Схема сварки: Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Содержание
Устройство сварочного инвертора.
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя.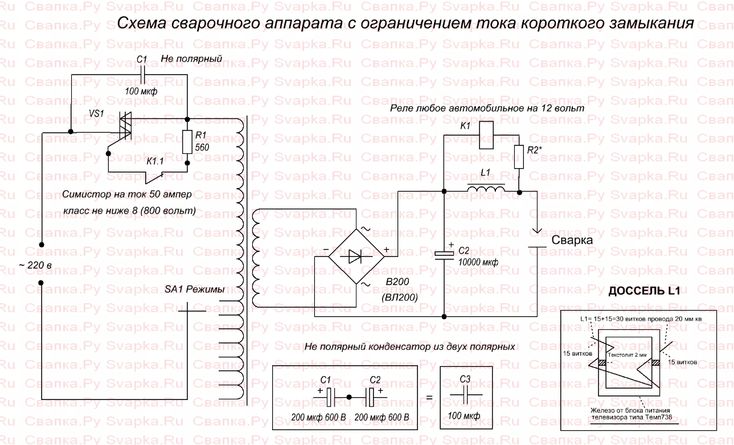 Вот такой вот хитрый «приём».
Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Обозначение полевого транзистора на схеме.

Параметры MOSFET транзисторов.
Химические источники тока.
Устройство сварочного инвертора: принцип работы, схема
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
- 1 Чем сварочный инвертор лучше трансформатора
- 1.1 Как работает инверторный сварочный аппарат: блок-схема
- 1.2 Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
- 2 Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
- 2.1 Первичный выпрямитель и конденсаторный фильтр
- 2.2 Инвертор
- 2.3 Выпрямление и стабилизация
- 3 На что обратить внимание при выборе сварочного инвертора
- 3.
 1 Ремонт и сервис
1 Ремонт и сервис
- 3.
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
образец исполнительной для соединений расположения швов – Сертификация и обучение на Svarka.guru
При строительстве электростанций, нефтехимических заводов, магистральных газопроводов и других объектов со сварными соединениями трубопроводов стандарты требуют оформления рабочей документации. Это делается для всеохватывающего контроля над качеством работ и над соответствием возведенного объекта проектным требованиям.
Важный инструмент такого контроля — схема сварных стыков. На ней в схематическом виде представлены трубопроводы объекта, оборудование, запорная и регулирующая арматура и соединяющие сварные швы. Рядом с каждым соединением указана относящаяся к нему информация.
Содержание
- 1 Что это такое?
- 2 Оформление
- 3 Подпись
- 4 Сводная таблица
- 5 Правила оформления
- 6 Обозначения стыков на схеме
- 7 Образец формуляра
Что это такое?
Исполнительная схема — неотъемлемый элемент проектной и рабочей документации водопровода, теплоснабжения, транспортных трубопроводов и технологических установок с жидким или газообразными средами.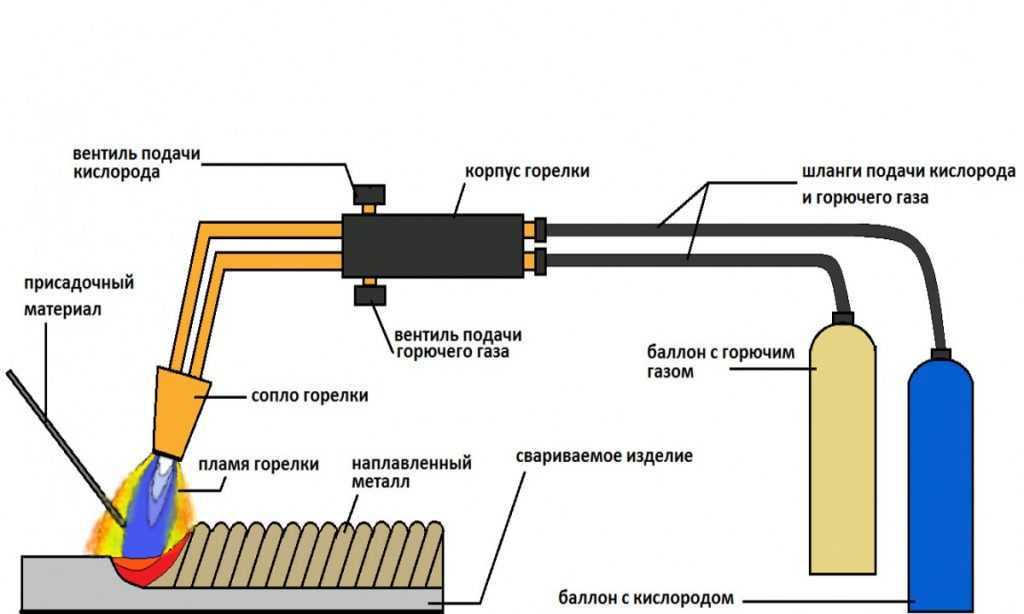 Выполняется вне масштаба и дает лишь общее представление о взаимном расположении сварных швов в пространстве. Чертеж в обязательном порядке привязывается к геодезическим координатам или к объекту с известными координатами.
