Станок токарный схема: Ремонт, устройство и схема токарного станка – СамЭлектрик.ру
Содержание
Токарный станок 165: технические характеристики, схемы, паспорт
Универсальные токарные станки из серии 165 относились к самому распространённому оборудованию на советских заводах и других промышленных предприятиях.
Главными рекомендациями стала высокая степень надёжности и неприхотливости. Установка не требует повышенного внимания, что подтвердил экспорт токарного станка 165 за рубеж.
Технические характеристики
Оборудование обладает следующими характеристиками технического плана:
- Общая масса до 12 800 килограмм.
- Габаритные размеры: 6140 на 2200 на 1770 миллиметров.
- В центрах максимальный размер для обрабатываемых деталей – 8000 килограмм.
- 22 кВт-ный электрический двигатель.
- Перемещение суппорта с ускорением в поперечном направлении составляет 1 метр в минуту.
- В случае с перемещением вдоль показатель равен 3 метрам.

Габариты станка
- Пределы частот для шпинделя – 5-500 оборотов в минуту.
- Всего имеется 24 ступени частот вращения шпинделя.
- Диаметр, равный 128 мм – у отверстия в форме цилиндра внутри шпинделя.
- По DIN размер конца шпинделя передней бабки равен 2-15.
- Расстояние от одного центра до другого – 3 тысяч до 10 тысяч миллиметров.
- Диаметр обработки над суппортами – 650 мм.
- Наибольший диаметр обработки над станиной – 1000 мм.
Паспорт станка
Так называется документ, где описаны основные габариты инструмента. Помогает разобраться в том, где какая часть или деталь находится. Но некоторые сведения могут не соответствовать реальности. Например – информация относительно скоростей.
Назначение
Токарно винторезные станки созданы для обработки деталей, чья длина средняя, либо большая. Представители объектов с мелкосерийным и единичным производством оценили преимущества оборудования. Станок позволяет выполнять:
Станок позволяет выполнять:
- Внутреннее сечение.
- Наружное сечение.
- Точение корпусов.
- Растачивание.
- Сверление.
- Нарезание резьб.
Даже высокие скорости не должны доставлять хлопот при использовании оборудования.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.

- Одна деталь – плоская.
Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.
Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Бабка задняя
В станках помещаются задние бабки, выпускаемые в разных вариантах. Она тоже необходима для решения нескольких задач:
- Фиксировать детали со значительной длиной.
- Закрепить различные инструменты вроде метчиков, свёрл, развёрток далее.
Бабка спереди фиксирует дополнительный центр, в передней части. Бывает вращающейся, либо неподвижной.
Если детали надо обрабатывать быстро – актуально решение с вращающимся задним центром. То же касается снятия стружки со значительным сечением. Такие обстоятельства приводят к следующему виду конструкции задних бабок:
- В отверстии пиноли помещаются два подшипника.
- Один из них – передний упорный, а второй – задний радиальный.

- Имеется втулка. У неё внутренняя часть растачивается под конус.
Упорный шарикоподшипник принимает часть осевых нагрузок, с которыми связан процесс обработки. Задний центр фиксируется при участии конусного отверстия у втулки. Можно использовать стопор для жёсткой фиксации втулки. Это актуально при необходимости закрепления других инструментов. Тогда инструмент и другие детали не будут двигаться, владелец забывает о проблемах.
В некоторых случаях задний центр бабок остаётся неподвижным – при закреплении пользуются специальными плитами, за движение которых отвечает направляющая часть. В такую бабку устанавливают пиноль, которой при перемещении требуется специальная гайка. Внутри пиноли – отверстие, с формой конуса. Здесь место расположения и двух других компонентов:
- Центр станка.
- Хвостовик от осевого инструмента.
Энергия переходит к пиноли и гайке, когда начинает движение специальный вид маховика, соединённый с винтом. Поперечное движение пиноли тоже допустимо, что позволяет обрабатывать детали, с корпусом пологого типа.
Суппорт и каретка
Суппорт делает так, что резцедержатели двигаются в любой плоскости – наклонной, поперечной или продольной. Токарные станки позволяют сообщать движение механически, либо ручным образом. Изучение чертежей суппортов даёт понять, как проходит перемещение инструмента вместе с заготовкой:
- Направление продольного типа предполагает использование таких же салазок. Ещё эта часть станка носит название каретки.
- Соответственно, поперечное движение осуществляется на основе поперечных салазок. Поворотная составляющая у конструкции монтируется с этой целью. Установка не доставит проблем при соблюдении указанных условий.
Резцедержатель должен располагаться над суппортом. Части разрабатываются для одного места, либо сразу для нескольких. Обычные разновидности резцедержателей – это корпус с прорезью, выполненный в форме цилиндра. В прорезь устанавливается рабочий инструмент. После этого проводится закрепление, с помощью болта.
Головка с резцом внизу выполнена по форме как буква Т. Благодаря такому виду деталь без проблем входит в паз. Крепление резцедержателя может существовать в нескольких вариантах.
Благодаря такому виду деталь без проблем входит в паз. Крепление резцедержателя может существовать в нескольких вариантах.
Фартук станка
В фартуке размещают две муфты, мелкозубого типа, за счёт которых в каждой из осей двигаются комплекты кареток с суппортами. Каждый вид хода – вдоль или поперёк, управляется отдельной рукояткой. При включении рукоятки поворачиваются на себя, при выключении – от себя.
Фартук снабжается дополнительным устройством блокировки, которое предотвращает одновременное включение подачи от валика и ходового винта. Когда нарезается резьба из зацепления с рейкой рабочая шестерня должна быть выведена.
Коробка подач
Передвижение скоростей вала с ходовым винтом – вот зачем нужна коробка подач. Выбор конкретных цифр зависит от обрабатываемых заготовок, их собственных характеристик. Конструкцию можно описать следующим образом:
- Внутри находится редуктор.
- В самом редукторе несколько передач, переключаемых друг с другом.

- Крутящий момент от шпинделя передаётся входному валу коробки подач, через сменные зубчатые колёса, которые ещё называются гитарой.
- Обычное место размещения ходового вала – на коробке передач. То же самое касается винта.
- Фартук передаёт крутящий момент от предыдущих деталей.
Благодаря механизму передачи можно допускать несколько вариантов работы:
- Можно вручную двигать резец по отношению к заготовке.
- Регулирование по величине подачи.
- Реверсирование у шпинделя с подачей проходит одновременно.
- Реверсирование подачи, при сохранении у шпинделя прежнего положения.
- Подача включается и выключается, а пользователь не затрагивает шпиндель.
Для подач шпиндельные механизмы становятся главными источниками движения.
Сменные шестерни
Выходной вал передней бабки не передаст движение входному валу коробки передач без сменных шестерней. Используя различные комбинации с шестернями, легко проводить настройку по различным резьбам. Для получения основного результата используется несколько видов подач:
Для получения основного результата используется несколько видов подач:
- Метрическая.
- Дюймовая.
- Питчевая.
- Модульная.
У каждого из вариантов свои особенные положения.
Шестерни закрепляются при помощи гаек, через шайбу. Количество зубьев вместе с модулем отображаются за счёт торцевой части сменных деталей. Они могут иметь различные зазоры в зависимости от результатов, которых необходимо добиться. Главное – регулярно смазывать шестерни и втулки, тогда они прослужат максимально долго. Через колпачковую маслёнку удобно обслуживать любые варианты конструкции.
Патроны
При токарных работах скорость вращения детали очень большая. Потому патроны должны соблюдать особые требования по эксплуатации. У станка их монтируют на передней шпиндельной бабке. Последняя соединяется с электродвигателем при помощи коробки передач и раздаточной коробки.
Изучение технических параметров у патронов обязательно, чтобы сделать правильный выбор для каждого конкретного случая.
Во многом сами параметры определяются токарным станком и операциями, которые проводятся в настоящее время.
При подборе стоит обращать внимание на следующие показатели:
- Пределы вращательной частоты для патронов.
- Диаметр корпусного отверстия. В него устанавливаются прутки.
- Характеристики изделия, подвергаемого обработке. Способы фиксации – с прямыми или обратными кулачками – определяет размерный диапазон по максимуму и минимуму. Надо учитывать, какой может быть масса заготовки.
- Диаметры для выполнения работы. Это касается наружного показателя, для присоединительного пояска, расположения, размеров отверстий для крепежа.
- Конструкция. От неё зависит, как будет фиксироваться заготовка, какое количество зажимных элементов используется, как располагаются детали, можно ли установить сразу несколько.
Патроны – это сложные технологические конструкции.
Люнеты
Люнетом называют дополнительное приспособление у станков. Это основная или второстепенная опора для работы с заготовками. Инструмент придаёт устойчивости, обеспечивает дополнительную защиту от повреждений.
Это основная или второстепенная опора для работы с заготовками. Инструмент придаёт устойчивости, обеспечивает дополнительную защиту от повреждений.
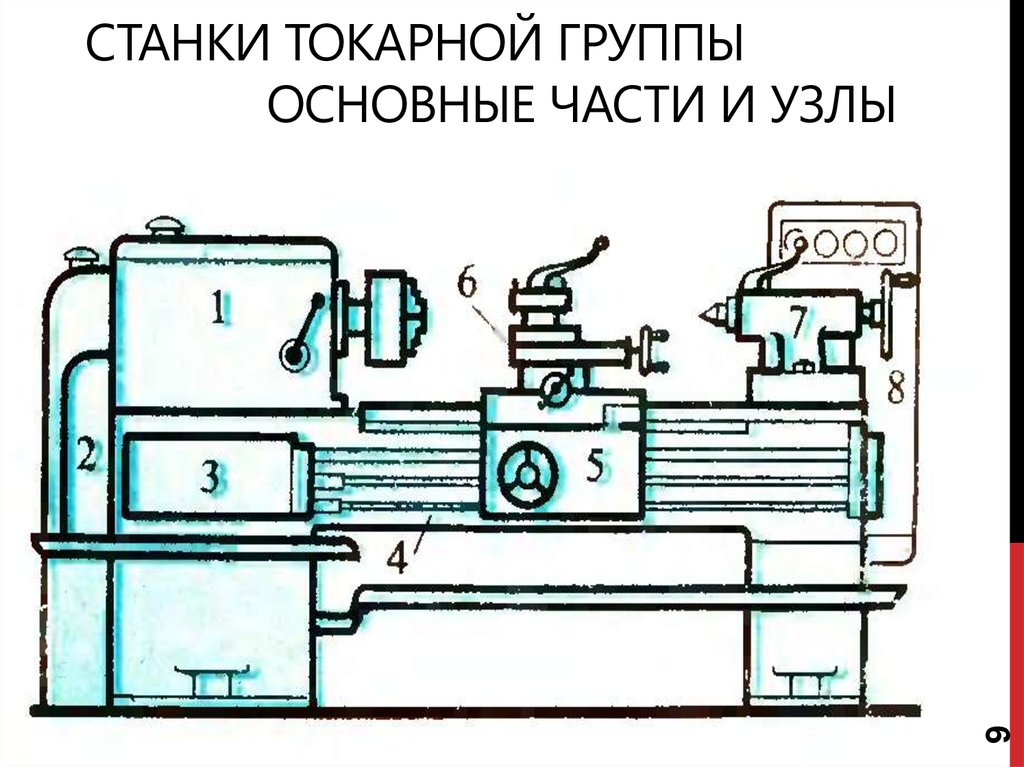
Составные части
Органы управления
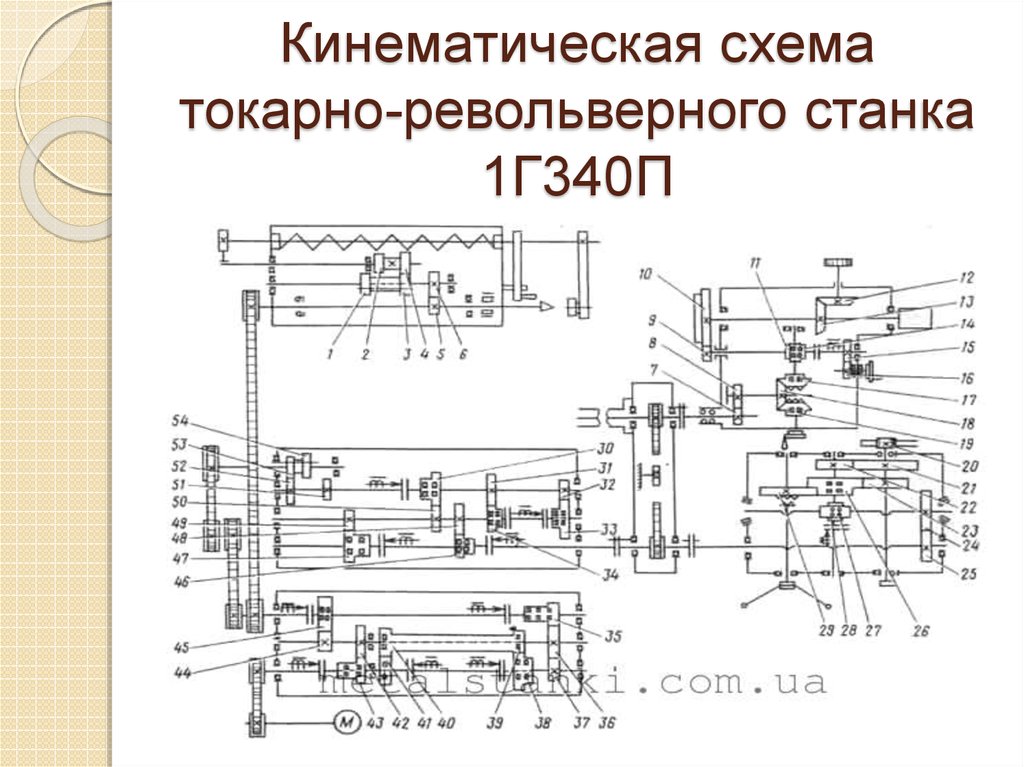
Кинематическая схема
Скачать схему в полном размере
Электрическая схема
Скачать схему в полном размере
Заключение
Токарные станки стали незаменимыми помощниками для промышленных объектов в различных сферах. Особенно важно подобрать составные части, включая и электродвигатель. Только функционируя в комплексе, все элементы позволяют добиться бесперебойной работы, высокой точности обработки. Эффективность и качество выполнения операций повышается, владельцам становится проще управлять процессом, контролировать конкретные показатели.
