Схема сварочного аппарата вд 306: Сварочный выпрямитель вд 306, вду 506. Схема и устройство
Содержание
Сварочный выпрямитель ВД 306: характеристики и особенности
Опубликовано: Автор: Екатерина
Время чтения: 3 минуты
Еще каких-то полвека назад сварочный трансформатор был единственным вариантом оборудования для новичков и профессионалов. Тогда не существовало ни инверторного сварочного аппарата, ни тем более полуавтоматического. Трансформаторы были мощными и производительными, но обладали таким количеством недостатков, что у многих и вовсе пропадало желание изучать азы сварки.
Вскоре на смену трансформаторам пришли выпрямители. Они были такими же громоздкими и мощными, но уже не имели многих недостатков, присущих именно трансформаторам. И по сей день выпрямитель — это неплохой выбор, если вы стеснены в средствах, но хотите мощный аппарат. Герой нашей статьи — выпрямитель сварочный марки ВД 306, предназначенный для дуговой сварки.
Особенности и характеристики
Сварочный аппарат ВД 306 использует в своей работе переменный ток и применяется для дуговой электросварки, резки и наплавки металла. Этот агрегат способен работать при большом диапазоне температур: от -40 до +40 градусов по Цельсию. И это показатели работы в закрытом помещении без принудительной вентиляции.
Этот агрегат способен работать при большом диапазоне температур: от -40 до +40 градусов по Цельсию. И это показатели работы в закрытом помещении без принудительной вентиляции.
Аппарат стойко переносит работу в пыльных цехах, в гараже или на даче. Но не стоит эксплуатировать его в слишком пыльных местах.
Габариты у ВД 306 солидные. Весит сварочник более 100 килограмм, поэтому снабжен колесами для более удобной транспортировки. Такой аппарат не возьмешь с собой в поездку или на высоту, так что придется либо варить на месте, либо использовать удлинители. А это порой снижает производительность сварки. Так что учитывайте эту особенность.
Стоимость данной модели разнится в зависимости от производителя, но в среднем составляет около 450$. Это отличная цена за возможность варить на высоких мощностях, плавно регулировать ток и использовать электроды большого диаметра.
ВД 306, технические характеристики которого и заставляют многих задуматься о его покупке, действительно обладает отличными эксплуатационными свойствами. Аппарат выдает сварочный ток до 315 Ампер, способен без перерыва работать до 60% всего сварочного цикла. Питается от сети в 380 В, потребляет 20 киловольт-ампер, что достаточно много.
Аппарат выдает сварочный ток до 315 Ампер, способен без перерыва работать до 60% всего сварочного цикла. Питается от сети в 380 В, потребляет 20 киловольт-ампер, что достаточно много.
Для сварки можно использовать электроды диаметром от 2 до 6 миллиметров. Сила тока регулируется в пределах от 45 до 315 Ампер. Напряжение холостого хода составляет 70 В. В комплекте с аппаратом зачастую есть трехметровый кабель и две токовые вставки.
Правила использования
Сварочный выпрямитель марки ВД 306 необходимо правильно использовать, чтобы добиться достойного качества швов. Перед сваркой удалите всю пыль с корпуса выпрямителя. Если у вас есть возможность, используйте для очистки струю сжатого воздуха. Затяните все контактные зажимы, проверьте исправность их работы. Затем зажмите вторичную цепь и выполните заземление корпуса аппарата. Мы не рекомендуем использовать сварочный выпрямитель ВД 306 без предварительного заземления.
Убедитесь, что вентилятор в корпусе аппарата работает. Если вентилятор неисправен, не стоит использовать аппарат. Лучше отнесите его в ремонтную мастерскую.
Если вентилятор неисправен, не стоит использовать аппарат. Лучше отнесите его в ремонтную мастерскую.
После проведения всех подготовительных работ выпрямитель можно подключить к сети. Для этого используйте специальное приспособление. Например, трехполюсный рубильник или автоматический выключатель. Для подключения используйте медные провода, сечение которых должно быть не меньше 4 кв. мм. При подборе сварочного кабеля отдавайте предпочтение изделиях с сечением от 35 кв. мм.
Данный выпрямитель способен беспрерывно работать на протяжении 60% сварочного цикла. Это значит, что из 10-ти минут сварочных работ вы сможете варить 6 минут. Поэтому рекомендуется периодически выключать аппарат, чтобы избежать перегрева.