Выполняется вне масштаба и дает лишь общее представление о взаимном расположении сварных швов в пространстве. Чертеж в обязательном порядке привязывается к геодезическим координатам или к объекту с известными координатами.
При формировании документа соблюдают порядок следования швов на том или ином участке трубопровода. Документ является руководством по выполнению сварочных работ, средством планирования и контроля. Он выпускается вместе со сводной таблицей стыков, обобщающей в табличной форме данные о соединениях. Кроме технических параметров швов, приводятся личные данные сварщиков и номер их персонального клейма.
Оформление
Документ оформляется организацией, ведущей монтажные работы. Он составляется на производственно- техническим отделом на основании проектной и рабочей документации, передаваемой монтажникам от заказчика или непосредственно от проектанта, если это предусмотрено договором.
На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
Одновременно с составлением схемы готовятся и другие сопутствующие документы:
- сводная таблица стыков;
- акты выполнения сварщиками пробных швов и присвоения им личного клейма;
- акты выполнения сварных работ.
Без полного комплекта документов объект не может быть принят в эксплуатацию
Подпись
Схема расположения сварных стыков трубопровода должна быть заверена подписями следующих должностных лиц:
- прораб, непосредственно отвечающий за выполнение сварочных работ на объекте;
- начальник производственно- технического отдела;
- главный инженер;
- сварщики, выполнившие работы, с указанием номера их личного клейма.
[stextbox id=’warning’]Заполненный и заверенный документ должен быть согласован с организацией-проектантом.[/stextbox]
С ней также необходимо согласовывать все встретившиеся в результате контроля отклонения от проектных параметров, таких, как размеры и уклоны. Заверенная запись об отсутствии отклонений либо о согласовании их делается на формуляре. Если отклонений много, возможно согласование их отдельным актом. Тогда на документе приводится ссылка на номер и дату этого документа
Если отклонений много, возможно согласование их отдельным актом. Тогда на документе приводится ссылка на номер и дату этого документа
Сводная таблица
Документ оформляется по унифицированной форме П27.4, утвержденной Приказом министерства энергетики № 197. Он должен содержать полный список швов, заваренных на объекте.
Сводная таблица содержит сведения о всех соединениях объекта в форме, удобной для контроля, обобщения и анализа.
Для каждого соединения приводятся следующие данные:
- порядковый номер,
- название узла, к которому он относится;
- сорт стального сплава, из которого изготовлены трубы;
- их диаметр и толщина стенок;
- количество;
- номер, соответствующий обозначению на Схеме.
Если на участке заваривались дополнительные швы, их число и номер приводятся в графе дополнений. Такая таблица позволяет определить общее количество стыков, сгруппировать их по диаметрам, толщинам стенок, необходимости неразрушающего контроля. Это облегчает планирование трудоемкости, потребности в расходных материалах, а также в инструментальном контроле качества соединений.
Это облегчает планирование трудоемкости, потребности в расходных материалах, а также в инструментальном контроле качества соединений.
Правила оформления
Исполнительная схема сварки трубопровода должна содержать следующую информацию:
- наименование объекта;
- класс трубопровода;
- параметры труб: материал сплава диаметр и толщина стенок;
- транспортируема среда;
- привязку к опорным точкам.
