Схема точечной сварки своими руками: Точечная сварка своими руками | Строительный портал
Содержание
Точечная сварка своими руками | Строительный портал
0
votes
+
Голос за!
—
Голос против!
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
- Схемы сборки аппарата
- Основной агрегат
- Конструкция электродов
- Органы управления
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.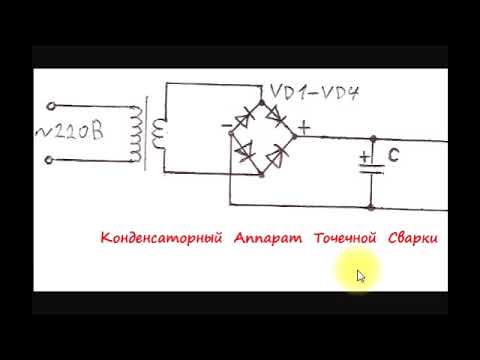
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами.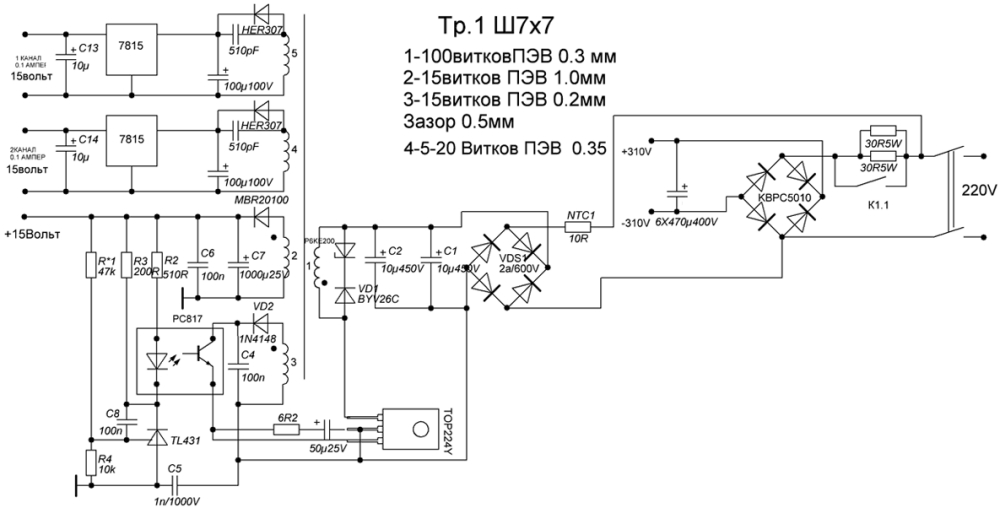 А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка своими руками из микроволновки: схема и этапы сборки
Не удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом.
Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорого
Устаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатора
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.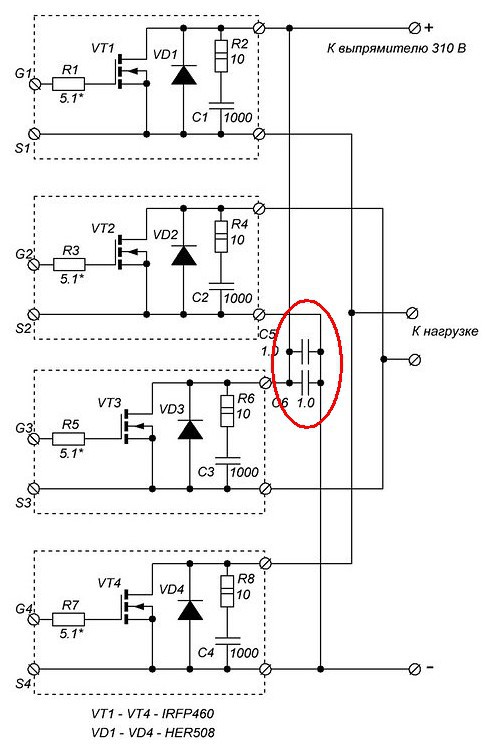
Мощное самодельное устройство
Для создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.

Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сварки
Первое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркой
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Видео по теме: Точечная сварка своими руками
Этот точечный сварочный аппарат, благодаря концевому выключателю который после ручного опускания верхнего электрода автоматически включает производство процесса сварки, является совершенно безопасным и качественно выполняющим свои функции. Предусмотрена задержка начала процесса сварки, который начинается только спустя 1 секунду, для того, чтобы пользователь успел опустить зажим с электродом на свариваемый материал, а затем уже включается сварочный ток продолжительностью по времени в диапазоне 0-4 секунды, который устанавливается с помощью потенциометра. Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами. СхемаТрансформаторТрансформатор взят от усилителя мощности звука на 500 ватт. Площадь сечения магнитопровода — 23 см/2. При небольших размерах трансформатор имеет значительную мощность. Вторичную обмотку необходимо перемотать. Она должна состоять из 2 метрового провода сечением 35мм/2 (10 мм изоляцией). Размеры окна 46.5 х 9,5 мм позволили уместить четырех витка провода. Они дают 2.6 В и почти 1000 А тока короткого замыкания. Этот трансформатор в сравнении с трансформатором от микроволновой печи имеет то преимущество, что нет необходимости в установке вентилятора охлаждения. Многочисленные отверстия в корпусе обеспечивают пассивное охлаждение. Сборка Корпус изготовлен из корпусных деталей ATX блок питания. На концах проводов вторичной обмотки установлены медные кольца зажимов. Рычаг их алюминиевого уголка 2 x 2 см, он играет очень важную роль в процессе отвода тепла от электродов — это позволяет выполнять больший по протяжённости шов за определённый отрезок времени. Таймер Концевой выключатель активируется штырем, прикрепленным к верхней части рычага электрода, который запускает Таймер. Таймер имеет простую схему, содержащуюся в структуре N-канального транзисторного модуля 2N4093. Первый таймер установлен постоянно на 1 секунду. После этого, отпирается второй таймер, который имеет потенциометр для регулировки времени сварки, в RC-цепи. Таймер работал безупречно при моделировании, но в реальности там были проблемы и пришлось сделать небольшие изменения в схеме, которая, в свою очередь, не работает в симуляции. Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен. БезопасностьВо время работы одевайте защитные очки. Даже если ток включается и выключается, когда электроды прижимаются к материалу, всегда есть шанс, что кусок расплавленного металла может брызнуть в каком-то направлении. Корпус изготовлен из металла и является основой для трансформатора и рычага с электродом, однако случайное касание к нему не является опасным. В данном случае я применил двойную изоляцию. Во-первых, симистор изолирован от радиатора, а радиатор крепится к корпусу через пластиковые распорки. Однако, пожалуйста, используйте только заземленную розетку для вашей же собственной безопасности. Результаты Сварочный аппарат легко справляется с листами 2 x 0,75 мм – шов не может быть разорван на части, без вырывания металла. Возможно, если электроды будут толще и заостренные на концах, можно будет производить сварку более толстых листов. Алюминиевые кронштейны довольно хорошо проводят тепло от электродов, поэтому сварка может производиться без больших волнений по поводу перегрева и плавления изоляции проводов. Форум по сварочному оборудованию Поделитесь полезной информацией с друзьями: |
 Однако многие не догадываются о том, что существуют совершенно разные методы самого процесса сварки, каждый из которых отличается своим энергоносителем. Тем не менее для тех, кто не знает: сварка — это процесс, в результате которого создается неразъемное соединение деталей за счет того. что образуются межатомные связи в самом сварочном шве. Такое соединение образуется за счет нагрева деталей, предназначенных для сварки, либо под действием пластической деформации. Современные технологии вышли на такой уровень, при котором стало возможным выполнять сварочные работы не только в производственных условиях, но и в домашних, а также на открытом воздухе, под водой и даже в космосе. Однако наиболее популярной среди всех является точечная сварка, своими руками которую вполне возможно выполнить.
Однако многие не догадываются о том, что существуют совершенно разные методы самого процесса сварки, каждый из которых отличается своим энергоносителем. Тем не менее для тех, кто не знает: сварка — это процесс, в результате которого создается неразъемное соединение деталей за счет того. что образуются межатомные связи в самом сварочном шве. Такое соединение образуется за счет нагрева деталей, предназначенных для сварки, либо под действием пластической деформации. Современные технологии вышли на такой уровень, при котором стало возможным выполнять сварочные работы не только в производственных условиях, но и в домашних, а также на открытом воздухе, под водой и даже в космосе. Однако наиболее популярной среди всех является точечная сварка, своими руками которую вполне возможно выполнить. Сам процесс точечной сварки относится к так называемому термомеханическому классу, и происходит он в несколько этапов. Вначале две сварочные детали совмещаются и помещаются между электродами сварочной машины, после чего плотно прижимаются друг к другу. Далее детали нагреваются до тех пор, пока не станут пластичными. После этого идет процесс деформации, в процессе него детали соединяются в том положении, в котором они должны находиться. Если при сварке используется автоматическое оборудование, то в среднем частота сварки составит около 600 точек за одну минуту.
Сам процесс точечной сварки относится к так называемому термомеханическому классу, и происходит он в несколько этапов. Вначале две сварочные детали совмещаются и помещаются между электродами сварочной машины, после чего плотно прижимаются друг к другу. Далее детали нагреваются до тех пор, пока не станут пластичными. После этого идет процесс деформации, в процессе него детали соединяются в том положении, в котором они должны находиться. Если при сварке используется автоматическое оборудование, то в среднем частота сварки составит около 600 точек за одну минуту.

 Длительность нагрева может составлять в среднем от нескольких сотых до нескольких десятков секунд. Так, например, при сварке закаленной стали требуется более длительный период нагрева, так как данный материал имеет свойство растрескиваться.
Длительность нагрева может составлять в среднем от нескольких сотых до нескольких десятков секунд. Так, например, при сварке закаленной стали требуется более длительный период нагрева, так как данный материал имеет свойство растрескиваться.

 Для изготовления более мощного аппарата используются все те же детали: полупроводниковый тиристор, реле времени. Однако потребуется более мощный трансформатор.
Для изготовления более мощного аппарата используются все те же детали: полупроводниковый тиристор, реле времени. Однако потребуется более мощный трансформатор.


 Теперь можете убрать свой палец с кнопки, и подождать пока сварной шов не остынет.
Теперь можете убрать свой палец с кнопки, и подождать пока сварной шов не остынет.
 Электроды соединены с обмоткой медными проводами около 3,5 мм в диаметре. Это прямое соединение обеспечивает хороший электрический контакт. Электроды могут быть установлены под любым углом, провода могут быть несколько увеличенной длины. Способ крепления предотвращает сдвиг или смещение электродов даже под сильным давлением. Рабочая длина рычага — 24 см.
Электроды соединены с обмоткой медными проводами около 3,5 мм в диаметре. Это прямое соединение обеспечивает хороший электрический контакт. Электроды могут быть установлены под любым углом, провода могут быть несколько увеличенной длины. Способ крепления предотвращает сдвиг или смещение электродов даже под сильным давлением. Рабочая длина рычага — 24 см.
 Схема, печатная плата, файл прошивки, исходники и т.д. – всё в архиве для скачивания.
Схема, печатная плата, файл прошивки, исходники и т.д. – всё в архиве для скачивания.суть процесса, схема для аппарата
Содержание:
- Суть процесса
- Устройство аккумулятора
- Когда требуется сварка
- Изготовление устройства
- Сварка аккумуляторов
- Сварка литиевых аккумуляторов
- Аккумуляторы 18650 и их сварка
- Переделка шуруповерта на литиевые аккумуляторы
- Компоненты для точечной сварки
- Интересное видео
Современную жизнь трудно представить себе без использования аккумуляторов, являющихся неотъемлемой частью различных приборов и устройств. За ними необходим уход и своевременный ремонт, в число которых входит сварка аккумуляторов. Это бывает необходимо, если требуется замена одного или нескольких входящих в это устройство элементов.
За ними необходим уход и своевременный ремонт, в число которых входит сварка аккумуляторов. Это бывает необходимо, если требуется замена одного или нескольких входящих в это устройство элементов.
Точечная сварка аккумуляторов может с полным правом быть отнесена к наилучшим способам соединения необходимых деталей. Эта работа не является сверхсложной, поэтому реальным решением проблемы служит точечная сварка для аккумуляторов своими руками. Для производства подобного вида деятельности в продаже имеется много приспособлений, часть из которых можно использовать из числа имеющихся в своем хозяйстве.
Суть процесса
Точечная сварка относится к популярному виду соединения металлических изделий контактным способом. Металлические изделия сваривают друг с другом не по сплошной линии, а в нескольких точках. Такой метод отличается относительной простотой исполнения и высокой производительностью, чем объясняется широкая сфера его применения. В частности этот метод используется, когда предстоит сварка аккумуляторов своими руками.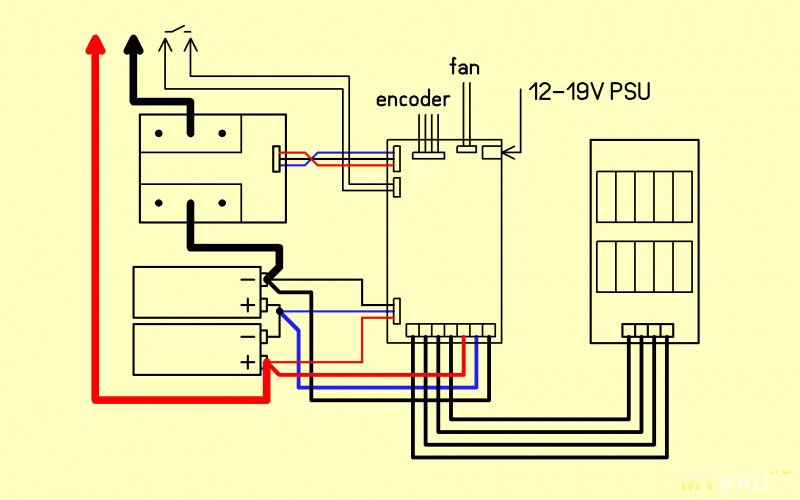
Суть работы точечной сваркой отличается крайней простотой. Она состоит в том, что свариваемые детали плотно прижимаются друг к другу, а затем на них подается электрический импульс большой мощности. После того, как разогрев деталей достигнет требуемой температуры, в точке соприкосновения произойдет образование ядра, состоящего из расплавленного металла.
Усиленное сжатие деталей приводит к началу взаимного проникновения молекул прижатых друг к другу металлов. После отключения тока в месте сварки начинает происходить медленное снижение температуры, а металл будет кристаллизоваться. Место сваривания получается настолько прочным, что при попытке разъединить полученное соединение треснет только металл, находящийся вблизи точечного места сварки.
Несложный принцип такого вида сварки включает в себя плотный прижим соединяемых деталей и происходящее вслед за этим генерирование импульса достаточной силы.
К преимуществам точечной сварки относится:
- Прочность соединения.

- Экологичность процесса.
- Технологичность.
- Быстрота.
- Невысокие значения тока и напряжения.
- Незначительность деформации.
- Простота выполнения.
