Тв 16 паспорт: ТВ-16 Станок токарно-винторезный настольный. Схемы, описание, характеристики
Содержание
Паспорт и руководство к настольному токарно-винторезному станку. Модель ТВ-16
Каз. ССР Алма-Атинский СНХ
Завод'имени С. М. Кирова
ПАСПОРТ и РУКОВОДСТВО
к настольному токарновинторезному станку
л
Модель ТВ-16
А
Наз. ССР Алма-Атинский Совнархоз Завод имени С. М. Кирова
ПАСПОРТ
и
РУКОВО
ство
К НАСТОЛЬНОМУ ТОКАРНОВИНТОРЕЗНОМУ СТАНКУ
модель ТВ-16
Казахская
Инвентарный
ССР
ТОКАРНОГО СТАНКА
№
Тип Настольный токарно-винторезный Модель ТВ-16 Шифр станка по • классификации
Завод Завод им. С.М. Кирова Алма-Атинский Совнархоз Заводский номер Класс точности по ТУ ТВ-16-0001
ИЗГОТОВИТС 1Ь Год выпуска Место установки
Станок особо-пригоден или приспособлен Универсальный Время пуска станка
Габариты: длина—1150 мм; ширина—600 мм; высота—1200 мм.
Вес станка: 180 кг.
4 —
Основные данные
Основные размеры
Суппорт
Высота центров в мм 85 Число резцов в резцедержателе 4
Расстояние между центрами в мм 250 Наибольшие размеры державки резца в мм ширина 1?
Длина выемки в мм До планшайбы нет высота 15
Общая нет Высота от опорной поверхности резца до линии центров в мм 10
Размеры обрабатываемых деталей Наибольшее расстояние от оси центров до кромки резцедержателя в мм 90
Наибольший диаметр в мм Прутка 18 Число суппортов передних задних
Над верхней частью суппорта 90 1 нет
Над нижней частью суппорта нет Число резцовых головок в суппорте 1 нет
Над станиной 160 Наибольшее перемещение в мм От руки продольное поперечное
В выемке нет 260 100
Наибольшая длина обточки в мм 250 По валику нет нет
Шаг нарезаемой резьбы Метрической в мм Наймем. наиб. По винту 260 нет
0,2 3 Выключающие упоры нет нет
Дюймовой Модульной Нет нет Быстрое перемещение нет пет
Нет нет Перемещение на одно деление лимба в мм 0,5 0,05
Суппорт
Перемещение на один оборот лимба в мм Продол ьн. Поперечн.
32 1,5
Резцовые салазки Наибольший угол поворота в градусах ±60
Поворот на одно деление шкалы в градусах 1
Наибольшее перемещение в мм 100
Перемещение на одно деление лимба в мм 0,05
Перемещение на один оборот лимба в мм 1,5
Резьбоуказател ь нет
Предохранение от перегрузки есть
Блокировка есть
Шпиндель
Конус-система Морзе № 3
Диаметр отверстия шпинделя в мм 18
Эскиз конца шпинделя
Эскиз суппорта
Торможение шпинделя нет
Блокировка рукояток нет
Задняя бабка
Конус-система Морзе № 1
Наибольшее перемещение пиноли в мм 65
Цена одного деления переме- щения пиноли в мм линейки 1
лимба 0,05
Поперечное смещение в мм вперед 5
назад 5
Величина поперечного смещения на 1 деление в мм нет
- 5 -
Принадлежности и приспособления
Для закрепления изделия Для настройки станка
Патроны Тип Вес в кг Диаметр зажатия в мм Сменные зубчатые колеса
найм.
наиб. По винту 260 нет
0,2 3 Выключающие упоры нет нет
Дюймовой Модульной Нет нет Быстрое перемещение нет пет
Нет нет Перемещение на одно деление лимба в мм 0,5 0,05
Суппорт
Перемещение на один оборот лимба в мм Продол ьн. Поперечн.
32 1,5
Резцовые салазки Наибольший угол поворота в градусах ±60
Поворот на одно деление шкалы в градусах 1
Наибольшее перемещение в мм 100
Перемещение на одно деление лимба в мм 0,05
Перемещение на один оборот лимба в мм 1,5
Резьбоуказател ь нет
Предохранение от перегрузки есть
Блокировка есть
Шпиндель
Конус-система Морзе № 3
Диаметр отверстия шпинделя в мм 18
Эскиз конца шпинделя
Эскиз суппорта
Торможение шпинделя нет
Блокировка рукояток нет
Задняя бабка
Конус-система Морзе № 1
Наибольшее перемещение пиноли в мм 65
Цена одного деления переме- щения пиноли в мм линейки 1
лимба 0,05
Поперечное смещение в мм вперед 5
назад 5
Величина поперечного смещения на 1 деление в мм нет
- 5 -
Принадлежности и приспособления
Для закрепления изделия Для настройки станка
Патроны Тип Вес в кг Диаметр зажатия в мм Сменные зубчатые колеса
найм. наиб.
Поводковый специальн. Модуль в мм 1
Кулачковые 4-х Ширина обода в мм 8
3-х ТС-100 по ТУ завода 4 Диаметр отверстия в мм 14А3
2-х Материал сталь 45
Люнеты подвиж. нет зубьев 20’ 25’ 30« 35> 45’ 50’ 60’ 75’ 100
неподвиж. нет Перечень материалов
Зажимные цанги по наруж. диаметру нет
Руководство
по внутр, диаметру нет
Акт испытания
Для закрепления инструмента
-Патрон сверлильный 6X1d ГОСТ 2681-52 При Ведомость комплектации . > 1 > ' — вод
Род привода Инд и видуальн ы и электродвигатель Число оборотов в мин. Контрпривода
Щкив i станка
Электродвигатель Ремни и цепи
Назначение Главный привод Местонахождение . .. Главный привод
Число оборотов В УИН. Ступени Нормальные размеру Ремень ремней и цепей Блиновой 0-1250 (№ «.тандарта > ГОСТ 1281-45 Ремень клиновой U-900 ГОСТ 1284-45
] / 3 4 5 6
1400
Мощность в КВТ.
наиб.
Поводковый специальн. Модуль в мм 1
Кулачковые 4-х Ширина обода в мм 8
3-х ТС-100 по ТУ завода 4 Диаметр отверстия в мм 14А3
2-х Материал сталь 45
Люнеты подвиж. нет зубьев 20’ 25’ 30« 35> 45’ 50’ 60’ 75’ 100
неподвиж. нет Перечень материалов
Зажимные цанги по наруж. диаметру нет
Руководство
по внутр, диаметру нет
Акт испытания
Для закрепления инструмента
-Патрон сверлильный 6X1d ГОСТ 2681-52 При Ведомость комплектации . > 1 > ' — вод
Род привода Инд и видуальн ы и электродвигатель Число оборотов в мин. Контрпривода
Щкив i станка
Электродвигатель Ремни и цепи
Назначение Главный привод Местонахождение . .. Главный привод
Число оборотов В УИН. Ступени Нормальные размеру Ремень ремней и цепей Блиновой 0-1250 (№ «.тандарта > ГОСТ 1281-45 Ремень клиновой U-900 ГОСТ 1284-45
] / 3 4 5 6
1400
Мощность в КВТ. 0,4 г I и завод изготовитель)
Надряжение 220/380 в.
Тип АТ/4
Число рядов 1 1 ч • =
Инвентарный №
Основные данное аппаратов электросхемы
Род 7 ода Переменный Напряжение 220'380 в. Частота 50 гц.
№№ .п. Цепь Наименование и обозначение аппарата в цепи и обозначение в электросхеме । Основные данные аппарата
1 Дкдючение станка и ргверс Пакетный переключатель „ПП“ Трехполюсный на 2 направления тип ПКЗ-1О..Н2
Кнопка „пуск" „1КУ" Кноночцая станция КС1-12
* Плавкие предохранители „П“ Тип Е- '7с плавкой вставкой на 6 А ГОСТ 1138-55
Магнитный пускатель „К* Тип П-121 А 380 в
2 Блокировка Конечные выключатели „1КВ** и „2КВ" Тип К У 01
3 Выдлючрние станка Кнопка „стоп" „2КУ“ Кнопочная станция КС1-12 _ яд
КИНЕМАТИЧЕСКАЯ СХЕМА
Спецификация зубчатых колес и винтов
Узел Передняя бабка Сменные шестерни Планетарная передача Фартук Станина
№ по схеме 1 2 3 4 а — в — с —d 5 6 7 8 9 10 и 12 13 14 15 16
Число зубьев или число заходов 27 24 30 36 20 25 30 35 — 45 50 60 75 100 100 20 20 19 20 2а 20 13 23 12 рейка 1
Модуль или шаг винта в мм 1 1 1,25 1,25 1,5 1,5 Т-4
Ширина обода в мм 10 8 8 8 6 — 6 12 10 12 8
Материал Сталь 40 Сталь 40 Сталь 40 Сталь 40 Сталь 40
Термообработка Улучшение Улучшение Улучшение Улучшение
- 7 -
Настройка станка для нарезания резьб и продольного точения
Эскизы настройки механизма подач
а) для нарезания резьб | б) для продольных подач
Формулы
а) для нарезания резьб
JL .
0,4 г I и завод изготовитель)
Надряжение 220/380 в.
Тип АТ/4
Число рядов 1 1 ч • =
Инвентарный №
Основные данное аппаратов электросхемы
Род 7 ода Переменный Напряжение 220'380 в. Частота 50 гц.
№№ .п. Цепь Наименование и обозначение аппарата в цепи и обозначение в электросхеме । Основные данные аппарата
1 Дкдючение станка и ргверс Пакетный переключатель „ПП“ Трехполюсный на 2 направления тип ПКЗ-1О..Н2
Кнопка „пуск" „1КУ" Кноночцая станция КС1-12
* Плавкие предохранители „П“ Тип Е- '7с плавкой вставкой на 6 А ГОСТ 1138-55
Магнитный пускатель „К* Тип П-121 А 380 в
2 Блокировка Конечные выключатели „1КВ** и „2КВ" Тип К У 01
3 Выдлючрние станка Кнопка „стоп" „2КУ“ Кнопочная станция КС1-12 _ яд
КИНЕМАТИЧЕСКАЯ СХЕМА
Спецификация зубчатых колес и винтов
Узел Передняя бабка Сменные шестерни Планетарная передача Фартук Станина
№ по схеме 1 2 3 4 а — в — с —d 5 6 7 8 9 10 и 12 13 14 15 16
Число зубьев или число заходов 27 24 30 36 20 25 30 35 — 45 50 60 75 100 100 20 20 19 20 2а 20 13 23 12 рейка 1
Модуль или шаг винта в мм 1 1 1,25 1,25 1,5 1,5 Т-4
Ширина обода в мм 10 8 8 8 6 — 6 12 10 12 8
Материал Сталь 40 Сталь 40 Сталь 40 Сталь 40 Сталь 40
Термообработка Улучшение Улучшение Улучшение Улучшение
- 7 -
Настройка станка для нарезания резьб и продольного точения
Эскизы настройки механизма подач
а) для нарезания резьб | б) для продольных подач
Формулы
а) для нарезания резьб
JL .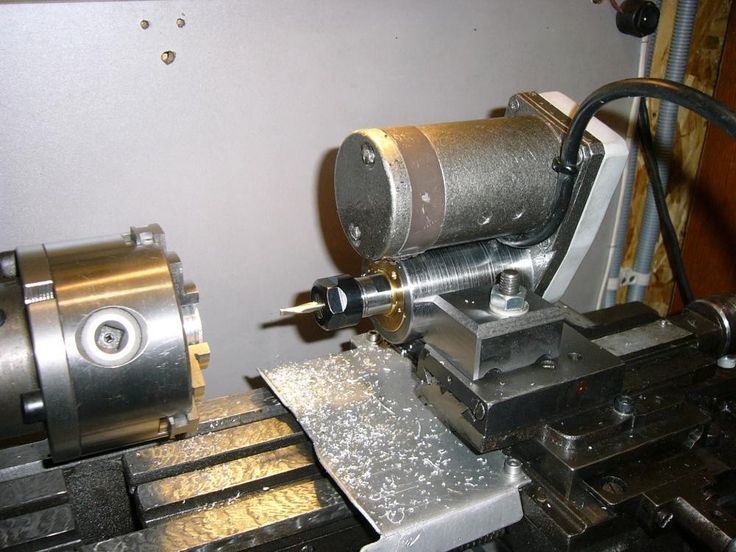 0,01 20 60 75 0,75 0,0375
25 60 20 0,z5 0,0125 20 45 60 0,8 0,04
20 60 30 0,3 0,015 20 45 75 1 0,05
20 60 35 0,35 0,0175 25 45 75 1,25 0,0625
20 75 50 0,4 0,02 60 30 25 1,5 0,075
20 60 45 0,45 0,0225 35 45 75 1,75 0,0875
20 60 50 0,5 0.025 60 45 50 2 0,1
30 75 50 0,6 0,63 50 45 75 2,5 0,125
50 75 35 0.7 0,035 50 30 60 3 0,15
Таблица № 2
Число оборотов шпинделя:
1 скорость — 1400 41,5 228 62 * 98 .60 об мин.
2 скорость — 1400 41,5 228 8» ’ 80 250 об/мин.
3 скорость — 14С0 41,5 228 . 98 * 62 400 об мин.
4 скорость — 14С0 123 170 62 ' 98 = 630 об мин.
о скорость — 1400 123 170 80 ‘ 80 1000 об мин.
5 скорость — 14С0 123 170 98 ’ 62 — 1600 об/мин.
— 8 -
Органы управления станком
№№ п.п.
1
2
3
4
5
6 7
8
9
10
11
Назначение
Рукоятка натяжения и освобождения ремня для переключения скорости вращения шпинделя
Вводный выключатель.
0,01 20 60 75 0,75 0,0375
25 60 20 0,z5 0,0125 20 45 60 0,8 0,04
20 60 30 0,3 0,015 20 45 75 1 0,05
20 60 35 0,35 0,0175 25 45 75 1,25 0,0625
20 75 50 0,4 0,02 60 30 25 1,5 0,075
20 60 45 0,45 0,0225 35 45 75 1,75 0,0875
20 60 50 0,5 0.025 60 45 50 2 0,1
30 75 50 0,6 0,63 50 45 75 2,5 0,125
50 75 35 0.7 0,035 50 30 60 3 0,15
Таблица № 2
Число оборотов шпинделя:
1 скорость — 1400 41,5 228 62 * 98 .60 об мин.
2 скорость — 1400 41,5 228 8» ’ 80 250 об/мин.
3 скорость — 14С0 41,5 228 . 98 * 62 400 об мин.
4 скорость — 14С0 123 170 62 ' 98 = 630 об мин.
о скорость — 1400 123 170 80 ‘ 80 1000 об мин.
5 скорость — 14С0 123 170 98 ’ 62 — 1600 об/мин.
— 8 -
Органы управления станком
№№ п.п.
1
2
3
4
5
6 7
8
9
10
11
Назначение
Рукоятка натяжения и освобождения ремня для переключения скорости вращения шпинделя
Вводный выключатель. Кнопочная станция
Рукоятка трензеля для изменения направления подачи
Рукоятка для закрепления резцедержателя
Рукоятка для включения маточной гайки *
Рукоятка для перемещения верхней салазки
Рукоятка для закрепления пиноли задней бабки
Маховичок для передвижения пиноли задней бабки
Рукоятка для перемещения поперечной салазки
Маховичок для продольного перемещения суппорта___________
— 9 -
РУКОВОДСТВО по УХОДУ и ОБСЛУЖИВАНИЮ СТАНКА ТВ-16
Назначение станка
Настольный токарно-винторезный станок модель ТВ-16 предназначен для выполнения разнообразных токарных работ в мастерских школ для политехнического обучения.
Конструкция станка
Станок состоит из следующих основных узлов:
1. Станина
2. Передняя бабка
3. Привод станка
4. Механизм подач
5. Фартук
6. Суппорт
7. Задняя бабка
8. Стол
9. Электрооборудование
Станина
Станина служат для поддержания, закрепления и взаимного соединения всех узлов станка.
Кнопочная станция
Рукоятка трензеля для изменения направления подачи
Рукоятка для закрепления резцедержателя
Рукоятка для включения маточной гайки *
Рукоятка для перемещения верхней салазки
Рукоятка для закрепления пиноли задней бабки
Маховичок для передвижения пиноли задней бабки
Рукоятка для перемещения поперечной салазки
Маховичок для продольного перемещения суппорта___________
— 9 -
РУКОВОДСТВО по УХОДУ и ОБСЛУЖИВАНИЮ СТАНКА ТВ-16
Назначение станка
Настольный токарно-винторезный станок модель ТВ-16 предназначен для выполнения разнообразных токарных работ в мастерских школ для политехнического обучения.
Конструкция станка
Станок состоит из следующих основных узлов:
1. Станина
2. Передняя бабка
3. Привод станка
4. Механизм подач
5. Фартук
6. Суппорт
7. Задняя бабка
8. Стол
9. Электрооборудование
Станина
Станина служат для поддержания, закрепления и взаимного соединения всех узлов станка. Станина чугунная литая коробчатой формы.
Прямоугольный направляющий Ш1з 3 (рис. 1) служит для направления перемещения суппорта, призматический паз 1 для направления перемещения задней бабки. Т-образный паз 2 служит для крепления задней бабки.
На передней стороне статины установлен ходовой вин г 4 (рис. 2) и рейка 5.
Люфт ходового винта устраняется гайкой и контргайкой 6.
Станина совместно с корытом 2 на подставках 8 крепится к деревянному столу шестью болтами 3.
Рис. 1. Профиль станины
- 10 -
Рис. 2—Станина в сборе
Передняя бабка
Передняя бабка (рис. 3) состоит из корпуса — 1с крышкой — 2, шпинделя—3 и трензеля—20 для реверса подачи при помощи рукоятки—19,
Шпиндель с посаженным на него шкивом — 4 смонтирован на двух подшипниках скольжения—переднем—9 и заднем—12.
Подшипники скольжения представляют из себя вкладыши (втулки) с, конической наружной поверхностью. Вкладыши надрезаны вдоль трех образующих и разрезаны вдоль четвертой.
Зазор между шпинделем и вкладышем регулируется осевым перемещением последнего в корпусе при помощи передней гайки — 5 с войлочным уплотнением — 15 и задней — 7.
Станина чугунная литая коробчатой формы.
Прямоугольный направляющий Ш1з 3 (рис. 1) служит для направления перемещения суппорта, призматический паз 1 для направления перемещения задней бабки. Т-образный паз 2 служит для крепления задней бабки.
На передней стороне статины установлен ходовой вин г 4 (рис. 2) и рейка 5.
Люфт ходового винта устраняется гайкой и контргайкой 6.
Станина совместно с корытом 2 на подставках 8 крепится к деревянному столу шестью болтами 3.
Рис. 1. Профиль станины
- 10 -
Рис. 2—Станина в сборе
Передняя бабка
Передняя бабка (рис. 3) состоит из корпуса — 1с крышкой — 2, шпинделя—3 и трензеля—20 для реверса подачи при помощи рукоятки—19,
Шпиндель с посаженным на него шкивом — 4 смонтирован на двух подшипниках скольжения—переднем—9 и заднем—12.
Подшипники скольжения представляют из себя вкладыши (втулки) с, конической наружной поверхностью. Вкладыши надрезаны вдоль трех образующих и разрезаны вдоль четвертой.
Зазор между шпинделем и вкладышем регулируется осевым перемещением последнего в корпусе при помощи передней гайки — 5 с войлочным уплотнением — 15 и задней — 7. При затягивании гаек 5 и 7 вкладыши сжимаются с некоторым искажением внутренней поверхности его. Для устранения этого искажения предусмотрены винты — 13, которые имеют клиновидные головки—14, вставленные в наклонные прорези вкладышей.
При регулировке головка 14 распирает вкладыш плотно прижимая его к конической поверхности корпуса (или к втулке—11 заднего подшипника).
Смонтированный на шпинделе шкив — 4 крепится при помощи гайки — 8 и стопора — 17.
Для смазки шпинделя предусмотрены две прессмасленки — 16 и войлочные подушки — 21.
Рис. 3. Передняя бабка
Рис. 4. Привод
Рис. 5. Механизм подач
- 14 -
Привод станка
Привод станка рис. 4 смонтирован в левой тумбе стола и приводится в движение от индивидуального электродвигателя 6, установленного на салазках 13, прикрепленных к деревянной крышке стола винтами 14.
Передача движения электродвигателя к шпинделю осуществляется двумя клиновыми ремнями 7 через промежуточный вал 3.
Натяжение ремня, передающего движение от электродвигателя на промежуточный вал 3, регулируется путем перемещения в салазках электродвигателя.
При затягивании гаек 5 и 7 вкладыши сжимаются с некоторым искажением внутренней поверхности его. Для устранения этого искажения предусмотрены винты — 13, которые имеют клиновидные головки—14, вставленные в наклонные прорези вкладышей.
При регулировке головка 14 распирает вкладыш плотно прижимая его к конической поверхности корпуса (или к втулке—11 заднего подшипника).
Смонтированный на шпинделе шкив — 4 крепится при помощи гайки — 8 и стопора — 17.
Для смазки шпинделя предусмотрены две прессмасленки — 16 и войлочные подушки — 21.
Рис. 3. Передняя бабка
Рис. 4. Привод
Рис. 5. Механизм подач
- 14 -
Привод станка
Привод станка рис. 4 смонтирован в левой тумбе стола и приводится в движение от индивидуального электродвигателя 6, установленного на салазках 13, прикрепленных к деревянной крышке стола винтами 14.
Передача движения электродвигателя к шпинделю осуществляется двумя клиновыми ремнями 7 через промежуточный вал 3.
Натяжение ремня, передающего движение от электродвигателя на промежуточный вал 3, регулируется путем перемещения в салазках электродвигателя. Натяжение ремня, передающего движение от промежуточного вала на шпиндель, регулируется при помощи винта 11 и тяги 9.
Ослабление и натяжение ремней при переброске ремней осуществляется рукояткой 8 при помощи эксцентрикового механизма.
Промежуточный вал 3 смонтирован в корпусе 1 на роликовых подшипниках 4. Для регулировки натяжения ремня промежуточный вал совместно с корпусом поворачивается относительно оси основания 2. Поворот осуществляется рукояткой 8 и фиксируется в крайних положениях эксцентриковым устройством.
На валу 3 с одной стороны укреплен 2-х ступенчатый шкив для связи с электромотором и с другой стороны 3-х ступенчатый шкив для связи со шпинделем станка.
Смазка подшипников вала 3 и оси основания 2 осуществляется посредством прессмасленок 12.
Механизм подач
Механизм подач служит для передачи движения на ходовой винт и настроек продольных подач точения и нарезания резьб.
Механизм подач находится в коробке 1 (рис. 5), прикрепленной к передней бабке, и закрыт дверцей 2.
Натяжение ремня, передающего движение от промежуточного вала на шпиндель, регулируется при помощи винта 11 и тяги 9.
Ослабление и натяжение ремней при переброске ремней осуществляется рукояткой 8 при помощи эксцентрикового механизма.
Промежуточный вал 3 смонтирован в корпусе 1 на роликовых подшипниках 4. Для регулировки натяжения ремня промежуточный вал совместно с корпусом поворачивается относительно оси основания 2. Поворот осуществляется рукояткой 8 и фиксируется в крайних положениях эксцентриковым устройством.
На валу 3 с одной стороны укреплен 2-х ступенчатый шкив для связи с электромотором и с другой стороны 3-х ступенчатый шкив для связи со шпинделем станка.
Смазка подшипников вала 3 и оси основания 2 осуществляется посредством прессмасленок 12.
Механизм подач
Механизм подач служит для передачи движения на ходовой винт и настроек продольных подач точения и нарезания резьб.
Механизм подач находится в коробке 1 (рис. 5), прикрепленной к передней бабке, и закрыт дверцей 2. Ходовой винт 10 получает движение от шпинделя станка 8 через трензельную передачу 11 и сменные шестерни а, в, с, d.
Сменная шестерня „а“ кренится па втулке трензеля 13 винтом 9. Сменные шестерни „в" и „с“ крепятся на гитаре 4 винтом 5. После установки сменных-шестерен и обеспечения нормального сцепления зубьев, гитара закрепляется в коробке 1 винтом 6. При настройке станка для нарезания резьбы на ходовой винт устанавливается сменная шестерня „d“ с числом зубьев — 100. При настройке станка на точение вместо сменной шестерни „d“ на ходовой винт устанавливается планетарная передача. Планетарная передача обеспечивает уменьшение числа оборотов ходового винта в 20 раз.
Фартук
Фартук предназначен для передачи движения от ходового винта к суппорту, Корпус фартука крепится винтами к коробке суппорта.
Разъемная гайка 3 фартука соединяется с ходовым винтом.
Включение и выключение гайки производится рукояткой 5.
При включенной гайке фартука продольная подача суппорта будет осуществляться механически от ходового винта.
Ходовой винт 10 получает движение от шпинделя станка 8 через трензельную передачу 11 и сменные шестерни а, в, с, d.
Сменная шестерня „а“ кренится па втулке трензеля 13 винтом 9. Сменные шестерни „в" и „с“ крепятся на гитаре 4 винтом 5. После установки сменных-шестерен и обеспечения нормального сцепления зубьев, гитара закрепляется в коробке 1 винтом 6. При настройке станка для нарезания резьбы на ходовой винт устанавливается сменная шестерня „d“ с числом зубьев — 100. При настройке станка на точение вместо сменной шестерни „d“ на ходовой винт устанавливается планетарная передача. Планетарная передача обеспечивает уменьшение числа оборотов ходового винта в 20 раз.
Фартук
Фартук предназначен для передачи движения от ходового винта к суппорту, Корпус фартука крепится винтами к коробке суппорта.
Разъемная гайка 3 фартука соединяется с ходовым винтом.
Включение и выключение гайки производится рукояткой 5.
При включенной гайке фартука продольная подача суппорта будет осуществляться механически от ходового винта. При отключенной гайке фартука передвижение суппорта производится вручную вращением маховичка с лимбом 6, при этом перемещение суппорта осуществляется через шестерню 4 фартука и рейку 5 (рис. 2) на станине станка.
- 15 -
Рис. 6 Фартук
Суппорт
Суппорт предназначен для закрепления и подачи режущего инструмента. Суппорт состоит из 4-х основных узлов (рис. 7): каретки—1, салазок поперечных — 2, салазок верхних—4, поворотного круга—3 и резцедержателя —5.
Каретка перемещается в продольном направлении по направляющим станины, как механически от ходового винта, так и вручную при помощи маховичка, расположенного на фартуке.
Крепление суппорта на станине осуществляется при помощи винта с рукояткой —19.
Поперечные салазки перемещаются перпендикулярно к оси станка по верхним направляющим каретки. Перемещение осуществляется при помощи винта—7 и разрезной гайки-9, которая стягивается винтом—10, при помощи которого можно ликвидировать „мертвый ход“ винта, возникающий в результате износа гайки.
При отключенной гайке фартука передвижение суппорта производится вручную вращением маховичка с лимбом 6, при этом перемещение суппорта осуществляется через шестерню 4 фартука и рейку 5 (рис. 2) на станине станка.
- 15 -
Рис. 6 Фартук
Суппорт
Суппорт предназначен для закрепления и подачи режущего инструмента. Суппорт состоит из 4-х основных узлов (рис. 7): каретки—1, салазок поперечных — 2, салазок верхних—4, поворотного круга—3 и резцедержателя —5.
Каретка перемещается в продольном направлении по направляющим станины, как механически от ходового винта, так и вручную при помощи маховичка, расположенного на фартуке.
Крепление суппорта на станине осуществляется при помощи винта с рукояткой —19.
Поперечные салазки перемещаются перпендикулярно к оси станка по верхним направляющим каретки. Перемещение осуществляется при помощи винта—7 и разрезной гайки-9, которая стягивается винтом—10, при помощи которого можно ликвидировать „мертвый ход“ винта, возникающий в результате износа гайки. Верхние салазки, смонтированные на поворотном круге—3, могут поворачиваться в обе стороны и закрепляются в требуемом положении двумя винтами—20. Поворот салазок производится при обтачивании конусов.
Линейное перемещение верхних салазок осуществляется винтом — 8 и разрезной гайкой —11. Регулировка зазора между винтом и гайкой производится винтом—12.
Винты перемещения верхних и поперечных салазок снабжены лимбами—22 и 24.
Для регулирования зазоров в направляющих служат клинья—13, 15, 17 и регулировочные винты—14, 16 и 18.
Четырехсторонний резцедержатель—5 может поворачиваться на 360 с фиксацией поворота на 45°. Закрепление резцедержателя осуществляется рукояткой—6.
- 16 -
Задняя бабка
Задняя бабка (рис. 8) состоит из корпуса —1, плиты — 2, пиноли — 4, винта — 3, гайки—5 и маховичка с рукояткой —12.
Задняя бабка вручную переставляется вдоль станины по призматической направляющей и крепится в требуемом положении пазовым болтом — 14 и гайкой — 6.
Верхние салазки, смонтированные на поворотном круге—3, могут поворачиваться в обе стороны и закрепляются в требуемом положении двумя винтами—20. Поворот салазок производится при обтачивании конусов.
Линейное перемещение верхних салазок осуществляется винтом — 8 и разрезной гайкой —11. Регулировка зазора между винтом и гайкой производится винтом—12.
Винты перемещения верхних и поперечных салазок снабжены лимбами—22 и 24.
Для регулирования зазоров в направляющих служат клинья—13, 15, 17 и регулировочные винты—14, 16 и 18.
Четырехсторонний резцедержатель—5 может поворачиваться на 360 с фиксацией поворота на 45°. Закрепление резцедержателя осуществляется рукояткой—6.
- 16 -
Задняя бабка
Задняя бабка (рис. 8) состоит из корпуса —1, плиты — 2, пиноли — 4, винта — 3, гайки—5 и маховичка с рукояткой —12.
Задняя бабка вручную переставляется вдоль станины по призматической направляющей и крепится в требуемом положении пазовым болтом — 14 и гайкой — 6. Пиноль 4 может выдвигаться из корпуса бабки на 65 мм.
При вращении маховичка с рукояткой —12 винт 3, вращаясь в гайке 5, передвигает пиноль. В требуемом положении пиноль крепится рукояткой — 13.
Для точения конусов предусмотрена возможность поперечного перемещения корпуса задней бабки—1 по плите—2 на 5 мм вперед и назад от линии центров.
Перемещение осуществляется при помощи винта —7.
Возврат задней бабки на линию центров производится путем совмещения рисок, нанесенных на задних торцах корпуса и плиты.
Для смазки трущихся поверхностей задней бабки предусмотрены прессмасленки -9; для смазки центра предусмотрена игольчатая пробка — 11, которая помещается в отверстии, наполненном маслом.
Рис 8. Задняя бабка
17 -
СТОЛ
Станок устанавливается на деревянном столе и крепится к нему шестью болтами 3 (рис. 2). В левой тумбе стола размещается привод станка и электрооборудование.
В средней части стола смонтированы кнопочная станция и пакетный переключатель, а также помещен ящик.
Пиноль 4 может выдвигаться из корпуса бабки на 65 мм.
При вращении маховичка с рукояткой —12 винт 3, вращаясь в гайке 5, передвигает пиноль. В требуемом положении пиноль крепится рукояткой — 13.
Для точения конусов предусмотрена возможность поперечного перемещения корпуса задней бабки—1 по плите—2 на 5 мм вперед и назад от линии центров.
Перемещение осуществляется при помощи винта —7.
Возврат задней бабки на линию центров производится путем совмещения рисок, нанесенных на задних торцах корпуса и плиты.
Для смазки трущихся поверхностей задней бабки предусмотрены прессмасленки -9; для смазки центра предусмотрена игольчатая пробка — 11, которая помещается в отверстии, наполненном маслом.
Рис 8. Задняя бабка
17 -
СТОЛ
Станок устанавливается на деревянном столе и крепится к нему шестью болтами 3 (рис. 2). В левой тумбе стола размещается привод станка и электрооборудование.
В средней части стола смонтированы кнопочная станция и пакетный переключатель, а также помещен ящик. 1400 об/мин.
2. Магнитный пускатель „К" типа П121А. Магнитный пускатель осуществляет пуск и остановку электродвигателя посредством I кнопок „ПУСК* (1КУ) и „СТОП" (2КУ), кроме того осуществляет нулевую защиту.
Примечание: Катушка магнитного пускателя поставляется на линейное напряжение 380 вольт. Если у потребителя линейное напряжение будет 220 вольт, то по требованию потребителя завод может заменить катушку на 220 в.
3. Плавкие предохранители „П“ тип Е27 с плавкой вставкой на 6 А, служат для защиты станка при коротких замыканиях в электросхсме.
4. Пакетный переключатель „ПП“ типа ПКЗ-10/Н2. Пакетный переключатель предназначен для включения станка в сеть, а также для реверса электродвигателя.
5. Кнопочная станция типа КС1-12. Кнопочная станция включает в себя кнопку „ПУСК" (1КУ) и кнопку "СТОП" (2КУ), при нажатии на которые срабатывает магнитный пускатель и происходит включение или отключение станка.
6. Блокировочные выключатели 1 КВ и 2 КВ типа КУ-01. Блокировочные выключатели служат для выключения электродвигателя при открывании дверец левой тумбы стола и механизма подач.
1400 об/мин.
2. Магнитный пускатель „К" типа П121А. Магнитный пускатель осуществляет пуск и остановку электродвигателя посредством I кнопок „ПУСК* (1КУ) и „СТОП" (2КУ), кроме того осуществляет нулевую защиту.
Примечание: Катушка магнитного пускателя поставляется на линейное напряжение 380 вольт. Если у потребителя линейное напряжение будет 220 вольт, то по требованию потребителя завод может заменить катушку на 220 в.
3. Плавкие предохранители „П“ тип Е27 с плавкой вставкой на 6 А, служат для защиты станка при коротких замыканиях в электросхсме.
4. Пакетный переключатель „ПП“ типа ПКЗ-10/Н2. Пакетный переключатель предназначен для включения станка в сеть, а также для реверса электродвигателя.
5. Кнопочная станция типа КС1-12. Кнопочная станция включает в себя кнопку „ПУСК" (1КУ) и кнопку "СТОП" (2КУ), при нажатии на которые срабатывает магнитный пускатель и происходит включение или отключение станка.
6. Блокировочные выключатели 1 КВ и 2 КВ типа КУ-01. Блокировочные выключатели служат для выключения электродвигателя при открывании дверец левой тумбы стола и механизма подач. Повторный пуск станка можно осуществить только при закрытых дверцах
7. Клеммный набор на 3 клеммы типа КМ 1003, к которому подводится напряжение от сети.
Работа электросхемы
Перед началом работы станок необходимо подключить к электрической сети посредством пакетного переключателя „ПП“. Пуск электродвигателя осуществляется нажатием кнопки „Пуск", которая замыкает цепь питания магнитной катушки пускателе Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним контакты.
Остановка электродвигателя осуществляется нажатием кнопки „СТОП" которая размыкает цепь катушки и размыкает все контакты пускателя.
Нулевая защита электродвигателя осуществляется катушкой контактора, которая при понижении напряжения до 50—60% отключает электродвигатель от сети.
Для безопасности работы станок должен быть заземлен. Для этой цели на боковой стенке станка предусмотрена колодка для подвода заземляющего провода, которая должна быть соединена с заземляющими винтами панелей и со станком.
Повторный пуск станка можно осуществить только при закрытых дверцах
7. Клеммный набор на 3 клеммы типа КМ 1003, к которому подводится напряжение от сети.
Работа электросхемы
Перед началом работы станок необходимо подключить к электрической сети посредством пакетного переключателя „ПП“. Пуск электродвигателя осуществляется нажатием кнопки „Пуск", которая замыкает цепь питания магнитной катушки пускателе Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним контакты.
Остановка электродвигателя осуществляется нажатием кнопки „СТОП" которая размыкает цепь катушки и размыкает все контакты пускателя.
Нулевая защита электродвигателя осуществляется катушкой контактора, которая при понижении напряжения до 50—60% отключает электродвигатель от сети.
Для безопасности работы станок должен быть заземлен. Для этой цели на боковой стенке станка предусмотрена колодка для подвода заземляющего провода, которая должна быть соединена с заземляющими винтами панелей и со станком.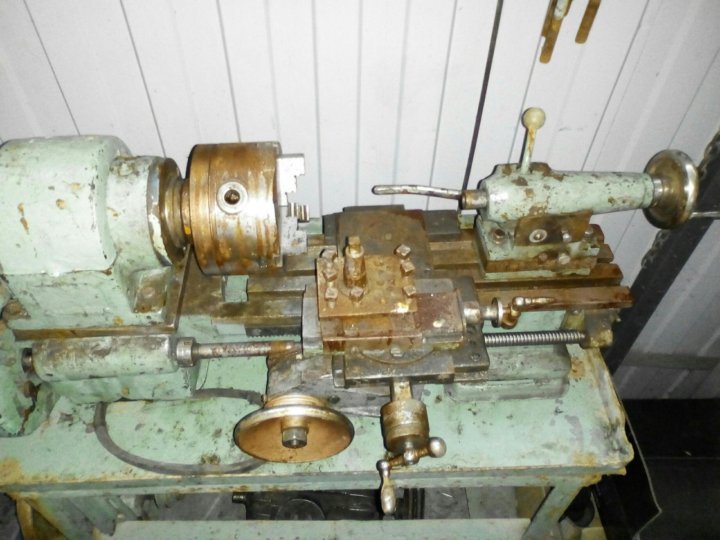 Рис. 9. Монтажная и принципиальная электросхемы
19 -
Смазка станка
Надежность работы станка в значительной мере зависит От своевременной смазки всех трущихся его деталей.
Смазку станка следует производить согласно таблице 3 и рис. 10.
