Схема реле времени для точечной сварки: Реле времени для точечной сварки схема
Содержание
Схема таймер для точечной сварки
Что такое споттер и зачем он нужен? Споттер это аппарат для контактной сварки и не только, применяется в частности для кузовных работ железных коней, когда нужно что -то выпрямить. Состоит споттер из 3-х основных узлов: силового трансформатора, электронного замыкателя с таймером и электродов. Мощный трансформатор, как правило сетевой, предназначен для получения гигантских токов. Этот трансформатор управляется таймером, который на определенное время включает и выключает транс. Один из силовых выводов этого трансформатора, в частности масса, подключается к кузову автомобиля, второй электрод рабочий, его кончик соединяется или прижимается к центру того участка, который нужно выправить.
Поиск данных по Вашему запросу:
Схема таймер для точечной сварки
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Контактная сварка – как самому изготовить оборудование и клещи?
- Реле времени для споттера своими руками
- Точечная сварка на AVR с трансформатором от микроволновки
- Вопрос по таймеру для точечной сварки.
- Простой таймер для точечной сварки
- Модуль таймера для точечной сварки своими руками
- Таймер для аппарата точечной сварки. Реле времени для контактной сварки своими руками
- Контактная точечная сварка своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Таймер для контактной сварки
Контактная сварка – как самому изготовить оборудование и клещи?
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения. Форум Вопросы по ремонту Промышленная электроника JavaScript отключен. Для полноценно использования нашего сайта, пожалуйста, включите JavaScript в своем браузере. Вопрос по таймеру для точечной сварки. Регист 21 Июл Сообщения Мастерю самодельную точечную сварку для сборки аккумуляторов.
Сейчас осталась последняя задача: сделать таймер. Логика такая: при нажатии на кнопку, симистор должен открыться на некоторое очень короткое время, около 0. Соорудил схемку. В нормальном состоянии заряжается конденсатор через диод и сопротивление, при нажатии на переключатель заряд конденсатора разряжается на управляющий вывод через сопротивление Ом. Но этого не происходит. Если подаю переменку через Ом на управляющий, то симистор открывается как надо.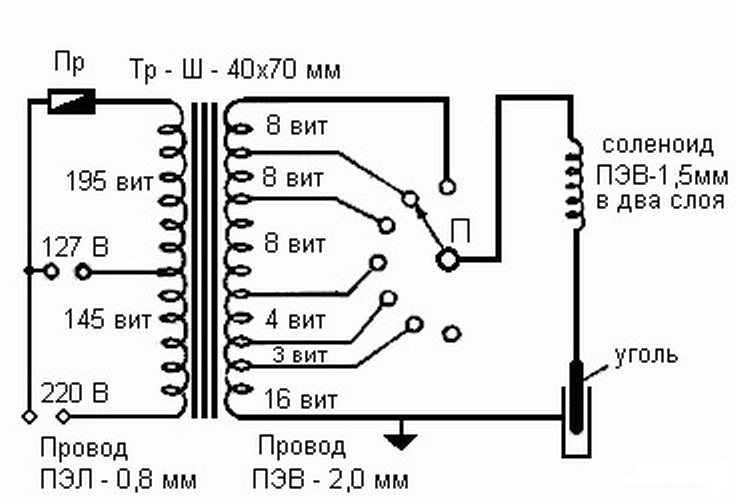
Подскажите, в чем проблема? Неужели он открывается только переменкой? Старинная схема. Я ее видел, решил упростить за счет симистора. Но что-то не получается Klop Участник. Регист 10 Ноя Сообщения Да, точно, там же диод стоит Регулировку длительности сделаю из делителя на переменнике, а вот на счет zerro cross При импульсе в 0. Может есть схемка детектора? По такой схеме тоже не получается, при нажатии на кнопку симистор открывается, импульса не происходит.
Положим, это уже другая схема, кардинально отличная от той, что в старте топика Твоя задача: При отжатой кнопке — зарядить конденсатор При нажатой кнопке разрядить конденсатор по цепи Упр Электрод — А1, причем минус разряда должен идти на Упр Электрод. Номиналы не считал, по осторожнее с тем резистором, что в УЭ. Кондер лучше пленку В. Не получается, симистор открывается во время «зарядки».
Надо что-то другое придумывать. На тиристорах есть схемы, но у меня симистор только. И еще, триак нужно шунтировать варистором, трансформатор — нагрузка не из простых Схема включения оптрона для управления триаком есть в его даташите. Я думаю, что рано или поздно прийдеш к варианту нормального низковольтного управляемого одновибратора с широким диапазоном регулировки автоперезапуском и т. КЕН45 Участник. Регист 10 Янв Сообщения 2.
Я думаю, что рано или поздно прийдеш к варианту нормального низковольтного управляемого одновибратора с широким диапазоном регулировки автоперезапуском и т. КЕН45 Участник. Регист 10 Янв Сообщения 2.
КЕН45 сказал а :. Регист 5 Май Сообщения Если честно, дальше мои познания электронщика-разработчика заканчиваются. Можете предложить решение по моему вопросу? Или проще собрать схему, которую предложил Порутчик?
Есть наработки. В случае универсалки — тема неоднозначная , имеющая много нюансов На мк могу собрать, прошить тоже смогу. Но думаю все-таки собрать на тиристоре в первую очередь.
По предложенной схеме все получилось. Всем спасибо! Регист 15 Дек Сообщения Делал подобную сварку но только на таймере. Вам необходимо войти или зарегистрироваться, чтобы здесь отвечать.
Реле времени для споттера своими руками
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения. Форум Вопросы по ремонту Промышленная электроника JavaScript отключен.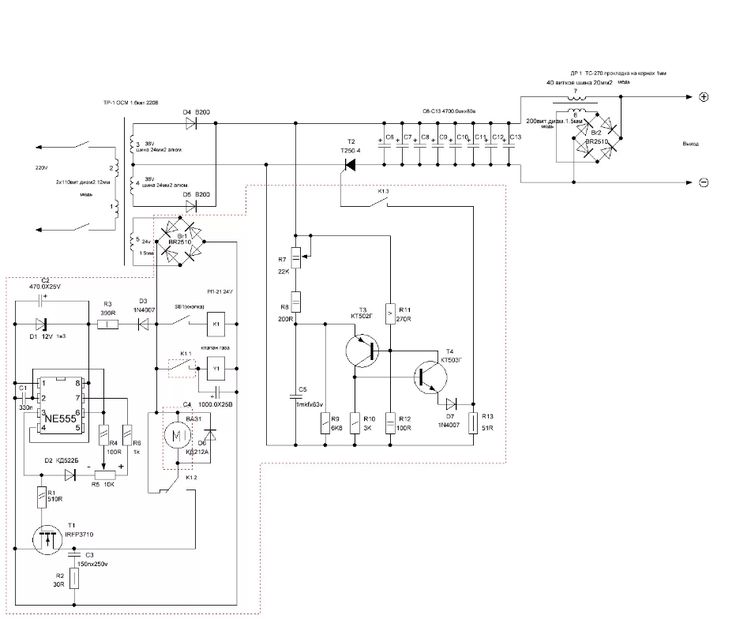
Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1. Основой.
Точечная сварка на AVR с трансформатором от микроволновки
Для индикации используется двухсегментный индикатор, подключены напрямую к контроллеру, у контроллера выводов много, по этому не стал заморачиваться с динамическим отображением. Каждый дисплей подключен через один резистор — лень было распаивать на каждый сегмент. Разница в яркости не особо заметна. Пищалка пассивная информирует о нажатии кнопок и предупреждает перед импульсом. Есть режим настроек функция Setup — вход одновременно нажать кнопки вверх и вниз. Настройки: 1. Задержка перед импульсом в секундах 2. Показывает по десяткам количество срабатываний. Температура контроллера 4.
Вопрос по таймеру для точечной сварки.
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой.
Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой.
Решил сделать контактную сварку из трансформатора от микроволновки, но не знаю, как реализовать управление мощностью? Поскольку ток очень большой, наверно лучше управлять не им, а длительностью его подачи на свариваемые детали!
Простой таймер для точечной сварки
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом — несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта. Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских. Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:. Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:. Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения.
Модуль таймера для точечной сварки своими руками
Модератор: Pavel Сообщение alex. Чипгуру Пропустить. Реле времени аппарата точечной сварки Модератор: Pavel83 Вложения 13 Пред. Сообщений: 14 1 2 След. Очень понравилась схема своей простотой, функциональностью и открытым исходным кодом программы контроллера. Единственное, там надо регистрироваться, чтобы получить доступ к архивам. Я немного доработал схему в плане устойчивости к просадке напряжения сети при сварке.
Схема реле времени на таймере. Любой ее . Процесс сборки таймера для точечной сварки своими руками. Если вам нужно.
Таймер для аппарата точечной сварки. Реле времени для контактной сварки своими руками
Схема таймер для точечной сварки
Русский: English:. Бесплатный архив статей статей в Архиве. Справочник бесплатно.
Контактная точечная сварка своими руками
ВИДЕО ПО ТЕМЕ: Таймер на микросхеме NE555
Евросамоделки — только самые лучшие самоделки рунета! Как сделать самому, мастер-классы, фото, чертежи, инструкции, книги, видео. Главная Каталог самоделки Дизайнерские идеи Видео самоделки Книги и журналы Обратная связь Лучшие самоделки Самоделки для дачи Приспособления Автосамоделки Электронные самоделки Самоделки для дома Альтернативная энергетика Мебель своими руками Строительство и ремонт Для рыбалки и охоты Поделки и рукоделие Самоделки из материала Самоделки для компьютера Cупергаджеты Другие Материалы партнеров 5 новых самоделок! Пошерстив интернет на тему ворот, было принято решение делать откатные. Вариант беcпроигрышный, если не получится, можно переделать в распашные.
Вариант беcпроигрышный, если не получится, можно переделать в распашные.
Внимание покупателей подшипников. Каталог подшипников на сайте.
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками. По ЛУТ технологии или другой удобной Вам переносим рисунок на плату, травим, сверлим, лудим дорожки. Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Помощь — Поиск — Пользователи — Календарь. Перейти к полной версии этой страницы на форумах сайта Электрик: Самодельная точечная сварка. Собрал схему С. Нажмите для просмотра прикрепленного файла Работает, правда есть там парочка несущественных неточностей.
Таймер реле времени для точечной контактной сварки на Ардуино
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Собранный таймер для точечной сварки
Принцип работы
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.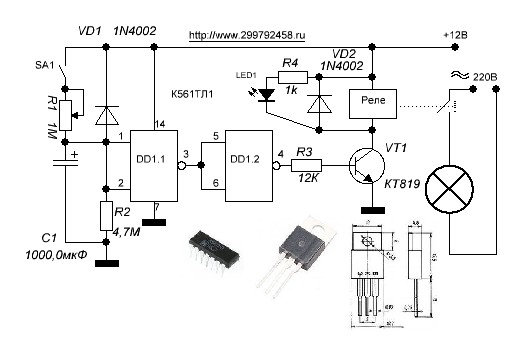
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).

Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.
Самая простая схема реле времени
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.
Плата Ардуино Про Мини
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.
Соединенные части реле времени
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций.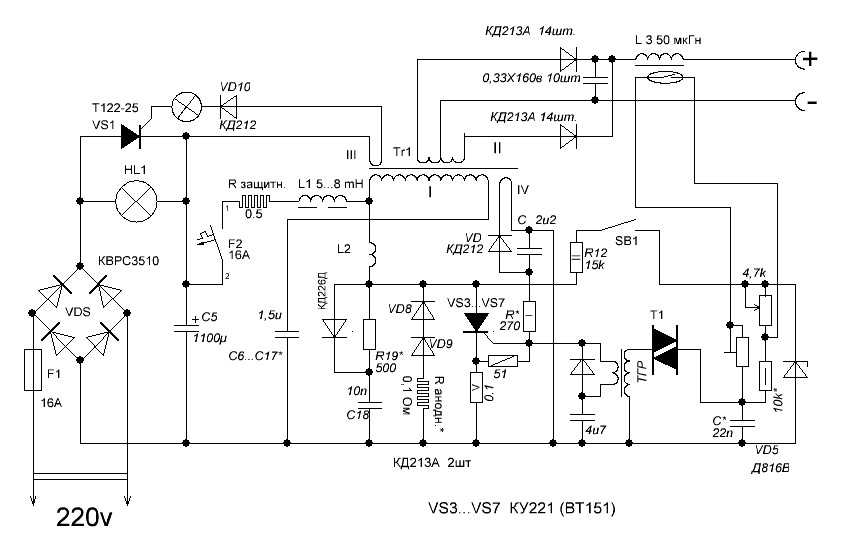 С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке. Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
Микроконтроллерный таймер для споттера своими руками
Микроконтроллерный таймер для споттера своими руками
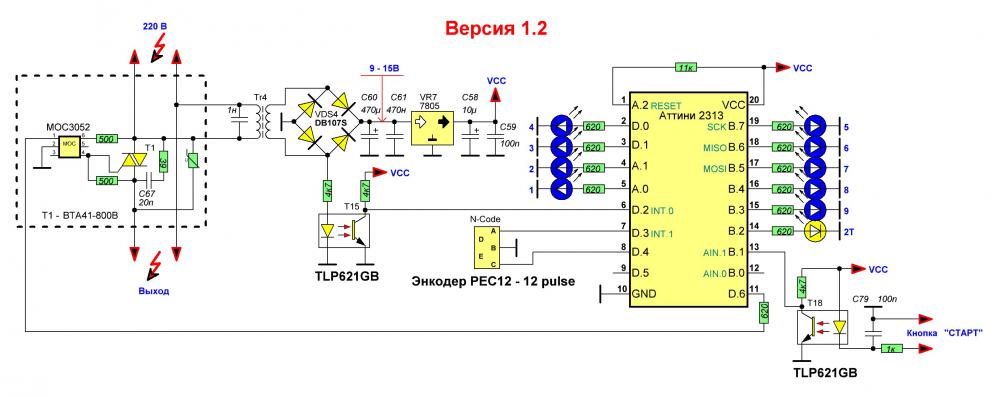
Под термином «споттер» в данной статье понимается установка точечной контактной сварки, используемая в первую очередь автомобилистами и кузовщиками, для быстрой точечной приварки к кузову различных вспомогательных элементов, таких как шайбы, крючки, проволока и прочее, для последующей вытяжки и выравнивания поверхности.