- Удобство работы с аппаратом.
- Экономичность.
Осуществление этого процесса не потребует приобретения таких видов расходняков, как электроды, баллоны с газом, проволока и флюс.
Схема точечной сварки для аккумуляторов своими руками:
Осуществление соединения таким методом включает в себя три простых этапа выполнения:
- Сжатие деталей, вызывающее небольшую деформацию деталей в этой области.
- Подача тока в зону, где расположен контакт, вызывающую расплавление металла и образование ядра.
- Выключение тока. Остывание металла и его кристаллизация.
Во время воздействия тока ядро расширяется до достижения максимальных размеров. Вокруг жидкого ядра образуется пояс, имеющий плотную структуру. После выключения тока необходимо на некоторое время оставлять прижим деталей до снятия напряжения в месте сварки. Благодаря произошедшей ранее деформации металлов отсутствует разбрызгивание, точечный шов получается аккуратным и не требует последующей зачистки.
Благодаря произошедшей ранее деформации металлов отсутствует разбрызгивание, точечный шов получается аккуратным и не требует последующей зачистки.
Точечная сварка аккумуляторов своими руками приводит к весьма существенному сокращению суммы денег, необходимой для приобретения дорогого оборудования. К одним из основных требований относится предварительная подготовка. В нее входит очищение поверхности от имеющихся загрязнений. Иначе при сварке снизится мощность, что приведет к износу применяемого аппарата.
Если после окончания сварки все же появятся наплывы вследствие выплесков металла, то их необходимо аккуратно зачистить. Выплески снижают надежность соединения. Также возможно появление такого дефекта, как прожог. Это может произойти при чересчур большой силе тока, большого времени действия импульса или чрезмерной силе сжатия деталей. В этом случае необходимо снижение силы тока и величины прижима.
Когда импульс будет слабым, то это может привести к непровару. Этот дефект также может возникнуть, если сила сжатия будет недостаточно сильной, или произойдет ослабление сжатия клещей уже во время процесса. Непровар может появиться при слишком близком расположении сварных точек.
Непровар может появиться при слишком близком расположении сварных точек.
Устройство аккумулятора
Под этим термином понимается устройство, способное вначале накапливать (аккумулировать) энергию, а затем ее расходовать для обеспечения различных видов работ. Такие циклы заряда и разряда могут совершаться по многу раз.
У распространенных в быту аккумуляторах между пластинами вырабатывается напряжение не более двух вольт. Для многих приборов это является недостаточным, поэтому осуществляется последовательное соединение однотипных видов аккумуляторов. Устанавливаться потом они могут в одном корпусе. Собранное из таких элементов сооружение уже будет батареей, сокращенное название которой носит аббревиатуру «АКБ».
Каждая из составных частей, называемых банками, содержит два блока с положительными и отрицательными пластинами. Пластины с прилагаемыми к ним решетками отделены друг от друга разделительной пластиной, которую называют сепаратор. Устройство помещено в прочный корпус, плотно закрытый крышкой.
Сфера использования аккумуляторных батарей в быту начинается с автомобилей и заканчивается игрушками. Поэтому контактная сварка аккумуляторов своими руками приводит к простому решению многих назревших проблем. Также увлеченные умельцы могут сами изготовить аппарат для контактной сварки аккумуляторов. Самодельная точечная сварка для аккумуляторов по своему результату может быть не хуже профессиональной.
Когда требуется сварка
В источнике автономного питания в виде аккумулятора иногда появляется необходимость замены одного или сразу нескольких неисправных элементов. В процессе работы аккумулятор может попадать в невыгодные для себя условия. Например, при редких и непродолжительных поездках АКБ может разряжаться, а при тяжелых работах испытывать повышенные нагрузки, что приводит к разбалансировке. Частое заряжение может вызвать выкипание электролита. Нежелательное действие окажет неисправность генератора или стартера.
Такой метод, как пайка, является недопустимым, поскольку нельзя перегревать встроенный в схему контроллер. Поэтому находит применение точечная сварка аккумуляторных батарей. При замене вышедшего из строя аккумулятора новый элемент должен соответствовать по такой характеристике, как вольт-амперная.
Поэтому находит применение точечная сварка аккумуляторных батарей. При замене вышедшего из строя аккумулятора новый элемент должен соответствовать по такой характеристике, как вольт-амперная.
Контактная сварка аккумуляторов всего в нескольких точках обеспечивает нагрев металла, но на весьма ограниченном пространстве, исключая термическое воздействие на остальные области.
Изготовление устройства
Аппарат для сварки точечным способом, имеющий небольшие габариты, называют споттером. Сварочный аппарат для точечной сварки аккумуляторов можно с легкостью изготовить самим. Аппарат для точечной сварки аккумуляторов разделяется на механическую составляющую и электрическую. Механическая содержит электроды, проводящие ток, и элементы, необходимые для сжатия деталей. В электрической части главной составляющей является трансформатор.
Аппарат для точечной сварки для аккумуляторов может иметь в своем составе старый трансформатор. Распространено использование трансформатора, входящего ранее в конструкцию микроволновой печки, если она вышла из строя и не подлежит ремонту. Также можно использовать трансформатор неработающего телевизора.
Также можно использовать трансформатор неработающего телевизора.
Извлекать старый трансформатор необходимо осторожно, чтобы не повредить изоляцию. Вторичную обмотку следует полностью удалить. Можно вначале спилить верхнюю часть, а потом достать или выбить оставшуюся с помощью какого-нибудь инструмента, например, зубила. После этого следует очистить место произведенной работы.
Затем следует освобождение паза, в котором будет намотана новая обмотка. Ее нетрудно изготовить из сварочного кабеля, имеющего большую толщину. Хороший показатель дадут даже четыре витка приготовленной таким образом обмотки. Особенно длинным кабель делает не стоит, поскольку это снизит надежность такого устройства, каким является аппарат для сварки аккумуляторов.
Обновленный трансформатор следует закрепить на основании саморезами. Друг напротив друга устанавливаются электроды, которые будут спаяны вместе. Спаянные электроды соединяются с проводами. К одним из важных обстоятельств можно отнести место положения выключателя.![]() Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
В том случае, если аппарат для точечной сварки аккумуляторов своими руками включает в составе автомобильный аккумулятор, то такая переделка трансформатора не понадобится. В качестве источника тока будет использоваться заряженный машинный аккумулятор. Он должен иметь значительную мощность, чтобы исключить расправление при нагреве металла.
Оба электрода в изоляционном покрытии по всей своей длине фиксируются в колодке. Чтобы выдержать расстояние между ними закрепляют соединитель. Провода, идущие от АКБ, фиксируют в клеммнике. Аппарат точечной сварки аккумуляторов удобно подключать с помощью ножной педали. Подойдет педаль от швейной машины, но желательно приобрести новую.
Для подключения ножной педали должен иметься специальный разъем. Важной частью является подготовка электродов. В их роли могут выступать стержни паяльников, заточенные на конус. Также можно использовать обычный провод из меди диаметром 2-5 миллиметра.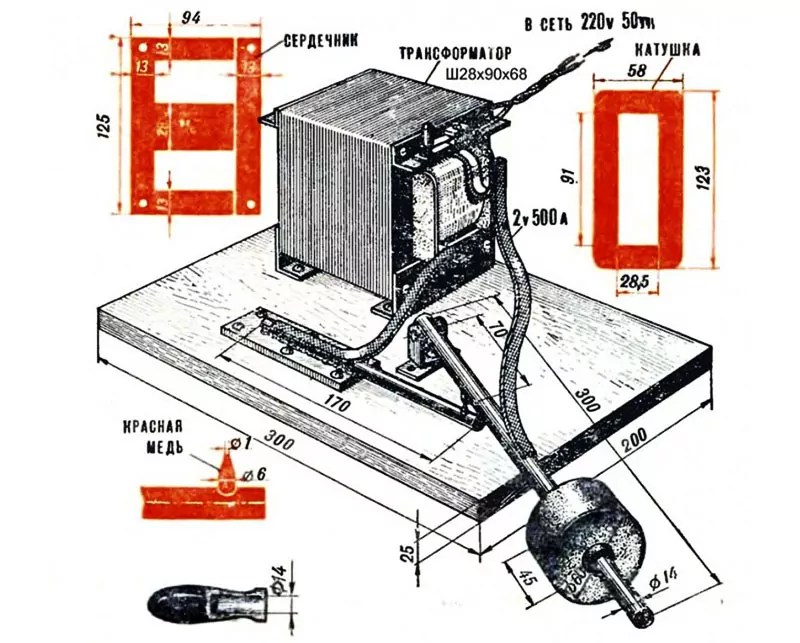
Электроды к деталям должны прижиматься с помощью прижимного устройства. Прижимное устройство должно иметь возможность регулировки. Это расширяет поле деятельности, используя его для сваривания деталей разной толщины.
Аппарат для сварки аккумуляторов своими руками, конечно, не может сравниться с заводским исполнением, но проверка его работы после сборки приблизит его к этим характеристикам. Для тестирования следует выбрать какую-нибудь ненужную деталь. Контрольная контактная сварка для аккумуляторов должна быть вначале осуществлена на маленькой мощности. При нормальном результате следующую проверку уже можно проводить на максимальной мощности.
Правильно подобранный режим обеспечит отсутствие следов сварки. В то же время крепко соединенные детали должны успешно сопротивляться разрыву.
Сварка аккумуляторов
Сварка батареек, находящихся в бытовых и компьютерных технических приборах, предполагает их извлечение, ремонт и установку на прежнее место исправленного варианта. При этом необходимо восстановить все надежные контакты.
При этом необходимо восстановить все надежные контакты.
Точечная сварка для батареек потребует использование для этой цели аппарата, который будет гораздо экономичнее изготовить самостоятельно. Многие составляющие будущего прибора умельцы могут найти в своем хозяйстве. Так, например, в качестве корпуса можно использовать корпус устаревшего системного блока компьютера или уже переставшего работать старого зарядного устройства. Провода наверняка найдутся у запасливых любителей все делать собственными руками.
Для запуска устройства допустимо использовать выключатель от электродрели. Необходимо позаботиться о наличии крепежных деталей в виде винтов, гаек, саморезов. Некоторые составные части придется все же прикупить, но следует постараться сделать это подешевле, например, воспользовавшись интернет-магазинами.
Простейший вариант, которым может быть осуществлена контактная точечная сварка для аккумуляторов своими руками, — соединение при использовании непосредственно самой батареи. Для этого будет нужно следующее:
Для этого будет нужно следующее:
- аккумулятор от автомобиля или какого-нибудь бытового прибора;
- одножильный провод из меди;
- реле на пятьсот-тысячу Ампер;
- переключатель;
- переменный резистор;
- конденсатор;
- многожильный провод из меди.
Из одного провода следует сделать два электрода. Концы их необходимо зачистить и зафиксировать между собой с помощью изоленты, предварительно выровняв по длине. Торцы импровизированных электродов должны находиться в параллельных плоскостях на расстоянии пары миллиметров.
К противоположным концам провода подсоединяют кабели, предназначенные для зарядки, используя специальные зажимы. Предварительно зарядный кабель следует присоединить к клеммам аккумулятора. Полярность в этом случае роли не играет.
Точечная сварка для аккумуляторов начинается с того, что после установки никелевой пластины на аккумулятор, к ней прижимаются металлические стержни, выполняющие роль электродов , находящиеся под напряжением и подается ток. Металл расплавляется в точке соприкосновения с поверхностью аккумулятора.
Металл расплавляется в точке соприкосновения с поверхностью аккумулятора.
Когда контактная сварка для аккумуляторов своими руками происходит в условиях домашнего производства, то можно использовать другие дополнительные элементы. Многожильный провод подсоединяется к аккумулятору с помощью особых зажимов. Другие его концы соединяются к реле и жалу от паяльника, выполняющему роль электрода. К другому электроду должен быть подсоединен оставшийся контакт реле.
При соблюдении подобной схемы в случае замыкания контактов реле в аккумуляторе возникнет напряжение. Чтобы управлять реле, будет нужен конденсатор, обладающий значительной емкостью. Кроме этого понадобятся резистор и переключатель, соединенные между собой последовательным способом.
Контактная сварка для АКБ своими руками предусматривает, что вывод конденсатора должен быть подсоединен к батарее аккумуляторов, а к резистору подключается вывод переключателя. Сварка для аккумуляторов своими руками начинается с того, что на торец аккумулятора помещают кусок ленты или пластинку из никеля, а сверху с силой прижимают ее электродами. После этого уже можно приводить в действие переключатель. На электродах появится напряжение вследствие того, что контакты на реле замкнутся.
После этого уже можно приводить в действие переключатель. На электродах появится напряжение вследствие того, что контакты на реле замкнутся.
Поскольку электроды замкнуты через наложенную пластинку, через эту пластину начнет проходить ток короткого замыкания. Это мгновенно вызывает расплавление той части металла, которая расположена между электродами.
Точечная сварка батареек своими руками производится с помощью трансформатора и это является обязательным условием. Большая мощность трансформатору не понадобится. Вполне достаточно 300-500 Ватт для того, чтобы было можно перемотать обмотку.
Для изготовления устройства, с помощью которого можно будет осуществлять точечную сварку, необходимо произвести такого рода действия:
- разрезать оргстекло для корпуса на части согласно предварительно составленному чертежу, и проделать в них необходимые отверстия;
- смонтировать из этих деталей корпус для будущего устройства;
- демонтировать вторичную обмотку в трансформаторе;
- намотать необходимое количество витков на первичную обмотку;
- зачистить свободные концы кабеля и припаять к ним наконечники;
- к первичной обмотке подсоединить жилы сетевого провода;
- на сетевом шнуре закрепить вилку для подключения в сеть;
- закрепить трансформатор в корпусе с помощью винтов;
- на боковой стороне корпуса установить микровыключатель и резистор;
- в необходимых местах просверлить монтажные отверстия.

Важным является расположение выключателя. Он должен быть располагать слева в непосредственной близости от клещей. Чтобы создать более совершенную модель, обладающую лучшими характеристиками, следует использовать конденсаторы и тиристор. Благодаря этому ток будет подаваться более импульсивно, а необходимые временные интервалы будут сохранены.
Перед тем, как начать использовать кабели, следует произвести их внешний осмотр. Они должны быть чистыми. К сварке можно приступать только после того, как будут осмотрены и проверены все составляющие устройства. Для удобства собранное устройство необходимо расположить на столе или верстаке.
Сварка литиевых аккумуляторов
Особенность широко распространенных в технических устройствах литиевых аккумуляторов заключается в том, что они очень чувствительны к перегреву. Особенно боится этого плюсовой вывод. Сварка литиевых аккумуляторов может быть успешно произведена путем приваривания к ним никелевых пластин.
Чтобы была осуществлена сварка литиевых аккумуляторов в домашних условиях, необходимо соорудить для этого достаточно простое устройство. Оно состоит из трансформатора и системы его управлением. Управление не должно заключаться в простом нажатии кнопки, поскольку реакция человека не позволяет делать это достаточно быстро. При замедлении возникнет прожог, как пластины, так и самой контактной площадки аккумулятора.
