Габариты 16к20: Токарный станок 16К20 – технические характеристики, паспорт, фото
Содержание
16к20 технические характеристики | Станок токарный винторезный
Технические характеристики станка 16к20 позволяют выполнять различные токарные операции как нормальной, так и повышенной точности (в зависимости от исполнения). Все модификации станка выполнены на базе модели 16к20, максимально унифицированы и имеют схожую конструкцию.
Наименование параметра | Единица измерения | Величины параметра | |||
|
| 16К20 | 16К20П | 16К20Г | 16К25 |
Основные данные | |||||
Наибольшая длина обрабатываемого изделия: | |||||
| мм | 710 | |||
| мм | 1000 | |||
| мм | 1400 | — | 1400 | |
| мм | 2000 | — | 2000 | |
Высота оси центров над плоскими направляющими станины | мм | 215 | 250 | ||
Пределы чисел оборотов шпинделя: | |||||
Основное исполнение | об/ мин | 12,5-1600 | 12,5—1600 | ||
По особому заказу | об/мин | 16—2000 | 10-1250 | ||
Пределы подач: | |||||
Продольных | мм/об | 0,05-2,8 | |||
Поперечных | мм/об | 0,025—1,4 | |||
Наибольшее усилие допускаемое механизмом подач: | |||||
продольное |
|
| |||
на упоре | кгс (н) | 800 (7845) | |||
на резце | кгс (н) | 600 (5884) | |||
поперечное |
|
| |||
на упоре | кгс (н) | 460 (4510) | |||
на резце | кгс (н) | 360 (3530) | |||
Мощность электродвигателя главного привода: | |||||
основное исполнение | кВт | 11 | |||
по особому заказу | кВт | 7,5 | |||
Габариты и масса | |||||
Габарит станка: | |||||
длина | мм | 3195 | 2505 | 3195 | |
| мм | 3795 | 2795 | 3795 | |
ширина | мм | 1190 | 1240 | ||
высота | мм | 1500 | |||
Масса станка: | |||||
| кг | 2835 | 2835 | 2945 | 2925 |
| кг | 3005 | 3010 | 3110 | 3095 |
| кг | 3225 | — | 3335 | 3315 |
| кг | 3685 | — | 3695 | 3775 |
Параметры обрабатываемой детали | |||||
Наибольший диаметр изделия, устанавливаемого над станиной | мм | 400 | 500 | ||
Наибольший диаметр обработки над поперечными салазками суппорта | мм | 220 | 290 | ||
Наибольший диаметр изделия, устанавливаемого над выемкой в станине | мм | — | 630 | ||
Наибольший диаметр прутка, проходящего через отверстие в шпинделе | мм | 53 | |||
Наибольшая длина обтачивания: | |||||
| мм | 645 | |||
| мм | 935 | |||
| мм | 1335 | — | 1335 | |
| мм | 1935 | — | 1935 | |
Расстояние от торца фланца шпинделя до правого края выемки | мм | — | 298 | — | |
Длина выемки | мм | — | 305 | — | |
Пределы шагов нарезаемых резьб: | |||||
метрических | мм | 0,5—112 | |||
модульных | модуль | 0,5—112 | |||
дюймовых | число ниток на 1″ | 56—0,5 | |||
питчевых | питч | 56—0,5 | |||
Максимально допустимая масса изделия устанавливаемого: |
|
| |||
в патроне | кт | 200 | |||
в центрах | кт | 460 | |||
| кг | 650 | |||
| кг | 900 | |||
| кг | 1300 | |||
Шпиндель | |||||
Конец шпинделя по ГОСТ 12593—72 |
| 6К | |||
Диаметр шпиндельного фланца | мм | 170 | |||
Коническое отверстие ГОСТ 2847—67 |
| Морзе № 6 | |||
Диаметр сквозного отверстия | мм | 52 | |||
Суппорт | |||||
Наибольшая длина продольного перемещения | мм | 645, 935, 1335, 1935 | |||
Наибольшая длина поперечного перемещения | мм | 300 | |||
Скорость быстрых перемещений: |
|
| |||
продольных | мм/мин | 3800 | |||
поперечных | мм/мин | 1900 | |||
Максимально допустимая скорость перемещений при работе по упорам | мм/мин | 250 | |||
Минимально допустимая скорость перемещения каретки | мм/мин | 10 | |||
Цена одного деления лимба: |
|
| |||
продольного перемещения | мм | 1 | |||
поперечного перемещения | мм | 0,05 на диаметр обрабатываемого изделия | |||
Резцовые салазки | |||||
Шкала угла поворота | град | ±90 | |||
Цена одного деления шкалы поворота | град | 1 | |||
Наибольшая длина перемещения | мм | 150 | |||
Цена одного деления лимба | мм | 0,05 | |||
Индексируемая резцовая головка | |||||
Количество фиксированных позиций |
| 4 | |||
Число резцов, одновременно устанавливаемых в резцедержателе |
| 4 | |||
Наибольшее сечение державки резца | мм | 25×25 | |||
Высота от опорной поверхности резца до оси центров | мм | 25 | |||
Задняя бабка | |||||
Коническое отверстие в пииоли ГОСТ 2847—67 |
| Морзе № 5 | |||
Наибольшее перемещение пиноли | мм | 150 | |||
Цена одного деления лимба перемещения пиноли | мм | 0,1 | |||
Величина, поперечного смещения корпуса | мм | ±15 | |||
Рисунок — эскиз шпинделя
Рисунок — 16к20 эскиз суппорта
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника.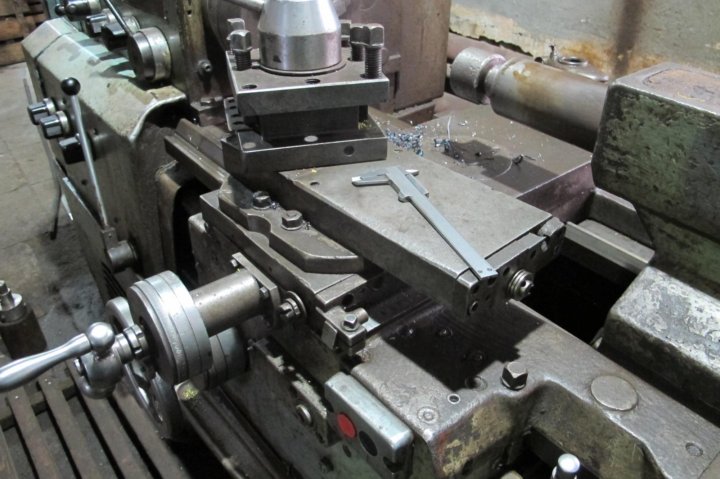 Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.

- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Настройка токарного станка на нарезание резьбы
При нарезании резьб уравнения кинематических цепей составляют исходя из условия, что за один оборот шпинделя инструмент должен переместиться в направлении подачи на величину шага Рр нарезаемой резьбы.
Запишем уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
При нарезании модульной резьбы с минимальным шагом в данное уравнение вместо сменных колес z = 40—73, 73—64 следует подставить колеса z = 60—73, 86—36. Уравнение кинематического баланса для нарезания дюймовой резьбы в общем виде:
Настройка современного универсального токарно-винторезного станка 1К620
на нарезание резьбы сводится к настройке приводов главного движения и движения подачи.