Примечание: Шарикоподшипники, смонтированные в приводе станка, следует 1 раз в год прочищать и наполнять свежим солидолом „Т“ или техническим вазелином.
Рис. 10
Таблица № 3
Указания по смазке
№№ п.п. Наименование узлов Элементы узла, подлежащие смазке Способ смазки । Число точек смазки Период смазки Марка масла
1 2 3 4 5 6 7
1 2 Привод станка Фартук Подшипники Подшипники 11рессмасленка Заливка резервуара с фитилем 2 1 2 раза в месяц 1 раз в 2 дня Солидол „Т“ Машинное „Л*
3 Задняя бабка Резервуар для смазки центров Ручной 1 По расходу Машинное „Л“
4 Станина Подшипники ходового винта Прессмасленка 3 1 раз в смену Машинное „Л“
5 Передняя бабка Подшипники Прессмасленка 2 1 раз в смену Машинное „Л“
6 Суппорт Поперечные направляющие Прессмасленка 2 1 раз в смену Машинное „Л“
7 Суппорт Направляющие Прессмасленка 2 2 раза в смену Машинное „Л“
8 Задняя бабка Пиноль Прессмасленка 1 1 раз в смену Машинное „Л“
9 Задняя бабка Подшипник Прессмасленка 1 т» Машинное „Л“
10 Задняя бабка Гайка винта Ручной 1 П Машинное „Л“
11 Суппорт Гайка ходового винта Прессмасленка 1 W /Машинное „Л“
12 Суппорт Гайка верхней салазки Прессмасленка 1 tT Машинное „Л“
13 Суппорт Подшипник винта поперечной салазки Прессмасленка 1 W Машинное ГЛ“
14 Суппорт Гайка поперечной салазки Прессмасленка 1 Машинное „Л“
15 Суппорт Подшипник винта верхней салазки Прессмасленка 1 Машинное „Л“
16 Передняя бабка Ступицы шестерни трензеля Прессмасленка 2 2 раза в смену Солидол „Т“
17 Механизм подач Втулки сменных шестерен трензеля и гитары Ручная 2 2 раза в смену Машинное „Л“
- 21 —
Монтаж и зксплоатация станка
*1.
Рис. 9. Монтажная и принципиальная электросхемы
19 -
Смазка станка
Надежность работы станка в значительной мере зависит От своевременной смазки всех трущихся его деталей.
Смазку станка следует производить согласно таблице 3 и рис. 10.
Примечание: Шарикоподшипники, смонтированные в приводе станка, следует 1 раз в год прочищать и наполнять свежим солидолом „Т“ или техническим вазелином.
Рис. 10
Таблица № 3
Указания по смазке
№№ п.п. Наименование узлов Элементы узла, подлежащие смазке Способ смазки । Число точек смазки Период смазки Марка масла
1 2 3 4 5 6 7
1 2 Привод станка Фартук Подшипники Подшипники 11рессмасленка Заливка резервуара с фитилем 2 1 2 раза в месяц 1 раз в 2 дня Солидол „Т“ Машинное „Л*
3 Задняя бабка Резервуар для смазки центров Ручной 1 По расходу Машинное „Л“
4 Станина Подшипники ходового винта Прессмасленка 3 1 раз в смену Машинное „Л“
5 Передняя бабка Подшипники Прессмасленка 2 1 раз в смену Машинное „Л“
6 Суппорт Поперечные направляющие Прессмасленка 2 1 раз в смену Машинное „Л“
7 Суппорт Направляющие Прессмасленка 2 2 раза в смену Машинное „Л“
8 Задняя бабка Пиноль Прессмасленка 1 1 раз в смену Машинное „Л“
9 Задняя бабка Подшипник Прессмасленка 1 т» Машинное „Л“
10 Задняя бабка Гайка винта Ручной 1 П Машинное „Л“
11 Суппорт Гайка ходового винта Прессмасленка 1 W /Машинное „Л“
12 Суппорт Гайка верхней салазки Прессмасленка 1 tT Машинное „Л“
13 Суппорт Подшипник винта поперечной салазки Прессмасленка 1 W Машинное ГЛ“
14 Суппорт Гайка поперечной салазки Прессмасленка 1 Машинное „Л“
15 Суппорт Подшипник винта верхней салазки Прессмасленка 1 Машинное „Л“
16 Передняя бабка Ступицы шестерни трензеля Прессмасленка 2 2 раза в смену Солидол „Т“
17 Механизм подач Втулки сменных шестерен трензеля и гитары Ручная 2 2 раза в смену Машинное „Л“
- 21 —
Монтаж и зксплоатация станка
*1. Расконсервация станка
После распаковки станок следует тщательно очистить от антикоррозийного покрытия. Антикоррозийный лак, нанесенный на обработанные поверхности станка, снимается путем протирки ветошью или концами, смоченными ацетонЧ бензин (пропорция ] : 1) или скипидаром, уайт-спиртом, бензином.
Не следует смачивать ацетон+бензин окрашенные поверхности.
При снятии лака рекомендуется предварительно смачивать жидкостью14 всю очищенную поверхность станка и через 3—5 минут снимать лак концами или ветошью, смоченными растворителем.
Нельзя употреблять для очистки станка металлические предметы или наждачную бумагу.
Передвигать каретку, суппорт, пиноль задней бабки до очистки категорически запрещается.
2. Монтаж
1. После расконсервации станок установить на стол, прикрепить его шестью болтами 3 (рис. 2) одеть приводной ремень на шкив привода и тщательно отрегулировать натяжение ремней при помощи винта—11 и тяги—9 (рис. 4).
2. Произвести смазку узлов станка согласно указаниям по смазке таблица 3.
Расконсервация станка
После распаковки станок следует тщательно очистить от антикоррозийного покрытия. Антикоррозийный лак, нанесенный на обработанные поверхности станка, снимается путем протирки ветошью или концами, смоченными ацетонЧ бензин (пропорция ] : 1) или скипидаром, уайт-спиртом, бензином.
Не следует смачивать ацетон+бензин окрашенные поверхности.
При снятии лака рекомендуется предварительно смачивать жидкостью14 всю очищенную поверхность станка и через 3—5 минут снимать лак концами или ветошью, смоченными растворителем.
Нельзя употреблять для очистки станка металлические предметы или наждачную бумагу.
Передвигать каретку, суппорт, пиноль задней бабки до очистки категорически запрещается.
2. Монтаж
1. После расконсервации станок установить на стол, прикрепить его шестью болтами 3 (рис. 2) одеть приводной ремень на шкив привода и тщательно отрегулировать натяжение ремней при помощи винта—11 и тяги—9 (рис. 4).
2. Произвести смазку узлов станка согласно указаниям по смазке таблица 3. 3. Рекомендуется перед пуском станка подержать его в сухом помещении не менее трех дней, чтобы из изоляции обмоток электродвигателя и проводов удалить влагу, воспринятую во время транспортировки и тем повысить сопротивление изоляции.
4, Выставить станок в горизонтальной плоскости по уровню.
5. Подключить станок к сети. Электропроводка к станку подводится кабелем или проводом в газовой трубе.
Подводку к станку следует делать от группового распределительного щита через предохранители.
6. Кнопочные выключатели, установленные на крышке стола и дверце левой тумбы, при закрытых дверцах должны быть замкнуты пружинами. В случае недостаточного нажатия следует пружины соответственно подогнуть.
7. Присоединить провод заземления станка, который должен проходить в“ отверстие станины и крепиться винтом 9 (рис. 2).
»
х ' Настройка станка
1. Перед началом работы следует выбрать число оборотов шпинделя согласно табличке, прикрепленной на передней бабке.
Установить ремни,на соответствующие канавки шкивов.
3. Рекомендуется перед пуском станка подержать его в сухом помещении не менее трех дней, чтобы из изоляции обмоток электродвигателя и проводов удалить влагу, воспринятую во время транспортировки и тем повысить сопротивление изоляции.
4, Выставить станок в горизонтальной плоскости по уровню.
5. Подключить станок к сети. Электропроводка к станку подводится кабелем или проводом в газовой трубе.
Подводку к станку следует делать от группового распределительного щита через предохранители.
6. Кнопочные выключатели, установленные на крышке стола и дверце левой тумбы, при закрытых дверцах должны быть замкнуты пружинами. В случае недостаточного нажатия следует пружины соответственно подогнуть.
7. Присоединить провод заземления станка, который должен проходить в“ отверстие станины и крепиться винтом 9 (рис. 2).
»
х ' Настройка станка
1. Перед началом работы следует выбрать число оборотов шпинделя согласно табличке, прикрепленной на передней бабке.
Установить ремни,на соответствующие канавки шкивов. Ослабление и натяжение клиноременной передачи производить рукояткой 8 (рис. 4).
2. Различные подачи и нарезание резьб осуществляются путем установки сменных шестерен а, в, с, d. Подбор шестерен производится по табличке, прикрепленной к внутренней стороне дверцы механизма подач.
Примечание: При настройке на подачу следует вместо сменной шестерни d установить планетарную передачу.
- 22 -
3. Установка сменных шестерен производится в следующем порядке:
а) Отдать винт 6 (рис. 5).
б) На втулку 13 трензеля насадить шестерню „а" и закрепить ее винтом 9.
в) На втулку 7 гитары насадить шестерню „в“ и „с" и закрепить их винтом 5.
г) На ходовой винт насадить шестерню ,,dA (или при настройке на подачу установить планетарную передачу).
Примечание: При установке сменных шестерен обязательно выдерживать боковой зазор между сцепляющимися зубьями шестерен в пределах 0,1—0,3 мм.
д) После установки сменных шестерен гитару закрепить винтом 6.
4. Пуск станка производится следующим образом:
а) Установить рукоятку переключателя в положение „Вперед" или „Назад" (в зависимости от требуемого направления вращения шпинделя).
Ослабление и натяжение клиноременной передачи производить рукояткой 8 (рис. 4).
2. Различные подачи и нарезание резьб осуществляются путем установки сменных шестерен а, в, с, d. Подбор шестерен производится по табличке, прикрепленной к внутренней стороне дверцы механизма подач.
Примечание: При настройке на подачу следует вместо сменной шестерни d установить планетарную передачу.
- 22 -
3. Установка сменных шестерен производится в следующем порядке:
а) Отдать винт 6 (рис. 5).
б) На втулку 13 трензеля насадить шестерню „а" и закрепить ее винтом 9.
в) На втулку 7 гитары насадить шестерню „в“ и „с" и закрепить их винтом 5.
г) На ходовой винт насадить шестерню ,,dA (или при настройке на подачу установить планетарную передачу).
Примечание: При установке сменных шестерен обязательно выдерживать боковой зазор между сцепляющимися зубьями шестерен в пределах 0,1—0,3 мм.
д) После установки сменных шестерен гитару закрепить винтом 6.
4. Пуск станка производится следующим образом:
а) Установить рукоятку переключателя в положение „Вперед" или „Назад" (в зависимости от требуемого направления вращения шпинделя). При этом стрелка, нанесенная на рукоятке переключателя, должна быть направлена на соответствующую надпись на табличке переключателя.
б) Нажать кнопку „Пуск" кнопочной станции..]
5. Остановка станка производится нажатием кнопки „Стоп". По окончании работы на станке следует обязательно ставить рукоятку переключателя в положение „Выключено", так как кнопка „Стоп" выключает только электродвигателе и не снимает напряжения со станка.
Регулировка станка
1. Регулировка осевого люфта производится гайкой 8 (рис. 3). Для этой цели требуется отдать стопорный винт 17 и подтягивая гайку выбрать люфт, а затем снова застопорить её.
2. Регулировка радиального люфта в подшипниках производится в следующем порядке:
а) В переднем подшипнике отдать контргайку 6 (рис. 3), винт 13 и подтянуть гайку 5. Затем подтянуть винт 13 и контргайку 6.
б) В заднем подшипнике. Отдать стопорный винт гайки 7 (рис. 3) и винт 13, а затем подтянуть гайку 7 и винт 13. Гайку 7 снова застопорить.
При этом стрелка, нанесенная на рукоятке переключателя, должна быть направлена на соответствующую надпись на табличке переключателя.
б) Нажать кнопку „Пуск" кнопочной станции..]
5. Остановка станка производится нажатием кнопки „Стоп". По окончании работы на станке следует обязательно ставить рукоятку переключателя в положение „Выключено", так как кнопка „Стоп" выключает только электродвигателе и не снимает напряжения со станка.
Регулировка станка
1. Регулировка осевого люфта производится гайкой 8 (рис. 3). Для этой цели требуется отдать стопорный винт 17 и подтягивая гайку выбрать люфт, а затем снова застопорить её.
2. Регулировка радиального люфта в подшипниках производится в следующем порядке:
а) В переднем подшипнике отдать контргайку 6 (рис. 3), винт 13 и подтянуть гайку 5. Затем подтянуть винт 13 и контргайку 6.
б) В заднем подшипнике. Отдать стопорный винт гайки 7 (рис. 3) и винт 13, а затем подтянуть гайку 7 и винт 13. Гайку 7 снова застопорить. После регулировки шпиндель должен легко вращаться от руки.
В целях улучшения качества регулировки рекомендуется после подтяжки вкладыши пришабрить по шейкам шпинделя.
Величина радиального зазора определяется следующим образом: в конусное отверстие вставляется оправка с вылетом около 150 мм.
К боковой поверхности шейки шпинделя прижимается измерительный стержень-индикатора и легким отжимом от руки вылета оправки определяют люфт, который должен быть не более 0,05 мм.
3. Регулировка зазоров в направляющих верхних и поперечных салазках осуще ствляется при помощи винтов 16 и 14 (рис. 7) и клиньев 15 и 13.
4. Ограничение зазора между винтом и гайкой поперечных салазок производится винтом 10 (рис. 7).
5. Ограничение зазора между винтом и гайкой верхних салазок производится винтом 12 (рис. 7). при этом необходимо' отпустить два винта 28 и после регулировки снова завернуть их.
6. Осевой люфт винтов поперечных и верхних салазок регулируется винтами 26 и 27 (рис.
После регулировки шпиндель должен легко вращаться от руки.
В целях улучшения качества регулировки рекомендуется после подтяжки вкладыши пришабрить по шейкам шпинделя.
Величина радиального зазора определяется следующим образом: в конусное отверстие вставляется оправка с вылетом около 150 мм.
К боковой поверхности шейки шпинделя прижимается измерительный стержень-индикатора и легким отжимом от руки вылета оправки определяют люфт, который должен быть не более 0,05 мм.
3. Регулировка зазоров в направляющих верхних и поперечных салазках осуще ствляется при помощи винтов 16 и 14 (рис. 7) и клиньев 15 и 13.
4. Ограничение зазора между винтом и гайкой поперечных салазок производится винтом 10 (рис. 7).
5. Ограничение зазора между винтом и гайкой верхних салазок производится винтом 12 (рис. 7). при этом необходимо' отпустить два винта 28 и после регулировки снова завернуть их.
6. Осевой люфт винтов поперечных и верхних салазок регулируется винтами 26 и 27 (рис. 7).
7. Регулирцвка натяжения ремней клиноременной передачи производится эксцентриковым механизмом. Степень натяжения ремней регулируется тягой 9 (рис. 4), закрепленной винтом 11. Натяжение ремней не должно быть чрезмерным, но должно быть таким, чтобы ремни не проскальзывали на шкивах при работе станка на допускаемых режимах резания.
— 2г
Обслуживание станка
При эксплоатации станка необходимо соблюдать следующие правила:
1. Все смазочные места, указанные в таблице 3, должны регулярно заполняться чистым маслом.
2. Периодически промывать фитиль в фартуке станка.
3. Периодически проверять и регулировать натяжение ремней привода станка.
4. Периодически производить регулировку подшипников шпинделя, зазоров в направляющих каретки суппорта, поперечных и верхних салазок, а также ограничение зазора между винтом и гайкой верхних и поперечных салазок.
5. Ходовой винт необходимо смазывать машинным маслом по всей длине ежедневно перед началом работы.
6.
7).
7. Регулирцвка натяжения ремней клиноременной передачи производится эксцентриковым механизмом. Степень натяжения ремней регулируется тягой 9 (рис. 4), закрепленной винтом 11. Натяжение ремней не должно быть чрезмерным, но должно быть таким, чтобы ремни не проскальзывали на шкивах при работе станка на допускаемых режимах резания.
— 2г
Обслуживание станка
При эксплоатации станка необходимо соблюдать следующие правила:
1. Все смазочные места, указанные в таблице 3, должны регулярно заполняться чистым маслом.
2. Периодически промывать фитиль в фартуке станка.
3. Периодически проверять и регулировать натяжение ремней привода станка.
4. Периодически производить регулировку подшипников шпинделя, зазоров в направляющих каретки суппорта, поперечных и верхних салазок, а также ограничение зазора между винтом и гайкой верхних и поперечных салазок.
5. Ходовой винт необходимо смазывать машинным маслом по всей длине ежедневно перед началом работы.
6. Жировые канавки в крышках шарикоподшипников в приводе станка и перед ней бабки должны быть набиты солидолом или вазелином.
Инструкция по технике безопасности
Обслуживание станка может быть поручено рабочему, прошедшему техминимум и знакомому с правилами техники безопасности.
Во избежание несчастных случаев:
1. Не производить чистку и смазку станка во время его работы.
2. Рабочее место у станка должно быть хорошо освещено.
3. Отходя от станка выключай его.
4. В случае обнаружения в станке неисправностей, необходимо остановить его и вызвать мастера.
5. В случае аварии необходимо немедленно отключить станок от электросети.
6. Блокировочные выключатели, установленные в левой тумбе стола и на крышке стола у механизма подач, должны быть в исправности.
7. Станок должен быть надежно заземлен.
- 24 -
Контрольная карта точности станка ТВ-16 -(по техническим условиям № ТВ-16-0001 ТУ) Заводский №
п.п. Эскизы Что проверяется Допускаемое отклонение мм Фактическое отклонение мм
Прямолинейность направляющих станины для каретки в вертикальной плоскости
Параллельность направляющих станины для каретки (отсутствие извернуто-сти направляющих)
Параллельность нижних направляющих для каретки относительно верхних направляющих
Параллельность направления перемещения задней бабки направлению движения каретки:
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Радиальное биение центрирующей шейки шпинделя передней бабки
Радиальное биение оси конического отверстия шпинделя передней бабки
Параллельность оси шпинделя передней бабки направлению движения каретки:
а) в вертикальной плоскости
б) в горизонтальной плоскости
0,02 на всю длину (только в сторону выпуклости)
0,02 на всю длину
0,02 на всю длину
а) 0,05 на всю длину б) 0,03 на всю длину о, о?
0,02
0,02 у конца шпинделя 0,03 на расстоянии 1Л0 мм от конца шпинделя
а) 0,03 на длине 150 мм (свободный конец отправки может отклоняться только вверх) б) 0,02 на длине 150 мм (тоже только в сторону резца) 0^
- 25 -
№№ п.
Жировые канавки в крышках шарикоподшипников в приводе станка и перед ней бабки должны быть набиты солидолом или вазелином.
Инструкция по технике безопасности
Обслуживание станка может быть поручено рабочему, прошедшему техминимум и знакомому с правилами техники безопасности.
Во избежание несчастных случаев:
1. Не производить чистку и смазку станка во время его работы.
2. Рабочее место у станка должно быть хорошо освещено.
3. Отходя от станка выключай его.
4. В случае обнаружения в станке неисправностей, необходимо остановить его и вызвать мастера.
5. В случае аварии необходимо немедленно отключить станок от электросети.
6. Блокировочные выключатели, установленные в левой тумбе стола и на крышке стола у механизма подач, должны быть в исправности.
7. Станок должен быть надежно заземлен.
- 24 -
Контрольная карта точности станка ТВ-16 -(по техническим условиям № ТВ-16-0001 ТУ) Заводский №
п.п. Эскизы Что проверяется Допускаемое отклонение мм Фактическое отклонение мм
Прямолинейность направляющих станины для каретки в вертикальной плоскости
Параллельность направляющих станины для каретки (отсутствие извернуто-сти направляющих)
Параллельность нижних направляющих для каретки относительно верхних направляющих
Параллельность направления перемещения задней бабки направлению движения каретки:
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Радиальное биение центрирующей шейки шпинделя передней бабки
Радиальное биение оси конического отверстия шпинделя передней бабки
Параллельность оси шпинделя передней бабки направлению движения каретки:
а) в вертикальной плоскости
б) в горизонтальной плоскости
0,02 на всю длину (только в сторону выпуклости)
0,02 на всю длину
0,02 на всю длину
а) 0,05 на всю длину б) 0,03 на всю длину о, о?
0,02
0,02 у конца шпинделя 0,03 на расстоянии 1Л0 мм от конца шпинделя
а) 0,03 на длине 150 мм (свободный конец отправки может отклоняться только вверх) б) 0,02 на длине 150 мм (тоже только в сторону резца) 0^
- 25 -
№№ п. п. Эскизы Что проверяется Допускаемое отклонение мм Фактическое отклонение мм
Осевое биение шпинделя передней бабки 0,02
Перпендикулярность торцевой поверхности буртика шпинделя передней бабки к оси вращения шпинделя 0,02 на диаметре буртика 0,02.
Параллельность оси коническою отверстия шпинделя задней бабки (пиноли) направлению движения каретки: а) в вертикальной плоскости б) в горизонтальной плоскости 0,03 на длине 150 мм
Параллельность перемещения пиноли направлению движения каретки: а) в вертикальной плоскости б) в горизонтальной плоскости а) 0,03 на длине 150 мм (при выдвижении конец пиноли может отклоняться только вверх), б) 0,02 на длине 150 мм (тоже только в сторону резца) 0гР4
Расположение осей отверстия шпинделя передней бабки и пиноли на одинаковой высоте над направляющими станины для каретки 0,03 О(СЗ
Параллельность направления движения салазок суппорта относительно оси шпинделя передней бабки 0,03 на длине 50 мм
- 26
№№ п.п. Эскизы
Что проверяется
Допускаемое отклонение мм
Фактическое отклонение мм
15
16
17
18
19
Расположение осей подшипников ходового винта на одинаковом расстоянии от направляющих станины для каретки: а) в вертикальной плоскости б) в горизонтальной плоскости 0,15 Ottf *
Совпадение оси разжимной гайки ходового винта с осями подшипников винта 0,2 оД
Осевое биение ходового винта 0,02
Точность шага ходового винта и передаточной цепи от шпинделя к ходовому винту 0,05 на длине 100 мм 0,08 на длине 300 мм 0^
Точность изделия после чистовой обточки на станке, отсутствие: а) овальности; б) конусности.
п. Эскизы Что проверяется Допускаемое отклонение мм Фактическое отклонение мм
Осевое биение шпинделя передней бабки 0,02
Перпендикулярность торцевой поверхности буртика шпинделя передней бабки к оси вращения шпинделя 0,02 на диаметре буртика 0,02.
Параллельность оси коническою отверстия шпинделя задней бабки (пиноли) направлению движения каретки: а) в вертикальной плоскости б) в горизонтальной плоскости 0,03 на длине 150 мм
Параллельность перемещения пиноли направлению движения каретки: а) в вертикальной плоскости б) в горизонтальной плоскости а) 0,03 на длине 150 мм (при выдвижении конец пиноли может отклоняться только вверх), б) 0,02 на длине 150 мм (тоже только в сторону резца) 0гР4
Расположение осей отверстия шпинделя передней бабки и пиноли на одинаковой высоте над направляющими станины для каретки 0,03 О(СЗ
Параллельность направления движения салазок суппорта относительно оси шпинделя передней бабки 0,03 на длине 50 мм
- 26
№№ п.п. Эскизы
Что проверяется
Допускаемое отклонение мм
Фактическое отклонение мм
15
16
17
18
19
Расположение осей подшипников ходового винта на одинаковом расстоянии от направляющих станины для каретки: а) в вертикальной плоскости б) в горизонтальной плоскости 0,15 Ottf *
Совпадение оси разжимной гайки ходового винта с осями подшипников винта 0,2 оД
Осевое биение ходового винта 0,02
Точность шага ходового винта и передаточной цепи от шпинделя к ходовому винту 0,05 на длине 100 мм 0,08 на длине 300 мм 0^
Точность изделия после чистовой обточки на станке, отсутствие: а) овальности; б) конусности. 'ПЮЗ Трехкулачковый универсальный патрон . . 1
1019 в том числе: а) планшайба .... 1
б) ключ торцевой .... 1
И 1004 Трехкулачковый патрон для сверления . 1
12 10654-1078 Сменные шестерни с числом зубьев 20, 25, 30, 35, 45,
50, 60, 75 и 100 9
13 Ключ 55-62 ГОСТ 3105-54 1
14 Ключ 78—85 ГОСТ 3105-54 1
15 1081 Ключ торцевой для резцедержателя .... 1
16 Ключ 6X8 ГОСТ 2839-54 1
17 Ключ 10X12 ГОСТ 2839-54 1
18 1082 Резец расточной ....... 1
19 ’ 1083 Резец проходной ....... 1
20 1084 Резец отрезной ....... 1
21 1085 Резец подрезной. . . . . ... 1
22 1086 Резец резьбовой ....... 1
23 Отвертка 1254-175 тип А, Б, В, Г ГОСТ 5423-54 . 1
24 Шприц для консистентной смазки .... 1
25 Масленка капельная . . 1
- 28 -
Каз. ССР Алма-Атинский Совнархоз
Завод им. С. М. Кирова
АКТ
технического испытания настольного токарно-винторезного станка модель ТВ-16
Заводский №
1.
'ПЮЗ Трехкулачковый универсальный патрон . . 1
1019 в том числе: а) планшайба .... 1
б) ключ торцевой .... 1
И 1004 Трехкулачковый патрон для сверления . 1
12 10654-1078 Сменные шестерни с числом зубьев 20, 25, 30, 35, 45,
50, 60, 75 и 100 9
13 Ключ 55-62 ГОСТ 3105-54 1
14 Ключ 78—85 ГОСТ 3105-54 1
15 1081 Ключ торцевой для резцедержателя .... 1
16 Ключ 6X8 ГОСТ 2839-54 1
17 Ключ 10X12 ГОСТ 2839-54 1
18 1082 Резец расточной ....... 1
19 ’ 1083 Резец проходной ....... 1
20 1084 Резец отрезной ....... 1
21 1085 Резец подрезной. . . . . ... 1
22 1086 Резец резьбовой ....... 1
23 Отвертка 1254-175 тип А, Б, В, Г ГОСТ 5423-54 . 1
24 Шприц для консистентной смазки .... 1
25 Масленка капельная . . 1
- 28 -
Каз. ССР Алма-Атинский Совнархоз
Завод им. С. М. Кирова
АКТ
технического испытания настольного токарно-винторезного станка модель ТВ-16
Заводский №
1. Соответствие качества материалов и термообработки чертежам и техусловиям
2.
3.
4.
Наружная отделка _______________ Качество пригонки и сборки _____ Соответствие паспортным данным
CJO О vuQtWu CW
5.
6.
Соответствие испытаний требованиям технических условий:
а) испытание на холостом ходу ________________
б) испытание в работе ___ (MQCtvWv cvvWCw
Соответствие норм точности требованиям технических условий № ТВ 16-0001 ТУ.
7. Комплектация станка
8. На станок установлено электрооборудование для напряжения
На основании произведенных испытаний и проверок станок признан годным к эксплуатации.
„ _______АА-О ___________195 L г.
Все замечания о работе наших станков шлите по адресу:
i
Завод им. С. М. Кирова Упаковочный лист № 10&ЯС настольного токарно-винторезного станка ТВ-16 (ящик № 1) Дата Ь ' Заводский №
№№ п.п. Наименование Обозначен. К-во Примечание
1 Настольный токарно-винторезный станок (без стола) .
Соответствие качества материалов и термообработки чертежам и техусловиям
2.
3.
4.
Наружная отделка _______________ Качество пригонки и сборки _____ Соответствие паспортным данным
CJO О vuQtWu CW
5.
6.
Соответствие испытаний требованиям технических условий:
а) испытание на холостом ходу ________________
б) испытание в работе ___ (MQCtvWv cvvWCw
Соответствие норм точности требованиям технических условий № ТВ 16-0001 ТУ.
7. Комплектация станка
8. На станок установлено электрооборудование для напряжения
На основании произведенных испытаний и проверок станок признан годным к эксплуатации.
„ _______АА-О ___________195 L г.
Все замечания о работе наших станков шлите по адресу:
i
Завод им. С. М. Кирова Упаковочный лист № 10&ЯС настольного токарно-винторезного станка ТВ-16 (ящик № 1) Дата Ь ' Заводский №
№№ п.п. Наименование Обозначен. К-во Примечание
1 Настольный токарно-винторезный станок (без стола) . ..... ТВ-16 1
2 Флянец ного для трехкулачкового универсаль- патрона ...... 1019 1 На станке
3 Ремень клиновый . . 1 На станке
4 Планетарная передача ..... 1001 1 На станке
5 Паспорт на токарно-винторезный станок . 1
Упаковку произвел
Принял: Контролер ОТК
Звк.781 —5000, 19-7-58
МСП-СССР
Завод им.
С. М. Кирова
Упаковочный лист № 1
настольного токарно-винторезного станка ТВ 16
(ящик № 2)
Дата
Заводский
№№ п.п.
Наименование
Обозначен.
К-во
Примечание
Стол к станку ТВ-16, в том числе:
а) Электродвигатель № 0,25 кв г. /г=1420 об/мин. напряжение 230/380 вольт . . .
б) Кнопочная станция на 2 кнопки.......
в) Магнитный пускатель ................
г) Пакетный переключатель на 2 направления д) Однополюсные предохранители.........
е) Кнопочные элементы ... ......
ж) Привод станка..............’........
з) Ремень клиновый ....................
Ящик с принадлежностями № 3 (опломбирован)
АТ-0,25,4
0 903
1 1
1
3 2
1
1
1
Смонтирован в столе Тоже
Упаковку произвел
Принял: Контролер ОТ
1
2
Зак.
..... ТВ-16 1
2 Флянец ного для трехкулачкового универсаль- патрона ...... 1019 1 На станке
3 Ремень клиновый . . 1 На станке
4 Планетарная передача ..... 1001 1 На станке
5 Паспорт на токарно-винторезный станок . 1
Упаковку произвел
Принял: Контролер ОТК
Звк.781 —5000, 19-7-58
МСП-СССР
Завод им.
С. М. Кирова
Упаковочный лист № 1
настольного токарно-винторезного станка ТВ 16
(ящик № 2)
Дата
Заводский
№№ п.п.
Наименование
Обозначен.
К-во
Примечание
Стол к станку ТВ-16, в том числе:
а) Электродвигатель № 0,25 кв г. /г=1420 об/мин. напряжение 230/380 вольт . . .
б) Кнопочная станция на 2 кнопки.......
в) Магнитный пускатель ................
г) Пакетный переключатель на 2 направления д) Однополюсные предохранители.........
е) Кнопочные элементы ... ......
ж) Привод станка..............’........
з) Ремень клиновый ....................
Ящик с принадлежностями № 3 (опломбирован)
АТ-0,25,4
0 903
1 1
1
3 2
1
1
1
Смонтирован в столе Тоже
Упаковку произвел
Принял: Контролер ОТ
1
2
Зак. 1123-5000, 26-12-57
1123-5000, 26-12-57
 наиб. По винту 260 нет
0,2 3 Выключающие упоры нет нет
Дюймовой Модульной Нет нет Быстрое перемещение нет пет
Нет нет Перемещение на одно деление лимба в мм 0,5 0,05
Суппорт
Перемещение на один оборот лимба в мм Продол ьн. Поперечн.
32 1,5
Резцовые салазки Наибольший угол поворота в градусах ±60
Поворот на одно деление шкалы в градусах 1
Наибольшее перемещение в мм 100
Перемещение на одно деление лимба в мм 0,05
Перемещение на один оборот лимба в мм 1,5
Резьбоуказател ь нет
Предохранение от перегрузки есть
Блокировка есть
Шпиндель
Конус-система Морзе № 3
Диаметр отверстия шпинделя в мм 18
Эскиз конца шпинделя
Эскиз суппорта
Торможение шпинделя нет
Блокировка рукояток нет
Задняя бабка
Конус-система Морзе № 1
Наибольшее перемещение пиноли в мм 65
Цена одного деления переме- щения пиноли в мм линейки 1
лимба 0,05
Поперечное смещение в мм вперед 5
назад 5
Величина поперечного смещения на 1 деление в мм нет
- 5 -
Принадлежности и приспособления
Для закрепления изделия Для настройки станка
Патроны Тип Вес в кг Диаметр зажатия в мм Сменные зубчатые колеса
найм.
наиб. По винту 260 нет
0,2 3 Выключающие упоры нет нет
Дюймовой Модульной Нет нет Быстрое перемещение нет пет
Нет нет Перемещение на одно деление лимба в мм 0,5 0,05
Суппорт
Перемещение на один оборот лимба в мм Продол ьн. Поперечн.
32 1,5
Резцовые салазки Наибольший угол поворота в градусах ±60
Поворот на одно деление шкалы в градусах 1
Наибольшее перемещение в мм 100
Перемещение на одно деление лимба в мм 0,05
Перемещение на один оборот лимба в мм 1,5
Резьбоуказател ь нет
Предохранение от перегрузки есть
Блокировка есть
Шпиндель
Конус-система Морзе № 3
Диаметр отверстия шпинделя в мм 18
Эскиз конца шпинделя
Эскиз суппорта
Торможение шпинделя нет
Блокировка рукояток нет
Задняя бабка
Конус-система Морзе № 1
Наибольшее перемещение пиноли в мм 65
Цена одного деления переме- щения пиноли в мм линейки 1
лимба 0,05
Поперечное смещение в мм вперед 5
назад 5
Величина поперечного смещения на 1 деление в мм нет
- 5 -
Принадлежности и приспособления
Для закрепления изделия Для настройки станка
Патроны Тип Вес в кг Диаметр зажатия в мм Сменные зубчатые колеса
найм.Токарно-винторезный станок ТВ-16: характеристики, паспорт, видео
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Учебный советский токарно-винторезный станок ТВ-16
Содержание
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.
Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.

- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.
Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Токарный станок ТВ 16: технические характеристики, правила эксплуатации
Токарные станки ТВ 16 выпускались в послевоенное время на многих станкостроительных заводах в разных республиках Советского Союза (Казахстан, Украина, Беларусь). В основном станки ТВ 16 использовались в разных учебных заведениях для обучения детей, которые получали бесценный опыт по токарной обработке. Хотя в наше время станок ТВ 16 уже снят с производства, его еще можно встретить в школах, училищах, частных мастерских и т. п.
п.
- Основные элементы и конструкции станка
- Характеристики станка ТВ-16
- Правила эксплуатации
ТВ 16 спроектирован на основе чехословацкого станка TOS MN80, и, несмотря на то, что ТВ 16 выпускались на разных станкостроительных предприятиях, особенных отличий у них не было. Они могли отличаться лишь формами литья, а все остальные внутренние механизмы и комплектующие были идентичными.
Сам станок небольших габаритов. Он выполняет такие функции, как обработка различных видов метала, растачивание, сверление, нарезание резьбы, торцевание и т. д.
Основные элементы и конструкции станка
- Чугунная литая станина.Служит опорой для всех механизмов и составляющих деталей.
- Передняя бабка. Место, где находится шпиндель станка и патрон, в котором закрепляется заготовка.
- Задняя бабка. Используется для фиксации при креплении на длинных заготовках, а также для закрепления в нее сверл и режущих инструментов для сверления деталей.