16М05А Станок токарно-винторезный особо высокой точности. Паспорт, схемы, описание, характеристики
В статье вы найдете полезную информацию, касающуюся выбора лучших токарных станков. Многое зависит от предназначения устройства – какие детали и какими способами нужно обрабатывать.
Многое зависит от предназначения устройства – какие детали и какими способами нужно обрабатывать.
Предназначение токарных станков — обработка металлических заготовок с высоким уровнем точности. Устройства бывают большими (промышленными) или компактными (домашними). Нельзя однозначно сказать, какой токарный станок лучше, поэтому мы подробно рассмотрим особенности разных видов и сделаем выводы. Кроме того, не забудьте приобрести качественные СОЖ для токарного станка — они необходимы, чтобы устройство не перегревалось и служило дольше.
Промышленные станки оснащены множеством насадок, увеличивающих функционал, а также они позволяют обрабатывать детали большого размера. Мини-станки зачастую устанавливаются в гараже, мастерской или дома, их можно поставить на стол и заниматься мелкими токарными работами.
В статье будут рассмотрены лучшие токарные станки по металлу из разных категорий.
Сведения о производителе токарно-винторезного станка 16М05А
Производителем токарно-винторезного станка 16М05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611
— станок токарно-винторезный повышенной точности, Ø 250 - 16Б05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 16Б05П
— станок токарно-винторезный повышенной точности, Ø 250, Кировакан - 16М05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 1601
— станок токарный настольный Ø 125 - 1604
— станок токарно-винторезный повышенной точности, Ø 200 - 1613Д
— станок токарно-винторезный прецизионный, Ø 240 х 270 - OT-4
— станок токарно-винторезный повышенной точности облегченный, Ø 250 - OT-5
— станоктокарно-винторезный повышенной точности облегченный, Ø 250
16М05А токарно-винторезный станок особо высокой точности. Назначение, область применения
Токарно-винторезный станок особо высокой точности модели 16М05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок токарный модели 16М05А обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Токарно-винторезный станок особо высокой точности 16М05А изготовлен на базе токарно-винторезного станка повышенной точности 16Б04П.
Основные конструктивные особенности. Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4.1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель — Одесский станкостроительный завод.
Обозначение токарного станка
1
— токарный станок (номер группы по классификации ЭНИМС)
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
М
– поколение станка (А, Б, В, Д, К, Л, М, Р) или обозначение завода — производителя
05
– высота центров над станиной
Буквы в конце обозначения модели:
Г
– исполнение станка с выемкой в станине
К
– исполнение станка с гидрокопировальным устройством
М
– исполнение станка для серийного производства с гидрокопировальным устройством
П
– исполнение станка с повышенной точностью по ГОСТ 8-82
В
– исполнение станка с высокой точностью по ГОСТ 8-82
Ф1
– исполнение станка с устройством цифровой индикации УЦИ
Ф3
– исполнение станка с системой ЧПУ
Общая информация о токарно-винторезных станках
Практически все станки, идентифицируемые в данной группе, имеют одинаковое устройство и принцип работы. На них выполняются операции фрезерования заготовок из черных и цветных металлов (в том числе чугуна) и пластмасс. Конкретные технологические возможности определяются компоновкой и классом точности оборудования, особенностями конструкции (модификациями станков), наличием или отсутствие системы числового программного управления (ЧПУ).
На них выполняются операции фрезерования заготовок из черных и цветных металлов (в том числе чугуна) и пластмасс. Конкретные технологические возможности определяются компоновкой и классом точности оборудования, особенностями конструкции (модификациями станков), наличием или отсутствие системы числового программного управления (ЧПУ).
Несмотря на различные модификации и разных изготовителей оборудования в России и за рубежом, принцип работы таких станков практически остается неизменным. Зафиксированная деталь вращается вокруг продольной оси, к ней подводится режущий инструмент, которым удаляется часть материала и выполняется формовка поверхности. Основное отличие от обычных токарных станков состоит в том, что на этом оборудовании существует возможность нарезки резьбы по внешнему диаметру заготовок.
16М05А Расположение составных частей токарно-винторезного станка
Расположение составных частей токарно-винторезного станка 16м05а
Перечень составных частей токарно-винторезного станка 16М05А
- Станина — 16M05A.
 111.000
111.000 - Тумба — 16M05A.121.000
- Бабка передняя — 16M05A .221.000
- Гитара — 16M05A.311.000
- Суппорт — 16М05А.341.000
- Агрегат гидростатики — 16М05A.071.000
- Гидрокоммуникация — 16M05A.721.000
- Электрооборудование станка — 16М05А.811.000
- Охлаждение — 16Б04П.511.000
- Ограждение — 16Б04П.611.000
- Вариатор — 16Б05А.212.000
- Бабка задняя — 16Б05А.231.000
- Коробка подач — 16Б05А.321.000
- Фартук — 16Б03А.331.000
- Щит* — 16Б05А.621.000
- Переключатель — 16Б05А.822.000
16М05А Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком 16м05а
Перечень органов управления токарно-винторезным станком 16М05А
- 1. Винт зажима верхней каретки
- 2. Винт зажима поворотной части суппорта
- 3. Лампа сигнальная «Фильтр засорен»
- 4. Лампа сигнальная «Осевая перегрузка шпинделя»
- 5.
 Лампа сигнальная «Гидростатика включена»
Лампа сигнальная «Гидростатика включена» - 6. Лампа сигнальная «Сеть»
- 7. Кнопка «Пуск гидростатики»
- 8. Кнопка «Всё стоп»
- 9. Кнопка «Разжим цанги»
- 10. Кнопка «Зажим цанги»
- 11. Рукоятка реверса подачи и резьбы
- 12. Рукоятка звена увеличения шага резьбы
- 13. Рукоятка переключения перебора
- 14. Рукоятка переключения подач и резьб
- 15. Рукоятка переключения подач и резьб
- 16. Рукоятка переключения подач и резьб
- 17. Рукоятка переключения подач и резьб
- 18. Рукоятка включения ходового винта или валика
- 20. Рукоятка управления вариатором
- 21. Рукоятка реверса чистовых подач
- 23. Маховик ручного продольного перемещения суппорта
- 24. Маховичок изменения частоты вращения шпинделя
- 25. Рукоятка включения прямого, обратного вращения шпинделя и торможения
- 31. Рукоятка включения и выключения сети
- 33. Переключатель охлаждения
- 35. Кнопка включения маховичка и лимба продольной подачи
- 36.
 Рукоятка включения предохранительного устройства
Рукоятка включения предохранительного устройства - 38. Кнопка переключения продольной и поперечной подач суппорта
- 39. Рукоятка настройки тягового усилия
- 42. Рукоятка включения маточной гайки
- 43. Рукоятка ручного поперечного перемещения
- 44. Винт зажима суппорта на станине
- 45. Винт поперечного смещения задней бабки
- 46. Рукоятка перемещения верхней каретки
- 47. Маховичок перемещения пиноли задней бабки
- 48. Рукоятка зажима пиноли задней бабки
- 49. Рукоятка зажима задней бабки
- 50. Кран подачи охлаждающей жидкости
- 51. Рукоятка зажима трубы охлаждения
- 52. Рукоятка зажима резцедержателя
- 53. Рукоятке зажима клеммы ограждения
- 54. Выключатель освещения
Принцип работы универсального токарного станка
Прежде всего, заготовка устанавливается в шпинделях. Далее выбирают инструмент для обработки заготовки. При выполнении стандартных задач используют резцы, сверла или метчики. В оборудовании, оснащенном ЧПУ, все операции выполняются автоматически. На полуавтоматах инструменты меняет оператор.
В оборудовании, оснащенном ЧПУ, все операции выполняются автоматически. На полуавтоматах инструменты меняет оператор.
Обработка необходимой детали осуществляется способом резания. Обработка происходит в момент касания резца станка с вращающейся заготовкой. Вращательные движения заготовки происходят за счет вращения шпинделя. Частоту вращения и необходимее усилие задает электродвигатель. Для передачи вращения от двигателя на шпиндель предусмотрена ременная передача и трансмиссия.
Резец для обработки крепится в суппорте. Суппорт, в свою очередь, двигается в продольном и поперечном направлении на специальных полозьях. От скорости движения суппорта зависит амплитуда подачи заготовки.
Универсальные станки это многофункциональный обрабатывающий комплекс, благодаря чему за один рабочий цикл обеспечивается комплексная обработка заготовок. При этом нет необходимости использовать дополнительное оборудование. Благодаря автоматизации процессов обработки не требуется переустанавливать инструменты и менять положение детали.
16М05А Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 16м05а
Кинематическая схема станка позволяет осуществлять следующие операции:
- вращение шпинделя — привод главного движения
- перемещение резца — привод резьб и нормальных подач, привод тонких подач
- вращение насоса смазки
Привод главного движения
Электродвигатель 1 при помощи муфты 2 вращает вал 1 с ведущим шкивом вариатора 3. Вращение от ведущего шкива ведомому 4 передаётся широким клиновым ремнем. Изменение частоты вращения ведомого вала II обеспечивается изменением рабочих диаметров шкивов вариатора при перемещении управляемой части ведомого шкива и соответствующего перемещения подпружиненной части ведущего шкива.
Вращение валу III, шкиву 9 передается при помощи зубчатого блока 5, 7 и зубчатых колёс 6, 8. Шкив 9 соединён со шкивом 17 клиновыми ремнями. Вращение от втулки V передаётся шпинделю VII либо непосредственно при включении муфты 22, либо через перебор, состоящий из зубчатого колеса 18, соединенного со втулкой V зубчатых колёс 19, 20, установленных на валу VI, зубчатого колеса 21, установленного на шпинделе.
Привод резьб и нормальных подач
При нарезании резьб вращение от шпинделя VII передаётся на вал VIII при помощи зубчатых колёс 23, 24 либо, при включённом переборе (зубчатые колёса 18, 19, 20, 21), при помощи зубчатых колёс 18,24.