Каждый стык на схеме должен иметь свой уникальный номер. Иногда используется сквозная нумерация сварных соединений на всем проекте, тогда обозначение принимает вид «Э12.123», где до точки находится идентификатор объекта, а после- собственно номер стыка на конкретной схеме.
Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Кроме того, на схеме может обозначаться расстояние между соседними стыками и опорными объектами, такими, как повороты, арматура, опорные металлоконструкции или технологическое оборудование. Это обязательно в двух случаях:
Это обязательно в двух случаях:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей или скрыт в стенах.
Обозначения при необходимости (например, в случае аварии, планового ремонта или обследования) помогут быстро и без лишних затрат и повреждений конструкций найти место стыка в случае ремонта, не прибегая к дополнительной документации.
Стыки на схематическом чертеже могут быть двух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются более качественными и долговечными, поскольку работа идет в положении, удобном для сварки. Анализ статистических данных показывает, что частота обнаружения дефектов таких швов существенно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в удобное положение. Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Шов при этом варится в несколько приемов, что отрицательно сказывается на его прочности и долговечности. Работа в таких условиях требует о работника большого опыта, а также высокой квалификации.
[stextbox id=’info’]Возле каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).[/stextbox]
На документе также отмечают соединения, для которых потребуется провести контроль качества неразрушающими средствами (ультразвук, рентген и др.) Для особо важных объектов, связанных с высокими давлениями и температурами, агрессивными средами и другими факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается стыки, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки.
Визуально-измерительному контролю подлежат все стыки.
При оформлении документа используется та же система координат, что и в прочей проектной и рабочей документации.
[stextbox id=’alert’]Важно! Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ.[/stextbox]
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных параметров нет». В противном случае необходима согласующая эти отклонения надпись проектанта либо ссылка на отдельный документ- акт согласования.
Схема входит в паспорт объекта, оформляется на качественном носителе и с использованием материалов, гарантирующих продолжительное хранение.
После завершения работ проводится проверка всей документации на полноту и правильность оформления и заполнения. После проверки документы сдаются в архив.
После проверки документы сдаются в архив.
Обозначения стыков на схеме
Стыки на схеме обозначаются в соответствии с государственным стандартом ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений», сплошной основной линией.
На выносе делается следующая надпись в виде дроби:
- числитель- номер стыка;
- знаменатель- номер личного клейма сварщика.
Личное клеймо оформляется на каждого сварщика отдельно. В ходе аттестации он заваривает тестовый шов, совпадающий по материалу, диаметру и толщине труб с реальными соединениями на объекте. Такие испытания проводятся в специальных аттестационных центрах, номер личного клейма утверждается приказом по монтажному предприятию.
Образец формуляра
Все формуляры заполняются в соответствии с требованиями стандарта. Ниже приведен сварочный формуляр на трубопровод (образец).
Документ на завершающем этапе формирования. Содержит необходимые данные о стыках, угловой штамп и дополнительную информацию. Над штампом видна сводная таблица.
Содержит необходимые данные о стыках, угловой штамп и дополнительную информацию. Над штампом видна сводная таблица.
Схема сварных стыков — важный документ, описывающий взаимное расположение соединений и их важнейшие параметры. Она оформляется на любой объект, имеющий трубопроводы со сварными швами. Схема и оформленная вместе с ней сводная таблица служат средством планирования монтажных работ, учета исполнения и контроля качества.
Welding-plan Советы и практические решения для сварщиков…
Эта страница имеет множество функций.
Он определяет, что должно быть сделано и как.
Он выбирает процессы, материалы и средства.
Это помогает устранять неполадки и решать проблемы, связанные со сваркой.
Это помогает читателям найти то, что они ищут.
План сварки препятствия?
Вы когда-нибудь чувствовали, что застревает на месте , когда что-то идет не так?
Когда ваш производственный план сварки шлифует до упора . ..
..
…в то время как в мусорном ведре скапливается много брака?
Когда ищешь лучшее План сварки …
…в то время как вам нужно не отставать от качества?