- Привод. Осуществляется от индивидуального электродвигателя, мощь которого от 0,4 до 0,5 кВт. Многоступенчатые шкивы шпинделя и электродвигателя имеющие 6 скоростей вращения шпинделя — 1600 об./мин.
Механизмы подач. Главная роль их — настройка продольных подач и нарезание резьбы.
Суппорт. К основным функциям суппорта относятся перемещение и закрепление резцов.
Фартук. Крепится к каретке суппорта. Передвижение фартука вручную происходит через зубчатую передачу и рейку, вращением маховика лимба. А также перемещается с помощью гайки ходового винта, включение и выключение гайки происходит с помощью рукоятки.
- Электрооборудование. Выполняет включение и выключение оборудования, защищает реверс двигателя от коротких замыканий и скачков напряжения, а также служит для блокировки. По технике безопасности станок должен быть обязательно заземлен, для этого предусмотрена колодка на боковой панели стола, для провода заземления.

- Стол. Агрегат крепится на деревянный стол с помощью крепежных винтов, в левой тумбе находится привод и электрооборудование, там же — конечный выключатель, который автоматически выключает электродвигатель.
Характеристики станка ТВ-16
Максимальные размеры обрабатываемой детали над станиной не более ∅ 160 мм, а над суппортом не более ∅ 90 мм, максимальная длина в центрах 250 мм. ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
Параметры станка:
- Классы точности токарного станка — ТУ ТВ-16−0001
- Высота центров — 85 мм.
- Самая большая длина обтачивания в патроне — 250 мм.
- Длина — 1150 мм.
- Высота — 1200 мм.
- Ширина — 600 мм.
- Масса — 180 кг.
Суппорт и подачи:
- Продольное передвижение суппорта — 260 мм.
- Наибольшее передвижение резцовых салазок — 100 мм.
- Количество продольных ступеней подач суппорта — 19
- Лимиты продольных рабочих подач суппорта — от 0,01 до 0,5 мм/об.

