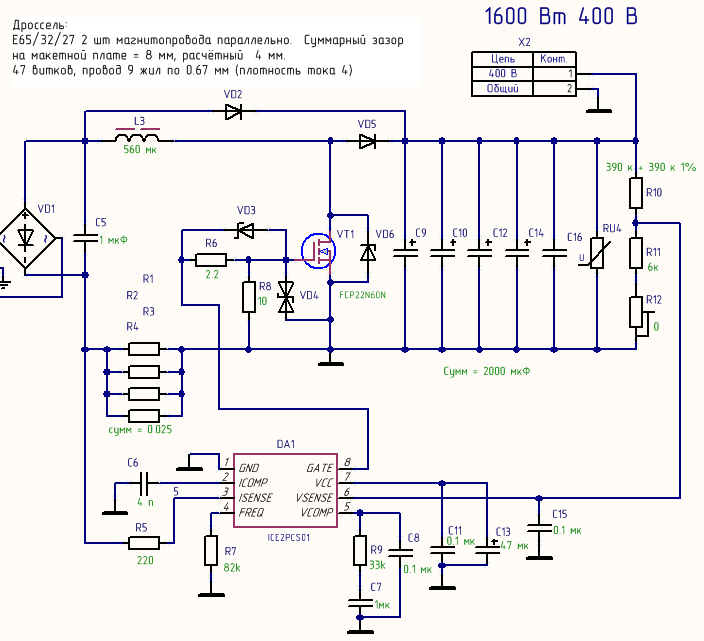
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители.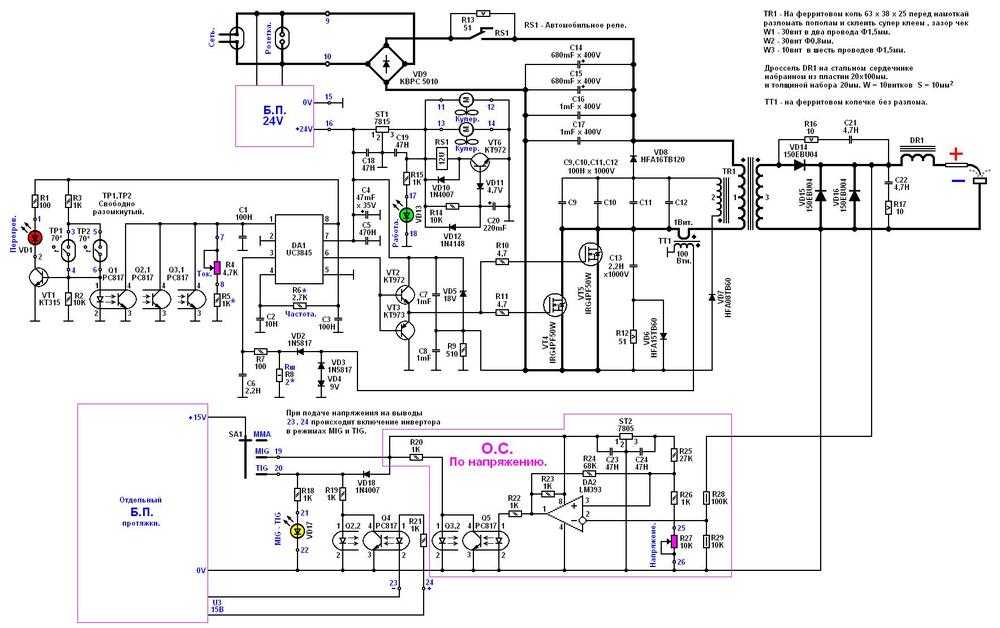 Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
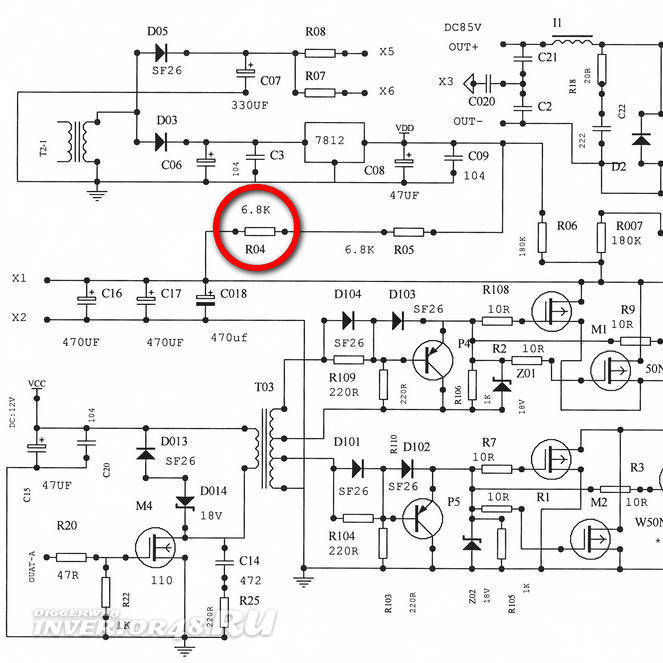
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения.
 Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Преимущества инверторного агрегата
- Инверторы имеют небольшой вес и габариты, что очень важно при выполнении сварочных работ, вес аппарата всего 4-4,5 кг.
- Высокий КПД и электробезопасность, которая обеспечивается большим количеством схем защиты — перегрев, перегрузка или электрическое перенапряжение.
- Низкий уровень электропотребления, инверторы потребляют в 1,5-3 раза меньше, чем привычные сварочные аппараты. Такая особенность позволяет использовать агрегат даже при напряжении в сети в 180В. При включении он создает минимальные электромагнитные помехи в сети.
- Плавное и легкое управление силой тока.
- В итоге получаются качественные сварные швы, такой высокий результат достигается благодаря легкому зажиганию электрической дуги с ее устойчивым горением. В процессе работы не наблюдается большого разбрызгивания сварного металла.
- Можно использовать различные электроды.
- Есть система быстрого зажигания электродов — Hot Start.
Недостатки
- Может произойти неисправность, которая проявляется в выходе из эксплуатации микропроцессора, это обусловлено нарушением условий хранений или применения. Если устройство находится или применяется в запыленном месте, то его необходимо чаще продувать и чистить.
- Высокую стоимость агрегата можно отнести к минусам, его нельзя использовать при очень низких температурах, так -15оС является крайней отметкой в работе.
- Длина используемого кабеля не должна превышать 2,5 метра.
Сфера применения инверторного аппарата
Высокие технические возможности агрегата позволили найти ему широкое применение.
- Их можно использовать в качестве обычных электрических трансформаторов для дуговой сварки с постоянным током.
- Также инвертор применим для аргонодуговой сварки с неплавкими электродами.
- В полуавтоматической сварке инверторы используются с присадочной проволокой.
- Агрегаты нашли применение в работах плазменной резки.
Качество и удобство
Дуговая сварка является очень ответственной работой и чтобы ее удачно выполнить сварщик должен иметь определенные знания и опыт. С помощью инвертора можно выполнить сварку более просто, не имея больших навыков в работе.
Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети.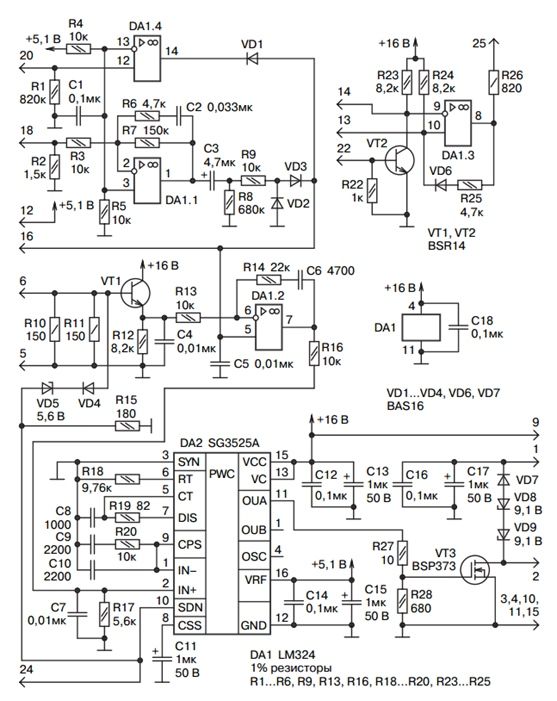 В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.
Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным. Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа.
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга.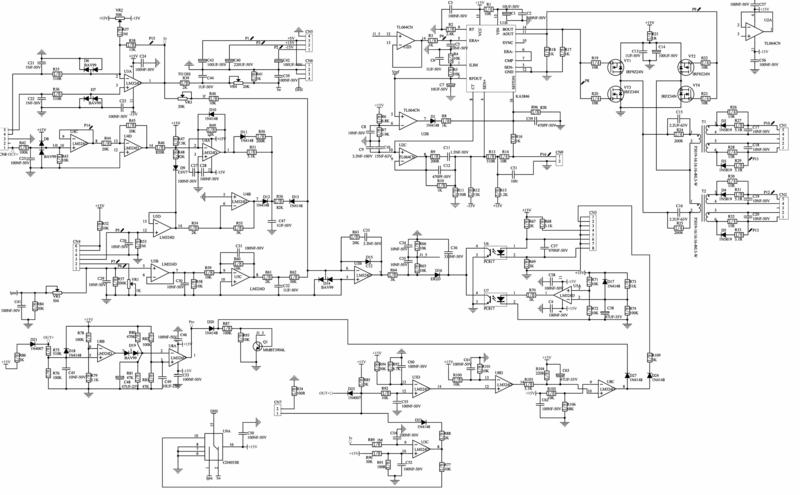 Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла.
С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.

- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
Схема сварочного инвертора ASEA-160D — качество и надежность
Рубрика: Схемы инверторного сварочного аппарата
Содержание
- Схема сварочного инвертора ASEA-160D
- Инверторы ASEA изнутри
- Отличительные особенности инверторов ASEA
- Технические параметры:
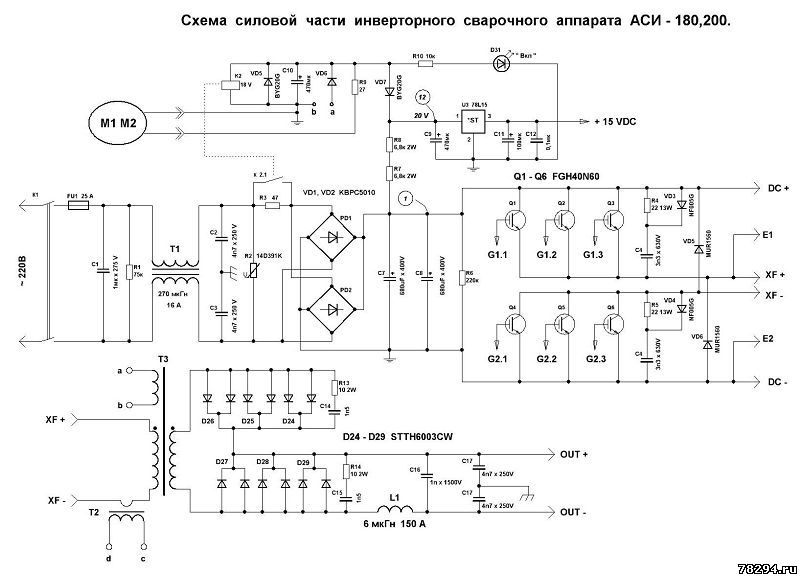
Схема сварочного инвертора — это высокоэффективный переносной сварочное аппарат ASEA-160D изготавливаемый в Южной Корее. Устройство собрано в малогабаритном ударопрочном корпусе. Малогабаритный инвертор ASEA-160D это превосходный выбор для специалистов занимающихся сваркой металла на профессиональной основе.