Как вам статья?
| Файл | Краткое описание | Размер |
Страницы >>> [17] [16] | ||
uvk. zip zip |
| 747 kb |
| YBK-7.djvu |
| 557 kb |
| Osc_BK-7.jpg |
| 210 kb |
| Sturm.jpg |
| 470 kb |
| 988342_I.pdf |
| 3.88 Mb |
| 988404_I.pdf |
| 3.10 Mb |
| WT-130S.pdf |
| 599 kb |
vladimir30. png png |
| 220 kb |
| samodel.djvu |
| |
| pst-161.djvu |
| |
| vd306ds4.djvu |
| |
| forsag_sch.pdf |
| |
| 05F7E883d01.pdf |
| |
| 645153BBd01.pdf |
| |
| F4AF7DE0d01.pdf |
| |
| BestWeld.rar |
| 14.4 Mb |
| 687a6e199dc2.jpg |
| 2.96 Mb |
| WT-180S.rar |
| 22.6 Mb |
| Tecnica-114.pdf |
| 1.06 Mb |
| Invertec_STT.pdf |
| 4.98 Mb |
Страницы >>> [17] [16] | ||

 Г.
Г. В архиве также содержится схема субмодуля блока управления и схема устройства антизалипания. Родная
В архиве также содержится схема субмодуля блока управления и схема устройства антизалипания. Родная Инструкция содержит принципиальные и монтажные схемы, руководство по проверке и ремонту, а также описание сварочной технологии STT.
Инструкция содержит принципиальные и монтажные схемы, руководство по проверке и ремонту, а также описание сварочной технологии STT.SMAW: Дуговая сварка в защитном металле
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Что такое SMAW?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как сварка электродом, представляет собой ручной процесс с использованием плавящегося электрода с флюсовым покрытием и металлическим стержнем в сердцевине.
Переменный или постоянный ток образует дугу между электродом и основным металлом, создавая необходимое тепло. В Соединенных Штатах это наиболее распространенный метод.
Флюсовое покрытие распадается и выделяет пары, которые служат защитным газом и образуют защитный слой шлака.
Оба защищают зону сварки от атмосферного загрязнения. Когда металлический стержень внутри электрода плавится, он образует расплавленную ванну, которая становится сварным швом.
Сварщик может контролировать несколько переменных, влияющих на ширину и высоту валика сварного шва, глубину провара и количество брызг.
Ручная сварка недорога по сравнению с другими методами, такими как TIG. Он портативный и работает с любой толщиной и в любом положении.
Основным недостатком является шлак, образующийся в процессе сварки, а также более низкие скорости (если вы не обладаете высокой квалификацией).
Дуговая сварка металлическим электродом в среде защитного газа — Рисунок 6-7
Дуговая сварка SMAW
Сварка стержнем получила свое название от формы электрода, который выглядит как стержень. Его можно использовать для сварки многих типов металлов, включая сталь, нержавеющую сталь и чугун.
Его можно использовать для сварки многих типов металлов, включая сталь, нержавеющую сталь и чугун.
Аппараты для сварки стержнем обеспечивают постоянный ток (CC) с использованием постоянного тока (DC) или переменного тока (AC). Постоянный ток работает в разных направлениях в зависимости от полярности. Переменный ток переключается между направлениями.
Мощность в электрической цепи, используемой для питания сварки, измеряется в амперах. Для сварки более толстых металлов или электродов требуется больший ток или сила тока.
Подводная сварка. Сварка стержнем очень мобильна, а дуговая сварка SMAW Versatile
в основном используется для сварки железа и стали.
Может использоваться во всех положениях:
- Плоский
- Вертикальный
- Горизонтальный
- Накладные расходы
Позиции сварки, швы разделки (рис. 6-30) и угловые сварные швы пластины (рис. 6-31)
Процесс
Дуговая сварка SMAW (сварка электродом) использует тепло дуги для расплавления основного металла и наконечника расходуемого материала электрод. Электрод и основной металл являются частью электрической цепи или сварочной цепи.
Электрод и основной металл являются частью электрической цепи или сварочной цепи.
Эта схема включает в себя;
- Источник питания
- Сварочные кабели
- Держатель электрода
- Зажим заземления
- Заготовка или основной металл
- Электрод для дуговой сварки
Один кабель крепится к работе, а другой к электрододержателю.
Сварка начинается, когда дуга зажигается между концом электрода и основным металлом.
Тепло плавит кончик и поверхность изделия.