Оно состоит из трансформатора и системы его управлением. Управление не должно заключаться в простом нажатии кнопки, поскольку реакция человека не позволяет делать это достаточно быстро. При замедлении возникнет прожог, как пластины, так и самой контактной площадки аккумулятора.
На устройстве должен иметься регулятор с возможностью выставления на нем времени в миллисекундах. Он должен иметь градуировку, в которой каждый интервал соответствует десяти миллисекундам. Пределом является установка 120 миллисекунд. Наиболее оптимально выставление времени в 30 или 40 миллисекунд. Все зависит от толщины пластины и качества контакта между пластиной и элементом.
Встроенный контролер управляет симистром, который необходим для включения и выключения подачи тока. С другой стороны расположен блок питания контроллера и фильтр. Точечная сварка своими руками для литиевых аккумуляторов начинается с включения устройства в розетку. Под электроды подставляется пластинка, установленная на аккумуляторе. После нажатия на кнопку мгновенно происходит прихватывание. Попытка оторвать ее не получится. Для уверенности следует поставить еще пару точек.
После нажатия на кнопку мгновенно происходит прихватывание. Попытка оторвать ее не получится. Для уверенности следует поставить еще пару точек.
Сварка li ion аккумуляторов может осуществляться различными способами. Для сборки в единый блок такого рода аккумуляторов подходящим вариантом является мини контактная сварка для сварки li ion аккумуляторов.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно.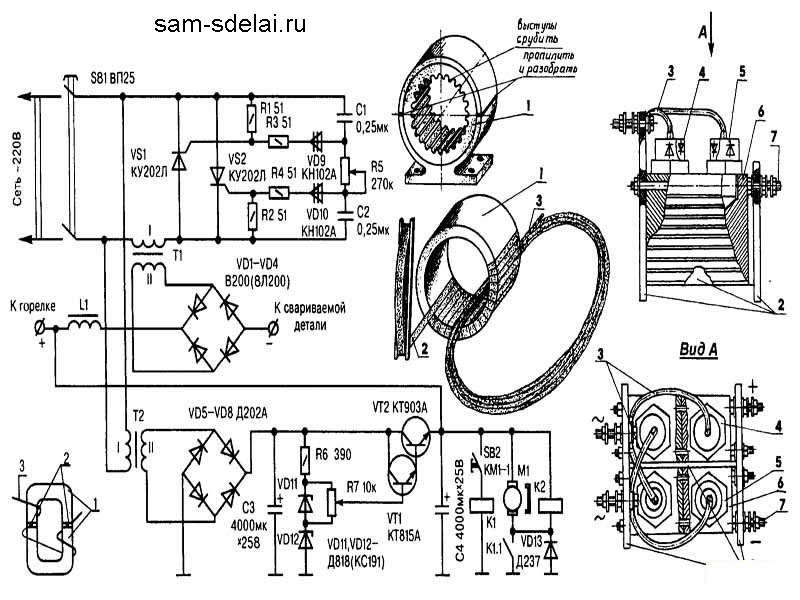 Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.

- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Переделка шуруповерта на литиевые аккумуляторы
Шуруповерт относится к весьма востребованным строительным инструментам. Со временем кадмиевые аккумуляторы в нем могут начать изнашиваться. Не помогает даже их полная зарядка. Чтобы дать шуруповерту вторую жизнь, следует перевести его на аккумуляторы литиевого вида, совершив при этом сваривание аккумуляторов в батарею. Схема точечной сварки для аккумуляторов шуруповерта поможет выполнить это быстро и качественно.
Первым делом необходимо разобрать аккумулятор шуруповерта и извлечь из него старые банки. Пригодится только клеммная часть. Также потребуется плата, рассчитанная на три аккумулятора. Желательно выбирать аккумуляторы с большой емкостью. Паять можно пластинками, снятыми с батареи шуруповерта.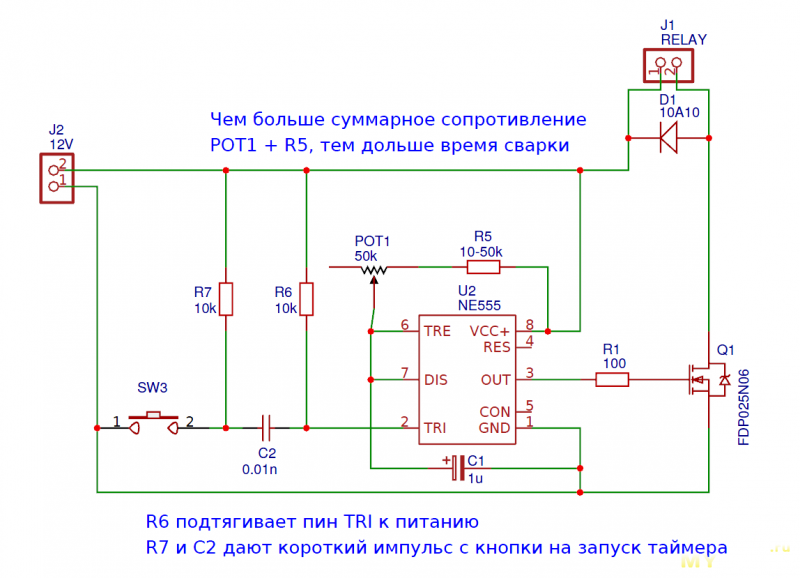
Необходимо установить максимальную мощность. После обработки кислотой можно включить паяльник. Поверхности необходимо залудить с помощью паяльника. Затем приложить пластину и припаять ее к поверхности аккумуляторов с максимальной скоростью.
Компоненты для точечной сварки
Педаль для сварочного аппарата служит для удобства осуществления этого процесса. Такие небольшие устройства имеются в продаже, но также их можно изготовить самим из подручных материалов. Для этого понадобятся две деревянные дощечки, соединенные между собой подвижным механизмом.
Если трансформатор настоятельно рекомендуется использовать, изъяв его из старой микроволновки, то на приобретение некоторых элементов неизбежно придется потратиться. Чтобы особо не заморачиваться, можно приобрести сразу весь комплект. Существуют полностью собранные комплекты. Это, конечно, облегает работу, но вводит в дополнительный расход и лишает радости творчества. Отдельно можно приобрести компактный контроллер. Фишка состоит в наличии дисплея. Также существуют платы с дисплеем. Не введут в сильный расход, но обеспечат удобство при осуществлении контактной сварки ручки-держатели.
Фишка состоит в наличии дисплея. Также существуют платы с дисплеем. Не введут в сильный расход, но обеспечат удобство при осуществлении контактной сварки ручки-держатели.
Вместо того, чтобы тратить время на оттачивание металлических стержней, которые будут в дальнейшем играть роль электродов, можно приобрести уже готовые. Они представляют собой уже заточенные стержни из меди, которые будут зажаты в держателях. Обычно в комплекте их содержится десять штук. По мере их износа можно осуществлять замену, поэтому количество предлагаемых в комплекте медных отточенных стержней не будет чрезмерным.
Можно приобрести моток никелевых пластин для сваривания аккумуляторов точечным способом. Интересным моментом является наличие в ленте прорезей. Существует вариант, когда лента продается уже нарубленными кусками. Величина тока при точечной сварке аккумуляторов потребует выбор пластинок определенной толщины.
При отсутствии вышедших из строя старых микроволновок и нежелании разбирать еще вполне исправные, можно приобрести новый трансформатор. По крайней мере, это даст гарантию более хорошей работы самодельного аппарата для сварки аккумуляторных батарей. Также существует полный комплект из необходимых элементов, которые останется только собрать в единое целое.
По крайней мере, это даст гарантию более хорошей работы самодельного аппарата для сварки аккумуляторных батарей. Также существует полный комплект из необходимых элементов, которые останется только собрать в единое целое.
Интересное видео
Точечная сварка своими руками — ВИДЕО как сделать аппарат точечной сварки своими руками
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора.
При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи.
Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.
Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08. ..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.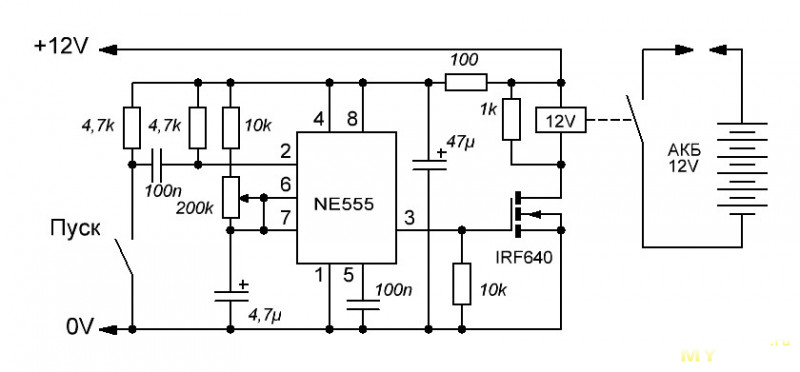
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².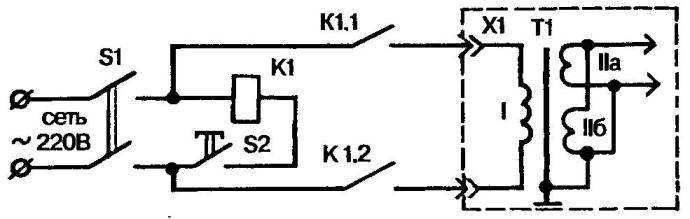
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки.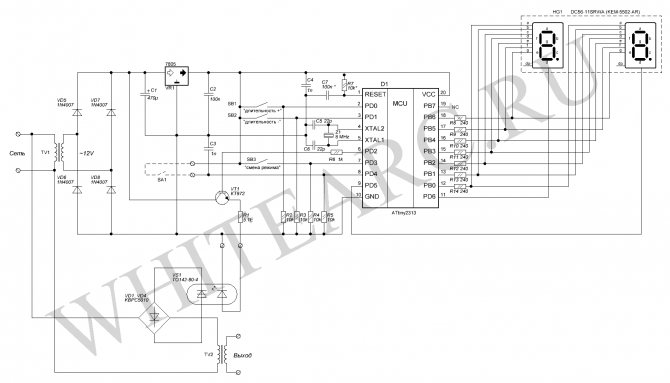 Его длину не следует выбирать большей 2…2,5 м.
Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.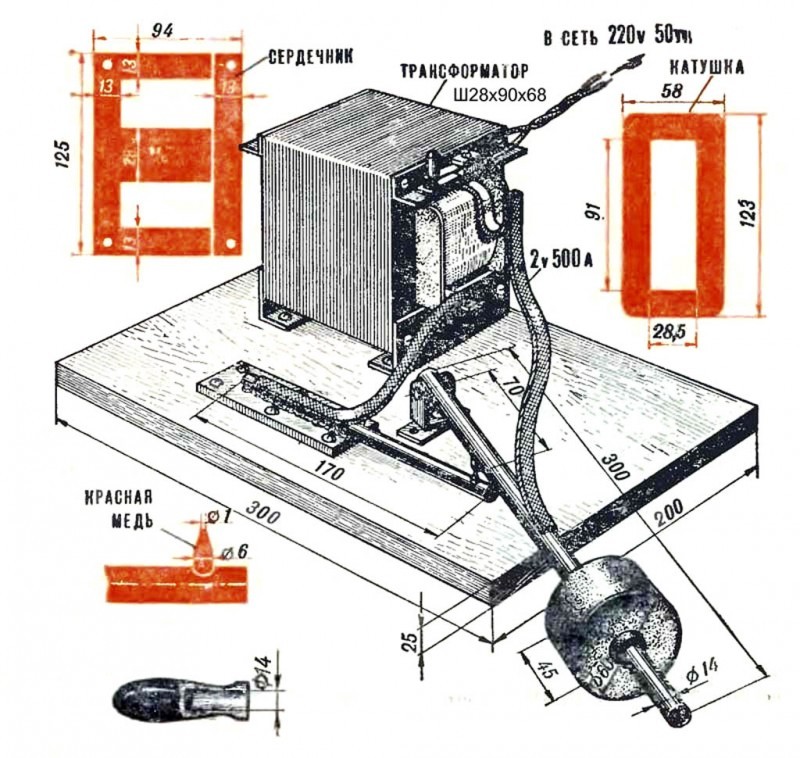
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65.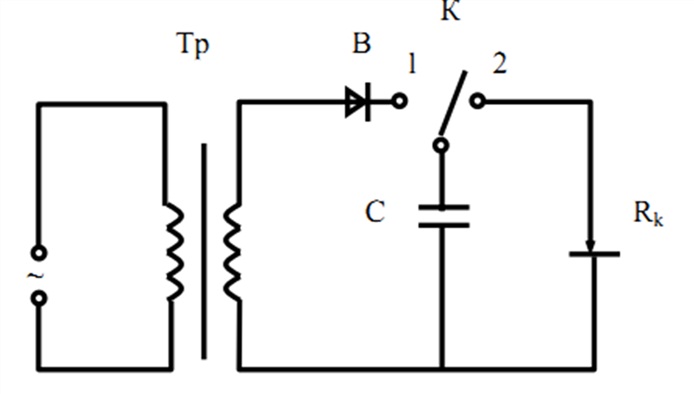 ..70 кв.см.
..70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.![]()
Успех с односторонней точечной сваркой сопротивлением
Несмотря на то, что я дважды пытался, и оба раза получались неудачные сварные швы, я знал, что могу сэкономить себе
времени при установке поддона пола с помощью односторонней точечной сварки — если бы я мог сделать это правильно .
Нажмите здесь, чтобы узнать больше
Марч Тейлор
Я, как и большинство представителей отрасли, считаю, что послепродажная технология контактной точечной сварки с выдавливанием (STRSW) наконец-то догнала производителей оригинального оборудования — инверторные трехфазные сварочные аппараты производят заводские сварные швы, которые сохраняют целостность автомобиля.
А как насчет односторонней точечной сварки? До недавнего времени я был настроен скептически, особенно после неудачных сварных швов при предыдущих попытках. Две причины, по которым я попытался снова: во-первых, я полностью прочитал и понял руководство по эксплуатации, понимая, что в наших предыдущих попытках мы, возможно, отклонились от инструкций. Во-вторых, потому что обычная установка поддона пола с помощью сварки MIG в лучшем случае небрежна. Требуется много шлифовальных и отделочных работ, чтобы новая панель пола выглядела приемлемо.
Во-вторых, потому что обычная установка поддона пола с помощью сварки MIG в лучшем случае небрежна. Требуется много шлифовальных и отделочных работ, чтобы новая панель пола выглядела приемлемо.
После осознания значительных улучшений, которые были внесены в
некоторыми производителями точечной сварки, и принуждая себя следовать жесткому пошаговому рабочему процессу, мы решили сделать третью попытку.
Я выбрал техника Рэя Икеду для установки этой панели пола багажника. Рэй известен своей дотошностью и тем, кто следует инструкциям. Если бы кто-то и мог добиться успеха, то этим человеком был бы Рэй. Затем Рэй наставлял других наших 12 металлических мужчин, следя за тем, чтобы остальные следовали нашей недавно разработанной стандартной операционной процедуре (СОП).