Настройка коробки подач на шаг нарезаемой резьбы в большинстве случаев осуществляется с помощью таблицы, укрепленной на станке, или по паспорту.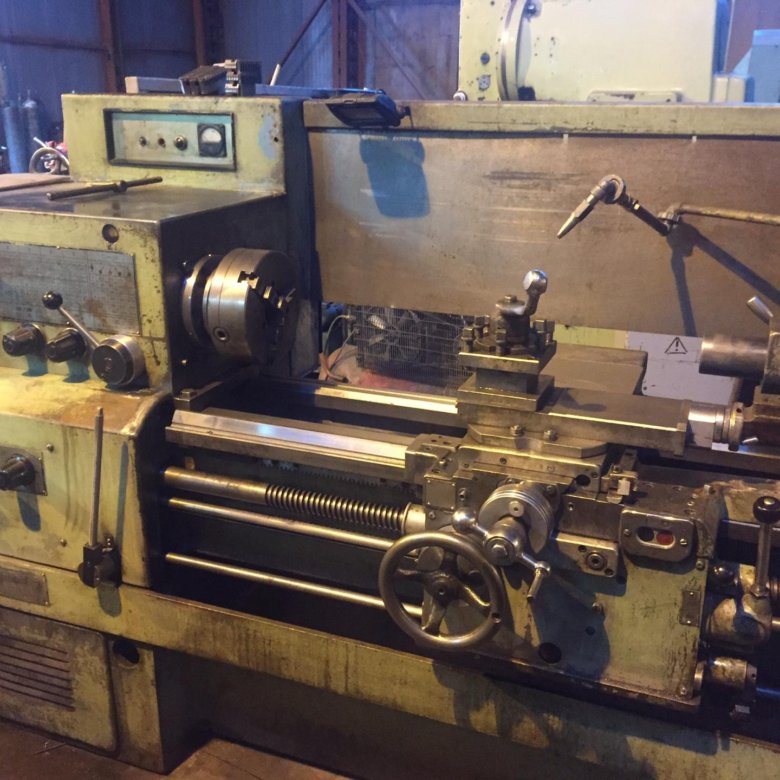
Рукоятки управления коробки подач устанавливают в положение, указанное в таблице, а реверс ходового винта — в положение, соответствующее нарезанию правой или левой резьбы, и при необходимости включают звено увеличения шага резьбы.
Вращение от коробки подач сообщается ходовому винту, а включение продольного перемещения суппорта с резьбовым резцом происходит при замыкании разъемной маточной гайки.
При нарезании резьбы повышенной точности или с нестандартным шагом настройка цепи продольной подачи требует выполнения предварительных расчетов, иногда довольно сложных (например, при настройке винторезной цепи не коробкой подач, а гитарой сменных колес). В современных универсальных токарных станках предусмотрена возможность полного отключения коробки подач; ведомый вал гитары при этом соединяется напрямую с ходовым винтом станка. В этих случаях требуется подобрать сменные колеса из имеющихся в комплекте станка или изготовить дополнительные. Подбор числа зубьев сменных колес можно вести двумя способами.
При первом способе рычаги коробки подач ставятся в положение, при котором нарезаемый шаг равен шагу ходового винта станка. Таким образом, передаточное число равно шагу нарезаемого винта, деленному на шаг ходового винта. В случаях, когда числитель или знаменатель передаточного числа простой дроби будет иметь множители, неудобные для преобразования их в числа зубьев сменных зубчатых колес, расчет следует вести по таблицам передаточных чисел.
При втором способе подбор сменных колес осуществляется по одному из передаточных чисел сменных колес, имеющихся в наличии (хотя бы и с других станков), или по передаточному числу коробки подач.
Если необходимо изготовить резьбу с малыми допусками по шагу, а ходовой винт станка имеет погрешность при изготовлении, то подбор выполняют приближенными методами.
Кинематическая схема токарно-винторезного станка 16к20
Кинематическая схема токарно-винторезного станка 16к20
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.

- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).

- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач.
 Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции. - Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
16К20 (РМЦ 1000 мм) комплект лінійок і УЦІ Ditron для токарного верстата на 2 осі
Цена с НДС
Під замовлення16К20, 2 осі, РМЦ 1000 мм, 5 мкм. набір лінійок і УЦІ Ditron на токарний станок
20 217 грн/комплект
Купити
+380 (98) 753-31-67
Киевстар
+380 (95) 811-30-72
МТС
+380 (56) 767-39-45
+380 (56) 790-00-45
Опис
Характеристики
Інформація для замовлення
- DC10-320 — оптична лінійка з довжиною виміру 320 мм.
 , дискретність 5 мкм., для контролю Пересування поперечних салазок суппорту (8 X)
, дискретність 5 мкм., для контролю Пересування поперечних салазок суппорту (8 X) - DC10-1100 — оптична лінійка з довжиною виміру 1100 мм., дискретність 5 мкм., для контролю Поперечний рух каретки суппорту (ось Z)
- D60-2 дво-координатний Пристрій цифрової індикації, повнорозмірне УЦІ в металевому корпусі, з розширеним функціоналом, обладнано повноцінною клавіатурою і 7-ими розрядним ЖКИ дисплеїм зеленого свічки
- Кронштейни і кріпильні елементи для встановлення лінійок і УЦІ
- Інструкція по монтажу і підручнику користувача.
Ви можете самостійно встановити цей комплект на своє обладнання, або Надіслати запит на встановлення Заповніть форму за посиланням.
Експерти ОО «ТП «Станкоресурс» у стиснуті терміни виконують Основний монтаж, з’ єднання і налаштування цього набору.
Ознайомиться з короткою Відеоіструкцій за допомогою монтажу лінійних перетворень Ви можете в розділі «Статті«На нашому веб-сайті чи Перейшовши за цією посилання
Важно!
Перед купівлею комплекту обов’ язково Проконсультуйтеся з нашими спеціалістами, або, Переконайтеся, що межі пересування виконавчих органів верстата не перевищує межі виміру ліішек, які вказано в цьому реченні, а габарити місця установки дозволяють закріпити корпус лінійки згідно інструкції!
TYDEX Facility
Производственные мощности Tydex занимают 1500 квадратных метров и состоят из следующих отделов: производство оптических компонентов, оптическое покрытие, производство устройств и исследования и разработки.
Исследования и разработки сосредоточены в двух ключевых областях: производство и исследование оптических компонентов, разработка и производство терагерцовых приборов, устройств и компонентов.
Оптическое производство является основным отделом, подразделяющимся на несколько участков.
Металлообрабатывающий участок состоит из двух участков. Первый отвечает за изготовление специальной оснастки для производства оптических компонентов (рис. 1, 2). Второй изготавливает различные детали и узлы приборостроения из различных металлов (титан, нержавеющая и инструментальная сталь, латунь, дюралюминий, неметаллические материалы). В парк оборудования входят токарные и фрезерные станки производства JET, ИЖ350 и 16К20 российского производства, обеспечивающие возможности резки металла (до 200 мм), токарной обработки (до 350 мм), сферической токарной обработки (до 250 мм), фрезерной обработки. (до 250 мм) и бурение. Профиль соответствует следующим требованиям точности: допуск на линейные размеры ±10 мкм, допуск на угловые размеры ±20′, шероховатость поверхности Ra 0,8.