Крошечные шарики расплавленного металла образуются на кончике электрода, а затем переносятся через дугу в расплавленную ванну.
Наполнитель откладывается по мере износа электрода.
Дуговая сварка (SMAW) Электрическая схема
Дуговая сварка, SMAW, дуга дуговой сварки перемещается на:
- соответствующую длину дуги (примерно равную диаметру электрода)
- соответствующая скорость движения
В свою очередь плавление и сплавление части основного металла и добавление наполнителя.
Дуга SMAW очень горячая (температура в ее центре превышает 9000ºF (5000ºC)), плавление происходит почти мгновенно, как только дуга касается металла.
Для сварных швов, выполненных в плоском или горизонтальном положении, переносу металла способствуют:
- Сила тяжести
- Расширение газа
- Электрические силы
- Поверхностное натяжение
Сварные швы в других положениях должны преодолевать гравитацию.
Сила тяжести
В неудобных сварных швах основной металл не может удерживать большое количество расплавленного металла в кратере. Следует использовать электроды меньшего размера, меньшую силу тока и меньшую длину дуги.
Расширение газа
Газы образуются при плавлении покрытия электрода и расширяются за счет тепла кипящего кончика электрода.
Покрытие немного выходит за пределы металлического кончика электрода и регулирует направление расширения газа. Это помогает направить расплавленный металл в сварочную ванну.
Это помогает направить расплавленный металл в сварочную ванну.
Электромагнитные силы (движение дуги или дуновение дуги)
Наконечник является электрическим проводником, как и брызги расплавленных глобул на наконечнике, так что струи глобул изменяются под действием магнитных сил, действующих в точке 90 градусов (в большинстве случаев вбок) к направлению течения.
Полезен при сварке в горизонтальном, вертикальном и потолочном положении.
Стержни с более высокой прочностью на растяжение имеют более высокую склонность к дуговому удару.
Расположение заземляющего кабеля может иметь большое влияние на эти силы
Поверхностное натяжение
Сила, удерживающая присадочный металл и шлак в контакте с расплавленным основным металлом в кратере, называется поверхностным натяжением.
Помогает удерживать расплавленный металл при горизонтальной, вертикальной и потолочной сварке, а также определяет форму контуров шва.
Сварка SMAW использует легкое оборудование и является портативным процессом
Читайте также : Типы сварочных процессов
Переменные
Характеристики сварного шва (размер валика и провар) можно контролировать, регулируя следующие переменные, когда сварка:
- Размер и тип электрода
- Сила тока (изменена на аппарате для сварки стержнем)
- Скорость перемещения электрода вдоль свариваемого стыка (называется скоростью перемещения)
- Длина дуги (расстояние между металлом и концом электрода).
 Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.
Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода. - Угол электрода
- Перпендикулярный (90 градусов) обеспечивает максимальное проникновение
- 45 градусов соответствует меньшему проникновению
- Ширина сварного шва регулируется перемещением электрода из стороны в сторону
- Контроль полярности (направление протекания электрического тока) при использовании постоянного или постоянного тока
Преимущества и недостатки дуговой сварки
Преимущества
Сварка SMAW или сварка электродом требует базового оборудования и подходит для работы в полевых условиях, поскольку она чрезвычайно портативна.
- Стоимость составляет от 30% до 50% по сравнению с другими методами сварки
- Легкое оборудование
- Многие типы доступных электродов
- Хорошо подходит для ограниченного пространства
- Очистка поверхности металла перед сваркой не такая тщательная, как другие методы, такие как TIG
Недостатки
- Необходимость удаления шлака после сварки.
 Улавливание шлака также является проблемой при SMAW, образующем включения, которые необходимо удалить.
Улавливание шлака также является проблемой при SMAW, образующем включения, которые необходимо удалить. - Неиспользованные отрезки электрода — необходимо прекратить сварку, когда вы дойдете до последних 2 дюймов электрода
- Брызги
- Низкая относительная скорость SMAW.
- Трудоемкая очистка от брызг и удаление шлака
- Создает больше искр и тепла, чем другие методы сварки
- Зачистка и шлифовка сварных швов дает нам вредную пыль
- Необходимость остановки в процессе сварки для замены использованного электрода и удаления шлака
Брызги и неиспользованные электроды составляют прибл. 44 процента израсходованных электродов.
Связанные : Ручная сварка против сварки MIG
Символы сварки: схемы и типы
Сварка не может занять свое надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от проектировщика рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного обозначения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод используется преимущественно в США.
