Схема реле времени для точечной сварки: Таймер для аппарата точечной сварки — Справочные материалы — Теория
Содержание
Таймер для точечной сварки • Все своими руками
Опубликовал admin | Дата 4 декабря, 2015
Рубрика: Таймеры
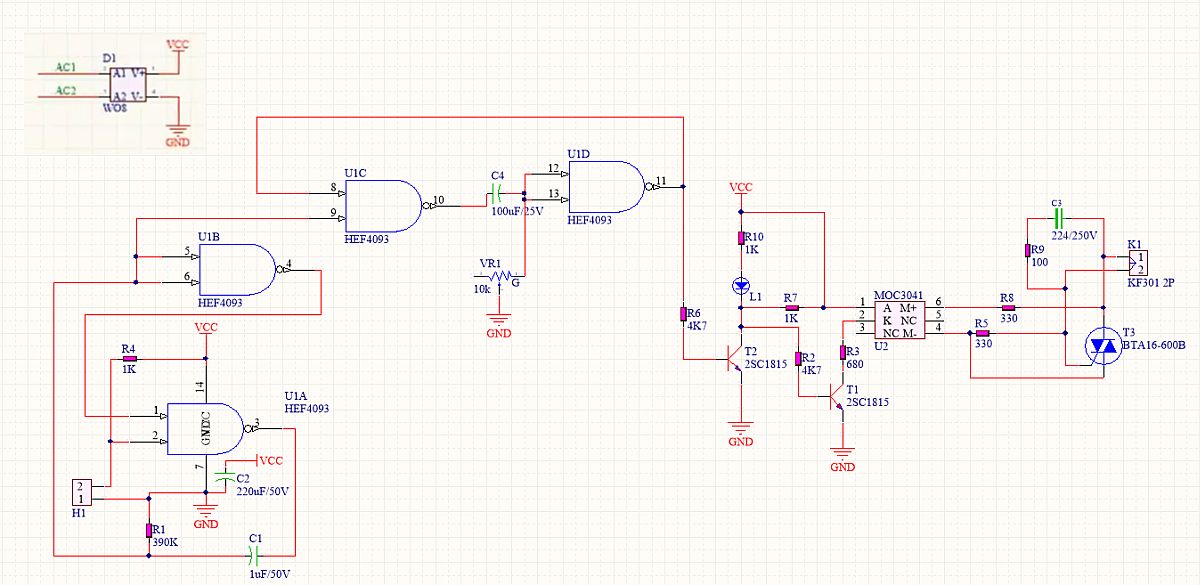
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1.
Основой данного таймера является микроконтроллер PIC16F628A. Вообще программа, записанная в контроллер, это программа вычитающего счетчика. Для работы микроконтроллера используется его внутренний генератор. Обратный отсчет производится с периодом в 100мс. Максимальное время выдержки, чтобы не усложнять программу, я сделал, двадцать пять с половиной секунд. Установка времени выдержки устанавливается при помощи кнопок SB1 и SB2. Кнопкой SB1 увеличиваем значение выдержки времени, а с помощью кнопки SB3 — уменьшаем. Причем при установке времени, период смены показаний не постоянный. Сначала показания будут меняться с периодом в половину секунды. Потом этот период уменьшится до 25мс. Это сделано для увеличения оперативности установки необходимой выдержки.
Это сделано для увеличения оперативности установки необходимой выдержки.
При первом включении таймера на индикатор будет выведена из EEPROM контроллера выдержка в 10,0 секунд. В последующем в энергонезависимую память будут записываться уже ваши значения.
Запускается таймер кнопкой «Старт», после ее нажатия на выводе 15 DD1 появляется фронт управляющего сигнала и сразу же начинается обратный отсчет установленного времени выдержки. По истечении этого времени, напряжение на выводе 15 DD1 падает почти до нуля — спад импульса управления. Повторное нажатие на кнопку возможно только через 3 секунды, если выставленная выдержка менее этого времени, или после окончания импульса управления, если длительность импульса более 3 секунд.
В схему таймера введена перемычка J1, дающая возможность применять индикаторы, как с общим анодом, так и с общим катодом. Если перемычка отсутствует, то программа индикации будет обслуживать индикатор с общим анодом, а если перемычка установлена, то программа будет работать на индикатор с общим катодом.