Рис.1
Рис.2
Участок подготовки оптических заготовок выполняет резку (рис. 3, 4) шлифовку (рис. 5), округление и галтовку оптических материалов, решая большинство задач подготовки к последующее изготовление призм, линз, клиньев, зеркал размером от 2 до 220 мм, а также шаровидных линз с минимальным диаметром менее 1,5 мм. Кристаллические материалы режут кольцевым отрезным станком Алмаз-6М, а стекло – периферийно-ножевым станком. Заготовки шлифуют плоскошлифовальными машинами с использованием рыхлого абразива (кремния или карбида бора) или алмазного инструмента. Сферическое шлифование производят на шлифовальных станках АШС-35 и АШС-70. Закругление производится круглошлифовальными машинами: бесцентровой БШС10 и центровой 3А-110. Степень точности округления до 20 мкм. Сферические заготовки изготавливаются на собственном оборудовании.
3, 4) шлифовку (рис. 5), округление и галтовку оптических материалов, решая большинство задач подготовки к последующее изготовление призм, линз, клиньев, зеркал размером от 2 до 220 мм, а также шаровидных линз с минимальным диаметром менее 1,5 мм. Кристаллические материалы режут кольцевым отрезным станком Алмаз-6М, а стекло – периферийно-ножевым станком. Заготовки шлифуют плоскошлифовальными машинами с использованием рыхлого абразива (кремния или карбида бора) или алмазного инструмента. Сферическое шлифование производят на шлифовальных станках АШС-35 и АШС-70. Закругление производится круглошлифовальными машинами: бесцентровой БШС10 и центровой 3А-110. Степень точности округления до 20 мкм. Сферические заготовки изготавливаются на собственном оборудовании.
Рис. 3
РИС. станки и инструменты, способные обрабатывать сферические детали до 200 мм и плоские детали до 250 мм (рис. 6-9). Обработка оптических компонентов может быть достигнута со следующей точностью длины волны при 633 нм: внеплоскостная погрешность L/10, локальная погрешность L/20 для плоских поверхностей и L/5 для сферических поверхностей, качество поверхности 10/5scr/dig MIL (класс 2 по ГОСТ 11141-84). Подробное описание наших возможностей по материалам, формам, точности и качеству поверхности смотрите в нашем каталоге продукции. Детали размером более 250 мм изготавливаются в сотрудничестве с нашими субподрядчиками. Разработаны процессы химико-механической обработки различных кристаллических материалов (Ge, Si, ZnSe, ZnS, CaF 2 , BaF 2 и др.) и серийное производство шаровидных линз из этих материалов являются нашими ключевыми конкурентными преимуществами, как по качеству изготовления, так и по срокам изготовления.
Подробное описание наших возможностей по материалам, формам, точности и качеству поверхности смотрите в нашем каталоге продукции. Детали размером более 250 мм изготавливаются в сотрудничестве с нашими субподрядчиками. Разработаны процессы химико-механической обработки различных кристаллических материалов (Ge, Si, ZnSe, ZnS, CaF 2 , BaF 2 и др.) и серийное производство шаровидных линз из этих материалов являются нашими ключевыми конкурентными преимуществами, как по качеству изготовления, так и по срокам изготовления.
Fig. 6
Fig. 7
Fig. 8
Fig. 9
Optics quality control section is equipped с помощью различных инструментов, необходимых для проверки соответствия всех характеристик изготовленных компонентов с соответствующей точностью (рис. 10-13).
Рис. 10
10
РИС. -5 угловых секунд спецификации (по Г5М), линейные размеры до 0,2 мкм (по ИЗВ-5), качество поверхности до 1/10 длины волны при 633 нм (по интерферометру). Интерферометрические измерения плоских поверхностей до 200 мм производятся двумя модифицированными интерферометрами ИТ-200 (рис. 15-17), а также ИТ-70 и нашим фирменным ИФЛ-200 (рис. 13). Все приборы проходят метрологическую аттестацию в РосТест и имеют необходимые сертификаты. Сферические поверхности проверяются на месте с использованием 2500 плоскостей. Окончательный контроль проводят интерферометром FTI-100 (ЗАО «Дифракция») с использованием стандартных объективов фирмы MPF (Германия).
Также в состав производства входит участок изготовления оптических деталей из кристаллов соли. Линзы, призмы, клинья и окна могут изготавливаться из KBr, NaCl и KCl со следующими характеристиками:
— точность отделки – 2L@633,
— качество поверхности 5 класс по ГОСТ 11141-84,
— допуск на габаритные и линейные размеры ± 0,1 мм,
— допуск на угловой размер 5′.
Рис. 14
Рис. 15
Рис. 16
Рис. 17
Департамент покрытия оснащен белорусскими модульными VU-1AI и VU-2MI Vacuum Pacuum Units (фиг. 18-21). Рис. 18-21). , BAK-750 (Швейцария) и UVP-3 (собственная), которые можно использовать для нанесения диэлектрических и металлических покрытий в диапазоне длин волн от 190 нм до 3000 мкм. В установках используется очистка поверхности ионным распылением и осаждение с помощью ионного луча. Спектральные параметры покрытий проверены на спектрофотометре Photon RT (EssentOptics (Беларусь)) в диапазоне длин волн 0,19.-1,1 мкм (рис. 22) и фурье-спектрометр Vertex 70 (Bruker) в диапазоне 0,9-700 мкм (рис. 23). Измерения выполняются в геометрии пропускания и отражения, включая, помимо прочего, поляризованный свет. Эти же приборы используются для входного спектрального контроля оптических материалов и готовых изделий без покрытия. Отдел также проводит экологические испытания покрытий, испытания на стойкость к истиранию, адгезию и т. д. (рис. 24).
Отдел также проводит экологические испытания покрытий, испытания на стойкость к истиранию, адгезию и т. д. (рис. 24).
Рис. 18
Fig. 19
Fig. 20
Fig. 21
Fig. 22
Fig. 23
Fig. 24
Второе ключевое направление нашей компании включает отделы исследований и разработок и устройств.
Отдел исследований и разработок разрабатывает новые компоненты, блоки и приборы для приложений терагерцовой фотоники. Он оснащен различными исследовательскими приборами, такими как специализированный терагерцовый ТДС-спектрометр К-15 фирмы Menlo Systems (Германия) (рис. 25), ИК-спектрометр Bruker Vertex 70 (Германия) (рис. 23), фемтосекундный ИК-импульсный лазер фирмы Avesta (рис. 23). Россия) и спектрофотометр Photon RT производства EssentOptics (Беларусь) (рис. 22). Указанные приборы обеспечивают возможность проведения спектроскопических исследований в широком диапазоне длин волн (19от 0 нм до 3000 мкм) в поляризованном и неполяризованном свете, под разными углами и геометрией (пропускание, отражение). При разработке прототипов сектор использует почти производственные возможности TYDEX. Для получения более подробной информации обратитесь в отдел исследований и разработок.