Точечная сварка основана на принципе выделения тепла на переходном сопротивлении соприкасающихся свариваемых элементов. Поэтому задачей споттера является подача в место свариваемого контакта мощного импульса тока (I=800..1200А, U=5В) при нажатии соответствующей кнопки на «пистолете». При точечной сварке необходимо контролировать длительность импульса (обычно она не превышает 0,5 с). Далее в статье будут рассмотрен принцип работы силовой схемы, схема и принцип работы таймера.
Довольно распространенной схемой силовой части самодельного трансформаторного споттера является схема, приведенная на рисунке 1.
Рисунок 1 — Схема силовой части.
Как видно по схеме, коммутация производится тиристором на стороне первичной обмотки силового трансформатора. Можно использовать и симистор, тогда отпадет необходимость в диодном мосте. Для задания длительности импульса тока на выходе необходимо поддерживать напряжение на управляющем электроде тиристора в течение соответствующего времени (длительности выходного импульса). Но следует иметь ввиду, что даже если управляющее напряжение уже снято, обычный незапираемый тиристор не закроется пока ток, проходящий через него, не упадет ниже тока удержания (в данной схеме ток достигает нуля 100 раз в секунду). Самый простой способ управления тиристором — RC-цепочка с регулировочным резистором (для изменения постоянной времени) и подзарядкой конденсатора от дополнительного источника низкого напряжения. Но этот способ далее не рассматривается.
Но следует иметь ввиду, что даже если управляющее напряжение уже снято, обычный незапираемый тиристор не закроется пока ток, проходящий через него, не упадет ниже тока удержания (в данной схеме ток достигает нуля 100 раз в секунду). Самый простой способ управления тиристором — RC-цепочка с регулировочным резистором (для изменения постоянной времени) и подзарядкой конденсатора от дополнительного источника низкого напряжения. Но этот способ далее не рассматривается.
Для более точного задания длительности разработан простой таймер на базе контроллера ATtiny2313. Длительность импульса регулируется двумя кнопками и может принималь значения от 0,01с до 0,5с с дискретостью 0,01с. На 7-сегментном индикаторе отображаются цифры, соответствующие заданной длительности в сотых долях секунды. Но, благодаря описанному выше свойству незапираемых тиристоров, реальная длительность выходного импульса может отличаться от заданой на время до 10мс (один полупериод). Схема споттера с микроконтроллерным управлением представлена на рисунке 2.
Рисунок 2 — Полная схема споттера.
Элементы, помеченные * на ноге Reset не обязательны, но их желательно ставить для снижения вероятности ложных сбросов из-за возможных наводок на этой ноге. Так как разводка плат выполнена для однослойного текстолита, некоторые аноды одноименных сегментов двух цифр LED-индикатора соединены перемычками со стороны дорожек.
Схема работает следующим образом. При подаче питания на схему управления выполнение программы контроллером начинается с момента, когда конденсатор на ноге Reset зарядится до напряжения логической единицы. После запуска контроллер выполняет функции динамической индикации и опроса кнопок. Опрос кнопок происходит по таймеру примерно 4 раза в секунду. При нажатии на кнопку подачи импульса на «пистолете» (обозначена пунктиром), на ноге PD2 появляется логическая единица (5В), единица снимается через заданное время, которое отображается на светодиодном индикаторе в виде сотых долей секунды. Сигнал с вывода микроконтроллера усиливается по току повторителем на КТ972, так как для управления используемым оптотиристором ТО142-80 необходимо подавать ток не менее 120 мА на его внутренний светодиод. Оптронный тип тиристора выбран из простоты организации гальванической развязки цепей управления от силовых. В прошивке контроллера реализованы два режима работы: импульсный (по умолчанию) и непрерывный. Выбор режима, установка длительности (больше/меньше) осуществляется тремя кнопками. В непрерывном режиме длительность подачи сигнала управления тиристором зависит от длительности нажатия кнопки на пистолете.
Сигнал с вывода микроконтроллера усиливается по току повторителем на КТ972, так как для управления используемым оптотиристором ТО142-80 необходимо подавать ток не менее 120 мА на его внутренний светодиод. Оптронный тип тиристора выбран из простоты организации гальванической развязки цепей управления от силовых. В прошивке контроллера реализованы два режима работы: импульсный (по умолчанию) и непрерывный. Выбор режима, установка длительности (больше/меньше) осуществляется тремя кнопками. В непрерывном режиме длительность подачи сигнала управления тиристором зависит от длительности нажатия кнопки на пистолете.
Для пояснения работы силовой части на рисунке 3 приведена упрощенная схема. На рисунке 4 изображена временная диаграмма работы силовой схемы с активной нагрузкой и идеальным тиристором (время включения =0, падение напряжения в открытом состоянии =0).
Рисунок 3 — Схема силовой части.
Рисунок 4 — Временная диаграмма работы прерывателя.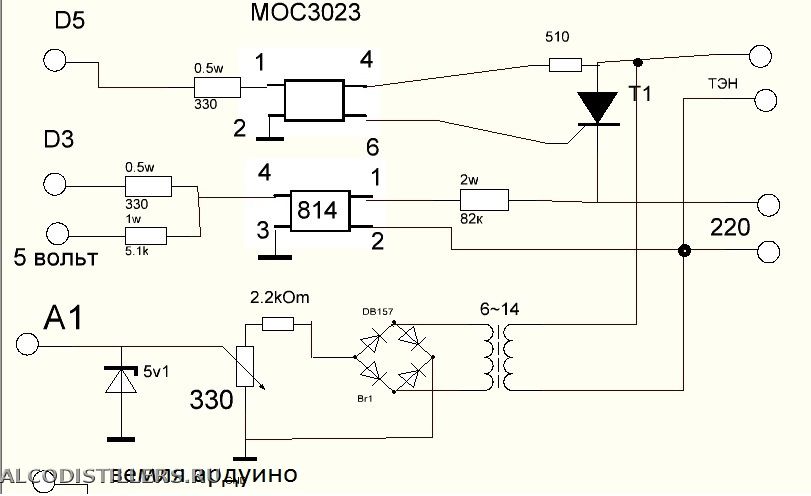
Рисунок 5 — Модель прерывателя в Proteus’е.
Рисунок 6 — Фьюзы tiny2313 в PonyProg.
spotter_002.zip (35,8 кб) — печатные платы в формате SprintLayout, прошивка для tiny2313, модель в Proteus’е.
Видео:
Источник: whitearc.ru
Точечная сварка в домашней мастерской
Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
Рисунок 1. Схема аппарата для точечной сварки
Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.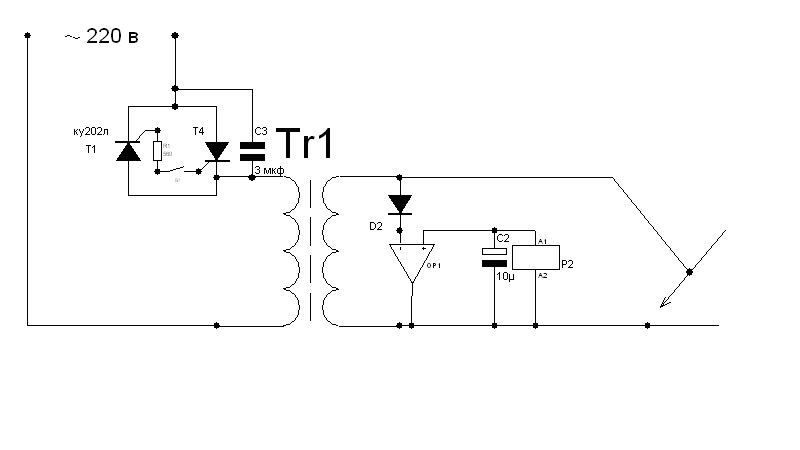
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится.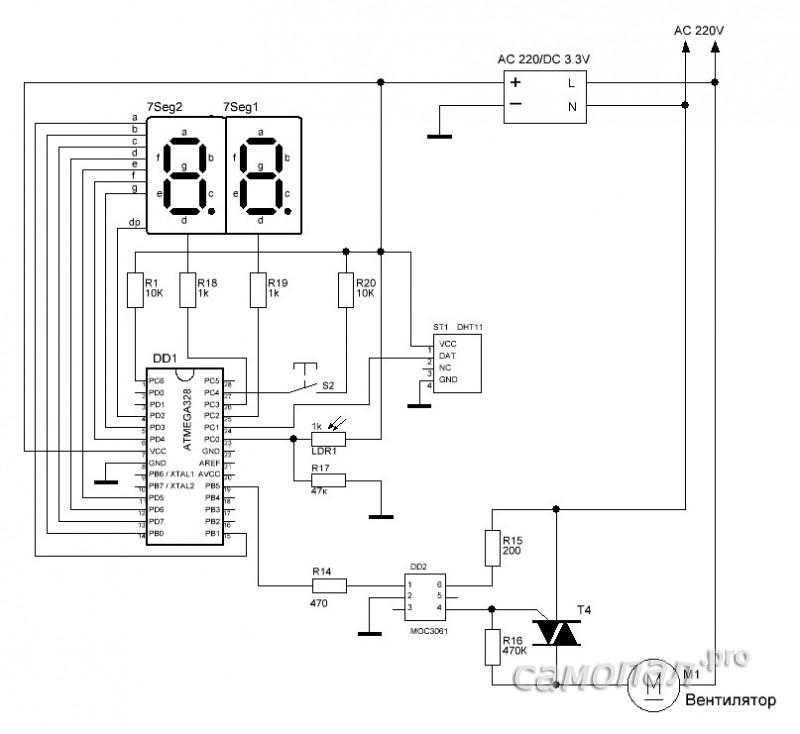 Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Борис Аладышкин, http://electrik.info/
Реле времени для контактной сварки своими руками. Таймер реле времени для точечной сварки
ГлавнаяРазноеРеле времени для контактной сварки своими руками
Таймер для аппарата точечной сварки — Меандр — занимательная электроника
Читать все новости ➔
Корпус — это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции. На его изготовление в любительских условиях зачастую уходит не меньше времени, чем на сборку и налаживание устройства, для которого предназначен.Обычно корпусы радиолюбительской и промышленной аппаратуры изготавливают из листовой стали для обеспечения высокой механической прочности. Кроме того, такой корпус особенно предпочтителен в тех случаях, когда конструируемое устройство необходимо экранировать от внешних электрических или магнитных полей.При изготовлении корпусов часто используют заклёпочные или резьбовые соединения. Намного облегчить изготовление корпусов, коробок, а также соединение отдельных конструктивных элементов можно, применив точечную электросварку. 2/Z,где U2 — напряжение на вторичной об¬мотке сварочного трансформатора; Z — полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура.Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатораСварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надёжным сжатием де¬талей и зачисткой их поверхности, что обеспечит постоянство R.Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулированием длительности t импульса сварочного тока.
2/Z,где U2 — напряжение на вторичной об¬мотке сварочного трансформатора; Z — полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура.Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатораСварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надёжным сжатием де¬талей и зачисткой их поверхности, что обеспечит постоянство R.Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулированием длительности t импульса сварочного тока.
Схема электронного блока сварочного аппарата показана на рис. 1.
1.
В исходном состоянии сварочный трансформатор Т1 обесточен, поскольку контакты К1.1—К1.3 реле К1 разомкнуты. Обмотка реле К1 переменного тока, включённая во входную диагональ ди-одного моста VD2, также обесточена.
Несмотря на то что к тринистору приложено выпрямленное напряжение сети, мост тока не проводит, поскольку тринистор VS1, замыкающий выходную диагональ диодного моста, закрыт. Конденсатор С1 шунтирован резистором R1 и поэтому разряжен.Переключатель SF1 установлен на раме сварочного аппарата и связан с педалью, управляющей сжатием свариваемых деталей электродами, так, что переключение происходит в конце хода педали. В момент переключения конденсатор С1 начинает заряжаться, зарядный ток открывает тринистор VS1, который замыкает выходную диагональ диодного моста VD2, и он подключает к сети обмотку реле К1. Одновременно с этим вспыхивает лампа EL1.Реле срабатывает, и замкнувшиеся контакты К1.1 —К1.3 подключают к сети первичную обмотку сварочного трансформатора Т1. Мощный импульс переменного тока, возникающий во вторичной цепи, разогревает металл свариваемых деталей в точке сжатия электродами до температуры плавления.