Номиналы подтягивающих резисторов R1… R4 — могут быть любыми от 4,7к до 10к. Номиналы гасящих резисторов R5… R12 выбираются в соответствии с необходимой яркостью свечения сегментов индикаторов. Я всегда ставлю резисторы по 510 Ом. Это уменьшает нагрузку на выходы микроконтроллера и увеличивает срок службы самого индикатора. Микросхемный стабилизатор напряжения DA1 можно поставить любой на соответствующий ток нагрузки и выходное напряжение пять вольт. Например, КР142ЕН5А. Максимальное входное напряжение зависит от выбранной вами микросхемы стабилизатора. Максимальное входное напряжение для микросхемы КР142ЕН5А равно 15 вольт. Так как при контактной сварке возникают очень большие электромагнитные поля все устройство, во избежание сбоя программы, должно быть тщательно экранировано, а напряжение питания, возможно, придется подавать через LC фильтр. Конденсатор С2 при монтаже схемы припаивают непосредственно в соответствующим выводам микроконтроллера. Программа и схема разрабатывались по просьбе одного из посетителей сайта, поэтому в железе проверить данную схему пока не представляется возможным.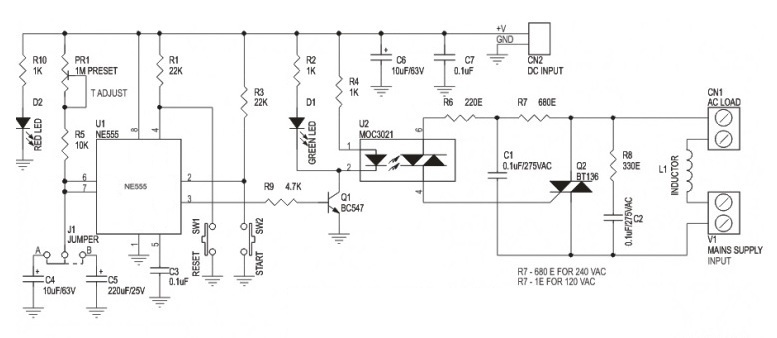 Таймер был промоделирован в протеусе.
Таймер был промоделирован в протеусе.
Таймер для точечной сварки (2226 Загрузок)
Просмотров:10 443
Метки: Таймеры
Как сделать споттер своими руками. Этапы работ
Главная
» Статьи
» Статьи по сварке
» Точечная сварка (SPOT)
» Как сделать споттер своими руками. Этапы работ
17.09.2020
Точечная сварка (SPOT)
Просмотров: 721
1. Что вам понадобится
- Электрический трансформатор на 220 В
- Трансформатор переменного тока (подойдет для галогенных ламп)
- Кабель
- Магнитный пускатель
- Диодный мост (от автомобиля)
- Тиристор ПТЛ-50 (или любой с напряжением в 220 В и силой тока 50 А)
- Реле 12 В (от автомобиля или трактора)
- Электропровод с вилкой
- Реле времени с регулировкой импульса
- Мультиметр
- Паяльник
- Электромонтажный инструмент
- Электроды для точечной сварки
2.
 Этапы работ
Этапы работ
Собираем источник тока
Начинают всегда с проработки электросхемы. Ниже идет описание ее составляющих и наглядное изображение.
Основой для получения сварочного тока служит трансформатор (на схеме Т2). Можно взять старый от микроволновки или от системы освещения. Главное, чтобы его обмотка была целой. Если же она повреждена, то необходимо выполнить новую первичную обмотку магнитопроводом – 200 витков провода 2,5 кв. мм. Самостоятельно выполняют сетевую обмотку изолированным кабелем. Предпочтительно сечение в 50 кв. мм – от 3 до 7 витков. К электросети она подключается через диодный мост (на схеме V5-V8) – можно взять диодный мост от автомобиля. В его диагональ включается тиристор электронного реле (на схеме V9). Реле используется на 12 В – подойдет реле от любого транспортного средства.
Трансформатор с сетевой обмоткой
Еще один важный компонент схемы – это вспомогательный трансформатор, от которого идет питание цепи управления тиристором (на схеме Т1). Можно установить обычный электротрансформатор, который применяется при подключении галогенных ламп.
Можно установить обычный электротрансформатор, который применяется при подключении галогенных ламп.