Посетите НОВИНКА Страница Обзор сварки, чтобы получить подробную информацию Введение в сварку .
Посетите также страницу NEW , посвященную выбору процесса , для Понимание процедуры выбора и
НОВИНКА Страница Оптимизация процессов для повышения производительности.
Вы можете начать свой квест самостоятельно , это может быть лучше.
Попробуйте описать себе письменно:
- что вы делаете,
- как дела,
- какие твои голов ,
- и какие неприемлемые результаты
Затем используйте форму обратной связи, чтобы отправить нам без каких-либо обязательств вышеуказанное:
Мы можем добавить несколько вопросов, требующих уточнения.
Даже самый лучший план сварки может столкнуться с проблемами…
Эй! В любом случае вам нужно срочное решение , верно?
Быстрое решение, то есть. Как насчет…
Поиск надежного Советника по сварке для решения
ваш план сварки проблемы и сокращение брака?
Расслабься!
Здесь вы можете найти отсутствующую ссылку на поиск и устранение неисправностей плана сварки
и вы получаете выгоду полезного советника, которому вы можете доверять.
Привет, я Элиа Э. Леви, инженер-механик, вышел на пенсию после более чем 40 лет работы в отрасли. Я специализируюсь в области сварки, M.Sc. в металлургии, и я регулярно консультирую по самым разнообразным сварочным и металлургическим проблемам .
Я также часто участвую в Инженерных форумах (множественное число от «Форум»… латинское слово).
Я поддерживаю связь с длинным списком читателей моего ежемесячного Практического письма по сварке , доступного бесплатно по подписке, и я регулярно пишу статьи в техническую прессу, о чем сообщаю в своих публикациях.
См. товары для сварки.
Помимо создания и поддержки этого веб-сайта консультантов по сварке,
я ежедневно отвечаю на различные планы сварки конкретные запросы , которые приходят мне по электронной почте.
Я считаю, что мои ответы востребованы, и отзывы, которые я получаю
(как сообщается в PWL), демонстрируют признательность.
Примечание:
Любой, кто соответствует одному из следующих:
Сварщик-любитель, ремесленник, владелец небольшого магазина, студент и т. д.,
получите бесплатных советов с этого сайта.Промышленные компании, желающие воспользоваться моими консультационными услугами , смогут воспользоваться моим профессиональным опытом, выпустив заказ на поставку за определенную плату, и я буду заниматься их проблемой до тех пор, пока она не будет решена к их удовлетворению.
Итак, как легко и быстро получить выгодную информацию , которая вам нужна?
Это очень просто. Этот веб-сайт может помочь вам . Это больше, чем структурированный набор информации. Он наполнен обновленными ноу-хау, практическими советами и пояснениями, все они доступны в Интернете, если вы хотите найти и прочитать то, что вы найдете…
Этот веб-сайт может помочь вам . Это больше, чем структурированный набор информации. Он наполнен обновленными ноу-хау, практическими советами и пояснениями, все они доступны в Интернете, если вы хотите найти и прочитать то, что вы найдете…
Он предназначен для обеспечения ощутимого преимущества своевременного ответа на наиболее актуальные и менее частые вопросы по плану сварки.
Сложно ориентироваться?
Давай! Вот советы, как узнать, что вы ищете:
- Ищите свою тему на часто обновляемой карте сайта,
- Отсканируйте страницу часто задаваемых вопросов, чтобы найти свой вопрос,
- Посмотрите темы по сварке из прошлых выпусков PWL,
- Выполните поиск Google на одной из страниц Сайта или см. ниже.
И затем, если вы все еще не нашли свой специальный план сварки…
Используйте свой личный, Профессиональный советник!
Это может быть умнейшей вещью вы можете возобновить прибыльное производство. Это не будет стоить вам целое состояние. Это может спасти вас.
Это не будет стоить вам целое состояние. Это может спасти вас.
Преимущества ?
использование квалифицированной консультации экономит время и затраты ,
в противном случае тратят на отказы и неудачные испытания.
НОВИНКА! — Смотрите мою новую страницу, нажав на
Консультация по сварке.
