Схема токарный станок: Схема кинематики токарного станка
Содержание
Схема кинематики токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий. Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Рис.: 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент.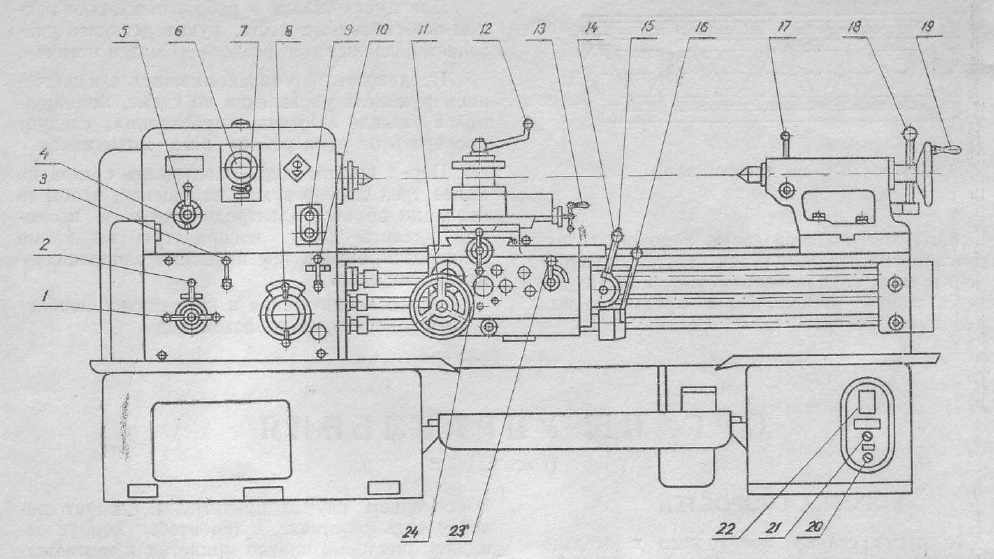 Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике. Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Принципиальная электрическая схема токарного станка 16К20
Для обеспечения высокой надежности в работе и обслуживания электрооборудования токарного станка 16К20 специалистами средней квалификации вся релейно — контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях.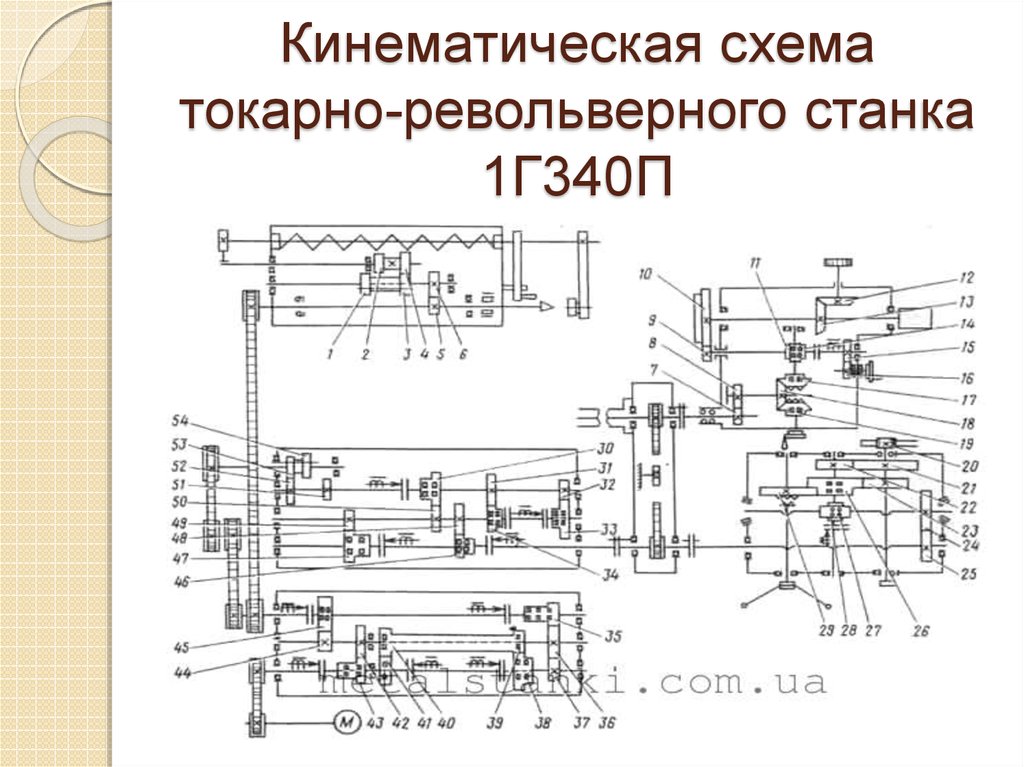 Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
Основные параметры электрооборудования
Потребляемая мощность, кВт — 11
Напряжение сети, В — 380
Напряжение в цепи управления, В — 110
Напряжение в цепи местного освещения, В — 24
Частота, герц — 50
Принципиальная электрическая схема
Рис. 1. Схема электрическая принципиальная станка 16К20
1* — Элементы при силовой цепи напряжением 220В и тропического исполнения могут отсутствовать
2* — Элементы для станков с гидросуппортом
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3.
1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.

- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Схема электрическая соединений
Рис. 2. Схема электрических соединений токарного станка 16К20
2. Схема электрических соединений токарного станка 16К20
1. а — положение перемычек при подключении электродвигателей
2*. Для станков с гидросуппортом
Шкаф управления. Схема расположения электроаппаратов
Рис. 3. Шкаф управления токарно-винторезного станка 16К20
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.
На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода.
В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.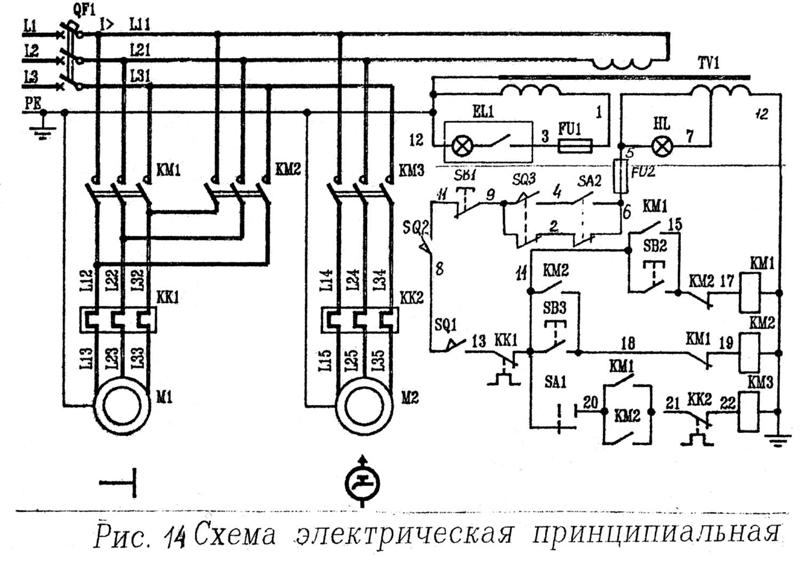
Рекомендации по техническому обслуживанию электрооборудования
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
При технических осмотрах проверяется состояние вводных проводов обмотки статора, производится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Перед набивкой свежей смазки подшипники должны быть тщательно промыты бензином.
Камеру заполнить смазкой на 2/3 ее объема.
При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников. Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным вазелиновым маслом. Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
Устройство токарного станка по металлу – схема и основные узлы
- Как устроены станина и передняя бабка станка
- Назначение задней бабки токарного оборудования
- Шпиндель как элемент токарного станка
- Строение суппорта
- Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
- Передняя бабка
- Задняя бабка
- Суппорт
- Приводные валы
- Рычаг переключения скоростей
- Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.

Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Кинематическая схема токарно-винторезного станка 16К20
Сведения о производителе токарно-винторезного станка 16К20
Производитель токарно-винторезного станка 16К20 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20.
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Кинематическая схема токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
Движение подач и резьбонарезание
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы — обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32. Обеспечивает двойной блок в шпиндельной бабке при подкючении z = 45/45;
- Механизм реверса — служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
- Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач — преобразует вращение ходового вала в поступательное движение суппорта продольное, поперечное или резцовых салазок.
 Ходовой винт при этом должен быть отключен.
Ходовой винт при этом должен быть отключен. - Механизм подач при нарезании резьбы резцом — преобразует вращение ходового винта в поступательное продольное движение суппорта.
Кинематическая схема суппорта и фартука станка 16К20
Схема кинематическая суппорта и фартука токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Движение подач заимствуется в шпиндельной бабке от шпинделя при работающей паре z = 60/60.
При необходимости увеличения шага движение заимствуется от вала III при включенной передаче z = 45/45. В этом случае подача и шаг резьбы увеличиваются в зависимости от положения блоков в 2; 8 и 32 раза.
Механизм реверса обеспечивает правое вращение ходового винта через пару z = 30/45, левое — через передачу z = 30/25·25/45.
В гитаре сменных колес K/L, M/N при отправке станка с завода устанавливают шестерни с числом зубъев z = 40/86, z = 86/64. Такая комбинация обеспечивает подачи, нарезание метрических и дюймовых резьб с шагами, величины которых указаны в талице закрепленной на станке.
Кинематическая цепь продольных и поперечных подач суппорта
Кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
Кинематическая цепь продольных подач суппорта
Уравнение кинематического баланса цепи продольной подачи имеет вид:
S = 1об.шп. · z1/z2 · π · m · z мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- π·m·z — длина делительной окружности реечного колеса. π·m·z = 3,1416 · 3 · 10 = 94,248;
- m — модуль зубчатой рейки, m = 3 мм ;
- z — число зубъев реечного колеса, z = 10.
Универсальная коробка подач 16Б20П.070 обеспечивает продольные подачи (22 шт), мм/об:
- 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,6; 2; 2,4; 2,8; 2,4; 2,8
Уравнение кинематической цепи для получения минимальной продольной подачи можно записать в следующем виде:
Кинематическая цепь поперечных подач суппорта
Уравнение кинематического баланса цепи поперечной подачи имеет вид:
S = 1об.шп. · z1/z2 · р мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- р — шаг ходового винта поперечной подачи, р = 5 мм
Полное уравнение кинематического баланса для цепи минимальной поперечной подачи:
Соответственно кинематическая цепь поперечной подачи согласовывает вращение шпинделя и поперечного ходового винта; величина поперечной подачи при одной и той же наладке станка составляет 1/2 продольной.
Уравнение кинематической цепи для получения максимально поперечной подачи можно записать в следующем виде:
В коробке подач токарно-винторезного станка 16к20 подачи расположены не по геометрическому ряду, поэтому настройку станка на необходимую подачу производят по таблицам, расположенным на панели передней бабки.
В случае нарезания точных резьб вращение может быть передано от гитары сменных колес непосредственно на ходовой винт с шагом t = 12 мм через валы XII, XVII, XXIII при включенных зубчатых муфтах М2 и М5, минуя механизм коробки подач.
и подачи поперечные (24 шт), мм/об:
- 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4
Кинематическая цепь нарезания метрической резьбы
При нарезании резьбы за один оборот шпинделя суппорт (резец) должен переместиться на шаг резьбы Рр.
Уравнение кинематического баланса цепи нарезания метрической резьбы имеет вид:
S = Рм = 1об. шп. · z1/z2 · Рх мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до ходового винта;
- Рх — шаг ходового винта станка в мм (Pх = 12 мм).
Уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
Кинематическая цепь при нарезании дюймовых резьб
При нарезании дюймовых резьб шаг задается числом ниток на дюйм, все параметры резьбы выражены в дюймах, (дюйм = 25,4 мм).
Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Шаг дюймовой резьбы в милиметрах:
Pд = 25,4/k мм/об,
где:
- k — число ниток на один дюйм резьбы (1″ = 25,4 мм).;
Уравнение кинематического баланса для нарезания дюймовой резьбы с минимальным шагом:
Кинематическая цепь при нарезании модульных резьб
Модульные резьбы используют, обычно, при нарезании червяков.
Шаг модульной резьбы выражается через модуль — число кратное пи (3,14).