Вспомогательный трансформатор
Также в цепи имеется выключатель для подачи питания напряжением в 220 В (на схеме S1), конденсатор (С1), переключатель (S3), выпрямительный мост (V1-V4), переменный резистор (R1). Эти компоненты можно купить в магазине радиотехники или вытащить из ненужных приборов, если они в рабочем состоянии.
Схема споттера для сварки
Согласно этой схеме можно описать последовательность работы всех компонентов. Выключатель замыкает контакты, что способствует подаче тока с напряжением 220 В на первичную обмотку вспомогательного трансформатора, узла управления тиристором. Начинается заряд конденсатора, который подключен к выпрямительному мосту через замкнутые контакты переключателя. Пока тиристор закрыт, главный трансформатор обесточен – на его первичную обмотку не подается ток. Для начала работы нужно нажать кнопку переключателя, тогда заряженный конденсатор подключится к управляющему электроду тиристора через переменный резистор.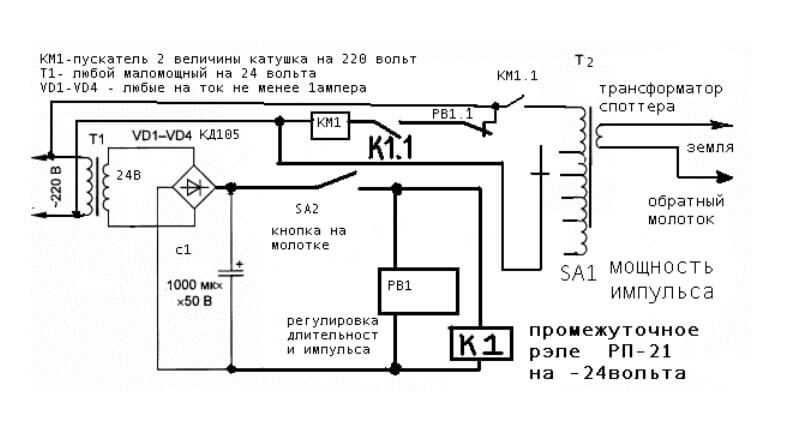 За счет этого сетевое напряжение поступит на первичную обмотку главного трансформатора. А во вторичной его обмотке появится мощный импульс тока, который и необходим для точечной сварки. Чтобы регулировать длительность этих импульсов в цепь встраивается реле времени – максимальная длительность может составлять 0,1 сек. За этот короткий промежуток сила тока во вторичной обмотке трансформатора может быть 350 – 500 А. Как только конденсатор разрядится, устройство переходит в исходное состояние – рабочий цикл заканчивается.
За счет этого сетевое напряжение поступит на первичную обмотку главного трансформатора. А во вторичной его обмотке появится мощный импульс тока, который и необходим для точечной сварки. Чтобы регулировать длительность этих импульсов в цепь встраивается реле времени – максимальная длительность может составлять 0,1 сек. За этот короткий промежуток сила тока во вторичной обмотке трансформатора может быть 350 – 500 А. Как только конденсатор разрядится, устройство переходит в исходное состояние – рабочий цикл заканчивается.
Важно помнить! При самостоятельном изготовлении трансформатора и выполнении электрических соединений следует хорошо сделать изоляцию обмоток. Ведь от этого будет зависеть безопасность эксплуатации оборудования. Первичные обмотки трансформатора рекомендуется заизолировать лакотканью или бумагой, вымоченной в парафине – не меньше 5 – 6 слоев.
Если вы не хотите собирать все по частям, есть более простой вариант. За основу берется старый сварочный инвертор – в нем уже имеется вся электрическая схема. Вам останется ее доработать, чтобы аппарат мог варить в режиме точечной сварки, как это описано выше. Необходим тиристор на 200 В, трансформатор с понижением напряжения до 122 В для управления реле с кнопки, реле с силой тока в 30 А, диодный мост. Также нужна контактная группа на 220 В и кнопка управления. Предстоит увеличить силу тока, выдаваемую инвертором. Для этого с катушки снимают вторичную обмотку и делают из нее 2 шины (сечение не менее 160 кв. мм, а значение напряжения 6 В). Шины изолируют с помощью изоленты и малярного скотча в таком порядке: слой изоленты, слой скотча, слой изоленты. Затем их наматывают на трансформатор в несколько витков. Такое решение помогает повысить выходную силу тока до 1500 А, что и необходимо для импульсной сварки.