На номер оставайтесь на связи :
- Добавить эту страницу в закладки,
- Подпишитесь на наше периодическое Письмо о практической сварке, и вы также получите бонусную книгу по
.
Практическое ИЗМЕРЕНИЕ ТВЕРДОСТИ стало проще, - Подпишитесь на нашу RSS-ленту (см. в разделе NavBar), чтобы быть в курсе всех новых и обновленных страниц,
- Нажмите «Свяжитесь с нами».
Итак?… Готовы начать эксперимент?
Жду вашего запроса…
Если вы еще не нашли то, что вам нужно, почему бы не ввести свой вопрос в следующую строку поиска?
Ури Шарон
[Из https://www.
 welding-advisers.com/Hobby-welding.html]
welding-advisers.com/Hobby-welding.html]| Посмотреть обучающее видео Lincoln Electric Испытание на потолочную сварку AWS D1.1, часть 1 https://www.youtube.com/watch?v=oCS9т2СВ6Вг |
Есть вопросы, комментарии или отзывы? Запишите их и отправьте нам по электронной почте.
Нажмите кнопку Contact Us на панели навигации в левом верхнем углу каждой страницы.
| Примечание. Чтобы просмотреть Google Ads, Щелкните правой кнопкой мыши и Открыть в новом окне . |
Смотрите важные страницы сайта:
Materials
Processes
Equipment
Jobs
Quality
Welding Economics
Safety
Steel Welding
Alloy Steel Welding
Welding High Yield Steels
Tool Steel Welding
Stainless Steel Welding
Welding Duplex Stainless Steel
Aluminum Welding
Magnesium Welding
Titanium Welding
Сварка нитинол
Сварка меди
Сварка жаропрочных сплавов
Знаете почему так много людей Любишь ВОО?
Потому что это помогло им реализовать свои мечты. ..
..
Мы просто пытались свести концы с концами
POWERED BY:
Нажмите на этот логотип СЕЙЧАС!
Copyright (c) 2003-2012, 2013, 2014, 2015, 2016, 2017
Элиа Э. Леви и www.welding-advisers.com
Все права защищены
Это ворота на наш сайт, предназначенные для предоставления полезных и практических ответов на вопросы и решения проблем, связанных со сварочными процессами, оборудованием, материалами, карьерой, качеством, безопасностью и многим другим…
Используй!
Планирование наперед — производительность сварки
Прежде чем сварщик зажжет первую дугу, необходимо решить несколько важных вопросов. Как известно опытным сварщикам, соблюдение надлежащих процедур перед сваркой оказывает огромное влияние на результат проекта и целостность металла. Будь то разработка планов проекта, осмотр и очистка материала или создание шаблонов, предварительные сварные операции должны быть завершены, прежде чем полностью погрузиться в проект.
Общие действия перед сваркой включают подготовку поверхности и удаление заусенцев.
Поэтому производственному цеху крайне важно убедиться, что его сварщики и материалы для сварки подготовлены, организованы и готовы к работе до начала процесса сварки. В конце концов, если не принять предварительных мер при разработке концепции проекта, он может в конечном итоге сгореть, оставив после себя дорогостоящие ошибки.
