Схема сварочный аппарат ресанта: Ресанта САИ-220 – схема, неисправности, отзывы, характеристики сварочного инвертора
Содержание
Устройство сварочного инвертора: принцип работы, схема
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
- 1 Чем сварочный инвертор лучше трансформатора
- 1.1 Как работает инверторный сварочный аппарат: блок-схема
- 1.2 Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
- 2 Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
- 2.1 Первичный выпрямитель и конденсаторный фильтр
- 2.2 Инвертор
- 2.3 Выпрямление и стабилизация
- 3 На что обратить внимание при выборе сварочного инвертора
- 3.1 Ремонт и сервис
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.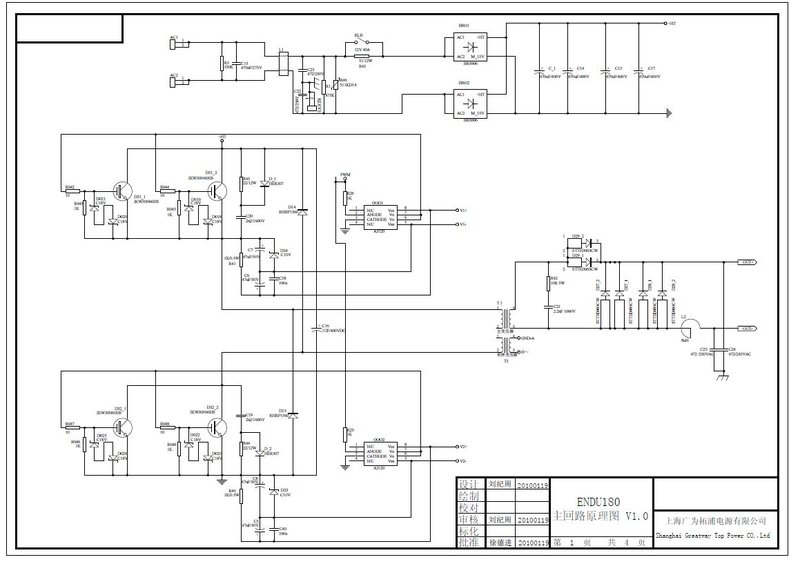
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
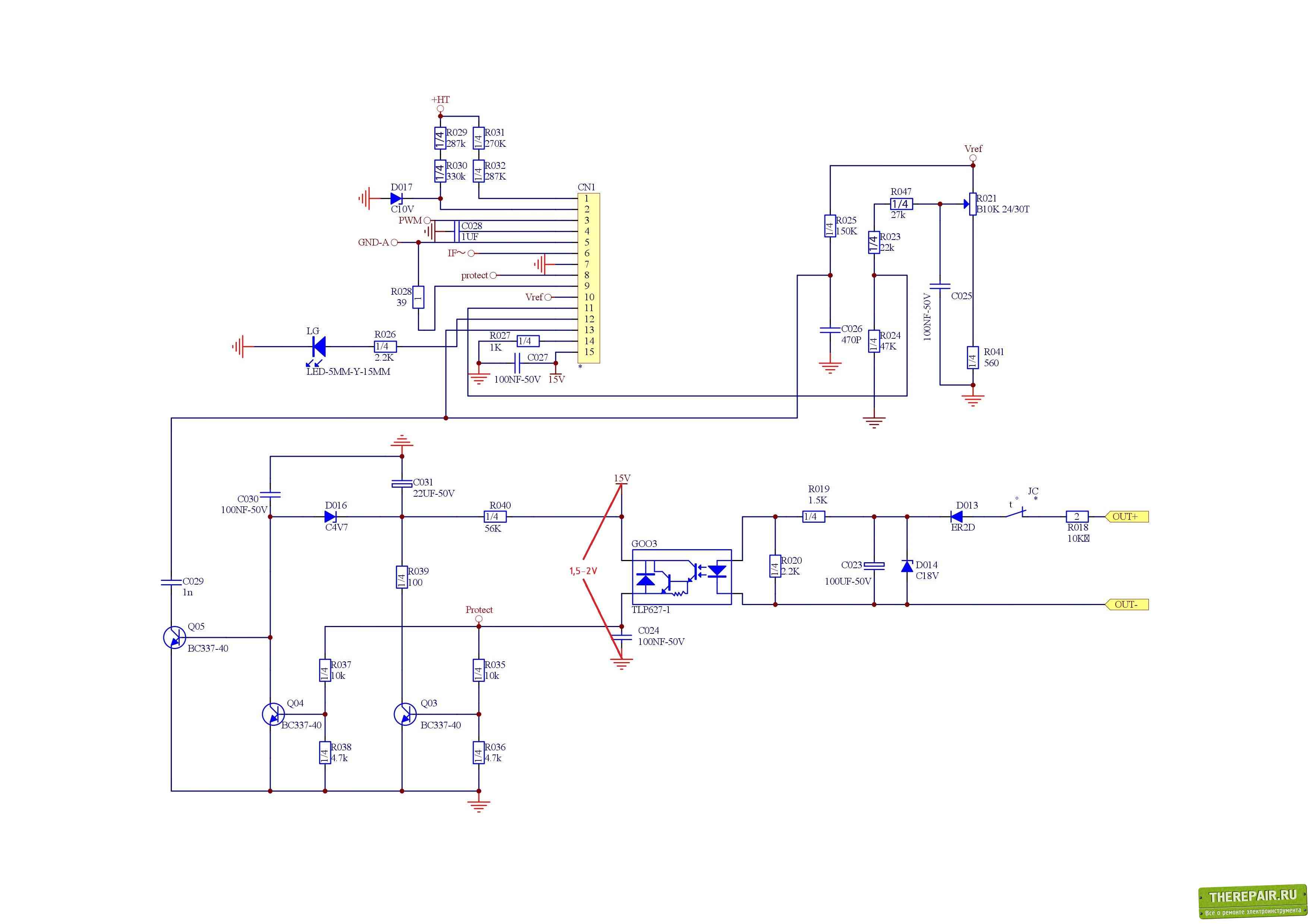
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы.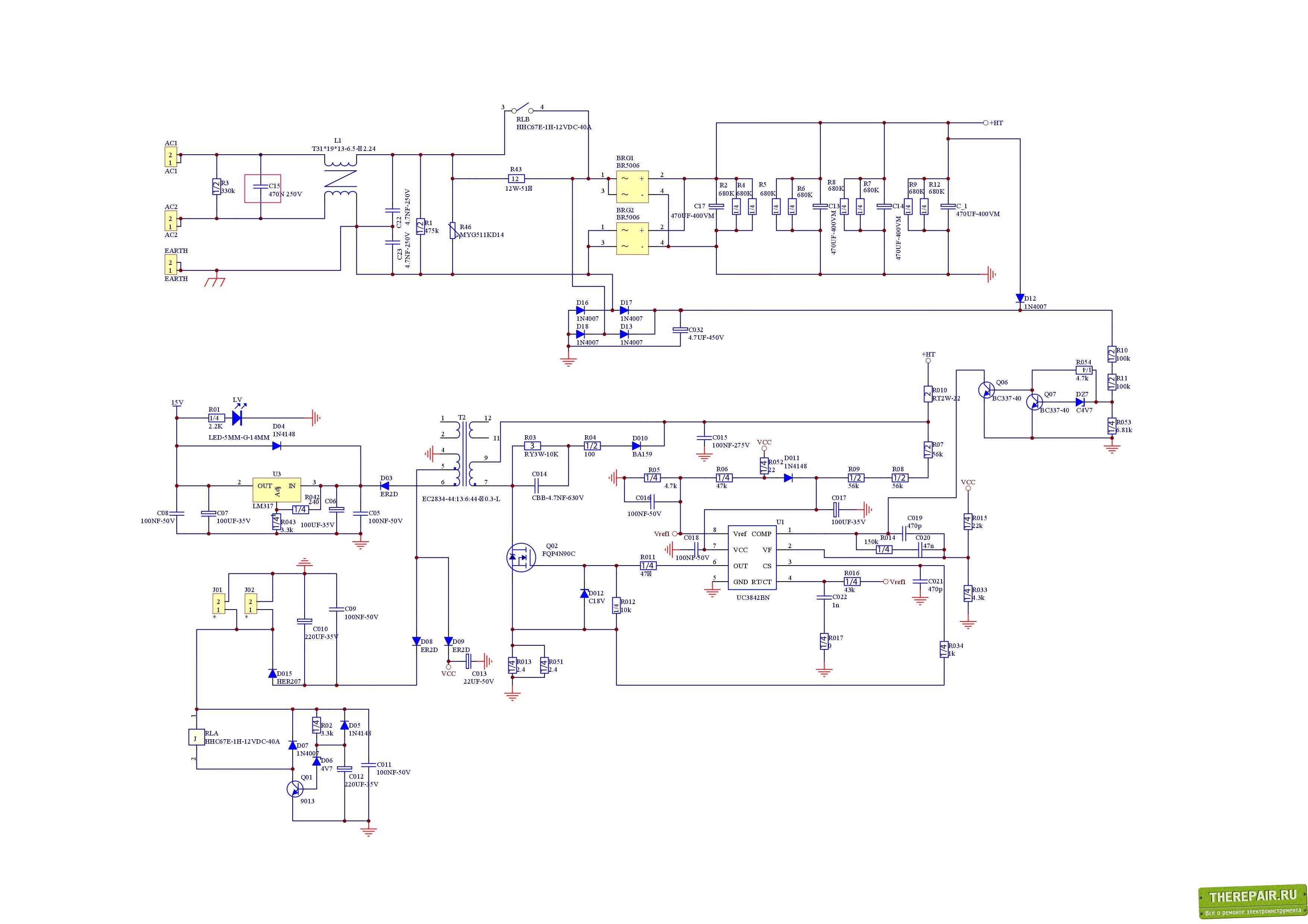 Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор.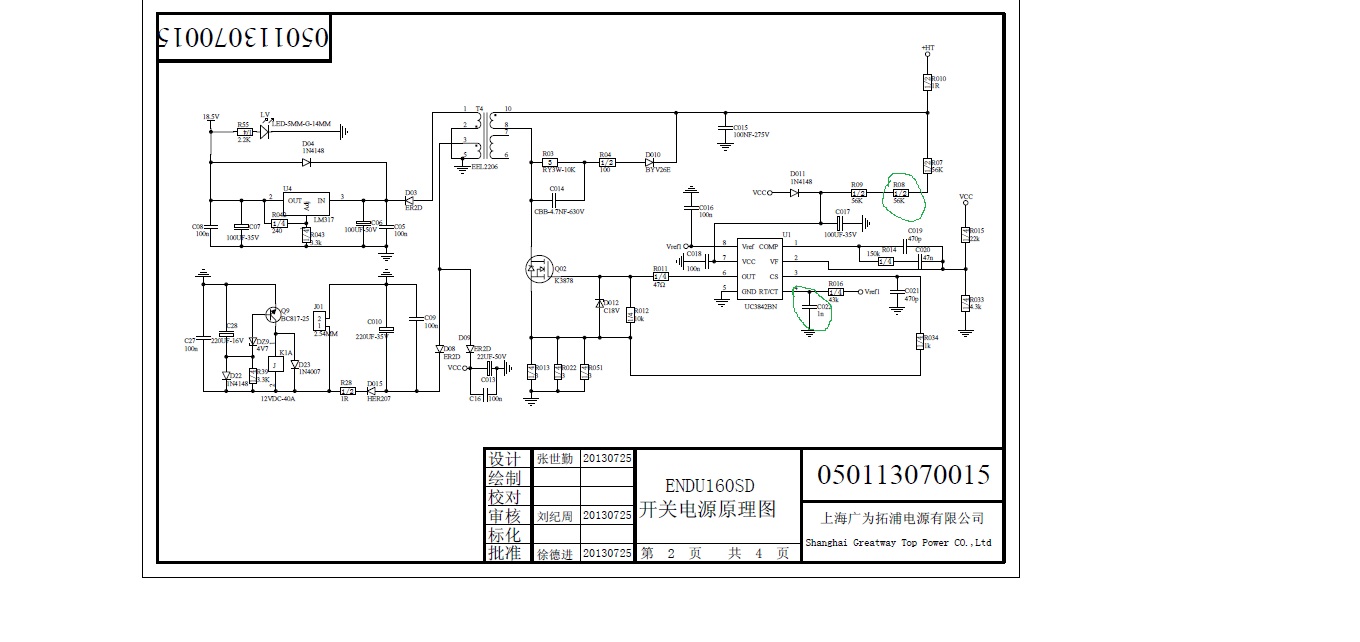 Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.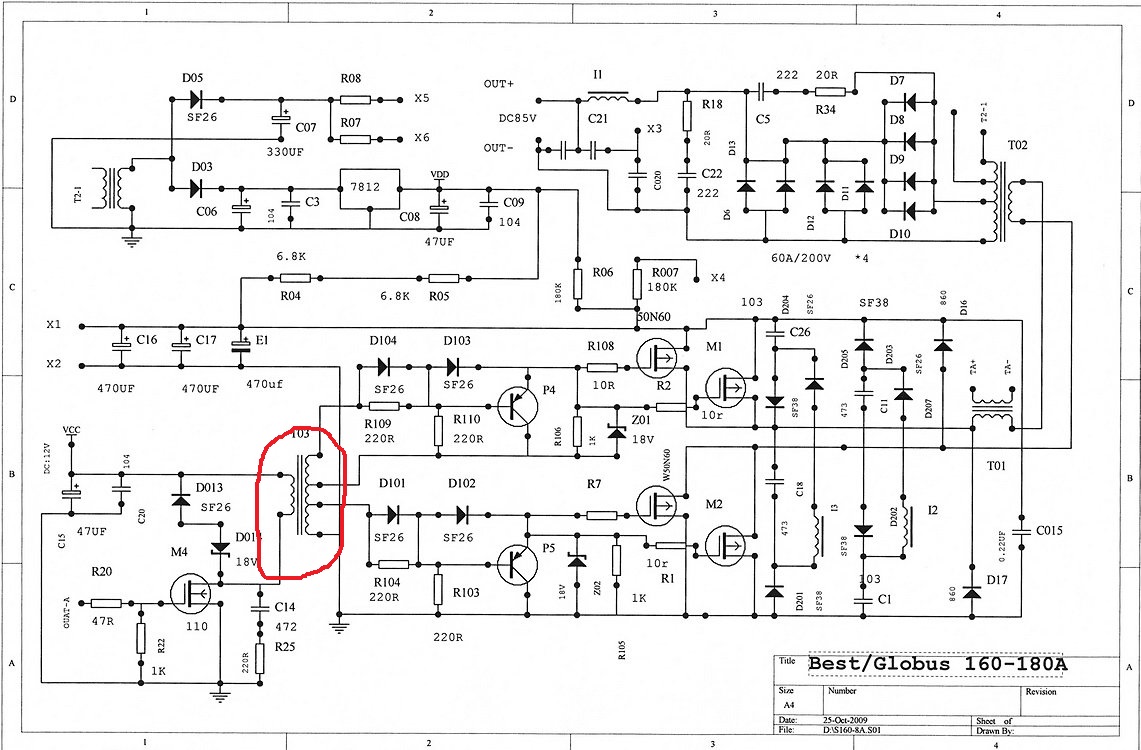
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Сварочный аппарат Ресанта САИ 250 ПН: виды, схема, характеристики
Компанию Ресанта можно отнести к одним из наиболее популярных брендов на современном отечественном рынке сварочного оборудования. Такую популярность она заслужила благодаря относительно низкой стоимости, хотя качество оборудования при этом практически не страдает. В ассортименте компании имеется множество удачных моделей различных мощностей. Если вас интересует техника высокой мощности, то сварочный аппарат Ресанта 250 будет одним из лучших вариантов выбора. Это универсальная модель техники, величина тока на которой может составлять до 250 А. Это позволяет легко использовать электроды толщиной в 5 мм и более.
Такую популярность она заслужила благодаря относительно низкой стоимости, хотя качество оборудования при этом практически не страдает. В ассортименте компании имеется множество удачных моделей различных мощностей. Если вас интересует техника высокой мощности, то сварочный аппарат Ресанта 250 будет одним из лучших вариантов выбора. Это универсальная модель техники, величина тока на которой может составлять до 250 А. Это позволяет легко использовать электроды толщиной в 5 мм и более.