Шаг модульной резьбы в милиметрах:
Pм = 3,14 · m мм,
где:
- m — шаг резьбы в модулях;
Читайте также: Кинематическая настройка токарно-винторезного станка 16К20
Кинематическая цепь при нарезании питчевых резьб
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
Питчевая резьба задается диаметральным питчем П.
Формула для определения шага нарезаемой питчевой резьбы имеет вид:
Pп = (25,4 · π) / П мм,
где:
- П — число питчей нарезаемой резьбы.
Таблица подач и шагов нарезаемой резьбы станка 16к20
Таблица подач и шагов нарезаемой резьбы токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
1. Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
2. Таблица резьб и скоростей токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Схема коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20. Скачать в увеличенном масштабе
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Читайте также: Регулирование токарно-винторезного станка 16К20
Токарно-винторезный универсальный станок 16К20. Видеоролик.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025. .1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
- Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, НИИМАШ, 1976
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В. К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Полезные ссылки по теме. Дополнительная информация
16К20, 16К20Г Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
Токарно-винторезный станок 16К20: паспорт, характеристики, фото, видео
Электрооборудование токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16в20
- Электрошкаф, модель 1В62Г.83В.000
- Питающая сеть: напряжение – 380 В, ток – трехфазный, частота – 50 Гц
- Цепь управления: напряжение – 110 В, ток – переменный
- Цепь местного освещения: напряжение – 24 В, ток – переменный
- Цепь сигнализации: напряжение – 22 В, ток – переменный
- Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) – 17,6 А
Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом, а также для обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением нескольких аппаратов, смонтирована в электрошкафе 2 (рисунок 8), расположенном на задней стороне корпуса передней бабки.
Силовая цепь станка включает в себя три трехфазных асинхронных электродвигателя, предохранительные устройства и выключатели.
В цепь управления входят релейно-контактные и другие аппараты, расположенные в шкафу, а также кнопочная станция 11 SB1.1 SB1.2 (рисунок 9) пуска – останова главного привода, путевые выключатели 19 SQ1 управления электродвигателем ускоренных перемещений и путевые выключатели SQ2, SQ3 блокировок ограждения патрона и крышки коробки передач.
Цепь местного освещения EL1 обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем. Освещенность 1500 лк.
В цепь сигнализации входят сигнальные лампы 29 (HL1) и 31 (HL2).
Описание работы электросхемы
Включение вводного выключателя QF1 (рисунок 12) при наличии напряжения в сети сопровождается загоранием лампы HL1.
Пуск электродвигателя главного привода М1 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1.1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
Останов электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB1. 2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
16У04П Схема электрическая токарно-винторезного станка
Электрическая схема токарного станка 16у04п
Описание принципиальной электросхемы (рис.
19)
Поворотом автоматического выключателя АВ подается напряжение на рабочие цепи и цепи управления.
При нажатии на кнопку 2КУ включается вращение электродвигателя 1М вправо посредством пускателя KП.
При нажатии на кнопку 1КУ контактом 3-5 разрывается цепь питания пускателя KП а контактом 3-29 включается цепь пускателя КТ, осуществляющего нндукционно-динамическое торможение двигателя. Контакт КТ (О-В11) закорачивает первую обмотку статора контакт (C1-C12) подает пульсирующий ток во вторую обмотку через силовой диод ВК, контакт (A1-A11) подает переменный ток в третью обмотку.
При нажатии на кнопку 3КУ включается вращение двигателя 1М влево посредством пускателя КЛ.
В точках 23-25 н.о. контакты пускателей КП или КЛ подготавливают к включению пускатель КО.
Поворотом переключателя ВН включается пускатель КО. Пускатель КО своими силовыми контактами включает электродвигатель 2М или 1М, либо оба электродвигателя одновременно.
Защита
Электросхемой станков предусмотрена защита:
- от токов короткого замыкания, осуществляемая предохранителями и автоматическим выключателем;
- защита от перегрузки, обеспечиваемая тепловыми реле;
- нулевая защита при помощи катушек магнитного пускателя.
Особенности и модификации токарного станка 16К20
К особенностям оборудования, принесшим ему широкую известность по всему СССР, а также популярность в странах Восточной Европы, Китае и Швейцарии относится:
- жесткая станина, которая устанавливается на монолитной подставке. Станина изготовлена в форме короба, имеет шлифованные пазы;
- обрабатываемые заготовки и элементы фиксируются в патроне или в центрах;
- структура фиксатора гарантирует надежное крепление съемных насадок;
- основанием шпинделя служат подшипники качения, относящиеся к прецизионной группе;
- комплекс защитных и блокировочных устройств, является залогом безопасной эксплуатации;
- масштабные линейки, укомплектованные визирами, способствуют легкости перемещения резцовых и поперечных салазок;
- в составе фартука представлен механизм отключения подачи суппорта;
Все вышеописанные свойства имел уже первый серийный станок, чей выпуск стартовал в 1970-х годах. Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Модель 16К20М – механизированный агрегат. В сравнении с базовым вариантом, обеспечивал экономию времени в 1,6 раз. С его помощью осуществляется производство всех типов резьбы, обработка криволинейных и ступенчатых поверхностей.
Роль ключевого инструмента обработки играл гидрокопировальный механизм. В результате обработанная заготовка могла использоваться в качестве шаблонного экземпляра. Станок широко использовался в машиностроении, приборостроительных предприятиях, в ремонте.
- Модель 16К20Г. Основным отличием данного агрегата служит выемка в станине. Сферой использования станка остаются все виды токарных работ.
- Модель 16К20ВФ1. В ее случае предприятие получало высокоточное оборудование. Агрегат эффективно справляется с чистовыми работами, нарезанием резьбы всех типов, обработке геометрических и шероховатых поверхностей. Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
- Модель МК6056. Усовершенствованная версия токарного станка 16К20. Вместе с моделями МК6057 и МК6058, производилась на московском с середины 80-х годов и вплоть до банкротства предприятия.
- Модель ГС526У. Белорусский токарный станок, производится в настоящее время в городе Гомель.
- Модель Opti D420x1000. Германский аналог станка 16К20, чей выпуск ведется в Китае.
- Модель CA6140A. Непосредственная китайская версия агрегата. Наряду с моделями CA6140B, CA6240A, CA6240B выпускается в Поднебесной.
Вместе с представленными версиями, существуют многочисленные аналоги станка. Они выпускаются компаниями из России, Восточной и Центральной Европы.
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
УСТРОЙСТВО И ТЕХНИЧЕСКОЕ ОПИСАНИЕ СОВРЕМЕННЫХ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ
Токарный станок состоит из станины , передней шпиндельной бабки – коробки скоростей , гитары , коробки подач , суппорта с резцедержкой и задней бабки .
Станина токарного станка – выполнена из высококачественного чугуна или из материала Механит – что позволяет снижать вибрацию и резонанс станины и уменьшать дробление в различных режимах резания . Ширина станины – показатель жесткости базового элемента станка – чем более широкая станина тем лучше . Направляющие скольжения станины – закаленные и шлифованные , для высокоточных станков – направляющие дополнительно подвергают шабрению . В станине предусмотрена выемка для установки насоса СОЖ .
Шпиндельная бабка предназначена для вращения обрабатываемой заготовки вместе со шпинделем , а также для переключения токарем скоростей вращения шпинделя ( по специальному заказу станок может оснащаться бесступенчатым переключением скоростей передней бабки – благодаря применению на главном приводе частотного регулирования ). Шпиндель бывает двухопорный или трехопорный . Для вращения шпинделя применяются подшипники высокого класса с возможностью регулировки люфта . К шпинделю на коническую посадку крепится токарный патрон для зажима заготовки . Зажим патрона производится токарем специальным ключем вручную ( по специальному заказу – станок может быть оснащен пневмозажимом или гидравлическим зажимом кулачков) . Смазка передней бабки – централизованная . Положение передней бабки относительно станины настраивается специальными винтами – с помощью них добиваются минимальной конусности . Вращение шпинделя и торможение обеспечивается механизмом управления фрикционной муфтой ( фрикционом ) главного привода . В специальных модификациях токарных станков используются фрикционы с гидравлическим приводом . В задней части передней бабки обычно крепится электрошкаф системы управления станком.
От шпиндельной бабки на коробку подач вращение передается через сменные гитарные шестерни , позволяющие настраивать на станке специальные подачи суппорта и нарезание резьб. Наладку сменных шестерен производит токарь . Из коробки подач выходит ходовой вал и резьбовой винт , своим вращением передающие движение на фартук суппорта .
Суппорт предназначен для обеспечения продольного и поперечного перемещения резца с рабочей скоростью ( скорость подачи ) или с ускоренной скоростью , для установочных перемещений суппорта ( ускоренный ход ) . Суппорт состоит из фартука , нижних салазок – каретки , поперечных салазок , поворотная часть и резцедержатель . Резцедержка фиксируется в 4-х положениях . Маточная гайка на фартуке включается специальной рукояткой . Для высокоточных станков направляющие скольжения суппорта покрывают специальным антифрикционным материалом- для устранения эффекта прилипания на малых скоростях подачи . Также для увеличения точности и снижения люфта на поперечный ход вместо передачи ВИНТ-ГАЙКА используют ШВП . Для выбора направления подачи применяются механические сцепные кулачковые муфты или электрические многодисковые муфты ( электромуфты ) . Суппорт перемещается вдоль станины благодаря механизму – рейка и реечный палец . Для разделения рабочего и ускоренного хода в фартуке применяют муфту обгона .
Резцовые салазки -поворотные – угол поворота +/-90 градусов . Поворот используется для обработки коротких конусов . Резцовые салазки имеют ручное или механическое перемещение ( механический привод верхних резцовых салазок ) .
Задняя бабка предназначена для поддержания и для обработки деталей в центрах или для сверления деталей ( а также нарезания резьбы , зенкерования , развертывания ) . Задняя бабка передвигается вдоль станка по направляющим станины . Вращением штурвала задней бабки – пиноль выдвигается из корпуса задней бабки или задвигается обратно . Пиноль задней бабки фиксируется неподвижно специальной рукояткой . Диаметр пиноли определяет жесткость станка при обработке в центрах . Специальные регулировочные болты позволяют настраивать положение центра задней бабки в горизонтальной плоскости для поперечного смещения корпуса задней бабки . Коническое отверстие в пиноли – Морзе №6 (усиленный ) или № 5 (обычный ) . Основные параметры задней бабки : наибольшее перемещение пиноли и цена одного деления лимба перемещения пиноли . Благодаря поперечному смещению корпуса задней бабки – возможно на станке обрабатывать конуса .
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Передняя бабка токарного станка 16к20
В передней бабке собраны коробка скоростей и шпиндельный узел. Шпиндель передает заготовке вращающий момент посредством приспособлений. Для установки и центрирования приспособлений служат фланец , коническая шейка — для установки патронов, а также коническое отверстие – для установки центров. В токарных станках это отверстие выполняют по конусу Морзе. Передние концы шпинделей стандартизованы (для токарных станков с фланцевыми передними концами шпинделей ГОСТ 12593-81).
Гитара служит для настройки цепи подач с помощью подбора сменных зубчатых колес на нарезание метрической , дюймовой , модульной , питчевой резьб, а также для настройки на шаг (ход) резьбы при нарезании нестандартных резьб. В двухпарных гитарах расстояние L между валом I; валом II является постоянным. На валу II свободно установлен приклон , который крепится к стенке шпиндельной бабки с помощью болта .
Фартук токарного станка 16к20
Фартук — механизм для преобразования вращения ходового винта или ходового вала в поступательное перемещение суппорта. Суппорт получает поступательное перемещение от ходового винта посредством разъемной гайки, от ходового вала — через ряд зубчатых передач посредством зубчато-реечной передачи.
Это интересно: Токарный станок ТВ-6 — устройство, технические характеристики
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..160012,5..1250100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5. .112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
Список литературы:
Станок токарно-винторезный повышенной точности 16Б20п. Руководство по уходу и обслуживанию, 1965
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно! Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Схема
Основой и источником энергии для любого токарного станка является электрический ток. Схема работы 16К20 выглядит следующим образом.