Удаление заусенцев и очистка
Подготовка перед сваркой так же важна, как и сам процесс сварки. В зависимости от проекта просмотр списка элементов, которые необходимо проверить перед началом сварки, может занять больше времени, чем нанесение самих сварных швов. Необходимо выполнить первоначальное удаление заусенцев, и, конечно же, металлические поверхности должны быть чистыми, без ржавчины и других загрязнений. Должны быть изготовлены приспособления, а для некоторых сварных швов необходимо выполнить снятие фаски и шлифовку до того, как взять горелку.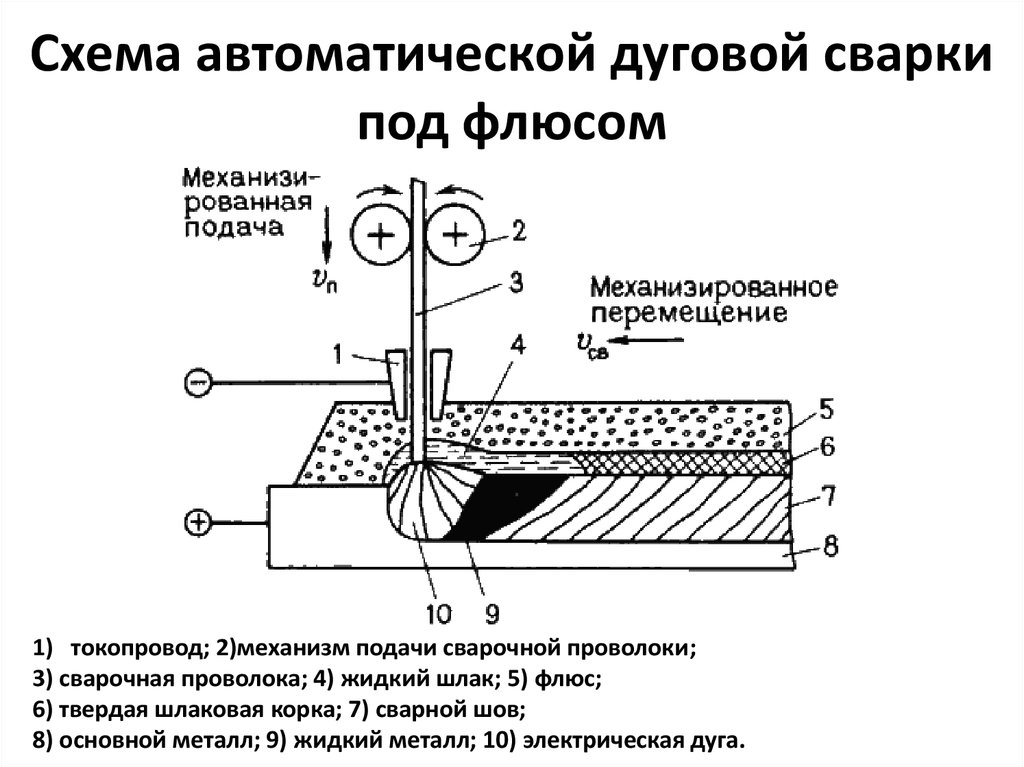
Удаление заусенцев часто является одним из первых шагов при подготовке к сварке. Это неотъемлемая часть процесса, поскольку он удаляет острые осколки металлических заусенцев, обнаруженные на материале. Но удаление заусенцев также требует дополнительной работы. Он начинается с проверки материала при доставке, который затем сортируется по соответствующим категориям, таким как «требует удаления заусенцев» и «готов к сварке».
Без процесса снятия заусенцев существует повышенный риск порезов или травм у тех, кто работает с материалом, а когда на куске материала остаются заусенцы, существует большая вероятность того, что материал не скрепится должным образом во время сварки. Заусенцы создают не только эксплуатационную проблему, но и эстетическую проблему, создавая визуальное впечатление о низком качестве материала и сварки.
В дополнение к снятию заусенцев, для получения качественного сварного шва необходимо провести надлежащую очистку. Выбор неправильных чистящих средств может быть столь же вредным для материала, как и примеси или заусенцы. Лучше всего использовать ацетон или растворители для лака, чтобы очистить металлическую поверхность, не оставляя следов масла.
Лучше всего использовать ацетон или растворители для лака, чтобы очистить металлическую поверхность, не оставляя следов масла.
Помимо удаления заусенцев и очистки, также важно оценить характер сварочного проекта, чтобы определить, требуются ли шаблонные шаблоны. Шаблонные приспособления помогают стабилизировать заготовку в процессе сварки и обеспечивают более плотную и точную посадку. Это помогает предотвратить любые ненужные потери материала в процессе, а также повысить общую экономическую эффективность за счет меньшего расхода материала.
Время команды
Как и в большинстве случаев в жизни, наличие плана имеет решающее значение для успеха сварочного проекта; предварительное планирование также имеет решающее значение с точки зрения времени, необходимого для завершения проекта. Понятно, что принятие правильных шагов в начале позволяет сократить время работы в процессе производства. Это особенно верно, когда в проекте участвует более одного человека.