Вал IX получает вращение в прямом направлении при помощи зубчатых колёс 25, 27, в обратном направлении при помощи зубчатых колёс 25, 26, 27. Сменные шестерни гитары а, б, в, г передают вращение валу XI коробки подач. Коробка подач содержит следующие механизмы:
- механизм смещения ряда зубчатых колес 30, 31, 32, 33
- механизм основного ряда — зубчатые колёса 33, 34, 31, 35, 36, 37, 38, 39
- множительный механизм — зубчатые колёса 40, 42, 43,45, 51, 44, 46
После указанных механизмов, вращение передаётся либо ходовому винту 81 для нарезания резьб при отключении кулачковой муфты на зубчатом колесе 47 и на валу ХVI, либо ходовому валику XIX при помощи зубчатых колёс 47, 48, 49, 51.
От ходового валика вращение при помощи муфты 54 передается червяку 55 фартука станка. Далее вращение при помощи червячного колеса 56, планетарного редуктора, состоящего из зубчатых колёс 57, 58, 59, 60 и зубчатых колёс 61, 62 передаётся валу XXI. От вала XXI вращение передаётся либо реечной шестерне 65 при помощи зубчатых колёс 63,64 (продольное перемещение резца), либо винту 83 при помощи зубчатых колёс 62, 70 (поперечное перемещение резца)
Далее вращение при помощи червячного колеса 56, планетарного редуктора, состоящего из зубчатых колёс 57, 58, 59, 60 и зубчатых колёс 61, 62 передаётся валу XXI. От вала XXI вращение передаётся либо реечной шестерне 65 при помощи зубчатых колёс 63,64 (продольное перемещение резца), либо винту 83 при помощи зубчатых колёс 62, 70 (поперечное перемещение резца)
Привод тонких (чистовых) подач
Вращение механизма коробки подач передаётся от вала III вариатора при помощи зубчатых колёс 10, 11, клиноременной передачи, шкивы 12, 28, на вал ХХV коробки подач и далее зубчатое колесо 28 передает вращение зубчатому колесу 33 механизма изменения шага коробки подач.
Изменение направления продольной или поперечной подачи обеспечивается передачей вращения ходовому валу XIX от вала ХV коробки подач через трензель, состоящий из зубчатых колёс 49, 50, 51 при переключении зубчатого колеса 49.
Планетарный механизм
Зубчатые колеса 13, 14, 15, 16 образуют планетарный механизм, обеспечивающий при перенастройке частоты вращения вариатора поворот шкалы отсчёта частот вращения шпинделя.
Конструктивные элементы ТВ-6
Токарно-винторезный станок ТВ-6 обладает классической компоновкой, свойственной оборудованию токарной группы. Основными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Защитный экран.
- Элемент, предназначенный для подачи смазывающего вещества.
- Несущая станина.
- Фартук.
- Элементы сменной гитары.
- Защитный кожух.
Все узлы расположены с высокой точностью относительно друг друга. Некоторые из них можно демонтировать для замены или обслуживания.
Передняя и задняя бабки
Основными элементами токарного станка можно назвать переднюю и заднюю бабку. Их особенностями назовем следующие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка применяется для крепления центров, которые могут использоваться для поддержки торцевой поверхности большого изделия. За счет применения центров можно существенно повысить точность обработки
Передняя бабка ТВ-6 обеспечивает доступ к коробке передач и гитаре сменных колес, которые позволяют изменять параметры нарезаемой резьбы
Коробка подач и гитара сменных шестерней
Также важными элементами устройства можно назвать коробку подач и гитару сменных шестерней. Ключевыми моментами назовем:
Ключевыми моментами назовем:
- Гитара сменных колес позволяет изменить параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не требует обслуживания, в зону соприкосновения шестерен подается смазка.
Рассматриваемая модель характеризуется высокой надежностью. Она может прослужить в течение многих лет при соответствующем обслуживании.
Станина
Для объединения всех узлов применяется станина. Она изготавливается при применении чугуна, характеризуется высокой жесткостью. Станина обладает следующими особенностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно позиционируется.
Точное позиционирование всех узлов обеспечивает требуемое качество обработки. Станина окрашивается защитным составом для того, чтобы продлить срок службы.
Суппорт
Важным элементом является суппорт. Он применяется для закрепления инструмента во время обработки. Устанавливаемый суппорт обладает классическими характеристиками:
Устанавливаемый суппорт обладает классическими характеристиками:
- Обеспечивает надежную фиксацию инструмента.
- Может располагаться под определенным углом относительно заготовки.
- Перемещается по салазкам в продольном и поперечном направлении.
Суппорт может использоваться для фиксации различных вариантов исполнения резцов. За счет этого существенно расширяется область применения токарного станка.
Фартук
В качестве фартука выступает часть конструкции, на которой расположены салазки для перемещения суппорта. При его изготовлении также применяется сталь.
Особенностями рассматриваемой модели можно назвать небольшие габаритные размеры. Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления. Для управления основными параметрами работы устройства и режимами обработки имеются различные переключатели, рычаги и клавиши. Быстрое перемещение может применяться для быстрого позиционирования рабочего органа в требуемом положении.
Возможности токарно-винторезных станков
Возможности токарно-винторезного станка 16м05а
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Как выбрать токарный станок по металлу — характеристики
При выборе устройства обращайте внимание на материал, из которого оно изготовлено, и способы крепления направляющих для станины: дело в том, что станина — это очень важный компонент; она не только выступает в роли короба, где крепятся другие элементы, но по ее направляющим перемещаются рабочие механизмы. Станина должна быть массивной, лучше всего из чугуна, и устойчивой, тогда станок будет меньше вибрировать и точнее резать металл.
На что еще следует обратить внимание:
- Направляющие крепятся к вертикальным стойкам с помощью сварки или болтов.
 Конструкция может быть одинаково жесткой в обоих случаях, но болты нужно будет иногда проверять и затягивать.
Конструкция может быть одинаково жесткой в обоих случаях, но болты нужно будет иногда проверять и затягивать. - Станина должна стоять на тумбах без перекосов, иначе детали будут с браком. Количество тумб варьируется от 2 до 4 в зависимости от размера и веса токарного станка.
- Перед тем, как купить настольный станок, обращают внимание на следующие аспекты: отсутствия люфта подвижных частей, способ подключения и требуемое напряжение в сети, габариты заготовки, которую можно обработать.
- Не обязательно покупать самую дорогую модель с множеством функций — во многих случаях выгоднее подобрать модель попроще и со временем оснастить ее нужными инструментами.
- Перед покупкой желательно проверить, что на всех заявленных производителем скоростях устройство работает стабильно и без перебоев — это основной критерий, гарантирующий комфортное взаимодействие со станком.
Обдумывая, какой токарный станок выбрать, необходимо сразу брать хорошую и точную модель, а не надеяться на возможность самостоятельной доработки.
Основные технические характеристики станка 16М05А
| Наименование параметра | 16М05А | 16Б05А |
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5..160 | |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4. .28 .28 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 |
| Пределы подач суппорта продольных (в скобках — при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках — при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2. .28 .28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
- Станок токарно-винторезный особо высокой точности 16М05А.
 Руководство по эксплуатации 16М05А.000.000 РЭ, 1989
Руководство по эксплуатации 16М05А.000.000 РЭ, 1989 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Шифр станков токарной группы
При обозначении шифра станков токарной группы, первая цифра 1 указывает группу станков. Вторая цифра указывает тип токарного станка. Последующие цифры, как правило, показывают технологический параметр станка, а именно: максимальный диаметр обрабатываемой детали, высоту центров и др. Буква после первой или второй шифры может символизировать поколение станка, завод-изготовитель или модификацию. Буква, поставленная в конце цифрового шифра, может указывать на усовершенствование базовой модели или на класс точности станка.
Приведем несколько примеров обозначения моделей токарных станков.
1К62 — цифра 1 — группа токарных станков; 6 — токарно-виноторезный; 2 — высота центров, дм; буква К — поколение.
1A616 — цифра — группа токарных станков; 6 — токарно-винторезный станок; 16 — высота центров, см; А — поколение.
1Б811— цифра 1 — группа токарных станков; 8 — токарно-затыловочный; 1 — технологический параметр, определяющий размеры обрабатываемых заготовок; Б — поколение.
16К20П — цифра 1 — группа токарных станков; 6 — токарно-винторезный; 20 — высота центров, см; К — поколение; П — класс точности — повышенный.
Следует отметить, что в шестой тип станков входят токарно-винторезные, в восьмой— токарно-затыловочные станки. В станкостроении больщинство изготовляемых металлорежущих станков, в том числе и токарных, выпускается по государственным стандартам; в которых главные параметры отвечают нормальным или размерным рядам. Под размерным или нормальным рядом понимают группу однотипных станков, состоящих в основном из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров,
Под размерным или нормальным рядом понимают группу однотипных станков, состоящих в основном из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров,
Размерные ряды (типоразмеры) универсальных токарно-винторезных станков и двухстоечных токарно-карусельных станков приведены в табл. 1.
Таблица 1.
Из таблицы видно, что основным параметром, определяющим типоразмеры станков, приняты размеры устанавливаемой детали. При этом каждый последующий типоразмер станка дает возможность обрабатывать деталь, имеющую диаметр в 1,26 раза больше, чем у предыдущей детали. Таким образом, у универсальных токарно-винторезных и карусельных станков установлен знаменатель размерного ряда — 1,26. Другими словами, ряд чисел 250; 320; 400; 500; 630; 800; 1000 (2300; 3200; 4000; 5000; 6300; 8000) образуют геометрическую прогрессию со знаменателем 1,26.
Наибольшая высота устанавливаемой детали у карусельных станков изменяется также по закону геометрической прогрессии со знаменателем равным — 1,26: 2000, 2500, 3200. Наличие двух закономерно изменяющихся основных параметров: наибольшего диаметра устанавливаемой детали и ее высот дает возможность также закономерно изменять и другие технические характеристики станка: мощность главного привода, масса устанавливаемой детали и др..
Наличие двух закономерно изменяющихся основных параметров: наибольшего диаметра устанавливаемой детали и ее высот дает возможность также закономерно изменять и другие технические характеристики станка: мощность главного привода, масса устанавливаемой детали и др..
По степени специализации все станки подразделяют на универсальные, специализированные и специальные.
Универсальные — это станки, на которых возможно выполнение различных операций на деталях широкой номенклатуры.
Специализированные — это станки, на которых возможно выполнение ограниченного числа операций на деталях одного наименования.
Специальные это станки, предназначенные для выполнения ограниченного числа операций на детали, одного типоразмера.
Сертификат на токарный станок по ТР ТС
Этот вид оборудования можно назвать базовым для металлообрабатывающей промышленности. Для обработки дерева токарные станки также достаточно широко применяются, однако относятся к узкоспециализированному оборудованию. Что, впрочем, никак не отражается на процедуре и форме оценки соответствия требованиям безопасности. Сертификат на токарный станок оформляется только в случае, если он предназначен для обработки дерева в бытовых условиях. Любой другой станок должен пройти декларирование по требованиям профильных технических регламентов Таможенного союза.
Что, впрочем, никак не отражается на процедуре и форме оценки соответствия требованиям безопасности. Сертификат на токарный станок оформляется только в случае, если он предназначен для обработки дерева в бытовых условиях. Любой другой станок должен пройти декларирование по требованиям профильных технических регламентов Таможенного союза.
Нормы безопасности, а также порядок оценки соответствия станков формулирует сразу три технических регламента:
- ТР ТС 010/2011 «О безопасности машин и оборудования».
- ТР ТС 004/2011 «О безопасности низковольтного оборудования».
- ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
Первый регламент прописывает требования к технической части всех механизмов и к безопасности функционирования оборудования. Также регламент ТР ТС 010 прописывает нормы безопасности при перевозке станков и при их монтаже. Согласно Приложению №3 к регламенту, оценка соответствия требованиям проводится в форме декларирования.
В подавляющем большинстве случаев в качестве привода шпинделя используется электродвигатель. Более того, современные станки с числовым программным управлением оснащены сложной автоматикой и электронными системами. Очевидно, что без оценки соответствия безопасности всего электрооборудования говорить о безопасности всего станка не очень разумно. Именно поэтому два «электрических регламента» также актуальны для токарных станков. Согласно положению ТР ТС 004/2011 в части оценки соответствия, этот вид оборудования не входит в перечень подлежащего обязательной сертификации. Оценка соответствия осуществляется в форме декларирования.