Сварочный аппарат Ресанта 250
Данная модель находит применение как среди профессионалов на предприятиях, так и среди новичков. Она обеспечивает хорошие условия работы, как для сваривания тонких заготовок так и для более толстых деталей. Техника рассчитана исключительно на работу со штучными покрытыми электродами, предназначенными для дуговой сварки. Как и другие модели данной серии, сварочный аппарат Ресанта САИ 250 обладает однофазным подключением, что позволяет без проблем подсоединять технику в обыкновенную бытовую розетку.
Несмотря на довольно высокую мощность, которая явно выше среднего уровня современных моделей, инвертору удается сохранить свои компактные размеры. Масса здесь составляет всего около 5 кг, тогда как аналогичные модели могут весить от 10 и более. Такие параметры позволяют использовать технику практически во всех сферах. Аппарат можно встретить на стройке, где соединяются крупные детали металлоконструкций. Также он может работать и в домашних условиях, где нет столь высоких требований, так что можно без проблем эксплуатировать технику в длительных режимах.
Отличительные особенности
Главной особенностью техники является компактность при высоких параметрах. 250 А может выдать далеко не каждый сварочный аппарат. Это совсем не значит, что он пригодится только тем, кто собирается работать при таких параметрах. Это значит, что при работе в 200 А он сможет беспрерывно сваривать значительно дольше, чем аналогичный аппарат с максимальной силой тока в 200 А. Естественно, что при этом у него будут большие затраты электроэнергии.
Преимущества
- Относительно низкая стоимость;
- Высокий уровень качества техники, соответственно ее цене;
- Большая мощность, в сравнение со среднестатистическими моделями;
- Компактные габариты и низкий вес;
- Нет проблем с подключением, так как сварочный аппарат Ресанта САИ 250, может подключаться к обыкновенной розетке;
- Здесь имеется отличная встроенная система охлаждения, позволяющая вести работу на максимальных параметрах 70% времени без отдыха;
- Широко развитая сеть магазинов позволяет выполнять гарантийные обязательства и легко подобрать необходимые аксессуары.