Прежде чем сварщик возьмет в руки сварочную горелку, необходимо выполнить несколько подготовительных действий.
Подумайте о разнообразии уровней опыта в цехе — от первого дня работы до 20 лет в отрасли. Поскольку процессы и методы могут сильно различаться от сварщика к сварщику, время, потраченное на составление согласованного плана в команде перед началом, помогает обеспечить согласованность и лучшую программу страхования качества. Этот метод создает подход сборочной линии, а не каждый рабочий сам за себя.
Наличие четкого подхода и возможность участия всей команды в создании планов обеспечивает наилучший результат. Было бы стыдно позволить всем сварщикам более высокого уровня хранить информацию и знания, которые они накопили за эти годы, при себе. С другой стороны, опытные сварщики не посещали занятия по сварке годами, если не десятилетиями, а новые технологии и приемы появляются каждый день.
Обмен этими старыми и новыми методами дает огромное преимущество. Этот метод сотрудничества следует использовать на всех уровнях компании для создания еще более сплоченных команд и сообщества. Если все работают вместе для достижения общей цели, это может улучшить качество работы и только на пользу моральному духу команды.
Если все работают вместе для достижения общей цели, это может улучшить качество работы и только на пользу моральному духу команды.
Передовой опыт
Когда дело доходит до подготовки к сварке, обрезка углов здесь или там может ускорить время, необходимое для перехода к фактической сварке, но в целом это просто увеличивает время производства. Выполнение таких задач, как очистка поверхности материала, может показаться легкой задачей, но когда материал не свободен от мусора или когда планы не полностью конкретизированы, неизбежно требуется дополнительное время, чтобы вернуться и решить проблему. Затрачивается меньше времени, если тщательная подготовка к сварке выполняется в начале проекта — уже при первой доставке материалов.
Если пропустить проверку материала, это может повлиять на желаемую эстетику. Кроме того, может быть нарушена структурная целостность изделия, что может привести к опасным условиям труда. Срезание углов также может повредить сам сварной шов. Если в сварном шве есть воздушные карманы или мусор, это может повлиять на прочность сварного шва и ослабить структурную целостность сварного шва. Сварка — это часть проекта, которая скрепляет все вместе, поэтому ясно, что здесь не следует идти на компромиссы.
Если в сварном шве есть воздушные карманы или мусор, это может повлиять на прочность сварного шва и ослабить структурную целостность сварного шва. Сварка — это часть проекта, которая скрепляет все вместе, поэтому ясно, что здесь не следует идти на компромиссы.
Пилы, инструменты для снятия заусенцев и шлифовальные машины входят в список предметов, необходимых для заполнения контрольного списка перед сваркой.
Удаление заусенцев и очистка поверхности являются очевидными действиями по подготовке к сварке, но не менее важна тщательная проверка чертежей и материалов перед производством. Выполнение этого шага гарантирует, что план готов и все находятся на одной волне. Это позволяет использовать первый производственный цикл как время, чтобы поделиться с командой «правильными» и «неправильными» проектами для повышения эффективности и точности.
Другой не менее важной передовой практикой является проверка материалов на торцевую прямоугольность. Перпендикулярность концов обеспечивает более совместимую посадку, что, в свою очередь, приводит к более высокому качеству сварки, меньшему количеству задержек и улучшению структурной целостности.
Безопасность также должна стоять на первом месте в списке действий по подготовке к сварке. В Fabricated Products Group, специализированном производственно-механическом цехе, надлежащая подготовка и настройка сварных швов включает в себя гарантии здоровья и безопасности, такие как установка вытяжных вентиляторов и вытяжных устройств. Вытяжки дыма должны быть установлены в правильном месте с соответствующей вентиляцией, чтобы реализовать все их преимущества. И, учитывая требования к допустимому пределу воздействия, экстракторы дыма являются ценным инструментом для соблюдения этих правил. Вытяжные колпаки идеально подходят для целевого сварного шва или контролируемого сварного шва и могут быть перемещены в определенное место работы.
Принимать подготовительные меры перед началом сварки не требуется, но настоятельно рекомендуется. Это улучшает общий поток производственного процесса, защищает структурную целостность проекта и является просто более рентабельной стратегией.