Получается, что нужны две декларации по требованиям двух разных регламентов? Нет, не получается. По сути, бумага и запись в реестре будет одна. Однако в программу испытаний будет входить как оценка соответствия требованиям ТР ТС 010/2011, так и ТР ТС 004/2011. К тому же схемы декларирования у двух этих регламентов весьма схожи, что и позволяет объединить всю процедуру.
Теперь стоит вернуться к вопросу об оформлении сертификата на токарный станок. Такая форма оценки соответствия принята для бытовой техники. Это касается и регламента ТР ТС 010 и ТР ТС 004. Меж тем, в перечне Приложения №3 к регламенту на машины и оборудование прямо указано, что речь идет именно о деревообрабатывающем станке. Предполагается, что металлообработка априори не может осуществляться в бытовых условиях. Интересно, что регламент на низковольтное оборудование и для бытовых стационарных станков предусматривает обязательное декларирование. Получается, что на один вид оборудования требуется уже два разных документа: декларацию и сертификат. Что не очень удобно и экономно.
Собственно именно по причине неоправданных сложностей с оформлением сертификата на токарный станок, в описании крайне редко указывается, что оборудование предназначено для бытового использования.
Пункт первый – это идентификация оборудования. В случае с регламентом ТР ТС 010/2011 это крайне важно в плане установления формы оценки соответствия. И тут следует учитывать многообразие типов и модификаций токарных станков. Согласно принятой классификации различают следующие виды этого оборудования:
- токарно-винторезные станки;
- карусельные станки;
- лоботокарные станки;
- фрезерно-токарные комплексы;
- многошпиндельные токарные станки;
- токарно-револьверные станки;
- станки с ЧПУ.
Кроме того, установка дополнительного оборудования серьезно расширяет возможности станка, что, порой, создает сложности в классификации. Впрочем, это уже проблемы специалистов сертификационного центра, в котором будет оформляться документ.
Второе – определение схемы декларирования. Здесь тоже не все так просто, на первый взгляд. Регламента три, а значить и набора схем три. Но совместить процедуру стало возможным именно благодаря тому, что набор схем почти совпадает: 1Д, 2Д, 3Д, 4Д и 6Д для ТР ТС 004/2011. Регламент ТР ТС 010 дополнительно имеет схему 5Д, однако так как токарный станок является самостоятельным оборудованием, она к нему неприменима.
Для оформления декларации на токарный станок чаще всего применяется схема 1Д или 2Д. Они не предусматривают необходимость проведения экспертизы в аккредитованной лаборатории, что несколько упрощает процедуру.
Для подачи заявки на регистрацию декларации нужно сформировать пакет документов, в который будет входить стандартный для этой процедуры набор, плюс, паспорт станка. Большая часть оборудования, к сожалению, импортируется в РФ, поэтому следует позаботиться о переводе инвойса и всех сопроводительных документов. Так же, совсем не лишним будет наличие сертификатов на токарный станок или его компоненты, выданных в системе сертификации страны-производителя (чаще всего КНР, Корея или Япония).
Декларация выдается после проведения всех необходимых процедур, предписанных схемой. Срок действия документа, как правило, не превышает 5 лет для серийной продукции и не имеет срока для партии или единичного изделия.
Заказать декларацию или сертификат на токарный станок
16Т02П, 16Т02А Станок токарный настольный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка 16т02п
Производителем настольного токарного станка 16Т02П и 16Т02А является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Кироваканским заводом прецизионных станков
- 1Д601
— станок токарный настольный Ø 125 - 1Е604
— станок токарно-винторезный повышенной точности Ø 200 - 16Б05П
— станок токарно-винторезный повышенной точности Ø 250 - 16Т02П
— станок токарный настольный повышенной точности Ø 125 - 16Т04а
— станок токарный особо высокой точности Ø 200 х 350 - 16У03П
— станок токарно-винторезный повышенной точности Ø 160 - 16У04П
— станок токарно-винторезный повышенной точности Ø 200 - 1600
— станок токарный настольный повышенной точности Ø 100 - 1603
— станок токарно-винторезный повышенной точности Ø 160 - С193н
— станок токарный настольный повышенной точности Ø 200 - С-193
— станок токарный настольный повышенной точности Ø 200 - С-155
,
СА-155
— станок сверлильный настольный Ø 3
Краткие сведения о производителе
Производителем станков 16Т02П является завод в г. Ванадзор республики Армения. В прошлом это Кироваканский завод прецизионных станков. Производитель выпускал 2 модификации данных станков: высокой точности и особо высокой точности. На данный момент рассматриваемые станки уже не выпускаются, но из-за их долговечности и надежности еще повсеместно используются.
Назначение
Основное назначение данных станков – использование в точных видах промышленности, а также в качестве обучающего материала в школах и техникумах. Успешно выполняет тонкие и точные работы в центрах, цанге, патроне и планшайбе. Планшайба используется при работе с крупными заготовками, а при помощи цангового патрона закрепляются тонкие детали.
Оборудование предназначено для выполнения всех стандартных токарных операций, в том числе нарезание резьбы, расточка отверстий, а также операции по фрезерованию и шлифованию металлических заготовок.
Промышленность
Благодаря повышенным параметрам точности токарный настольный станок используется в разных отраслях промышленности, где требуется тонкая обработка заготовки.
Часовая
Это наиболее часто встречающийся станок в часовых мастерских, мжно сказать — это часовой токарный станок. Он способен точно обрабатывать мельчайшие детали, с высокими требованиями точности. Этот станок из всех возможных аналогов является оптимальным вариантом для небольших часовых мастерских.
Радиотехническая
Это еще одна область производства, которая требует особой точности в процессе обработки заготовок. В радиотехнической промышленности станки 16Т02П используют как в частных мастерских, так и на крупном производстве.
В радиотехнической промышленности станки 16Т02П используют как в частных мастерских, так и на крупном производстве.
Лаборатории
Лаборатории снабжены также настольными станками для обработки экспериментальных заготовок. По точности обработки рассматриваемые станки являются наиболее оптимальным вариантом.
Мастерские
Небольшие мастерские не требуют снабжения крупными станками с большим весом. Для производства и работы на таких предприятиях достаточно стандартного настольного оборудования.
Школьные учреждения
При обучении работы с токарным станком в школах, училищах и техникумах применяется также настольное оборудование. Его производительности и точности вполне хватает, чтобы обрабатывать учебные заготовки и научиться осуществлять все основные стандартные токарные операции.
16Т02П Настольный токарный станок. Назначение, область применения
Настольные токарные станки моделей 16Т02П (повышенной точности) и 16Т02А (особо высокой точности) предназначены для выполнения различных точных токарных работ с установкой обрабатываемой детали в центрах, цанге патроне и на планшайбе. Благодаря использованию на станках специальных приспособлений, которые поставляются заводом-изготовителем по специальному заказу и за отдельную плату, возможно также проведение операций шлифования, фрезерования и растачивания.
Благодаря использованию на станках специальных приспособлений, которые поставляются заводом-изготовителем по специальному заказу и за отдельную плату, возможно также проведение операций шлифования, фрезерования и растачивания.
Областью применения станков 16Т02П и 16Т02А являются опытные и инструментальные цеха часовой, приборостроительной, радиотехнической и других отраслей промышленности, а также различные лаборатории, мастерские и т.п.
Область применения, также — школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Основное отличие токарного станка модели 16Т02П — подшипники скольжения в корпусе бабки, на которых установлен шпиндель. В станке 16Т02П шпиндель установлен на подшиники качения — прецизионных шарикоподшипниках.
Аналоги
Есть несколько аналогов настольного токарного станка 16Т02П, но основной и наиболее часто встречающейся модификацией являются следующие модели:
- 16Т02А – это станок особо повышенной точности. По остальным техническим параметрам полностью соответствует рассматриваемому оборудованию.
- 1Р103 – станок особой точности для мелкосерийного производства.
- Т-28 – станок нормального уровня точности с минимальными габаритами.
- 1Б023 – еще один аналог настольного токарного оборудования.
Все разновидности могут использоваться на небольших производствах, частных токарных мастерских, учебных классах школ, училищ и техникумов.
Настольный токарный станок 16Т02П является небольшим видом оборудования, которое с успехом применяется в производстве часов, электротехники и других товаров, требующих при сборке повышенной точности. Технические характеристики позволяют выполнять тонкие работы в условиях мелкосерийного производства, а также обучающие операции для школьных мастерских.
16Т02П Общий вид токарного станка
фото настольного токарного станка 16т02п
фото комплекта настольного токарного станка 16т02п
Документация, паспорт
К настольному станку в комплекте идет паспорт, который включает в себя руководство по эксплуатации, а также подробное описание самого станка со всеми комплектующими. С паспортом станка следует обязательно ознакомиться, поскольку там указана информация о правильном обслуживании оборудования и о правилах безопасности.
Для частных мастерских и использования в домашних условиях также будет полезен раздел о ремонте и наладке агрегата. Этот раздел поможет заменить или отрегулировать основные узлы конструкции при их поломке.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 16Т02П.
16Т02П Расположение составных частей токарного станка
Расположение основных узлов токарного станка 16т02п
Перечень составных частей токарного станка 16Т02П и 16Т02А
- Станина — 16Т02П.
 01.00, — 16Т02П.01.00А
01.00, — 16Т02П.01.00А - Передняя бабка — 16Т02П.02.00, — 16T02П.02.00A
- Суппорт — 16Т02П.03.00, — 16Т02П.03.00А
- Задняя бабка — 16Т02П.04.00, — 16Т02П.04.00А
- Электрооборудование — 16Т02П.08.00, — 16T02П.08.00
16Т02П Расположение органов управления токарным станком
Расположение органов управления токарным станком 16т02п
Перечень органов управления токарным станком 16Т02П и 16Т02А
- Маховик цангодержателя зажима цанг и других приспособлений
- Рукоятка эксцентрикового механизма для натяжения ремней
- Винт зажима инструмента в резцедержателе
- Гайка регулировки резца по высоте
- Рукоятка зажима пиноли
- Рукоятка лимба продольных салазок суппорта
- Маховик передвижения пиноли
- Рукоятка зажима и фиксации суппорта
- Кнопка управления «Пуск»
- Кнопка управления «Стоп»
- Рукоятка лимба поперечных салазок суппорта
- Тумблер автоматического выключателя
- Рукоятка эксцентрика зажима кронштейна контрпривода
- Рукоятка зажима и фиксации задней бабки
16Т02П Станина токарного станка
Станина токарного станка 16т02п
Станина станков 16Т02П и 16Т02А — чугунная монолитная деталь, на которой закреплены стальные закаленные направляющие 1 со шлифованным плоскопризматическим профилем.
Слева сверху на направляющих станины устанавливается передняя бабка, а справа — задняя бабка.
В нише станины крепится кнопочная станция. Между направляющими проходит Т-образный паз, предназначенный для крепления узлов.
Станину станка крепят к столу 4, электродвигатель 3 с контрприводом 2 устанавливают на кронштейне. Во избежание возникновения вибраций в станке между плоскостью стола, опорной плоскостью станины и электродвигателем ставится резиновая прокладка 5, служащая частичным виброгасителем.
Натяжение клинового ремня от электродвигателя к контрприводу осуществляется при помощи эксцентрикового механизма 7, фиксирующего ремень в заданном положении. Натяжение ремня осуществляется поворотом кронштейна контрпривода 2 вокруг оси двигателя с последующей фиксацией в нужном положении при помощи зажима 6.
16Т02П Передняя бабка токарного станка
Передняя бабка токарного станка 16т02п
Передняя бабка станка модели 16Т02П (рис. 7) устанавливается на станине и крепится эксцентриковыми зажимами 1. В корпусе бабки на трех прецизионных шарикоподшипниках собран шпиндель 2. Подшипники 3, установленные в передней опоре — радиально-упорные. Подшипники 4, установленный в задней опоре — радиальный. Приемный шкив 5 расположен на задней опоре шпинделя. Отверстие в шпинделе выполнено под цангу, что обеспечивает большую точность при обработке деталей в цанге.
В корпусе бабки на трех прецизионных шарикоподшипниках собран шпиндель 2. Подшипники 3, установленные в передней опоре — радиально-упорные. Подшипники 4, установленный в задней опоре — радиальный. Приемный шкив 5 расположен на задней опоре шпинделя. Отверстие в шпинделе выполнено под цангу, что обеспечивает большую точность при обработке деталей в цанге.