Недостатки
- Комплектные провода не лучшего качества, но это можно легко заменить покупкой новых;
- Лопасти вентилятора изготавливаются из хрупкого материала, так что нужно избегать попадания в них твердых предметов;
- Аппарат обладает высокими затратами электроэнергии;
- Ручки шкалы регулировки являются очень легкими в движении, что позволяет их запросто сбить во время работы.
Устройство и принцип работы
В данную модель входят следующие технические узлы:
- Первичный выпрямитель;
- Вторичный выпрямитель;
- Радиатор выпрямителя;
- Транформатор;
- Радиатор транзисторов;
- Система охлаждения;
- Реле мягкого пуска;
- Датчик силы тока;
- Стабилизатор интегральный;
- Фильтр помех.
Исходя из такой комплектации, техника обладает следующим принципом работы:
- Ток из розетки по кабелю попадает на первичный выпрямитель, находящийся в начале инвертора. На данном этапе происходит преобразование тока из переменного в постоянный;
- Следующим этапом является снижение напряжения, которое до этого равнялось 220 В. Здесь же ток переходит из постоянного состояния в переменное, но на этот раз его частота становится намного выше.
- Далее электричество поступает на трансформатор, который находится в инверторе. Здесь идет очередное понижение напряжения, чтобы увеличить силу тока.
 Именно этот узел подстраивает значения под заданные режимы сварки.
Именно этот узел подстраивает значения под заданные режимы сварки. - Далее располагается вторичный выпрямитель. Он снова трансформирует ток из переменного в постоянный и происходит точная подгонка параметров.
Виды и технические характеристики
Данная техника выпускается в нескольких разновидностях. Самыми распространенными стали аппарат сварочный инверторный Ресанта САИ 250 Проф и сварочный инвертор Ресанта САИ 250 ПН.
Серия Профессионал имеет следующие характеристики:
| Параметры | Значение параметров |
| Диапазон допустимого напряжения, В | 140-260 |
| Максимальный ток потребления, А | 35 |
| Напряжение х.х, В | 80 |
| Напряжение сварочной дуги, В | 29 |
| Широта диапазона рабочего тока, А | 10-250 |
| Максимальная продолжительность нагрузки при 250 А, % | 70% |
| Максимальный диаметр расходного материала, мм | 6 |
| Класс защиты | IP21 |
| Вес, кг | 5,2 |
Аппарат сварочный инверторный Ресанта САИ 250 Проф
Его ближайшая разновидность сварочный аппарат Ресанта САИ 250 ПН обладает такими параметрами:
| Параметры | Значение параметров |
| Диапазон допустимого напряжения, В | 140-240 |
| Минимальный ток потребления, А | 10 |
Напряжение х. х, В х, В | 80 |
| Напряжение сварочной дуги, В | 29 |
| Широта диапазона рабочего тока, А | 10-250 |
| Максимальная продолжительность нагрузки при 250 А, % | 70% |
| Максимальный диаметр расходного материала, мм | 6 |
| Класс защиты | IP21 |
| Вес, кг | 6,7 |
Сварочный аппарат Ресанта САИ 250 ПН
Режимы
| Режимы настройки | ||||||||
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 15-17 |
| Диаметр расходного материала, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
| Величина тока, А | 15 | 40 | 79 | 130 | 160 | 175 | 220 | 250 |
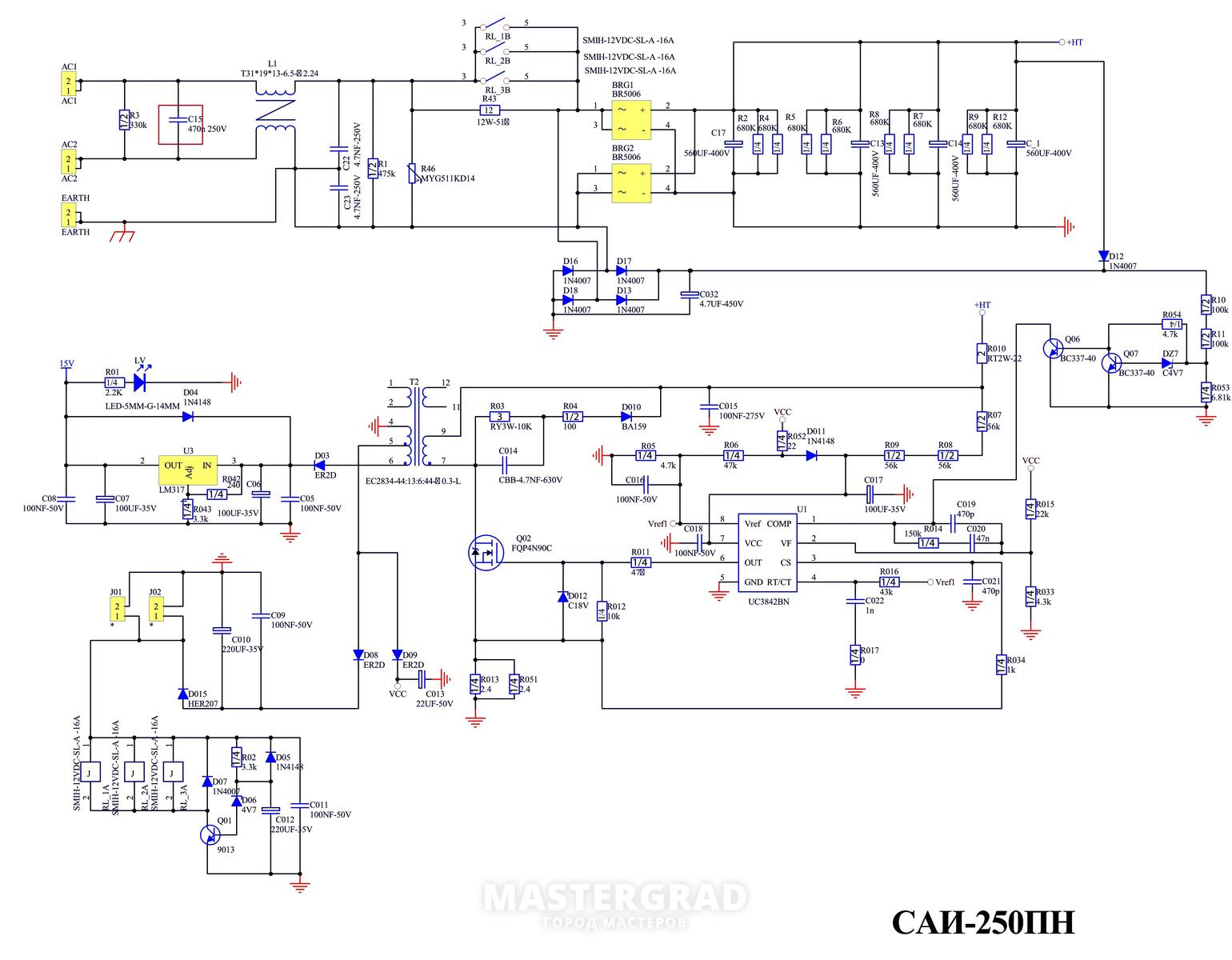
Схема
Схема аппарата будет полезна во время ремонта, а также для более понятного принципа работы. Здесь показаны все основные детали, которые входят в состав аппарата. Благодаря этому, можно узнать, где именно произошла неполадка, на что она влияет и какими аналогами можно заменить поврежденные детали.
Здесь показаны все основные детали, которые входят в состав аппарата. Благодаря этому, можно узнать, где именно произошла неполадка, на что она влияет и какими аналогами можно заменить поврежденные детали.
Схема инвертора Ресанта САИ 250
Инструкция по эксплуатации
Следует знать не только как выбрать сварочный инвертор, но и как им правильно пользоваться. Если ваш выбор пал не такую технику как сварочный аппарат инверторный Ресанта САИ 250, то следует позаботиться о том, чтобы обеспечить ему максимальное охлаждение естественным путем. Дело в том, что это очень мощная модель и здесь чем выше уровень охлаждения, тем лучше. При эксплуатации в закрытом помещении следует устанавливать его рядом с вентиляцией.