Мощный импульс переменного тока, возникающий во вторичной цепи, разогревает металл свариваемых деталей в точке сжатия электродами до температуры плавления.
Через некоторое время зарядный ток конденсатора С1 спадает настолько, что уже не может открыть тринистор VS1 при очередном полупериоде напряжения сети. Поэтому тринистор остаётся закрытым. Обмотка реле К1теперь обесточена. Контакты К1.1 — К1.3 реле размыкаются и отключают сварочный трансформатор от сети. Этим завершается процесс сварки очередной точки.Педаль аппарата отпускают и подготавливают его к сварке следующей точки. При отпускании педали контакты SF1 возвращаются в исходное положение и конденсатор С1 разряжается через резистор R1.Время, в течение которого тринистор в каждом полупериоде сетевого напряжения открывается, при указанных на схеме номиналах конденсатора С1 и резистора R1 можно изменять в пределах от 0,1 с до нескольких секунд. Таким образом, электронный узел сварочного аппарата представляет собой сочетание формирователя мощного токового импульса и реле времени, определяющего длительность этого импульса. Сварочный ток в импульсе может достигать 1500…2000 А в зависимости от материала и толщины свариваемых деталей. Потребляемый от сети ток не превышает 8 А.Цепь R3C2 предназначена для гашения искр между контактами К1.1—К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора.В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АСЗ с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепёжном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 — любого типа, причём С2 следует выбратьна номинальное напряжение не менее 630 В. Переменный резистор R2 — любой, с линейной характеристикойСварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм.
Сварочный ток в импульсе может достигать 1500…2000 А в зависимости от материала и толщины свариваемых деталей. Потребляемый от сети ток не превышает 8 А.Цепь R3C2 предназначена для гашения искр между контактами К1.1—К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора.В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АСЗ с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепёжном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 — любого типа, причём С2 следует выбратьна номинальное напряжение не менее 630 В. Переменный резистор R2 — любой, с линейной характеристикойСварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм. Движок и контактный ролик демонтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью. Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5…2 мм2.Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков — 3.Электронный блок размещён в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Движок и контактный ролик демонтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью. Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5…2 мм2.Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков — 3.Электронный блок размещён в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Информацию о многих отсутствующих в статье аспектах конструкции, о работе и эксплуатации сварочных аппаратов можно найти в книге Геворкяна В. Т. «Основы сварочного дела» (М.: Высшая школа, 1991).
Правильно собранный аппарат, как правило, не требует налаживания, необходимо только отградуировать шкалу регулятора выдержки времени R2. Здесь, однако, уместно заметить, что временные границы этой шкалы сильно зависят от параметров применённого в аппарате экземпляра тринистора VS1. Поэтому в отдельных случаях может оказаться целесообразной подборка более подходящего экземпляра тринистора и конденсатора С1.Перед тем как начать сварку подготовленных деталей, следует предварительно опытным путём определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном — не исключён сквозной прожог деталей.Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную ииз нержавеющей стали, медную лужёную — до 2 мм, стальные листы — толщиной до 1,1 мм.Вид на аппарат спереди—сверху представлен на рис. 3.
Поэтому в отдельных случаях может оказаться целесообразной подборка более подходящего экземпляра тринистора и конденсатора С1.Перед тем как начать сварку подготовленных деталей, следует предварительно опытным путём определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном — не исключён сквозной прожог деталей.Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную ииз нержавеющей стали, медную лужёную — до 2 мм, стальные листы — толщиной до 1,1 мм.Вид на аппарат спереди—сверху представлен на рис. 3.
Следует иметь в виду, что сварка часто сопровождается искрами из точки контакта металлов, поэтому необходимо ознакомиться с правилами техники безопасности и строго их соблюдать. Работать с аппаратом можно только в негорючей одежде, в рукавицах и с защитной маской на лице.
Г. ЧИКЕТАЕВ, Б. КАРИМОВ, г. Бишкек, Киргизия
Возможно, Вам это будет интересно:
meandr. org
org
Таймер для точечной сварки | Все своими руками
Опубликовал admin | Дата 4 декабря, 2015
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1.
Основой данного таймера является микроконтроллер PIC16F628A. Вообще программа, записанная в контроллер, это программа вычитающего счетчика. Для работы микроконтроллера используется его внутренний генератор. Обратный отсчет производится с периодом в 100мс. Максимальное время выдержки, чтобы не усложнять программу, я сделал, двадцать пять с половиной секунд. Установка времени выдержки устанавливается при помощи кнопок SB1 и SB2. Кнопкой SB1 увеличиваем значение выдержки времени, а с помощью кнопки SB3 — уменьшаем. Причем при установке времени, период смены показаний не постоянный. Сначала показания будут меняться с периодом в половину секунды. Потом этот период уменьшится до 25мс. Это сделано для увеличения оперативности установки необходимой выдержки. При первом включении таймера на индикатор будет выведена из EEPROM контроллера выдержка в 10,0 секунд. В последующем в энергонезависимую память будут записываться уже ваши значения. Запускается таймер кнопкой «Старт», после ее нажатия на выводе 15 DD1 появляется фронт управляющего сигнала и сразу же начинается обратный отсчет установленного времени выдержки. По истечении этого времени, напряжение на выводе 15 DD1 падает почти до нуля — спад импульса управления. Повторное нажатие на кнопку возможно только через 3 секунды, если выставленная выдержка менее этого времени, или после окончания импульса управления, если длительность импульса более 3 секунд. В схему таймера введена перемычка J1, дающая возможность применять индикаторы, как с общим анодом, так и с общим катодом. Если перемычка отсутствует, то программа индикации будет обслуживать индикатор с общим анодом, а если перемычка установлена, то программа будет работать на индикатор с общим катодом.
Это сделано для увеличения оперативности установки необходимой выдержки. При первом включении таймера на индикатор будет выведена из EEPROM контроллера выдержка в 10,0 секунд. В последующем в энергонезависимую память будут записываться уже ваши значения. Запускается таймер кнопкой «Старт», после ее нажатия на выводе 15 DD1 появляется фронт управляющего сигнала и сразу же начинается обратный отсчет установленного времени выдержки. По истечении этого времени, напряжение на выводе 15 DD1 падает почти до нуля — спад импульса управления. Повторное нажатие на кнопку возможно только через 3 секунды, если выставленная выдержка менее этого времени, или после окончания импульса управления, если длительность импульса более 3 секунд. В схему таймера введена перемычка J1, дающая возможность применять индикаторы, как с общим анодом, так и с общим катодом. Если перемычка отсутствует, то программа индикации будет обслуживать индикатор с общим анодом, а если перемычка установлена, то программа будет работать на индикатор с общим катодом. Номиналы подтягивающих резисторов R1… R4 — могут быть любыми от 4,7к до 10к. Номиналы гасящих резисторов R5… R12 выбираются в соответствии с необходимой яркостью свечения сегментов индикаторов. Я всегда ставлю резисторы по 510 Ом. Это уменьшает нагрузку на выходы микроконтроллера и увеличивает срок службы самого индикатора. Микросхемный стабилизатор напряжения DA1 можно поставить любой на соответствующий ток нагрузки и выходное напряжение пять вольт. Например, КР142ЕН5А. Максимальное входное напряжение зависит от выбранной вами микросхемы стабилизатора. Максимальное входное напряжение для микросхемы КР142ЕН5А равно 15 вольт. Так как при контактной сварке возникают очень большие электромагнитные поля все устройство, во избежание сбоя программы, должно быть тщательно экранировано, а напряжение питания, возможно, придется подавать через LC фильтр. Конденсатор С2 при монтаже схемы припаивают непосредственно в соответствующим выводам микроконтроллера. Программа и схема разрабатывались по просьбе одного из посетителей сайта, поэтому в железе проверить данную схему пока не представляется возможным.
Номиналы подтягивающих резисторов R1… R4 — могут быть любыми от 4,7к до 10к. Номиналы гасящих резисторов R5… R12 выбираются в соответствии с необходимой яркостью свечения сегментов индикаторов. Я всегда ставлю резисторы по 510 Ом. Это уменьшает нагрузку на выходы микроконтроллера и увеличивает срок службы самого индикатора. Микросхемный стабилизатор напряжения DA1 можно поставить любой на соответствующий ток нагрузки и выходное напряжение пять вольт. Например, КР142ЕН5А. Максимальное входное напряжение зависит от выбранной вами микросхемы стабилизатора. Максимальное входное напряжение для микросхемы КР142ЕН5А равно 15 вольт. Так как при контактной сварке возникают очень большие электромагнитные поля все устройство, во избежание сбоя программы, должно быть тщательно экранировано, а напряжение питания, возможно, придется подавать через LC фильтр. Конденсатор С2 при монтаже схемы припаивают непосредственно в соответствующим выводам микроконтроллера. Программа и схема разрабатывались по просьбе одного из посетителей сайта, поэтому в железе проверить данную схему пока не представляется возможным. Таймер был промоделирован в протеусе.
Таймер был промоделирован в протеусе.
Скачать “Таймер для точечной сварки” tajmer-dlya-tochechnoj-svarki.rar – Загружено 1 раз – 30 KB
Обсудить эту статью на — форуме «Радиоэлектроника, вопросы и ответы».
Просмотров:6 530
www.kondratev-v.ru
Таймер для аппарата точечной сварки
Корпус — это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции. На его изготовление в любительских условиях зачастую уходит не меньше времени, чем на сборку и налаживание устройства, для которого предназначен.Обычно корпусы радиолюбительской и промышленной аппаратуры изготавливают из листовой стали для обеспечения высокой механической прочности. Кроме того, такой корпус особенно предпочтителен в тех случаях, когда конструируемое устройство необходимо экранировать от внешних электрических или магнитных полей.При изготовлении корпусов часто используют заклёпочные или резьбовые соединения. Намного облегчить изготовление корпусов, коробок, а также соединение отдельных конструктивных элементов можно, применив точечную электросварку. 2/Z,где U2 — напряжение на вторичной об¬мотке сварочного трансформатора; Z — полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура.Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатораСварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надёжным сжатием де¬талей и зачисткой их поверхности, что обеспечит постоянство R.Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулиро¬ванием длительности t импульса сварочного тока.Схема электронного блока сварочного аппарата показана на рис.
2/Z,где U2 — напряжение на вторичной об¬мотке сварочного трансформатора; Z — полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура.Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатораСварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надёжным сжатием де¬талей и зачисткой их поверхности, что обеспечит постоянство R.Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулиро¬ванием длительности t импульса сварочного тока.Схема электронного блока сварочного аппарата показана на рис. 1.
1.
В исходном состоянии сварочный трансформатор Т1 обесточен, поскольку контакты К1.1—К1.3 реле К1 разомкнуты. Обмотка реле К1 переменного тока, включённая во входную диагональ ди-одного моста VD2, также обесточена.Несмотря на то что к тринистору приложено выпрямленное напряжение сети, мост тока не проводит, поскольку тринистор VS1, замыкающий выходную диагональ диодного моста, закрыт. Конденсатор С1 шунтирован резистором R1 и поэтому разряжен.Переключатель SF1 установлен на раме сварочного аппарата и связан с педалью, управляющей сжатием свариваемых деталей электродами, так, что переключение происходит в конце хода педали. В момент переключения конденсатор С1 начинает заряжаться, зарядный ток открывает тринистор VS1, который замыкает выходную диагональ диодного моста VD2, и он подключает к сети обмотку реле К1. Одновременно с этим вспыхивает лампа EL1.Реле срабатывает, и замкнувшиеся контакты К1.1 —К1.3 подключают к сети первичную обмотку сварочного трансформатора Т1. Мощный импульс переменного тока, возникающий во вторичной цепи, разогревает металл свариваемых деталей в точке сжатия электродами до температуры плавления. Через некоторое время зарядный ток конденсатора С1 спадает настолько, что уже не может открыть тринистор VS1 при очередном полупериоде напряжения сети. Поэтому тринистор остаётся закрытым. Обмотка реле К1теперь обесточена. Контакты К1.1 — К1.3 реле размыкаются и отключают сварочный трансформатор от сети. Этим завершается процесс сварки очередной точки.Педаль аппарата отпускают и подготавливают его к сварке следующей точки. При отпускании педали контакты SF1 возвращаются в исходное положение и конденсатор С1 разряжается через резистор R1.Время, в течение которого тринистор в каждом полупериоде сетевого напряжения открывается, при указанных на схеме номиналах конденсатора С1 и резистора R1 можно изменять в пределах от 0,1 с до нескольких секунд. Таким образом, электронный узел сварочного аппарата представляет собой сочетание формирователя мощного токового импульса и реле времени, оп¬ределяющего длительность этого импульса.Сварочный ток в импульсе может достигать 1500…2000 А в зависимости от материала и толщины свариваемых деталей.