Передняя бабка токарного станка 16т02п
Шпиндель 1 передней бабки станка модели 16Т02А (рис. собран на двух опорах скольжения с коническими контактными поверхностями в корпусе бабки. Смазка рабочих поверхностей производится при помощи разбрызгивателя 2, который направляет масло из корпуса бабки по специальным смазочным канавкам.
На корпусе бабки установлены два глазка: один — для наблюдения за заполненном бабки маслом до необходимого уровня, а второй — для контроля за поступлением масла в канавки подшипников.
Подшипники регулируются рейкой 3.
Конструкция токарного станка 16Т04А
Станина
Станина представляет собой жесткую чугунную отливку, на которой установлена широкая призма 1 для передней и задней бабок, В призме имеется паз 2 для сухарей зажима передней и задней бабок.
В месте установки передней бабки станина расширена. Для прохода ремней, в верхней части имеется окно.
Станина устанавливается и крепится на тумбе станка.
Тумба
В тумбе размещены отдельные узлы станка. Слева в тумбе на нижней раме крепится вариатор.
В правой секции тумбы расположен шкаф электрооборудования, между ним и вариатором — бак охлаждения с электронасосом.
В верхней части тумбы установлен лоток для сбора стружки и охлаждающей жидкости при работе с охлаждением. Охлаждающая жидкость через фильтр лотка сливается в бак охлаждения.
В передней части тумбы сделан проем для размещения ног рабочего.
Спереди сверху на тумбе расположен пульт управления станком, рядом с которым находится выдвижной ящик для хранения принадлежностей.
Проемы тумбы закрыты быстросъемными крышками с пружинными защелками.
Тумба крепится к фундаменту пятью фундаментными болтами.
Вариатор
Вариатор токарного станка 16т04а
Узел состоит из вариатора с широким клиновым ремнем и двухступенчатой коробки скоростей.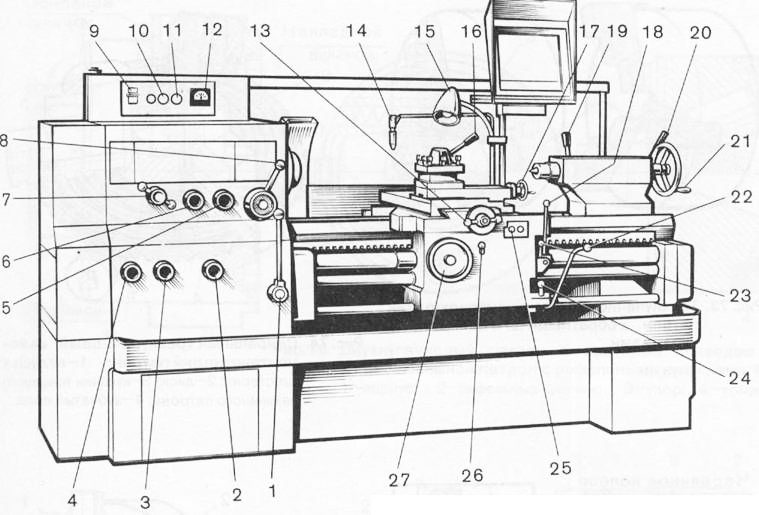 Первый вал вариатора 1 приводится во вращение фланцевым электродвигателем 9. На первом валу вариатора расположен подпружиненный шкив 2. На втором валу 4 находится управляемый шкив 5. Второй вал вариатора одновременно является ведущим валом коробки скоростей, на нем расположены две шестерни. Малая шестерня 7 перемещается вдоль вала и переключает скорости коробки скоростей. Корпус коробки скоростей б установлен на стакане 8, прикрепленном к корпусу вариатора 3.
Первый вал вариатора 1 приводится во вращение фланцевым электродвигателем 9. На первом валу вариатора расположен подпружиненный шкив 2. На втором валу 4 находится управляемый шкив 5. Второй вал вариатора одновременно является ведущим валом коробки скоростей, на нем расположены две шестерни. Малая шестерня 7 перемещается вдоль вала и переключает скорости коробки скоростей. Корпус коробки скоростей б установлен на стакане 8, прикрепленном к корпусу вариатора 3.
При помощи резьбовой втулки и двух винтов корпус 6 поворачивается относительно корпуса вариатора для натяжения ременной передачи, соединяющей вариатор с передней бабкой.
Механизм управления вариатором и коробкой скоростей (рис.12) расположен сверху на корпусе вариатора.
Маховичок управления 1 переводит диск вариатора. При помощи рукоятки 2, расположенной на фланце лимба, осуществляется переключение скоростей коробки скоростей. Маховичок управления связан планетарной передачей со шкалой настройки чисел оборотов шпинделя. На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор передней бабки.
На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор передней бабки.
Передняя бабка станка 16т04а
Передняя бабка станка установлена на станине (рис. 6, 7).
В корпусе передней бабки собраны приемный шкив и шпиндель. В опорах шпинделя установлены реверсивные гидродинамические подшипники скольжения.
Приемный шкив 7 установлен на втулке 6, соосной со шпинделем 1, имеющей собственные опоры в корпусе бабки. Вращение шпинделю от шкива передается эластичной диафрагмой, 8, защищенной от разрушения при пусках, реверсах шпинделя и перегрузок жесткой зубчатой муфтой с повышенными боковыми зазорами.
Смазка подшипников шпинделя осуществляется при помощи покупной станции смазки. Вращение от вариатора передней бабке передается двумя клиновыми ремнями 0—1400Ш ГОСТ 1284—68.
Шпиндельная бабка токарного станка 16т04а
Шпиндельная бабка токарного станка 16т04а
Передняя бабка станка 16т04п
Шпиндельная бабка токарного станка 16т04п
Передняя бабка устанавливается и закрепляется слева сверху на станине.
В корпусе 1 передней бабки смонтированы шпиндель 5, перебор и механизм управления.
Приемный шкив 3 передней бабки установлен на втулке 4, соосной шпинделю.
Вращение шпинделя передается от шкива непосредственно при включении зубчатой муфты б или через перебор с передаточным отношением 1:4.
В передней опоре шпинделя установлен роликовый двухрядный подшипник, воспринимающий радиальные нагрузки.
Задние опоры шпинделя и приводного шкива расположены в стакане 2.
В задней опоре шпинделя установлены два радиально-упорных подшипника, воспринимающих осевые нагрузки.
С левой стороны передней бабки на опорном бурте фланца 10 устанавливается рычажный цанговый зажим. В шпинделе имеется коническое отверстие для установки цанги.
Управление передвижными шестернями и муфтами производится рукояткой, расположенной на крышке, укрепленной на передней стенке корпуса бабки.
Смазка в передней опоре осуществляется разбрызгиванием, в задней опоре — смазка фитильная.
Задняя бабка
Задняя бабка устанавливается на широкой призме станины и закрепляется да нужном положении рукояткой 3.
Пиноль 1 имеет постоянное направление в корпусе и перемещается маховичком 2, на ее правом конце.
Отсчет величины перемещения пиноли производится по шкале на пиноли. Пиноль зажимается рукояткой, стягивающей клеммы.
Для смазки установлены шариковые масленки.
Суппорт
Продольные салазки суппорта 1 пригоняются по направляющим станины и крепятся к ней зажимами.
Сверху на направляющих продольных салазок перемещаются при помощи винта 2 поперечные салазки 3.
На поперечных направляющих установлены поворотные салазки 5 с верхней кареткой 4. На верхней каретке суппорта выполнены пазы для закрепления четырехпозиционного или однопозиционного резцедержателя.
16Т02П Суппорт токарного станка
Суппорт токарного станка 16т02п
Суппорт станков — крестовый с продольным и поперечным перемещениями салазок от руки. Определенное положение на станине фиксируется рукояткой 1.
Определенное положение на станине фиксируется рукояткой 1.
Люфты в винтовых парах продольных и поперечных салазок выбираются при помощи разрезных гаек 2 и 4.
Люфты в направляющих выбираются клиньями 3 и 5.
Электрооборудование токарного станка 16Т02П. Общие сведения
16Т02П Схема электрическая токарного станка
Электрическая схема токарного станка 16т02п
На станке установлены асинхронный электродвигатель с короткозамкнутым ротором типа ДПТ-П-21-4-С мощностью N=0,25 кВт, п = 1400 об/мин. Повышенной точности по уровню вибрации, шума и точности установочных размеров.
Напряжение в силовой цепи управления ~ 380 В., частота 50 Гц.
В электросхеме предусматривается пуск и остановка электродвигателя кнопками управления 2КУ «пуск» и 1КУ «Стоп».
Описание принципиальной электросхемы токарного станка 16Т02П
Напряжение в силовую цепь управления подается включением автоматического выключателя АВ.
Нажатием кнопки 2КУ замыкаются н. о. контакты, получает питание силовая цепь и электродвигатель начинает вращаться. При замыкании блок контакта К (1—2) пускателя цепь переходит на самопитание.
о. контакты, получает питание силовая цепь и электродвигатель начинает вращаться. При замыкании блок контакта К (1—2) пускателя цепь переходит на самопитание.
Остановка электродвигателя производится нажатием кнопки 1КУ «Стоп», сопровождающимся разрывом цепи.
Защита электродвигателя
В электросхеме станка предусмотрена защита силовой цепи управления от коротких замыканий и перегрузок автоматическим выключателем АВ, а также защита от исчезновения напряжения посредством н. о. контакта магнитного пускателя.
Электрооборудование
Электрическая схема токарного станка 16т04а
Электрооборудование станка содержит:
- асинхронный электродвигатель привода шпинделя 1M
- электродвигатель насоса охлаждения 2М, поставляемый по особому заказу
- электродвигатель приспособления 3М, поставляемый по особому заказу
- пусковую и защитную аппаратуру
- местное освещение
Описание принципиальной электросхемы
Поворотом автоматического выключателя АВ подается напряжение на рабочие цепи и цепи управления.
При нажатая на кнопку 2КУ включается вращение электродвигателя 1M вправо посредством пускателя КП.
При нажатии на кнопку 1КУ контактом 3-5, разрывается цепь питания пускателя КП, а контактом 3-29 — включается цепь пускателя КТ, осуществляющего своими контактами индукционно-динамическое торможение двигателя. Контакт КТ (О-В11) закорачивает первую обмотку статора, контактом (С1-С12) подает пульсирующий ток во вторую обмотку через силовой диод ВК, контакт (А1-А11) подает переменный ток в третью обмотку.
При нажатии на кнопку 3КУ включается вращение двигателя 1M влево посредством пускателя КЛ.
В точках 23-25 н.о. контакты пускателей КП или КЛ подготавливают к включению пускатель КО.
Поворотом переключателя ВН включается пускатель КО. Пускатель КО своими силовыми контактами, включает электродвигатель 2М или 3М либо оба электродвигателя одновременно, в зависимости от того, подключены ли они к силовой цепи посредством штепсельных разъемов ШР1 или ШР2.
Защита
Электросхемой станков предусмотрена защита от токов короткого замыкания, осуществляемая предохранителями и автоматическим выключателем.
Защита от перегрузки, обеспечиваемая тепловыми реле;
Нулевая защита при помощи магнитного пускателя
Основные технические характеристики станка 16Т02П и 16Т02А
Техническая характеристика (основные параметры и размеры: для станка 16Т02П ТУ 2-024-2319-74, для станка 16Т02А ТУ02-024-2320-74).
| Наименование параметра | 1Д601 | 16Т02П | 16Т02А |
| Основные параметры станка | |||
| Класс точности | Н | П | А |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | 125 |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 75 | 75 |
| Высота центров над плоскими направляющими станины, мм | 68 | 68 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 250 | 250 |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 65 | 65 |
| Наибольшая высота резца, мм | 8 x 8 | 8 x 8 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 10,2 | 10,2 |
| Конус Морзе шпинделя | Морзе КМ2 | Морзе 0 | Морзе 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 400, 630, 1000, 1250, 2500, 4000 | 400, 630, 1000, 1250, 2500, 4000 |
Суппорт. Подачи Подачи | |||
| Продольное перемещение суппорта | Ручное | Ручное | Ручное |
| Наибольшее поперечное перемещение суппорта, мм | 60 | 60 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 65 | 65 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота верхней каретки суппорта, град | ±30 | ±30 | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 0 | Морзе 0 |
| Наибольшее перемещение пиноли, мм | 35 | 40 | 40 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,180 | 0,25 | 0,25 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 695 х 520 х 300 | 695 х 520 х 300 |
| Масса станка, кг | 30 | 35 | 35 |
- Настольный токарный станок 16Т02П, 16Т02А.