При разработке прототипов сектор использует почти производственные возможности TYDEX. Для получения более подробной информации обратитесь в отдел исследований и разработок.
Рис. терагерцовых импульсов, сканирующие терагерцовые интерферометры Фабри-Перо, предназначенные для измерения длины волны и интенсивности узкополосного терагерцового излучения, терагерцовые аттенюаторы и другие приборы и устройства, работающие в терагерцовом диапазоне длин волн. Более подробный обзор наших ТГц продуктов см. в разделах ТГц устройства и ТГц оптика.
Наши производственные процессы включают, помимо прочего, синтез органических пленок с последующим вакуумным напылением покрытия, сборку деталей в вакууме (рис. 26), настройку и регулировку компонентов (рис. 27), сборку и калибровку инструментов (рис. 28). и многие другие мероприятия.
В производственных процессах используется электронное оборудование НР/Agilent, Thorlabs, Ircon, Velleman, специализированное вакуумное оборудование на базе компонентов BOC Edwards, система виброзащиты Standa, высокоочищенные расходные материалы (газы, полимеры и растворители).
Рис. 26
Рис. 27
Рис. 28
ОПТИК Терагерцовый спектрометр ITS-2
Компания TYDEX модифицировала импульсный терагерцовый спектрометр ITS-1 и создала новую модель — ITS-2, которая представляет собой комплексное решение для широкополосной терагерцовой спектроскопии во временной области.
16-ХХ | Ассоциативные кольца и алгебры {Для коммутативного случая см. 13-ХХ } |
| 16-00 | Общие справочные издания (справочники, словари, библиографии и т.д.) |
| 16-01 | Учебная экспозиция (учебники, учебные пособия и т.д.) |
| 16-02 | Научная экспозиция (монографии, обзорные статьи) |
| 16-03 | Исторические {!также должен быть присвоен хотя бы один классификационный номер из раздела 01} |
| 16-04 | Явные машинные вычисления и программы (не теория вычислений или программирование) |
| 16-06 | Труды, конференции, сборники и т. д. д. |
16Bxx | Общее и разное |
| 16Б50 | Категорийные методы и результаты {!за исключением 16Д90 , 16E10 } [Смотрите также |
| 16Б70 | Приложения логики [Смотрите также 03Cxx ] |
| 16B99 | Ничего из вышеперечисленного, но в этом разделе |
16Dxx | Модули, бимодули и идеалы |
| 16Д10 | Общая теория модулей |
| 16Д20 | Бимодули |
| 16Д25 | Идеалы |
| 16Д30 | Бесконечномерные простые кольца (кроме как в 16Кхх) |
| 16Д40 | Свободные, проективные и плоские модули и идеалы [Смотрите также 19А13] |
| 16Д50 | Инъективные модули, самоинъективные кольца [Смотрите также 16L60] |
| 16Д60 | Простые и полупростые модули, примитивные кольца и идеалы |
| 16Д70 | Структура и классификация {!кроме как в 16Gxx}, прямое разложение суммы, сокращение |
| 16Д80 | Другие классы модулей и идеалов [Смотрите также 16G60] |
| 16Д90 | Категории модулей [Смотрите также 16Gxx , 16С90]; |
| 16Д99 | Ничего из вышеперечисленного, но в этом разделе |
16Exx | Гомологические методы {О коммутативных кольцах см.  13Dxx ; общие категории см. 18Gxx } |
| 16E05 | Сизигии, разрешения, комплексы |
| 16E10 | Гомологическая размерность |
| 16E20 | группы Гротендика, $K$-теория и т.д. [Смотрите также 18Ф30 , 19Axx , 19D50 ] |
| 16E30 | Гомологические функторы на модулях (Tor, Ext и др.) |
| 16Е40 | (Ко)гомологии колец и алгебр (например, гохшильдовские, циклические, диэдральные и т. д.) |
| 16Э45 | Дифференциально-градуированные алгебры и приложения |
| 16Е50 | Регулярные кольца фон Неймана и их обобщения |
| 16Е60 | Полунаследственные и наследственные кольца, свободные идеальные кольца, кольца Сильвестра и др. |
| 16Е65 | Гомологические условия на кольцах (обобщения регулярных колец Горенштейна, колец Коэна-Маколея и др.) |
| 16E99 | Ничего из вышеперечисленного, но в этом разделе |
16Gxx | Теория представлений колец и алгебр |
| 16G10 | Представления артиновых колец |
| 16G20 | Представления колчанов и частично упорядоченных множеств |
| 16Г30 | Представления порядков, решеток, алгебр над коммутативными кольцами [Смотрите также 16H05] |
| 16Г50 | Модули Коэна-Маколея |
| 16G60 | Тип представления (конечный, ручной, дикий и т.д.) |
| 16G70 | Последовательности Auslander-Reiten (почти разделенные последовательности) и колчаны Auslander-Reiten |
| 16G99 | Ничего из вышеперечисленного, но в этом разделе |
| 16H05 | Порядки и арифметика, сепарабельные алгебры, алгебры Адзумая [Смотрите также 11Р52 , 11Р54 , 11С45 ] |
16кхх | Кольца с делением и полупростые кольца Артина [Смотрите также 12Е15 , 15А30] |
| 16К20 | конечномерный {Для скрещенных продуктов см.  16С35 } |
| 16К40 | Бесконечномерный и общий |
| 16К50 | группы Брауэра [Смотрите также 12G05 , 14F22 ] |
| 16К99 | Ничего из вышеперечисленного, но в этом разделе |
16Lxx | Локальные кольца и обобщения |
| 16Л30 | Некоммутативные локальные и полулокальные кольца, совершенные кольца |
| 16Л60 | Кольца квазифробениуса [Смотрите также 16Д50] |
| 16Л99 | Ничего из вышеперечисленного, но в этом разделе |
16Nxx | Радикалы и радикальные свойства колец |
| 16Н20 | Радикал Джекобсона, квазиумножение |
| 16Н40 | Ниль- и нильпотентные радикалы, множества, идеалы, кольца |
| 16Н60 | Первичные и полупервичные кольца [Смотрите также 16Д60 , 16U10 ] |
| 16Н80 | Общие радикалы и кольца {О радикалах в категориях модулей см.  16С90 } |
| 16Н99 | Ничего из вышеперечисленного, но в этом разделе |
16Pxx | Цепные условия, условия роста и другие формы конечности |
| 16П10 | Конечные кольца и конечномерные алгебры {Для полупростых см. 16К20 ; для коммутативного см. 11Txx , 13Mxx } |
| 16П20 | Артиновы кольца и модули |
| 16П40 | Нётеровы кольца и модули |
| 16П50 | Локализация и нётеровы кольца [Смотрите также 16U20 ] |
| 16П60 | Цепные условия на аннуляторах и слагаемых: условия типа Голди [Смотрите также 16У20], Измерение Крулля |
| 16П70 | Цепные условия на другие классы подмодулей, идеалов, подколец и т. д.; когерентность д.; когерентность |