- Лимиты поперечных рабочих подач суппорта — нет.
- Количество метрической нарезаемой резьбы — 19
- Шаг нарезаемой метрической резьбы — от 0,2 до 3
- Шаг нарезаемой дюймовой резьбы — нет
- Шаг питчевой нарезаемой резьбы — нет
- Шаг модульной нарезаемой резьбы — нет
- Количество резцов в резцедержателе — 4
- Предельные величины державки для резца ШхВ — 12×15
- Высота поверхности резцов соответственно линии центров — 10 мм.
- Число резцовых головок — 1
- Мера одного деления лимба продольного — 0,5 мм.
- Мера одного деления лимба поперечного — 0,05 мм.
- Передвижение одного оборота лимба продольное — 32 мм.
- Передвижение одного оборота лимба поперечное — 1,5 мм.
Шпиндель:
- Резьбовой конец шпинделя — М39×4
- Диаметр патрона — 100 мм.
- Диаметр отверстия шпинделя — ∅18 мм.
- Предельный диаметр прутка — ∅17 мм.
- Конус отверстия шпинделя Морзе — № 3
- Количество передач частот прямого вращения шпинделя — 6
- Количество прямого вращения шпинделя — от 160 до 1600 оборотов в минуту.

- Количество передач частот обратного вращения шпинделя — 6
- Количество обратного вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Блокировка рукояток — не имеет
- Торможение шпинделя — не имеет
Задняя бабка:
- Конус отверстия Морзе задней бабки — № 1
- Перемещение пиноли на длину — 65 мм.
- Перемещение одного деления пиноли лимба — 0,5 (линейки 1 мм)
- Смещение задней бабки поперечное — ±5
- Поперечное смещение на 1 деление — не имеет
Электрическое оборудование станка:
Главный привод – электродвигатель 0,5 кВт.
Резцовые салазки:
- Угол поворота ± 60 град.
- Одно деление шкалы поворота — 1 град.
Другие характеристики
- Блокировка — есть
- Резьбоуказатель — нет
- Предохранение от перегрузки — есть
Правила эксплуатации
Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.
Токарный станок ТВ 16 – технические характеристики
- Что представляет собой станок ТВ-16
- Система электрического оборудования станка
- Конструктивные особенности передней и задней бабки
- Составляющие узлы станка
- Суппорт станка и его рабочий стол
Токарный станок ТВ 16, который относится к категории настольного оборудования, активно выпускался на нескольких предприятиях Советского Союза в 50-х годах прошлого века.
Токарно-винторезный станок ТВ 16
Что представляет собой станок ТВ-16
Токарный станок данной модели — это оборудование, основным предназначением которого является обучение токарному делу молодых специалистов. Такими станками оснащались как профессионально-технические училища и школы, так и учебные классы промышленных предприятий. Хотя данная модель оборудования уже давно не выпускается, на нем до сих пор осваивают азы профессии токаря многие молодые люди.
Основой для разработки и производства станка ТВ 16 послужила модель чехословацкого оборудования TOS MN80. На территории Советского Союза этот токарный станок производили сразу несколько предприятий, среди которых можно выделить следующие:
- Алма-Атинский станкостроительный «Завод имени Кирова»;
- «Комбинат имени Ворошилова» в г. Уральск;
- Инструментальное предприятие в г. Кобрин;
- Завод «Сельхозмашцепь» в г. Краснодар;
- Литейно-механический завод «Октябрь» в г.
 Дубно;
Дубно; - Механический комбинат в г. Иркутск.
Технические характеристики и конструктивные особенности токарных станков, выпускаемых на данных предприятиях, ничем не отличались. Различия были лишь в том, какие формы литья станины использовал тот или иной завод.
Конструктивно станок ТВ 16 состоит из следующих узлов и механизмов:
- несущая станина;
- стол станка;
- передняя бабка оборудования;
- суппорт;
- механизм подач;
- приводной механизм;
- система электрического оборудования;
- задняя бабка оборудования;
- набор инструмента и специальных приспособлений.
Несложная конструкция станка позволяет легко освоить азы токарного дела и хорошо разобраться в принципах данной технологии обработки металлов.
Система электрического оборудования станка
Электрическое оборудование токарного станка данной модели предназначено для того, чтобы выполнять следующие операции: включать и выключать оборудование, запускать электродвигатель станка для работы в реверсном режиме, обеспечивать экстренную блокировку работы в тех ситуациях, когда в электрической сети изменилось напряжение или произошло короткое замыкание.
Патрон станка ТВ 16
Система электрического оснащения токарного станка состоит из следующих элементов:
- реверсивный переключатель пакетного типа;
- пускатель магнитного типа, оснащенный кнопками «Пуск» и «Стоп»;
- блок предохранителей;
- специальные контакты, предназначенные для блокировки включения станка в тех ситуациях, когда у него открыта дверка механизма подач или стола;
- панель с тремя клеммами, с помощью которых станок подключается к электросети.
Для того чтобы сделать работу на токарном станке безопасной, его корпус необходимо обязательно заземлять.
Для этого на его боковой части предусмотрена специальная колодка.
Как видно из описания, электрическая схема токарного станка данной модели достаточно простая и не включает в себя сложных устройств. Благодаря этому разобраться в принципе его работы несложно даже для новичка.
Конструктивные особенности передней и задней бабки
Корпус передней бабки станка оснащен подшипниковым узлом, в который устанавливается шпиндель оборудования. В переднем торце шпинделя установлен радиально-упорный подшипник, позволяющий ему воспринимать усилия осевого и радиального типа. Для того чтобы обеспечить вращение шпинделя с одной из заданных скоростей, на него устанавливается шкив клиноременной передачи. Таким образом, вращение от электродвигателя передается непосредственно на шпиндель станка. Технические возможности станка позволяют осуществлять и реверс вращения шпинделя, для этого на его передней бабке устанавливается трензель.
Задняя бабка токарного станка ТВ 16
Продольное перемещение задней бабки токарного станка обеспечивается за счет призматических направляющих, по которым она передвигается по станине. Для того чтобы оператор мог выполнить такое перемещение, станок оснащен рукояткой эксцентрикового типа. Характеристики токарного станка предполагают возможность и поперечного перемещения задней бабки, которое необходимо выполнять в тех случаях, когда на оборудовании обрабатываются конусные детали. Поперечное перемещение задней бабки осуществляется по нижней плите, для этого в конструкции станка предусмотрен специальный винт. Для того чтобы в заднюю бабку можно было установить центр с конусом, в ее пиноли предусмотрено специальное отверстие.
Для того чтобы оператор мог выполнить такое перемещение, станок оснащен рукояткой эксцентрикового типа. Характеристики токарного станка предполагают возможность и поперечного перемещения задней бабки, которое необходимо выполнять в тех случаях, когда на оборудовании обрабатываются конусные детали. Поперечное перемещение задней бабки осуществляется по нижней плите, для этого в конструкции станка предусмотрен специальный винт. Для того чтобы в заднюю бабку можно было установить центр с конусом, в ее пиноли предусмотрено специальное отверстие.
Передвижение пиноли осуществляется вручную, для этого в ее конструкции установлены гайка с винтом и маховик с нанесенными на нем делениями. Благодаря лимбу маховика, на котором деления нанесены с миллиметровым шагом, можно перемещать пиноль по требуемым параметрам.
Составляющие узлы станка
Конструкция привода токарного станка ТВ 16 включает в себя асинхронный двигатель, установленный внутри тумбы оборудования на салазках, промежуточный вал и две клиноременные передачи. Электродвигатель станка имеет мощность 0,5 кВт, для его работы необходим трехфазный ток. Вращение шпинделю передается ременной передачей через промежуточный вал, с помощью которого можно регулировать натяжение ремней. Для выполнения данной функции на промежуточном валу установлено специальное устройство эксцентрикового типа.
Электродвигатель станка имеет мощность 0,5 кВт, для его работы необходим трехфазный ток. Вращение шпинделю передается ременной передачей через промежуточный вал, с помощью которого можно регулировать натяжение ремней. Для выполнения данной функции на промежуточном валу установлено специальное устройство эксцентрикового типа.
Шкивы, установленные на шпинделе и двигателе токарного станка, имеют ступенчатую форму. Их характеристики дают возможность получать шесть различных скоростей вращения.
Станина токарного станка — это элемент, на котором устанавливаются и закрепляются все его остальные конструктивные части. Для того чтобы обеспечить станине высокую несущую способность и надежность, ее производят из чугуна методом литья. А для того чтобы внутри станины можно было разместить остальные составные части оборудования, она имеет коробчатую форму. Устанавливают станину вместе со всеми конструктивными элементами станка и специальным корытом на ровной поверхности деревянного стола.
Устанавливают станину вместе со всеми конструктивными элементами станка и специальным корытом на ровной поверхности деревянного стола.
Ходовой винт и гайка, обеспечивающие перемещение суппорта токарного станка, размещаются в передней части станины. Для продольного перемещения задней бабки на станине устанавливаются Т-образные направляющие, а в самой бабке имеются соответствующие пазы. Суппорт же в продольном направлении перемещается по направляющим призматического типа.
На станке имеется фартук, который крепится к каретке суппорта при помощи винтов. Разъемная гайка, установленная в фартуке станка, включается и выключается при помощи специальной рукоятки, а фиксация гайки и рукоятки в крайних положениях обеспечивается при помощи шарикового механизма.
Опоры фартука необходимо обеспечить постоянной смазкой. Для этого в его конструкции предусмотрен специальный резервуар, наполняемый масляным составом через каретку.
Для того чтобы настроить параметры нарезаемой резьбы и величину подач в продольном направлении, в станке ТВ 16 предусмотрен механизм подач. Регулировка этих параметров обеспечивается за счет взаимодействия планетарной передачи, установленной на ходовом винте, и неподвижно закрепленной шестерне, установленной в коробке подач. Такая схема взаимодействия данных элементов позволяет значительно снизить количество оборотов, совершаемых ходовым винтом (в 30 раз).
Регулировка этих параметров обеспечивается за счет взаимодействия планетарной передачи, установленной на ходовом винте, и неподвижно закрепленной шестерне, установленной в коробке подач. Такая схема взаимодействия данных элементов позволяет значительно снизить количество оборотов, совершаемых ходовым винтом (в 30 раз).
При открывании дверок токарного станка в процессе его работы, как уже было сказано ранее, его двигатель автоматически выключается, что обеспечивают концевые выключатели, которые на них установлены.
Общий вид токарного станка
Суппорт станка и его рабочий стол
Суппорт, которым оснащен токарный станок ТВ 16, состоит из следующих конструктивных элементов:
- направляющие салазки;
- каретка;
- держатель для закрепления режущего инструмента.
Основным несущим элементом суппорта является каретка, которая перемещается по направляющим, установленным на станине оборудования. В верхней части станка расположены салазки, на которых монтируется резцедержатель. Благодаря собственным направляющим салазки могут двигаться по кругу в направлении, перпендикулярном оси станка.
В верхней части станка расположены салазки, на которых монтируется резцедержатель. Благодаря собственным направляющим салазки могут двигаться по кругу в направлении, перпендикулярном оси станка.
Продольное перемещение суппорта станка ТВ 16 обеспечивается за счет рейки и шестерни (вручную) или с помощью гайки и ходового винта (механически). Передвижение верхних и поперечных салазок обеспечивается за счет гайки (маточной) и нескольких винтов, на которых имеются лимбы. В соединениях винтов и маточной гайки имеется возможность выбирать зазоры, что обеспечивается за счет специального разреза последней.
Держатель, в котором закрепляется режущий инструмент, имеет четыре рабочие стороны и может поворачиваться на 360 градусов. Технические возможности этого устройства позволяют фиксировать его положение через каждые 45 градусов поворота. Если в направляющих держателя образовался зазор, то его можно скомпенсировать при помощи специальных винтов, установленных на клиньях.
Для большей надежности фиксации станка на деревянной поверхности стола применяются винтовые соединения. Внутренняя часть коробчатой конструкции станины ТВ 16 используется с пользой. В ее левой тумбе располагается электрическая система станка и его привод, а в правой хранятся сменные шестеренки и рабочий инструмент. Для хранения различных приспособлений предназначен и специальный ящик, который располагается в центральной части рабочего стола.
Внутренняя часть коробчатой конструкции станины ТВ 16 используется с пользой. В ее левой тумбе располагается электрическая система станка и его привод, а в правой хранятся сменные шестеренки и рабочий инструмент. Для хранения различных приспособлений предназначен и специальный ящик, который располагается в центральной части рабочего стола.
Токарный станок ТВ 16:устройство,фото,технические характеристики
- Органы управления токарного станка
- Устройство токарного станка
- Кинематическая схема
- Станина токарного станка
- Передняя бабка токарного станка
- Гитара токарного станка
- Фартук токарного станка
- Задняя бабка токарного станка
- Технические характеристики
- Видео
\
фото:токарный станок ТВ 16
Токарный станок ТВ 16 предназначен для выполнения разнообразных токарных работ (точение и растачивание, сверление отверстий, нарезания резьб и т. д.) в условиях единичного производства. Как и токарный станок ТВ 4,используется в школьных мастерских, училищах и других учебных заведениях.
д.) в условиях единичного производства. Как и токарный станок ТВ 4,используется в школьных мастерских, училищах и других учебных заведениях.
Органы управления настольного токарно- винторезного станка ТВ 16
Токарный станок ТВ 16 включает в себя следующий перечень основных органов управления:
- Рукоятка для переключения частоты вращения шпинделя;
- Выключатель;
- Кнопочная станция;
- Рукоятка изменения направления подачи;
- Рукоятка фиксации резцовой головки;
- Рукоятка включения маточной гайки;
- Рукоятка перемещения верхних салазок;
- Рукоятка фиксации пиноли задней бабки;
- Маховик осевого перемещения пиноли задней бабки;
- Рукоятки перемещения поперечных салазок;
- Маховик продольного перемещения суппорта
фото:органы управления токарного станка
Устройство школьного токарного станка ТВ 16
- Чугунная станина;
- Передняя бабка;
- Привод станка dumpall.
 ru;
ru; - Механизм подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Стол;
- Электрооборудование
Кинематическая схема токарного станка ТВ 16
Станина токарного станка ТВ 16
Чугунная станина коробчатой формы предназначена для поддержания и взаимного соединения основных узлов оборудования.
На рисунке 1 показан профиль станины, на котором расположены три различных паза.
Прямоугольный паз 3 предназначен для направления перемещения суппорта, призматических паз 1 – для перемещения задней бабки, а Т-образный паз 2 необходим для фиксации задней бабки.
В передней части станины расположен ходовой винт 4 и рейка 5.Осевой люфт ходового винта устраняется при помощи гайки и контрагайки 6.
Крепится станина на подставках 8 совместно с корытом для сбора стружки 2 к деревянному столу.
фото:станина токарного станка
фото:станина в сборе
Передняя бабка токарно-винторезного станка ТВ 16
Передняя бабка предназначена для осуществления главного движения — вращения шпинделя.
Состоит из следующих основных частей:
- Корпус 1;
- Крышка 2;
- Шпиндель 3;
- Тензель 20;
- Рукоятка 19 для реверса подачи
Шпиндельная бабка с посаженным на него шкивом 4 установлена на двух подшипниках 9 и 12.
Подшипники представляют собой надрезанные вдоль трех образующих вкладыши с конической наружной поверхностью.
Осевой зазор между шпиндельной бабкой и вкладышем регулируется при помощи осевого перемещения вкладыша в корпусе гайкой 5.
Смазка шпинделя осуществляется двумя прессмасленками 16 и войлочными подушками 21.
Гитара токарного станка ТВ 16
Гитара сменных зубчатых колес токарного станка позволяет нарезать резьбы различного шага, а также предназначена для продольного перемещения суппорта станка.
Устройство гитары показано на рисунке 3.
фото:гитара токарного станка
| Сменные шестерни | Шаг резьбы,мм | Подача,мм/об | ||
|---|---|---|---|---|
| а | в | с | ||
| 20 | 75 | 25 | 0,2 | 0,01 |
| 25 | 60 | 20 | 0,25 | 0,0125 |
| 20 | 60 | 30 | 0,3 | 0,015 |
| 20 | 60 | 35 | 0,35 | 0,0175 |
| 20 | 75 | 50 | 0,4 | 0,02 |
| 20 | 60 | 45 | 0,45 | 0,0225 |
| 20 | 60 | 50 | 0,5 | 0,025 |
| 30 | 75 | 50 | 0,6 | 0,03 |
| 50 | 75 | 35 | 0,7 | 0,035 |
| 20 | 60 | 75 | 0,75 | 0,0375 |
| 20 | 45 | 60 | 0,8 | 0,04 |
| 20 | 45 | 75 | 1 | 0,05 |
| 25 | 45 | 75 | 1,25 | 0,0625 |
| 60 | 30 | 25 | 1,5 | 0,075 |
| 35 | 45 | 75 | 1,75 | 0,0875 |
| 60 | 45 | 50 | 2 | 0,1 |
| 50 | 45 | 75 | 2,5 | 0,125 |
| 50 | 30 | 60 | 3 | 0,15 |
Фартук настольного токарного станка ТВ 16
Фартук выполняет функцию передачи движения от ходового винта к суппорту при помощи разъемной гайки 3. Рукояткой 5 производится включение и выключение гайки.
Рукояткой 5 производится включение и выключение гайки.
При включенной гайки фартука, продольная подача суппорта осуществляется механически от ходового винта. При отключенной гайки, подача осуществляется вручную, вращением маховика с лимбом 6, при этом передвижение суппорта выполняется через шестерню 4 и рейку 5.
фото:фартук токарного станка
Задняя бабка токарного станка ТВ 16
Задняя бабка предназначена для поддержания длинных деталей, во избежание радиального биения, а также для сверления отверстий.
Задняя бабка состоит из следующих основных узлов:
- Корпус 1;
- Плита 2;
- Пиноль 4;
- Винт 3;
- Гайка 5;
- Маховик 12
фото:задняя бабка токарного станка
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
Техническая характеристика токарно-винторезного станка по металлу ТВ 16
| Основные параметры | ТВ 16 |
|---|---|
| Высота центров,мм | 85 |
| Расстояние между центрами,мм | 250 |
| Наибольшая длина проточки,мм | 250 |
| Перемещение за один оборот лимба,мм: | |
| продольное | 32 |
| поперечное | 1,5 |
| Число резцов в резцедержателе | 4 |
| Конус Морзе шпинделя | 3 |
| Диаметр отверстия в шпинделе,мм | 18 |
| Конус Морзе задней бабки | 1 |
| Наибольшее перемещение пиноли,мм | 65 |
| Габариты станка,мм: | |
| длина | 1150 |
| ширина | 600 |
| высота | 1200 |
| Вес станка,кг | 180 |
Видео:Токарный станок ТВ 16
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
Станок тв 16 характеристики
Главная » Станок » Станок тв 16 характеристики
Учебный токарно-винторезный станок ТВ-16
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.
Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки.
 Ходовой винт и рейка расположены в лицевой области.
Ходовой винт и рейка расположены в лицевой области. - Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование.
 Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.
Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.

- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обзор настольного токарного станка ТВ-16
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.
- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.
Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.

Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.
Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.

Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.

- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
metmastanki.ru
Токарный станок ТВ 16
Чугунная станина коробчатой формы предназначена для поддержания и взаимного соединения основных узлов оборудования.
На рисунке 1 показан профиль станины, на котором расположены три различных паза.
Прямоугольный паз 3 предназначен для направления перемещения суппорта, призматических паз 1 – для перемещения задней бабки, а Т-образный паз 2 необходим для фиксации задней бабки.
В передней части станины расположен ходовой винт 4 и рейка 5.Осевой люфт ходового винта устраняется при помощи гайки и контрагайки 6.
Крепится станина на подставках 8 совместно с корытом для сбора стружки 2 к деревянному столу.
фото:станина токарного станка
фото:станина в сборе
Передняя бабка предназначена для осуществления главного движения — вращения шпинделя.
Состоит из следующих основных частей:
- Корпус 1;
- Крышка 2;
- Шпиндель 3;
- Тензель 20;
- Рукоятка 19 для реверса подачи
Шпиндельная бабка с посаженным на него шкивом 4 установлена на двух подшипниках 9 и 12.
Подшипники представляют собой надрезанные вдоль трех образующих вкладыши с конической наружной поверхностью.
Осевой зазор между шпиндельной бабкой и вкладышем регулируется при помощи осевого перемещения вкладыша в корпусе гайкой 5.
Смазка шпинделя осуществляется двумя прессмасленками 16 и войлочными подушками 21.
Гитара сменных зубчатых колес токарного станка позволяет нарезать резьбы различного шага, а также предназначена для продольного перемещения суппорта станка.
Устройство гитары показано на рисунке 3.
фото:гитара токарного станка
| 20 | 75 | 25 | 0,2 | 0,01 |
| 25 | 60 | 20 | 0,25 | 0,0125 |
| 20 | 60 | 30 | 0,3 | 0,015 |
| 20 | 60 | 35 | 0,35 | 0,0175 |
| 20 | 75 | 50 | 0,4 | 0,02 |
| 20 | 60 | 45 | 0,45 | 0,0225 |
| 20 | 60 | 50 | 0,5 | 0,025 |
| 30 | 75 | 50 | 0,6 | 0,03 |
| 50 | 75 | 35 | 0,7 | 0,035 |
| 20 | 60 | 75 | 0,75 | 0,0375 |
| 20 | 45 | 60 | 0,8 | 0,04 |
| 20 | 45 | 75 | 1 | 0,05 |
| 25 | 45 | 75 | 1,25 | 0,0625 |
| 60 | 30 | 25 | 1,5 | 0,075 |
| 35 | 45 | 75 | 1,75 | 0,0875 |
| 60 | 45 | 50 | 2 | 0,1 |
| 50 | 45 | 75 | 2,5 | 0,125 |
| 50 | 30 | 60 | 3 | 0,15 |
Фартук выполняет функцию передачи движения от ходового винта к суппорту при помощи разъемной гайки 3. Рукояткой 5 производится включение и выключение гайки.
Рукояткой 5 производится включение и выключение гайки.
При включенной гайки фартука, продольная подача суппорта осуществляется механически от ходового винта. При отключенной гайки, подача осуществляется вручную, вращением маховика с лимбом 6, при этом передвижение суппорта выполняется через шестерню 4 и рейку 5.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания длинных деталей, во избежание радиального биения, а также для сверления отверстий.
Задняя бабка состоит из следующих основных узлов:
- Корпус 1;
- Плита 2;
- Пиноль 4;
- Винт 3;
- Гайка 5;
- Маховик 12
фото:задняя бабка токарного станка
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
| Высота центров,мм | 85 |
| Расстояние между центрами,мм | 250 |
| Наибольшая длина проточки,мм | 250 |
| Перемещение за один оборот лимба,мм: | |
| продольное | 32 |
| поперечное | 1,5 |
| Число резцов в резцедержателе | 4 |
| Конус Морзе шпинделя | 3 |
| Диаметр отверстия в шпинделе,мм | 18 |
| Конус Морзе задней бабки | 1 |
| Наибольшее перемещение пиноли,мм | 65 |
| Габариты станка,мм: | |
| длина | 1150 |
| ширина | 600 |
| высота | 1200 |
| Вес станка,кг | 180 |
Видео:Токарный станок ТВ 16
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
www.metalstanki.com.ua
ТВ 16 характеристики
Технические характеристики настольного токарно-винторезного станка позволяют обрабатывать простые заготовки из металла методом точения.
Основные размеры
- Высота центров, мм – 85
- Расстояние между центрами, мм – 250
Размеры обрабатываемых деталей
- Максимальный диаметр обрабатываемой детали, мм:
- Прутка – 18
- Над верхней частью суппорта – 90
- Над нижней частью суппорта – нет
- Над станиной – 160
- Наибольшая длинна обточки, мм – 250
Параметры нарезаемой резьбы
- Шаг нарезаемой резьбы:
- Метрической — 0,2…3
- Дюймовой – нет
- Модульной – нет
Суппорт
Рисунок — Эскиз суппорта станка ТВ 16
- Число резцов в резцедержателе – 4
- Максимальные размеры державки резца (ШхВ), мм – 12х15
- Высота опорной поверхности резца по линии центров, мм – 10
- Наибольшее расстояние от оси центров до кромки резцедержателя, мм – 90
- Количество резцовых головок в суппорте – 1
- Наибольшее перемещение, мм:
- Продольное – 260
- Поперечное – 100
- Выключающие упоры – нет
- Быстрое перемещение суппорта – нет
- Перемещение на одно деление лимба, мм:
- продольное – 0,5
- поперечное – 0,05
- Перемещение на один оборот лимба, мм:
- продольное – 32
- поперечное – 1,5
Резцовые салазки
- Наибольший угол поворота, град.
 ± 60
± 60 - Цена одного деления шкалы поворота, град. — 1
- Наибольшая длина перемещения, мм — 100
- Перемещение на одно деление лимба, мм — 0,05
- Перемещение на один оборот лимба, мм – 1,5
Прочие характеристики
- Резьбоуказатель – нет
- Предохранение от перегрузки – есть
- Блокировка – есть
Шпиндель
Рисунок — Эскиз конца шпинделя станка тв 16
- Диаметр сквозного отверстия в шпинделе, мм — 18
- Центр в шпинделе, Морзе — №3
- Торможение шпинделя – нет
- Блокировка рукояток – нет
Задняя бабка
- Конус-система Морзе — №1
- Наибольшее перемещение пиноли, мм 65
- Цена одного деления перемещения пиноли, мм:
- Величина поперечного смещения задней бабки, мм ±5
- Величина поперечного смещения на 1 деление в мм – нет
Габариты и масса
- Масса, кг – 150
- Габариты, мм:
- Длинна – 1150
- Ширина – 600
- Высота – 1200
www. stanoktehpasport.ru
stanoktehpasport.ru
Получить паспорт США — округ Кинг
Дом
Суды
Окружной суд округа Кинг
- паспорта
Вы можете подать заявление на получение паспорта США в Окружной суд округа Кинг по адресу
Burien или Seattle. Требуется запись на прием — запись не принимается.
Требуется запись на прием — запись не принимается.
↓ Требования к паспорту ↓ Подать заявление на получение паспорта ↓Сборы
↓Что взять с собой ↓Записаться на прием для получения паспорта
↓Статус 0016
Требования к паспорту
Текущие требования к заявлению на получение паспорта см. на веб-сайте Государственного департамента США.
Каждый, кто не имеет права подать заявку по почте, должен явиться лично. Все несовершеннолетние (лица моложе 18 лет) должны явиться лично . Особые требования для несовершеннолетних младше 16 лет см. на веб-сайте Государственного департамента США.
Заявление на получение паспорта
Подайте заявление на получение паспорта США в Окружной суд округа Кинг, выполнив следующие действия:
- Загрузите заявление на получение паспорта с веб-сайта Государственного департамента США
- Заполните заявление на получение паспорта ( не подписывайте его до встречи с секретарем суда на назначенной вам встрече )
- Назначить встречу в суде для подачи заявления на получение паспорта
- Принесите на прием все необходимое
Fees
- Плата за обслуживание окружного суда округа Кинг: 35 долларов США за заявление
- Государственный департамент США Плата за подачу заявки для впервые подающих заявку
- Паспортная книжка для взрослых: $130
- Паспортная карта для взрослых: $30
- Паспортная книжка и карточка для взрослых: $160
- Несовершеннолетняя паспортная книжка: $100
- Паспортная карта для несовершеннолетних: $15
- Несовершеннолетняя паспортная книжка и карточка: 115 долларов США
- Информацию о сборах за продление паспорта см.
 на веб-сайте Государственного департамента США
на веб-сайте Государственного департамента США
.
Что взять с собой
Вы должны принести все из следующих предметов на прием к подаче заявления на получение паспорта: ваша встреча )
- Несовершеннолетние дети в возрасте 17 лет и младше, подающие заявку впервые – Сертифицированный Требуется копия свидетельства о рождении
- Несовершеннолетние дети в возрасте 16-17 лет, имеющие предыдущий паспорт — требуется предыдущий паспорт (свидетельство о рождении не требуется)
- Несовершеннолетние дети в возрасте 15 лет и младше, имеющие предыдущий паспорт США — Фотокопия свидетельство о рождении и предыдущий паспорт
 д.)
д.)
- Фотографии должны быть сделаны в течение последних 6 месяцев
- Фон должен быть белым или почти белым
- На фотографиях в паспорте нельзя носить очки
- Информацию о цифровых фотографиях см. на веб-сайте Государственного департамента США.
Запись на прием для получения паспорта
Вы можете записаться на прием для подачи заявления на получение паспорта в отделениях Окружного суда округа Кинг в Буриене или Сиэтле. Вставки не принимаются .
Вставки не принимаются .
Запись возможна с понедельника по пятницу 9с 00:00 до 12:00 и 13:00. до 15:00 Назначения длятся 30 минут для отдельных лиц или семей.
Запись на прием для получения паспорта в BURIEN
Запись на прием по паспорту в SEATTLE
Вы должны принести все заполненные материалы на прием, иначе Суд отменит вашу встречу. См. «Что взять с собой».
Время обработки
Актуальное время обработки паспорта см. на веб-сайте Государственного департамента США. Вы можете заплатить дополнительно 60 долларов США за ускоренную обработку.
Статус заявления
После того, как вы подали заявление о выдаче паспорта в суд, проверьте его статус на веб-сайте Государственного департамента США.
- Последнее обновление 15 августа 2022 г.
- Поделиться
- Твитнуть
- Распечатать
Паспорта США — несовершеннолетние (до 16 лет)
Всем несовершеннолетним, подающим заявление на получение паспорта, необходимо предоставить:
- Заявление на получение паспорта США (форма DS-11) — Эту форму также можно получить в офисе городского клерка.
 Хотя заявление можно заполнить заранее, оно должно быть подписано в присутствии агента по приему паспортов. Не подписывайте заявление до того, как отправите его в офис городского клерка.
Хотя заявление можно заполнить заранее, оно должно быть подписано в присутствии агента по приему паспортов. Не подписывайте заявление до того, как отправите его в офис городского клерка. - Доказательство гражданства США несовершеннолетнего – Это может быть заверенное свидетельство о рождении, ранее выданный паспорт или свидетельство о натурализации. Если вы используете ранее выданный паспорт или свидетельство о натурализации, обратите внимание на требования к подтверждению родительских отношений. Оригинал документа будет отправлен вместе с вашим заявлением и возвращен вам при выдаче паспорта. Большинство людей представляют заверенное свидетельство о рождении, которое должно включать следующие элементы:
- Дата подачи или дата подачи свидетельства в ЗАГС в течение одного года после рождения;
- ФИО ребенка;
- Имена родителей;
- Дата и место рождения;
- Подпись регистратора; и
- Рельефная, рельефная, тисненая или многоцветная печать органа ЗАГСа.