 Руководство по эксплуатации 16Т02П.00.000 РЭ, 1976
Руководство по эксплуатации 16Т02П.00.000 РЭ, 1976 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки.
 Обзор
Обзор - Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Токарно-винторезный станок 1В62Г характеристики, паспорт, таблицы
Токарно-винторезный станок 1В62Г расположен в группе станкостроительного производства и выпускался в г. Астрахань. На нем можно обрабатывать наружные, внутренние, конические цилиндрические поверхности, а также сверлить, зенкеровать и нарезать резьбу. Резцом резать резьбу на нем можно как метрическую, так питчевую и трубную.
Токарно-винторезный станок 1В62Г
Содержание
Паспорт на токарно-винторезный станок 1В62Г
- Название книги: пособие по работе станка (1В62Г.00.000РЭЗ)
- Дата выпуска: 1983г.
- Экземпляры изданий: 1
- Число страниц: 93
- Цена: по договоренности
Скачать паспорт (инструкцию по эксплуатации) станка 1В62Г
Кинематическая схема станка 1В62Г
Кинематика токарно-винторезного станка 1В62Г дает возможность запустить в движение как основной привод (вращение шпинделя, подачу суппорта), так и вспомогательные: ускоренный подвод суппорта, реверс оборотов и другие. Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.
Кинематическая схема станка 16в20
В левой тумбе станины находится резервуар для масла, в котором встроен масляный насос для подачи масла в узлы станка. В правой тумбе установлен насос для воды, которая стекает и собирается в нижней нише станка. Она же служит основанием для установки станины. На ней же сбоку крепится двигатель передачи ускоренного движения суппорта за счет кронштейнов. Двигается суппорт через ходовой вал 5 и винт 4, а они прикрыты кожухами 1 и 14. При обработке деталей над впадиной, возможно перемещение верхней каретки в нужном направлении. Перед тем, как начать обрабатывать заготовку с диаметром 445 мм, нужно снять защитный мостик (22). Он крепится на направляющих станины потайными болтами (23) и штифтами (24).
В правой тумбе установлен насос для воды, которая стекает и собирается в нижней нише станка. Она же служит основанием для установки станины. На ней же сбоку крепится двигатель передачи ускоренного движения суппорта за счет кронштейнов. Двигается суппорт через ходовой вал 5 и винт 4, а они прикрыты кожухами 1 и 14. При обработке деталей над впадиной, возможно перемещение верхней каретки в нужном направлении. Перед тем, как начать обрабатывать заготовку с диаметром 445 мм, нужно снять защитный мостик (22). Он крепится на направляющих станины потайными болтами (23) и штифтами (24).
Мостик нужно беречь от забоин, сколов, вмятин и поэтому хранить рекомендуется на алюминиевой или деревянной подставке.
При установке переходной планки на место, затягивать болты нужно осторожно, крест — накрест, чтобы не было перекоса.
Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы.
Используются такие станки на промышленных и сельскохозяйственных предприятиях, а также, из-за сравнительно небольшого веса (2430 кг), в ремонтных мастерских.
Электрическая схема станка 1В62г
Основные технические характеристики токарного-винторезного станка 1В62Г:
Кроме базового параметра 1В62Г, завод выпускал станки и других модификаций: 16В20; 1В625М.
- Класс точности-8. На таких станках можно обрабатывать детали с высокой точностью, до нескольких микрон, что позволяет обходиться без шлифования заданных поверхностей (например, шейки под посадку подшипника)
- Определяющие размеры:
- Максимальные размеры обрабатываемых деталей в мм:
- над поверхностью станины 445;
- выше суппорта 220 до 290;
- с учетом впадины в станине 620;
- детали можно точить длиной не более 1500 мм
- Максимальные размеры обрабатываемых деталей в мм:
Отличительные характеристики токарного станка 1В62Г:
- шпиндельный узел собран на подшипниках скольжения, что позволяет точить детали с высокой точностью. Также предусмотрена регулировка специальными гайками;
- конструкция шпинделя позволяет менять патроны для зажима деталей универсальный механический, трех или четырех кулачковый на патроны с гидравлическим и воздушным зажимом.
 А такая замена позволяет использовать станки такой группы в мелко и крупно — серийном производстве;
А такая замена позволяет использовать станки такой группы в мелко и крупно — серийном производстве; - благодаря кинематической схеме коробки скоростей, шпиндель имеет 21 скорость вперед и 12 назад от 10 до 1400 об/мин;
- размер внутреннего конуса в шпинделе морзе-5. Это позволяет обрабатывать детали без патрона, только путем зажатия между центрами в шпинделе и в задней бабке.
- на суппорте находятся «салазки» с резцедержателем. Независимо от него они позволяют производить коническую обработку деталей за счет поворота каретки на определенный градус.
- Шпиндель станка 1В62Г
- Суппорт станка 1В62Г
- Станина танка 1В62Г
Кроме выемки и нарезания дюймовой резьбы, эти и другие модифицированные станки этой группы обладают еще одной особенностью: на них установлен фартук с электроприводом. То есть, ускоренное движение суппорта происходит от кнопки, расположенной на рукоятке переключения подачи.

Таблицы токарно-винторезного станка 1В62Г
Основные узлы
Основные узлы станка 1В62Г
- Станок имеет литую чугунную станину (6) с двумя тумбами. Профили направляющих станины формы Т-образной с одной стороны, а с другой «ласточкин хвост», имеют клинья для регулировки. В совокупности это позволяет жестко удерживать суппорт, тем самым повышается класс точности в сравнении с другими станками, у которых профили простые призматические.
- Слева на станине смонтирована передняя бабка (4), в которой размещена коробка скоростей. На ней находятся рукоятки для переключения скоростей и подач. Переднюю бабку можно разворачивать в пазах, что дает смещение центра и обтачивание пологих конусов.
- Справа на станине располагается подвижная задняя бабка (10). Посредством вращающегося центра в пиноли бабки прижимаются и обрабатываются длинные заготовки. Бабка обеспечена механическим зажимом и плавным перемещением за счет воздушной подушки.
 Благодаря коническому отверстию в пиноли задней бабки, в неё можно вставлять сверла, зенковки, метчики, развертки и центра вращающиеся и неподвижные. Это позволяет производить сверление, зенкерование и поджим детали.
Благодаря коническому отверстию в пиноли задней бабки, в неё можно вставлять сверла, зенковки, метчики, развертки и центра вращающиеся и неподвижные. Это позволяет производить сверление, зенкерование и поджим детали.
Задняя бабка станка 1В62Г
- Снизу посередине смонтирован фартук (8). Он передает движение суппорта, а также с помощью винта позволяет нарезать резьбу в деталях
- Над фартуком располагается каретка и суппорт (7), на них расположен резцедержатель с поворотной головкой
- Ограждение патрона и суппорта (5 и 9) служат для защиты токаря от стружки и охлаждающей жидкости
- Электрошкаф (2) находится за станком. В нем собраны все органы управления по электрической части
Обозначение частей изделий для модификаций
Для сборки узловых частей аппарата применены высококачественные материалы из стали и чугуна, станина имеет шлифованные поверхности, что увеличивает срок службы и позволяет производить ремонты по плану, предусмотренному заводом изготовителем.
Коробка передач, фартук и коробка подач снабжены принудительной смазкой, что увеличивает срок службы трущихся частей.
Таблица для нарезания резьбы токарного станка 1В62Г
На токарном станке для нарезки резьбы нужно настроить шестерни коробки подач и шестерни гитары подач, чтобы они вошли в зацепление. Эта синхронность настраивается так, чтобы движение резца на суппорте образовывало профиль зуба за один оборот шпинделя. Для этого существуют таблицы нарезания резьбы, по которым с помощью рукояток и рычагов настраивают различные комбинации зацепления шестерен.
Таблица настройки станка для нарезания резьб
Полезно знать. Дюймовую резьбу, с нитками 11 и 19 можно нарезать, не перестраивая шестерни в блоке сменных шестерен. Это является особенностью этой модели.
На станке имеются 3 трех фазных двигателя:
- для основного привода 7,5 кВт;
- для движения суппорта
- для охлаждающей жидкости.

Защитные кожуха и блокировки на токарно-винторезном станке 1В62Г
Виды защиты:
У токарно винторезного станка 1В62Г, благодаря своим конструктивным характеристикам, существует ряд блокировок и защитных кожухов, тем самым увеличивается степень защиты работы токаря и обслуживающего персонала
Защитные кожуха и блокировки на станке 1В62Г
- 1 и 13 — защитные кожуха ременных и зубчатых передач;
- 3 — замок электрошкафа, открываемый специальным ключом;
- 4 — лампа, загорающаяся при включении станка;
- 6 — ограждение патрона. Станок не будет работать, если кожух открыт;
- 7 — защитный экран со стеклом, предохраняющий от разлетающейся стружки и охлаждающей жидкости;
- 9 — защитный экран суппорта. Он защищает токаря от стружки и эмульсионной жидкости;
- 11 и 12 — защита ходового вала и ходового винта;
- 14 — механизм отключения перемещений вручную в момент работы подачи;
- 15 — устройство, защищающее кинематику фартука от перегрузки;
- 16 — кнопка стоп аварийного отключения главного двигателя.

Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.
9. Устройство токарного станка для точения древесины
Изготовление вручную цилиндрической детали хорошего
качества является сложной задачей. Гораздо быстрее и точнее можно
сделать такую деталь на токарном станке.
Токарные станки предназначены для изготовления (точения) деревянных
изделий, имеющих в поперечном сечении форму круга.
Токарные станки различных конструкций с ножным и ручным
приводом применяли еще в далекие времена (рис. 29). На
них вытачивали из древесины детали прялок, столов и стульев, посуду и
многие другие изделия.
В
России один только механик А. К. Нартов разработал и
изготовил около 40 конструкций
различных токарных станков. Один из них приведен на рис. 30.
На
современных промышленных предприятиях применяют токарные станки
различных конструкций и назначения, в том числе станки-автоматы и станки
с числовым программным управлением.
В
школьных мастерских применяют токарные станки моделей ТД-120 (рис. 31) и
СТД-120 М (рис. 32).
Станок
ТД-120 имеет станину с направляющими 1 (рис. 31). На направляющих
станины размещена передняя бабка 2, в которой установлен шпиндель 3,
соединенный клиноременной передачей 4 с электродвигателем 5. На
На
направляющих станины установлена каретка с подручником 6 и задняя бабка
7. Задняя бабка состоит из выдвижной втулки (пиноли), винтовой
передачи, маховика и центра задней бабки.
Шпиндель станка установлен в передней бабке на шарикоподшипниковых
опорах.
Включают и выключают станок кнопками 8 «пуск» и «стоп».
На
рис. 32 изображено устройство станка СТД-120М. На шпиндели станков
навинчивают патрон (рис. 33, а), планшайбу (рис. 33, б) или трезубец
(рис. 33, в), в которых крепят обрабатываемые заготовки. Патрон
применяют для крепления коротких и небольшого диаметра заготовок.
Заготовку крепят в патроне винтом (рис. 34, а).
Трезубец применяют для крепления длинных заготовок
с поджатием их центром задней бабки (рис. 34, б).
Поджатие осуществляют вращением маховика задней
бабки, который перемещает пиноль с
центром при помощи винтовой передачи.
Закрепленные в патроне и трезубце заготовки точат путем перемещения
стамески вдоль оси вращения заготовки. Такое точение называют
Такое точение называют
продольным.
Если
необходимо точить заготовку небольшой длины и большого диаметра,
например для изготовления тарелок, шкатулок, дисков, то ее крепят
шурупами к планшайбе (рис. 35, а). («Планшайба» в переводе с немецкого
означает «плоский диск».) Под шурупы вначале размечают, а затем
прокалывают шилом или просверливают глухие (несквозные) отверстия на
длину ввинчиваемой части шурупа.