Через некоторое время зарядный ток конденсатора С1 спадает настолько, что уже не может открыть тринистор VS1 при очередном полупериоде напряжения сети. Поэтому тринистор остаётся закрытым. Обмотка реле К1теперь обесточена. Контакты К1.1 — К1.3 реле размыкаются и отключают сварочный трансформатор от сети. Этим завершается процесс сварки очередной точки.Педаль аппарата отпускают и подготавливают его к сварке следующей точки. При отпускании педали контакты SF1 возвращаются в исходное положение и конденсатор С1 разряжается через резистор R1.Время, в течение которого тринистор в каждом полупериоде сетевого напряжения открывается, при указанных на схеме номиналах конденсатора С1 и резистора R1 можно изменять в пределах от 0,1 с до нескольких секунд. Таким образом, электронный узел сварочного аппарата представляет собой сочетание формирователя мощного токового импульса и реле времени, оп¬ределяющего длительность этого импульса.Сварочный ток в импульсе может достигать 1500…2000 А в зависимости от материала и толщины свариваемых деталей. Потребляемый от сети ток не превышает 8 А.Цепь R3C2 предназначена для гашения искр между контактами К1.1—К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора.В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АСЗ с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепёжном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 — любого типа, причём С2 следует выбратьна номинальное напряжение не менее 630 В. Переменный резистор R2 — любой, с линейной характеристикойСварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм. Движок и контактный ролик демонтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью.
Потребляемый от сети ток не превышает 8 А.Цепь R3C2 предназначена для гашения искр между контактами К1.1—К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора.В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АСЗ с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепёжном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 — любого типа, причём С2 следует выбратьна номинальное напряжение не менее 630 В. Переменный резистор R2 — любой, с линейной характеристикойСварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм. Движок и контактный ролик демонтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью. Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5…2 мм2.Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков — 3.Электронный блок размещён в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5…2 мм2.Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков — 3.Электронный блок размещён в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Информацию о многих отсутствующих в статье аспектах nконструкции, о работе и эксплуатации сварочных аппаратов можно найти в книге Геворкяна В. Т. «Основы сварочного дела» (М.: Высшая школа, 1991).Правильно собранный аппарат, как правило, не требует налаживания, необходимо только отградуировать шкалу регулятора выдержки времени R2. Здесь, однако, уместно заметить, что временные границы этой шкалы сильно зависят от параметров применённого в аппарате экземпляра тринистора VS1. Поэтому в отдельных случаях может оказаться целесообразной подборка более подходящего экземпляра тринистора и конденсатора С1. Перед тем как начать сварку подго¬товленных деталей, следует предварительно опытным путём определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном — не исключён сквозной прожог деталей.Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную ииз нержавеющей стали, медную лужёную — до 2 мм, стальные листы — толщиной до 1,1 мм.Вид на аппарат спереди—сверху представлен на рис. 3.
Перед тем как начать сварку подго¬товленных деталей, следует предварительно опытным путём определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном — не исключён сквозной прожог деталей.Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную ииз нержавеющей стали, медную лужёную — до 2 мм, стальные листы — толщиной до 1,1 мм.Вид на аппарат спереди—сверху представлен на рис. 3.
Следует иметь в виду, что сварка часто сопровождается искрами из точки контакта металлов, поэтому необходимо ознакомиться с правилами техники безопасности и строго их со¬блюдать. Работать с аппаратом можно только в негорючей одежде, в рукавицах и с защитной маской на лице.
Г. ЧИКЕТАЕВ, Б. КАРИМОВ, г. Бишкек, Киргизия
Поделиться схемой:
electroscheme.org
Аппарат контактной сварки
Вот и в моем арсенале появилась контактная сварка. 2. Корочу вторику, на шину цепляю клещи для измерения тока короткого замыкания. Включаю… цифровой тестер, измеряющий ток в первичной обмотке успел показать ток 17А и потерял свой предохранитель. Быстро перевооружившись новым прибором на 50А, включаю.
2. Корочу вторику, на шину цепляю клещи для измерения тока короткого замыкания. Включаю… цифровой тестер, измеряющий ток в первичной обмотке успел показать ток 17А и потерял свой предохранитель. Быстро перевооружившись новым прибором на 50А, включаю.
Результаты на картинке:
Ток первичной обмотки 26А
Напряжение на клеммах первичной обмотки 215В (в сети 235В, 20В потеря на линии).
То есть, где-то около 5 киловатт чистой энергии (500Вт мощность потерь).
Ток вторички прибор показал 902А. Конечно, за правильность показаний не ручаюсь (предел у этого китайца 400А), но исходя из имеющегося, получается 902 х 3,76 = 3,4кВт.
То есть, к 500Вт добавились еще 5 – 3,4 = 1,6кВт. И эти 1,6+0,5=2кВт просто греют обмотки. И действительно, сетевая обмотка за 2 секунды работы в коротком замыкании нагревается с 30*С до 75*С. Правда это только при длительности 2 секунды, на практике еще не применялось. В основном работа с таймером в 0,02сек.
Вот, собственно и вся диагностика. Добавлю еще, что делал измерения с шестью витками вторички. Но мощность потребления по сети была меньше, ( 22А и 217В), очевидно повлиял коэффициент заполнения окна трансформатора. В последнем варианте с четырьмя витками он оказался выше.
Добавлю еще, что делал измерения с шестью витками вторички. Но мощность потребления по сети была меньше, ( 22А и 217В), очевидно повлиял коэффициент заполнения окна трансформатора. В последнем варианте с четырьмя витками он оказался выше.
Чуть не забыл, габаритная мощность получилась: (3,4 + 5,6) /2 = 4,5кВт
Еще вылез косяк с изоляцией вторички, от железа трансформатора. Необходимо учитывать, что температура обмоток может быть значительной, и обратить особое внимание на тип изоляции. Я в своем варианте использовал обычный малярный скотч. Но острые углы прикрыл стеклотекстолитом.
Внутренности окна так же изолировал оставшимися прокладками от родной вторичной обмотки.
Датчик температуры (биметалличечкий) установлен между обмотками. Имеет температуру отключения 80*С. Включается при 56*С. В перспективе, применить DS1821, у него мешая инерционность, а так же можно задать нужную температуру и гистерезис. Но не знаю, как он поведет себя в сильных магнитных полях.
Но не знаю, как он поведет себя в сильных магнитных полях.
Вся конструкция смонтирована в корпусе Z-2A
Клеммы крепятся к медным пластинам из листовой меди толщиной 2мм.
Для увеличения надежности крепления медные пластины спаяны вместе. Сами пластины приклеены к корпусу клеем, только для фиксации их при сборке. Основной крепеж выполняется скобами. Так же, при помощи скоб выполняется прижатие (электрический контакт) выводов вторичной обмотки к медным пластинам.
Особенности программных решений:
- Синхронизация с сетью теперь по полному периоду (20мс).
- Динамическая индикация посегментная (хотелось увидеть преимущества).
- Управление уставками, при помощи кнопок +/-.
- Ускоренная прокрутка значений при удержании кнопки.
- Защита от повторного включения при удержании педали.
- Сохранение уставки в память МК по отключению питания.
- Защита по перегреву обмоток трансформатора.
- Сохранение работоспособности от 100В сетевого напряжения.
Обсуждение на форуме.
Ссылка для скачивания доступна только авторизованным пользователям сайта !
chipmk.ru
ТОЧЕЧНЫЙ СВАРОЧНЫЙ АППАРАТ
Этот точечный сварочный аппарат, благодаря концевому выключателю который после ручного опускания верхнего электрода автоматически включает производство процесса сварки, является совершенно безопасным и качественно выполняющим свои функции. Предусмотрена задержка начала процесса сварки, который начинается только спустя 1 секунду, для того, чтобы пользователь успел опустить зажим с электродом на свариваемый материал, а затем уже включается сварочный ток продолжительностью по времени в диапазоне 0-4 секунды, который устанавливается с помощью потенциометра. Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами.
Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами.
Схема
Трансформатор
Трансформатор взят от усилителя мощности звука на 500 ватт. Площадь сечения магнитопровода — 23 см/2. При небольших размерах трансформатор имеет значительную мощность. Вторичную обмотку необходимо перемотать. Она должна состоять из 2 метрового провода сечением 35мм/2 (10 мм изоляцией). Размеры окна 46.5 х 9,5 мм позволили уместить четырех витка провода. Они дают 2.6 В и почти 1000 А тока короткого замыкания. Этот трансформатор в сравнении с трансформатором от микроволновой печи имеет то преимущество, что нет необходимости в установке вентилятора охлаждения. Многочисленные отверстия в корпусе обеспечивают пассивное охлаждение.
Сборка
Корпус изготовлен из корпусных деталей ATX блок питания. На концах проводов вторичной обмотки установлены медные кольца зажимов. Рычаг их алюминиевого уголка 2 x 2 см, он играет очень важную роль в процессе отвода тепла от электродов — это позволяет выполнять больший по протяжённости шов за определённый отрезок времени. Электроды соединены с обмоткой медными проводами около 3,5 мм в диаметре. Это прямое соединение обеспечивает хороший электрический контакт. Электроды могут быть установлены под любым углом, провода могут быть несколько увеличенной длины. Способ крепления предотвращает сдвиг или смещение электродов даже под сильным давлением. Рабочая длина рычага — 24 см.
Рычаг их алюминиевого уголка 2 x 2 см, он играет очень важную роль в процессе отвода тепла от электродов — это позволяет выполнять больший по протяжённости шов за определённый отрезок времени. Электроды соединены с обмоткой медными проводами около 3,5 мм в диаметре. Это прямое соединение обеспечивает хороший электрический контакт. Электроды могут быть установлены под любым углом, провода могут быть несколько увеличенной длины. Способ крепления предотвращает сдвиг или смещение электродов даже под сильным давлением. Рабочая длина рычага — 24 см.
Таймер
Концевой выключатель активируется штырем, прикрепленным к верхней части рычага электрода, который запускает Таймер. Таймер имеет простую схему, содержащуюся в структуре N-канального транзисторного модуля 2N4093. Первый таймер установлен постоянно на 1 секунду. После этого, отпирается второй таймер, который имеет потенциометр для регулировки времени сварки, в RC-цепи. Таймер работал безупречно при моделировании, но в реальности там были проблемы и пришлось сделать небольшие изменения в схеме, которая, в свою очередь, не работает в симуляции. Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен.
Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен.
Безопасность
Во время работы одевайте защитные очки. Даже если ток включается и выключается, когда электроды прижимаются к материалу, всегда есть шанс, что кусок расплавленного металла может брызнуть в каком-то направлении. Корпус изготовлен из металла и является основой для трансформатора и рычага с электродом, однако случайное касание к нему не является опасным. В данном случае я применил двойную изоляцию. Во-первых, симистор изолирован от радиатора, а радиатор крепится к корпусу через пластиковые распорки. Однако, пожалуйста, используйте только заземленную розетку для вашей же собственной безопасности.
Результаты
Сварочный аппарат легко справляется с листами 2 x 0,75 мм – шов не может быть разорван на части, без вырывания металла. Возможно, если электроды будут толще и заостренные на концах, можно будет производить сварку более толстых листов. Алюминиевые кронштейны довольно хорошо проводят тепло от электродов, поэтому сварка может производиться без больших волнений по поводу перегрева и плавления изоляции проводов. Схема, печатная плата, файл прошивки, исходники и т.д. – всё в архиве для скачивания.
Алюминиевые кронштейны довольно хорошо проводят тепло от электродов, поэтому сварка может производиться без больших волнений по поводу перегрева и плавления изоляции проводов. Схема, печатная плата, файл прошивки, исходники и т.д. – всё в архиве для скачивания.
Форум по сварочному оборудованию
Поделитесь полезной информацией с друзьями:
elwo.ru
Таймер реле времени для точечной контактной сварки на Ардуино
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Собранный таймер для точечной сварки
Принцип работы
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).
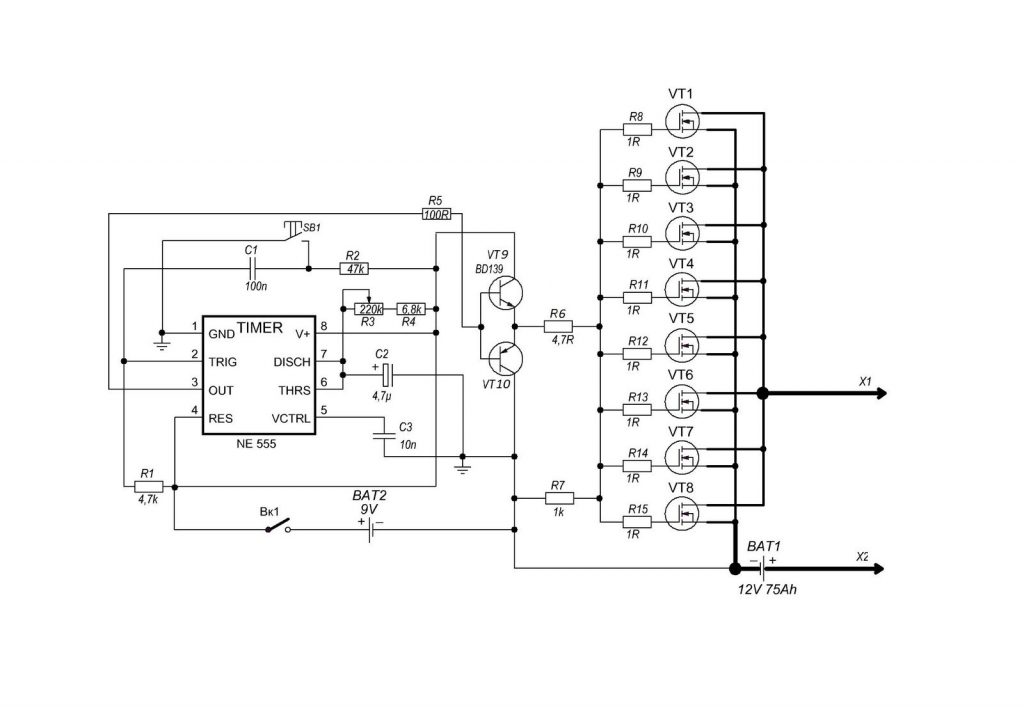
Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.