Основы
Прежде чем мы углубимся в то, что изменилось, нам необходимо понять основные принципы односторонней сварки, имея в виду, что односторонняя контактная сварка
началась много лет назад как косметическая сварка для замены кислородно-ацетиленовой пайки устранение ржавчины на внешней панели:
Односторонняя сварка никогда не должна рассматриваться для каких-либо конструкционных панелей или для нескольких панелей, превышающих два слоя.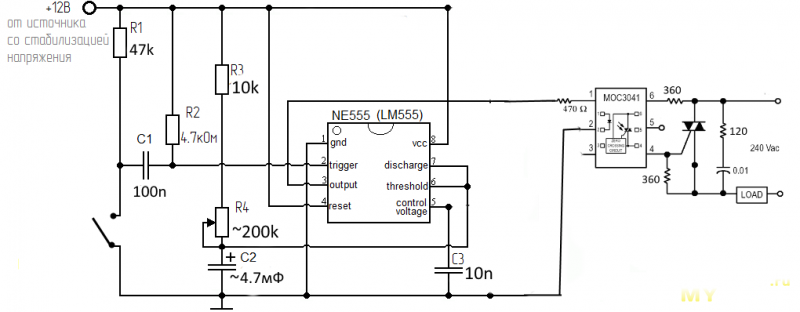 Всего два слоя!
Всего два слоя!
Толщина прикрепляемой новой панели никогда не должна превышать 1,2 мм. (Некоторые сварочные аппараты допущены к работе с панелями толщиной 1,5 мм; эти сварочные аппараты оснащены технологией, называемой «управление током».)
При наличии панелей разной толщины приваривать более тонкую слоистую панель к толстой; никогда не сваривайте от толстого к тонкому.
Поместите «башмак заземления» как можно ближе к зоне сварки и закрепите его на основной панели. Никогда не присоединяйте заземляющий башмак к той же свариваемой панели.
Надежно прикрепите всю поверхность «заземляющего башмака» к основной панели, очистив поверхность основной панели до голого металла.
Между свариваемыми панелями не должно быть загрязнений; сопрягаемая поверхность должна быть тщательно чистой и свободной от смазки или герметика. (При односторонней точечной сварке большинство инверторных сварщиков позволяют покрытию e-coat оставаться между двумя слоями, не нарушая целостность сварного шва. )
)
Сопрягаемые стороны новой и основной панели должны иметь гладкую, плотную посадку заподлицо; не должно быть зазоров и воздушных карманов (по возможности избегая зоны заводской точечной сварки).
Давление пистолета, рекомендуется вертикальный толчок 20-25 фунтов, с упором на не слишком сильное и не слишком слабое давление. Слишком много, и вы рискуете проделать дыру в панели; слишком мало, и сварка может не получиться.
Прежде чем начать процесс односторонней сварки, очень важно выполнить пробную сварку, имитирующую установку панели, а затем разрушить пробную сварку. Это подтвердит, что вы готовы начать процесс и что выбранные вами настройки верны.
После первых односторонних сварных швов визуально проверьте нижнюю сторону основной панели; должна быть видна «зона термического воздействия» пригара, подтверждающая проплавление сварного шва.
Полезный совет: старайтесь избегать сварки в той же области, что и исходная заводская точечная сварка. (Хотите шаблон, чтобы определить исходную область точечного сварного шва? Вырежьте идентичную секцию из исходной панели пола, которая была удалена.) Если вы свариваете ту же область, что и исходный сварной шов, существует высокая вероятность того, что сварной шов может взорваться или прогореть. .
(Хотите шаблон, чтобы определить исходную область точечного сварного шва? Вырежьте идентичную секцию из исходной панели пола, которая была удалена.) Если вы свариваете ту же область, что и исходный сварной шов, существует высокая вероятность того, что сварной шов может взорваться или прогореть. .
Когда это следует учитывать
Одностороннюю сварку следует рассматривать только в том случае, если условия ремонта диктуют успешную одностороннюю сварку и, что наиболее важно, когда сварка с помощью пресс-пистолета недоступна. (Это случается, когда рычаги сварочного электрода выжимного пистолета не могут достать до зоны сварки.)
Пример, показанный на фотографиях в этой статье, представляет собой задний пол в области запасного колеса, прикрепленный к верхнему фланцу цельных направляющих и к внутренней стороне колесной ниши. В этом сценарии ремонта перед началом процесса односторонней сварки с панелью пола (выполняется только в тех местах, куда не могли дотянуться электроды пресс-пистолета) техник изготовил образцы тестовых панелей, панели одинаковой толщины.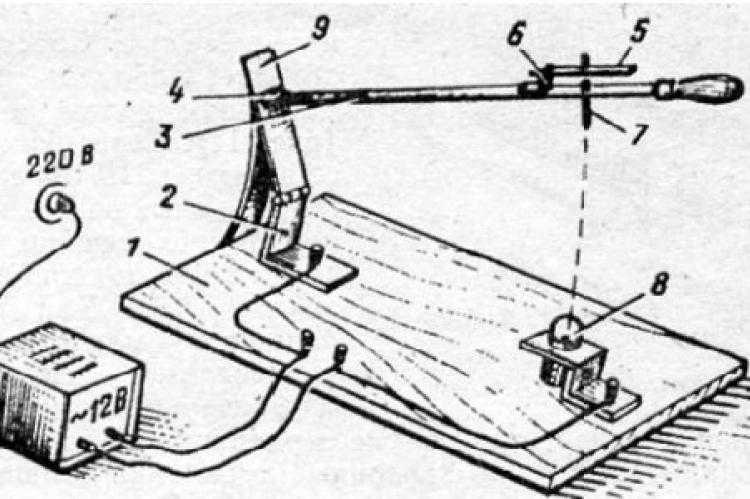 в качестве соединяемых панелей, дублирующих реальный ремонт. Затем он проверил целостность сварного шва, попытавшись отделить/разрушить тестовый сварной шов.
в качестве соединяемых панелей, дублирующих реальный ремонт. Затем он проверил целостность сварного шва, попытавшись отделить/разрушить тестовый сварной шов.
Как только техник убедился, что сварные швы прошли «испытание на разрушение», он приступил к сварке днища, используя как одностороннюю, так и двустороннюю контактную сварку, а также сварку MIG в соответствующих местах.
Предупреждающие этапы испытаний, предпринятые для квалификации односторонней сварки, подтверждают тот факт, что односторонние контактные сварные швы требуют меньшей финишной подготовки (шлифовки и заполнения), чем сварные швы MIG. Как видно на фотографиях, контактные сварные швы также выглядят так же, как на заводе.
Как только техник узнал, что сварные швы прошли «испытание на разрушение», он приступил к сварке днища, используя как одностороннюю контактную сварку, так и сварку МИГ, имея в виду, что односторонние контактные сварные швы требуют меньшей финишной подготовки (шлифовки и заполнения), чем сварка МИГ.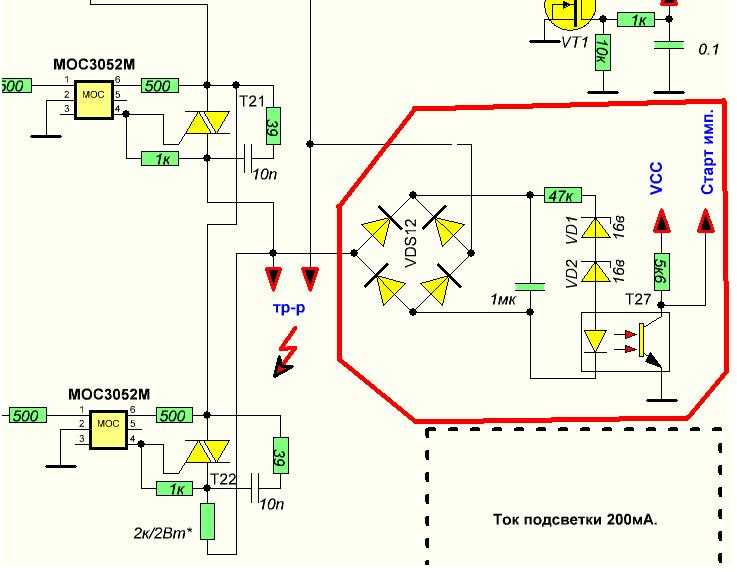 Как видно на фотографиях, контактные сварные швы также выглядят так же, как на заводе.
Как видно на фотографиях, контактные сварные швы также выглядят так же, как на заводе.
Есть инверторный трехфазный сварочный аппарат?
Теперь, когда мы знаем, что односторонняя контактная сварка
может быть успешно выполнена, какие типы контактных сварщиков имеют эту возможность? Исследования, проведенные как европейскими, так и теперь остальными производителями оригинального оборудования (азиатскими и американскими), документально подтвердили, что трехфазные инверторные сварочные аппараты наиболее близки к воспроизведению того, что делается на заводе, как по прочности, так и по внешнему виду.
Сварка сопротивлением, выполняемая с помощью перевернутых трехфазных сварочных аппаратов, дает сварные швы, соответствующие этим стандартам оригинального оборудования — сварные швы, которые выглядят как заводские сварные швы, и сварные швы, которые нельзя разделить. И да, это относится даже к односторонней точечной сварке.
Но одобренные односторонние сварные швы могут быть выполнены только при соблюдении рекомендуемых рабочих шагов и только на ненесущих панелях.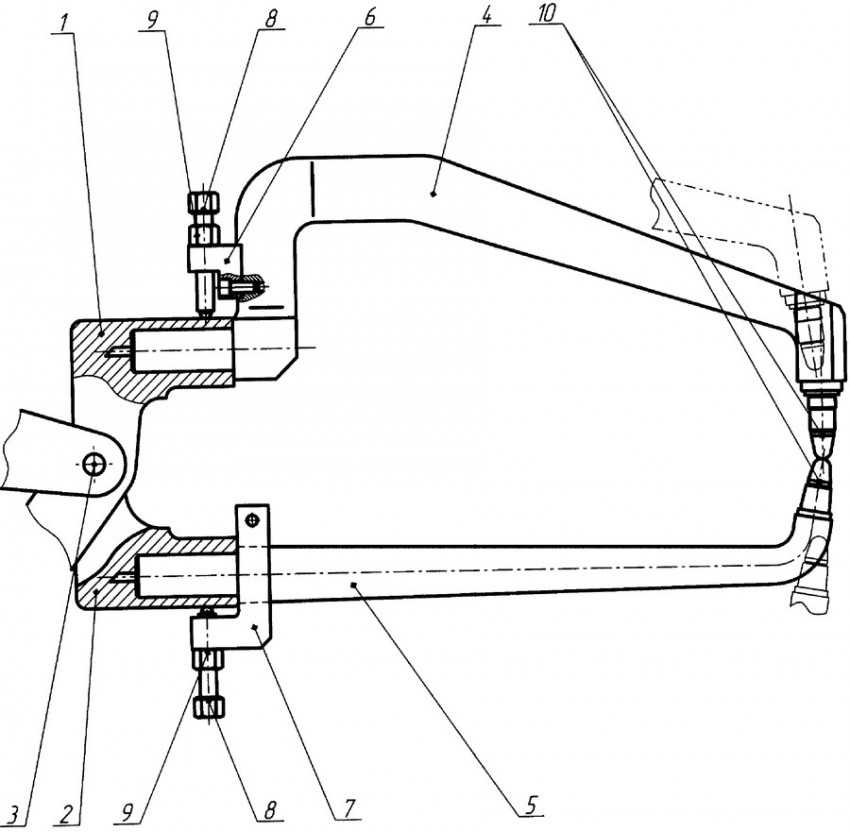 Как недавно сказал мне технический консультант от производителя европейского сварочного аппарата, когда на нашем предприятии обновляли наши технологии как по STRSW, так и по односторонней сварке: «Прежде чем вы решите заняться какой-либо односторонней сваркой, вы должны надеть «шапку мышления». и спланируй свою стратегию».
Как недавно сказал мне технический консультант от производителя европейского сварочного аппарата, когда на нашем предприятии обновляли наши технологии как по STRSW, так и по односторонней сварке: «Прежде чем вы решите заняться какой-либо односторонней сваркой, вы должны надеть «шапку мышления». и спланируй свою стратегию».
Если ваш сварщик не инвертор, соблюдайте осторожность при выполнении односторонних сварных швов, убедившись, что вы тщательно проверили несколько образцов сварных швов перед установкой/точечной сваркой новой панели пола. Это обеспечит качество одностороннего сварного шва.
Если у вас есть коллизионная мастерская, которая занимается объемными коллизиями более тяжелого типа, вам обязательно понадобится трехфазный инверторный сварочный аппарат. Если у вас нет инверторного сварочного аппарата и вы хотите его приобрести, попросите представителя сварочного оборудования провести демонстрацию в магазине. Большинство предлагают эту услугу.
Совет: не соглашайтесь на демонстрацию новых незапятнанных металлических купонов; запросите реальную демонстрацию, более реалистичный сценарий ремонта с выброшенной панелью из автомобиля или, что еще лучше, реальный ремонт. Доведите сварщика до предела, выполняя как можно больше точечных сварок за минимальное время; это покажет, насколько хорошо сварочный аппарат реагирует на перегрев и на доступное напряжение на выходе.
Доведите сварщика до предела, выполняя как можно больше точечных сварок за минимальное время; это покажет, насколько хорошо сварочный аппарат реагирует на перегрев и на доступное напряжение на выходе.
И, как многие другие с сожалением обнаружили слишком поздно, не покупайте только по цене; ваше решение о покупке должно быть основано на сварочном аппарате, который подходит для вашей электросети, а также на типе работы, которую вы хотите выполнять.
Знающий сварочный представитель должен помочь вам определить величину напряжения в вашей розетке, и это поможет вам определить, нужно ли вам повышать напряжение, чтобы соответствовать требованиям сварщика, что очень важно перед покупкой.