| 16П90 | Скорость роста, размерность Гельфанда-Кириллова |
| 16П99 | Ничего из вышеперечисленного, но в этом разделе |
16Rxx | Кольца с полиномиальной идентичностью |
| 16R10 | $T$-идеалы, тождества, многообразия колец и алгебр |
| 16R20 | Полупростой пи.и. Кольца, кольца, вложимые в матрицы над коммутативными кольцами |
| 16R30 | Кольца следов и теория инвариантов |
| 16Р40 | Тождества, отличные от тождеств матриц над коммутативными кольцами |
| 16Р50 | Другие виды тождеств (обобщенные полиномиальные, рациональные, инволюционные) |
| 16Р99 | Ничего из вышеперечисленного, но в этом разделе |
16схх | Кольца и алгебры, возникающие при различных конструкциях |
| 16С10 | Кольца, определяемые универсальными свойствами (свободные алгебры, копроизведения, присоединение обратных и т. д.) д.) |
| 16С15 | Конечное порождение, конечная представимость, нормальные формы (алмазная лемма, переписывание терминов) |
| 16С20 | Централизация и нормализация расширений |
| 16С30 | Универсальные обертывающие алгебры алгебр Ли [См. в основном 17B35 ] |
| 16С32 | Кольца дифференциальных операторов [Смотрите также 13Н10 , 32С38 ] |
| 16С34 | Групповые кольца [Смотрите также 20C05 , 20C07 ], |
| 16С35 | Скрученные и косые групповые кольца, скрещенные произведения |
| 16С36 | Обыкновенные и косые кольца полиномов и полугрупповые кольца [Смотрите также 20М25 ] |
| 16С37 | Квадратичные алгебры и алгебры Кошуля |
| 16С38 | Кольца, возникающие из некоммутативной алгебраической геометрии |
| 16С40 | Разбейте продукты общего действия Хопфа [Смотрите также 16W30] |
| 16С50 | Кольца эндоморфизмов; матричные кольца [Смотрите также 15-ХХ] |
| 16С60 | Кольца функций, подпрямые произведения, пучки колец. |
| 16С70 | Расширения колец идеалами |
| 16С80 | Деформации колец [Смотрите также 13Д10 , 14Д15] |
| 16С90 | Максимальное кольцо частных, теории кручения, радикалы на модульных категориях [Смотрите также 13Д30 , 18E40 ] {О радикалах колец см. |
| 16С99 | Ничего из вышеперечисленного, но в этом разделе |
16Uxx | Условия для элементов |
| 16U10 | Интегральные домены |
| 16U20 | \Рудные кольца, мультипликативные множества, \Рудная локализация |
| 16У30 | Делимость, некоммутативные UFD |
| 16У60 | Юниты, группы юнитов |
| 16У70 | Центр, нормализатор (инвариантные элементы) |
| 16У80 | Обобщения коммутативности |
| 16U99 | Ничего из вышеперечисленного, но в этом разделе |
16Wxx | Кольца и алгебры с дополнительной структурой |
| 16W10 | Кольца с инволюцией: Ли, Жордан и другие неассоциативные структуры [Смотрите также 17Б60 , 17С50 , 46Kxx ] |
| 16W20 | Автоморфизмы и эндоморфизмы |
| 16W22 | Действия групп и полугрупп; теория инвариантов |
| 16W25 | Выводы, действия алгебр Ли |
| 16W30 | Коалгебры, биалгебры, алгебры Хопфа [Смотрите также 57Т05 , 16С30 , 16С40]; |
| 16W35 | Кольцевые аспекты квантовых групп [Смотрите также 17Б37 , 20Г42 , 81R50] |
| 16W50 | Градуированные кольца и модули |
| 16W55 | «Супер» (или «косая») структура [Смотрите также 17А70 , 17С70 ] {О внешних алгебрах см. 15А66 } |
| 16W60 | Оценки, дополнения, формальные степенные ряды и связанные с ними построения [Смотрите также 13Jxx] |
| 16W70 | Фильтрованные кольца; фильтрационные и градуированные методы |
| 16W80 | Топологические и упорядоченные кольца и модули [Смотрите также 13Jxx] |
| 16W99 | Ничего из вышеперечисленного, но в этом разделе |
16Yxx | Обобщения {О неассоциативных кольцах см.  17-ХХ } |
| 16Y30 | Почти кольца [Смотрите также 12K05 ] |
| 16Y60 | Полукольца [Смотрите также 12К10 ] |
| 16Y99 | Ничего из вышеперечисленного, но в этом разделе |
| 16Z05 | Вычислительные аспекты ассоциативных колец [Смотрите также 68W30] |
 д.
д.Фланец JIS b2220 16k, стандартный фланец JIS 16k, размер фланца JIS 16k Pvt Ltd, хотел бы воспользоваться возможностью, чтобы представить в качестве ведущего
JIS B 2220 16K Фланец Размеры. Фланец JIS B 2220 16K имеется на складе или доступен в следующем диапазоне материалов и размеров для нефтяной, газовой, нефтехимической и смежных отраслей. Трубы с фланцем JIS B 2220 16K легко собираются и разбираются. Фланец SS JIS B 2220 16K может быть фланцем.
Содержание
- JIS B 2220 Фланец 16K Прайс-лист
- Спецификация фланца JIS B 2220 16K
- JIS B 2220 16K Материал фланца
- Размеры и вес фланца JIS B 2220 16K
- Калькулятор веса фланца JIS B 2220 16K
Фланец JIS B 2220 16K
Размеры фланца JIS B 2220 16K
Стандарты фланца JIS B 2220 16K
Как размеры фланца JIS B 2220 16K. мы предлагаем эти фланцы из нержавеющей стали JIS B 2220 16K rjt, глухие фланцы из углеродистой стали JIS B 2220 16K, фланцы с приварной горловиной из легированной стали JIS B 2220 16K, накидные фланцы из нержавеющей стали JIS B 2220 16K, фланцы с раструбной сваркой из углеродистой стали JIS B 2220 16K во всех стандартах, в которых общие мировые стандарты включают ANSI/ASME (США), BS10 (британский/австралийский), PN/DIN (европейский) и JIS/KS (японский/корейский).
мы предлагаем эти фланцы из нержавеющей стали JIS B 2220 16K rjt, глухие фланцы из углеродистой стали JIS B 2220 16K, фланцы с приварной горловиной из легированной стали JIS B 2220 16K, накидные фланцы из нержавеющей стали JIS B 2220 16K, фланцы с раструбной сваркой из углеродистой стали JIS B 2220 16K во всех стандартах, в которых общие мировые стандарты включают ANSI/ASME (США), BS10 (британский/австралийский), PN/DIN (европейский) и JIS/KS (японский/корейский).
Получите подходящие фланцы JIS B 2220 16K от производителей в ОАЭ, Индии, Катаре, Сингапуре, Дубае, Великобритании, Австралии и Южной Африке.
Сэкономьте до 40 % на фланцах из углеродистой стали JIS B 2220 16K. Посетите завод производителей фланцев JIS из нержавеющей стали B 2220 16K в Индии, запросите бесплатный образец фланцев из легированной стали JIS B 2220 16K.