Самая простая схема реле времени
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.
Плата Ардуино Про Мини
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.
Соединенные части реле времени
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций. С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке.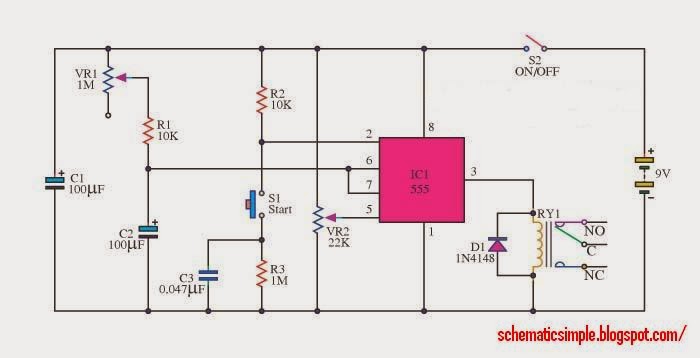 Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
svarkaipayka.ru
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.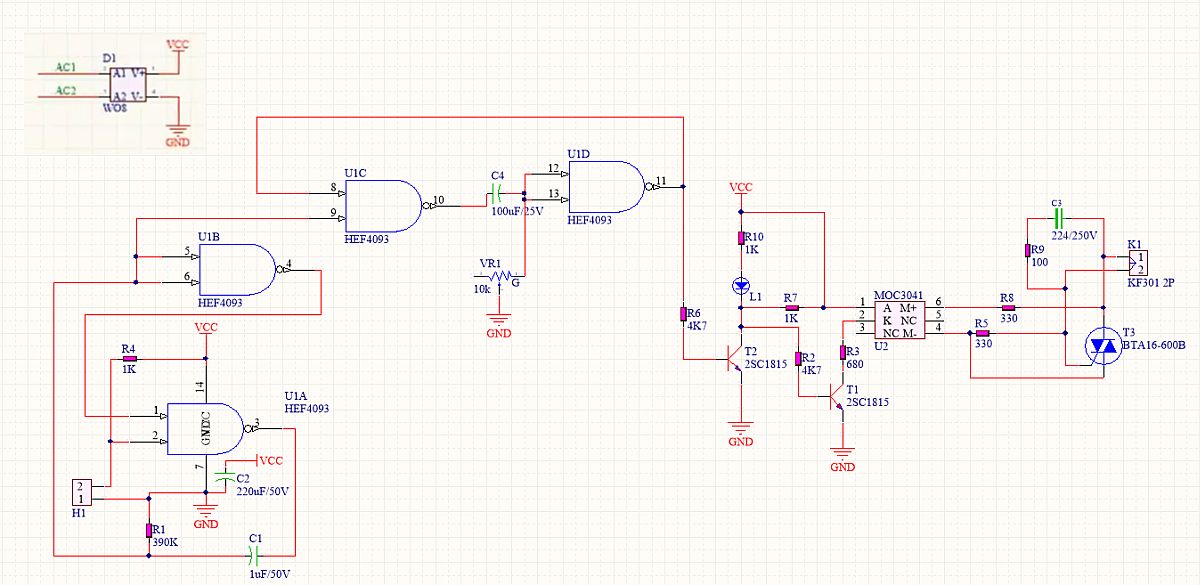
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.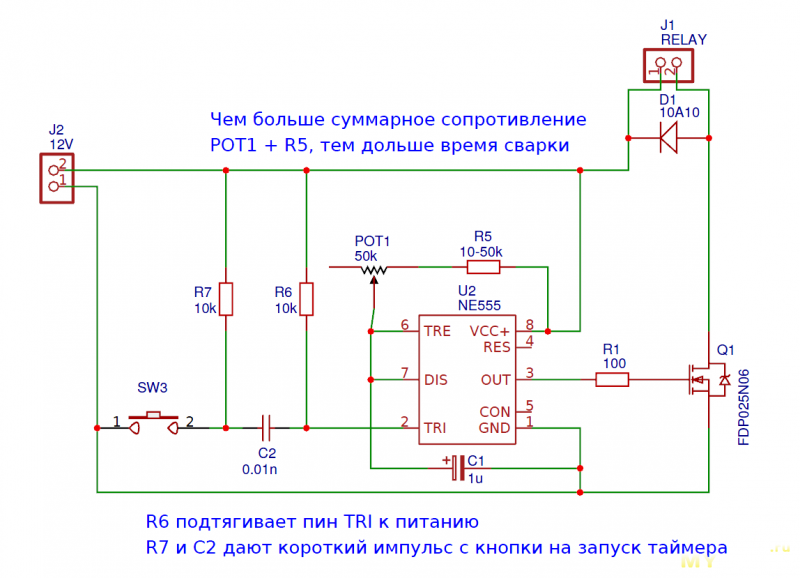
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.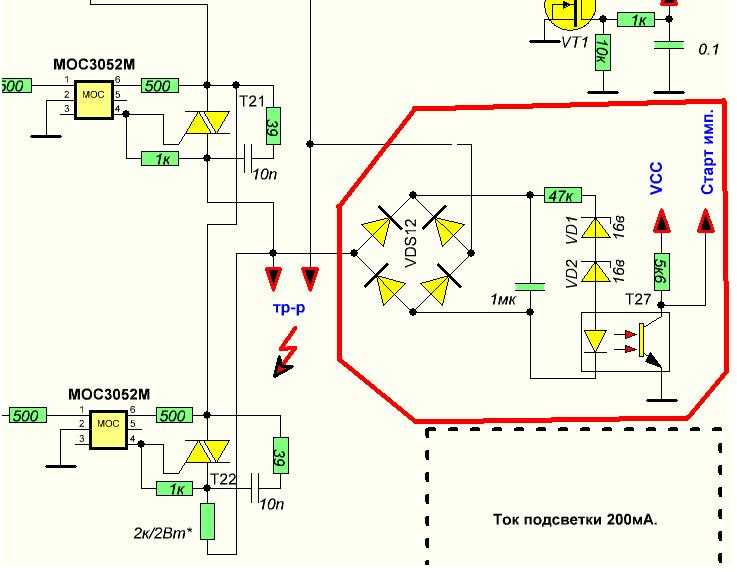
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
(Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель.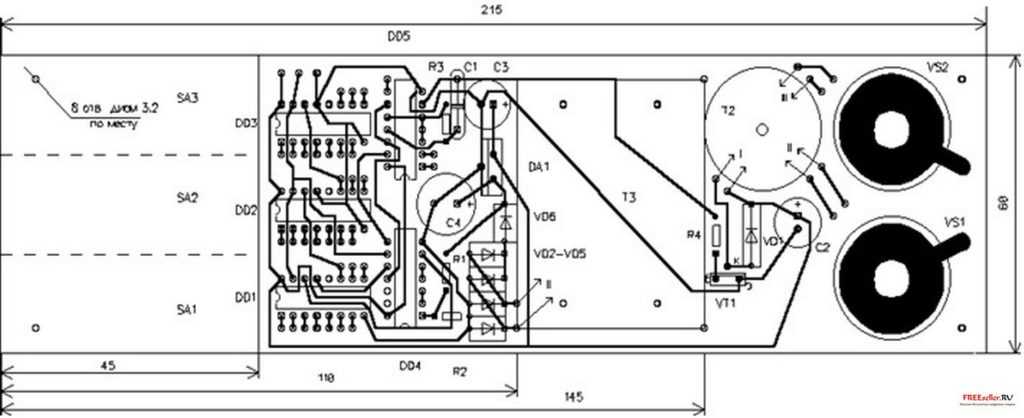 Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод.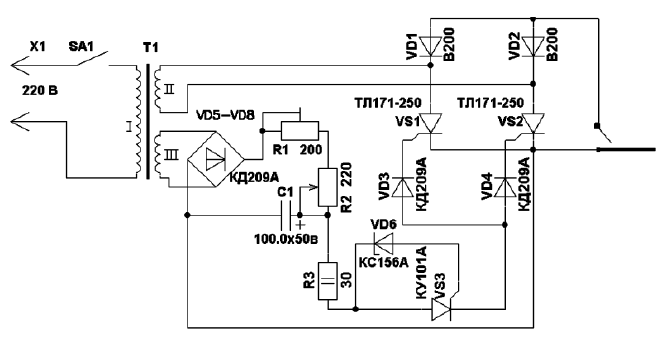 Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
модуль таймера для точечной сварки аккумуляторов — Купить модуль таймера для точечной сварки аккумуляторов с бесплатной доставкой
модуль таймера для точечной сварки аккумуляторов — Купить модуль таймера для точечной сварки аккумуляторов с бесплатной доставкой | Покупки на Banggood
Дом
- «» 32 результатов
Цена —
ОК
Доставить из
Всего 1 страница
Перейти на страницу
Перейти
Подтвердите свой возраст
Вам должно быть не менее 18 лет, чтобы войти в этот раздел.
МНЕ ДО 18 ЛЕТ
МНЕ СТАРШЕ 18
Basic Switch: Причины контактной сварки | Часто задаваемые вопросы | Австралия
Компания Omron использует файлы cookie для улучшения вашего опыта на этом веб-сайте. Продолжая использовать веб-сайт, вы тем самым соглашаетесь с нашей Политикой конфиденциальности и использования файлов cookie
Ведущий контент
FAQ № FAQ02182
Основное содержание
Вопрос
Что вызывает контактную сварку и что с этим делать?
Ответить
Причины:
Перегрузка, не соответствующая коммутационной способности контактов
Пусковой ток выше номинального
Ток отключения выше номинального
Частота коммутации превышает допустимую рабочую частоту
Использование в местах, подверженных постоянной вибрации
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Защитная цепь необходима для правильного использования таких нагрузок, как реле, двигатели, лампы накаливания и соленоиды.
Причина:
Перегрузка, не соответствующая коммутационной способности контактов
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Вставьте схему защиты контактов.