Соединение является основой для обозначения сварки.
Базовая линия символа сварки (рис. 3-2) используется для обозначения типа сварного шва, его расположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону, указанную стрелкой, и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения положения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также спецификаций, процедур или дополнительной информации, которые будут использоваться при выполнении сварного шва.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который должен использоваться, требуется ли проклевка или зачистка корня, а также другие соответствующие данные должны быть связаны со сварщиком.
Обозначение, помещаемое в конце символа, указывающего на эти данные, устанавливается каждым пользователем. Если примечания не используются, хвост символа может быть опущен.
Символы сварки
Стандартное расположение элементов символа сварки — Рисунок 3-2
Элементы символа сварки
Различают термины «символ сварки» и «символ сварки».
- Символ сварки (рис. 3-3) указывает на желаемый тип сварки.
- Обозначение сварки (рис. 3-2) представляет собой обозначение сварки на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов при необходимости:
- Справочная линия
- Стрелка
- Основные символы сварки
- Размеры и другие данные
- Дополнительные символы
- Символы отделки,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные символы сварки
Основные символы сварки
Символы сварки используются для обозначения процессов сварки, используемых при операциях соединения металлов, независимо от того, является ли сварка локализованной или «все вокруг», является ли она заводской или монтажной сваркой, а также контура сварных швов .
Эти основные обозначения сварки (обозначения дуговой и газовой сварки, обозначения контактной сварки, пайки твердым припоем, кузнечно-термитной, индукционной и проточной сварки) приведены ниже и проиллюстрированы на рис. 3-3.
Дополнительные символы
Эти символы используются во многих процессах сварки вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы для дуговой и газовой сварки
Основные и дополнительные символы для дуговой и газовой сварки – рис. 3-3
Эти сварные швы обозначаются ссылкой на процесс или спецификацию в хвостовой части символа сварки, как показано на рис. 3-4.
3-4.
Рисунок 3-4
Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Определенная ссылка на процесс – Рисунок 3-5
Обозначение сварочных процессов буквами
Буквенные обозначения не были присвоены точечной сварке, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
Обозначение процессов резания буквами
При отсутствии спецификации, процесса или другого символа хвост может быть опущен (рис. 3-6).
рис. 3-6
Другие распространенные обозначения сварных швов
На рисунках 3-7 и 3-8 показаны обозначения сварки по периметру и монтажной сварки, а также контактной точечной и контактной шовной сварки.
Символы сварки по всему периметру и полевой сварки
Точечная и контактная шовная сварка
Подробнее: Обозначения шва и контактной точечной сварки
Расположение Значение стрелки
Для обозначений угловой сварки, сварки с пазом, фланца, оплавлением и сварки с осадкой стрелка соединяет контрольную линию обозначения сварки с одной стороной соединения, а с этой стороны следует считать сторону соединения со стрелкой (рис. 3-9).
3-9).
Символ угловой сварки со стороны стрелки
Сторона, противоположная стороне стрелки, считается другой стороной соединения (рис. 3-10).
Угловая сварка с другой стороны Символ
Обозначения выступающей сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и штекерной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии нужный сварной шов.
Элемент, на который указывает стрелка, считается боковым элементом стрелки.
Второй соединительный элемент считается другим лонжероном (рис. 3-11).
Символы сварки штекеров и пазов
Узнайте больше о символах сварки штекерным и пазовым соединением здесь.
Ближний элемент
Если на чертеже стык изображен в виде области, параллельной плоскости проекции, и стрелка символа сварки направлена в эту область, стрелочный боковой элемент стыка рассматривается как ближний член сустава, следуя обычным правилам черчения (рис. 3-11).
3-11).
Обозначение сварки ближней стороны
Когда стык изображен на чертеже одной линией и стрелка обозначения сварки направлена на эту линию, сторона стыка, указанная стрелкой, рассматривается как ближняя сторона стыка, следуя обычные правила черчения (рис. 3-12 и 3-13).
Обозначение сварки с V-образной канавкой со стороны стрелки
Обозначение сварки с V-образной канавкой с другой стороны
Расположение сварного шва относительно стыка
Сторона со стрелкой поместите символ сварки сбоку от контрольной линии по направлению к считывателю (рис. 3-14)
Сварные швы на стороне, указанной стрелкой,
Другая сторона
Сварные швы на другой стороне стыка показан путем размещения символа сварки сбоку от контрольной линии вдали от считывателя (рис. 3-15).