16К20 Схема электропитания
Схема электропитания и работы данного станка не является оригинальной, вся сила тока распределяется равномерно на рабочие «органы» агрегата, чтобы дать ему максимальную мощность, отличные эксплуатационные характеристики. Разумное и рациональное распределение энергии по всему станку позволяет выполнять работу наиболее продуктивно, с оптимальной затратой энергии. Это немаловажный фактор для любого предприятия!
Читайте также:
|
Что такое токарный станок по металлу? Использование, определение, операции, детали, схема
Токарный станок Введение
Токарный станок является наиболее широко используемым типом станков в механическом производстве. Есть много областей, где нужны токарные станки, их можно использовать в пластиковых формах, металлических инструментах и другой промышленности. На токарный станок приходится около 20–35 % от общего числа станков. Он в основном обрабатывает различные поверхности вращения (внутренние и внешние цилиндры, конические поверхности, фасонные поверхности вращения и т. д.) и торцевые поверхности тел вращения. Некоторые токарные станки также могут обрабатывать резьбовые поверхности.
Инструменты, используемые на токарном станке, в основном токарные. Их также можно использовать для обработки отверстий, таких как сверла, развертки, ножи для клецок, а также инструменты с резьбой, такие как метчики и пластинчатые зубья.
Горизонтальный токарный станок по металлу имеет широкий спектр технологий. Он может обрабатывать многие виды поверхностей, такие как внутренний и внешний цилиндр, конус, кольцевая канавка, образующая вращающуюся поверхность, торцевая плоскость и различные резьбы. Он также может сверлить, увеличивать, сравнивать отверстия и накатывать. Типичная поверхность, которую может обрабатывать горизонтальный токарный станок, показана на рисунке.
Основным движением токарного станка является вращательное движение шпинделя, а движение подачи — линейное движение инструмента. Подача обычно выражается движением инструмента на шпиндель, в M/R. При точении резьбы есть только одно составное основное движение, а именно винтовое движение, которое можно разложить на движение вращения шпинделя и движение инструмента. Если вам нужна более быстрая обработка резьбы или вам необходимо массовое производство большого количества заготовок, то токарно-винторезный станок с ЧПУ является хорошим выбором. Кроме того, на токарном станке есть некоторые необходимые вспомогательные движения. Например, чтобы обработать шерсть до нужного размера, токарный станок также должен иметь режущее движение (движение резания обычно перпендикулярно направлению движения подачи, и рабочий вручную перемещает резцедержатель на горизонтальном токарном станке). . Некоторые токарные станки также имеют быстрое продольное и поперечное перемещение резцедержателя.
Основным параметром токарно-карусельного станка является максимальный диаметр вращения заготовки на станине, а вторым — максимальная длина заготовки. Эти два параметра указывают на максимальный предельный размер заготовки, обрабатываемой токарным станком, а также отражают размер станка, поскольку основные параметры определяют высоту оси шпинделя от направляющей станка, а также Вторые основные параметры определяют длину станины токарного станка.
Состав токарных станков
Горизонтальный токарный станок в основном обрабатывает различные виды деталей оси, втулки и диска. Его форма показана на рисунке, а его основная группа состоит из трех частей.
Компоненты включают коробку шпинделя, держатель инструмента, заднюю бабку, коробку подачи, коробку скольжения и станину и т. д.
Форма горизонтального токарного станка
1 передняя бабка
2 держатель ножа
3 задняя бабка
4 станина
5 правые ножки станины
6 световая балка
7 винт
8 выдвижная коробка
9 левая ножка
10 коробка подачи
11 механизм подвесного колеса
I. Коробка шпинделя
Передняя бабка крепится к левому концу станины, а главный вал и механизм вариатора устанавливаются внутри, а заготовка крепится к переднему концу шпинделя через патрон. Функция передней бабки состоит в том, чтобы поддерживать главный вал и передавать мощность на главный вал через механизм трансмиссии с регулируемой скоростью, так что главный вал приводит заготовку во вращение с заданной скоростью для реализации основного движения.
2. Держатель инструмента
Держатель инструмента устанавливается на направляющую держателя станины и может перемещаться в продольном направлении вдоль направляющей. Компонент держателя инструмента состоит из нескольких слоев держателей инструмента. Его функция заключается в фиксации токарного инструмента при продольном, поперечном или наклонном движении подачи.
3. Задняя бабка
Задняя бабка устанавливается на направляющей держателя станины и может регулироваться в продольном направлении вдоль направляющей. Его функция состоит в том, чтобы поддерживать длинную заготовку верхним концом или устанавливать инструмент для обработки отверстий, такой как сверло или нож для клецок, для обработки отверстий. Установите сверло на заднюю бабку. Заготовку можно просверлить, чтобы токарный станок работал здесь как радиально-сверлильный станок.
4. Кровать
Кровать устанавливается на левой и правой ножках и служит для поддержки основных компонентов и сохранения точного относительного положения или траектории во время работы.
5. Подвижная коробка
Подвижная коробка закреплена в нижней части резцедержателя для совместного перемещения резцедержателя в продольном направлении. Его роль состоит в том, чтобы передать коробку подачи через световую планку.
Движение от (или ходового винта) передается на держатель инструмента, позволяя держателю инструмента выполнять продольную подачу, боковую подачу, быстрое перемещение или нарезание резьбы. Джойстик оснащен различными джойстиками или кнопками.
6. Коробка подачи
Коробка подачи закреплена на левой передней стороне станины и имеет механизм изменения механизма подачи для изменения подачи моторной подачи или шага обрабатываемой резьбы.
Этапы работы токарного станка
1. Проверка перед началом движения
1.1 Заполните схему смазки станка соответствующей смазкой.
1.2 Проверить комплектность и надежность электрооборудования каждого отделения, рукоятки, деталей трансмиссии, защитных и ограничительных устройств.
1.3 Каждая шестерня должна находиться в нулевом положении, а ремень должен быть натянут.
1.4 На поверхности кровати нельзя напрямую хранить металлические предметы во избежание повреждения поверхности кровати.
1.5 Обрабатываемая заготовка, без грязного песка, предотвращает попадание грязевого песка в каретку и шлифует направляющую.
1.6 Перед тем, как заготовка будет закреплена, необходимо выполнить пробный запуск пустого станка, чтобы убедиться, что все в порядке, прежде чем можно будет загрузить заготовку.
2. Операционные процедуры
2.1 Когда заготовка в порядке, сначала запустите насос смазочного масла, чтобы перед запуском давление масла соответствовало требованиям станка.
2.2 При регулировке обменного держателя при регулировке колеса питание должно быть отключено. После регулировки все болты должны быть затянуты, ключ вовремя вынут, а заготовка снята для пробной эксплуатации.
2.3 Сразу после загрузки и выгрузки заготовки снимите плавающий ключ патронного ключа и заготовку.
2.4 Задняя бабка и рукоятка станка должны быть отрегулированы в соответствующее положение в соответствии с потребностями обработки и затянуты или зажаты.
2.5 Заготовка, инструмент и приспособление должны быть надежно закреплены. Инструмент с плавающей силой должен ввести ножевую часть в заготовку, чтобы запустить станок.
2.6 При использовании центральной рамы или держателя инструмента центр должен быть отрегулирован, хорошо смазан и закреплен.
2.7 При обработке длинных материалов выступающая часть за шпинделем не должна быть слишком длинной. Если он слишком длинный, следует установить загрузочную раму и повесить знак опасности.
2.8 При подаче нож должен находиться близко к работе, чтобы избежать столкновения; скорость каретки должна быть равномерной. При смене инструмента инструмент должен находиться на соответствующем расстоянии от заготовки.
2.9 Режущий инструмент должен быть закреплен, а длина токарного инструмента, как правило, не более чем в 2,5 раза превышает толщину ножа.
2.1.0 При обработке эксцентриковых деталей необходимо иметь соответствующий противовес, чтобы сбалансировать центр тяжести патрона, и скорость транспортного средства должна быть соответствующей.
2.1.1. Если карта выходит за пределы заготовки за пределы фюзеляжа, необходимо принять защитные меры.
2.1.2 Регулировка настройки инструмента должна быть медленной. Когда вершина инструмента находится на расстоянии 40-60 мм от места обработки заготовки, вместо прямой подачи следует использовать ручную или рабочую подачу.
2.1.3 При хонинговании заготовки напильником держатель инструмента должен быть отведен в безопасное положение. Оператор должен стоять лицом к патрону, держа правую руку впереди, а левую сзади. Заготовку со шпоночным пазом на поверхности не допускается обрабатывать напильником.
2.1.4 Когда внешний круг заготовки полируется наждачной тканью, оператор должен зажечь два конца наждачной ткани в соответствии с положением, указанным в вышеуказанной статье. Не держите пальцем абразивную ткань для полировки внутреннего отверстия.
2.1.5 Когда инструмент перемещается автоматически, малый держатель инструмента должен быть отрегулирован так, чтобы он находился на одном уровне с основанием, чтобы предотвратить удар основания о патрон.
2.1.6 При резке больших или тяжелых заготовок или материалов следует оставлять достаточный припуск на обработку.
3. Операция парковки
3.1 Отключите питание и снимите заготовку.
3.2 Каждая ручка сбивается в нулевое положение, а инструменты чистятся и чистятся.
3.3 Проверьте состояние каждого защитного устройства.
Токарный станок – Производственные процессы 4-5
Модуль 1: Токарный станок
После прохождения этого модуля вы сможете:
• Определите наиболее важные части станка и их функции.
• Знать правила техники безопасности при работе с токарным станком. • Описать настройку режущего инструмента для обработки.
• Опишите крепление заготовки на токарном станке.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальная машина, и важно уметь ею управлять. Эта машина вращает цилиндрический объект относительно инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение/выключение питания
2. Шпиндель вперед/назад (перевернуть ручку вверх или вниз)
3. Маховик каретки 4. Маховик поперечной подачи
5. Маховик комбикорма
6. Включение каретки/поперечной подачи
7. Нарезная полугайка
8. Регулятор резьбы
9. Скорость шпинделя
10. Тормоз
11. Верхний/нижний диапазон шпинделя
12. Обратная нить/подача (втягивание/вытягивание)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) – V и Z являются настройками для нарезания резьбы
16. Коробка передач
17. Коробка передач Низкая/Высокая
18. Задняя бабка
19. Стойка для инструмента
20. Резцедержатель
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Переключатель заправки/подачи (см. пункт 15)
Как всегда, мы должны знать требования безопасности и стараться соблюдать правила безопасности, чтобы исключить серьезные травмы для себя или других.
Носить очки, короткие рукава, без галстука, без колец, без попыток остановить работу руками. Прежде чем пытаться проверить работу, остановите машину. Не знаете, как это работает? – «Не запускай». Не используйте тряпки во время работы машины.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в ключе патрона.
2. Проверните патрон или планшайбу рукой, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4. Переместите насадку инструмента на безопасное расстояние от патрона, цанги или планшайбы при вставке или извлечении детали.
5. Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
6. При установке и снятии патронов, планшайб и центров всегда следите за тем, чтобы все сопрягаемые поверхности были чистыми и не имели заусенцев.
7. Убедитесь, что насадка инструмента острая и имеет правильный задний угол.
8. Как можно короче зажмите насадку в держателе, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно наносите и поддерживайте смазочно-охлаждающие жидкости. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или планшайба застряли на носовой части шпинделя, обратитесь к инструктору, чтобы удалить их.
13. Если при вращении на токарном станке выполняется какая-либо обработка напильником, напильник следует держать левой рукой во избежание соскальзывания в патрон.
14. Всегда останавливайте машину перед проведением измерений.
15. Остановите машину при удалении длинной волокнистой стружки. Удалите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и правильно отрегулированы, если деталь поворачивается между центрами.
17. При точении между центрами избегайте полного прорезания детали.
18. Не пользуйтесь тряпками во время работы машины.
19. Удалите инструменты из резцедержателя и задней бабки перед очисткой.
20. Не используйте сжатый воздух для очистки станка.
21. Будьте осторожны при очистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высоком значении инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента. Слишком низкое значение CS приводит к низкой продуктивности.
Знать:
• Глубина резания для черновой обработки.
• Глубина резания для чистовой обработки.