Принципиальная электрическая схема инверторного сварочного аппарата ASEA-160D
Для увеличения кликните по картинке
Так же он будет идеальным дополнением к техническому оснащению вашей домашней мастерской. Освоить процесс выполнения сварочных работ на этом аппарате в короткое время, под силу даже неопытному новичку. Тем более, инвертор в состоянии работать почти со всеми металлами и сплавами, используя при этом весь диапазон силы тока.
Инверторы ASEA изнутри
Очень важным критерием сварочного инвертора считается возможность электрической дуги образовывать сварной шов высокого качества. Кроме всего выше перечисленного, во время формирования сварного шва практически отсутствует разбрызгивание расплавленного металла, образование пор и трещин в сварных швах.
Отличительные особенности инверторов ASEA
- Плавная и стабильная сварочная дуга
- Устройство снабжено встроенным модулем для автоматического понижения напряжения на выходных зажимах корпуса во время холостого хода до 8v.
- Великолепная адаптация оборудования и его способность работать при существенной разнице сетевого напряжения в диапазоне 150v — 270v.
- Схема сварочного инвертора предусматривает индикацию в цифровом формате, которая отображает силу устанавливаемого тока во время настройки.
- Отличное расположение комплектующих внутри корпуса, применение качественных компонентов, грамотная сборка.
- Способность выполнять сварку металла с использованием защитного газа.
Такого рода параметры, во многом способствуют сварочным инверторам ASEA-160D и более современным моделям, находится долгое время на лидирующих позициях в России среди конкурентов.
Схема сварочного инвертора ASEA-160D, способна выполнять работу при ниже указанных условиях:
- диапазон рабочих температур от – 14°С до + 42°C;
- процентное содержание влаги в воздухе не должно превышать 80% при + 22°С;
Технические параметры:
Категорически не рекомендуется производить сварочные работы в условиях, когда воздух сильно насыщен пылью. Также запрещена эксплуатация во взрывоопасной среде, в помещениях с различными парами и газами, которые способствуют возникновению коррозии металлической конструкции и изоляции.
Что такое инверторный сварочный аппарат?
Сварочный инвертор
Инверторные аппараты для выполнения ручной дуговой сварки становятся все более популярным видом оборудования. Они кардинально отличаются от обычных трансформаторных устройств.
Сварочные инверторы обеспечивают более эффективный и надежный способ сварки, чем традиционные методы.
Перед принятием решения о покупке важно понять, что такое инвертор, как он работает и в чем его преимущества.
Сварочный инвертор — это устройство, которое преобразует основное напряжение или мощность генератора в выходной низковольтный постоянный ток (DC), используемый для дуговой сварки.
Это обеспечивает большую портативность, меньший вес, меньшее энергопотребление и лучшую производительность по сравнению с машинами на основе трансформатора.
Это также позволяет пользователям настраивать свои параметры вручную или автоматически в зависимости от задания, над которым они работают. Это может привести к улучшению качества сварки, что экономит время и деньги, позволяя избежать дорогостоящих ошибок или переделок.
Детали сварочного аппарата Инвертор
Инверторный сварочный аппарат состоит из следующих основных блоков:
- Блок выпрямителя: выпрямляет сетевое напряжение.
- Фильтр нижних частот фильтр er: сглаживает выпрямленное сетевое напряжение для устранения сетевых помех.
- Инвертор: создает переменное напряжение высокой частоты (чаще всего свыше 15-20 кГц).
- Трансформатор: понижает результирующее высокочастотное переменное напряжение до напряжения, необходимого для сварки.
- Блок выпрямителя: выпрямляет высокочастотное переменное напряжение;
- Высокочастотный фильтр: сглаживает результирующее напряжение для уменьшения результирующего шума.
Изображение: CWB
Преимущества инверторных сварочных аппаратов
Сварочный инвертор позволяет достичь следующих преимуществ по сравнению с трансформатором или выпрямителем.
- Небольшой вес: Из-за увеличения частоты напряжения масса трансформатора, необходимая для снижения напряжения, значительно уменьшилась. Следовательно, масса сварочного аппарата значительно уменьшилась. Поэтому эти устройства стали мобильными и теперь их можно легко перемещать, а некоторые даже носить при работе на плече.