Нужно уделить внимание креплениям, так как недостаточно хорошо закрепленные провода часто являются причинами проблем во время сварки и разнообразных поломок. Перед началом работы нужно убедиться, что техника является работоспособной и не сможет навредить здоровью человека.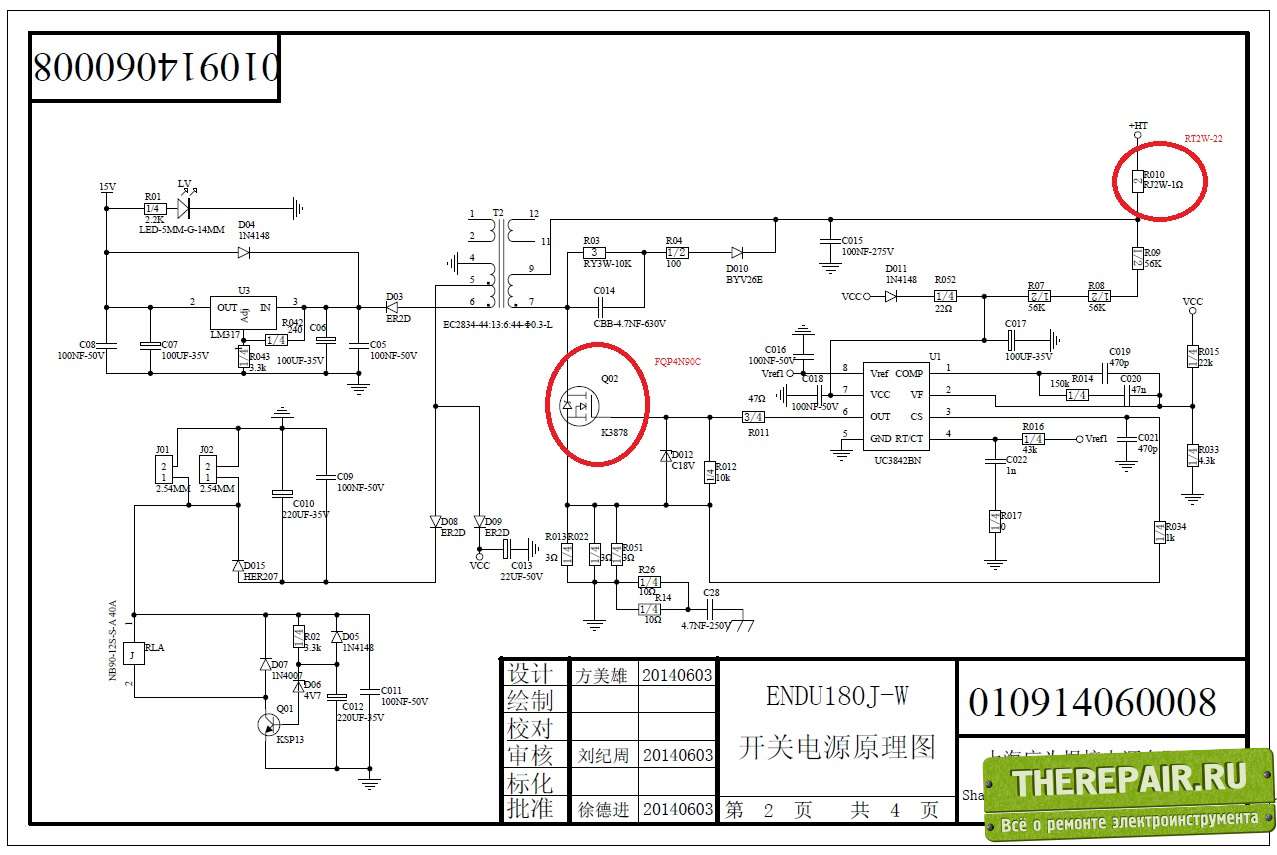
Затем определиться с режимом, в котором будет проводиться сварка, чтобы выставить все максимально точно и надежно. Эксплуатировать аппарат на максимальной мощности в течение долгого времени не рекомендуется. На 10 минут времени требуется 7 минут непрерывной работы и 3 минуты отдыха. Во время отдыха ни в коем случае нельзя выключать аппарат, так как система охлаждения отключится вместе с ним.
Настройка параметров происходит благодаря специальным ручкам регулятора. В этой модели на каждый параметр представлена своя ручка. Это весьма удобно, так как в некоторых современных разновидностях инверторов использую один универсальный регулятор и электронный переключатель режимов, которые профессионалы ценят меньше, чем данный тип.
Аналоги
Сварочный аппарат инверторный САИ 250 Ресанта является не единственным в своей серии.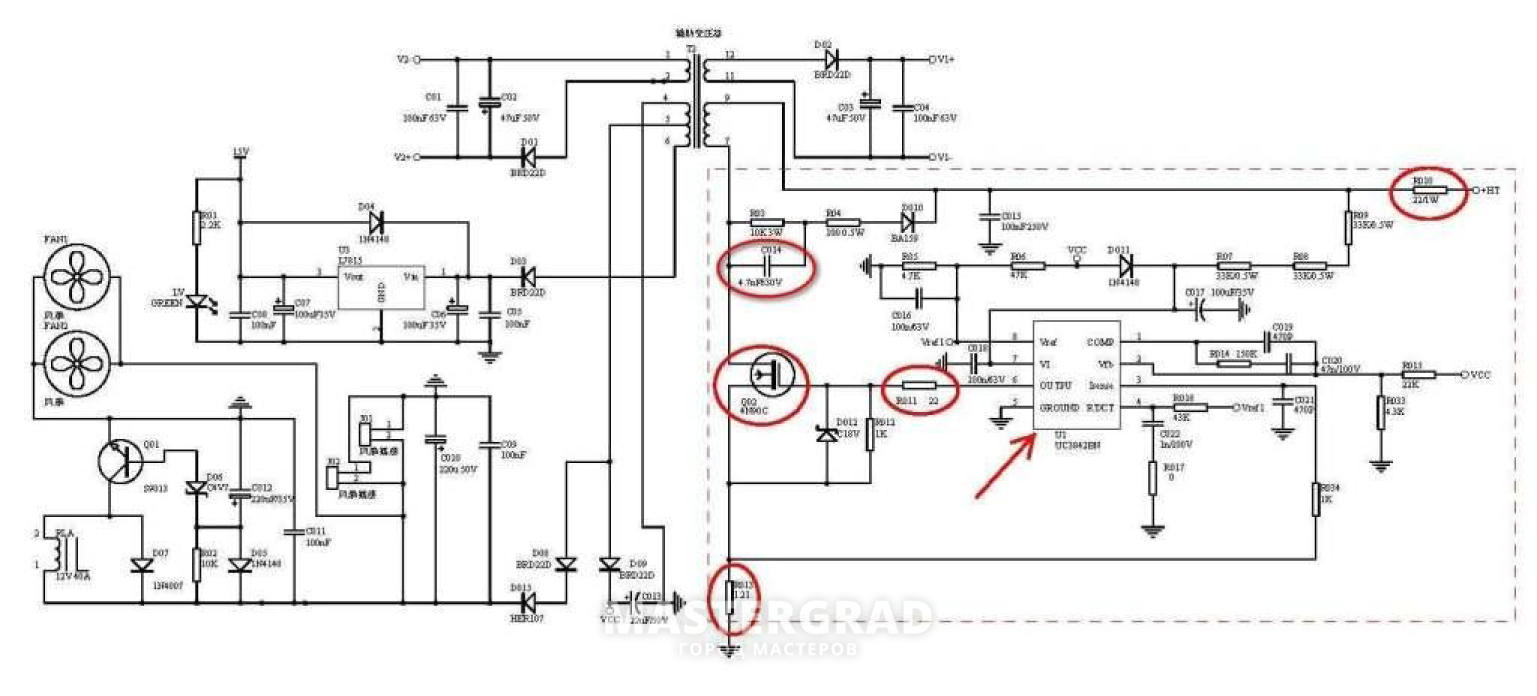 Ближайшей к нему моделью является Ресанта 220, которая обладает максимальной величиной тока в 220 А. Среди других марок имеются и более серьезные разновидности, величина которых достигает 285 А. Явным тому примером является сварочный аппарат PIT.
Ближайшей к нему моделью является Ресанта 220, которая обладает максимальной величиной тока в 220 А. Среди других марок имеются и более серьезные разновидности, величина которых достигает 285 А. Явным тому примером является сварочный аппарат PIT.
6.2 Основы дуговой сварки на переменном токе (AC)
Используется несколько типов аппаратов для дуговой сварки на переменном токе. Различают следующие типы:
Машина трансформаторного типа показана на Рис. 6-5. Инвертор показан на Рисунке 6-6, а генератор с приводом от двигателя показан на Рисунке 6-7. В США переменный ток, подаваемый через обычную розетку, меняет направление течения 120 раз в секунду. Как показано на Рисунке 6-8, для завершения цикла требуется 1/60 секунды. Частота тока измеряется количеством циклов в секунду или герцами (Гц). | Рисунок 6-5
|
 1 Гц соответствует одному циклу в секунду. Ток в США совершает 60 циклов в секунду и называется током 60 Гц (цикл). В большинстве стран мира используется ток частотой 50 Гц.
1 Гц соответствует одному циклу в секунду. Ток в США совершает 60 циклов в секунду и называется током 60 Гц (цикл). В большинстве стран мира используется ток частотой 50 Гц. На Рисунке 6-9 показано, что происходит с дугой за один цикл типичного сварочного аппарата с трансформатором переменного тока. Напряжение в точках А и В равно нулю. Начиная с левой стороны графика, напряжение возрастает до максимума в одном направлении до точки C, а затем возвращается к нулю в точке A. Затем напряжение достигает максимума в другом направлении до точки D, а затем снова до ноль снова в точке B. Это действие повторяется с частотой 60 Гц (циклов в секунду).