Обратите внимание, что самые большие черновые проходы находятся в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Подача для черновой обработки
• Скорость подачи для чистового прохода
Обратите внимание, что скорость подачи для черновой обработки находится в диапазоне от 0,005 до 0,020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарной обработки, торцовки и отрезки на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
Рисунок A: стандартный токарный инструмент для создания полуквадратного уступа. Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки. | Рисунок А |
На рисунке B: изображен стандартный токарный инструмент с углом в плане. Этот угол позволяет выполнять тяжелые черновые резы. Также можно повернуть инструмент для создания полуквадратного плеча. | Рисунок В |
Рисунок C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых резов. | Рисунок С |
Рисунок D: изображает повернутый стандартный токарный инструмент. Его носик ведет режущую кромку для создания легких чистовых пропилов по внешнему диаметру и поверхности уступа. | Рисунок D |
На рисунке E: изображен инструмент формы. В инструмент можно втачивать различные формы, которые будут воспроизведены на детали. | Рисунок Е |
Рисунок F: изображает торцовочный инструмент. Этот резак используется для обработки конца заготовки, чтобы обеспечить гладкую, плоскую поверхность. Если в ложе есть отверстие в центре, используйте полуцентр для стабилизации и поддержки заготовки. | Рисунок F |
Рисунок G: изображает инструмент для нарезания канавок или подрезки. | Рисунок G |
На рисунке H: изображен инструмент для разделения. Отрезные инструменты отрезают заготовку на определенную длину. Для этого инструмента требуется предварительно отформованное лезвие и держатель. | Рисунок Н |
На рис. I показан инструмент для нарезания резьбы под углом 60°, используемый для нарезания резьбы на заготовке. | Рисунок I |
Настройка режущего инструмента для обработки
• Переместите резцедержатель к левой стороне составного упора.
• Установите резцедержатель в резцедержатель так, чтобы установочный винт в резцедержателе выступал примерно на 1 дюйм за резцедержатель.
• Вставьте соответствующий режущий инструмент в державку так, чтобы инструмент выступал за пределы державки на 0,500 дюйма.
• Установите вершину режущего инструмента на центральную высоту. Проверьте это прямой линейкой или задней бабкой.
• Надежно затяните резцедержатель, чтобы он не двигался во время резки
Рисунок 2: Резцедержатель и резцедержатель
Для установки заготовки на токарный станок
• Убедитесь, что центр линии работает правильно. Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за пределы задней бабки.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не поддержит другой конец заготовки.
• Затяните зажимную гайку задней бабки или уровень.
Рисунок 3: Заготовка в токарном станке
Установка режущего инструмента
• Держатели инструментов используются для крепления режущих инструментов токарных станков.
• Перед установкой очистите держатель и затяните болты.
• Держатель инструмента токарного станка крепится к стойке инструмента с помощью быстроразъемного рычага.
• Стойка для инструментов крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Чтобы изменить положение режущего инструмента, переместите поперечный салазок и седло токарного станка вручную. Также доступны силовые каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и его угол можно изменить, чтобы срезать конусы под любым углом.
1. Ослабьте болты, которыми компаунд крепится к седлу.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Соединение не имеет силовой подачи.
5. При необходимости используйте две руки для более плавной подачи. Это сделает чистовую отделку.
6. Как на компаунде, так и на поперечном суппорте есть микрометрические циферблаты, но на седле их нет.
7. Если при позиционировании седла требуется большая точность, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы упираются в упоры.
Рисунок 5: Позиционирование инструмента
Стальная линейка
1. Поместите стальную линейку между ложей и инструментом.
2. Инструмент центрируется, когда линейка стоит вертикально.
3. Инструмент находится высоко, когда линейка наклонена вперед.
4. Инструмент находится низко, когда линейка наклонена назад.
Центр задней бабки
1. Ориентируйтесь на центр задней бабки при установке инструмента.
2. Расположите кончик инструмента по центру задней бабки.
1. Перечислите десять наиболее важных частей токарного станка.
2. Перечислите пять правил техники безопасности на токарных станках.
3. Почему важна скорость резки?
4. Что такое державка?
5. Где вы устанавливаете резцедержатель?
6. Насколько далеко вы выдвигаете режущий инструмент в резцедержателе?
7. Пожалуйста, укажите три различных режущих инструмента.
8. Пожалуйста, опишите расположение инструмента.
9. Объясните, как центрировать заготовку.
10. Какие существуют два способа центрирования заготовки?
Токарный станок — Полное руководство для начинающих
View Course Path
Токарные станки, вероятно, являются наиболее распространенными и важными станками в механическом цехе. В этом посте мы поймем принцип работы токарного станка, его типы и функции, а также операции, которые мы можем на нем выполнять.
Все части токарного станка (Источник)
Содержимое
Каков принцип работы токарного станка?
- Изделие, которое мы обрабатываем на токарном станке, называется заданием.
- Инструмент, который мы прикрепляем к токарному станку для выполнения определенной операции, называется инструментом/режущим инструментом.
- В токарном станке работа выполняется между двумя центрами. Эти центры поддерживают работу и прочно удерживают ее на месте. Работу нужно надежно зафиксировать.
- Задание вращается вокруг своей оси.
- Режущий инструмент помещается на резцедержатель. (Посмотрите на схему четырехсторонней инструментальной стойки ниже.)
- Из-за относительного движения заготовки и режущего инструмента материал удаляется из заготовки в виде стружки и стружки.
Какие существуют типы токарных станков? Как классифицируют токарные станки?
В этом курсе мы рассмотрим семь основных типов токарных станков:
- Скоростной токарный станок
- Двигатель/токарный центр
- Настольный токарный станок
- Токарный станок для инструментальной мастерской
- Токарно-револьверный станок
- Токарный автомат
- Токарный станок специального назначения.
Как работает токарно-винторезный станок?
Мы собираемся полностью понять каждый принцип работы и каждую функцию двигателя/токарно-центрального станка. Давайте начнем с рассмотрения блок-схемы токарного станка.
Блок-схема токарного станка (двигатель/центральный токарный станок)
На рисунке показаны основные части токарного станка. Мы углубимся в каждый из них и поймем их назначение и функции. Основные части токарного станка:
- Кровать
- Передняя бабка
- Задняя бабка
- Каретка
- Ноги
- Механизм подачи
Станина токарного станка
- Станина является основой токарного станка, на которой лежат все остальные основные детали.
- Верх станины имеет две продольные направляющие.
- Эти направляющие изготовлены с точностью, чтобы обеспечить точное выравнивание других деталей.
- Задняя бабка также может скользить по этим направляющим.
- Станина токарного станка достаточно прочная, чтобы противостоять вибрациям, вызванным силами резания.
- Станина токарного станка изготовлена из чугуна.
Передняя бабка токарного станка
- Стационарно закреплен на левом конце станка на станине.
- Передняя бабка служит для следующих целей:
- Он поддерживает шпиндель и обеспечивает возможность установки вращающегося приводного центра.
- Передняя бабка обеспечивает мощность, необходимую для вращения заготовки на различных скоростях. Он также обеспечивает мощность для перемещения инструмента. Передняя бабка получает эту мощность от электродвигателя и использует шкивы и шестерни для получения различных скоростей на шпинделе.
- На внешней поверхности переднего конца передней бабки имеется резьба, обеспечивающая возможность крепления приспособлений для удержания работы, таких как патроны, приводы и т. д.
- В современных токарных станках шкивы заменены шестернями.
Задняя бабка токарного станка
- Задняя бабка токарного станка устанавливается на правом конце станины. Он противоположен по положению передней бабке.
- Задняя бабка может перемещаться вдоль станины станка, чтобы приспособиться к заготовке разной длины.
- Вот некоторые варианты использования задней бабки токарного станка:
- Задняя бабка используется в качестве опоры при токарной обработке между центрами.
- Используется для поддержки работы, когда патрон используется и на передней бабке.
- Он также используется для крепления инструментов, таких как сверла, метчики и т. д. Эти инструменты или мертвая точка могут быть прикреплены к передней части шпинделя, который имеет коническое отверстие.
- Заднюю бабку можно перемещать вперед или назад с помощью винта.
- Шпиндель также является подвижным и может входить и выходить из ствола.
- Маховик используется для бокового перемещения.
Каретка токарного станка
Каретка токарного станка — это часть, которая содержит приспособления, функция которых заключается в поддержке, направлении и управлении режущим инструментом. Это основные части каретки токарного станка:
- Седло
- Поперечный суппорт
- Составной упор
- Стойка для инструмента
- Фартук
Седло
- Седло представляет собой Н-образное литье. Подходит к кровати.
- Седло скользит между передней и задней бабками.
- Он несет поперечный суппорт и инструментальную стойку.
Поперечный суппорт
- Поперечные салазки устанавливаются на седло и поддерживают составную опору.
- Поперечные салазки используются для перемещения режущего инструмента перпендикулярно оси токарного станка.
- Перемещается с помощью подающего винта. Маховик управляет винтом подачи.
Составной упор
- Составной упор устанавливается на поперечный суппорт. Он поддерживает пост инструмента.
- Составной упор можно поворачивать под любым углом в горизонтальной плоскости.
- Основание составного упора градуировано в градусах, чтобы указать его текущие угловые настройки.
- Подвижный.
- Составной упор токарного станка используется для получения угловых резов, коротких сужений, а также для позиционирования инструмента.
Инструментальная стойка
- Устанавливается на составной упор и поддерживает инструмент.
- Задача стойки для инструментов — удерживать инструмент на месте и давать нам возможность установить его в удобное положение.
- Четырехсторонние стойки для инструментов могут одновременно удерживать четыре инструмента.
Фартук
- Фартук прикреплен к седлу, где он висит.
- Фартук содержит шестерни, муфты и рычаги для управления кареткой.
- Имеется маховик для ручного перемещения каретки.
Ножки токарного станка
- Ножки являются опорой токарного станка. Они несут всю нагрузку машины.
- Ножки изготовлены из чугуна. Их можно закрепить на земле с помощью болтов для дополнительной устойчивости.
- В левой опоре находится электродвигатель.
Механизм подачи токарного станка
- Относительное движение между инструментом и заготовкой известно как «подача».
- Итак, механизм подачи состоит из всех частей, которые вызывают или поддерживают это относительное движение. Каретка является частью механизма подачи. Точно так же шестерни, рычаги и шкивы, которые передают движение от шпинделя передней бабки к каретке, являются частями механизма подачи токарного станка.
- Существует три типа подачи инструмента:
- Продольная подача: Когда инструмент перемещается параллельно оси токарного станка с помощью каретки.
- Поперечное скольжение: когда инструмент перемещается перпендикулярно оси токарного станка.
- Угловая подача: Когда инструмент перемещается под углом к оси токарного станка с помощью составного люнета.
- Продольная подача: Когда инструмент перемещается параллельно оси токарного станка с помощью каретки.
Каковы три параметра резания токарных станков?
- Скорость резания: это скорость, с которой инструмент удаляет материал с заготовки. Обычно выражается в метрах в минуту. В токарных станках скорость резания получается за счет вращательного движения, придаваемого работе.
- Подача: это расстояние, на которое перемещается инструмент за каждый оборот заготовки. Выражаем в мм/оборот.
- Глубина резания: это глубина проникновения инструмента в заготовку во время обработки. Обычно выражается в миллиметрах. В токарном станке глубина резания — это перпендикулярное расстояние между обработанной и необработанной частями изделия.
Какие операции можно выполнять на токарном станке? Каковы различные области применения токарного станка?
Вот различные операции, которые можно выполнять на токарном станке:
- Токарная обработка
- Облицовка
- Снятие фаски
- Отрезка
- Накатка
- Сверление и развертывание
- Скучно
- Нарезание резьбы
Давайте разберем каждую из этих операций одну за другой.
Токарная обработка
- При токарной обработке работу поддерживают два центра.
- Задание вращается вокруг своей оси.
- Инструмент закреплен на стойке.
- В этой операции диаметр заготовки уменьшается из-за относительного движения между инструментом и заготовкой до желаемого размера. Инструмент перемещается параллельно оси.
- Если диаметр уменьшается равномерно по всей длине изделия, это называется прямым точением.