Мы не можем принять ксерокопию, нотариально заверенную копию, больничную справку или свидетельство о крещении в качестве доказательства гражданства США. Есть несколько способов получить заверенную копию свидетельства о рождении. Вы можете связаться с округом или штатом, в котором вы родились, или воспользоваться интернет-услугой, такой как
www.VitalChek.com . Если вы родились в Колорадо, вы можете обратиться по телефону:
Департамент общественного здравоохранения и окружающей среды штата Колорадо.
Отдел записей актов гражданского состояния
4300 Черри-Крик Драйв Саут
Денвер, Колорадо 80246-1530
Записи о рождении, смерти и другие записи
- Удостоверение личности обоих родителей – Действительные водительские права (не временные или ученические), свидетельство о натурализации, предыдущий паспорт, удостоверение личности государственного образца.
 с фотографией и подписью или военный билет. с фото и подписью.
с фотографией и подписью или военный билет. с фото и подписью. - Подтверждение родительских отношений – Это может быть свидетельство о рождении ребенка с именами родителей, заверенная копия постановления об усыновлении с указанием имен усыновителей или заверенное постановление суда об установлении опеки или попечительства.
- Доказательство согласия родителей . Оба родителя должны предоставить согласие на выдачу паспорта несовершеннолетнему младше 16 лет. См. таблицу ниже и следуйте инструкциям, которые лучше всего подходят для ваших обстоятельств.
Оба родителя ДОЛЖНЫ: |
|
Один родитель ДОЛЖЕН: |
|
Один родитель |
ПРИМЕЧАНИЕ.
|
Третья сторона |
|
 Если ни одна из вышеперечисленных документов недоступна, подающий заявку родитель должен отправить форму.
Если ни одна из вышеперечисленных документов недоступна, подающий заявку родитель должен отправить форму.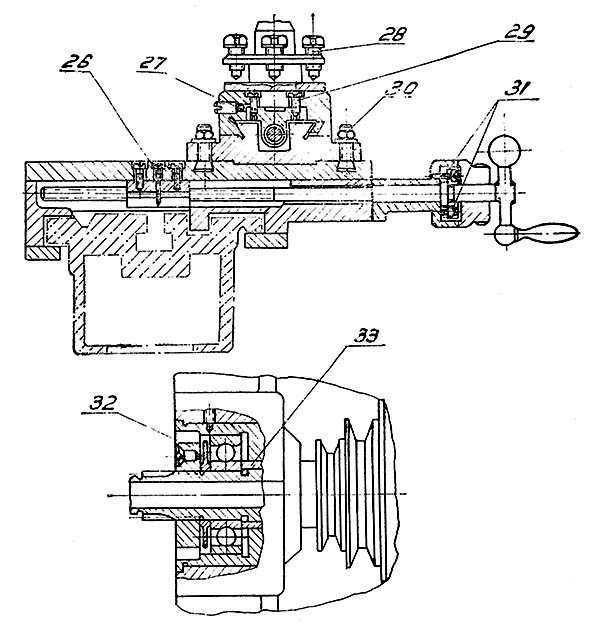
- Одна фотография на паспорт — В настоящее время город не предоставляет фотоуслуги. Кандидаты должны предоставить свою фотографию. Фотографии, не соответствующие спецификациям Государственного департамента, будут отклонены. Walgreens, Wal-Mart, Costco, FedEx Office и другие центры обработки фотографий часто предоставляют услуги фото на паспорт. Ниже перечислены конкретные требования к фотографиям на паспорт:
- Отправьте одну (1) фотографию одинакового цвета.
- Фотография должна быть недавней – не позднее шести месяцев.
- Размер фотографии должен составлять 2×2 дюйма, а размер изображения от нижней части подбородка до макушки (включая волосы) должен составлять от 1 до 1 3/8 дюйма.
- Фотография должна быть четкой, вид спереди, анфас, сделанная в обычной уличной одежде
без шляпы или очков любого вида
(включая рецептурные очки) и напечатаны на фотобумаге на белом фоне.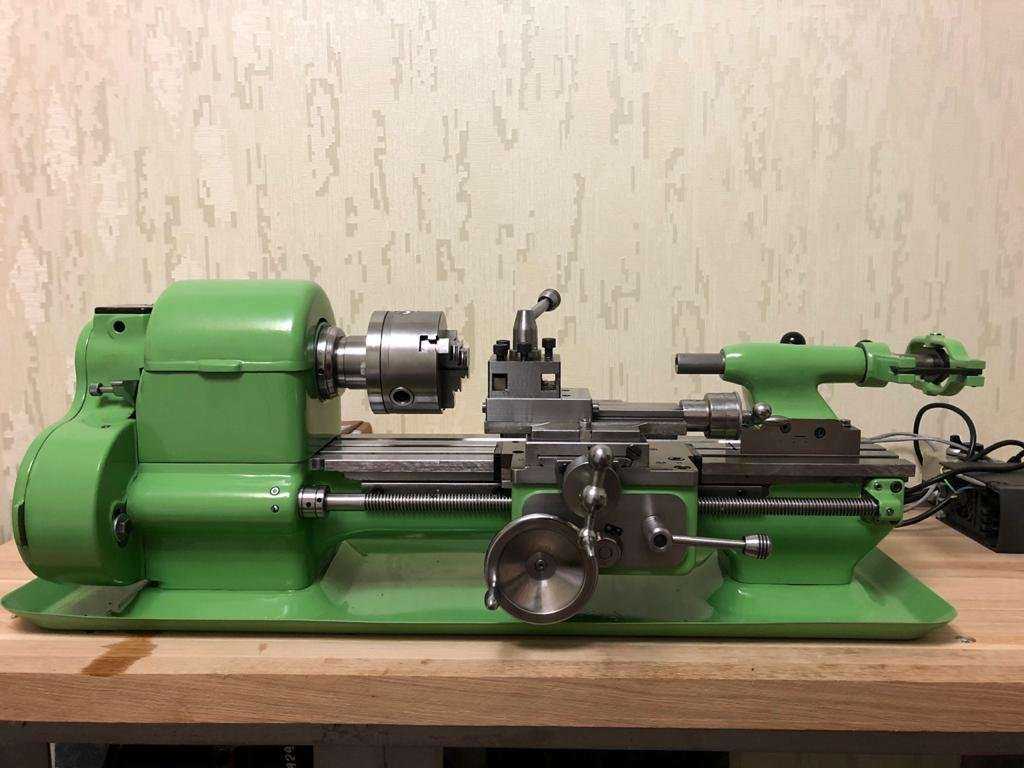
На фотографиях в паспорте нельзя носить форму или камуфляжную ткань.
- Платеж — Платежи в пользу Государственного департамента США должны быть оплачены чеком или денежным переводом. Платежи городу могут производиться наличными, чеком или денежным переводом.
Паспортные услуги | Публичная библиотека Канзас-Сити
Хотите исследовать мир? Библиотека может помочь вам получить ваш первый паспорт! Просто принесите заполненные формы заявок, встретьтесь с сотрудником библиотеки, оплатите соответствующие сборы, и мы возьмем их оттуда!
Справочное руководство по паспортным службам En Español
Паспортные службы заканчиваются за час до закрытия в этих местах.
| Пн — Ср | | 10:00 — 17:00 |
| Чт — Пт | | 10:00 — 16:00 |
| Сб | | 10:00 — 13:00 |
Предварительная запись не требуется
| Пн — Чт | | 11:00 — 17:00 |
| Пт | | 9:00 — 16:00 |
Предварительная запись не требуется
| Пн — Чт | | 9:00 — 19:00 |
| Пт — Сб | | 9:00 — 16:00 |
| Солнце | | 13:00 — 16:00 |
Записаться на прием
816. 701.3483
701.3483
| Пн — Чт | | 10:00 — 17:00 |
| Пт — Сб | | 10:00 — 16:00 |
Записаться на прием
816.701.3488
Для поступающих впервые
Бланки заявлений на получение паспорта можно заполнить по прибытии в отделение. Если вы хотите, чтобы ваша анкета была заполнена перед входом, загрузите ее по адресу travel.state.gov (DS-11: Заявление на получение паспорта США). Заполните анкету черными чернилами и оставьте ее без подписи — 9049.2 не подписывайте приложение, пока не получите указание сделать это в процессе подачи заявления.
Все заявители ДОЛЖНЫ присутствовать независимо от возраста.
Продление паспортов
Библиотека не обрабатывает заявки на продление паспортов. Чтобы обновить свой паспорт, заполните и отправьте по почте форму DS-82 (которую также можно получить в указанных выше местах, участвующих в программе).
Необходимые элементы
Заполненное заявление
(Заполнено черными чернилами — БЕЗ ПОДПИСИ)
- Форма DS-11: Заявление на получение паспорта США
- Не подписывайте приложение , пока не будет получено указание сделать это в процессе подачи заявления.
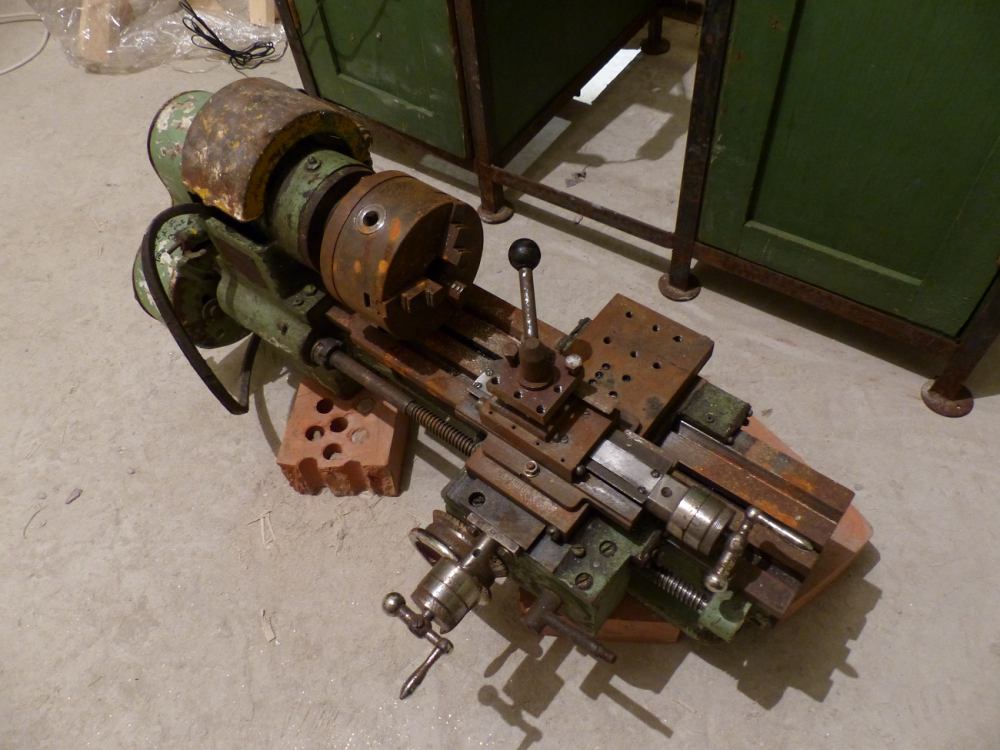
Одна фотография на паспорт
- Одна официальная цветная фотография, сделанная за последние 6 месяцев.
- Фотография должна быть размером 2 x 2 дюйма, анфас, вид спереди, на простом белом или почти белом фоне.
- Библиотека в настоящее время не предлагает услуги фото паспорта. Район метро Магазины CVS и Walgreens входят в число розничных продавцов, предлагающих услуги фото на паспорт, соответствующие официальным правилам.
Оплата применимых сборов
При подаче заявления необходимо уплатить ДВА СБОРА.
Доказательство гражданства США
(Любое из следующего — необходимо предъявить оригинал или заверенную копию ПЛЮС дополнительную копию)
- Свидетельство о рождении, выданное городом, округом или штатом
- Ранее выданный неповрежденный паспорт США *
- Консульское свидетельство о рождении за границей или свидетельство о рождении
- Свидетельство о натурализации * или Свидетельство о гражданстве *
* Также требуется предоставление заверенного свидетельства о рождении, если заявителю не исполнилось 15 лет
Основное удостоверение личности
(любое из следующего ПЛЮС копии лицевой и оборотной стороны удостоверения личности — должно легко идентифицировать заявителя)
- Действителен Водительские права; если вы находитесь за пределами штата, может потребоваться дополнительный идентификатор
- Ранее выданный неповрежденный паспорт США
- Свидетельство о натурализации
- Текущий военный билет (военный или иждивенец) или правительственный билет (городской, штатный или федеральный)
- Заявители в возрасте 16 и 17 лет: родитель/законный опекун может предъявить основное удостоверение личности, если у несовершеннолетнего заявителя его нет
.
Выступающий родитель/законный опекун
(для заявителей в возрасте 15 лет и младше)
- Заявителям в возрасте 15 лет и младше необходимо присутствие обоих родителей/законных опекунов для подачи заявления.
- Если может присутствовать только один родитель/законный опекун, необходимо также предоставить форму DS-3053 .
- Если один родитель/законный опекун является единоличным опекуном, необходимо представить заверенное доказательство единоличного законного опеки.
- Заявителям в возрасте 16 и 17 лет: рекомендуется, чтобы по крайней мере один из родителей явился лично с заявителем, чтобы продемонстрировать родительскую осведомленность.

Информация о сборах
Обратите внимание, что ДВА ОТДЕЛЬНЫХ СБОРА за заявление на получение паспорта. Вам нужно будет отправить ОТДЕЛЬНЫЙ ПЛАТЕЖ для каждой платы.
- Плата за исполнение: Уплачивается в Публичную библиотеку Канзас-Сити , не подлежит возмещению, и Публичная библиотека Канзас-Сити не несет ответственности за пропущенную поездку.
- Паспортный сбор: Оплачивается по номеру Государственного департамента США
Паспортная книжка
Плата за исполнение
35 долларов США
Наличные, дебетовые/кредитные карты, чеки или денежные переводы принимаются для оплаты сборов за исполнение. Оплачивайте по адресу Публичная библиотека Канзас-Сити.
Сбор за паспорт
До 16 лет: 100 долларов США
Возраст 16+: 130 долларов США
ТОЛЬКО чек или денежный перевод. Наличные или дебетовые/кредитные карты НЕ МОГУТ приниматься к оплате паспортных сборов. Сделать чек или денежный перевод на имя: Государственный департамент США
Сделать чек или денежный перевод на имя: Государственный департамент США
Паспортная карта*
Плата за исполнение
35 долларов США
Наличные, дебетовые/кредитные карты, чеки или денежные переводы принимаются для оплаты сборов за исполнение. Оплачивайте по адресу Публичная библиотека Канзас-Сити.
Сбор за паспорт
До 16 лет: 15 долларов США
Возраст 16+: 30 долларов США
ТОЛЬКО чек или денежный перевод. Наличные или дебетовые/кредитные карты НЕ МОГУТ приниматься к оплате паспортных сборов. Сделать чек или денежный перевод на имя: Государственный департамент США
Паспортная книжка и карточка*
Плата за исполнение
35 долларов США
Наличные, дебетовые/кредитные карты, чеки или денежные переводы принимаются для оплаты сборов за исполнение. Оплачивайте по адресу Публичная библиотека Канзас-Сити.
Сбор за паспорт
До 16 лет: 115 долларов США
Возраст 16+: 160 долларов США
ТОЛЬКО чек или денежный перевод. Наличные или дебетовые/кредитные карты НЕ МОГУТ приниматься к оплате паспортных сборов. Сделать чек или денежный перевод на имя: Государственный департамент США
Наличные или дебетовые/кредитные карты НЕ МОГУТ приниматься к оплате паспортных сборов. Сделать чек или денежный перевод на имя: Государственный департамент США
Expedite Feet:
Добавить 60 долл. США за заявку
Подлежат оплате.
Добавьте 18,32 доллара США за каждое заявление
Оплата по адресу: Государственный департамент США
* Паспортная карта представляет собой проездной документ размером с бумажник, который можно использовать только для повторного въезда в Соединенные Штаты на наземных пограничных переходах или в портах. захода морем из Канады, Мексики, Карибского бассейна и Бермудских островов. Карта представляет собой меньшую, более удобную и менее дорогую альтернативу паспортной книжке для тех, кто часто путешествует по этим направлениям по суше или по морю. Паспортная карта не может быть использована для международных авиаперелетов. Подробнее см. на этой странице .
Дополнительная информация, печатные формы и текущие сборы за паспорт
Рекомендуемый паспорт GBH
Перейти к содержимому
Пожертвовать >
GBH 89,7
Слушайте в прямом эфире: местный NPR Бостона
Реклама
Пожертвовать >
Поиск
Закрывать
https://www. wgbh.org/authenticate/логин
wgbh.org/authenticate/логин
Указан в паспорте GBH
GBH Passport — это привилегия участника, которая предоставляет вам доступ по запросу к библиотеке первоклассных программ PBS. Узнайте больше о паспорте GBH .
Драмы
Исследуйте эпическую серию из трех частей, рассказывающую о взлете и падении семьи Болейн.
Марк Уоррен играет главную роль в Van der Valk, совершенно новом сериале, основанном на легендарном
Николаса Фрилинга.
Действие происходит в Севилье 1920-х годов, где Тереза, женщина с загадочным прошлым, сбегает к молодым девушкам.
 0016
0016Последний и незавершенный роман Джейн Остин оживает в Сэндитоне.
Полицейские расследуют убийство мальчика, в дневнике которого замешаны четыре пары.
Когда убивают маленького мальчика, в центре внимания оказывается маленький городок Бродчерч
Вызовите акушерку — это трогательное и глубокое погружение в красочный мир акушерства.

Основано на реальной истории о высокой политике и романтике, семейной солидарности и катастрофе.
Доктор Макс Либерманн и детектив-инспектор Оскар Райнхардт объединяются, чтобы раскрыть тайны в Вене 1900-х годов.
Возрождение культового сериала 70-х, действие которого происходит в лондонском таунхаусе конца 1930-х годов.
Дэвид Теннант играет главную роль в новой экранизации классического приключенческого романа Жюля Верна.

Seaside Hotel — это история о постояльцах и персонале пляжного отеля на берегу Северного моря.
Гибсон, детектив по расследованию убийств, и Спектор, серийный хищник, противостоят друг другу в этой драме.
Ханна и Бьорн продолжают охоту на семью Мимика, обнаруживая новые уровни коррупции.
Следите за жизнью, любовью, взлетами и падениями членов Женской сухопутной армии во время Второй мировой войны
Прошлое и настоящее: исторический и документальный
Отметьте столетие избирательного права женщин рассказами о женщинах-первопроходцах.

История войны в Ираке и последовавшего за ней хаоса, рассказанная иракцами, пережившими ее.
Через сто лет после принятия 19-й поправки «Голосование» рассказывает драматическую кульминационную историю упорной кампании американских женщин за право голоса, трансформационного культурного и политического движения, которое привело к максимальному расширению избирательных прав. в истории США.
Погрузитесь в жизнь и карьеру новаторской артистки Мэй Уэст.