- Повышение эффективности: Современные сварочные инверторы снижают потери электроэнергии до 10 раз, многие инверторы способны работать от 185 Вольт и даже ниже. КПД такого инвертора достигает 90%.
- Контроль точных параметров: Сварочный инвертор использует сложную электронику, которая позволяет очень точно выбирать параметры сварки и, таким образом, обеспечивает надежное качество сварки.
Основные характеристики инверторного сварочного аппарата
Сварочный инвертор в целом обеспечивает множество важных функций для сварочных работ. Наиболее распространены две функции сварочного инвертора:
- Hot Start – облегчает зажигание дуги за счет кратковременного увеличения параметров сварочного тока. позволяет легко зажечь дугу, кратковременно увеличивая силу сварочного тока.
- Anti-Stick – позволяет избежать «залипания» электрода при сварке. Защита от прилипания срабатывает, когда электрод прилипает. Он автоматически перестает снабжаться электрическим током. Она начинает поступать только тогда, когда электрод отрывается от металла.
- Arc force выполняет аналогичную задачу, но уже в процессе сварки. Это значительно снижает вероятность прилипания электрода.
Недостатки инверторных сварочных аппаратов
К сожалению, инверторные источники питания для сварки имеют не только достоинства, но и очень существенный недостаток – сложность ремонта.
- Из-за наличия сложных элементов в электрических цепях ремонт сварочного инвертора в домашних условиях крайне затруднен.
- Однозначно дороже классических трансформаторных аналогов.
- Сварочные инверторы чувствительны к строительной пыли (особенно содержащей металлические включения) и влаге.
- При использовании устройств данного типа необходимо придерживаться правил эксплуатации, указанных в паспорте. Их нарушение может привести к поломкам и дорогостоящему ремонту.
- Также при выборе сварочных инверторов учитывайте, что эти аппараты бывают одноплатными и многоплатными. Одноплатные инверторы существенно дешевле, а вот многоплатные легче и дешевле в ремонте.
Как правильно выбрать сварочный инвертор?
Чтобы правильно выбрать сварочный инвертор, стоит ответить на ряд вопросов:
- Где будет использоваться аппарат: в гараже, на даче, в мастерской (220 В, 380 В),
- Металл какой толщины будете сваривать (рабочий диаметр электрода),
- Ваш бюджет.
Подробнее: Советы по покупке нового сварочного аппарата
Конструкция и работа сварочного трансформатора
Классические трансформаторные устройства являются электрическими устройствами и работают на частоте 50 Гц. Параметры электрического тока от бытовой сети напряжением 220 В не подходят для сварки.
Трансформируются с помощью трансформатора. Для этого на первичную обмотку подается электрический ток, который намагничивает ее составной сердечник.
Изображение предоставлено: CWB
В результате возникает переменное магнитное поле, которое в свою очередь создает переменный ток во вторичной обмотке. Его параметры отличаются от исходных: напряжение 50-9 В.0 В, а ток 100-200 А.
Сразу стоит отметить, что второй параметр не ограничен указанными пределами. В таких устройствах сила сварочного тока регулируется механически и зависит от числа витков вторичной обмотки трансформатора.
Устройства этого типа имеют простую конструкцию. Они надежны и недороги, но при этом отличаются большой потребляемой мощностью, большим весом и габаритами. С их помощью трудно обеспечить хорошее качество швов.
Устройство и работа сварочного инвертора
Инверторные сварочные аппараты уже не электрические, а электронные устройства и их работа организована по другим принципам.
Переменный ток сначала поступает в предварительный или первичный выпрямитель, где с помощью диодного моста преобразуется в постоянный ток напряжением 220 В.
Затем подается в инверторный блок. Здесь силовые транзисторы и тиристоры снова преобразуют ток в переменный, но теперь его частота достигает 100 кГц.
Изображение: Researchgate
На следующем этапе ток поступает в высокочастотный трансформатор. Здесь напряжение уменьшается, а его сила увеличивается.
Высокочастотный трансформатор отличается от классического не только конструкцией, но и размерами. Кроме того, практически отсутствуют потери энергии на обогрев.