Вам останется ее доработать, чтобы аппарат мог варить в режиме точечной сварки, как это описано выше. Необходим тиристор на 200 В, трансформатор с понижением напряжения до 122 В для управления реле с кнопки, реле с силой тока в 30 А, диодный мост. Также нужна контактная группа на 220 В и кнопка управления. Предстоит увеличить силу тока, выдаваемую инвертором. Для этого с катушки снимают вторичную обмотку и делают из нее 2 шины (сечение не менее 160 кв. мм, а значение напряжения 6 В). Шины изолируют с помощью изоленты и малярного скотча в таком порядке: слой изоленты, слой скотча, слой изоленты. Затем их наматывают на трансформатор в несколько витков. Такое решение помогает повысить выходную силу тока до 1500 А, что и необходимо для импульсной сварки.
Выполняем корпус
Компоновка всех элементов схемы делается в корпусе. Можно взять металлический короб от старого оборудования или сварить новый, специально под размер, чтобы разместить внутри все детали. Для каркаса, к примеру, подойдет металлический уголок в 25 мм, а стенки можно обшить стальными листами толщиной не более 1 мм. Для охлаждения в боковой стенке можно прорезать вентиляционные отверстия. Хорошо, если крышка или одна из стенок будет съемной. Тогда сделанный своими руками споттер можно разбирать для доработки или замены электрокомпонентов.
Для охлаждения в боковой стенке можно прорезать вентиляционные отверстия. Хорошо, если крышка или одна из стенок будет съемной. Тогда сделанный своими руками споттер можно разбирать для доработки или замены электрокомпонентов.
Совет: для крепления электрокомпонентов в корпусе можно взять металлические планки и посадить их на шурупы.
До сборки и установки крышки обязательно протестируйте споттер, замерьте силу тока и мощность, чтобы убедиться в правильном функционировании.
Подключаем сварочный пистолет
Итак, источник сварочного тока собран и соответствует необходимым рабочим параметрам. Теперь нужно присоединить к нему инструмент. Вы можете купить готовую консоль для электродов и клещи, либо сделать рабочий инструмент самостоятельно. Многие умельцы используют для этой цели каркас строительного пистолета, в котором можно закрепить электрод и присоединить к нему провод. Получается вполне пригодное для односторонней сварки приспособление. Его соединяют с источником тока гибким кабелем (сечение не менее 50 кв. мм). А длина должна быть не более 2,5 м. Кроме того, понадобится кабель массы. Его можно купить готовый – вместе с клеммой. У него длина не должна превышать 1,5 м.
мм). А длина должна быть не более 2,5 м. Кроме того, понадобится кабель массы. Его можно купить готовый – вместе с клеммой. У него длина не должна превышать 1,5 м.
В этой статье изложено лишь несколько идей по сборке споттера своими руками. Увлеченные мастера экспериментируют и с другими способами создания такого аппарата, например, в качестве источника тока используют аккумулятор, мастерят двухсторонние клещи для электродов и т.д. Вы действительно загорелись этой идеей? Тогда советуем изучить форумы, посмотреть видеоролики и фотографии готового оборудования. Ведь в рамках одной публикации вместить все знания и опыт умельцев довольно проблематично. Наша статья подготовит вас к более глубокому изучению темы. Если вы потратите достаточно времени на сбор информации и подготовку, то у вас получится рабочий самодельный споттер. А необходимый инструмент вы можете заказать на нашем сайте.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.
 ru мы обязательно вам поможем!
ru мы обязательно вам поможем!
Рекомендуем прочесть
Хотите знать как работать точечной сваркой?
16.09.2020
Просмотров: 704
Содержание:
- Основные способы выполнения SPOT-сварки
- Режимы точечной сварки
- Возможные трудности
- Как определить качество сварного соединения
Точечная сварка (SPOT)
Все про расходные материалы для точечной сварки SPOT
16.09.2020
Просмотров: 479
Содержание:
- Чем будем варить?
- Сопутствующие товары
- Ликвидация вмятин
Точечная сварка (SPOT)
4 причины купить портативный аппарат точечной сварки
17.09.2020
Просмотров: 585
Содержание:
- Несколько слов о методе…
- Как работает споттер?