- Когда получают разные диаметры по длине, это называется ступенчатой токарной обработкой.
- Если диаметр уменьшается под углом, это называется конусным точением.
- Токарная обработка с уступом, эксцентриковая токарная обработка и черновая токарная обработка — это три других типа токарных операций.
Облицовка
- В Facing работу поддерживают два центра. Работа вращается вокруг своей оси.
- Инструмент закреплен на стойке. И он держится слегка наклоненным к работе, хотя его движение перпендикулярно оси работы из-за поперечного скольжения.
- При торцовке концы заготовки делаются плоскими, а длина работы уменьшается.
- Режущий инструмент перемещается перпендикулярно заданию. Из-за относительного движения между заданием и инструментом часть задания удаляется в виде стружки.
Снятие фаски
- Задание поддерживается двумя центрами и вращается вокруг своей оси.
- Инструмент закреплен на стойке. Он удерживается под небольшим углом к заданию и перемещается перпендикулярно заданию.
- Из-за относительного движения края задания сужаются.
- Снятие фаски — это функция безопасности. Это делается для того, чтобы острые края чего-либо не навредили тому, кто выполняет работу.
Отрезка
- Задание прикреплено к патрону.
- Вращается вокруг своей оси.
- Отрезной инструмент установлен на стойке инструмента, а подача перпендикулярна оси задания.
- При отрезке мы удаляем часть определенной длины из оставшейся работы.
Накатка
- Работа поддерживается двумя центрами. Он вращается вокруг своей оси.
- Операция накатки выполняется для обеспечения некоторого сцепления с работой. Например: токари часов.
- Инструмент для накатки держится на стойке инструмента и прижимается перпендикулярно работе до тех пор, пока на работе не будут сформированы узоры на роликах.
- Эти узоры обычно имеют квадратную или ромбовидную форму.
- Обратите внимание, что материал не удаляется, накатка создает только слепок.
Сверление и развертывание
Чем отличается сверление на токарном станке от сверления на сверлильном станке?
В операции сверления, которую мы выполняем на токарном станке, работа вращается, а инструмент остается неподвижным. В то время как в сверлильном станке работа остается неподвижной, а инструмент вращается.
- Задание вращается вокруг своей оси, но инструмент (сверло) помещается в заднюю бабку вместо резцедержателя.
- При сверлении в работе делается отверстие.
- Сверло подается по оси вращающейся заготовки, и за счет относительного движения получаем отверстие нужного диаметра.
- Рассверливание — это процесс, при котором отверстие корректируется до желаемого размера.
- Небольшое количество материала удаляется при развертывании.
Сверление
- Задание прикреплено к патрону. Работа вращается вокруг своей оси.
- Расточной инструмент устанавливается на стойку инструмента.
- В операции растачивания уже просверленное отверстие увеличивается за счет относительного движения между заданием и инструментом.
- Однако растачивание не может быть выполнено до сверления.
- Если операция выполняется до определенной длины задания, она называется зенковкой.
Нарезание резьбы
- Работа удерживается между двумя центрами и вращается вокруг своей оси.
- Нарезание резьбы является важной операцией, при которой спиральные канавки создаются на рабочем месте путем подачи инструмента в продольном направлении на вращающемся рабочем месте.
- Продольная подача должна быть равна шагу канавок. Для постоянного шага требуется автоматическое движение каретки.
Продольная подача = шаг/оборот
- Отношение продольной подачи к скорости шпинделя передней бабки должно быть таким, чтобы относительные скорости рабочего и ходового винта наносили канавки.
- Переключающие шестерни используются для включения относительного движения ходового винта и полугайки, обеспечивая автоматическое движение каретки.
- Скорость ходовых винтов определяет шаг.
Это отличный сериал из двух видео, который делает молоток слесаря с нуля. Показаны многие операции, которые мы видели в этом посте. Проверьте это. Далее у нас есть для вас аналогичное руководство по сверлильным станкам.
Об авторе
Umair Hussaini
Umair имеет степень бакалавра в области электроники и телекоммуникаций. Он также имеет диплом последипломного образования по проектированию встраиваемых систем, полученный в Центре развития передовых вычислений (Пуна, Индия). В настоящее время Умаир получает степень магистра в области электроники в Университете Хартфордшира (Хатфилд, Великобритания).
Связанные курсы для этого будут в ближайшее время!
Токарный станок-Введение, Принцип работы, Детали, Работа, Спецификация
Содержание
ВВЕДЕНИЕ:
В области Машиностроение Токарный станок играет важную роль в производстве. В этой статье я подробно расскажу о токарном станке.
- Токарный станок — это инструмент станка , который используется для удаления нежелательных металлов с заготовки для придания желаемой формы и размера.
- является одним из наиболее важных станков, которые используются в металлообрабатывающей промышленности .
- Он работает по принципу вращающейся заготовки и неподвижного режущего инструмента.
- Режущий инструмент подается в заготовку, которая вращается вокруг своей оси, заставляя заготовку принимать желаемую форму.
- Он также известен как «мать/отец всего семейства инструментов» .
- Он был изобретен ДЭВИД УИЛКИНСОН ( 05 января 1771 — 3 февраля 1852).
Токарный станок
Токарный станок
- Станок, который используется для удаления нежелательных металлов с заготовки для придания желаемой формы и размера, так называемый « Токарный станок» .
- Токарный станок также известен как « Токарный станок с центром » из-за двух центров, между которыми можно удерживать и вращать работу.
Функции токарного станка
- Основной функцией токарного станка является удаление лишнего материала в виде стружки путем вращения заготовки относительно неподвижного режущего инструмента.
- Это достигается путем надежного и жесткого удерживания заготовки на станке, а затем поворота ее против режущего инструмента, который удалит металл с заготовки.
- Для правильной резки материала инструмент должен быть тверже материала обрабатываемой детали, должен жестко удерживаться на станке и должен подаваться или двигаться определенным образом относится к работе .
Основные части токарного станка
- В токарном станке каждая отдельная деталь выполняет важную задачу.
- Некоторые важные детали токарного станка:
Диаграмма линии : Основные части токарной машины
1. Кровать
2. ГОЛОВА
3. Главный шпинд
004 4. Хвостовой запас
5. ВИНТ
6. Живой центр
7. Dead Center
8. Carriage
I. Седло
ii. Фартук
iii. Стойка для инструмента
iv. Поперечный суппорт
v. Составной упор
vi. Составной слайд
9. Механизм подачи
и. Механизм ленточной подачи
ii. Механизм зубчатой подачи
1. Станина
- Станина образует основу станка.
- Устанавливается на ножки токарного станка, которые крепятся болтами к полу.
- Он изготовлен из чугуна, а его верхняя поверхность обработана точно и аккуратно.
2. Передняя бабка
- Передняя бабка является важной частью токарного станка, которая жестко закреплена на внутренних направляющих – направляющих с левой стороны станины.
- Состоит из основного шпинделя, патрона, установленного на носовой части шпинделя, заднего редуктора и всей зубчатой передачи .
3. Главный шпиндель
- Главный шпиндель представляет собой полый цилиндрический вал.
- Его лицо имеет стандартную моарс конусность.
- Используется для крепления приводного центра или цанги .
- Шпиндель вращается на двух больших подшипниках , размещенных на литой передней бабке.
- Передний конец шпинделя имеет резьбу, они используются для крепления патрона, планшайбы, приводной пластины и захватывающей пластины.
- Известен как носик шпинделя .
4. Задняя бабка
- Задняя бабка расположена на внутренней направляющей – направляющей с правой стороны станины напротив передней бабки.
- Корпус задней бабки просверлен и содержит шпиндель задней бабки.
- Шпиндель движется вперед и назад внутри отверстия.
- Он имеет коническое отверстие для установки мертвого Центра или хвостовика таких инструментов, как сверло или развертка .
- Корпус изготовлен из чугуна .
5. Ходовой винт
- Используется для передачи мощности на каретку через шестерню и муфту в фартуке каретки .
6. Приводной центр
- Приводной центр устанавливается на подшипниках и вращается вместе с работой.
- Подвижные центры используются для удержания или поддержки заготовки.
7. Мертвая точка
- Мертвая точка может использоваться для поддержки заготовки как на неподвижном, так и на вращающемся конце станка.
- Мертвые точки обычно полностью закалены, чтобы предотвратить повреждение важных сопрягаемых поверхностей конуса и сохранить угол 60° носовой части.
8. Каретка
- Каретка расположена между передней и задней бабками на станине станка гида – пути.
- Его можно перемещать вдоль станины как в направлении, так и в направлении от передней бабки.
- Он состоит из нескольких частей для поддержки, перемещения и управления режущим инструментом.
Изображение: Каретка
i. Седло
- Н – фасонное литье.
- Седло соединяет пару направляющих станины – направляющих в качестве моста.
- Надевается на станину и скользит вдоль станины между передней бабкой и задней бабкой .
- Седло можно перемещать с ручной или автоматической подачей.
ii. Фартук
- Передняя часть вагона называется Фартук . Он состоит из всех клавиш управления.
- Ручка управляет кареткой. Он имеет корпус, который имеет набор шестерен и разрезной гайки.
- Автоматическая подача и контроль заправки нити находятся на фартуке.
iii. Стойка для инструмента
- Расположена в верхней части составного суппорта . Используется для жесткой фиксации инструментов.
- Инструменты подбираются в соответствии с типом операции, устанавливаются на инструментальную стойку и устанавливаются в удобное рабочее положение.
- Существуют различные типы резцедержателей, а именно:
а. Односторонняя / Резьбовая стойка
b. Четырехходовой резцедержатель
c. Быстросменный резцедержатель
d. Инструментальная стойка британского типа
iv. Поперечные салазки
- Расположены на седле и скользят по направляющим типа «ласточкин хвост» под прямым углом к направляющим станины.
- Он несет составную опору, составную направляющую и резцедержатель.
- Маховик с поперечными салазками вращается для перемещения под прямым углом к оси токарного станка.
- Маховик с поперечными салазками имеет градуировку на ободе, что позволяет подавать известную величину подачи с точностью до 0,05 мм .
v. Составной упор
- Это деталь, которая соединяется с крестовиной и составным ползуном .
- Устанавливается на поперечную направляющую с помощью шпунтового соединения .
- Составной упор можно поворачивать на требуемый угол при повороте конусов.
- Верхняя направляющая, известная как составная направляющая , крепится к составной опоре с помощью соединения типа «ласточкин хвост» .
vi. Составной ползун
- Составной ползун представляет собой Т-образный закругленный паз, который фиксируется с верхней поверхностью поперечного ползуна двумя болтами, относящимися к втулке мкм и винтовой рукояткой с внешним краем винта.
- Коническое точение возможно, если установить составной ползун на половине требуемого угла.
- Этот салазок используется только для токарной обработки небольших длинных конусов.
- Автоматическая подача невозможна в составном суппорте.
9. Механизм подачи
- Существует несколько механизмов , которые автоматически перемещают каретку и поперечные салазки для изменения направления их движения.
- Некоторые важные механизмы подачи :
я. Механизм ленточной подачи
- Механизм ленточной подачи широко используется в самых старых токарных станках.
- В этом случае конусный ступенчатый шкив используется для обеспечения различных типов скорости.
- Для изменения скорости используется рычаг, передвигающий ремень с одного шкива на другой.
- Механизм подачи ремня имеет Недостаток проскальзывания ремня при замене шкива.
ii. Механизм зубчатой подачи
- В механизме зубчатой подачи мощность передается от шпинделя к подающему стержню или ходовому винту посредством силовой зубчатой передачи.
- Шестерня 1 расположена на задней стороне шпинделя, а кронштейн тумблера состоит из шестерен 2 , 3 , 4 и 5 .
- Рычаг управления кронштейном. это 9Кронштейн 0093 поворачивается вокруг оси шпильки.
- Это положение кронштейна можно расположить в три этапа, а именно:
а. Нейтральное положение
б. Передняя позиция
c. Обратное положение
Принцип работы токарного станка
Принцип
- Токарный станок представляет собой станок, который используется для удаления нежелательных материалов с заготовки в виде стружки с помощью инструмента, который перемещается по заготовке и может быть подан глубоко в работу.