Сварные швы с другой стороны стыка
С обеих сторон
Сварные швы с обеих сторон стыка показаны путем размещения символов сварки по обеим сторонам контрольной линии, по направлению к считывателю и от него (рис.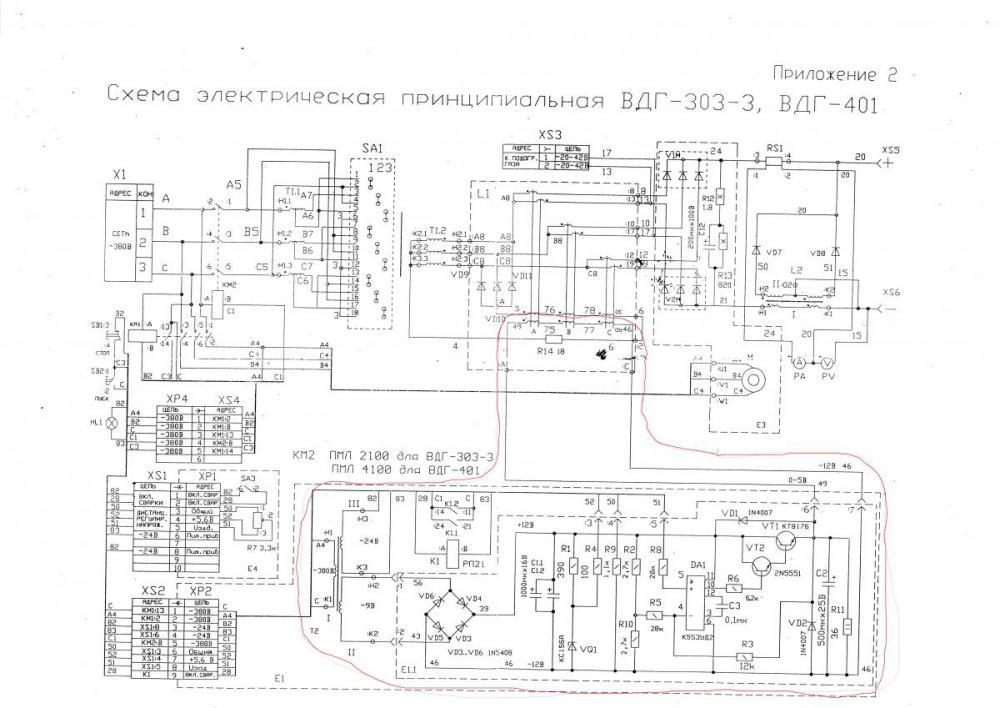 3-16).
3-16).
Без обозначения стороны
Символы пятна сопротивления, шва сопротивления, заусенца, сварного шва не имеют значения стороны стрелки или другой стороны, хотя дополнительные символы, используемые в сочетании с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется в сочетании с символами точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности соединения должен быть заподлицо.
Символы точки сопротивления, шва сопротивления, оплавление и сварка внахлест должны располагаться по центру контрольной линии (рис. 3-17).
Символы точечного шва и сварки оплавлением или сваркой с осадкой
Ссылки и общие примечания
Символы со ссылками
Когда спецификация, процесс или другая ссылка используются с символом сварки, ссылка помещается в конце (рис. 3-4).
Символы без ссылок
Символы могут использоваться без спецификаций, процессов или других ссылок, когда:
- На чертеже имеется примечание, подобное следующему: «Если не указано иное, все сварные швы должны быть выполнены в соответствии со спецификацией нет….
 »
» - Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических картах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для получения подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые сварные швы имеют размер 5/16 дюйма (0,80 см)».
- «Если не указано иное, диаметр корневого отверстия для всех сварных швов с разделкой кромок составляет 3/16 дюйма (0,48 см)».
Обозначение процесса
Когда требуется использование определенного процесса, этот процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если с символом сварки не используется спецификация, процесс или другая ссылка, хвост можно опустить (рис. 3-6).
Символы сварки по всему периметру и монтажной сварки
Сварные швы, полностью охватывающие стык, обозначаются символом сварки по всему периметру (рис. 3-7). Сварные швы, расположенные полностью вокруг соединения, включающего более одного типа сварного шва, обозначаемые символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Символ сварки по всему периметру также указывает на сварные швы полностью вокруг соединения, в котором пересечения металлов в точках сварки находятся более чем в одной плоскости.