Прейскурант фланцев JIS
| JIS B 2220 16K Тип фланца | JIS B 2220 16K Фланец Цена в Индии | Фланец JIS B 2220 16K Цена в долларах США | JIS B 2220 16K Фланец Цена в дирхамах ОАЭ |
|---|---|---|---|
| Фланец JIS B 2220 16K | 138,08 индийских рупий / | 2 доллара США/кг | 7,35 дирхама ОАЭ |
| JIS B 2220 16K Стандартная пластина Плоский фланец | 218,86 индийских рупий / | 3,17 долл. США / 9 кг0250 США / 9 кг0250 | 11,64 дирхама ОАЭ |
| JIS B 2220 Глухой фланец из нержавеющей стали 16K | 222,31 индийских рупий / | 3,22 доллара США за кг | 11,83 дирхама ОАЭ |
| Фланец | 1380,83 индийских рупий / | 20 долларов США/кг | 73,46 дирхама ОАЭ |
Обратите внимание, что это приблизительная стоимость фланца JIS B 2220 16K в Индии. Для получения окончательной цены на фланец JIS B 2220 16K в Индии, пожалуйста, напишите нам.
Спецификация фланца JIS B 2220 16K
| ASME B16.5 JIS B 2220 Таблица размеров фланца 16K | от 1/2″ (15 НБ) до 48″ (1200 НБ) DN10~DN5000 |
|---|---|
| Стандарты фланцев JIS B 2220 16K | ANSI/ASME B16.5, B16.47 серии A и B, B16. 48, BS4504, BS 10, EN-1092, DIN, фланцы ASME, фланцы ASME, фланцы BS, фланцы DIN, фланцы EN, фланцы ГОСТ, ASME /АСМЭ Б16.5/16.36/16.47А/16.47Б, МСС С44, ИСО70051, ДЖИСБ2220, БС1560-3.1, АПИ7С-15, АПИ7С-43, АПИ605, ЭН1092 48, BS4504, BS 10, EN-1092, DIN, фланцы ASME, фланцы ASME, фланцы BS, фланцы DIN, фланцы EN, фланцы ГОСТ, ASME /АСМЭ Б16.5/16.36/16.47А/16.47Б, МСС С44, ИСО70051, ДЖИСБ2220, БС1560-3.1, АПИ7С-15, АПИ7С-43, АПИ605, ЭН1092 |
| JIS B 2220 16K Номинальное давление фланца ANSI | Класс 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов, 1500 фунтов, 2500 фунтов |
| JIS B 2220 16K Расчет давления фланца по DIN | 6Бар 10Бар 16Бар 25Бар 40Бар / PN6 PN10 PN16 PN25 PN40, PN64 |
| JIS | 5К, 10К, 16К 20К, 30К, 40К, 63К |
| УНИ | 6 бар 10 бар 16 бар 25 бар 40 бар |
| ЕН | 6 бар 10 бар 16 бар 25 бар 40 бар |
| Покрытие | Черная масляная краска, антикоррозийная краска, оцинкованная, желтая прозрачная, холодная и горячая оцинковка погружением |
| Наиболее распространенные типы фланцев JIS B 2220 16K | Кованые / Резьбовые / Резьбовые / Пластинчатые |
| Сертификаты испытаний | ЕН 10204/3. 1В 1В Сертификат сырья Отчет о 100% рентгенографии Отчет об инспекции третьей стороной и т. д. |
| Производственная техника |
|
| Соединительный/фланцевый тип | Фланцы с выступом (RF), Фланцы с кольцевым соединением (RTJ), Фланцы с плоским торцом (FF), Большие фланцы с наружной и внутренней резьбой (LMF), Фланцы с торцевым соединением внахлестку (LJF), Малые фланцы с наружной и внутренней резьбой (SMF), Фланцы с малым язычком, Фланцы с большим гребнем и канавкой |
| Специальное исполнение | По вашему чертежу AS, ANSI, BS, DIN и JIS |
| Тест | Спектрограф прямого считывания, машина для гидростатических испытаний, рентгеновский детектор, ультразвуковой дефектоскоп UI, детектор магнитных частиц |
| Оборудование | Пресс-машина, гибочная машина, толкающая машина, электрическая машина для снятия фаски, пескоструйная машина и т. д. д. |
| Происхождение | Индия / Западная Европа / Япония / США / Корея |
| Производитель | ASME DIN, ГОСТ, JIS, UNI, BS, AS2129, AWWA, EN, SABS, NFE и т. д.
|
| Фланец JIS B 2220 16K Использование и применение |
|
| Экспорт в | Ирландия, Сингапур, Индонезия, Украина, Саудовская Аравия, Испания, Канада, США, Бразилия, Таиланд, Корея, Иран, Индия, Египет, Оман, Дубай, Перу и т. д. |
| Сертификаты испытаний материалов (MTC) в соответствии с EN 10204 3.1 и EN 10204 3.2, сертификаты испытаний, подтверждающие NACE MR0103, NACE MR0175 | |
 36, АСМЭ Б16.48
36, АСМЭ Б16.48
Материал фланца JIS B 2220 16K
Престижное качество JIS B 2220 16K Производители фланцев в Индии предлагают эти фланцы из углеродистой стали JIS B 2220 16K в соответствии со стандартами DIN, EN, BS, ISO, JIS или ASME.