Откройте для себя человека, стоящего за легендой.
ANTIQUES ROADSHOW — это отчасти приключение, отчасти урок истории и отчасти охота за сокровищами!
Чествование карьеры и успеха самых интересных комедийных магнатов Америки.
Присоединяйтесь к Генри Луи Гейтсу-младшему в программе «В поисках корней» на канале PBS!
АМЕРИКАНСКИЙ ОПЫТ оживляет захватывающие истории из нашего прошлого!
Генеральное консульство Индии, Сан-Франциско, Калифорния
Свяжитесь с нами
Генеральное консульство Индии, Сан-Франциско, США
Адрес:
540, бульвар Аргуэлло,
Сан-Франциско, Калифорния 949018, США0014 Телефон:
(415)668-0662 ; (415)668-0683
Факс:
(415)668-9764 ; (415)668-2073
Часы работы (не для посетителей): с 08:45 до 17:15
Консульство закрыто по субботам, воскресеньям и праздничным дням.
Нажмите здесь, чтобы просмотреть наш список официальных лиц. Этот номер следует использовать только для граждан Индии.
Экстренная визовая помощь:
Для получения любых экстренных визовых услуг, контактные номера мобильных телефонов +1-415.939.2286. Этот номер будет доступен в выходные и праздничные дни Консульства. Эти экстренные визовые услуги обычно доступны для лиц индийского происхождения в случае серьезной ситуации, такой как смерть или серьезная болезнь ближайшего члена семьи. Консульство приложит все усилия для удовлетворения срочных запросов на получение визы, при условии, что заявитель подает правильные и адекватные документы. Обратите внимание, что обычные вопросы/запросы информации не будут приниматься по этому номеру.
Пожалуйста, обратите внимание: Все заявления на получение паспорта, OCI и сертификата отказа должны быть отправлены в VFS Global Center по адресу 228 Grant Ave, Floor 5, San Francisco, CA — 9. 5 9.10
5 9.10
ВАЖНОЕ ЗАМЕЧАНИЕ О ЗАПРОСАХ / ЖАЛОБАХ, КАСАЮЩИХСЯ ПАСПОРТНЫХ УСЛУГ
Обратите внимание, что обработка заявлений на получение паспортов была передана на аутсорсинг VFS Global w.e.f. 4 ноября 2020 г. Если вы хотите получить какую-либо информацию об этих услугах, или если вы хотите убедиться в статусе обработки вашего заявления, или если у вас есть какие-либо жалобы/предложения относительно услуги, вы должны связаться с VFS Global — Сан-Франциско только .
VFS Global — Сан-Франциско
Электронная почта: VFS Global — Сан-Франциско
Служба поддержки паспортов: +1 800 320 9625
Консульство не будет отвечать на любые вопросы, связанные с паспортом или электронной почтой. услуг, за исключением случаев задержки оказания услуги более чем на 20 рабочих дней с момента предоставления всех необходимых документов.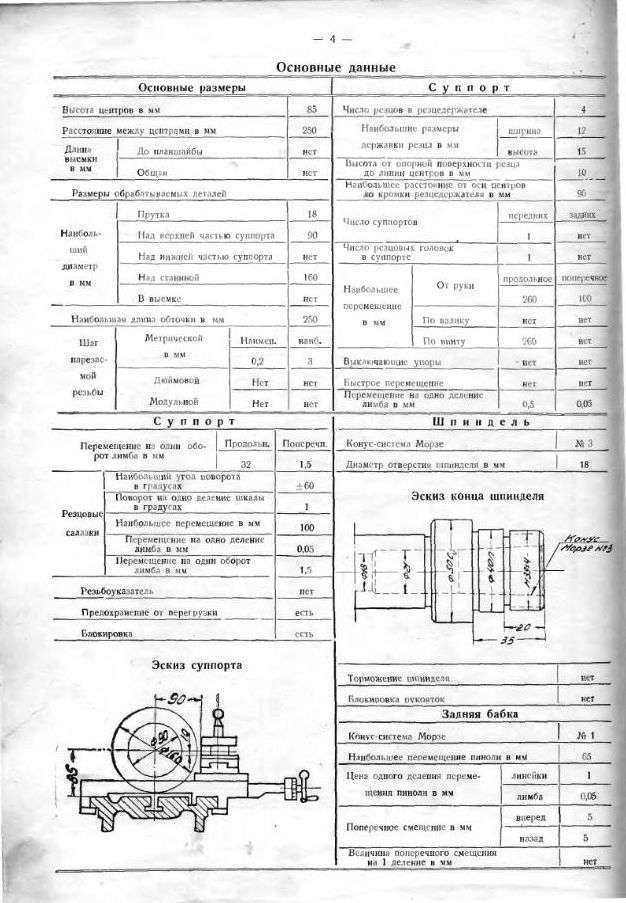
Пожалуйста, предоставьте нам следующую информацию, чтобы мы могли помочь вам в дальнейшем: полное имя, дата рождения, номер паспорта, контактный номер/адрес электронной почты и идентификационный номер заявки/номер квитанции .
Кандидаты также могут использовать следующую ссылку в случае чрезмерных задержек/отсутствия ответа от VFS Global — Сан-Франциско
ВАЖНОЕ УВЕДОМЛЕНИЕ О ВИЗЕ/ OCI/PIO/ОТКАЗЕ ОТ УСЛУГ ГРАЖДАНСТВА ЗАПРОСЫ/ЖАЛОБЫ
Обратите внимание, что обработка заявок на OCI, PIO и отказ от сертификата была передана на аутсорсинг VFS Global . Если вы хотите получить какую-либо информацию об этих услугах, или если вы хотите выяснить статус обработки вашего заявления, или если у вас есть какие-либо жалобы/предложения относительно услуг, вы должны обращаться только по телефону VFS Global .
Пожалуйста, свяжитесь с VFS Global
Контакт / обратная связь: VFS Global — Сан-Франциско Горячая линия : +1 800 320 9693
Консульство не будет отвечать на любые электронные или телефонные запросы об услугах, если только услуги не задерживаются следующим образом:
Консульство, если обслуживание не задерживается более чем на 10 рабочих дней с момента подачи всех необходимых документов.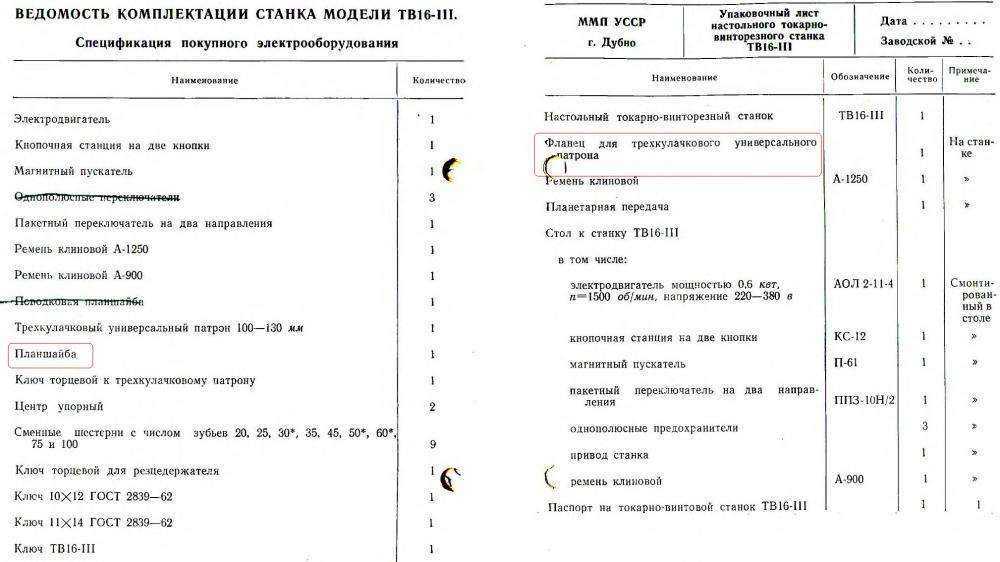
2) Для обслуживания карты PIO: Не обращайтесь в консульство, если обслуживание не задерживается более чем на 25 рабочих дней с момента подачи всех необходимых документов.
3) Для обслуживания карты OCI: Не обращайтесь в Консульство, если обслуживание не задерживается более чем на 50 рабочих дней с момента подачи всех необходимых документов.
4) Услуги по отказу от гражданства: Не обращаться в Консульство, если услуга не задерживается более чем на 10 рабочих дней с момента подачи всех необходимых документов.
5) Для различных услуг (подается непосредственно в Генеральное консульство Индии): Не обращайтесь в консульство, если услуга не задерживается более чем на 15 рабочих дней с даты подачи всех необходимых документов.
Пожалуйста, предоставьте нам следующую информацию, чтобы мы могли помочь вам в дальнейшем: полное имя, дата рождения, номер паспорта, контактный номер/адрес электронной почты и идентификационный номер приложения/номер квитанции.
Кандидаты также могут использовать следующую ссылку в случае чрезмерных задержек/отсутствия ответа от VFS Global .
| Паспорт | Виза | ОКИ | ПИО | Отречение |
Всем гражданам Индии (NRI — владельцам индийского паспорта) и американцам индийского происхождения / диаспоре (включая всех PIO и OCI), проживающим в юрисдикции Генерального консульства Индии в Сан-Франциско, рекомендуется ЗАРЕГИСТРИРОВАТЬСЯ в Консульство. Это поможет консульству связаться с диаспортом. Будьте уверены, что данные будут в безопасности в консульстве.
Подробнее
Часы работы
Время работы счетчика и праздники
| Адрес | Генеральное консульство Индии Сан-Франциско 540 Arguello Boulevard Сан-Франциско Калифорния 94118 США |
| Общая линия: | (415)668-0662; (415)668-0683 |
| Факс: | (415)668-9764 ; (415)668-2073 |
| Часы работы консульства (для представителей ОБЩЕСТВЕННОСТИ): | с 09:00 до 12:00 (с понедельника по пятницу) |
| Время встречи в консульстве: | с 16:00 до 16:45 (с понедельника по пятницу) |
| Часы работы ( НЕ для общественных мест) : | с 08:45 до 17:15 (с понедельника по пятницу) |
| Мы следим за ПРАЗДНИКАМИ в Индии / США, пожалуйста, проверьте здесь перед приездом | |
Подробнее
Паспорта | Город Такома Парк
Обратите внимание: администрация города Такома-Парк не обрабатывает заявление на продление DS-82, которое отправляется только по почте.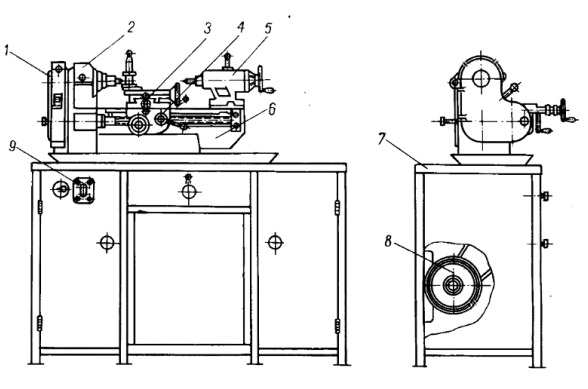
Паспорт часов
Часы назначения
Понедельник-четверг
9:00-1:00 вечера только
. Занимаются и могут быть запланированы.
Часы работы паспортного стола могут быть изменены без предварительного уведомления.
Паспортные правила могут быть изменены в любое время. Чтобы ознакомиться с текущими официальными правилами в отношении паспортов США, посетите страницу паспортов Государственного департамента США. Чтобы связаться с Национальным паспортным информационным центром по телефону, позвоните по телефону:
Национальный паспортный информационный центр
. Паспортная книжка штатов
Чтобы ускорить процесс оформления паспорта, приготовьте/заполните следующие пункты, когда прибудете в Общественный центр для получения услуг по оформлению паспорта. Непредоставление заполненной заявки и необходимых документов, перечисленных ниже, приведет к значительным задержкам обработки и/или отклонению вашей заявки.
Обработка обычных заявлений на получение паспорта занимает около 14 недель. Ускоренное оформление паспорта занимает 10 недель. Город Такома Парк не контролирует время оформления паспортов.
В приложениях вообще не должно быть ошибок и ошибок. Если есть хотя бы одна ошибка, необходимо заполнить новую заявку.
Что взять с собой
Форма DS-11. Эта форма должна быть заполнена и отправлена для вашего заявления. Форму можно получить в Общественном центре или здесь. Заполните форму DS-11 черными чернилами. Не подписывайте свои формы до встречи с паспортным агентом.
Оригинал подтверждения гражданства США.
Все клиенты, подающие заявление на получение паспорта с использованием формы DS-11, должны предоставить копию свидетельства о гражданстве в дополнение к оригиналу или заверенной копии гражданства США. Если на обеих сторонах свидетельства о гражданстве имеются надписи, необходимо сделать копии лицевой и оборотной стороны документа.
Требуется ксерокопия основного свидетельства о гражданстве США, такого как заверенное свидетельство о рождении, свидетельство о натурализации, консульский отчет о рождении за границей и свидетельство о гражданстве. Клиентам, которые предоставляют просроченную паспортную книжку или паспортную карту США в качестве доказательства гражданства, не нужно предоставлять ксерокопию.
Фотокопии:
- Должны быть разборчивыми
- Должны быть на белой стандартной бумаге 8,5″ x 11″
- Должны быть скопированы черными чернилами
- Не могут быть двусторонними
заверенная копия свидетельства о гражданстве может столкнуться с задержкой в обработке заявления на получение паспорта.
Действительное удостоверение личности с фотографией . Допустимые форматы:
- Текущий идентификатор правительства (город, федеральный округ или штат)
- Действующий военный билет (военный и иждивенцы)
- Водительское удостоверение
- Свидетельство о натурализации
Ксерокопия представленных документов, удостоверяющих личность. Детали:
Детали:
- Фотокопия должна быть на обычной белой бумаге размером 8 1/2″ x 11″ с изображением лицевой и оборотной сторон вашего удостоверения личности.
- Фотокопия должна содержать изображения только на одной стороне каждого представленного документа.
Одна цветная фотография на паспорт размером 2″ x 2″.
Оплата любых применимых сборов.
- Паспортные и исполнительные сборы оплачиваются отдельно. Тарифы подробно описаны внизу этой страницы.
- Сборы, уплачиваемые Государственному департаменту США, оплачиваются чеком или денежным переводом только .
- Плата за исполнение, уплаченная городу Такома Парк, может быть оплачена наличными , кредитной картой или денежным переводом . При оплате кредитной картой взимается комиссия за удобство.
Важная паспортная информация для заявителей
Дети
Дети до 16 лет должны явиться лично в сопровождении родителей. Для лиц в возрасте 16 и 17 лет с заявителем должен присутствовать только один родитель. Паспорта, выданные лицам моложе 16 лет, не могут быть продлены.
Для лиц в возрасте 16 и 17 лет с заявителем должен присутствовать только один родитель. Паспорта, выданные лицам моложе 16 лет, не могут быть продлены.
Оригиналы документов
Все оригиналы документов отправляются в Государственный департамент США для рассмотрения вместе с вашим заявлением. Оригиналы документов вы получите по почте через несколько дней после получения паспорта.
Общая информация
- Администрация города Такома-Парк не обрабатывает заявку на продление DS-82, которая предназначена только для отправки по почте.
- Начиная с возобновления работы после COVID, мы теперь обрабатываем паспорта только по предварительной записи.
- Все формы должны быть написаны четко, без пометок, вычеркиваний и т.п.
Есть вопросы?
Электронная почта: [email protected]
Пункты выдачи альтернативных паспортов
В случае, если паспортные службы города Такома-Парк недоступны, проверьте страницу Государственного департамента США «Где подать заявление на получение паспорта по всей стране» для получения альтернативного паспорта.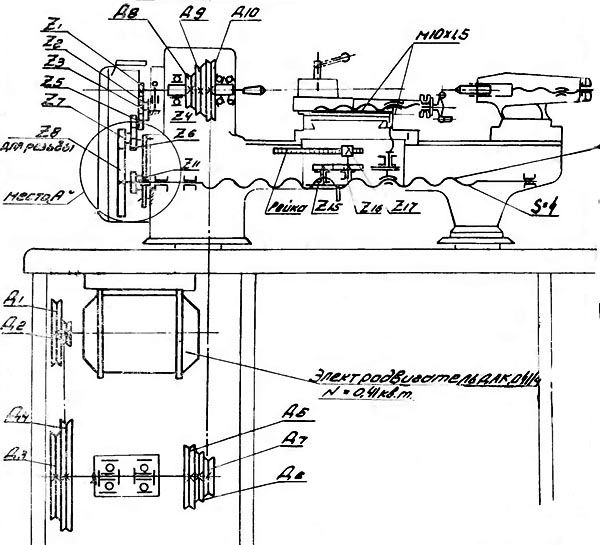 средство.
средство.
Паспортный сбор
НАПОМИНАНИЕ: Паспортный сбор и исполнительный сбор оплачиваются отдельно.
Паспортные книжки США
Возраст 16 лет и старше:
- 130,00 долларов США Паспортный сбор . Выплачивается Государственному департаменту США. Сборы, уплачиваемые Государственному департаменту США, оплачиваются только чеком или денежным переводом .
- $35.00 исполнительский сбор . Оплачивается городу Такома Парк наличными, кредитной картой*, денежным переводом или кассовым чеком.
До 16 лет:
- $100.00 Паспортный сбор . Выплачивается Государственному департаменту США. Сборы, уплачиваемые Государственному департаменту США, оплачиваются только чеком или денежным переводом .
- $35.00 e Плата за исполнение . Оплачивается городу Такома Парк наличными, кредитной картой*, денежным переводом или кассовым чеком*.
 исполнительских сборов.
исполнительских сборов. Паспортная карта США
Государственный департамент США разработал паспортную карту как более портативную и менее дорогую альтернативу традиционной паспортной книжке. Новая паспортная карта может использоваться только для наземных и морских поездок. Городской парк Такома будет принимать заявки на получение карты.
Возраст 16 лет и старше:
- 30,00 долларов США Паспортный сбор . Выплачивается Государственному департаменту США. Сборы, уплачиваемые Государственному департаменту США, оплачиваются до чек или денежный перевод только .
- 35,00 долларов США e Плата за исполнение . Оплачивается городу Такома Парк наличными, кредитной картой*, денежным переводом или кассовым чеком.
До 16 лет:
- $15,00 Паспортный сбор . Выплачивается Государственному департаменту США. Сборы, уплачиваемые Государственному департаменту США, оплачиваются только чеком или денежным переводом .

- $35.00 исполнительский сбор . Оплачивается городу Такома Парк наличными, кредитной картой*, денежным переводом или кассовым чеком.
*ПРИМЕЧАНИЕ: Плата за обслуживание в размере 2,9% или $1,50 , в зависимости от того, что больше, взимается при оплате кредитной картой исполнительских сборов.
Прочие услуги и сборы
Ускоренные услуги
- 60,00 долларов США за приложение . Выплачивается Государственному департаменту США.
Поиск файлов
- $150.00 Плата за поиск файлов . К оплате Государственному департаменту США.
Ночная служба
Стоимость ночной службы от Государственного департамента для заявителя составляет 18,32 долларов США (новая цена вступила в силу 18 января 2022 г.)Нужен паспорт?
В общественном центре теперь требуется запись на прием.