- 4 причины купить портативный аппарат точечной сварки
Точечная сварка (SPOT)
анализ цепи — Управление таймером точечной сварки с помощью 555
Задавать вопрос
спросил
Изменено
4 года, 4 месяца назад
Просмотрено
4к раз
\$\начало группы\$
Я хочу использовать время 555 для управления синхронизацией импульса мощности точечной сварки с помощью ножного переключателя.
Я видел несколько моностабильных схем 555, но у меня возникли проблемы с определением значений резисторов и конденсаторов, чтобы получить время менее 1 секунды.
Кроме того, я хочу безопасно подключить эту цепь к аппарату для точечной сварки из-за разницы в мощности. Мой аппарат для точечной сварки сделан из MOT и имеет педальный переключатель для переключения.
Как мне соединить эти части вместе? Что за комбинация бак/кепка для тайминга менее 1 секунды с таймером 555?
Я хотел добавить изображение внизу страницы, но не знал как.
Итак, я должен поставить здесь.
Пожалуйста, дайте мне знать о любых модификациях, которые я должен сделать с соединениями.
Кроме того, я хотел бы добавить POT в схему таймера 555, чтобы настроить время. Куда мне его положить?
Спасибо за любую помощь…
- анализ цепей
- 555
- синхронизация
\$\конечная группа\$
5
\$\начало группы\$
MonoStable с переключателем
Извините, приятель, я должен прочитать это немного яснее. В последнем посте я имел в виду, что это была штука типа MIG с импульсными выходами … Надеюсь, вышеизложенное сделает это для вас немного яснее.
В последнем посте я имел в виду, что это была штука типа MIG с импульсными выходами … Надеюсь, вышеизложенное сделает это для вас немного яснее.
\$\конечная группа\$
3
\$\начало группы\$
что-то вроде 82Uf для C R1 = 10 K и R2, возможно, потенциометр от 0 до 25 k с последовательным 5k даст то, что вы просили. Но вы можете захотеть изменить соотношение пространства меток, а не только период включения, например, 1 секунду включения и 5 секунд выключения. У точечной сварки уже есть небольшой переключатель на ручке или что-то в этом роде? Если это так, то у него уже может быть возможность использовать низковольтный переключатель для запуска сварочного источника большого тока. Надеюсь это поможет.
\$\конечная группа\$
10
\$\начало группы\$
Вы не хотите отключать контакты 2 и 6 с помощью переключателя, который вы хотите сделать, как я показал на диаграмме выше. Кроме того, на выходе будет высокий уровень (т. е. + WRT 0 В), поэтому ваше твердотельное реле должно быть наоборот, но все еще привязано к контакту 3. быть подключен напрямую (вольты и ток) к выходу 555. Если у вас уже есть эти компоненты, то материал 555 настолько дешев, что вы можете настроить его на макетной плате, используя, возможно, 12 В, и убедиться, что все делает то, что вы хотите, прежде чем собирается где-нибудь рядом со смертельным веществом.
Кроме того, на выходе будет высокий уровень (т. е. + WRT 0 В), поэтому ваше твердотельное реле должно быть наоборот, но все еще привязано к контакту 3. быть подключен напрямую (вольты и ток) к выходу 555. Если у вас уже есть эти компоненты, то материал 555 настолько дешев, что вы можете настроить его на макетной плате, используя, возможно, 12 В, и убедиться, что все делает то, что вы хотите, прежде чем собирается где-нибудь рядом со смертельным веществом.
Помните, что это всего лишь гипотетические идеи, за которые вы несете полную ответственность.
\$\конечная группа\$
20
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Pro Spot :: Support
Pro Spot — Quality Welding Systems
Содержание
- Нет экрана дисплея и индикаторы фаз НЕ горят
- Нет экрана дисплея и индикаторы фаз горят
- Слабые сварные швы
- Реле задержки плавного пуска не работает и нет сварки ни от одного из пистолетов
- Двухсторонний пистолет не сваривает, односторонний делает
- Выдано сообщение об ошибке сварки, сварка не выполняется ни с одной горелки
- Сообщается о хлопке в шкафу, нет сварки ни на пистолете, ни на реле плавного пуска
- Выдано сообщение об ошибке температуры или нет воздушного охлаждения
- Срабатывает автоматический выключатель шкафа
- Расцепители выключателя (настенные)
Примечание: Настоятельно рекомендуется, чтобы данные инструкции по ремонту применялись только квалифицированными специалистами, игнорирование этого может привести к аннулированию гарантии. Эта информация предназначена только для ознакомления и не может гарантировать решение вашей конкретной проблемы с ремонтом.