Типичные примеры цепей защиты от перенапряжения (ограничители перенапряжения)
| Пример схемы | Applicable current | Feature | Element selection | ||
| AC | DC | ||||
| CR circuit | * Conditional | Applicable | * When Переменный ток переключается, импеданс нагрузки должен быть ниже импеданса C и R.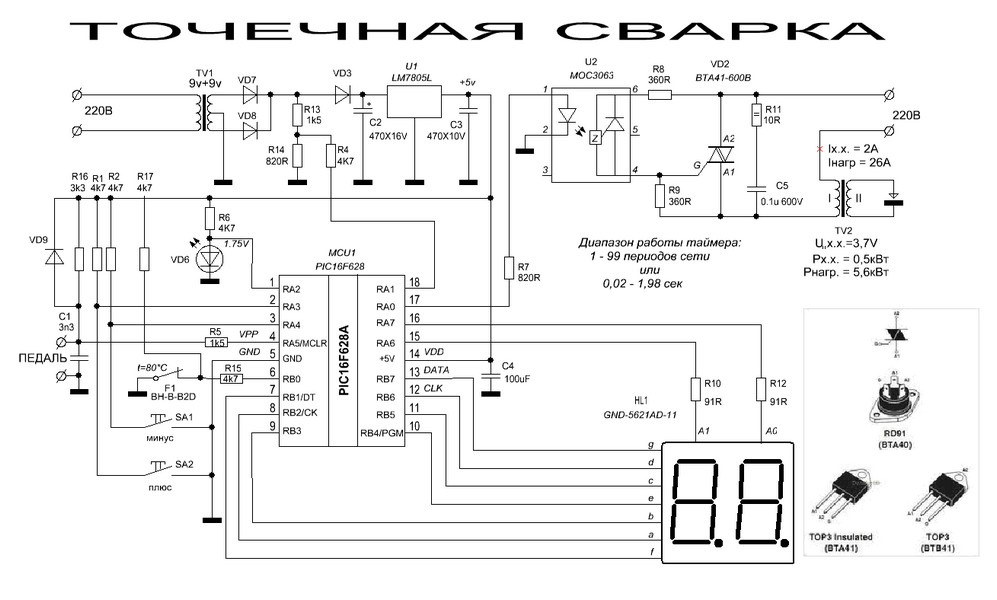 | C: от 0,5 до 1 мкФ на ток переключения (1 А) R: от 0,5 до 1 Ом на напряжение переключения (1 В) Значения могут изменяться в зависимости от характеристик нагрузки. Конденсатор подавляет искровой разряд тока при разомкнутых контактах. Резистор ограничивает пусковой ток при повторном замыкании контактов. Рассмотрите роль конденсатора и резистора и экспериментально определите идеальные значения емкости и сопротивления. Используйте конденсатор с диэлектрической прочностью от 200 до 300 В. При переключении переменного тока убедитесь, что конденсатор не имеет полярности. Однако, если возможность управления дугой между контактами является проблемой для высокого напряжения постоянного тока, может быть более эффективным подключение конденсатора и резистора между контактами через нагрузку. Проверьте результаты, протестировав их в реальном приложении. | |
| Применимо | Применимо | Время работы увеличится, если нагрузкой является реле или соленоид. Эффективно подключение цепи CR параллельно нагрузке при напряжении питания 24 или 48 В и параллельно контактам при напряжении питания от 100 до 200 В. | |||
| Метод диода | Не применимо к | Применимо | Энергия, накопленная в катушке, преобразуется в ток с помощью диода, подключенного параллельно нагрузке. Затем потребляется ток, протекающий по катушке, и выделяется джоулево тепло сопротивлением индуктивной нагрузки. Время задержки сброса в этом методе больше, чем в методе CR. | Диод должен выдерживать пиковое обратное напряжение, в 10 раз превышающее напряжение цепи, и прямой ток, равный или превышающий ток нагрузки. | |
| Диод и Стабилитрон Диод метод | Не применимо | Применимо | Этот метод эффективен, если задержка сброса слишком велика из-за диода. | Напряжение стабилитрона для стабилитрона должно быть примерно в 1,2 раза выше, чем у источника питания, поскольку при некоторых обстоятельствах нагрузка может не работать.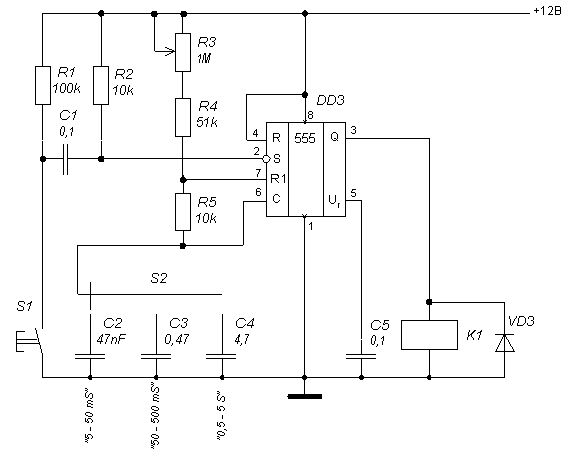 | |
| Варистор метод | Применимо | Применимо | В этом методе используется характеристика постоянного напряжения варистора, так что на контакты не подается высокое напряжение. Этот метод вызывает большую или меньшую задержку времени сброса. Эффективно подключение варистора параллельно нагрузке при напряжении питания от 24 до 48 В и параллельно контактам при напряжении питания от 100 до 200 В. | Выберите варистор так, чтобы выполнялось следующее условие для напряжение отключения Vc. Для токов переменного тока значение необходимо умножить на √2. Vc > (Current Voltage × 1,5) Если Vc установлено слишком высокое, отключение напряжения для высоких напряжений больше не будет эффективным, уменьшая эффект. | |
Не применяйте схему защиты контактов, как показано ниже.
Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако емкость будет заряжена, когда контакты разомкнуты.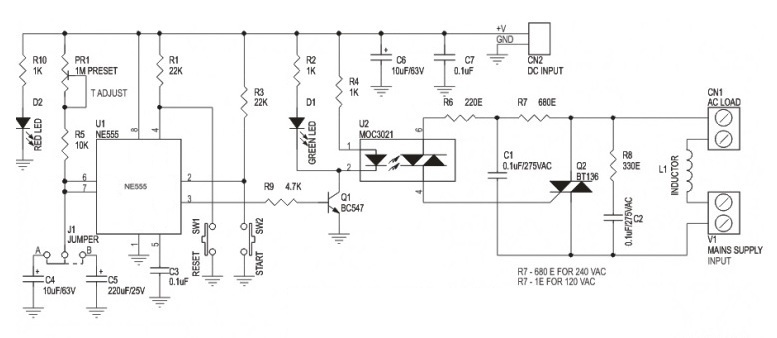 Следовательно, когда контакты снова замкнуты, ток короткого замыкания от емкости может привести к сварке контактов. Следовательно, когда контакты снова замкнуты, ток короткого замыкания от емкости может привести к сварке контактов. | |
| Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов. |
Локальная навигация
Переключатели
Переключатели уровня
Основные переключатели
Концевые выключатели
Кнопки/индикаторы
Дисковые переключатели
Служба поддержки
- Центр автоматизации (АТЦ)
- Центр загрузки
- Служба поддержки клиентов
- Ремонтная служба
- Электронное обучение
- Техническое руководство
- Часто задаваемые вопросы
- Сертификация стандартов
Различные типы реле времени и их применение
Реле времени задержки включения в домашней системе
Ресурс: https://www.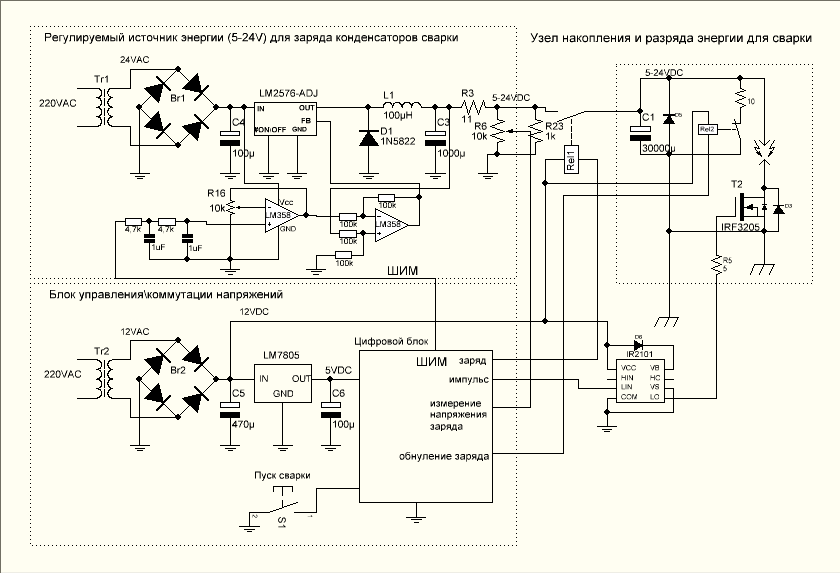 youtube.com/watch?v=RNxY50u52B8
youtube.com/watch?v=RNxY50u52B8
Независимо от того, ищете ли вы таймер для продажи в своем бизнесе или для использования в своем проекте, вам нужно будет выбирать из различных типов реле времени. Но это может быть сложно в зависимости от вашего приложения или рынка. Здесь мы рассмотрим 5 наиболее распространенных типов реле времени, чтобы вы могли принять решение, исходя из конкретных потребностей.
Реле времени Определение
Реле времени — это устройство, обычно электромеханическое, которое размыкает или замыкает цепь по истечении заданного периода времени. Реле времени можно использовать для задержки включения цепи, задержки выключения цепи и выполнения отсчета времени в любом направлении или в комбинации обоих.
Временная задержка может быть регулируемой или фиксированной, в зависимости от потребностей приложения. Временная задержка обычно регулируется с помощью ручки, циферблата, многопозиционного переключателя или других средств. Это позволяет пользователю изменять выдержку времени без замены всего реле.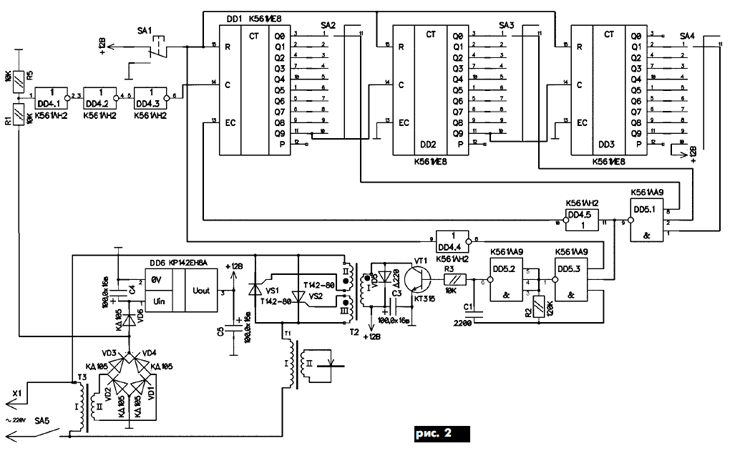
Реле задержки времени также можно использовать для многократного включения и выключения цепи через заданные промежутки времени. Эти типы реле времени часто используются в таких приложениях, как разбрызгиватели воды, где цепь питается в течение установленного периода, а затем остается без питания в течение установленного периода.
Поскольку потребности в синхронизации и другие требования различаются, реле времени изготавливаются различных типов. Вот обзор наиболее распространенных типов реле времени, их лучшие области применения и другая важная информация.
8-контактное реле времени задержки включения для аварийного сигнала запуска двигателя
Ресурс: https://www.youtube.com/watch?v=G155IRwKv0A
Типы реле времени
Реле времени задержки Производители выпускают устройства различных размеров , методы работы и другие варианты дизайна. В большинстве случаев реле будут различаться по режиму работы.
Работа реле времени может быть с задержкой включения или выключения.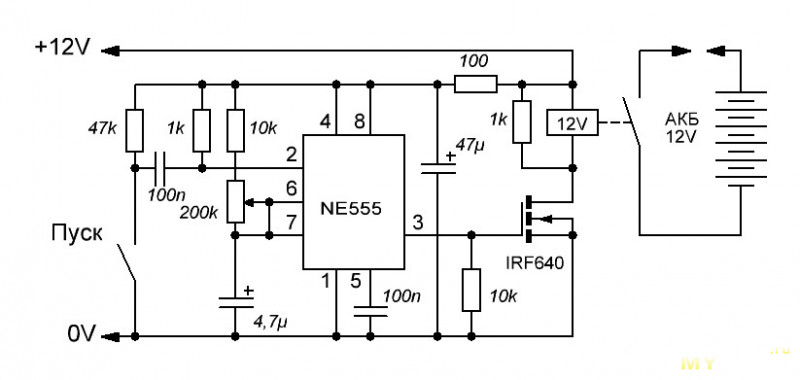 Как следует из названия, таймер с задержкой включения включается после определенной задержки времени, а таймер задержки выключения выключается после определенной задержки времени.
Как следует из названия, таймер с задержкой включения включается после определенной задержки времени, а таймер задержки выключения выключается после определенной задержки времени.
Существуют и другие типы реле времени, например, многофункциональные. В зависимости от потребностей вашего приложения и других факторов, таких как цена и точность или действие переключения, вы можете выбрать один из следующих типов реле времени.
1. Реле таймера включения
Реле задержки включения с задержкой срабатывания является наиболее распространенным типом реле времени. Как следует из названия, этот тип реле запускает отсчет времени при подаче входного напряжения и активирует выход по истечении установленного времени.
Чтобы обесточить выход, необходимо снять это входное напряжение, после чего произойдет сброс реле задержки включения.
Реле задержки времени с задержкой включения используются в приложениях, где необходимо обеспечить выполнение определенного процесса перед запуском другого процесса.
Например, вы можете использовать таймер задержки включения в приложении конвейерной ленты, чтобы убедиться, что лента набирает скорость перед запуском следующего процесса. Другими распространенными вариантами использования этих типов реле времени являются:
- Двигатели вентиляторов, где реле времени задержки включения используется для задержки запуска вентилятора.
- Охранная сигнализация, требующая задержки срабатывания сигнализации, чтобы дать уполномоченным лицам время покинуть помещение.
- В промышленных системах для поэтапного запуска больших двигателей, чтобы не было перегрузки источника питания.
- Для управления дверными замками, которые должны подождать несколько секунд после подачи питания, чтобы убедиться, что дверь закрыта, прежде чем запереть ее.
- В элементах управления вентилятором реле таймера задержки включения используется для проверки того, что вентилятор разогнался до нужной скорости перед включением вентилятора.

2. Реле времени задержки выключения
Реле времени задержки выключения является вторым наиболее распространенным типом реле задержки времени. Для этого типа реле времени требуется триггер для запуска отсчета времени после получения входного напряжения. Таким образом, на его выход подается питание при срабатывании триггера, после чего триггер снимается, чтобы можно было начать отсчет времени.
По истечении установленного времени выход обесточивается. Реле задержки отключения подходят для приложений, где необходимо убедиться, что определенный процесс имел место, прежде чем остановить другой процесс.
Например, вам нужно убедиться, что двигатель остыл перед его остановкой. Вот другие приложения, которые могут потребовать использования этих типов реле времени:
- Двери лифта, которые должны закрыться через определенное время.
- Приборы с оплатой монетами, такие как стиральные и сушильные машины, которые должны выключаться через определенное время.