3-7). Сварные швы, расположенные полностью вокруг соединения, включающего более одного типа сварного шва, обозначаемые символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Символ сварки по всему периметру также указывает на сварные швы полностью вокруг соединения, в котором пересечения металлов в точках сварки находятся более чем в одной плоскости.
Монтажные швы – это швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом монтажного шва (рис. 3-7).
Протяженность сварки, обозначенная символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случаев, когда символ сварки по всему периметру (рис. 3- 3) используется.
Скрытые стыки
Сварка скрытых стыков может быть покрыта, если сварка такая же, как и сварка видимого стыка. На чертеже указано наличие скрытых элементов.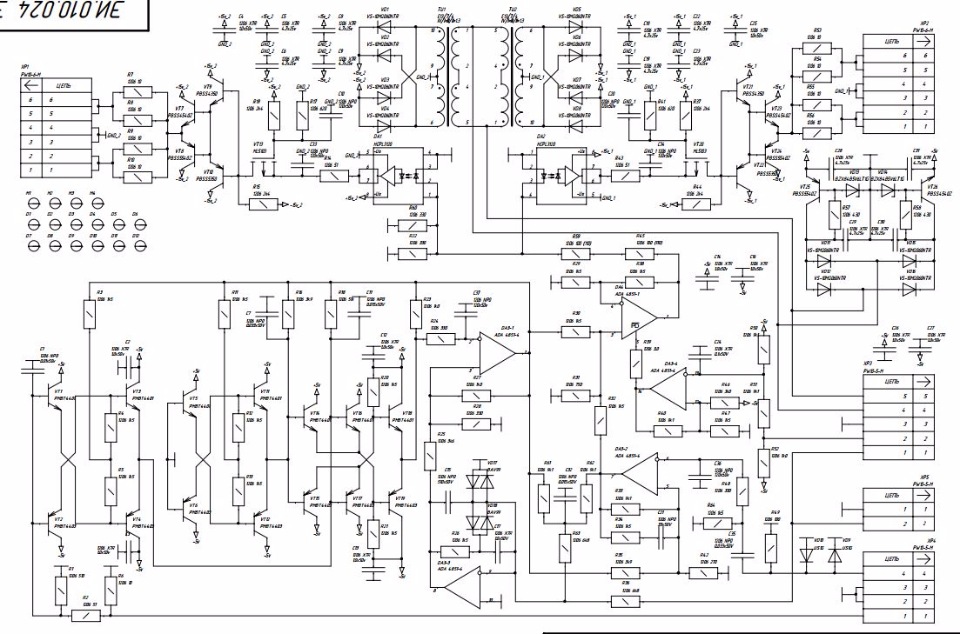 Если сварка скрытого стыка отличается от сварки видимого стыка, должна быть предоставлена конкретная информация для сварки обоих.
Если сварка скрытого стыка отличается от сварки видимого стыка, должна быть предоставлена конкретная информация для сварки обоих.
Расположение символов сварки
Символы сварки, за исключением пятна сопротивления и шва сопротивления, должны быть показаны только на контрольной линии обозначения сварки, а не на линиях чертежа.
б. Символы контактных точек и контактных швов можно размещать непосредственно в местах желаемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
Знаки в дюймах используются для обозначения диаметра дугового пятна, контактного пятна и круговой проекции, а также ширины дугового шва и шва контактного шва, когда такие сварные швы указаны в десятичных размерах.
Как правило, знаки в дюймах, градусах и фунтах могут использоваться или не использоваться на символах сварки по желанию.
Построение символов
Символы скругления, фаски, J-образной канавки, канавки с развальцовкой и углового фланца всегда должны отображаться перпендикулярной стороной влево (рис. 3-18).
3-18).
В обозначении сварного шва с фаской или J-образной канавкой стрелка должна указывать с определенным разрывом на элемент, на котором должна быть снята фаска (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки может быть опущен.
Информацию о обозначениях сварки следует размещать слева направо по линии отсчета в соответствии с обычными правилами оформления (рис. 3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в конце стрелки обозначают сварной шов с полным проплавлением (CJP) независимо от типа сварного шва или подготовки стыка (рис. 3-22).
Если основные символы сварки не соответствуют требуемому сварному шву, сварной шов должен быть показан поперечным сечением, деталью или другими данными со ссылкой на символ сварки в соответствии со спецификациями местоположения, указанными в параграфе 3-7 (рис.