| Фланец | ASTM/ASME A/SA105 A/SA105N и A/SA216-WCB, DIN 1.0402, DIN 1.0460, DIN 1.0619, штамповая сталь, ASTM A105 / ASME SA105, A105N, ASTM A350 LF2 / ASME SA350, высокопрочная углеродистая сталь ASTM A694/А694 (Ф52 Ф56 Ф60 Ф65 Ф70 Ф80) |
| Нержавеющая сталь JIS B 2220 16K Фланец | ASTM/ASME A/SA182 F304, F304L, F316, F316L, ASTM/ASME A/SA351 CF8, CF3, CF8M, CF3M, DIN 1,4301, DIN 1,4306, DIN 1,4401, DIN 1,4404, DIN 1,4308, DIN 1,4408, DIN 1,4406 DIN 1. 4409 4409 |
| фланец легированной стали JIS B 2220 16K | ASTM A182 / ASME SA182 F5, F9, F11, F12, F22, F91 |
| Титан JIS B 2220 16K Фланец | ASTM B381 / ASME SB381, титан Gr. 1, титан гр. 2, титан гр. 4, титан гр. 5, титан гр. 7 ASTM R50250/GR.1 | R50400/GR.2 | R50550/GR.3 | R50700/GR.4 | ГР.6 |R52400/ГР.7 | R53400/GR.12 | R56320/GR.9 |R56400/GR.5 |
| Медь JIS B 2220 16K Фланец | Т1, Т2, К10100, К10200, К10300, К10400, К10500, К10700, К10800, К10910,C10920, TP1, TP2, C10930, C11000, C11300, C11400, C11500, C11600, C12000,C12200, C12300, TU1, TU2, C12500, C14200, C14420, C14500, C14510, C14520, C14530, C17200, C19200, C21000, C23000, C26000, C27000, C27400, C28000, C33000, C33200, C37000, C44300, C44400, C44500, C60800, C63020, C68700, C70400, C70600, C70620, C7150, C70250, C72050, C72050, C72050, C72050, C72050, C70250, C72020, C70400, C72050, C70250, C70400, C720500, C70250, C70400, C70600, C70250, C70400, C70600, C70250, C70400, C70600, C70620, C70250, C70400, C70600. |
| Медный никель JIS B 2220 16K Фланец | ASTM / ASME SB 61/62/151/152, Медь Никель 90/10 (К70600), медно-никелевый сплав 70/30 (К71500), УНС К71640 |
| Латунь JIS B 2220 16K Фланец | 3602/2604/Х59/Х62/и т. д. |
| Инконель JIS B 2220 16K Фланец | ASTM B564 / ASME SB564, Inconel 600, 601, 625, 718, 783, 690, x750 JIS B 2220 16K Фланец |
| Hastelloy JIS B 2220 16K Фланец | ASTM B564 / ASME SB564, Hastelloy C276 (UNS N10276), C22 (UNS N06022), C4, C2000, B2, B3, фланцы X |
| Монель JIS B 2220 16K Фланец | ASTM B564 / ASME SB564, монель 400 (UNS № N04400), монель 500 (UNS № N05500) |
| Сплав 20 JIS B 2220 16K Фланец | ASTM B462 / ASME SB462, сплав Carpenter® 20, сплав 20Cb-3 |
| Алюминий JIS B 2220 16K Фланец | 5052 /6061/ 6063 / 2017 / 7075 / и т. д. д. |
| Никель JIS B 2220 16K Фланец | ASTM B564 / ASME SB564, никель 200, никель 201, никель 205, никель 205LC |
| Дуплекс JIS B 2220 16K Фланец | S31803 / S32205 A182 Гр F51 / F52 / F53 / F54 / F55 / F57 / F59 / F60 / F61 |
| Супердуплекс JIS B 2220 16K Фланец | S32750 / S32760 A182 Гр F51 / F52 / F53 / F54 / F55 / F57 / F59 / F60 / F61 |
| Инколой JIS B 2220 16K Фланец | ASTM B564 / ASME SB564, Инколой 800, 800H, 800HT (UNS N08800), 825 (UNS N08825), 925 Фланцы |
| 254 Smo JIS B 2220 16K Фланец | ASTM A182 / ASME SA182, SMO 254/6Mo, UNS S31254, DIN 1.4547 |
| Нимоник JIS B 2220 16K Фланец | Нимоник 75, Нимоник 80А, Нимоник 90 |
| Другое JIS B 2220 16K Материал фланца | Оловянная бронза, Алюминиевая бронза, Свинцовая бронза |
Red Earth Steels Pvt Ltd является производителем и дистрибьютором фланцев из нержавеющей стали
JIS B 2220 16K в Индии, сертифицированным по стандарту ISO
Red Earth Steels Pvt Ltd является производителем и поставщиком фланцев JIS B 2220 16K, предлагающих все рейтинги до 2500 #, создала дистрибьюторскую сеть более чем в 65 странах мира.
Таблица размеров и веса фланца JIS B 2220 16K
| Номинальный | Снаружи | Внутри | Снаружи | Размер фланца в разрезе | Отверстие под болт | Номинал | Прибл. | |||||||||
| Диам. из | Диам. из | Диам. из | Диам. из | т | Т | Диам. концентратора | р | Диам. из из | Диам. из | Болт. | Номер | Отверстие | Болт | Масса | ||
| Фланец | Сталь | Фланец | Фланец | и | б | Лицо | Выступ | Круг | Болт | Диам. | Размер | (кг) | ||||
| Труба | до | Д | ф | г | Диаметр | Отверстия | ч | БЛ | СОХ | |||||||
| 10 | 17,3 | 17,8 | 90 | 12 | 16 | 26 | 28 | 4 | 1 | 46 | 65 | 4 | 15 | М12 | 0,53 | 0,52 |
| 15 | 21,7 | 22,2 | 95 | 12 | 16 | 30 | 32 | 4 | 1 | 51 | 70 | 4 | 15 | М12 | 0,6 | 0,58 |
| 20 | 27,2 | 27,7 | 100 | 14 | 20 | 38 | 42 | 4 | 1 | 56 | 75 | 4 | 15 | М12 | 0,79 | 0,75 |
| 25 | 34 | 34,5 | 125 | 14 | 20 | 46 | 50 | 4 | 1 | 67 | 90 | 4 | 19 | М16 | 1,22 | 1,16 |
| 32 | 42,7 | 43,2 | 135 | 16 | 22 | 56 | 60 | 5 | 2 | 76 | 100 | 4 | 19 | М16 | 1,66 | 1,53 |
| 40 | 48,6 | 49,1 | 140 | 16 | 24 | 62 | 66 | 5 | 2 | 81 | 105 | 4 | 19 | М16 | 1,79 | 1,64 |
| 50 | 60,5 | 61.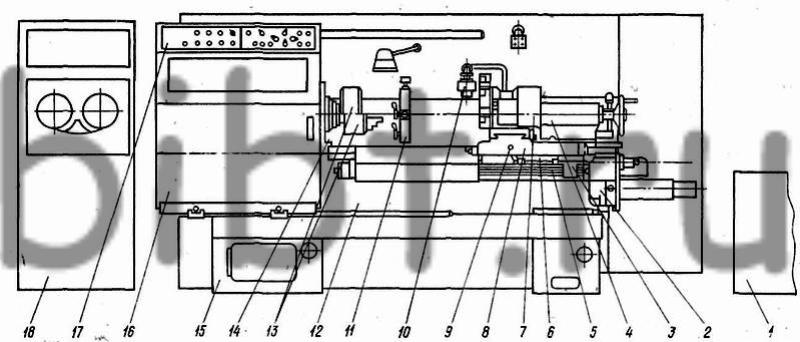 1 1 | 155 | 16 | 24 | 76 | 80 | 5 | 2 | 96 | 120 | 8 | 19 | М16 | 2,09 | 1,83 |
| 65 | 76,3 | 77,1 | 175 | 18 | 26 | 94 | 98 | 5 | 2 | 116 | 140 | 8 | 19 | М16 | 3,08 | 2,58 |
| 80 | 89.1 | 90 | 200 | 20 | 28 | 108 | 112 | 6 | 2 | 132 | 160 | 8 | 23 | М20 | 4,41 | 3,61 |