Когда сварка на переменном токе выполняется с током 60 Гц, напряжение и ток равны нулю 120 раз в секунду, как показано на Рисунке 6-9.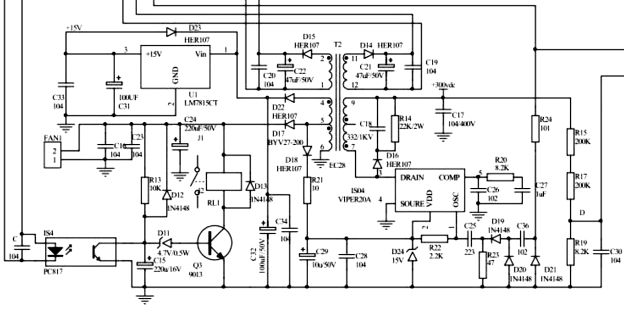 Каждый раз, когда ток пересекает нулевую точку, сварочная дуга на мгновение останавливается. Чтобы восстановить дугу, напряжение должно увеличиться настолько, чтобы позволить току преодолеть дуговой промежуток и поддерживать дугу. Важно, чтобы напряжение проходило через нулевое значение раньше, чем ток. Это поможет сделать дугу переменного тока стабильной. Аппарат для дуговой сварки переменного тока должен быть спроектирован таким образом, чтобы напряжение опережало ток.
Каждый раз, когда ток пересекает нулевую точку, сварочная дуга на мгновение останавливается. Чтобы восстановить дугу, напряжение должно увеличиться настолько, чтобы позволить току преодолеть дуговой промежуток и поддерживать дугу. Важно, чтобы напряжение проходило через нулевое значение раньше, чем ток. Это поможет сделать дугу переменного тока стабильной. Аппарат для дуговой сварки переменного тока должен быть спроектирован таким образом, чтобы напряжение опережало ток.
Рисунок 6-8 | Рисунок 6-9 |
Другой метод стабилизации дуги переменного тока заключается в увеличении ионизации материала дуги. Ионизация — это физическое явление, при котором частица приобретает электрический заряд. Эти ионизированные или заряженные частицы в пространстве между электродом и заготовкой облегчают прохождение дуги через зазор. Электроды, предназначенные для сварки на переменном токе, имеют в составе покрытия электрода ионизирующие вещества. Эти агенты помогают ионизировать материалы в дуговом промежутке и помогают стабилизировать дугу переменного тока.
Эти агенты помогают ионизировать материалы в дуговом промежутке и помогают стабилизировать дугу переменного тока.
Сварку переменным током можно выполнять только электродами, предназначенными для использования с переменным током. Если электрод не предназначен для использования с переменным током, дуга будет очень нестабильной.
Сварные швы, выполненные электродами переменного тока, имеют хорошее проплавление. Электроды большего диаметра используются для увеличения скорости осаждения металла. Более высокие скорости перемещения могут быть получены при использовании больших переменных токов и больших электродов. При сварке на переменном токе дуга отсутствует. Дуговой удар будет обсуждаться более подробно позже в этой главе.
Рисунок 6-9 показывает ток, измеренный в амперах (оранжевая кривая), по отношению к напряжению или потенциалу (синяя кривая). Следует отметить, что напряжение опережает ток, либо ток немного отстает во времени от напряжения. Эта небольшая разница между напряжением и током должна быть предусмотрена в аппарате для дуговой сварки на переменном токе.
Эта небольшая разница между напряжением и током должна быть предусмотрена в аппарате для дуговой сварки на переменном токе.
Значение напряжения и силы тока при сварке
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) — это процесс сварки, при котором электрическая дуга возникает между основным материалом и непрерывно подаваемым проволочным электродом. Расплавленная сварочная ванна защищена от атмосферы защитным газом, который обтекает присадочный металл проволоки в сварочной ванне и саму сварочную ванну. Тепло от электрической дуги расплавляет основной металл и присадочный металл, подаваемый в сварочную ванну.
Хотя на качество сварного шва могут влиять многие переменные, включая тип и толщину основного материала, на него влияют четыре основных фактора: сварочный ток, сварочное напряжение, расстояние от контакта до изделия и скорость перемещения.
Из всех сварочных факторов напряжение и сила тока вызывают наибольшее недоумение, особенно у начинающего сварщика. И поскольку они считаются одними из основных аспектов, влияющих на сварку GMAW, мы рассмотрим их более подробно.
И поскольку они считаются одними из основных аспектов, влияющих на сварку GMAW, мы рассмотрим их более подробно.
Что такое сила тока при сварке?
Сварочный ток — это переменная, которая в основном определяет количество наплавленного металла в процессе сварки. Сила тока измеряет силу электрического тока, при этом его основное влияние на сварку заключается в скорости плавления электрода и глубине проникновения в основной материал.
Скорость подачи проволоки (WFS), еще одна из переменных параметров сварки, регулирует силу тока и величину провара. WFS и ток напрямую связаны: с увеличением одного растет и другой, и наоборот. Если значение WFS слишком высокое, это может привести к прогоранию. Это связано с тем, что по мере увеличения сварочного тока шов глубже проникает в основной материал.
Взгляните на Таблицу 1: Данные сварочного тока, чтобы увидеть, как это работает на практике. Как видите, WFS постепенно увеличивалась от Weld 1 до Weld 5, что, в свою очередь, увеличивало сварочный ток. Имейте в виду, что оператор сварки устанавливает WFS, а не текущий уровень, на источнике питания GMAW-CV. Основным способом регулировки тока является изменение WFS.
Имейте в виду, что оператор сварки устанавливает WFS, а не текущий уровень, на источнике питания GMAW-CV. Основным способом регулировки тока является изменение WFS.
Из таблицы видно, что с увеличением скорости подачи проволоки увеличивается и сила тока. Результаты видны на Рисунке 1: Поперечное сечение сварных швов с 1 по 5.
| Сварочное напряжение 9002 3 | ||||||||
Идентификационный номер сварки | Тагер сварочного напряжения | Настройки сварочного аппарата | Сбор данных | Подводимая теплота | ||||
| WFS (и/мин) | Напряжение (В) | Скорость перемещения (дюйм/мин) | WFS (изображения в минуту) | Напряжение (В) | Ток (А) | |||
| 1 | 100 | 150 | 24 | 15 | 151 |  5}»> 24,5 5}»> 24,5 | 111 | 10,88 |
| 2 | 150 | 250 | 252 | 24,7 | 162 | 16.01 | ||
| 3 | 175 | 325 | 331 |  8}»> 24,8 8}»> 24,8 | 193 | 19.15 | ||
| 4 | 200 | 300 | 462 | 24,9 | 212 | 21.12 | ||
| 5 | 250 | 615 | 618 | 25 | 254 |  4}» data-sheets-numberformat=»{"1":2,"2":"0.00","3":1}»> 24.40 4}» data-sheets-numberformat=»{"1":2,"2":"0.00","3":1}»> 24.40 | ||
В таблице 1 показаны данные сварки следующих сварных швов:
орг)
Обратите внимание на увеличение глубины провара от сварки 1 к сварке 5. При постоянном напряжении и скорости перемещения увеличение WFS и тока указывает на существенно более глубокий сварной шов, перемещающийся от 1-го к 5-му.
Также обратите внимание на пальцеобразный провар в сварных швах 3-5, вызванный изменением режима переноса металла в сварочной дуге на режим переноса «распылением металла». Режим переноса металла обычно переходит от шаровидного к режиму распыления при сварочном токе выше 190 ампер для определенных комбинаций металла и защитного газа.
Что такое сварочное напряжение?