Писатель Марч Тейлор владеет Auto Body Hawaii в Каилуа-Кона, Гавайи. Не типичный владелец магазина, Тейлор работает вместе со своими сотрудниками техником. Это, по его словам, дает ему «возможность увидеть вещи такими, какие они есть на самом деле. Я не оторван от производства или управления».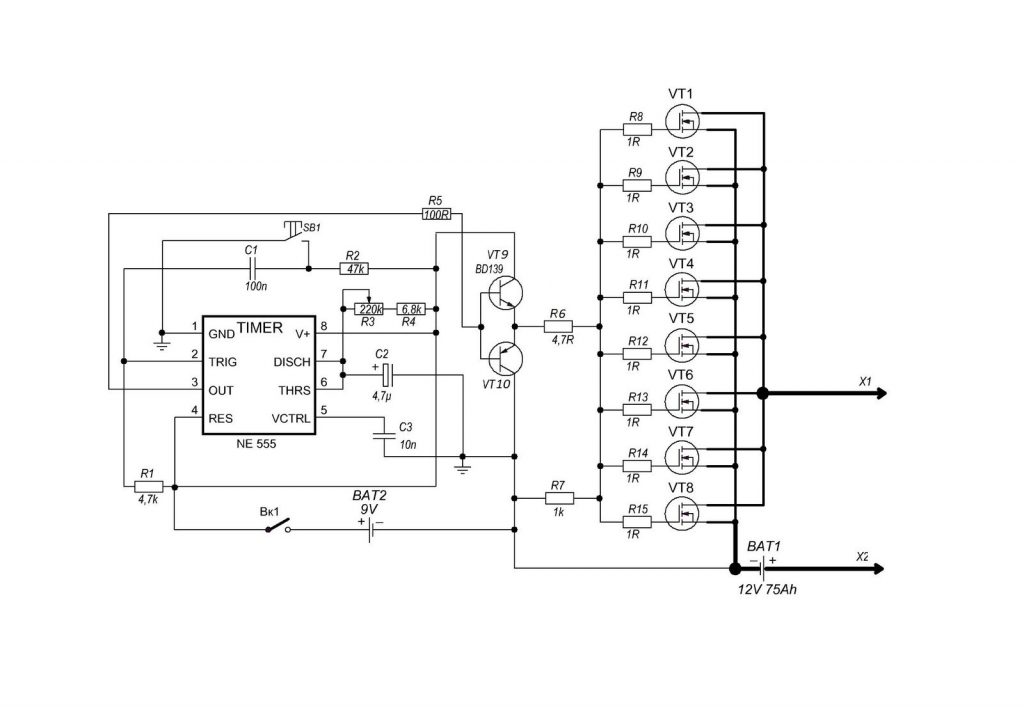
Самодельный аппарат для точечной сварки – Max Weld MOI
Предыдущая версия аппарата для точечной сварки была ограничена работой только на 230 В переменного тока. Это может быть изменено для использования со 120 опытным человеком, но, возможно, не так просто для начинающих пользователей.
Max Weld теперь включает перемычку для выбора 115/230 В переменного тока со следующими новыми функциями
- Переключатель напряжения 120/240 В
- Резисторы или предохранители Micro Weld для упаковок 18650
- Светодиодные индикаторы для ИМПУЛЬС, ГОТОВ и ПИТАНИЕ
- Конструкция с двумя SCR
- Вход и выход защищены предохранителем
- Защита диодов ТВС Д10, Д11 и Д13
- AC/DC Оптическая изоляция
- Дополнительный разъем сервопривода класса RC
- Время сварки в широком диапазоне от 10 до 500 мс
- Бесконечный цикл сварки
- Встроенный последовательный порт программирования
- 2 (строка) x 16 (символов) ЖК-дисплей I2C
- Регулируемые сервоприводы с прецизионным управлением
- Звуковая обратная связь
- 4 режима конфигурации
- Все значения сохраняются в EEPROM, кроме времени сварки
Краткая характеристика
Конструкция с двумя тиристорами
В отличие от предыдущей версии, в которой используется симистор, который предназначен для проведения в обоих направлениях в цепи переменного тока, что делает их идеальными для управления любой нагрузкой переменного тока. Max Weld имеет два SCR номиналом 16A каждый. Два SCR в конфигурации «спина к спине» делают общую конструкцию более прочной и надежной, которая управляется всего одной оптопарой, что делает их идеальными для управления индуктивными нагрузками, такими как двигатели и трансформаторы.
Max Weld имеет два SCR номиналом 16A каждый. Два SCR в конфигурации «спина к спине» делают общую конструкцию более прочной и надежной, которая управляется всего одной оптопарой, что делает их идеальными для управления индуктивными нагрузками, такими как двигатели и трансформаторы.
Здесь наша нагрузка, трансформатор, обладает высокой индуктивностью, поэтому нам нужно, чтобы нагрузка выключалась в цикле, противоположном тому, когда она была включена, а также пусковой ток, который необходимо уменьшить. Другими словами, если НАГРУЗКА была включена в положительный полупериод, то НАГРУЗКА должна быть выключена в отрицательный полупериод. SCR будет работать только в течение одного цикла в любое время, с другой стороны, TRIAC будет проводить в течение следующего полупериода также там, что делает их менее подходящими для этого приложения для индуктивной нагрузки, но может быть достигнуто другими методами. Подробнее о пусковом токе.
Сервопривод класса RC для опускания/подъема сварочной головки (дополнительно)
Для тех, кто обладает творческим мышлением, Max Weld имеет дополнительное соединение для сервопривода класса RC, который можно использовать для опускания и подъема руки сварочного аппарата для точечной сварки.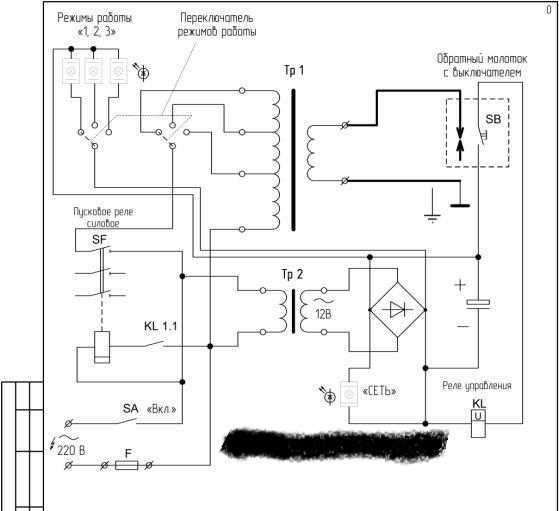 Это идеальная и недорогая альтернатива пневматическому точечному сварочному аппарату, в котором используется компрессор. У сервопривода достаточно крутящего момента, чтобы поднять груз весом 3 кг и более. Все, что ему нужно, это постоянный ток, подаваемый uBEC или чем-то подобным, что может обеспечить постоянный ток. Код внутри точного управления сервоприводом Atmgea328P делает его лучшим в своем роде для точной точечной сварки.
Это идеальная и недорогая альтернатива пневматическому точечному сварочному аппарату, в котором используется компрессор. У сервопривода достаточно крутящего момента, чтобы поднять груз весом 3 кг и более. Все, что ему нужно, это постоянный ток, подаваемый uBEC или чем-то подобным, что может обеспечить постоянный ток. Код внутри точного управления сервоприводом Atmgea328P делает его лучшим в своем роде для точной точечной сварки.
Широкий диапазон времени сварки от 0 мс до 1000 мс
Аппарат для точечной сварки Max имеет более широкий диапазон для контроля времени сварки от 0 мс до 1000 мс (при использовании времени сварки выше 300 мс следите за температурой SCR и при необходимости добавляйте подходящие радиатор или вентилятор внутри корпуса) с шагом 10 мс, что делает его идеальным для управления током для МОТ с более высоким номиналом. При индуктивной нагрузке последняя полярность выключения влияет на следующее включение, поэтому включение МОЛ с шагом 20 помогает справиться с этим явлением. Подробнее о «Обратная полярность» перейдите по ссылке на стр. 4 и 5.
Подробнее о «Обратная полярность» перейдите по ссылке на стр. 4 и 5.
Плавкие предохранители или резисторы для точечной сварки в упаковках по 18650 ?
Без проблем Max Weld также можно использовать в качестве микросварочного аппарата. Просто наберите импульс W2 и установите желаемый импульс W1 в режиме конфигурации и начните. 5 мс было бы чем-то для начала, а 10 мс могут привести к перегоранию выводов устройств.
Бесконечный цикл сварки – автоматическая сварка
Эта функция помогает создавать аккумуляторы для электровелосипедов и других гаджетов с батарейным питанием. Как только кнопка сварки удерживается нажатой более 2 секунд и отпускается, сварка начинается и продолжается с задержкой 800 мс между каждым циклом сварки.
Встроенный последовательный порт программирования
При необходимости Max Weld можно запрограммировать с помощью встроенного последовательного порта, что делает его более универсальным и настраиваемым с любым стандартным разъемом USB-Seral или с Arduino.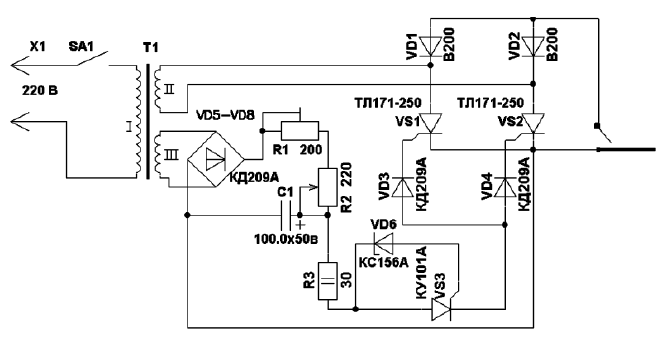 На самой плате Arduino не должно быть никаких микросхем, и сетевое питание этой печатной платы должно быть отключено при использовании этого порта с питанием 5 В от печатной платы или игнорировать Vcc при питании платы. Подобный интерфейс FTDI можно использовать с установленным соответствующим драйвером, что исключает необходимость в плате Arduino. При последовательном разъеме контакт CTS должен быть заземлен изд.
На самой плате Arduino не должно быть никаких микросхем, и сетевое питание этой печатной платы должно быть отключено при использовании этого порта с питанием 5 В от печатной платы или игнорировать Vcc при питании платы. Подобный интерфейс FTDI можно использовать с установленным соответствующим драйвером, что исключает необходимость в плате Arduino. При последовательном разъеме контакт CTS должен быть заземлен изд.
Совместимый с Arduino ЖК-дисплей I2C 16×2
Предыдущая версия аппарата для точечной сварки имела 8 светодиодов для индикации времени сварки от 100 до 450 мс. Это ограничивало возможность установки времени сварки менее 100 мс. Теперь на ЖК-дисплее отображается
- Текущий режим работы
- Время перед сваркой (W1), время паузы (P) и набор импульсов сварки (W2)
- Позиция сварного рычага (сервопривода)
Звуковой сигнал
Звуковой сигнал с использованием зуммера указывает, когда операция завершена и когда время сварки увеличивается или уменьшается для W2.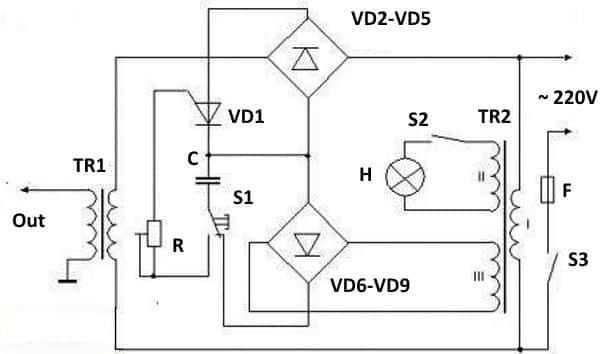
Эксплуатация/работа
Работа этой печатной платы ничем не отличается от предыдущей версии. Есть три клеммы, а именно
- Сеть – для питания печатной платы.
- uBEC pwr представляет собой преобразователь переменного тока в постоянный с номиналом 12 В, 8 А, который питает uBEC (НЕ ПОДКЛЮЧАЙТЕ UBEC НАПРЯМУЮ К ЭТОМУ РАЗЪЕМУ).
- НАГРУЗКА , к которой подключен МТ.
Настройка для первого использования
a. Настройка времени импульса W1 и W2
Предполагая, что вы уже установили сварочный стол на плоской поверхности, а сварочный аппарат находится в вертикальном положении и выровнен относительно стола, мы можем приступить к настройке процесса сварки.
Хороший сварной шов достигается за счет регулировки времени сварки и регулировки давления электрода (что я объясню позже). Предварительный сварной шов, также известный здесь как W1, является важным сварным швом в аппарате для точечной сварки с двойным импульсом. Чтобы получить почти точную предварительную сварку, в обычном режиме или в ручном режиме поверните ручку, чтобы уменьшить время W2 до 0 мс, теперь второй сварной шов (W2) отключен. Теперь введите режим конфигурации и перейти к опции W1.
Чтобы получить почти точную предварительную сварку, в обычном режиме или в ручном режиме поверните ручку, чтобы уменьшить время W2 до 0 мс, теперь второй сварной шов (W2) отключен. Теперь введите режим конфигурации и перейти к опции W1.
Здесь установите минимальное время W1 (1 мс) для начала. Сохраните конфигурацию. Оставив W2 равным «0», выполните пробную сварку и посмотрите, сварится ли она, но ее можно будет легко удалить. Если это слабый шов, вы увеличиваете время W1, чтобы сварной шов легко удалялся рукой.
W1 не должен сильно приваривать никелевые лепестки, это нужно только для очистки приварных язычков для второго сварного шва W2. Как только у вас будет подходящее время W1, вы также можете установить свое время W2. Увеличьте его от 0 до значения, при котором ваши электроды не прилипают к никелевому выступу после сварки, и вы получаете прочный сварной шов.
Не превышайте мощность W2, так как повышенный сварочный ток может сделать отверстие в ячейке, что приведет к выплескиванию химикатов, ячейка также может взорваться из-за сильного тока.

Я обнаружил, что указанное ниже время дает хороший и прочный сварной шов.
W1: 8 мс
W2: 20 мс
б. Установите сервопривод
Сервопривод должен быть установлен отдельно, чтобы удерживать оба электрода таким образом, чтобы сервопривод перемещал сварочные электроды вверх и вниз. Ход вверх, «Конечная точка» можно настроить на любую точку от 0 до 130, где 0 отключен. То же самое и с движением вниз, которое является «начальной точкой». Здесь следует тщательно отрегулировать начальную точку, так как именно тогда электроды соприкасаются с никелевыми выступами, а прижимное давление очень важно для формирования сварного шва. Отрегулируйте начальную точку так, чтобы было небольшое давление, когда электроды касаются никелевых выступов.
Режимы работы/работы
Экран по умолчанию после инициализации показывает название продукта, предварительную сварку (W1), паузу (P), время сварки (W2) и состояние печатной платы.
Ниже приведены режимы работы.
Режим 1: Ручная сварка
Нажмите и отпустите кнопку сварки, чтобы выполнить одиночные швы. Во время этой операции выполняется первичный сварной шов «W1», чтобы подготовить никелевую полосу к следующему сварному шву. После паузы 450 мс «P» выполняется вторая сварка «W2» в зависимости от времени сварки, установленного POT.