- Когда инструмент перемещается параллельно заготовке, формируется цилиндрическая поверхность .
- Если инструмент перемещается наклонно к оси, то он создает коническую поверхность и поэтому называется конусным точением.
Рабочий
- Удерживает работу между двумя опорами, так называемыми центрами.
- Планшайба или патрон используются для удержания изделия.
- Планшайба или патрон устанавливаются на шпиндель станка .
- Режущий инструмент держится с помощью инструментальной стойки.
- Движение задания вращается вокруг оси шпинделя .
- Против вращательной работы подается инструмент.
- Инструмент перемещается либо параллельно, либо под наклоном к рабочей оси.
Работа токарного станка
Изображение: Работа токарного станка
1 . Токарная обработка
i. Конусы и конусная токарная обработка
ii. Прямое точение
iii. Профилирование
iv. Внешние канавки и т. д.
2 . Облицовка
3. Сверление
4. Сверление
i. Контррасточка
ii. Стуковая конусная
5. Разрушение
6. КРУГЛИНГ
7. Сбор
8. Заполнение
. . Токарная обработка
- Токарная обработка — это операция уменьшения диаметра заготовки для получения конусообразной или цилиндрической поверхности, как показано на рис. выше.
- Простые одноточечные режущие инструменты используются для токарных операций.
- Точение может быть разных типов, как
i. Конусы и конусная токарная обработка
ii. Прямое точение
iii. Профилирование
iv. Наружные канавки и т. д.
i. Конусы и конусная токарная обработка
- Конус может быть определен как равномерное увеличение или уменьшение диаметра детали, измеренной по ее длине.
- В токарном станке токарная обработка конуса означает получение конической поверхности путем постепенного уменьшения диаметра цилиндрической заготовки.
ii. Прямое точение
- Прямолинейный токарный станок позволяет получить цилиндрическую поверхность путем удаления лишнего металла с заготовки.
iii. Профилирование
- В профилирование рез может варьироваться в зависимости от глубины резания, подачи и скорости.
iv. Наружная обработка канавок
- В наружных токарных операциях обрабатывается наружный диаметр заготовки.
2 . Торцовка
- Торцовка — это операция уменьшения длины заготовки для получения плоской поверхности, квадратной с осью.
- Обычный токарный инструмент также можно использовать для торцевания больших заготовок.
3. Сверление
- Сверление — это операция по созданию цилиндрического отверстия в заготовке с помощью вращающейся режущей кромки фрезы, известной как .0093 сверло .
4. Растачивание
- Растачивание — это операция по увеличению отверстия или цилиндрической полости для получения круглых внутренних канавок.
- Отверстия могут быть прямыми и коническими.
я. Встрочное растачивание
- Встрочное растачивание — операция увеличения отверстия на определенное расстояние от одного конца вместо увеличение всей просверленной поверхности.
ii. Растачивание конуса
- Расточка конуса аналогична операции точения внешнего конуса и выполняется путем вращения патрона или планшайбы и подачи инструмента под углом к оси вращения заготовки. .
5. Расширение
- Расширение — это операция чистовой обработки и определения размера отверстия, которое ранее было просверлено или расточено.
- Инструмент использует так называемую развертку , которая имеет несколько режущих кромок.
6. Накатка
- Накатка — это процесс тиснения ромбовидного узора на поверхности заготовки.
- Цель накатки состоит в том, чтобы обеспечить эффективную поверхность захвата на заготовке, чтобы предотвратить ее скольжение при работе вручную.
7. Снятие фаски
- Снятие фаски — это операция снятия фаски с крайнего конца заготовки.
- Это делается для удаления заусенцев, защиты конца заготовки от повреждения и улучшения внешнего вида.
8. Шпатлевка
- Шпатлевка – это чистовая операция, выполняемая после токарной обработки.
- Это делается на токарном станке для удаления заусенцев, острых углов и следов подачи на заготовке, а также для доведения ее до нужного размера путем удаления очень небольшого количества металл .
- Операция заключается в проведении плоского напильника с одинарной насечкой над заготовкой, которая вращается с высокой скоростью.
9. Отрезка
- Отрезка — это операция по резке заготовки после ее механической обработки до нужного размера и формы.
- Этот процесс включает в себя вращение заготовки на патроне или планшайбе со скоростью, вдвое меньшей скорости вращения и подачи с помощью узкого разъединение – снять инструмент перпендикулярно оси, вращая винт поперечного суппорта вручную.
10. Нарезание резьбы
- Нарезание резьбы — это операция по созданию винтовой канавки на цилиндрической или конической поверхности путем продольной подачи инструмента при вращении заготовки между центрами или патроном.
- Резьба может быть изготовлена как на внутренней, так и на внешней поверхности цилиндрического стержня.
11. Нарезание канавок
- Нарезание канавок — это процесс уменьшения диаметра заготовки на очень узкой поверхности.
- Это часто делается на конце нити или рядом с плечом, чтобы оставить небольшой запас.
- Нарезание канавок :
а. Квадратная канавка
b. Круглая канавка
с. Скошенная канавка
12. Формование
- Формование — это процесс точения выпуклой, вогнутой или любой неправильной формы.
13. Полировка
- В основном это обработка поверхности для улучшения качества поверхности обрабатываемой детали.
- Полировка наждачной шкуркой более тонкой зернистости после заполнения дает очень гладкую, блестящую поверхность.
Типы токарных станков
Токарные станки классифицируются в зависимости от их конструкции и конструкции. Некоторые из них:
1. Машина из скамейки на скамейке
2. СКОРОСТЬ СКОРОСТНАЯ СТАРКА. Токарно-револьверный станок с револьверной головкой
6. Токарный станок специального назначения
7. Токарный автомат
1. Настольный токарный станок
- Настольный токарный станок представляет собой небольшой токарный станок , обычно устанавливаемый на верстаке.
- Используется для мелкой и точной работы .
2. Скоростной токарный станок
- Скоростной токарный станок является самым простым из всех типов токарных станков по конструкции и эксплуатации.
- Состоит из станины, передней бабки, задней бабки и инструмента – стойки , установленной на регулируемом ползунке.
- Скорость шпинделя около 4000 об/мин .
- Они названы из-за очень высокой скорости шпинделя передней бабки.
3. Токарный станок с двигателем (центральный токарный станок )
- Термин « двигатель » связан с токарным станком, который раньше приводился в движение паровыми двигателями.
- Токарный станок с двигателем также известен как репродуктивная машина из-за его производительности s.
- Токарные станки — это отличный инструмент , который помогает в создании многих современных инструментов.
Преимущества
- Используется для массового производства изделий.
- Используется для изготовления цилиндрических форм , таких как стали и пластмассы.
Недостатки
- Очень сложно запрограммировать на машинном языке.
- коррупция, плохое обслуживание и расовые проблемы.
4. Инструментальная токарный станок станок
- Инструментальный токарный станок аналогичен токарному станку .
- Этот токарный станок в основном используется для точной обработки инструментов, штампов, калибров и для выполнения работ, где необходима точность.
- Используется для изготовления прецизионных деталей в инструментальном цехе.
5. Токарно-револьверный станок https://mechanicalnotes.com/capstan-and-turret-lathe-introduction-working-advantage-difference/
a. Токарный станок с токарным станком
- Имеют характеристики основного станка и короткую заднюю бабку скольжения.
- Capstan Machine — это обрабатывающая машина, используемая для изготовления одних и тех же деталей снова и снова.
Преимущества
- Высокая производительность.
Недостатки
- Более тяжелая заготовка не может быть обработана на токарном станке.
б. Револьверный токарный станок
- Револьверный токарный станок представляет собой токарный станок для металлообработки.
- Используется для серийного производства дубликатов деталей.
- В токарно-револьверном станке шестигранная револьверная головка с продольной подачей заменяет заднюю бабку.
Преимущества
- Токарно-револьверный станок используется для обработки длинных и тяжелых заготовок.
- Имеют шестигранную резцедержатель или головку.
- Нет необходимости менять инструмент.
Недостатки
- Имеют ручные индексы.
6. Токарный станок специального назначения
- Токарный станок специального назначения используются для специальных целей и для работ, которые не могут быть выполнены или удобно обработаны на стандартном токарном станке.
7. Токарный автомат
- В токарном автомате различные операции, такие как смена заготовки, автоматизированы.
- Рабочий цикл полностью автоматизирован и повторяется для изготовления дубликатов деталей без участия оператора.
Преимущества
- Во время работы машины оператор может управлять другой машиной.
- Больше экономии места на полу.
Недостатки
- Большое внимание уделяется исправлению установки .
Принадлежности для токарных станков
- Принадлежности для токарных станков обычно делятся на две категории: —
1. Удерживающее устройство и
2. Удерживающее устройство для режущего инструмента
1. Удерживающее устройство
- Удерживающие устройства — это устройства, которые используются для удержания и вращения заготовок. со шпинделем.
- В зависимости от формы, длины, диаметра и веса заготовки и места поворота заготовки используются различные удерживающие устройства. Они следующие: —
A. Патроны
- Патрон — это особый тип зажима, используемый для удержания заготовки.
- Патрон устанавливается на шпиндель, который вращается внутри передней бабки.
Типы патронов:
- Трехкулачковый патрон
- Четырехкулачковый патрон
- Собери Чака
- Шпиндельный патрон
- Магнитный патрон
- Комбинированный патрон
- Пневматический патрон
B. Лицевая пластина
- Лицевая пластина представляет собой круглый диск с резьбой, который подходит к носовой части шпинделя токарного станка.
- Имеют радиальные плоские и Т-образные прорези для удержания изделия болтами и зажимами.
C. Оправки
- Оправка — это устройство, которое используется для удержания полой заготовки.
- Оправка устанавливается между центрами и работает с ней.
D. Центры
- Центр токарного станка — это инструмент, заточенный до точки для точного позиционирования заготовки.
- Есть два центра: —
а. Подвижный центр
- Подвижный центр — это центр, который вставляется в шпиндель передней бабки и вращается вместе с заготовкой.
- Подвижный центр сконструирован так, что центр 60 градусов движется по собственному подшипнику.
б. Мертвая точка
- Мертвая точка — это центр, который использует шпиндель задней бабки и не вращается.
c. Полуцентр
- Полуцентр — это центр, который часто используется в задней бабке для обращения лицом к концу или для поворота ближе к концу работы.
- Он обрывается почти до конца.
E. Приводная пластина или фиксирующая пластина
- Прижимная пластина представляет собой плоский диск, изготовленный из чугуна или стали марки .
- У них есть центральный
F. Каретка
- Каретка — это устройство, которое зажимает заготовку.
- Они позволяют вращательному движению шпинделя станка передавать заготовку.
- Существует два типа вагонов: —
а. Прямая хвостовая тележка
- Используется для приводной работы с помощью штифта, предусмотренного в приводной плите.
б. Каретка с отогнутым хвостом
- Вставляется в паз защелки для привода работы.
в. Угловые тиски
- Угловые тиски с регулируемым углом на основании позволяют оператору сверлить отверстия под углом без наклона стола.
2 . Удерживающее устройство для режущего инструмента
- Удерживающее устройство для режущего инструмента представляет собой устройство, которое используется для удержания режущего инструмента.
- Различные приспособления для крепления режущего инструмента:
A. Инструментальный пост
- Стойка для инструмента — это устройство, которое удерживает режущий инструмент на токарном станке и некоторых других станках.
B. Collect
- Collect — это устройство, которое используется для удержания режущего инструмента в шпинделе фрезерного станка.
C. Сверлильные патроны
- Это наиболее распространенные устройства, которые используются для удержания с прямым хвостовиком режущие инструменты.
- Существует два распространенных типа:
а. Тип ключа
- Ослабляется или затягивается ключом.
б. Типы без ключа
- Ослаблено или затянуто вручную без ключа.
D. Сверлильные втулки
- Сверлильные втулки используются для адаптации меньших инструментов с коническим хвостовиком Морзе к большим шпинделям станков.
E. Насадка для сверла
- Насадка для сверла используется для крепления спиральных сверл с хвостовиками.
- Они часто использовали удлинительную розетку.