| -90 | 101,6 | 102,6 | 210 | 20 | 30 | 120 | 124 | 6 | 2 | 145 | 170 | 8 | 23 | М20 | 4,92 | 3,89 |
| 100 | 114,3 | 115,4 | 225 | 22 | 34 | 134 | 138 | 6 | 2 | 160 | 185 | 8 | 23 | М20 | 6,29 | 4,87 |
| 125 | 139,8 | 141,2 | 270 | 22 | 34 | 164 | 170 | 6 | 2 | 195 | 225 | 8 | 25 | М22 | 9. 21 21 | 7,09 |
| 150 | 165,2 | 166,6 | 305 | 24 | 38 | 196 | 202 | 6 | 2 | 230 | 260 | 12 | 25 | М22 | 12,7 | 9,57 |
| 200 | 216,3 | 218 | 350 | 26 | 40 | 244 | 252 | 6 | 2 | 275 | 305 | 12 | 25 | М22 | 18,4 | 12 |
| 250 | 267,4 | 269,5 | 430 | 28 | 44 | 304 | 312 | 6 | 2 | 345 | 380 | 12 | 27 | М24 | 30,4 | 20,1 |
| 300 | 318,5 | 321 | 480 | 30 | 48 | 354 | 364 | 8 | 3 | 395 | 430 | 16 | 27 | М24 | 40,5 | 24,3 |
| 350 | 355,6 | 358,1 | 540 | 34 | 52 | 398 | 408 | 8 | 3 | 440 | 480 | 16 | 33 | М30×3 | 57,5 | 34,4 |
| 400 | 406,4 | 409 | 605 | 38 | 60 | 446 | 456 | 10 | 3 | 495 | 540 | 16 | 33 | М30×3 | 81,7 | 47,4 |
| 450 | 457,2 | 460 | 675 | 40 | 64 | 504 | 514 | 10 | 3 | 560 | 605 | 20 | 33 | М30×3 | 107 | 61,8 |
| 500 | 508 | 511 | 730 | 42 | 68 | 558 | 568 | 10 | 3 | 615 | 660 | 20 | 33 | М30×3 | 132 | 73,7 |
| -550 | 558,8 | 562 | 795 | 44 | 70 | 612 | 622 | 10 | 3 | 670 | 720 | 20 | 39 | М36×3 | 163 | 87,9 |
| 600 | 609,6 | 613 | 845 | 46 | 74 | 666 | 676 | 10 | 3 | 720 | 770 | 24 | 39 | М36×3 | 192 | 98,4 |
| 650 | 660,4 | 664 | 895 | 48 | 77 | 704 | 726 | 10 | 5 | 770 | 820 | 24 | 39 | М36×3 | — | — |
| 700 | 711. 2 2 | 715 | 960 | 50 | 80 | 754 | 776 | 10 | 5 | 820 | 875 | 24 | 42 | М39×3 | — | — |
| 750 | 762 | 766 | 1020 | 52 | 83 | 806 | 832 | 10 | 5 | 880 | 935 | 24 | 42 | М39×3 | — | — |
| 800 | 812,8 | 817 | 1085 | 54 | 86 | 865 | 885 | 10 | 5 | 930 | 990 | 24 | 48 | М45×3 | — | — |
| 850 | 863,6 | 868 | 1135 | 56 | 89 | 916 | 936 | 10 | 5 | 980 | 1040 | 24 | 48 | М45×3 | — | — |
| 900 | 914,4 | 919 | 1185 | 58 | 93 | 968 | 986 | 10 | 5 | 1030 | 1090 | 28 | 48 | М45×3 | — | — |
| 1000 | 1016 | 1021 | 1320 | 62 | 99 | 1070 | 1098 | 12 | 5 | 1140 | 1210 | 28 | 56 | М52×3 | — | — |
| 1100 | 1117. 6 6 | 1123 | 1420 | 66 | 105 | 1180 | 1200 | 12 | 15 | 1240 | 1310 | 32 | 56 | М52×3 | — | — |
| 1200 | 1219.2 | 1225 | 1530 | 70 | 112 | 1282 | 1302 | 12 | 5 | 1350 | 1420 | 32 | 56 | М52×3 | — | — |
| 1300 | 1320.8 | 1326 | 1645 | 74 | — | — | — | — | 5 | 1450 | 1530 | 32 | 62 | М56×3 | — | — |
| 1350 | 1371,6 | 1377 | 1700 | 76 | — | — | — | — | 5 | 1510 | 1590 | 32 | 62 | М56×3 | — | — |
| 1400 | 1422. 4 4 | 1428 | 1755 | 78 | — | — | — | — | 5 | 1560 | 1640 | 36 | 62 | М56×3 | — | — |
| 1500 | 1524 | 1529 | 1865 | 80 | — | — | — | — | 5 | 1670 | 1750 | 36 | 62 | М56×3 | — | — |
Производство фланцев из нержавеющей стали JIS B 2220 16K в Индии, Red Earth Steels Pvt Ltd имеет широкий ассортимент фланцев из легированной стали JIS B 2220 16K любой толщины, склад для немедленной отправки по всей Индии и по всему миру.
Тип JIS B 2220 16K Фланец, который мы производим:
| JIS B 2220 16K Фланец с приваренной горловиной | JIS B 2220 16K Резьбовой фланец |
| JIS B 2220 16K кованый фланец | JIS B 2220 16K с фланцем 1/2 Npt |
| JIS B 2220 16K Фланец для сварки враструб | JIS B 2220 16K с фланцем с резьбовым отверстием |
| JIS B 2220 16K Глухой фланец | JIS B 2220 16K Вес 150# Фланец |
| JIS B 2220 16K Квадратный фланец | ДЖИС Б 2220 16К Ртдж 1500 Фланец |
| JIS B 2220 16K Свободный фланец | JIS B 2220 16K Кольцевой фланец |
| JIS B 2220 16K Pn16 Фланец | JIS B 2220 16K Фланец с плоской поверхностью |
| JIS B 2220 16K Pn10 Фланец | JIS B 2220 16K Накидной фланец |
| JIS B 2220 16K Pn40 Фланец | ДЖИС Б 2220 16К Ртдж 900 Фланец |
| JIS B 2220 16K Pn 160 Фланец | ДЖИС Б 2220 16К Ртдж Фланец |
| JIS B 2220 16K Pn 64 Фланец | JIS B 2220 Фланец 16K Npt |
| JIS B 2220 16K Dn150 Pn16 Фланец | JIS B 2220 16K JIS 5k Фланец |
| JIS B 2220 16K DIN 2527 Фланец | JIS B 2220 16K JIS B2220 Фланец |
| JIS B 2220 16K DIN EN 1092-1 Фланец | JIS B 2220 16K JIS 10k Фланец |
| JIS B 2220 16K DIN 2633 Фланец | Kf JIS B 2220 16K Фланец |
| JIS B 2220 16K DIN 2576 Фланец | JIS B 2220 16K B16. 47 Фланец 47 Фланец |
| JIS B 2220 16K расширительный фланец | JIS B 2220 16K Фланец с канавкой и язычком |
| JIS B 2220 16K Pn 2,5 Фланец | JIS B 2220 16K Pn 30 Фланец |
| JIS B 2220 16K Pn 60 Фланец | JIS B 2220 16K Pn 100 Фланец |
| JIS B 2220 16K Pn 250 Фланец | JIS B 2220 16K Pn 320 Фланец |
| JIS B 2220 16K CF8 Фланец | JIS B 2220 16K CF3 Фланец |
| JIS B 2220 16K CF8M Фланец | JIS B 2220 16K CF3M Фланец |
Поставка фланца JIS B 2220 16K нашим клиентам по всему миру:
Red Earth Steels Pvt Ltd является государственным. сертифицированный JIS экспортер фланцев из углеродистой стали B 2220 16K в Индии.