Режим 2: Автоматическая сварка
Эта сварка имеет ту же операцию, что и ручная сварка, с добавленной функцией выполнения нескольких сварок с 2-секундной задержкой между каждым циклом сварки (одна сварка вручную считается одним циклом сварки) . Это инициируется удерживанием кнопки сварки более 2 секунд и не более 5 секунд для активации. Удержание кнопки сварки более 5 секунд активирует режим предварительной настройки сервопривода. Обратите внимание, что в этом режиме трансформатор и электрод могут нагреваться. Если заметили, подождите, пока температура спадет, а затем продолжайте.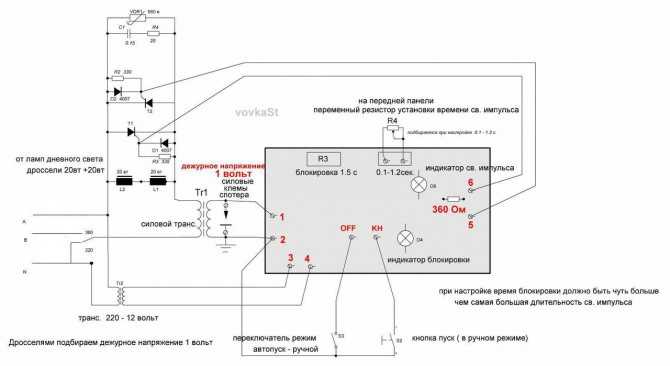
Режим 3:- Конфигурация РЕЖИМ
Удерживайте нажатой кнопку сварки, пока не раздастся 5 звуковых сигналов. Этот режим в основном имеет три подкатегории
- Установить начальную точку:
Этот режим активируется поворотом ручки в положение Пуск. Этот режим устанавливает ход рычага сервопривода вниз, другими словами, насколько должна двигаться сварочная головка, прежде чем она коснется никелевого выступа. Настройка начальной точки осуществляется потенциометром R15. Как только желаемый ход установлен, нажмите кнопку Weld, чтобы сохранить значение в EEPROM. Чтобы выйти без сохранения, установите значение таким же, как сохраненное, что приведет к выходу в режим конфигурации.
- Установить конечную точку:
Этот режим активируется, когда на ручке установлено значение 2, которое используется для установки перемещения вверх сварочной головки. Конечная точка или обратный ход настраиваются потенциометром R14. Нажатие кнопок сварки сохраняет текущее значение. Чтобы выйти без сохранения, установите значение таким же, как сохраненное, что приведет к выходу в режим конфигурации.
Нажатие кнопок сварки сохраняет текущее значение. Чтобы выйти без сохранения, установите значение таким же, как сохраненное, что приведет к выходу в режим конфигурации.
- Проверка начальной и конечной точки:
В этом режиме просто тестируются две указанные выше конфигурации путем активации сервопривода. Перемещает рычаг сервопривода вниз и возвращается через секунду.
- Установить время W1:
Этот режим устанавливает время предварительной сварки w1. Первый импульс устраняет неровности поверхности и загрязнения. Настройка перед сваркой выполняется с помощью потенциометра на печатной плате. Время предварительной сварки может быть установлено от 0 до 50 мс. В отличие от других режимов, эта настройка не сохраняется мгновенно. Чтобы сохранить настройки, нажмите кнопку сварки, и настройки будут сохранены в EEPROM ATmega328, и это будет постоянным, даже если печатная плата будет сброшена. Запись в EEPROM ограничена определенным количеством раз, поэтому используйте их с умом.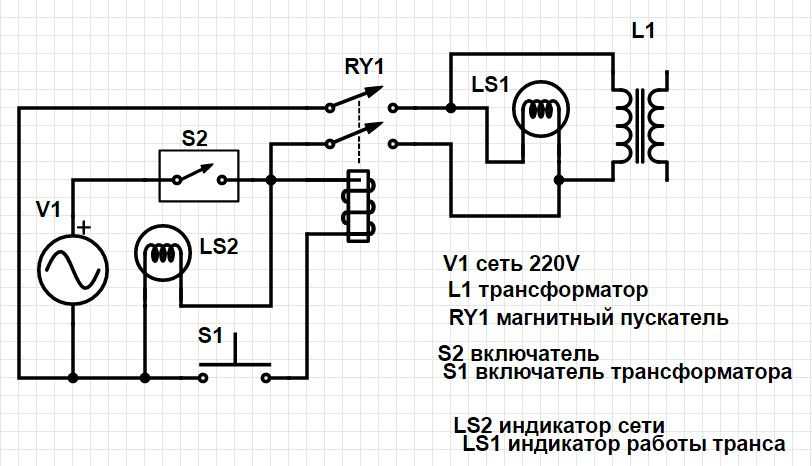
Серийный порт – USB-порт для программирования
Отключите питание печатной платы Всегда при программировании, если этого не сделать, тиристоры будут работать непрерывно, если их не заметить, тиристоры и трансформатор перегреются.
Проводка от печатной платы к плате Arduino имеет прямое обозначение:
RST — к контакту REST на Arduino
RX — к контакту RX на Arduino
TX — к контакту TX на Arduino
Vcc — к 5 В на Arduino
GND – К GND на Arduino
Результаты Test Weld
Корпус Max Weld
«Ни этот блог, ни я не несут ответственности за какие-либо несчастные случаи/несчастные случаи, произошедшие во время работы вышеуказанной печатной платы. Плата обрабатывает питание от сети, поэтому избегайте контакта со стороной пайки платы. Если вы не уверены в том, как использовать эту печатную плату, обратитесь за советом к эксперту».
Нравится:
Нравится Загрузка. ..
..
Самодельный точечный сварочный аппарат
Самодельный точечный сварочный аппарат
Кремона, август 2018 г.
Вернуться на главную страницу.
Привет,
это краткий обзор с некоторыми примечаниями о том, как сделать аппарат для точечной сварки из
трансформаторы СВЧ (МОТ).
Ничего нового по сравнению с другими онлайн-руководствами, за исключением того, что здесь есть:
- Два параллельных MOT для большей мощности;
- Твердотельное реле для синхронизации, для простоты управляемое Arduino.
Вот шторм:
ВНИМАНИЕ! Этот проект касается высокого и среднего напряжения.
Это опасно и небезопасно. я никоим образом не несу ответственности
любой ущерб, который вы можете причинить (даже себе).
Введение
Существует множество учебных пособий по точечной сварке.
В основном люди используют трансформаторы микроволновых печей (МТ), снимая высоковольтные
вторичный и заменив его всего за несколько витков.
Я использую два MOT параллельно, для более высокого выходного тока.
Этого достаточно, чтобы сделать простой аппарат для точечной сварки, но есть кое-что интересное.
возможность контролировать время сварки.
Также говорят, что короткий импульс перед сваркой размягчает материал и тем самым создает
лучший электрический контакт (он же лучшая сварка).
В моем случае я использую Arduino для реализации простого контроллера времени.
В любом случае, контроллер можно обойти с помощью переключателя, чтобы управлять точечной сваркой в
прямой режим.
Трансформаторы
Вот фото двух трансформаторов для микроволновых печей (MOT), полученных из микроволновой печи.
Будьте осторожны, микроволновые печи очень опасны.
Там есть высоковольтный конденсатор, сохраняющий высокое напряжение еще долгое время после того, как духовка была выключена.
отключенные и опасные химические вещества в магнетроне.
Люди говорят, что они сделают вас слепыми.
Технический осмотр сверху все еще нуждается в доработке.
Вторичную обмотку высокого напряжения (более тонкий провод, гораздо больше витков) необходимо удалить и удалить.
заменены несколькими витками толстого провода.
Магнитные шунты должны быть удалены.
Магнитные шунты снижают эффективную мощность трансформатора, так как в них происходит короткое замыкание.
часть магнитного потока.
Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в
параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делаются из меди (не из латуни, говорят, что она прилипает при сварке).
Нашел медные заклепки большого сечения, работают нормально.
Два коротких плеча удерживают электроды импровизированным образом, а несколько пружин удерживают плечи открытыми.
Подключить электроды, добавить выключатель и все смонтировать.
Трансформаторы должны быть подключены параллельно (обратите внимание на фазу!!), примерно так:
На этом базовый аппарат для точечной сварки готов и уже может работать.
Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для установки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или через таймер.
В качестве таймера решил использовать Ардуино, управляя дешевым твердотельным реле (3 штуки с ebay,
всего за 5 евро).
Твердотельные реле включают (обычно) демпфирующий элемент, что очень важно при высокой индуктивности.
приложения (например, трансформаторы!!)
Обычные реле рискуют залипнуть при резком отключении больших токов.
Пока дешевое твердотельное реле работает нормально.
Идея твердотельного реле на самом деле очень проста:
вы подаете небольшое напряжение на вход (в моем случае это непосредственно выходной контакт Arduino) и
выход становится замкнутой цепью для переменного (220В) напряжения.
Схема для Arduino выглядит примерно так (извините, я знаю, что это грубо..)
В любом случае полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и
сварочный аппарат можно использовать в прямом режиме, как показано выше.
Сборка ТО была рассмотрена на предыдущем фото.
Три триммера — это просто делители напряжения (470k должно работать отлично).
Рычажный переключатель имеет три положения (среднее отключено) и обсуждается в программе.
Другая кнопка запускает сварку при нажатии.
Простая программа Arduino делает в цикле следующее:
- Проверить состояние малого рычажного переключателя;
- Если переключатель находится в первом положении, выполните автоматическую сварку (с контролем времени)
при нажатии кнопки; - Если переключатель находится во втором положении, установите время предварительной сварки, паузы и сварки с помощью трех
триммеры; - Если переключатель находится в третьем положении (ручной режим), то проверьте состояние кнопки и
если он нажат, сварите, пока он не освободится.
Я слышал, что ты сказал! Какая ужасная простыня! В любом случае..
Если вам нужно вдохновение, вы можете найти мой скрипт ЗДЕСЬ.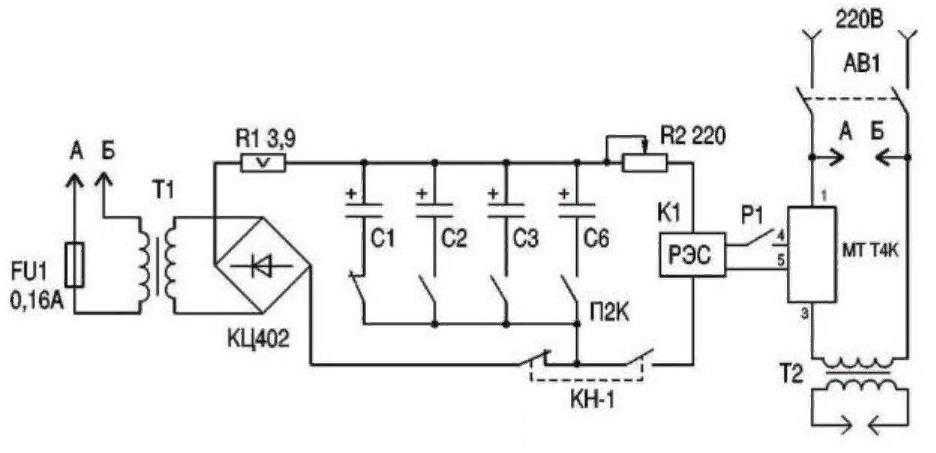
Это также требует библиотеки LiquidCrystal_I2C для управления дисплеем.
Хорошо, на этом этапе постройте верхний уровень точечной сварки, поместите охлаждающий вентилятор (и металлическую
сетку сзади, чтобы воздух мог выходить через моторы) и добавить электронику.
Наконец, нам нужна панель для триммеров, дисплей и несколько кнопок.
Вот и все, ребята!
Любой комментарий? Не стесняйтесь писать мне!
Ура,
Стефано
Вернуться на главную страницу.
Использование оборудования для точечной сварки требует обучения
Pumps & Operations
Автор: Empowering Pumps & Equipment Staff
Оборудование для точечной сварки может использоваться только после некоторого обучения. Некоторое оборудование является более сложным в использовании, поэтому лучше узнать больше о различных процессах, прежде чем экспериментировать со сваркой. Аппараты для контактной сварки наиболее известны из-за их относительно невысокой цены. Они прикладывают усилие припоя с помощью рычага. Если руки не выровнены правильно, наконечники могут скользить. Машины с вертикальным прессом не имеют этой проблемы и используются, когда вам нужна красивая поверхность без следов.
Аппараты для контактной сварки наиболее известны из-за их относительно невысокой цены. Они прикладывают усилие припоя с помощью рычага. Если руки не выровнены правильно, наконечники могут скользить. Машины с вертикальным прессом не имеют этой проблемы и используются, когда вам нужна красивая поверхность без следов.
Некоторым процесс точечной сварки кажется простым, но на самом деле это не так. Это более или менее похоже на формулу. Вы должны использовать правильную силу и правильное количество тепла в течение нужного периода времени, чтобы получить желаемые результаты. У аппарата для точечной сварки есть несколько настроек, и когда вы научитесь точно настраивать каждую настройку, вы сможете добиться наилучшего результата.
Имеются готовые таблицы, которые можно использовать для проверки рекомендуемых настроек вторичного тока, времени протекания тока и силы сварки. Таким образом, вы можете легко сваривать все типы листового металла различной толщины. Когда вы используете правильное усилие сварки, вы можете получить хорошие соединения, используя высокую температуру нагрева при короткой продолжительности сварки.
Если вы используете небольшую машину для сварки толстого листа металла, вам придется использовать небольшое усилие с большей продолжительностью сварки. Это может привести к сильной маркировке поверхности, в то время как большая площадь металла нагревается. В настоящее время существует нехватка квалифицированных кадров в области точечной сварки. Если вы сможете найти себе гуру, который научит вас всем тонкостям различных процессов сварки, вы сможете стать экспертом всего за несколько недель.
Если поискать в Интернете, то можно найти курсы обучения в вашем городе. Американское общество сварщиков (AWS) является хорошим источником информации. Они также предлагают руководство по контактной сварке, которое вы, возможно, захотите купить. Рекомендуется пройти один из восьми сертификационных курсов, предлагаемых AWS.
После того, как вы прошли обучение и получили сертификат, вам нужно будет правильно выбрать сварочный аппарат. Аппарат, который вы выбираете для точечной сварки, должен обеспечивать прочные сварные швы. Существует 3 типа сварных швов: класс A, класс B и класс C. Сварные швы класса A предназначены для использования в критических условиях. Если такой сварной шов выйдет из строя, это может привести к выходу из строя системы или основного компонента, потере управления и так далее. Это также может представлять опасность для здоровья человека и самой жизни. Когда сварной шов класса B выходит из строя, это может повлиять на эффективность системы или функции, но не угрожает жизни человека. При отказе сварки класса C ни система, ни персонал не подвергаются опасности.
Существует 3 типа сварных швов: класс A, класс B и класс C. Сварные швы класса A предназначены для использования в критических условиях. Если такой сварной шов выйдет из строя, это может привести к выходу из строя системы или основного компонента, потере управления и так далее. Это также может представлять опасность для здоровья человека и самой жизни. Когда сварной шов класса B выходит из строя, это может повлиять на эффективность системы или функции, но не угрожает жизни человека. При отказе сварки класса C ни система, ни персонал не подвергаются опасности.
Когда машина работает и выполняет сварные швы класса А, необходимо иметь в резерве не менее 25 процентов существующего диапазона силы тока и силы. Многие компании не могут правильно подобрать оборудование для своих проектов. Есть специалисты в этой области, которые могут дать вам правильный совет. Есть много онлайн-дистрибьюторов, с которыми вы можете связаться, когда решите купить аппарат для точечной сварки. Они зададут вам такие вопросы, как типы материалов, которые вам нужно сваривать, и на какой скорости вам нужно работать на машине. Вы должны всегда выбирать размер машины в соответствии с вашими потребностями в сварке. Слишком большое или слишком маленькое оборудование может создать проблемы.