F. Прямые держатели инструментов
- Прямые используются для резания в любом направлении и для общих операций обработки.
Характеристики токарного станка:
- Токарный станок в основном определяется:-
1. Поворот – это наибольший рабочий диаметр, который может быть повернут станиной станка.
2. Расстояние между задней бабкой и центром передней бабки.
3. Длина станины машины в метрах (м).
4. Ходовой винт шага.
5. Мощность машины в лошадиных силах.
6. Число скоростей шпинделя HS и диапазон скоростей.
7. Вес машины в тонне.
Некоторые точки ключей
1. FEED
- Скорость, с которой режущий инструмент пересекает рабочую часть в направлении Perpendicular к рабочая часть Axis So Call As Fired.
2. Глубина резания
- Это расстояние по перпендикуляру, измеренное от обработанной поверхности до UN – обработанной поверхности заготовки.
3. Скорость резания
- Скорость, с которой металл удаляется с заготовки с помощью инструмента, так называемая скорость резания .
Формула
Скорость резания = πdn / 1000
4. Шлифование
- Шлифование — это операция металла с ног с ног Minate CHIPS. колесо так назовите Шлифовальный круг .
Типы токарных станков и их применение
Токарный станок является самым простым из всех металлообрабатывающих станков. Вы когда-нибудь задумывались, как производятся эти симметрично выглядящие блестящие компоненты внутри вашего скутера, мотоцикла или кухонного комбайна?
Давайте вместе исследовать мир « ТОКАРНЫХ МАШИН », который известен как Материнская машина.
Содержание страницы
- Что такое токарный станок?
- Схема токарного станка – как это работает?
- . 6. Настольный токарный станок
- 7. Токарный станок с полым шпинделем
- 8. Токарно-револьверный станок и токарно-винторезный станок
- 9. Вертикальный токарно-револьверный станок (VTL)
- 10. Токарный станок специального назначения
- 11. Токарный автомат C
- 4
- 4
Что такое токарный станок?
Принцип действия вашего токарного станка заключается в том, чтобы поворачивать или вращать заготовку вокруг горизонтальной оси и резать материал с помощью режущего инструмента для создания внешней поверхности, называемой внешним диаметром (OD), и внутренней поверхности, называемой внутренним диаметром ( ID) или отверстие. Вашими заготовками могут быть прутки, ковка или литье. Вы можете выбрать различные скорости резания и подачи для обработки различных материалов. Ваш токарный станок также известен как токарный станок с двигателем, поскольку в первые дни его существования приводился в движение паровой двигатель.
Схема токарного станка — как это работает?
На следующей диаграмме поясняется основной принцип работы машины.
Основные технические характеристики вашего токарного станка: максимальное расстояние между активной и мертвой точками и высота центра над направляющими и кареткой. Первый указывает максимальную длину заготовки, которую вы можете повернуть, а второй (A и B на рисунке) указывает максимальный диаметр, на который вы можете безопасно поворачивать/вращать направляющие и каретку.
Отлично! Теперь пришло время продолжить наше исследование и получить некоторые знания о различных типах токарных станков и их полезности, плюсах и минусах.
12 типов токарных станков и их применение
Вот список из 12 распространенных типов токарных станков, которые наиболее широко используются в деревообрабатывающей и металлообрабатывающей промышленности.
| 1. Токарный станок по дереву. | 9. Вертикальные токарно-револьверные станки. |
| 2. Скоростной токарный станок. | 10. Станки токарные специального назначения.
|
| 3. Токарно-винторезный станок или токарно-винторезный станок. | |
| 4. Токарный станок с щелевой станиной | |
| 5. Токарный станок. | |
| 6. Токарный станок. | |
| 7. Токарный станок с полым шпинделем. | 11. Токарные автоматы. |
| 8. Револьверно-револьверные станки. | 12. Токарные станки с ЧПУ. |
Теперь давайте подробно рассмотрим каждую из этих машин и их использование. Вы готовы!
1. Токарный станок по дереву
Вспомни скалку на маминой кухне или круглые ножки дивана и разноцветные деревянные игрушки! Все это и многое другое можно сделать на токарном станке по дереву.
Ваш токарный станок по дереву поставляется с передней бабкой с двигателем и системой привода, шпинделем с патроном, опорой для ручных инструментов и задней бабкой, все они установлены на станине или основании. Для вас доступны как настольные, так и базовые машины.
У вас будет от 5 до 6 простых инструментов для токарной обработки, торцевания, растачивания, отрезки, обработки канавок и отбортовки. Материалом вашего инструмента может быть углеродистая сталь, быстрорежущая сталь (HSS) или карбид.
Вы должны развить хорошие навыки использования этих ручных инструментов. Наждачная бумага используется на вращающейся заготовке для улучшения качества поверхности.
Токарный станок по дереву можно использовать в литейной мастерской, в производстве предметов домашнего обихода, игрушек и для реализации творческих идей.
Плюсы:
Ваш токарный станок по дереву работает.
Минусы:
Ваши инвестиции могут простаивать, если вы не можете использовать их с прибылью.
2. Скоростной токарный станок
Ваш скоростной токарный станок имеет те же характеристики, что и токарный станок по дереву, но он более прочный, имеет 2 или 3 скорости вращения шпинделя от 1200 до 3600 об/мин и резцедержатель, установленный на регулируемом ползунке для ручной подачи. . Ваша глубина резания будет небольшой, что приведет к хорошему результату. Можно точить деревянные или металлические детали и заниматься прядением.
Плюсы:
Вы сможете быстро и качественно выполнять работу на скоростном токарном станке.
Минусы:
Отсутствие планирования и навыков использования этой машины может вернуть вас в бизнес.
3. Центровочный токарный станок или моторный токарный станок
Ваш центральный токарный станок имеет все детали, описанные выше, и вы можете выполнять токарную обработку по внешнему диаметру, расточке, торцеванию, центрированию, точению конуса, нарезанию резьбы, накатке и т. д. Вы можете установить сверла, метчики, и развертки на задней бабке и выполняют сверление, развертывание и нарезание резьбы. Жесткая конструкция и скорость вращения шпинделя позволяют выполнять тяжелые резы.
Вы можете использовать приспособления, такие как шлифовальный станок, копировальный и фрезерный станок; и изучите упор и заднюю бабку для поддержки длительных работ.
Плюсы:
Ваш центральный токарный станок — очень универсальный станок.
Минусы:
Ваш центральный токарный станок работает медленно и не подходит для массового производства.
4. Токарные станки с щелевой станиной
Ваш токарный станок с щелевой станиной обладает всеми характеристиками токарного станка с центральной осью, за исключением того, что на станине рядом с передней бабкой имеется зазор для обработки большего диаметра. Вы можете закрыть зазор данной вставкой.
Плюсы:
Ваш токарный станок Gap Bed поможет вам изготавливать детали большего диаметра и обычные детали.
Минусы:
Стоимость вашего токарного станка Gap Bed больше, чем токарного станка Center, убедитесь, прежде чем инвестировать.
5. Токарный станок в инструментальной мастерской
По конструкции ваш токарный станок в инструментальной мастерской напоминает центральный токарный станок. Однако, когда вы начнете его использовать, вы поймете, что токарный станок Tool Room создан с более высокой точностью и увеличенным диапазоном скоростей, передаточных чисел и подач для плавной работы и нарезания резьбы в дюймовой, метрической и других системах. Вы используете токарный станок Tool Room, установленный в контролируемой среде, для производства компонентов режущих инструментов, штампов, калибров, приспособлений, приспособлений и прецизионных деталей.
Плюсы:
Универсальность и точность являются козырями вашего токарного станка Tool Room.
Минусы:
Стоимость вашего токарного станка в инструментальной комнате значительно выше, чем токарного станка с центром, убедитесь, прежде чем инвестировать.
6. Настольный токарный станок
Ваш настольный токарный станок, также известный как мини-токарный станок или токарный станок для хобби, представляет собой мини-версию центрального станка и обладает большинством его стандартных функций. Он весит около 150 кг, и вы можете установить его на рабочий стол или на собственную базу.
Настольный токарный станок можно использовать в автосервисе, деревенской мастерской, ремонтных мастерских, а также как хобби.
Плюсы:
Настольный токарный станок в вашем сервисном центре поможет вам выполнить свои обязательства.
Минусы:
Инвестиции можно отсрочить, если у вас есть надежный аутсорсинговый объект.
7. Токарный станок с полым шпинделем
Ваш токарный станок с полым шпинделем является центральным токарным станком, однако он имеет шпиндель со сравнительно большим отверстием, облегчающим загрузку длинных трубчатых заготовок через отверстие, и вы можете обтачивать концы без необходимости длинного кровати.
Плюсы:
Ваш токарный станок с полым шпинделем ускорит вашу работу.
Минусы:
Прежде чем вкладывать дополнительные средства, убедитесь в правильности рабочего процесса.
8. Токарные станки с револьверной головкой и токарные станки с токарным станком
Для массового и серийного производства вы выбираете производительный станок, такой как токарный станок с револьверной головкой или токарным станком.
В вашем токарно-револьверном станке задняя бабка заменена шестигранной револьверной головкой с шестью концевыми рабочими инструментами, которые можно индексировать и перемещать на суппорте вдоль оси шпинделя. У вас есть стандартный резцедержатель с токарными инструментами, установленными на подвижном суппорте каретки. Вы используете подающий стержень для перемещения каретки или башни под действием силы. Прочная конструкция позволяет использовать тяжелые резы, а патрон оснащен мощными кулачками.
Вы можете выполнять токарную обработку с помощью резцедержателя и одновременно выполнять сверление с помощью сверла на револьверной головке. Токарно-револьверный станок оснащен инструментами и может быть полуавтоматическим, и вам не нужно обладать высокой квалификацией, чтобы управлять им.
Инструмент на револьверной головке индексируется автоматически, когда вы откатываете револьверную головку на седло.
Ваш токарный станок с токарным станком имеет характеристики револьверного станка, но есть существенные отличия, а именно. Токарный станок Capstan быстрее благодаря своей легкой конструкции и предназначен для токарной обработки небольших заготовок, удерживаемых в цангах. Можно лишь придать небольшую глубину прорезей. Ведущая головка вашего токарного станка установлена на ползунке, закрепленном на седле, и вы можете подавать инструмент, перемещая ползун.
Плюсы:
Ваши токарные станки с револьверной головкой и шпилем — производительные машины.
Минусы:
Из-за большого количества компонентов износ больше.
9. Вертикальный револьверный токарный станок (VTL)
Вы должны использовать VTL для токарной обработки деталей большого диаметра или больших деталей несимметричной формы.
Ваш VTL обладает большинством функций револьверного станка, но имеет вертикальную ориентацию. Вы можете перемещать револьверную головку в двух направлениях и выполнять точение, растачивание и торцовку. Зажать заготовку на круглом столе можно на четырехкулачковом патроне или струбцинах. Вы можете использовать боковой инструмент для обработки наружного диаметра.
Плюсы:
Вертикально-револьверный токарный станок — универсальный станок.
Минусы:
Обычный VTL работает медленно по сравнению с ЧПУ.
10. Токарные станки специального назначения
Вам нужны токарные станки специального назначения для таких компонентов, как крошечный компонент часов, асимметричный элемент, такой как коленчатый вал, или типичный элемент, такой как колесная пара железнодорожного вагона.
Ювелирный токарный станок
Ювелирный токарный станок достаточно мал, чтобы держать его в руке; однако для удобства вы монтируете его на столе. Ваш ювелирный токарный станок имеет шпиндель передней бабки с патроном или цангой и приводится в движение двигателем и шкивом; задняя бабка и подручник для ручного инструмента. Вы должны иметь навык использования ручного инструмента для токарной обработки металлических и неметаллических заготовок. Ваш ювелирный токарный станок также известен как часовой станок, поскольку вы можете использовать его для токарной обработки запасных частей часов.
Плюсы:
Вы можете работать на машине и улучшить свой заработок.
Минусы: Это увеличит ваши расходы, если вам нужно будет нанять человека для работы на машине.
Токарный станок для коленчатого вала
Вы заметили, что диаметры коренных шеек коленчатого вала расположены на одной оси, а диаметры шатунных шеек — на другой оси.