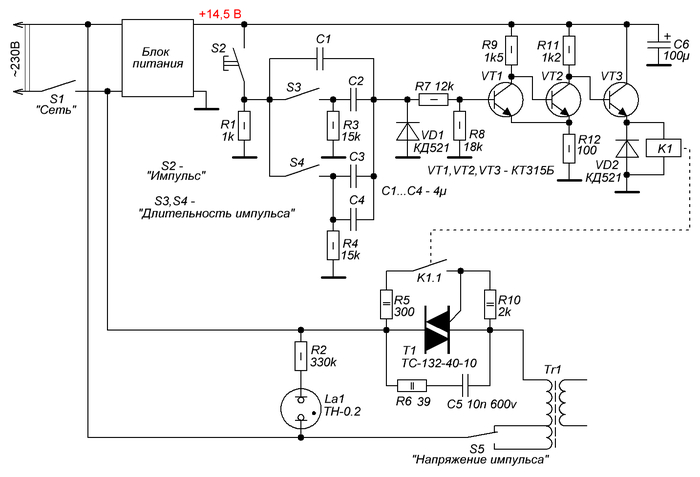
- Кондиционеры, которые должны выключаться по истечении определенного времени.
- В системах контроля газа для предотвращения опасных ситуаций, таких как утечка газа.
3. Однократное реле времени
Однократное реле времени задержки, также называемое реле времени с интервалом срабатывания, относится к типу реле задержки времени, которое срабатывает только один раз. Выход при использовании реле времени этого типа уже находится под напряжением при подаче входного питания.
Таким образом, обратный отсчет начинается при подаче входного напряжения, после чего выход обесточивается. Работа реле времени с однократным срабатыванием делает его пригодным для различных систем и процессов, в том числе промышленных. Вот некоторые из наиболее распространенных применений однократных реле задержки времени.
- Охранная сигнализация, в которой реле времени позволяет уполномоченным лицам войти в помещение и отключить систему безопасности без срабатывания сигнализации.
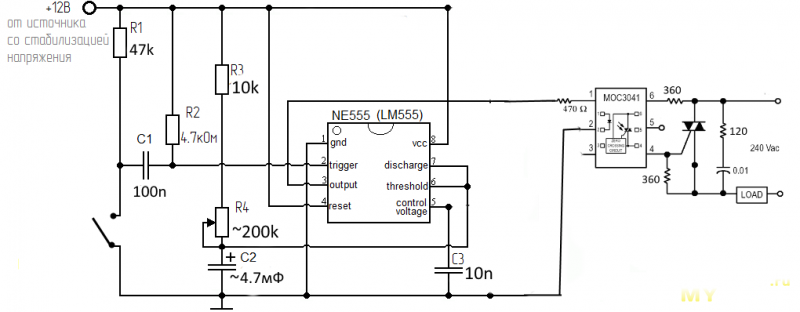
- В дозирующем оборудовании используются однократные таймеры для дозирования нужного количества продукта.
- В промышленных применениях, где машина должна запускаться и останавливаться в определенное время.
- Реле с таймером однократного срабатывания также используется в сварочных аппаратах для регулировки времени точечной сварки.
4. Реле таймера повторного цикла
Реле задержки времени повторного цикла, также известное как таймер повторного цикла, включается и выключается через равные промежутки времени. Эти типы реле часто используются в приложениях, где требуется включить и выключить питание устройства или электрической системы.
Одним из распространенных применений реле задержки времени повторения цикла является система HVAC. В этом приложении реле времени включает компрессор, а затем снова выключает через равные промежутки времени. Это помогает предотвратить перегрев системы. Реле таймера повторного цикла также находят применение в следующих приложениях:
- В разбрызгивателях для переключения времени, когда
- Управление насосом для включения насоса и предотвращения его перегрева.

- В системах электрооборудования, где необходимо включать и выключать устройство через определенные промежутки времени.
5. Реле таймера мигалки
В реле времени мигалки контакты включаются и выключаются через равные промежутки времени. Обычно это происходит после подачи входного напряжения.
Эти типы реле задержки времени часто используются в приложениях, где необходимо указать, что система или процесс работает.
Мигающий таймер обычно используется в системах аварийного освещения, где свет должен мигать через равные промежутки времени, чтобы указать, что система работает. Реле задержки времени мигания также используется в следующих приложениях:
- В качестве индикатора в системе управления технологическим процессом
- Для индикации включения устройства
- В сигналах светофора
Заключение
На сегодняшний день на рынке доступно множество различных типов реле времени. Каждый тип реле имеет свой уникальный набор функций и преимуществ.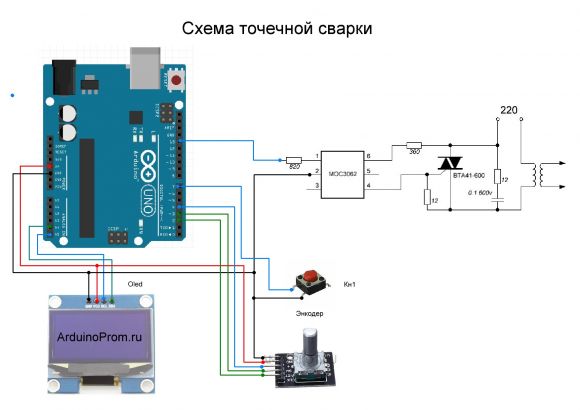 Таким образом, выбор правильного типа реле задержки времени для вашего приложения будет зависеть от того, для чего вы хотите использовать устройство. Это связано с тем, что каждый тип реле времени с выдержкой времени предназначен для определенной цели.
Таким образом, выбор правильного типа реле задержки времени для вашего приложения будет зависеть от того, для чего вы хотите использовать устройство. Это связано с тем, что каждый тип реле времени с выдержкой времени предназначен для определенной цели.
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневой каталог документов или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра PNG и png не совпадают.
Ошибки 404 после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки
- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете настраиваемую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
- Нажмите Сохранить настройки .
Это приведет к сбросу постоянных ссылок и устранению проблемы во многих случаях. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccess
Добавьте следующий фрагмент кода 9index.php$ — [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассказывается, как редактировать файл в cPanel, но не о том, что нужно изменить. статьи и ресурсы для этой информации. )
Существует множество способов редактирования файла .htaccess
- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Используйте SSH и текстовый редактор
- Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок «Диспетчер файлов ».
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.

- Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) «.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
- Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода значок в верхней части страницы.
- Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
- При необходимости отредактируйте файл.
- Когда закончите, нажмите Сохранить изменения в правом верхнем углу. Изменения будут сохранены.
- Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
- После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
Контроллер точечной сварки
Этот усовершенствованный контроллер использовался многими людьми и имеет уникальную схему пониженного пускового тока, которая предотвращает перегорание главного предохранителя.
Этот товар больше не продается с 7-2020.
Но теперь в Китае продаются дешевые контроллеры для точечной сварки, см. пример здесь:
Преимущества точечной сварки
Вы можете использовать его для:
- расширенного управления любым аппаратом точечной сварки
- Самодельный точечный сварочный аппарат с трансформатором для микроволновой печи
- Усовершенствование сварочного аппарата Harbour Freight / Kende DN-100E
- Ремонт китайских сварочных аппаратов Sunkko (если трансформатор не сломан)
Меры предосторожности при ремонте микроволновой печи
Работа с микроволновой печью чрезвычайно опасна. Вы, как правило, НЕ переживете высокое напряжение 4000В, доступной мощности более 1000Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Обычные изолированные инструменты небезопасны, через них может пройти высокое напряжение. Сначала прочтите эту статью.
Высокое напряжение в микроволновой печи в 5 раз опаснее, чем ВЛ поезда, смотрите видео здесь:
Описание схемы
Подробнее о симисторе смотрите в схеме: Универсальное управление мощностью переменного тока Arduino доска.
Детектор пересечения нуля предотвращает перегорание главного предохранителя
В Китае продается множество контроллеров для точечной сварки. Они довольно хороши и дешевы, но у них нет детектора пересечения нуля, как у этого контроллера. Детектор пересечения нуля необходим для снижения пускового тока сварочного трансформатора, чтобы предотвратить перегорание сетевого предохранителя.
Максимальный ток симистора
Максимальный непрерывный ток для T3050H-6I составляет 30 А. Однако для сварки важен неповторяющийся ток. Обычно между каждым сварным швом проходит достаточно времени для охлаждения трансформатора и симистора. Для сварочного импульса 0,2 с допустимый ток составляет 150 А, а для 1 с — 100 А. В любом случае, главный предохранитель вашего дома сгорит при токе более 100А.
Для небольших аппаратов для точечной сварки, таких как те, которые оснащены трансформатором для микроволновой печи или Kende DN-100E, размер генератора достаточно велик.
Если симистор недостаточно силен, можно легко припаять на печатной плате симистор гораздо большего размера.
История
Я разработал аппарат для точечной сварки своими руками, потому что мне понадобился специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что аппарат для точечной сварки строится многими людьми по всему миру.
Детали для точечной сварки
Помимо платы, все, что вам нужно, это трансформатор для микроволновой печи и все другие механические части и кабели.
Передняя панель корпуса Hammond Electronics с саморезами
Держатель электрода Набор зажимов заземления радиатора
Это упрощает монтаж сварочных электродов. Размер 20 мм x 20 мм x 12 мм
Набор сварочных электродов
Чистая красная медь, длина 45 мм, диаметр 6 мм.
Важно, чтобы электроды были изготовлены из подходящего материала, не все виды меди подходят. Обратите внимание, что существуют специальные медные сплавы для точечной сварки, такие как хромо-медный класс 2 18200 или хромо-циркониевый медный 18150, но они просто необходимы, например, при производстве автомобилей. Сварочные электроды из чистой красной меди не прилипают к никелевым лепесткам. Вам нужен только один комплект электродов на всю жизнь, потому что износ незначителен, если только вам не нужно сваривать тысячи аккумуляторов. Вы должны сами сформировать электроды с помощью настольного шлифовального станка.
Большим преимуществом этого таймера для точечной сварки является простота управления через меню. Руководство на самом деле не нужно.
Подключение и монтаж
Внимание:
- Всегда сначала проверяйте контроллер с помощью лампочки вместо сварочного трансформатора. Не используйте светодиодную лампу.
- Если вы хотите измерить выходное напряжение, используйте лампочку в качестве нагрузки.
- Обратите внимание, что часто случается так, что трансформатор Sunkko имеет короткое замыкание, что приводит к взрыву симистора. Всегда сначала проверяйте трансформатор, используя выключатель вместо контроллера, и пытайтесь сваривать. Если перегорел главный предохранитель, то трансформатор неисправен.
Соединители не требуются, поскольку используются только винтовые клеммные колодки.
Примечание. Входной и выходной разъемы предназначены для переменного напряжения и не имеют + или -.
Примечание. Разъемы питания не обращены наружу на краю печатной платы, поскольку в противном случае они не поместились бы в небольшой корпус Hammond.
- СЕТЬ: вход от 110 до 240 В переменного тока
- OUT: выход на сварочный трансформатор
- Ножной переключатель (опционально)
- J6: поворотный энкодер (программное обеспечение еще не реализовано)
Время сварки
Таблица времени имеет логарифмическое распределение. Расстояние между шагами от 20% до 30%:
0, 10, 20, 30, 40, 50, 60, 80, 100, 120, 150, 200, 250, 300, 400, 500, 600, 800, 1000 мс .
Время сварки отличается для сети 60 Гц: 8,3, 16,7, 25,0, 33,3, 41,7, 50,0, 66,7 мс и т. д. Но поскольку это не круглые числа, вымышленное время сварки для 50 Гц по-прежнему используется для 60 Гц. Таким образом, при частоте 60 Гц время сварки в 1 с фактически составляет 830 мс.
- Время перед сваркой: от 0 мс до 1000 мс
- Время паузы сварки: от 0 мс до 1000 мс
- Время сварки: от 0 мс до 1000 мс
Для защиты трансформатора микроволновой печи максимальное время сварки составляет 1 с. Для увеличения времени сварки используйте непрерывный режим.
Вот несколько осциллограмм измеренного сварочного тока:
Интервал времени
Мы также должны учитывать минимальное время интервала между последовательными сварками. Сварочному трансформатору и генератору переменного тока нужно некоторое время, чтобы остыть. Когда мы свариваем аккумуляторы вручную, электроды каждый раз необходимо точно перемещать от одного сварного шва к другому, это обеспечивает достаточный интервал времени.
Установки для никелированных стальных полос толщиной 0,15 мм
Чаще всего используются никелированные стальные полосы толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электрода, но начните со следующих значений:
- Сила сварки электродом 0,4 кг (4 Н)
- Время предварительной сварки 50 мс
- Пауза 500 мс
- Длительность сварочного импульса 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Внешнее расстояние электрода 5 мм
Управление мощными аппаратами для точечной сварки
Контроллер также может использоваться для профессиональных мощных аппаратов для точечной сварки. Здесь обычно более длительное время сварки, до 3 с. Радиатор генератора переменного тока может сильно нагреться при очень длительной сварке с короткими интервалами. В случае сомнений проверьте температуру радиатора после отключения напряжения
Встроенный блок питания
Контроллер питается от сети и работает со всеми сетевыми напряжениями по всему миру от 110 В до 240 В переменного тока, 50 и 60 Гц. Вам нужен только дополнительный микроволновый трансформатор.
Стандартный корпус Hammond
Печатная плата точно подходит к корпусу Hammond Electronics 1591XXSGY. Размеры для сверления смотрите ЗДЕСЬ.
Размеры платы 101 мм x 70 мм. Если вы хотите, вы можете обрезать печатную плату сразу за кнопками до 85 мм x 70 мм.
Передняя панель для корпуса Hammond Electronics
Распорки для (специальных) саморезов оригинальной передней панели Hammond очень слабые, я их усилил:
Информация для ботаников
Подробнее см. в этой статье Информация для ботаников.