Эта информация предназначена только для ознакомления и не может гарантировать решение вашей конкретной проблемы с ремонтом.
i4 не показывает экран дисплея и индикаторы фаз НЕ горят.
- Убедитесь, что выключатели стен и шкафов включены.
- Проверьте уровень электроэнергии в доме (все фазы) на панели, выключателе и розетке.
- Проверить провода в вилке и кабель питания.
- Проверьте автоматический выключатель и кассетную клеммную колодку.
- Проверьте жгут проводов к печатной плате и 18 В постоянного тока.
- Проверьте ленточный кабель.
В i4 нет экрана дисплея, а индикаторы фаз горят.
- Убедитесь, что на экран дисплея подается питание и горят индикаторы фаз.
- Проверить случайное нажатие курка пистолета.
- Проверьте вставленную флэш-карту с программным обеспечением, версию и целостность.
- Проверьте настройку яркости дисплея в меню настроек.
i4 делает слабый сварной шов.

- Проверьте настройку пистолета: давление сжатия, хвостовик и рычаг, состояние наконечника и выравнивание.
- Проверьте подготовку и состояние металла, а также его толщину.
- Проверьте настройки сварки и профиль мощности.
- Проверить уровень напряжения питания на падение напряжения.
Реле задержки плавного пуска не работает, и ни один из пистолетов не сваривается.
- Подтвердите щелчок на печатной плате в течение 5-секундной задержки плавного пуска.
- Подтвердите входное напряжение переменного тока и дисплей.
- Проверьте наличие напряжения шины IGBT на индикаторе платы и системной проводке.
- Осмотрите и проверьте плату резистора плавного пуска.
- Замкните жгут реле (временно), чтобы попытаться исправить систему. (Может потребоваться замена кассеты.)
Двухсторонний пистолет не сваривает, односторонний делает.
- Проверьте соединения кабеля пистолета и целостность триггерного (входного) контура (24 В пост.
 тока).
тока). - Проверьте давление и поток воздуха в / через воздушные линии. Отключите линии в кабинете и нажмите триггеры.
- Проверьте целостность выхода соленоида (24 В пост. тока).
- Проверка соленоида двустороннего пистолета.
Выдано сообщение об ошибке сварки, ни один из пистолетов не сварил.
- Подтвердить подачу напряжения на сварочный аппарат. Мост в сильноточной секции генерирует 300 В постоянного тока для IGBT.
- Подтвердить индикаторы напряжения шины IGBT. Мягкий пуск нормально работает.
- Подтвердите целостность печатной платы 15 В постоянного тока и драйвера IGBT (осмотрите нижнюю часть).
- Проверьте диодную матрицу шпилек на сварочном трансформаторе. Это простое измерение на пистолете.
- Проверьте IGBT.
Сообщается о хлопке в шкафу, нет сварки ни на пистолете, ни на реле плавного пуска в порядке.
- Осмотрите системы, чтобы найти источник хлопков после проверки входного напряжения.
- Проверьте, не ослаблены ли соединения проводки, особенно сильноточные цепи.
- Проверьте наличие проблем с системами плавного пуска или IGBT.
Выдано сообщение об ошибке температуры или отсутствует воздушное охлаждение.
- Проверьте показания датчика на дисплее (100 C = отказ / 30+/- в норме) Также проверьте температуру окружающей среды / наружного воздуха.
- Проверьте вход датчика (25000 +/- Ом). (Отказ датчика или временный перегрев приведет к отключению сварочного аппарата.)
- Проверьте 15 В постоянного тока и плату.
- Проверьте выход соленоида и проводку.
- Проверьте 24 В постоянного тока и плату.
Сработал автоматический выключатель шкафа.
- Проверьте автоматический выключатель и силовую проводку.
- Проверьте, нет ли ослабленных или разорванных соединений.
- Проверьте плавный пуск, мост, IGBT и диодные цепи.
Срабатывание выключателя оборудования (стены).