На последнем этапе ток проходит через выпрямитель, где преобразуется в постоянный с параметрами, необходимыми для сварки.
В электронной схеме сварочных инверторов используются блоки управления на базе микропроцессоров. Они обеспечивают стабильную работу всех остальных узлов устройств.
Блоки управления мгновенно реагируют на малейшие отклонения параметров сварочного тока от заданных и корректируют их. Это обеспечивает стабильное горение дуги и хорошее качество сварки даже при минимальном опыте сварки.
Кроме того, инверторные аппараты имеют очень широкий диапазон регулирования сварочного тока, обеспечивают низкое разбрызгивание металла и позволяют использовать электроды любых типов. Кроме того, они легкие, компактные и максимально простые в использовании. Все аппараты снабжены несколькими системами защиты, выводящими их из строя при перегреве или перегрузке, а сварку с их помощью можно проводить в любом пространственном положении.
Сварочные инверторы для бытового использования
Все сварочные инверторы на рынке можно разделить на две большие группы:
- Бытовое использование и
- Промышленное использование.
Первые питаются от обычной бытовой сети напряжением 220 В и имеют максимальный сварочный ток не более 200 А. Они рассчитаны на работу с небольшой нагрузкой.
Профессиональные промышленные инверторы чаще всего подключаются к трехфазной сети напряжением 380 В. Как правило, они имеют более высокое значение максимального сварочного тока – до 500 А.
Типы полярности в SMAW, MIG, MAG…
Включите JavaScript
Типы полярности в SMAW, MIG, MAG, FCAW, TIG и SAW
Включите JavaScript
Инструменты автоматизации — бесконтактные Тестер напряжения
Курсы по ремонту сварочных инверторов: Bgacenter
Научитесь детально разбираться в устройстве и диагностике сварочных инверторов. Попрактикуйтесь в тестировании и пайке IGBT-транзисторов.
записаться на курс
Группа:
до 5 человек
Документ:
Сертификат
Справка:
При трудоустройстве
для начинающих
для тех, кто хочет улучшить свои навыки
для тех, кто ищет работу
для студентов
для тех, кто хочет открыть свои собственный СЦ
Подробно разобраться в устройстве сварочных инверторов
Правила последовательности диагностики
Проверка мощных силовых транзисторов различными методами
Замена неисправных ШИМ-контроллеров
Измерение напряжения в разных узлах с помощью мультиметра и осциллографа
Схемы чтения сварочных инверторов: Ресанта, Корунд, Тиг, Сварог, Аврора, Вольта, Солярис, Старт, Фубаг
Аттестат — официальный документ об образовании
После прохождения обучения вы получаете Сертификат. Ваше преимущество при обращении в сервисный центр или компанию
Помощь в трудоустройстве
Владельцы и руководители сервисных центров обращаются в Бгацентр при наличии вакансий — мастер по ремонту телефонов или приемщик сервисного центра. Поэтому почти всегда есть возможность трудоустройства в сервисных центрах Санкт-Петербурга, после прохождения обучения и успешной аттестации.
Компенсация за обучение, 13%
Пройдя любую программу обучения в bgacenter, вы можете получить налоговый вычет на обучение
Чтобы начать обучение, вы можете оплатить курс полностью или в рассрочку. Предоставляем рассрочку или кредит
зарегистрироваться
Программа обучения ремонту сварочных инверторов построена на соотношении 80% (практика) к 20% (теоретические занятия). Однозначно, при ремонте инверторов есть определенный подход к схемотехнике. Так как конструктивно сварочный аппарат представляет собой мощный источник питания, состоящий из вспомогательного и основного.
Блок питания представляет собой сложное электронно-техническое устройство, поэтому его ремонт требует определенной квалификации специалиста.
В ходе обучения будут рассмотрены схемы различных импульсных источников питания, которые применяются в сварочных инверторах. Вы научитесь проводить диагностику, поймете принцип работы АИС и устраните типичные неисправности.