Вы должны всегда выбирать размер машины в соответствии с вашими потребностями в сварке. Слишком большое или слишком маленькое оборудование может создать проблемы.
Аппараты для точечной сварки, оснащенные трехфазным инверторным источником питания постоянного тока средней частоты (MFDC), в настоящее время более популярны, чем однофазные аппараты переменного тока. Они предлагают больше преимуществ и потребляют меньше энергии для работы. Если у вас есть старая машина, вы можете добавить к ней новые функции, чтобы повысить производительность. На рынке есть компании, которые могут добавить новые программируемые элементы управления к вашему старому оборудованию. Вам также понадобится манометр для измерения фактической силы сварки между наконечниками.
Оборудование для точечной сварки производства AVIO имеет все интеллектуальные функции, необходимые современному пользователю. Оборудование очень доступно, когда вы покупаете его онлайн. Покупать у местной компании лучше, так как вы всегда можете вернуть свои деньги, если вы не довольны покупкой. На все оборудование распространяется гарантия, а также предоставляется послепродажная поддержка. Когда вы выбираете аппарат для точечной сварки, хорошо протестировать его, прежде чем расстаться со своими деньгами. Большинство продавцов предоставят вам бесплатную тестовую сварку, чтобы вы чувствовали себя комфортно при покупке. Они также научат вас, как ухаживать за оборудованием.
На все оборудование распространяется гарантия, а также предоставляется послепродажная поддержка. Когда вы выбираете аппарат для точечной сварки, хорошо протестировать его, прежде чем расстаться со своими деньгами. Большинство продавцов предоставят вам бесплатную тестовую сварку, чтобы вы чувствовали себя комфортно при покупке. Они также научат вас, как ухаживать за оборудованием.
Биография автора:
Дональд Эрнест имеет степень магистра машиностроения. Он работал над сварочными проектами более 20 лет и любит писать о сварочном оборудовании и услугах.
Осевые обратные клапаны для насосов и компрессоров
Насосы и компрессоры являются важными устройствами, используемыми на различных промышленных предприятиях и в зданиях. Они являются источником энергии, который делает возможным…
View Whitepapers
Лучшие аппараты для точечной сварки кузовов и аппараты для сварки листового металла в 2022 году
Аппарат для точечной сварки является наиболее распространенным сварочным аппаратом, используемым для сварки листового металла или проволочной сетки. Типичное применение точечной сварки — в автомобилестроении и ремонтной промышленности для сварки листового металла для формирования или ремонта кузовов автомобилей.
Типичное применение точечной сварки — в автомобилестроении и ремонтной промышленности для сварки листового металла для формирования или ремонта кузовов автомобилей.
Точечная сварка проста в освоении, и она пользуется наибольшей популярностью среди любителей и энтузиастов-любителей, занимающихся ремонтом и изготовлением листового металла.
Обучиться точечной сварке несложно, но прежде чем приступать к ее использованию, изучите ее под руководством опытного сварщика. Ваша безопасность важна, поэтому соблюдайте все правила техники безопасности.
После того, как вы освоитесь со своим точечным сварочным аппаратом, вы сможете освоить другие профессии сварщика и специализироваться в какой-либо профессии. Ремонт и реконструкция кузовов автомобилей может быть одной из основных областей, которые вы можете рассмотреть.
После тщательного исследования мы составили список лучших на рынке аппаратов для точечной сварки для сварки кузовов или листового металла, чтобы удовлетворить требования любителей, которые хотят стать авторемонтниками, и профессионалов, которым необходимо модернизировать свой текущий сварочный аппарат.
Взгляните на следующий обзор точечных сварщиков и узнайте, кто из них может стать вашим следующим сварщиком! Начнем.
Best Sheet Metal / Auto Body Spot Welder in 2022
- LENCO Auto body Dual Spot Welder (LNXL4000) (Best Pro Spot Welder for Automotive Industry)
- Harbor Freight – Chicago Electric Spot Welder (Лучший аппарат для точечной сварки 120/240 В)
- Портативный аппарат для точечной сварки Stark Professional (Лучший портативный аппарат для точечной сварки)
Лучший профессиональный аппарат для точечной сварки в автомобильной промышленности
Аппарат для точечной сварки Lenco — один из лучших аппаратов для точечной сварки для профессионалов, стремящихся выполнять точечную сварку заводского качества в своей мастерской или гараже. Сварщик прост в эксплуатации, вам нужно маневрировать двумя электродными пистолетами против работы, нажимать кнопку, и сварщик выполняет свою работу.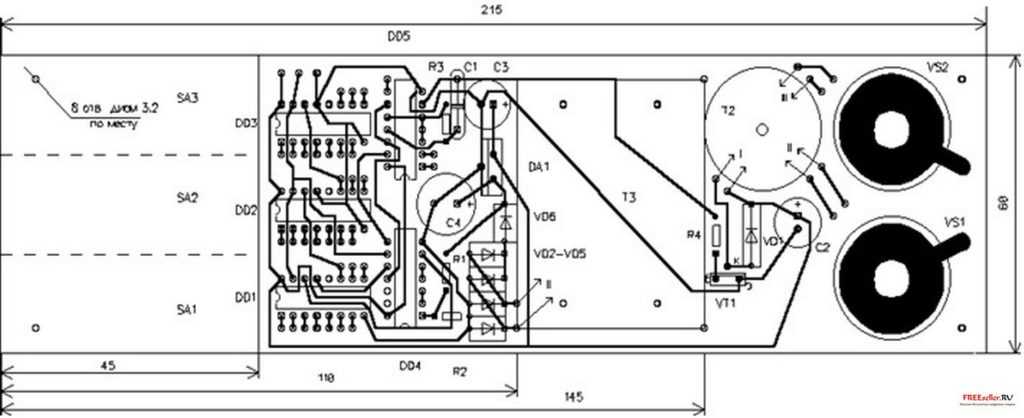
Аппарат для двухточечной сварки кузовов автомобилей Lencospot Mark II работает от основного напряжения 208/230 В и 60/50 Гц, однофазного – 4 кВА. Максимальная мощность сварки составляет 20 калибр автомобильной стали.
Этот аппарат для точечной сварки производит высококачественные сварные швы с гладкой поверхностью, что делает его наиболее предпочтительным вариантом для крупных автомастерских. Станок поставляется с двумя рычагами вместо зажимов, что позволяет легко использовать его для любой работы и труднодоступных мест с ограниченным доступом.
Выравнивание рук требует определенных навыков для правильного выравнивания и точной сварки. Следовательно, использование двух рук требует большего опыта, и новичкам будет сложно справиться с ним. Следовательно, этот точечный сварочный аппарат не подходит для начинающих или любителей.
Сварочный аппарат оснащен защищенной панелью управления, полупроводниковым таймером, уникальной обтекаемой конструкцией, местом для хранения инструментов, удобством переноски и другими функциями. Кроме того, вам не нужно покупать газ или провода для его работы, как только вы его купите, вы готовы к работе.
Сварщик Lencospot Mark II каждый раз сваривает заготовку, не вызывая деформации и образования пламени. Твердотельный электронный таймер автоматически контролирует время сварки каждый раз, когда вы используете сварочный аппарат, и вам не нужно гадать или экспериментировать в своей работе.
Несмотря на то, что Lenco Marine LNXL4000 не поставляется с современной или высокотехнологичной панелью и не выглядит столь впечатляюще, вы будете очень впечатлены качеством машинной сборки, качеством сварных швов и возможностями машины. Этот зверь — идеальный выбор для снижения растущих затрат на рабочую силу.
Check LENCO Сварочный аппарат для двухточечной сварки кузовов автомобилей Последняя цена
Основные характеристики аппарата для двухточечной сварки кузовов Lencospot Mark II и 60/50 Гц, однофазный – номинальная мощность 4 кВА. Размер • Отличный и надежный аппарат для точечной сварки для профессионалов, занимающихся кузовным ремонтом и реконструкцией. • Гибкость в движении благодаря длине сварочного кабеля 50 дюймов. • Этот аппарат для точечной сварки обеспечивает возможность двухточечной сварки. • Аппарат для точечной сварки LENCO поставляется с защищенной панелью управления. • Максимальная производительность сварки: кузовная сталь толщиной 20 мм. • Твердотельный таймер автоматически контролирует время сварки. • Обтекаемая конструкция с вместительным отделением для инструментов. • Не подходит для любителей и новичков. • Этот сварочный аппарат нельзя переносить, так как он весит 110 фунтов. Однако в комплекте идет тележка и колеса, облегчающие передвижение машины. Проверите LENCO Auto Body Dual Spot Welder Последняя цена Лучший 120V / 240V Spot Welder Точечный Welder Chicago Electric — это портативный точечный сварочный аппарат для профессиональных работ. Это универсальный аппарат для точечной сварки, который может сваривать различные листовые металлы и проволочную сетку. Поставляется с прикрепленной ручкой для простого и удобного обращения. Сварочный аппарат Chicago Electric представляет собой сварочный аппарат с воздушным охлаждением, что делает его более эффективным и компактным в использовании. Существует две версии этого аппарата для точечной сварки: на 120 В и на 240 В. Вы выбираете версию, соответствующую вашему источнику питания. Другое различие между двумя версиями, помимо входной мощности, заключается в том, что 240 В могут сваривать более толстые листы, чем 120 В, из-за более высокой номинальной мощности, обусловленной более высоким напряжением питания. Устройство для точечной сварки Chicago Electric оснащено 6-дюймовыми клещами, которые прочно фиксируются на материалах, обеспечивая надежное сцепление, помогая прикладывать сильное давление, необходимое для получения прочного сварного соединения. Это делает сварочный аппарат Chicago Electric подходящим для кузовных работ и большинства работ с листовым металлом. Этот сварочный аппарат можно использовать для многих работ с тонким металлом, включая сварку проволочной сетки и дефлекторов выхлопных газов. Он обеспечивает быструю и прочную точечную сварку различных материалов, включая мягкую сталь без покрытия, оцинкованную сталь, нержавеющую сталь или чугун, с превосходными характеристиками, что сэкономит вам массу времени. В целом, этот сварочный аппарат — отличный выбор, и он станет отличным дополнением к любому магазину или даже к профессиональному магазину. Check Chicago Electric Spot Welder 120 V Последняя цена Check Chicago Electric Spot Welder 240 V Последняя цена Основные характеристики Harbour Freight — Chicago Electric Spot Welder • Отличный продукт за свои деньги. Вы получаете достойный продукт менее чем за 200 долларов. • Сваривает мягкую, оцинкованную или нержавеющую сталь без покрытия. • Простой в использовании, простой в настройке сварочный аппарат. • Сварочный аппарат с воздушным охлаждением, эффективный и компактный. • 6-дюймовые щипцы, надежно фиксирующие материал. • Может использоваться для тонких металлических изделий, включая проволочную сетку и выхлопные перегородки. • Подходит для небольших проектов с ограниченной толщиной шва. • Немного тяжелый сварочный аппарат, который может вас утомить. Check Chicago Electric Spot Welder 120 V Последняя цена Check Chicago Electric Spot Welder 240 V Последняя цена Лучший ручной аппарат для точечной сварки Плюсы
Минусы
Он компактен, работает очень хорошо и обеспечивает идеальные точечные сварные швы. по версии).
Pros
Минусы
Профессиональный портативный аппарат для точечной сварки Stark — это портативный среднебюджетный аппарат для точечной сварки с двумя версиями для двух источников питания (120 В и 240 В, также по несколько более высокой цене). Этот сварочный аппарат универсален и может сваривать вместе различные листовые металлы и проволочную сетку.
Поставляется с прикрепленной ручкой для простого и удобного обращения. Stark Welder — это сварочный аппарат с воздушным охлаждением, что делает его более эффективным и компактным в использовании.
Профессиональный аппарат для точечной сварки Stark оснащен 6-дюймовыми клещами, которые прочно фиксируются на материалах, обеспечивая надежное сцепление, помогая вам прикладывать сильное давление, необходимое для получения прочного сварного соединения. Это делает сварочный аппарат Stark подходящим для большинства кузовных работ и работ с листовым металлом.
Наконечники сварщика изготовлены из высококачественной стали для идеального сварного шва толстых материалов. Кроме того, наконечники можно легко заменить, что продлит срок службы сварщика и обеспечит ровные и идеальные сварные швы, когда это необходимо; просто замените наконечники, когда они израсходуются (он поставляется с дополнительной парой сварочных наконечников для многократного использования).
Вы можете использовать этот сварочный аппарат для многих тонких металлических изделий, включая проволочную сетку и дефлекторы выхлопных газов. Он обеспечивает быструю и прочную точечную сварку широкого спектра материалов, включая мягкую сталь без покрытия, оцинкованную сталь, нержавеющую сталь или чугун, обеспечивая очень хорошие результаты и экономя при этом массу времени.
Check Stark Portable Spot Welder 120 V Последняя цена
Check Stark Portable Spot Welder 240 V Последняя цена
Основные характеристики Stark Professional Portable Spot Welder
- Этот сварочный аппарат подключается к сети 120 или 240 вольт (в зависимости от версии), что означает, что вы можете подключить его к любому обычному источнику питания.
- изготовлены из высококачественной стали, чтобы обеспечить идеальный сварной шов для толстых материалов.
- поставляется с дополнительной парой сварочных наконечников для многократного использования.
- Функция простого рычага позволяет выполнять сварку простым нажатием на рычаг.

- Портативный сварочный аппарат с ручкой, позволяющей быстро перемещать аппарат для точечной сварки на другие рабочие места.
- 6-дюймовые щипцы, фиксирующие материал.
- Работает с мягкой, оцинкованной или нержавеющей сталью без покрытия.
- Габаритные размеры: 18-1/2″(Д) x 4-1/2″(Ш) x 7-1/2″(В).
Сварочные наконечники
Аппарат для точечной сварки
Pros
• Хороший продукт за свои деньги, этот аппарат для точечной сварки стоит менее 200 долларов.
• Имеет две версии для двух источников питания (120В или 240В, однофазный).
• Может использоваться для тонких металлических изделий, включая проволочную сетку и выхлопные перегородки.
• Сваривает мягкую, оцинкованную или нержавеющую сталь без покрытия.
• Простой в использовании, простой в настройке сварочный аппарат.
• Глубина горловины 6 дюймов.
• Заменить наконечник очень просто.
Минусы
• Подходит для небольших проектов с ограниченной толщиной шва не более 1/8 дюйма.
• Немного тяжелый сварочный аппарат (весом 29,6 фунта), который может вас утомить.
Портативный аппарат для точечной сварки Check Stark, 120 В Последняя цена
Портативный аппарат для точечной сварки Check Stark, 240 В Последняя цена
Аппарат для точечной сварки Руководство для покупателей
Как выбрать аппарат для точечной сварки?
Мы даем вам несколько советов по покупке, которые помогут вам принять решение легко и просто. Начнем с принципа точечной сварки.