Для разметки положения шурупов заготовку прикладывают к
планшайбе и через отверстия на ее обратной стороне
очерчивают места расположения шурупов (рис. 35, а).
Шурупы не должны входить в обрабатываемую часть
заготовки, для чего на заготовке очерчивают, а затем
стамеской надрезают линию глубины расположения шурупов (рис. 35, б).
Плоские заготовки на планшайбе обрабатывают перемещением
стамески перпендикулярно оси вращения заготовки.
Такое точение называют поперечным (торцовым,
лобовым),
так как заготовку обрабатывают с торца.
Детали
конической формы точат при одновременном перемещении стамески вдоль и
перпендикулярно оси вращения заготовки. Такое точение называют
продольно-поперечным.
Вращательное движение заготовки при точении называют
главным движением резания, так как без него вообще
невозможно точение. Поступательное движение стамески
называют вспомогательным движением, т. е.
движением
подачи.
Главное движение резания на кинематических
схемах обозначают
V,
вспомогательное —
Vs.
Вначале заготовку обтачивают на малой частоте
вращения (n
= 710 для ТД-120 и n = 770 для СТД-120М),
пока не уменьшится ее биение. При небольшой частоте вращения
шпинделя обрабатывают также заготовки большого диаметра.
Окончательно и начисто обработку заготовок проводят
на большой частоте вращения (n
= 1000 для ТД-120 и
n = 1450 для СТД-120М). Необходимую частоту
вращения шпинделя получают, устанавливая ремень ременной передачи на шкивы
различных диаметров.
На кинематической схеме токарного станка (рис. 31, б)
изображены электродвигатель «М», клиноременная передача,
ведущий шкив, насаженный на вал электродвигателя,
и
ведомый шкив, находящийся на шпинделе. Как видно
из схемы, шпиндель приводится во
вращение от электродвигателя через клиноременную передачу.
Винтовой механизм задней бабки, изображенный на
кинематической схеме, преобразует вращение ручки маховика
в поступательное движение центра задней бабки.
Правила безопасности
1. Не
включать станок без разрешения учителя.
2. Не
включать станок без огражденной ременной
передачи.
3. Не
опираться на части токарного станка.
4. Не
класть инструменты и другие предметы на станок.
5. О
всех неисправностях в станке и электропроводке
немедленно сообщать учителю.
Механический цех 2 Токарный станок — Настройки скорости и подачи
Механический цех 2 Токарный станок — Настройки скорости и подачи
Системы привода токарных станков с двигателем можно разделить на две группы: с редуктором и с ременным приводом. Токарный станок с зубчатой головкой использует ряд шестерен для передачи мощности от главного
Верх | |||||||||||||||||||||||||||||
 1 и 2).
1 и 2). 
 Токарный станок с регулируемой скоростью использует либо механизм для перемещения ремня по
Токарный станок с регулируемой скоростью использует либо механизм для перемещения ремня по С помощью настроек шестерни мы можем контролировать скорость подачи. токарный станок
С помощью настроек шестерни мы можем контролировать скорость подачи. токарный станок На быстром
На быстром 2000-2002 Фокс
Технический колледж долины / Wisc-Online.com. Все права защищены.
Станки с ЧПУ — токарные станки, фрезерные станки и др.
Каталоги фрезерных и токарных станков
Запросите копии наших каталогов фрезерных и токарных станков на 2022/23 г. сегодня, заполнив форму запроса внизу этой страницы.
сегодня, заполнив форму запроса внизу этой страницы.
Верните до 130% стоимости любого нового станка XYZ с помощью «Схемы супервычетов» правительства Великобритании.
Узнать больше
«Простое в использовании» сенсорное управление, идеально подходящее для прототипов и единичных экземпляров. Закажите одну из наших демонстраций для настольных ПК сегодня, это займет 30 минут и пройдет в подходящем для вас месте.
Забронировать
Каталоги для фрезерной и токарной обработки
Запросите копии наших каталогов для фрезерной и токарной обработки на 2022/23 год, заполнив форму запроса внизу этой страницы.
Пришло время действовать
Возвратите до 130 % стоимости любого нового станка XYZ с помощью «Схемы супервычетов» правительства Великобритании.
Узнать больше
ProtoTRAK®
Простое в использовании сенсорное управление, идеально подходящее для прототипов и единичных экземпляров. Закажите демонстрацию рабочего стола сегодня — это займет 30 минут и пройдет у вас дома.
Посмотреть
Прокрутите вниз, чтобы увидеть больше
Загляните внутрь, посмотрите видео о нашем заводе XYZ Devon HQ
Посмотреть тур
Наша схема супер-вычетов, где вы можете купить новые и сэкономить!
Узнать больше
Станки XYZ производятся в соответствии с высочайшими стандартами, и у нас работает более 80 сотрудников, которые стремятся обеспечить лучший уровень обслуживания. Узнайте больше о нашем ассортименте станков с ЧПУ ниже. Используйте форму под каждой страницей, чтобы задать вопрос, или просто свяжитесь с нашей командой по электронной почте [email protected] или по телефону 01823 674200.
Используйте форму под каждой страницей, чтобы задать вопрос, или просто свяжитесь с нашей командой по электронной почте [email protected] или по телефону 01823 674200.
Сила ProtoTRAK ®
Самое простое в использовании ЧПУ.
Система управления ProtoTRAK® была разработана с нуля, чтобы быть « простой в использовании » системой управления для станков с ЧПУ.
Текущая линейка средств управления ProtoTRAK для фрезерных или токарных станков — это просто лучшее технологическое решение для мелкосерийного производства и производства прототипов, доступное на сегодняшний день.
Программа за минуты или программа в автономном режиме, в G-коде, с полной поддержкой файлов CAD, DXF и Parasolid.
Закажите настольную демонстрацию
Все поддерживается службой качества
Компания XYZ всегда делает все возможное, чтобы ваш ручной станок или станок с ЧПУ был доставлен вовремя и туда, где вам это нужно. Мы понимаем важность оценки требований к доставке и размещению, чтобы обеспечить бесперебойную работу на каждом этапе.
Мы понимаем важность оценки требований к доставке и размещению, чтобы обеспечить бесперебойную работу на каждом этапе.
Чтобы помочь вам или вашим сотрудникам получить максимальную отдачу от покупки станка, XYZ Machine Tools предлагает учебные курсы, которые не только дают необходимые знания, но и подчеркивают преимущества нашего ассортимента продукции.
Компания XYZ считает, что покупка станка — это лишь часть более полного обслуживания. Мы предлагаем комплексную структуру поддержки, чтобы вы могли максимально эффективно использовать свой станок. вам нужно, когда они вам нужны.
Наша бесплатная служба поддержки по программированию поможет вам с любыми вопросами по программированию, чтобы убедиться, что вы понимаете, как получить максимальную отдачу от вашего станка с ЧПУ.
Мы будем рады посетить вас на вашем рабочем месте, чтобы продемонстрировать вам систему управления ProtoTRAK.
XYZ Machine Tools Великобритания
Главный завод
и администрация
Заводской выставочный зал/магазины площадью 98 000 кв. футов.
футов.
Бизнес-парк Вудлендс,
Бурлескомб, Тивертон, Девон. EX16 7LL
Демонстрационный зал Midlands
и сервисный центр
9выставочный зал площадью 000 кв.м.
5/6 Tungsten Court, Hemdale Business Park,
Nuneaton. CV11 6GZ
Sheffield
Выставочный зал Ceratizit
Выставочный зал площадью 3000 кв. футов.
Unit 15, Evolution, Morse Way,
Advanced Manufacturing Park, Rotherham. S60 5BJ
Выставочный зал Slough
и сервисный центр
Выставочный зал площадью 3000 кв. футов.
944 Yeovil Road, Slough Trading Estate,
Slough, SL1 4NH
Выставочный зал Хаддерсфилда
и сервисный центр
Выставочный зал площадью 5000 кв. футов.
Innovation 25, Unit 7 Bradley Business Park, Dyson Wood Way,
Huddersfield. HD2 1GN
HD2 1GN
Ливингстон
Выставочный зал
Выставочный зал площадью 3000 кв. футов.
Unit 7, Nasmyth Court, Houstoun Industrial Estate, Livingston, EH54 5EG
Чтобы договориться о посещении любого из наших выставочных залов в Великобритании, свяжитесь с нами по телефону 01823 674200.
Запрос каталога
Пожалуйста, используйте форму ниже, чтобы запросить печатную копию нашего каталога.
- Имя*
Первый
Последний
- Название компании*
- Электронная почта*
- Телефон
- Адрес
Street AddressAddress Line 2Town/CityCounty
- Почтовый индекс*
- Согласие
Я хотел бы получать обновления и специальные предложения от XYZ Machine Tools.

- CAPTCHA
Отправляя эту форму, вы соглашаетесь с Условиями предоставления услуг, изложенными в нашей Политике конфиденциальности.
- Имя
Это поле предназначено для проверки и должно быть оставлено без изменений.
Если у вас есть какие-либо вопросы относительно нашего ассортимента станков с ЧПУ, звоните по телефону 01823 674200.
план токарного станка | Размышления столяра
ГЛАВА 1
Ну вот в чем вопрос? Зачем кому-то в возрасте шестидесяти трех лет и, предположительно, в здравом уме, строить токарный станок с рессорами и на самом деле использовать его, чтобы что-то точить? Что ж, есть несколько очевидных ответов:
1. Если ядерная катастрофа, чрезвычайные гражданские беспорядки или прибытие космических захватчиков нарушат подачу электроэнергии, я все равно смогу работать на токарном станке;
2. Я мог выполнять достаточное количество анаэробных упражнений с низким воздействием во время поворота;
3. Я мог продемонстрировать, как раньше делали токарные работы;
Я мог продемонстрировать, как раньше делали токарные работы;
4. Я мог воспроизвести мебель и архитектурные элементы 16, 17, 18 и 19 веков с полной достоверностью.
Колодец номер 4 был решающим фактором. Но другие, безусловно, участвовали в процессе принятия решений, и не дайте себя обмануть, думая, что я просто повеселился с вами над номером 1… эй, вы просто никогда не знаете.
Итак, я начал исчерпывающий поиск всей информации о токарных станках с рессорами в Интернете. Удивительно, но информации много.
Во-первых, что такое токарный станок для рессор ? Ну, это токарный станок с возвратно-поступательным движением , что означает, что есть рабочий ход или ход вниз и обратный ход. Мощность для режущего хода обеспечивается токарем, нажимающим педаль. Мощность для обратного хода исходит от «пружины», на которую подается питание во время рабочего хода. Линия используется для соединения педали и пружинного полюса. Прямо между педалью и пружинным шестом находится заготовка с провисшей леской, обернутой вокруг, ожидающей, так сказать, обрезки по размеру.
Токарные станки Springpole бывают самых разных размеров, форм и конфигураций. Просто загуглите любое из слов, выделенных в тексте, и вы поймете, что я имею в виду. Но интересно, что фактическая используемая технология определенно предшествует письменной истории. А токарные станки с пружинными полюсами стали использоваться в коммерческих целях гораздо позже, чем вы думаете. Bodgers (производители деталей для стульев) отвезли их на лесные участки в Англии, где они выточили детали и оставили шорты и щепки на лесной подстилке задолго до Второй мировой войны.
Исторические реконструкторы, реставраторы и любители старинных ремесел возрождают интерес к этому простейшему инструменту для деревообработки. И важно отметить, что некоторые из самых изысканных и технически сложных токарных станков, когда-либо сделанных, были произведены до открытия электричества на токарных станках с пружинным полюсом (обратным), непрерывным (педаль и маховик) или большим колесом (точенным вашим учеником). Некоторые из этих токарных работ никогда не повторялись на современных токарных станках.
Некоторые из этих токарных работ никогда не повторялись на современных токарных станках.
Некоторые заслуживающие внимания современные токари с пружинными опорами — Питер Фоллансби, Дон Вебер, Рой Андерхилл, Дрю Лангснер и Робин Вуд. Гораздо больше информации о токарных станках с рессорами можно найти в Ассоциации токарных станков с рессорами. А чтобы узнать больше об истории искусства и ремесла токарной обработки дерева, обязательно посетите Worshipful Company of Turners of London.