Если сила тока измеряет объем электронов, протекающих через электрический ток, напряжение измеряет давление, которое позволяет им течь.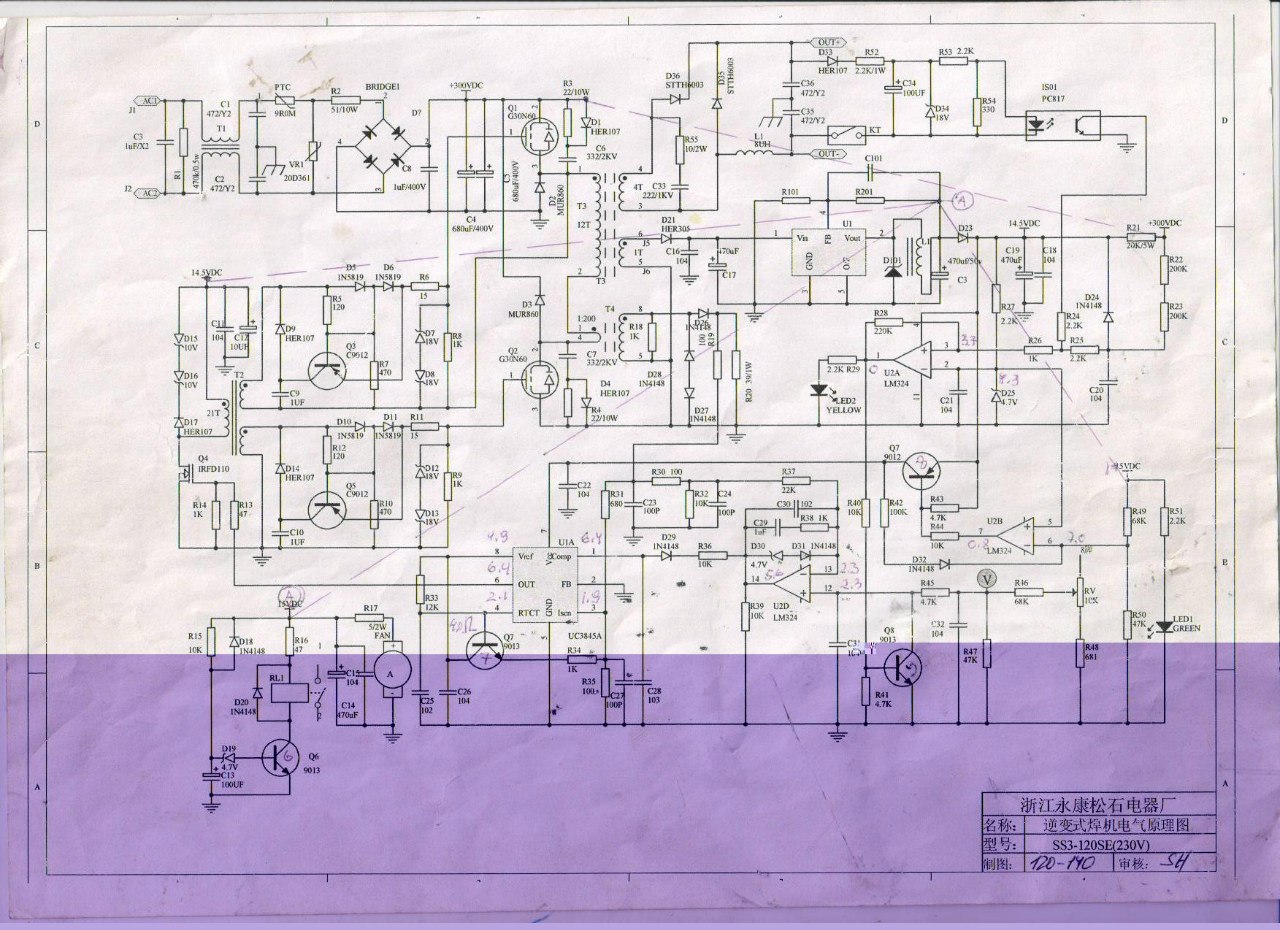 Другими словами, это несущая сила электрического тока. Итак, какое влияние оказывает это электрическое «давление» (напряжение) на сварной шов? Сварочное напряжение регулирует длину дуги: расстояние между сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва будет сглаживаться, а его отношение ширины к глубине будет увеличиваться. Ознакомьтесь с данными сварки в Таблице 2:
Другими словами, это несущая сила электрического тока. Итак, какое влияние оказывает это электрическое «давление» (напряжение) на сварной шов? Сварочное напряжение регулирует длину дуги: расстояние между сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва будет сглаживаться, а его отношение ширины к глубине будет увеличиваться. Ознакомьтесь с данными сварки в Таблице 2:
| Сварочное напряжение | ||||||||
Идентификационный номер сварки | Тагер сварочного напряжения | Настройки сварочного аппарата | Сбор данных | Подводимая теплота | ||||
| WFS (и/мин) | Напряжение (В) | Скорость перемещения (дюйм/мин) | WFS (изображения в минуту) | Напряжение (В) | Ток (А) | |||
| 7 | 18 | 325 | 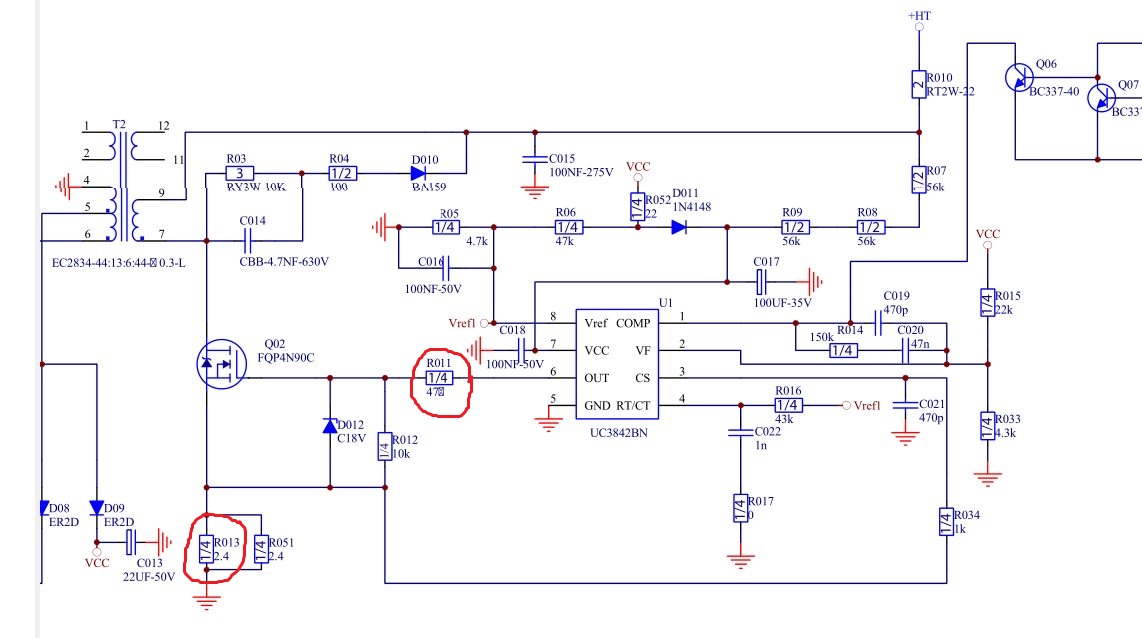 5}»> 17,5 5}»> 17,5 | 15 | 328 | 18 | 177 | 12,74 |
| 8 | 21 | 20,4 | 328 | 21.1 | 174 | 14,69 | ||
| 9 | 23 | 22 | 327 | 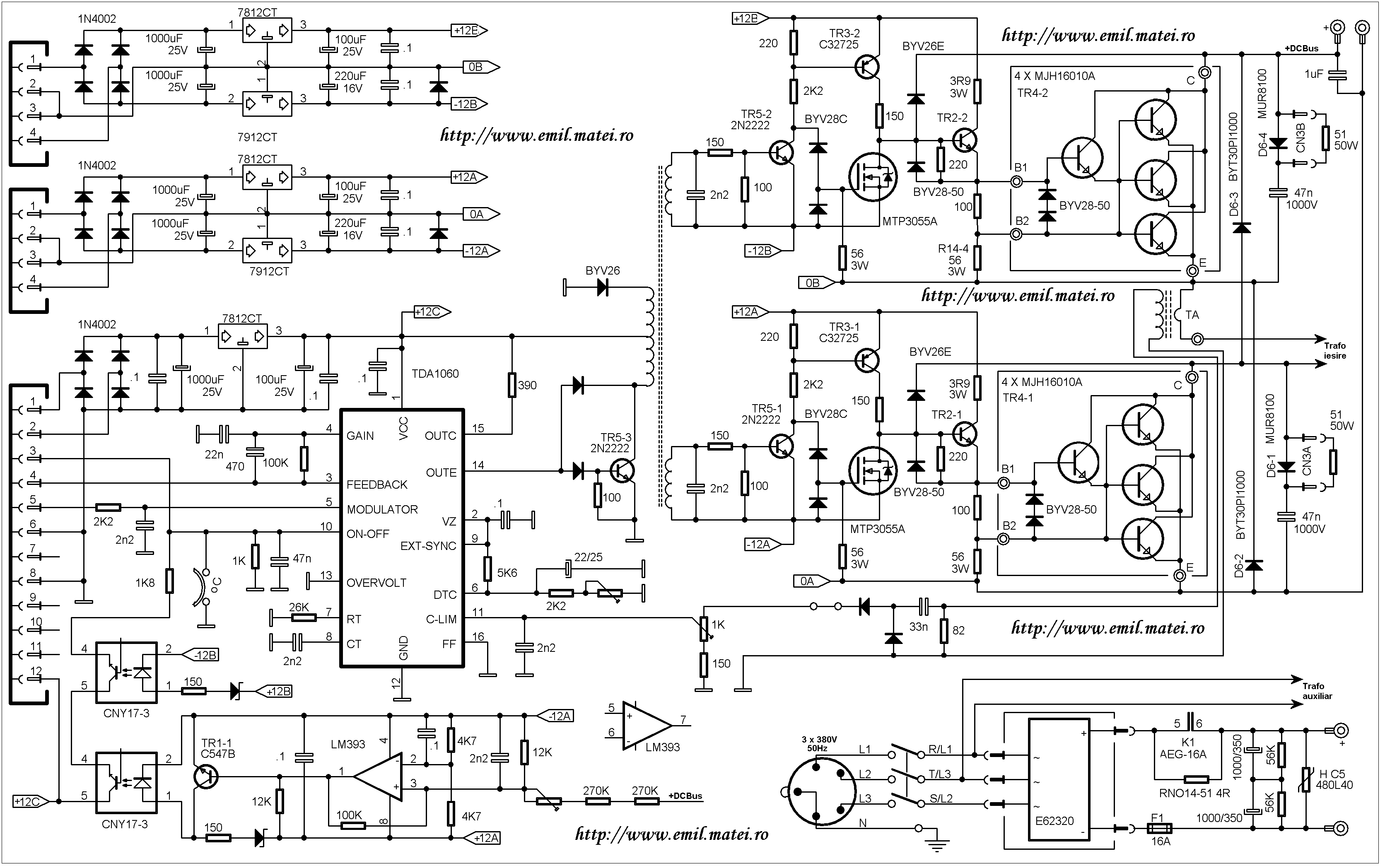 7}»> 22,7 7}»> 22,7 | 173 | 15.71 | ||
| 10 | 26 | 25,2 | 328 | 26 | 185 | 19,24 | ||
| 11 | 30 | 29,2 | 328 |  1}»> 30,1 1}»> 30,1 | 208 | 25.04 | ||
В таблице 2 показаны данные сварочного напряжения для следующих сварных швов:
Рисунок 2: Поперечное сечение сварных швов 7-11 (таблица и изображения у EWI.org)
В то время как скорость перемещения, скорость подачи проволоки и сила тока оставались постоянными, напряжение менялось. Очевидно, что напряжение мало влияет на проникновение. Вы можете видеть влияние напряжения на поверхность сварного шва, помогая ему лежать ровно и смываться по краям. Слишком большое напряжение может привести к тому, что сварной шов будет плоским, вогнутым или подрезанным. Слишком низкое напряжение может привести к некачественному сварному шву или к непровару.