Группа готовых изделий
Квалификационные процедуры и обучение сварщиков
Intertek предлагает написание сварочных процедур и обучение сварщиков в соответствии с британскими, европейскими и американскими квалификационными кодексами сварщиков.
Наши специалисты по сварке проводят обучение сварщиков и сертифицируют сварщиков в соответствии с национальными и международными квалификационными кодами сварщиков. Мы можем помочь вашим сотрудникам развить навыки сварки, необходимые для вашей компании, что позволит вам выйти на новые рынки или подать заявку на сварочные работы, требующие специального кодирования. Intertek поддерживает фирмы в таких отраслях промышленности, как строительство, производство, автомобилестроение, железнодорожный транспорт и производство электроэнергии.
Обучение сварщиков может проводиться на вашем рабочем месте или на нашем предприятии в Великобритании. Наши специалисты по сварке имеют обширный опыт обучения по всем основным квалификационным кодам сварщиков, а также имеют квалификации CSWIP (Схема сертификации для инспекционного персонала по сварке) и EWS (Европейский специалист по сварке).
Квалификационные коды/процедуры сварщиков по телефону:
- BS EN ISO 9606 Часть 1 — 5
- BS EN 287
- BS 4872 Части 1 и 2
- ASME Секция IX
- BS EN ISO ISO 1564
- ASME SECEA IX
- BS ENO ISO 1564 464 464 464 464 464 464 4614.

Этот международный стандарт устанавливает требования к квалификации сварщиков для сварки плавлением большинства металлов. Он содержит свод правил аттестации сварщиков независимо от вида продукции или отрасли. Сварочные процессы, указанные в настоящем стандарте, включают те процессы сварки плавлением, которые обозначены как ручная или частично механизированная сварка, и квалификация распространяется на все типы сварных соединений.
BS EN 287
Этот европейский стандарт определяет квалификационные испытания сварщиков для сварки сталей плавлением. BS EN 287 будет заменен EN ISO 9606 часть 1 в октябре 2015 года.
BS 4872 части 1 и 2
Этот британский стандарт подходит для сварщиков, занимающихся ручной или полуавтоматической сваркой плавлением ферритной стали или аустенитной нержавеющей стали. стальные конструкции, для которых процедура сварки не должна быть одобрена.
ASME Section IX
ASME IX — это американский стандарт сварки и пайки для строительства котлов, сосудов под давлением и трубопроводов. Стандарт гарантирует, что процедура сварки и полученный сварной шов соответствуют руководящим принципам строительства и способны выдерживать окружающую среду, для которой они предназначены, без ущерба для материала или целостности конструкции.
Стандарт гарантирует, что процедура сварки и полученный сварной шов соответствуют руководящим принципам строительства и способны выдерживать окружающую среду, для которой они предназначены, без ущерба для материала или целостности конструкции.
BS EN ISO 15614, части 1 — 14
Это британское и европейское испытание процедур предназначено для дуговой и газовой сварки большинства металлов во всех формах изделий, а также для дуговой сварки никеля и никелевых сплавов во всех формах изделий. Стандарты определяют, как спецификация процедуры сварки аттестуется испытаниями процедуры сварки. Он определяет условия, необходимые для проведения испытаний процедуры сварки, и диапазон аттестации процедур сварки для всех практических сварочных операций в диапазоне переменных.
Дуговая и газовая сварка охватываются следующими общими процессами:
- Ручная дуговая сварка металлическим электродом (MMA /111 / SMAW)
- Сварка металла в среде инертного газа (MIG / 131 / GMAW)
- Сварка металла активным газом ( MAG / 135 / GMAW)
- Дуговая сварка под флюсом (SAW / 121 / 125)
- Дуговая сварка металлическим флюсом (FCAW / 136)
- Дуговая сварка вольфрамовым электродом в среде инертного газа (TIG / GTAW)
- Плазменно-дуговая сварка (PAW) / 15)
- Сварка кислородно-ацетиленовая (OAW / 311)
Другие типы совместных испытаний, предлагаемых:
- .