Принцип точечной сварки
Как работает аппарат точечной сварки?
Если вы подсоедините кусок металла к электрическому источнику и включите выключатель, металл оказывает электрическое сопротивление протекающему через него току, и из-за этого металл нагревается.
Когда вы накладываете друг на друга две тонкие металлические детали и пропускаете через них ток, тепла, выделяемого в точке наложения (из-за электрического сопротивления протеканию тока), достаточно для сплавления двух металлических частей.
Сплав двух металлических частей можно улучшить, приложив усилие к месту. Это принцип контактной сварки, который используется в большинстве аппаратов для точечной сварки.
Две металлические заготовки удерживаются между медными электродами во время процесса сварки сопротивлением, и через электроды подается сварочный ток и давление. Толщина металла точечной сварки может быть 0,1 мм и более в зависимости от мощности аппарата точечной сварки.
Аппарат для точечной сварки прост в использовании, и вы можете быстро научиться им пользоваться. Изучите точечную сварку под руководством старшего сварщика и научитесь безопасно ее использовать. Не забывайте использовать защитное снаряжение, рекомендованное производителем.
Тремя основными факторами точечной сварки являются ток, давление, приложенное к заготовке, и продолжительность тока.
Вы можете обратиться к руководству пользователя, которое прилагается к вашему сварочному аппарату, чтобы проверить ток, давление и продолжительность сварки, необходимые для работы в вашей руке, в зависимости от типа и толщины материала. Большинство аппаратов для точечной сварки имеют простую конструкцию и предназначены только для одной функции.
Точечная сварка
- Точечная сварка используется для сварки листового металла или проволочной сетки.
- Наиболее широко точечная сварка применяется для соединения корпусов автомобилей из листового металла и крупных деталей.
- Поскольку машины для точечной сварки могут быть полностью автоматизированы, роботы для точечной сварки широко используются на сборочных линиях.
- находит широкое применение в производстве мебели и бытовой техники.
- А также в производстве стоматологических и медицинских инструментов.
- Еще одна область, где точечная сварка очень распространена, — это соединение металлических ручек с металлической посудой и ведрами.
- Производство никель-кадмиевых элементов
- Производство металлических игрушек.
Точечная сварка
Преимущества и недостатки точечной сварки
Преимущества точечной сварки0003 Оптимальное использование электроэнергии, точечная сварка требует минимального количества энергии и электроэнергии. По сравнению с другими сварочными процессами точечная сварка более эффективна в потреблении электроэнергии.
Недостатки точечной сварки
- Точечная сварка не дает сплошного сварного шва , и, следовательно, уступает сварным соединениям, полученным другими способами сварки.
- Точечная сварка не подходит для некоторых материалов ; вы можете эффективно использовать его для стали, нержавеющей стали, никелевых сплавов и титана. Однако для сварки алюминия, меди и медных сплавов нужны очень мощные сварочные аппараты с определенными характеристиками.
- Работа с точечной сваркой может быть сложной задачей во многих случаях для правильного расположения электродов для качественного сварного шва.
- Соединения точечной сваркой необходимо учитывать на этапе проектирования изделия; Аппараты точечной сварки не могут сваривать нестандартные формы или соединения с ограниченным доступом.
- Точечная сварка связана с различными опасностями , в том числе с тяжелыми пистолетами, требующими прочности и твердой спинки для рукоятки; выделение большого количества тепла может привести к серьезным ожогам, образованию опасных паров и искр, а также к риску травмирования рук оператора.
Перед покупкой аппарата для точечной сварки обратите внимание на следующее:
Что вы собираетесь делать с аппаратом для точечной сварки?
Вы должны учитывать; как вы хотите использовать свой точечный сварщик? Вы хотите использовать точечную сварку для небольших художественных работ в качестве домашнего сварщика или любителя, или вы планируете использовать его для сварки автомобильных кузовных листов и других металлических листов в своей текущей профессии? Четкая мысль об этом поможет вам в принятии решений.
Какие материалы и ограничения по толщине вы хотите сваривать?
Аппарат для точечной сварки обычно используется для сварки различных изделий, включая листовой металл, сварную сетку или проволочную сетку. Вы можете использовать свой аппарат для точечной сварки для сварки различных материалов, таких как низкоуглеродистая сталь без покрытия, оцинкованная сталь или листовая нержавеющая сталь.
Однако большинство сварочных аппаратов не подходят для сварки алюминия, меди или медных сплавов из-за их высокой теплопроводности и электропроводности, что требует более высокого тока, что требует более крупных и мощных сварочных трансформаторов.
Поскольку соединение металлов происходит за счет тепла, получаемого от сопротивления электрическому току, оно ограничивается металлическими листами ограниченной толщины. Более толстые листы плохо поддаются точечной сварке; тепло в более толстом листе быстрее переходит в окружающий металл, не позволяя теплу концентрироваться в достаточной степени для сварки.
Блок питания
Портативные сварочные аппараты могут быть подключены к сети 120 В или 240 В. Вы должны сделать свой выбор на основе доступного источника питания.
Глубина горловины
Глубина горловины указывает максимальную ширину заготовки/металла, которую вы можете вставить в аппарат для точечной сварки для сварки.
Глубина шва — это то, что вам необходимо учитывать, потому что это может ограничить ваши возможности сварки в тех случаях, когда точка сварки находится на расстоянии от кромки, превышающем глубину шва.
Вес и портативность
Портативность становится необходимой, если вы планируете использовать сварочный аппарат более чем в одном месте (например, дома и в мастерской). Поскольку аппарат для точечной сварки всегда возят с собой, его вес является важным фактором, который необходимо учитывать.
Чем легче сварочный аппарат, тем лучше для спины и тела; однако нужно убедиться, что легкий вес не означает плохой материал или дешевые компоненты сварочного аппарата.
Гарантия
Еще одним важным фактором является гарантия. Пожалуйста, изучите и поймите гарантийный срок и условия гарантии. Попросите разъяснений, если вы сомневаетесь.
Каков ваш бюджет?
Либо вы можете выбрать дешевый аппарат для точечной сварки, который стоит менее 100 долларов США, либо выбрать сварочный аппарат среднего уровня, который может стоить вам менее 300 долларов США. используется в автомобильной промышленности и сварке металлических листов в промышленности; то же самое будет стоить вам чуть больше 1000 долларов США.
Аппараты для точечной сварки стоимостью менее 300 долларов США могут подойти любителям самостоятельных работ и художников по металлу. Однако, если вы планируете превратить свое хобби в профессию, вам, возможно, придется сделать больше домашней работы, прежде чем принимать решение.
Где купить аппарат для точечной сварки?
Amazon — хорошее место для онлайн-покупок. У вас есть широкий выбор, чтобы сделать свой выбор, а отзывы пользователей помогут вам лучше понять продукт. Вы также можете задать свои вопросы по товару и уточнить у продавца, а можете напрямую поговорить с продавцом, чтобы уточнить свои сомнения.
Еще одно место — портовые перевозки, где вы можете приобрести бренд Chicago Electric на их веб-сайте; Chicago Electric предлагает высококачественные, но недорогие аппараты для точечной сварки.
Часто задаваемые вопросы
Как аппарат точечной сварки вырабатывает тепло?
Если подсоединить кусок металла к источнику электричества и включить выключатель, металл оказывает электрическое сопротивление протекающему через него току, и вследствие этого металл нагревается.
В процессе точечной сварки между медными электродами удерживаются две перекрывающиеся металлические полосы. Приложение сварочного тока и давления через электроды выделяет достаточно тепла (из-за предлагаемого электрического сопротивления), чтобы расплавить их.
Какие меры безопасности необходимы при использовании аппарата для точечной сварки?
Прочтите руководство пользователя и строго следуйте предлагаемым правилам техники безопасности и защитному снаряжению. Защитите руки, глаза, лицо и кожу, надев рекомендуемое защитное снаряжение.
Возможно, вам придется носить маску, чтобы защитить себя от вредных паров. Не держите поблизости легковоспламеняющиеся предметы. Держите под рукой огнетушитель.
Как проверить качество точечной сварки?
Испытание на отслаивание лучше всего подходит для проверки качества точечной сварки, но это разрушающее испытание, поэтому оно проводится на образцах.
Попробуйте руками, щипцами или другими инструментами разъединить две точечно сваренные полосы, и вы сами сможете оценить качество точечной сварки.
Точечная сварка алюминия, можно ли?
Алюминий можно точечной сваркой; однако большинство сварочных аппаратов не подходят для сварки алюминия, меди или медных сплавов. Это связано с их высокой тепло- и электропроводностью, что требует чрезвычайно высокого тока, что требует более крупного и мощного сварочного трансформатора или сварочных аппаратов с конденсаторным разрядом.
По мере того, как алюминий становится все более распространенным в автомобильной и других отраслях промышленности, он заменяет сталь во многих областях, где важен вес. Совершенствование промышленных точечных сварочных аппаратов продолжается выпуском сварочных аппаратов с более мощными трансформаторами или аппаратов для сварки конденсаторным разрядом. Кроме того, улучшены сварочные электроды с водяным охлаждением, чтобы они могли быстро выдерживать высокий ток, создаваемый сварщиком.
Наш окончательный вердикт
Мы рассмотрели самые продаваемые аппараты для точечной сварки и предоставили вам полезные советы, которые помогут вам принять правильное решение.
Каждый сварочный аппарат подробно рассматривается, чтобы помочь вам понять устройство, и, наконец, мы ответили на несколько часто задаваемых вопросов, чтобы помочь вам.
Какой бы бренд вы ни выбрали, независимо от его популярности, вы столкнетесь с негативными отзывами о нем. Однако это не означает, что все бренды одинаковы.
Чтобы определить самый надежный аппарат для точечной сварки на рынке, необходимо сравнить основные функции, которые вы ищете, и требования вашего проекта.
Некоторые аппараты для точечной сварки немного дороже. Однако, если вы проделаете тяжелую работу, вы сможете вернуть свои инвестиции в течение короткого времени. Надеюсь, это поможет вам приобрести качественный аппарат для точечной сварки в рамках вашего бюджета.
Аппарат для точечной точечной сварки своими руками — Share Project
С конца 1800-х до конца 1900-х годов пишущая машинка была одним из лучших инструментов для написания документов. К сожалению, они в значительной степени устарели с появлением домашних компьютеров. Я не вырос с пишущей машинкой, но пару месяцев назад купил электронную пишущую машинку Brother AX-25. Он использует маргаритку (вращающееся колесо с отлитыми в нем буквами) и моторизованный молоток для ввода текста, а не штрихи (или бойки), как в традиционной пишущей машинке. Звук, который он издает, не имеет себе равных даже на самой щелкающей клавиатуре. Каждое нажатие клавиши приводит к короткому гудению, когда мотор выбирает символ, после чего следует удовлетворительный щелчок. AX-25 имеет 16-символьный ЖК-дисплей, 128 КБ ПЗУ для прошивки пишущей машинки, 128 КБ памяти и 16 КБ ОЗУ. Эти характеристики довольно ужасны по сегодняшним меркам. К счастью, старые технологии легко перепрофилировать с помощью оборудования с открытым исходным кодом! Вот почему я использовал Arduino и Raspberry Pi, чтобы превратить свою пишущую машинку в терминал Linux. Вдохновение Еще в старшей школе один из моих друзей работал над созданием компьютера с использованием Z80 для школьного проекта. Он настроил его на нескольких макетных платах в портфеле, и после того, как мы немного поговорили об этом, мы решили, что попробуем поместить его в старую пишущую машинку. Мы хотели сделать свой собственный Commodore 64. Мы распотрошили старую электронную пишущую машинку, но так и не удосужились поставить в нее компьютер. В течение последних 6 лет у меня в комнате лежала оболочка этой пишущей машинки. Какое-то время я хотел превратить пишущую машинку в кибердеку. Я планировал поставить в него экран и Raspberry Pi с здоровенной батареей. У меня крутилась эта идея в голове, пока пару лет назад я не увидел видео CuriousMarc о том, как его телетайп превратился в терминал Linux. Я хотел сделать то же самое с пишущей машинкой, но у меня никогда не было на это времени, и я не мог найти пишущую машинку ни в одном комиссионном магазине. После окончания колледжа у меня, наконец, появилось достаточно свободного времени и знаний, чтобы превратить пишущую машинку в компьютер. Что она может делать? Я могу использовать все виды команд Linux, большинство программ CLI будут работать, но все с текстовым интерфейсом ( как Vim или Emacs) не будет работать. Обрабатывая escape-последовательности, которые выводит Raspberry Pi, я могу автоматически переключать функции форматирования пишущей машинки. Он также может печатать ASCII-арт! Вот видео о том, как он печатает некоторые изображения, которые я нашел в Интернете, и некоторые, которые я сделал с помощью генератора изображений ASCII: Обратное проектирование. Клавиатура пишущей машинки подключена к матрице 8×11 и подключается к пишущей машинке с помощью двух разъемов, один для строк. , и один для столбцов. К ним подключены разъемы клавиатуры с перемычками для моей схемы. Когда вы нажимаете одну из клавиш, она соединяет один из выводов строки с выводом столбца, который затем обнаруживает пишущая машинка. Чтобы выяснить, какой паре контактов соответствует каждая клавиша, я соединил каждую пару вручную по одной и записал, какая клавиша была напечатана. Я делал это до тех пор, пока не нанес на карту всю матрицу. Макет матрицы пишущей машинки. В пишущей машинке используется линейный регулятор 7805 для питания ее 5-вольтовых компонентов, и я смог найти неиспользуемую 5-вольтовую площадку и заземляющую площадку, к которой я могу подключиться для питания. моя схема. Мне пришлось добавить радиатор к регулятору, чтобы приспособиться к повышенному энергопотреблению моей схемы. Управление пишущей машинкой Код Arduino доступен в моем репозитории GitHub, если вы хотите взглянуть на него подробнее! Моя Arduino управляет пишущей машинкой с помощью двух мультиплексоров, подключенных к каждому из разъемов клавиатуры. Сигнальные контакты мультиплексора подключены, поэтому их можно использовать для соединения пар контактов на разъемах клавиатуры вместе. Чтобы отправить ключ, Arduino выбирает контакт на каждом мультиплексоре, чтобы соединить их, что заставляет пишущую машинку думать, что клавиша была нажата. Мой прототип схемы управления пишущей машинкой. Arduino подключен через последовательный порт к Pi, который имеет последовательная консоль включена на своих контактах UART. Я решил использовать Arduino в дополнение к Raspberry Pi, потому что я лучше знаком с ними, и это значительно упрощает взаимодействие с консолью UART Raspberry Pi. Arduino и Raspberry Pi обмениваются данными со скоростью 120 символов в секунду, но пишущая машинка может печатать только 12 символов в секунду. Чтобы предотвратить обрезание длинных сообщений, я добавил в свой код управление последовательным потоком. Это позволяет Arduino сообщать Pi, когда начинать и прекращать отправку текста. Raspberry Pi работает под управлением Raspberry Pi OS Lite, так как мне нужен только доступ к терминалу.