На рис. 2 показано расширение сварных швов с 7 до 11 по мере увеличения напряжения. Вы можете видеть, что проплавление остается постоянным для сварных швов 7-9.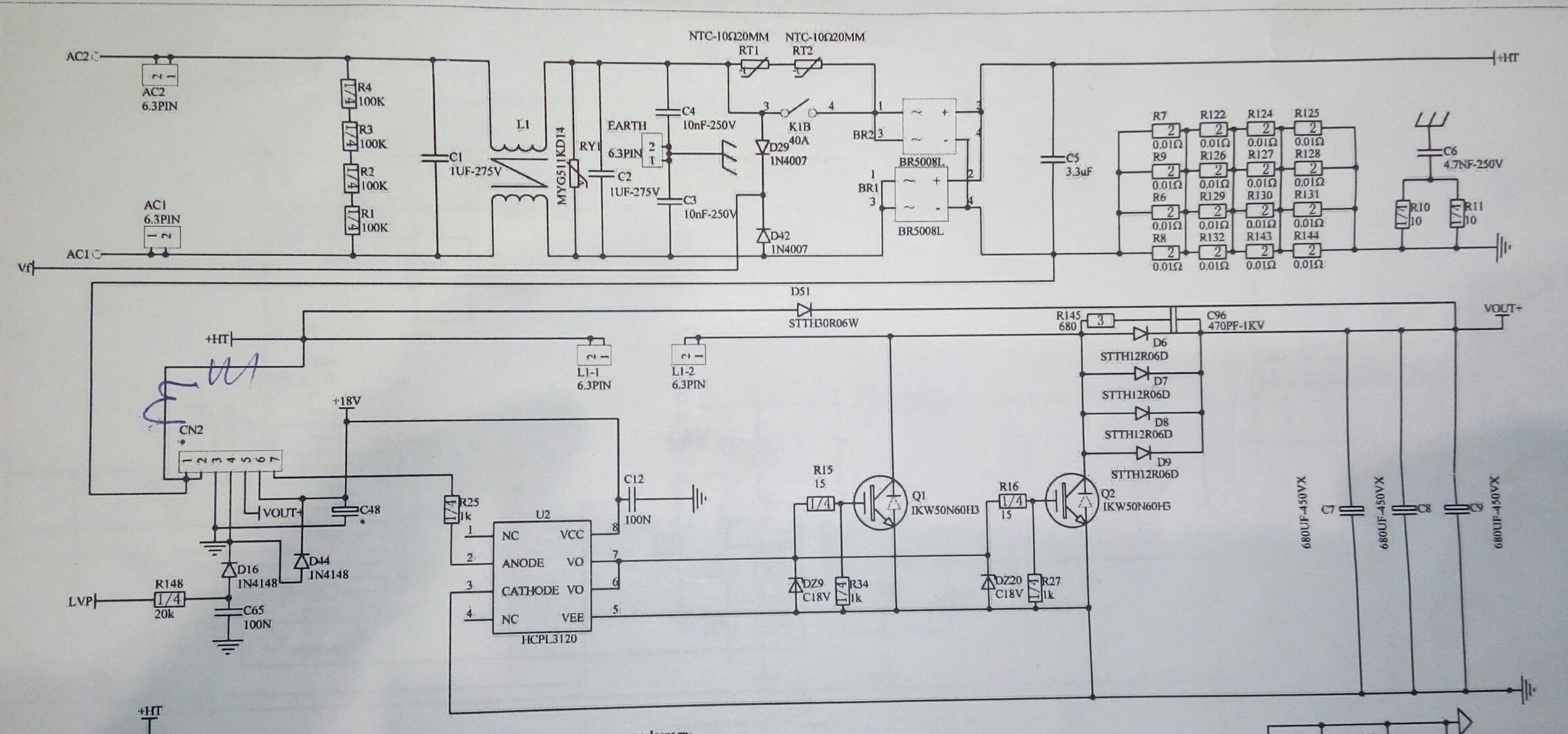 так как ток не изменился. Сварные швы 10 и 11 показали такое же увеличение пальцеобразного проплавления, как и швы 3-5, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально росту напряжения вылет электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются.
так как ток не изменился. Сварные швы 10 и 11 показали такое же увеличение пальцеобразного проплавления, как и швы 3-5, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально росту напряжения вылет электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются.
Сварочный ток в зависимости от толщины распространенных типов металла
Любой, кто хочет добиться оптимальных результатов сварки, должен знать, как правильно настроить ток в соответствии с типом и толщиной каждого металла. Обратитесь к таблице ниже для сварочных ампер на толщину для углеродистой стали и нержавеющей стали.
Углеродистая сталь с защитным газом 75 % аргона/25 % CO2
 )"}»> )"}»>Толщина (ga.) | Диаметр проволоки (дюймы) | Скорость подачи проволоки (IPM) | Ток (ампер) | Напряжение |
| 24 | 0,023 | 140-170 | 40-50 | 14-15 |
| 24 | 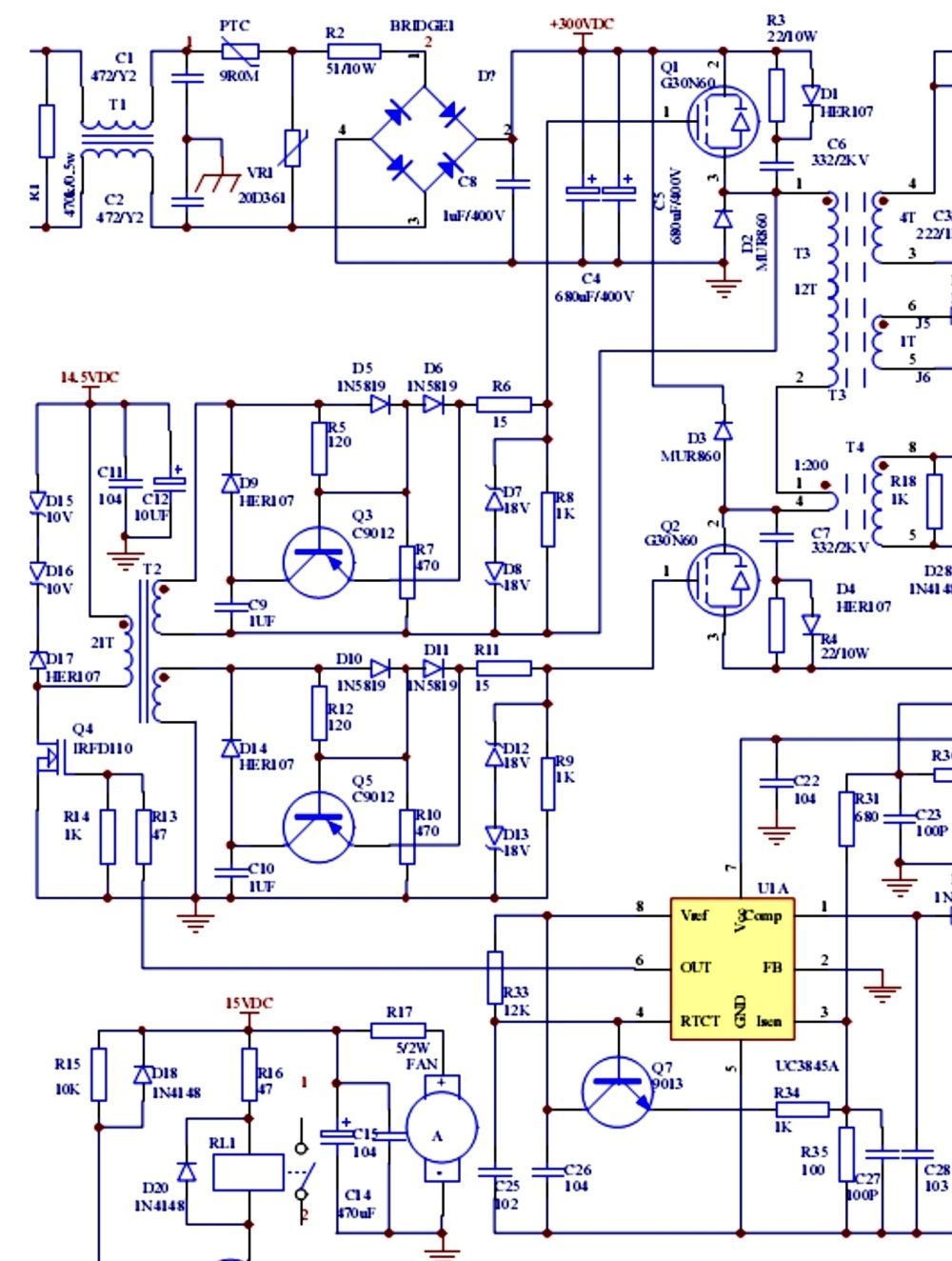 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 | 110-120 | 45-50 | 13-14 |
| 20 | 0,030 | 125-135 | 55-60 | 13-14 |