1
Блок-схемы сварочных аппаратов
В процессе обучения вы изучите схемотехнику и конструкцию сварочных аппаратов. Конструктивно большинство инверторов имеют схожую конструкцию. Освоив ремонт сварочных аппаратов одного производителя, вы с легкостью сможете ремонтировать инверторы других производителей. По ходу рассмотрим устройство и принцип работы таких типов СА, как:
- ММА – ручная дуговая сварка
- MAG – полуавтоматическая сварка
- Комбинированный (ММА+МАГ)
Сварочный аппарат состоит из:
- металлический корпус с органами управления
- основная плата с радиаторами и силовым трансформатором
- с установленным задающим генератором и защитой от перегрева и залипания
- резервный блок питания
- силовой модуль
- охлаждающие вентиляторы
- силовые сварочные провода и замок электрододержателя
субмодули
Блок-схема сварочного инвертора
1
Устранение неполадок
При использовании АИС возникают частые поломки. На курсе ремонта сварочного аппарата вы приобретете навык диагностики и последующего ремонта.
Типичные неисправности сварочных инверторов:
- Сварочный инвертор не включается
- Инвертор включается, индикаторы горят, вентиляторы работают, но машина не готовит
- Инвертор включается, но вентиляторы не работают
- Устройство включается, через короткое время перегревается и выключается
- Аппарат работает на выходном напряжении нормально, но при попытке зажечь дугу сварочного тока не хватает
- Нестабильная сварочная дуга, брызги металла при сварке
- Невозможно отрегулировать заданный ток или максимальное или минимальное значение с помощью регулятора тока
- Транзисторы IGBT постоянно выходят из строя под нагрузкой
- Выходные транзисторы IGBT исправны, напряжение на конденсаторах фильтра есть, но устройство не работает
- При включении одновременно загораются зеленый (рабочий) и оранжевый (аварийный) светодиоды на панели управления
- При исправных IGBT-транзисторах и исправном резервном блоке выходное сварочное напряжение отсутствует
- Механическое повреждение сварочного аппарата при падении с высоты
Первичная проверка работоспособности выходного сварочного диодного выпрямителя
1
Ремонт сварочных аппаратов
При восстановлении АИС проверяем подачу сетевого напряжения на основной щит. С помощью мультиметра определяем работоспособность диодного моста, подачу выпрямленного напряжения на модуль дежурного режима и на блок питания. В процессе обучения вы сами выявляете неисправный узел, с последующим его ремонтом.
Ремонт сварочного инвертора
1
Пайка силовых IGBT транзисторов
Научившись ремонтировать сварочные инверторы, вы сможете отработать на практике следующее:
- Пайка IGBT-транзисторов
- Пайка силовых транзисторов
- Демонтаж SMD и DIP элементов на плате АИС
- Микросхемы для пайки
- Замена перегоревших разъемов
Транзисторы для пайки
1
Ремонт первичного питания сварочного инвертора
Диагностика резервного блока заключается в проверке поступающего напряжения с диодного моста на силовой транзистор через обмотку трансформатора. Импульсы проверяются с помощью осциллографа ШИМ-регулятора и напряжения питания этой микросхемы.
Проверяется исправность обвязки микросхемы, если она исправна, устанавливаем новый ШИМ-регулятор и проверяем выходные импульсы.
Старт диагностики ШИМ-регулятора со встроенным транзистором
1
Ремонт блока питания сварочного аппарата
Диагностика основного блока проводится в следующей последовательности:
- проверяется исправность IGBT транзистора после его впайки
- проверяем подачу выпрямленного напряжения с фильтра на коллектор верхнего ключа IGBT транзистора
- проверяем триггерные импульсы на осциллографе на затворах верхнего и нижнего плеча
- особое внимание обращаем на форму импульсов (затухание фронта)
- проверяем исправность SMD резисторов и стабилитронов в цепи затвора
- производим визуальный осмотр неэлектролитических конденсаторов в коллекторной цепи
Проверка IGBT-транзистора
Лучшим прибором для проверки IGBT-транзисторов на оригинальность является SMD-тестер или LCR-T4 с дополнительным питанием. IGBT-транзистор отличается по своей внутренней структуре от MOSFET, поэтому требует другого подхода к диагностике.