Аппараты точечной сварки других пользователей
См. статью ЗДЕСЬ
Ремонт всех аппаратов точечной сварки аккумуляторных Sunkko 788H 709A 709AD 737B
Электроника аккумуляторных аппаратов точечной сварки Sunkko часто ломается и ломается. Вы можете отремонтировать его, заменив электронику на этот контроллер точечной сварки.
Обратите внимание, что часто случается короткое замыкание в трансформаторе Sunkko, что приводит к взрыву симистора. Всегда сначала проверяйте трансформатор, используя выключатель вместо контроллера, и пытайтесь сваривать. Если перегорел главный предохранитель, то трансформатор неисправен. В таком случае трансформатор придется заменить, можно взять трансформатор от микроволновки.
Улучшение Kende DN-100E
Kende DN-100E не имеет электронного контроля времени сварки. Поэтому трудно сделать качественную сварку с хорошей повторяемостью. С помощью контроллера вы можете значительно улучшить сварку с помощью Kende DN-100E, посмотрите здесь, как это сделать.
Вопросы
Есть форум по контроллеру точечной сварки (прочитано 35000 раз), смотрите ЗДЕСЬ. В нем есть ответы практически на все вопросы.
Работа схемы детектора пересечения нуля
Эта цепь необходима для снижения пускового тока сварочного трансформатора, чтобы предотвратить перегорание сетевого предохранителя. Ток через сварочный трансформатор, являющийся индуктивной нагрузкой, будет отставать от напряжения на 90º. По этой причине для уменьшения пускового тока оптимальным временем включения является не нулевая точка сетевого синуса, а вершина синуса. Чтобы сделать это, Arduino должен обнаруживать переходы сети через ноль, это делает U3. Время задержки в программном обеспечении «sinusMax_us» составляет 4583 мкс, это странное число является средним значением 1/4 периода 50 Гц и 60 Гц.
Настройка мощности сварочного тока осуществляется только с управлением по времени, а не с управлением по значению тока. На некоторых контроллерах точечной сварки также можно установить значение тока, но, поскольку это работает с фазовым управлением, это увеличивает пусковой ток с риском перегорания главного предохранителя. Настройка времени сварки имеет тот же эффект.
Высокое напряжение!
Обратите внимание: печатная плата напрямую подключена к сети, только низковольтная часть безопасна. Использование на свой страх и риск .
Руководство пользователя
- Используйте кнопки вверх, вниз и выбора для настройки параметров, см. видео на YouTube.
- Настройки сохраняются в EEPROM.
- Нажмите кнопку сварки или педаль для сварки.
Непрерывный режим:
Существует возможность сварки, пока нажата кнопка сварки. Чтобы включить этот режим, установите время сварки на 0 (*примечание*), одновременно нажмите и удерживайте кнопку сварки при включенном питании в течение 1 секунды, а затем отпустите кнопку. Теперь вы можете сваривать непрерывно без таймера. Будьте осторожны: трансформатор легко перегревается, поэтому используйте эту функцию только для проверки или измерения сварочного тока.
Поворотный энкодер
Вместо кнопок меню можно использовать поворотный энкодер. Аппаратная часть реализована на печатной плате, но для этого еще нужно сделать программное обеспечение.
Объяснение реле времени — подход инженера
Изучите основы реле времени и реле времени, чтобы понять основные типы, принцип их работы и области их применения.
Прокрутите вниз, чтобы посмотреть обучающее видео на YouTube.
Компания TELE Controls любезно спонсировала эту статью и является одним из ведущих производителей в области автоматизации с 1963.
Они предлагают одни из лучших таймеров на рынке и гарантируют максимальную функциональность и временные диапазоны.
Найдите время, чтобы ознакомиться с их ассортиментом реле задержки времени, а также с подходящими релейными базами и аксессуарами. Вы можете связаться с ними по адресу [email protected] или через LinkedIn. Чтобы узнать больше, нажмите ЗДЕСЬ
Что такое реле времени?
Реле с задержкой по времени
Реле с задержкой по времени — это просто управляющие реле со встроенной функцией задержки по времени. Они контролируют событие, подавая питание на вторичную цепь, по прошествии определенного времени или в течение определенного времени, некоторые даже могут делать и то, и другое. .
Механическое реле
В стандартном нормально разомкнутом управляющем реле контакты на вторичной стороне немедленно замыкаются при подаче напряжения на обмотку на первичной стороне. Когда электричество отключается на первичной стороне, контакты на вторичной стороне размыкаются и отключают питание нагрузки.
Для некоторых приложений нам не нужен немедленный ответ на вторичной стороне, мы хотим, чтобы это происходило через определенное время или только в течение определенного периода времени. Для этого мы можем использовать реле задержки времени.
Существует два основных типа основных реле времени: с задержкой включения и с задержкой выключения. Это могут быть реле нормально разомкнутого или нормально замкнутого типа, и мы можем контролировать время задержки от миллисекунд до часов или даже дней.
Тип с задержкой выключения, тип с задержкой включения
Кстати, мы подробно рассмотрели основы механических реле в нашей предыдущей статье, проверьте это ЗДЕСЬ.
Где используются реле времени
Реле времени широко используются в промышленности, системах отопления, вентиляции и кондиционирования воздуха, а также в строительных службах для обеспечения переключения с выдержкой времени. Например, чтобы запустить двигатель, управлять электрической нагрузкой или просто автоматизировать действие. Они играют жизненно важную роль для целевых логических потребностей.
Типичный пример, который вы, вероятно, видели, находится в коридоре или на лестничной клетке, которые редко используются. Возможно, на работе или в многоквартирном доме. Мы не хотим, чтобы свет горел постоянно, мы хотим, чтобы он автоматически выключался. Таким образом, как только выключатель света нажат, реле задержки времени поддерживает свет в течение определенного времени. По истечении этого времени он автоматически отключает питание светильника. Реле
Пример Реле времени
могут применяться практически в любых приложениях, они доступны в виде съемных устройств, устройств, монтируемых на основании, печатных плат и даже в качестве элементов управления, монтируемых на DIN-рейку.
Традиционно реле времени были доступны только как однофункциональные устройства с одним временным диапазоном. Эти устройства все еще доступны и обычно используются в приложениях с очень простыми потребностями синхронизации.
Но мы можем получить более совершенные реле времени с другими функциями и несколькими диапазонами времени. Большинство из них также способны контролировать напряжение или ток в широком диапазоне, поэтому их применение не ограничено. Для их настройки не требуется язык программирования, мы просто настраиваем параметры с помощью циферблатов, а руководства производителей проинструктируют вас, как это сделать.
Усовершенствованные реле времени
Реле и переключатели задержки времени будут работать автоматически после настройки и получения триггера или сигнала, вызывающего действие. В многофункциональных реле мы часто находим встроенный в устройство светодиод, который будет мигать с разными интервалами, чтобы указать, какую функцию он выполняет в данный момент. Руководство производителя расскажет нам, на какую функцию указывает светодиод.
Чтобы применить реле задержки времени или переключатель, нам необходимо решить, где будет установлено устройство, что сработает, как долго будет задержка перед подачей питания на вторичную сторону или как долго вторичная сторона будет находиться под напряжением.
Задержка выключения цепи
Иногда нам нужно, чтобы вторичная сторона реле оставалась включенной в течение заданного периода времени. Например, внешний лучистый обогреватель, который мы могли бы найти в ресторане со столиками на открытом воздухе. Когда клиенту холодно, он щелкает выключателем. Теперь они потребляют много энергии, поэтому мы не хотим, чтобы они оставались включенными в течение нескольких часов. Клиент не будет там слишком долго, поэтому мы можем использовать реле времени. Реле времени автоматически выключит нагреватель, например, через 30 минут.
Простая схема
Если мы посмотрим на эту простую схему батареи и светодиода. Когда переключатель замкнут, светодиод загорается. При размыкании переключателя светодиод мгновенно гаснет. Как мы можем отсрочить выключение светодиода?
Мы могли бы поставить конденсатор параллельно светодиоду. Таким образом, когда переключатель замкнут, загорается светодиод, и конденсатор заряжается. При размыкании ключа конденсатор разряжается, а светодиод продолжает гореть. Мы можем использовать конденсаторы разного размера, чтобы изменить время, в течение которого светодиод остается включенным. Мы могли бы даже использовать переменный конденсатор, чтобы настроить период времени.
Поместите конденсатор параллельно
Переключатель может быть вторичной стороной реле и использует входной сигнал на первичной стороне для запуска таймера на вторичной стороне.
В качестве альтернативы светодиод может быть на первичной стороне твердотельного реле. Таким образом, светодиод будет использоваться для обеспечения оптической связи с фототранзистором на вторичной стороне.
Простая временная задержка
Проблема, с которой мы сталкиваемся в этой конструкции, заключается в том, что скорость разряда конденсатора не является линейной, поэтому светодиод медленно тускнеет, пока в конце концов не выключится. Таким образом, мы могли бы хотеть лучший дизайн.
Как обеспечить, чтобы светодиод оставался включенным при размыкании переключателя, а также чтобы он автоматически выключался, если становится слишком тусклым.
Мы можем добавить в схему транзистор. Транзистор будет действовать как переключатель. Существуют разные типы транзисторов, но мы не будем подробно останавливаться на них в этом видео. Сейчас мы будем считать, что основная схема подключена к двум из трех выводов транзисторов. Этот тип транзистора обычно блокирует протекание тока в цепи. Но когда на базовый контакт подается определенное напряжение, транзистор пропускает ток. Когда напряжение на базовом выводе снимается, транзистор прекращает протекание тока в основной цепи.
Приложено малое напряжение
На этой диаграмме показана простая схема выключения с выдержкой времени задержки с использованием транзистора, конденсатора, светодиода и переключателя. Резисторы используются для ограничения тока и защиты компонентов.
Простая схема задержки выключения
Итак, мы можем управлять током в главной цепи, посылая сигнал на базовый вывод транзистора, этот сигнал представляет собой небольшое напряжение. Транзистор будет пропускать ток в основной цепи только в том случае, если напряжение на базовом выводе находится на определенном уровне или выше, обычно 0,7 В. Если напряжение на базовом выводе упадет ниже этого минимального уровня, ток не будет протекать.
При разомкнутом переключателе светодиод не загорается, напряжение на выводе базы транзистора отсутствует, поэтому транзистор действует как разомкнутый переключатель и предотвращает протекание тока в главной цепи.
Переключатель замкнут
Когда переключатель замкнут, электричество поступает на базовый вывод транзистора. Транзистор определяет напряжение и определяет, что оно выше минимального уровня, поэтому он позволяет току течь через основную цепь.
Когда ток течет по главной цепи, он зажигает светодиод, в то время как конденсатор заряжается.
При размыкании переключателя подача основного питания на вывод базы транзистора отключается. Теперь конденсатор начинает разряжаться и подает напряжение на базовый вывод. Это позволяет транзистору продолжать пропускать ток через основную цепь, поэтому светодиод остается включенным.
Когда уровень напряжения на конденсаторе упадет ниже минимального значения срабатывания транзистора, он выключится и остановит ток в основной цепи, поэтому светодиод выключится. Таким образом, накопительная емкость конденсатора определяет, как долго схема находится под напряжением.
Эта простая конструкция предназначена для выключателя с временной задержкой, но мы снова можем интегрировать его в реле.
Кстати, мы подробно рассмотрели, как работают конденсаторы, в нашей предыдущей статье ЗДЕСЬ
Временная задержка в цепи
Иногда нам нужно, чтобы вторичная сторона реле оставалась выключенной в течение заданного периода времени.
Например, при включении или выключении больших индуктивных нагрузок, возможно, из-за внезапной потери мощности или запуска большого асинхронного двигателя, могут возникнуть большие скачки напряжения или пусковые токи из-за сильного магнитного потока в цепи. Эти скачки напряжения могут повредить компоненты и оборудование.
Если предусмотрена короткая задержка, такого ущерба можно избежать. Для этой цели используются схемы реле задержки времени.
Транзистор нуждается в минимальном напряжении
Если мы посмотрим на это простое время задержки в цепи, транзистор препятствует включению лампы. Транзистору нужно минимальное напряжение, чтобы открыться и позволить лампе включиться. Когда мы замыкаем ключ, транзистор получает это напряжение и мгновенно открывается.
Как мы можем отсрочить это?
Мы могли бы просто подключить диод Зенера к выводу основания транзистора, а затем параллельно подключить резистор и конденсатор между диодом и переключателем. Диоды пропускают ток только в одном направлении и блокируют ток, протекающий в противоположном направлении. Однако, если на диод Зенера подается определенное обратное напряжение, он откроется и позволит току течь в противоположном направлении, это известно как напряжение пробоя. Таким образом, мы можем использовать это для управления транзистором, открывая его только при подаче определенного напряжения.
Переключатель замкнут, транзистор заблокирован
Теперь, когда мы замыкаем переключатель, ток будет медленно заряжать конденсатор. Зенеровский диод продолжает блокировать ток к транзистору, и лампа остается выключенной. По мере зарядки конденсатора напряжение увеличивается. В конце концов напряжение превысит напряжение пробоя стабилитронов. В этот момент диод позволяет току течь через него и достигать транзистора.