| 20 |  035}»> 0,035 035}»> 0,035 | 105-115 | 50-60 | 15-16 |
| 18 | 0,035 | 140-160 | 70-80 | 16-17 |
| 16 | 0,035 | 180-220 | 90-110 | 17-18 |
| 16 | 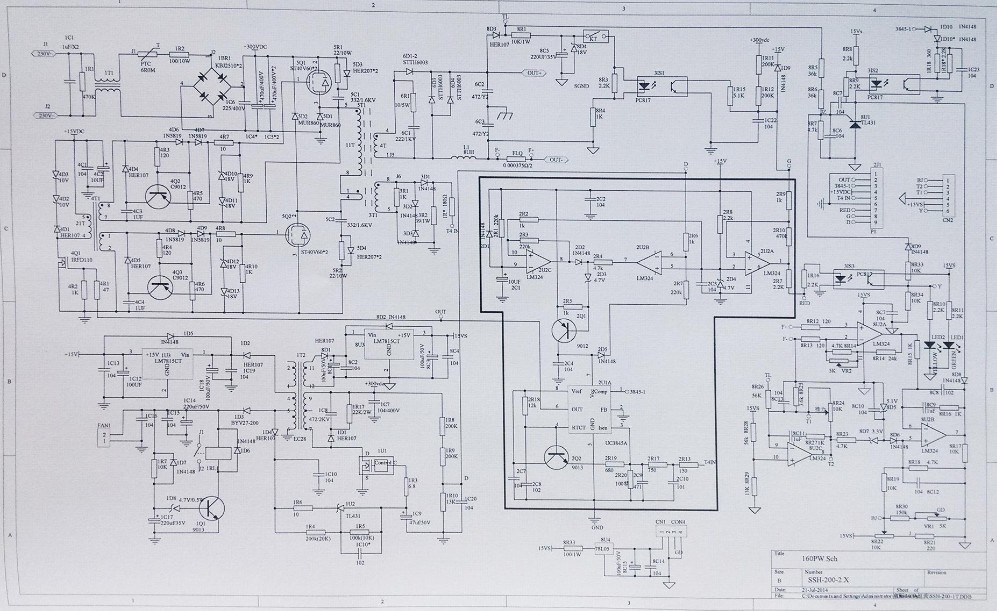 045}»> 0,045 045}»> 0,045 | 90-110 | 90-110 | 17-18 |
| 14 | 0,035 | 240-260 | 120-130 | 17,5-18 |
| 10 | 0,035 | 280-300 | 140-150 | 18-19 |
| 10 |  045}»> 0,045 045}»> 0,045 | 140-150 | 140-150 | 18-19 |
| 3/16 | 0,035 | 320-340 | 160-170 | 18,5-19,5 |
| 3/16 |  045}»> 0,045 045}»> 0,045 | 160-175 | 160-170 | 18,5-19,5 |
Нержавеющая сталь с 90 % гелия/7,5 % аргона/2,5 % CO2
| Толщина (ga.) | Диаметр проволоки (дюймы) | Скорость подачи проволоки (IPM) | Ток (ампер) | Напряжение |
| 18 |  03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 | 130-160 | 30-40 | 15-16,5 |
| 18 | 0,035 | 105-115 | 50-60 | 18-18,5 |
| 16 |  035}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,035 035}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,035 | 140-160 | 70-80 | 18-19 |
| 14 | 0,035 | 180-220 | 90-110 | 18,5-19 |
| 14 |  045}»> 0,045 045}»> 0,045 | 90-110 | 90-110 | 18,5-19 |
| 10 | 0,035 | 240-260 | 120-130 | 19-20 |
| 10 | 0,045 | 120-130 | 120-130 | 19-20 |
| 3/16 | 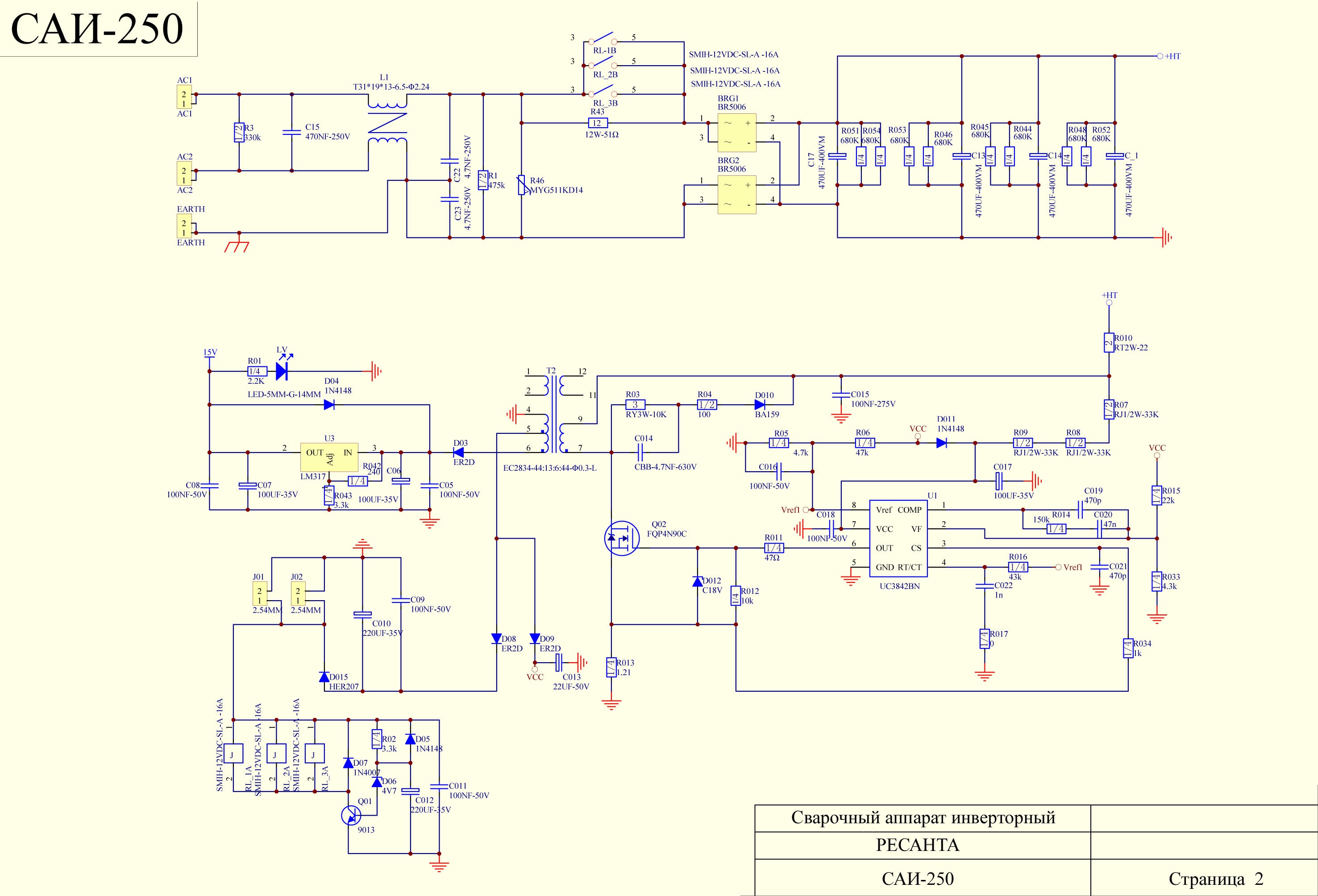 035}»> 0,035 035}»> 0,035 | 280-300 | 140-150 | 19-20 |
| 3/16 | 0,045 | 140-150 | 140-150 | 19-20 |
Помните практическое правило: сила тока определяется толщиной материала, и каждый 0,001 дюйм толщины материала требует примерно 1 ампер на выходе.