Импульсы прихода сигнала на затвор IGBT транзисторов
1
Проверка работоспособности сварочного аппарата
После завершения ремонтных работ необходимо подключить сварочный инвертор к сети 220В и убедиться в наличии выходного напряжения на разъемах сварочного кабеля. Напряжение холостого хода исправной АИС должно быть в пределах от 60 до 90 Вольт, в зависимости от фирмы производителя. Как правило, он указан в таблице на корпусе устройства.
Затем нужно взять электроды и зажечь вольтовую дугу. Во время сварки необходимо измерять напряжение на кабельных выводах с помощью вольтметра. Должно быть 23-30 вольт.
Регулятором тока на передней панели СИ установить различные значения тока и убедиться в стабильной работе.
Выходное напряжение отремонтированного инвертора
1
Безопасность при ремонте
При выполнении ремонтных работ особое внимание следует уделять технике безопасности. Основную опасность представляет напряжение на сглаживающих конденсаторах выпрямителя. Может достигать максимального значения амплитуды сети переменного тока 310В. При ремонте необходимо разрядить конденсаторы, как вариант — лампой накаливания 60 ватт или нагрузочным резистором.
При ремонте вспомогательного блока следует соблюдать особую осторожность. Так как многие элементы находятся под напряжением сети 220В. Выходное напряжение сварочного инвертора на холостом ходу достигает 65 – 85В. При подключении сварочных кабелей необходимо соблюдать меры предосторожности для защиты от поражения электрическим током.
Инструктор по обучению —
Практикующий эксперт
После прохождения обучения в Bgacenter вы сможете:
Выполнить полную диагностику сварочного инвертора
Выполнение ремонта на уровне компонентов в схеме преобразователя
Понимать схемы электрических цепей и понимать смысл их работы
Проверить IGBT-транзисторы
Понять взаимосвязь между первичным и основным блоками сварочного инвертора
Проверить трансформатор гальванической развязки (ТГР) и отремонтировать
Стоимость обучения
33900 рублей
51900 рублей
Учись сейчас, плати потом!
Пройти обучение в рассрочку или в кредит. Возможна рассрочка равными частями на 4 и 6 месяцев, без аванса
Что может сломаться в сварочном аппарате?
Чаще всего в сварочном инверторе выходит из строя:
- IGBT транзисторы
- выходные диоды
- сетевой коммутатор
Сколько стоит ремонт сварочного аппарата?
Ремонт сварочного аппарата может стоить от двух до четырех тысяч рублей.
Какое напряжение должно быть на выходе сварочного инвертора?
Выходное напряжение АИС варьируется от 60 до 90 Вольт.
Почему не работает инверторный сварочный аппарат?
Причин может быть много. Начиная от неисправного диодного моста и заканчивая выходным выпрямителем. На курсах вы научитесь устранять самые распространенные поломки сварочного инвертора.
Почему сварочный аппарат не сваривает?
Сварочный инвертор может не работать по следующим причинам:
- отсутствие выходного напряжения
- Срабатывание тепловой защиты
- отсутствие напряжения в сети
- выход из строя выключателей питания
- отказ вспомогательного источника питания
- Цепь управления не работает
Какое напряжение холостого хода сварочного трансформатора?
Напряжение холостого хода сварочного трансформатора от 48 до 72 В переменного тока
Что чаще всего ломается в сварочном аппарате?
В сварочном аппарате чаще всего ломаются:
- IGBT транзисторы
- обрыв ограничительного сопротивления для питания вспомогательного блока
- охлаждающие вентиляторы
- ШИМ-контроллер и силовой транзистор вспомогательного блока
- реле управления
Как работает сварочный аппарат?
Сварочный инвертор работает по следующему принципу:
- из переменного напряжения частотой 50 Гц преобразуется в напряжение высокой частоты 40 – 60 кГц
- это напряжение поступает на выход выпрямительного сварочного моста
- подача напряжения через клеммы на сварочный электрод
- зажигание дуги
У меня Ресанта САИ250А.