Диаметр коренной шейки можно изменить, загрузив ее между патроном и задней бабкой.
Однако для точения диаметров шатунных шеек вам понадобится приспособление на токарном станке, чтобы совместить его ось с осью шпинделя.
Плюсы:
Если вы можете создать рабочий процесс, это может быть хорошей инвестицией.
Минусы:
Вам предстоит конкурировать с подразделениями, использующими новейшие технологии, где многолезвийные фрезы используются на высокотехнологичных станках.
Колесный токарный станок
Колесный токарный станок используется для обработки кованых колесных пар вагонов из-за его типичной конструкции. Они имеют огромные размеры и позволяют установить колесную пару между патроном и задней бабкой.
Плюсы:
Стоимость вашего колесного станка ниже, чем у автоматизированных станков, и он может выполнять ту же работу.
Минусы:
Колесный токарный станок работает медленно и не подходит для автоматизированного массового производства, где используется ЧПУ.
Токарно-копировальные станки
Вы можете использовать их для токарной обработки валов с несколькими шагами диаметра, и точение будет быстрым и точным, так как профиль токарной обработки копируется с мастера на заготовку в гидравлическом режиме.
Плюсы:
Ваш копировальный станок хорош для массового производства.
Минусы:
Вы должны оправдать свои более высокие инвестиции.
11. Автоматические токарные станки
Ваш автоматический токарный станок может быть одношпиндельным или многошпиндельным и с возможностью подачи прутка или патрона. Вы можете выполнять полную последовательность операций, включая изменение скорости и подачи, перемещение инструмента, перемещение револьверной головки и подачу прутка автоматически с помощью набора кулачков или концевых выключателей. Одновременная работа с несколькими инструментами является обычной функцией вашего станка.
Ваш многошпиндельный автомат подобен одношпиндельному автомату, но более сложен, поскольку более одной заготовки (обычно 6 или 8) обрабатываются одновременно.
Плюсы:
Ваши автоматические токарные станки очень производительны.
Минусы:
Износ больше из-за большего количества механических частей и времени наладки инструмента.
12. Токарный станок с ЧПУ
Ваш токарный станок с числовым программным управлением (ЧПУ) работает с использованием систем ЧПУ, где токарный станок следует пошаговым инструкциям, данным системой ЧПУ. Вы можете вводить инструкции в систему ЧПУ либо напрямую с помощью системной клавиатуры, либо создавать их в автономном режиме в системе автоматизированного проектирования (CAD)/автоматизированного производства (CAM) и передавать их в систему ЧПУ. Ваш токарный станок с ЧПУ готов к работе, как только вы установите пробный компонент, и он будет работать автоматически, не требуя особого вашего внимания. Ваш токарный станок с ЧПУ будет иметь функции, аналогичные центральному токарному станку, за некоторыми исключениями.
Система ЧПУ на вашем токарном станке имеет обратную связь по замкнутому контуру и постоянно отслеживает программу в режиме реального времени и вносит коррективы для обеспечения повторяемости массового производства компонентов.
Ваш токарный станок с ЧПУ может иметь две или более оси и горизонтальную или вертикальную конфигурацию.
Плюсы:
Ваш токарный станок с ЧПУ надежен для массового производства повторяющихся компонентов.
Минусы:
Ваши вложения очень велики, и вы должны быть очень уверены, прежде чем инвестировать.
Заключение:
Ваш центр Токарный станок — очень универсальный станок, известный как мать всех других станков. Развитие ваших токарных станков породило современные токарные станки с ЧПУ и высокотехнологичные обрабатывающие центры. Даже несмотря на все достижения в области технологий, вам может понадобиться центральный токарный станок, когда вам быстро понадобится одна или небольшая партия компонентов.
Какие части токарного станка? — Конструкция токарных станков варьируется от типа к типу
Токарная обработка в основном используется для обработки удаления и является распространенным типом станков в станкостроении.
Токарные станки являются одними из самых универсальных станков в промышленности, используемых для выполнения различных операций механической обработки. Токарный станок прикладывается к инструменту и вращается для выполнения различных операций. Его можно использовать для токарной обработки, нарезания резьбы, формообразования, спиральной резки, чистовой обработки, пассивации, расточки, прядения, шлифовки, полировки и т. д. желаемой формы и размера. Во время движения токарного станка заготовка вращается относительно инструмента для удаления материала, и направление движения инструмента становится подачей.
Токарно-винторезный станок подходит для штучного, мелкосерийного производства и ремонтных мастерских. Это шкив с ременным приводом. Обычный токарный станок — это токарный станок, которым не управляет компьютер. В дополнение к универсальным токарным станкам существуют различные другие версии обычных токарных станков, таких как токарные станки с револьверной головкой, центровые токарные станки, копировальные станки, токарные станки с головкой и токарные станки с поворотным столом.
Каковы основные компоненты токарного станка?
Токарный станок Определение и части — Укажите различные части, установленные на каретке. Основные части токарного станка следующие:
- Передняя бабка:
Передняя бабка обычно располагается с левой стороны станка и оснащена зубчатыми колесами, шпинделями, патронами, рычагами управления скоростью вращения и регуляторами подачи. - Задняя бабка:
Обычно располагается с правой стороны станка, заготовка поддерживается на конце. - Станина:
Основные части токарного станка, все детали крепятся к станине болтами. Он включает в себя переднюю бабку, заднюю бабку, каретки и другие детали. - Каретка:
Каретка расположена между передней и задней бабками и содержит фартук, седло, составную опору, поперечный суппорт и инструментальную стойку. - Ходовой винт
Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы. - Подающий стержень
Используется для перемещения каретки слева направо и наоборот. - Поддон для стружки
Находится в нижней части станка. Поддон для стружки используется для сбора стружки, образующейся во время работы токарного станка. - Маховик
Колесо, которое приводится в действие вручную для перемещения поперечных салазок, каретки, задней бабки и других частей, имеющих маховик.
Токарный станок обычно делится на три типа: токарный станок с двигателем, револьверный станок и токарный станок специального назначения.
Какова функция токарного станка с ЧПУ?
Токарные станки с ЧПУ и токарные центры представляют собой высокоточные и высокопроизводительные автоматизированные станки. Станок, оснащенный многопозиционной револьверной головкой или револьверной головкой с электроприводом, имеет широкий диапазон производительности обработки. Он может обрабатывать линейные цилиндры, косые цилиндры, дуги и различные резьбы, канавки, червяки и другие сложные детали с линейной интерполяцией, дугами, интерполировать различные функции компенсации и играть хороший экономический эффект при массовом производстве сложных деталей.
«ЧПУ» — это аббревиатура от английского Computerized Numerical Control (станок с ЧПУ предназначен для автоматической обработки обрабатываемых деталей в соответствии с предварительно запрограммированной программой обработки. Маршрут обработки, параметры процесса, траектория движения инструмента и перемещение, резка параметры (обороты шпинделя, подача, обратный захват и т. д.) и вспомогательные функции (смена инструмента, шпиндель вперед, реверс, включение, выключение смазочно-охлаждающей жидкости и т. д.), следуя коду инструкции и программе, заданным станком с ЧПУ Формат компилируется в список программ обработки, а содержимое списка программ записывается на управляющем носителе (таком как перфолента, магнитная лента, магнитный диск и пузырьковая память), а затем вводится в устройство числового управления числового управления станок для управления инструментом Обработанные детали
Весь этот процесс от анализа чертежа детали до подготовки управляющей среды называется компиляцией программы ЧПУ. Отличие станка с ЧПУ от обычного станка, обрабатывающего детали, заключается в том, что станок с ЧПУ автоматически обрабатывает детали в соответствии с программой, в то время как на обычном станке должен работать человек. Мы можем достичь цели обработки различных деталей, изменив программу, управляющую работой станка. Поэтому станок с ЧПУ особенно подходит для обработки небольших партий деталей сложной формы и с высокими требованиями к точности.
Поскольку станок с ЧПУ должен обрабатывать детали в соответствии с программой, программист вводит программу в устройство с ЧПУ, чтобы заставить станок работать. Ввод программы осуществляется через управляющую среду.
Каковы конструкции токарных станков с ЧПУ?
Основные детали токарного станка:
Какие основные части токарного станка? Токарный станок с ЧПУ состоит из передней бабки, устройств с ЧПУ, станины, передней бабки, системы подачи резцедержателя, задней бабки, гидравлической системы, системы охлаждения, системы смазки, конвейера для стружки и других частей. Токарные станки с ЧПУ делятся на два типа: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ.
- Вертикальные токарные станки с ЧПУ используются для токарной обработки дисковых деталей с большим диаметром обточки.
- Горизонтальные токарные станки с ЧПУ используются для токарной обработки деталей с большими осевыми размерами или небольших дисков.
Горизонтальные токарные станки с ЧПУ можно разделить на экономичные токарные станки с ЧПУ, обычные токарные станки с ЧПУ и токарные обрабатывающие центры в зависимости от их функций.
- Экономичный токарный станок с ЧПУ: простой токарный станок с ЧПУ, образованный путем преобразования системы токарной подачи обычного станка с шаговым двигателем и однокристальным компьютером. Стоимость низкая, степень автоматизации и функций относительно низкая, а точность токарной обработки невысокая. Он подходит для токарной обработки вращающихся деталей с низкими требованиями.
- Обычный токарный станок с ЧПУ: токарный станок с ЧПУ, конструкция которого специально разработана в соответствии с требованиями токарной обработки и оснащена общей системой ЧПУ. Система ЧПУ имеет мощные функции, высокую степень автоматизации и точность обработки и подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью X и осью Z.
- Токарный обрабатывающий центр: на основе обычных токарных станков с ЧПУ добавлены ось C и силовая головка. Более совершенные станки также имеют инструментальный магазин, который может управлять тремя координатными осями X, Z и C. Ось управления рычажным механизмом может быть Is (X, Z), (X, C) или (Z, C). Благодаря добавлению оси C и фрезерной головки, функции обработки этого токарного станка с ЧПУ значительно расширены. В дополнение к общей токарной обработке он также может выполнять радиальное и осевое фрезерование, фрезерование поверхностей, а также отверстия и диаметры, осевая линия которых не находится в центре вращения детали. Сверление и другая обработка отверстий.
Токарный станок Ke Детали:
Гидравлический патрон и гидравлическая задняя бабка
Гидравлический патрон является важным аксессуаром для зажима заготовок при токарной обработке с ЧПУ. Для обычных вращающихся деталей можно использовать обычные гидравлические патроны; для деталей, у которых зажимные части не цилиндрические, требуются специальные патроны; использовать прутковые материалы напрямую При обработке деталей требуется пружинный патрон.
Для деталей с большим отношением осевого размера к радиальному размеру необходимо использовать приводной центр, установленный на гидравлической задней бабке, для поддержки конца детали, чтобы обеспечить правильную обработку детали. Задняя бабка имеет обычную гидравлическую заднюю бабку и программируемую гидравлическую заднюю бабку.
Держатель инструмента токарного станка с ЧПУ
Токарный станок с ЧПУ может быть оснащен двумя держателями инструмента:
- Специальная стойка инструмента разработана производителем токарного станка, и используемый держатель инструмента также является специальным. Преимуществом этого держателя инструмента является его низкая стоимость изготовления, но ему не хватает универсальности.
- Общие держатели инструментов производятся в соответствии с определенными общими стандартами (такими как VDI, Ассоциация немецких инженеров). Производители токарных станков с ЧПУ могут выбирать и настраивать их в соответствии с функциональными требованиями токарных станков с ЧПУ.
Фрезерная головка
После установки фрезерной головки на инструментальную стойку токарного станка с ЧПУ производительность токарного станка с ЧПУ может быть значительно увеличена. Такие как: использование фрезерной головки для осевого сверления и фрезерования осевых канавок.
Инструменты для токарных станков с ЧПУ
При точении деталей на токарном станке с ЧПУ или токарном обрабатывающем центре положение инструмента на держателе инструмента должно быть обоснованно и научно организовано в соответствии со структурой держателя инструмента токарного станка и номером инструментов, которые можно установить, и следует обратить внимание на то, чтобы избежать инструмента, когда он неподвижен и работает.