ГЛАВА 2
Глава 2 посвящена тому, какой тип токарного станка с рессорами я хотел построить? Поэтому я приступил к созданию некоторых параметров для моего процесса принятия решений. Во-первых, это был токарный станок, который я хотел использовать в магазине. Я не представлял себе, как блуждаю по лесу с этой штукой, привязанной к моей спине. Во-вторых, я хотел иметь возможность поворачиваться на 48 дюймов между центрами, так как я предполагал сделать несколько формальных стульев со спинками перил. В-третьих, мне нужно было достаточно свинга, чтобы я мог крутить тарелки (после того, как Робин Вуд крутил тарелки у него дома в Англии).
В-третьих, мне нужно было достаточно свинга, чтобы я мог крутить тарелки (после того, как Робин Вуд крутил тарелки у него дома в Англии).
В конце концов, я остановился на дизайне, который Рой Андерхилл использовал в течение нескольких лет, с некоторыми изменениями, конечно. Токарный станок представляет собой конструкцию с двойным пружинным полюсом. Это просто означает, что первичный и вторичный рессоры соединены друг с другом с помощью уздечного устройства. Эта конструкция предлагает бесступенчатую регулировку крутящего момента и сопротивления. Пружинный стержень соединен с верхней траверсой через шатун (1/4″ стержень из горячекатаной стали). Линия соединяет траверсу с педалью.
Токарный станок Роя показался мне маловат. Поэтому я приступил к сборке большого и тяжелого агрегата. Кроме того, показалось, что рабочая высота была довольно низкой. Поэтому я разработал токарный станок с 20-дюймовым поворотом, 52-дюймовой шириной центра и 44-дюймовой рабочей высотой (при 6 футах 3 дюйма и плохой задней части мне нужна высота). Пути и носилки были значительно усилены, чтобы создать очень устойчивую платформу. Наконец, я обнаружил, что я просто не такой гибкий, как Рой, и решил построить полную педаль, которая позволила бы мне использовать любую ногу в любом положении заготовки для привода токарного станка. Это принесло огромные дивиденды, хотя и заставило меня изменить конструкцию основной пружины. Первоначальная рессора до добавления постоянной педали была из желтой сосны диаметром 1 дюйм. Но после размещения педали нужно было перейти на что-то более жесткое и прочное. Вариант 1 заключался в увеличении диаметра пружины, что было бы достаточно просто. Но я решил сделать ламинированный пружинный шест, просто склеив два куска гикори вместе, а затем скруглив их на своей бритвенной лошадке.
Пути и носилки были значительно усилены, чтобы создать очень устойчивую платформу. Наконец, я обнаружил, что я просто не такой гибкий, как Рой, и решил построить полную педаль, которая позволила бы мне использовать любую ногу в любом положении заготовки для привода токарного станка. Это принесло огромные дивиденды, хотя и заставило меня изменить конструкцию основной пружины. Первоначальная рессора до добавления постоянной педали была из желтой сосны диаметром 1 дюйм. Но после размещения педали нужно было перейти на что-то более жесткое и прочное. Вариант 1 заключался в увеличении диаметра пружины, что было бы достаточно просто. Но я решил сделать ламинированный пружинный шест, просто склеив два куска гикори вместе, а затем скруглив их на своей бритвенной лошадке.
МАТЕРИАЛ КОНСТРУКЦИИ
Для рамы токарного станка я выбрал желтую сосну. Мои северные друзья могут сказать, с какой стати вы выбрали сосну, она такая мягкая. Ну, друзья мои, желтая сосна не мягкая, ни как, ни как. Желтая сосна была самым популярным пиломатериалом для каркаса в восточной половине США на протяжении поколений до появления пневматического гвоздезабивателя. Желтая сосна склонна к расщеплению, если мастер не примет меры предосторожности, чтобы прибитый крепеж не действовал как клин, происходит расщепление. Стоит только представить увлеченного молодого плотника, забивающего гвоздь за гвоздем за гвоздем в YP 2×4, и становится понятно, почему красивая, крепкая, устойчивая желтая сосна была заменена «белым деревом». В любом случае, YP был доступен, он был экономически выгодным, прочным и, черт возьми… это то, из чего Рой построил свой токарный станок — достаточно сказано. Траверса — белый дуб (лом), педаль — ясень, YP и, части подручники из вишни, а рессоры, как я упоминал ранее, из орехового дерева.
Желтая сосна была самым популярным пиломатериалом для каркаса в восточной половине США на протяжении поколений до появления пневматического гвоздезабивателя. Желтая сосна склонна к расщеплению, если мастер не примет меры предосторожности, чтобы прибитый крепеж не действовал как клин, происходит расщепление. Стоит только представить увлеченного молодого плотника, забивающего гвоздь за гвоздем за гвоздем в YP 2×4, и становится понятно, почему красивая, крепкая, устойчивая желтая сосна была заменена «белым деревом». В любом случае, YP был доступен, он был экономически выгодным, прочным и, черт возьми… это то, из чего Рой построил свой токарный станок — достаточно сказано. Траверса — белый дуб (лом), педаль — ясень, YP и, части подручники из вишни, а рессоры, как я упоминал ранее, из орехового дерева.
Крутящий момент и последующая потребность в энергии для работы токарного станка бесступенчато регулируются благодаря переменному соединению между полюсом рессоры и траверсой, регулировке стропы между полюсами рессоры и выдвижному рычагу педали, что позволяет увеличить ход вращения.
Еще одним соображением была подставка для инструментов. Из-за моего роста я склонен много работать «сверх центра». Поэтому мне нужна была подставка для инструментов, которая позволяла бы выполнять некоторую вертикальную регулировку. Кроме того, я хотел иметь возможность определять остальные по отношению к путям. То, что я придумал, было, по сути, деревянным банджо. Подручник имеет стальную полосу износа. В целом, банджо и подставка работают отлично, и я получил множество комплиментов, заявив, что остальное выглядит вылепленным. Симпатичная? может быть… но это работает и работает хорошо.
Центры были просто сделаны из болтов с квадратным подголовком 1/2 x 3 1/2″, отшлифованных до конического конца. Приварные гайки и гайки с ручкой использовались для поддержки и плотного зажима центров. Оба доступны от McMaster.
Когда все сказано и сделано, все дело в том, ножки вместо стула. Но для тех из вас, кто уже является опытным токарем, изготовление четырех копий чего-либо на токарном станке с рессорой станет проверкой вашего мастерства. Но не заблуждайтесь, вы будете лучше справляться со своими невзгодами.
Но не заблуждайтесь, вы будете лучше справляться со своими невзгодами.
Если у вас есть еще вопросы о том, почему кто-то захочет построить и использовать токарный станок с пружинной опорой, просто посмотрите на фотографию этого парня в начале этого поста. Есть вопрос, почему ФУТБОЛ (футбол) самый популярный вид спорта в Европе? Вы только посмотрите на икры этого парня. Но тогда… взгляните на это лицо — счастливый ли это мастер?
Нравится:
Нравится Загрузка…
Категории: Токарный станок с рессорами
Теги: Ножной привод, токарная обработка сырого дерева, план токарного станка, токарный станок с опорой, токарный станок с возвратно-поступательным движением, токарный станок с пружинным стержнем, токарный станок с педалью
Цикл повторения шаблона G73 — Учебное пособие по коду G с ЧПУ
При использовании циклов черновой обработки на токарном станке с ЧПУ у нас есть несколько вариантов. Стандартный цикл G71 выполняет черновую обработку профиля с использованием линейных перемещений по оси Z. Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Инструмент будет резать по форме профиля, который мы определили с помощью подпрограммы при использовании G-кода G73.
При использовании на заготовке некоторые траектории инструмента будут резать на свежем воздухе. Вот почему он обычно используется, когда у нас уже есть профиль предварительно вырезанной или отлитой детали.
Инструмент будет вырезать форму профиля детали на каждом проходе, индексируя как X, так и Z на величину, которую мы добавляем к первой строке G73 после каждого прохода, пока не будет достигнут окончательный размер.
Блок цикла G73 должен выглядеть так, как показано в этом примере.
Каждая часть разбита и объяснена ниже.
G73 U(1) W(1) R;
G73 P Q U(2) W(2) F;
G73 — ПОВТОРЯЮЩИЙСЯ ЦИКЛ ШАБЛОНА
U(1) — ГЛУБИНА РЕЗАНИЯ ПО ОСИ X
W(1) — ГЛУБИНА РЕЗАНИЯ ПО ОСИ Z
R — КОЛИЧЕСТВО ЧЕРНОВЫХ ПРОХОДОВ
P — ПЕРВАЯ СТРОКА ПОДПРОГРАММЫ
Q — ПОСЛЕДНЯЯ СТРОКА ПОДПРОГРАММЫ
U(2) — ОСТАЛОСЬ КОЛИЧЕСТВО ДЛЯ ЧИСТОЙ ОБРАБОТКИ В X
W — ОСТАЛОСЬ КОЛИЧЕСТВО ДЛЯ ОБРАБОТКИ В Z
F — СКОРОСТЬ ПОДАЧИ
G73 сообщает машине, что мы хотим использовать цикл шаблона
Первое слово «U» определяет глубину резания каждого чернового прохода по оси X. «W» — это количество, которое мы хотим вырезать по оси Z. R — это необходимое количество проходов.
«W» — это количество, которое мы хотим вырезать по оси Z. R — это необходимое количество проходов.
Слова «P» и «Q» сообщают системе управления расположение подпрограммы профиля, который мы используем. Эти значения могут быть
любое значение, если оно соответствует N числам подпрограммы.
Это будет выглядеть как код ниже.
Н150;
ПОДПРОГРАММА ПРОФИЛЯ;
Н250;
В этом примере «P» будет P150, а «Q» будет Q250, поэтому они соответствуют числам «N».
«U» во второй строке G73 — это количество материала, которое мы хотим оставить для чистового прохода по оси X, а «W» — чистовой припуск по оси Z.
‘F’ — это команда, которую мы используем для указания скорости подачи
G73 U1.0 W1.0 R3;
G73 P150 Q250 U0.2 W.05 F0.25;
N150 G00 X22.0;
G01 G42 Z0.0 F0.2;
Х23,0 Z-0,5;
З-23.0;
Х44.0 З-34.0;
З-70.0, Р5.0;
Х70,0;
N250 G40 X80.0 Z6.0 F250;
G73 U1.0 W1.0 R3
Первая строка указывает станку делать пропилы по оси X (U) на 1,0 мм и удалять 1,0 мм по оси Z при каждом проходе. R определяет количество проходов, которые мы хотим сделать.
R определяет количество проходов, которые мы хотим сделать.
G73 P150 Q250 U0.2 W.05 F0.25;
Значение «P» должно соответствовать номеру N в начале подпрограммы (N150), которую мы хотим вырезать, а «Q» соответствует номеру N (N250) в конце нашей подпрограммы.
U0.2 — наш припуск на чистовую обработку по оси X, а W0.05 — наш припуск на чистовую обработку по оси Z. Он определяет, сколько материала мы оставляем для нашего чистового инструмента, чтобы удалить его в последующей операции.
F определяет скорость подачи. F0.2 будет подавать со скоростью 0,2 мм за оборот шпинделя/детали.
N150 G00 X22,0;
‘N’ показывает нашу первую строку подпрограммы, G00 — наш G-код быстрого перемещения, а значение X перемещает инструмент в начало профиля.
G01 G42 Z0.0 F0.2;
G01 — это наш G-код движения линейной подачи, G42 включает компенсацию радиуса вершины инструмента, Z перемещает инструмент в
передняя часть детали (мы предполагаем, что базовая или нулевая точка находится на передней грани задания) и
наконец, мы даем скорость подачи 0,2 мм за оборот. Скорость подачи здесь будет игнорироваться нашим циклом G73, но она будет использоваться для цикла чистовой обработки, для которого мы использовали бы ту же самую подпрограмму.
Скорость подачи здесь будет игнорироваться нашим циклом G73, но она будет использоваться для цикла чистовой обработки, для которого мы использовали бы ту же самую подпрограмму.
Х23,0 З-0,5;
З-23.0;
Х44.0 З-34.0;
З-70.0 ,Р5.0;
Х70,0;
Это наша подпрограмма, она соответствует профилю детали.
N250 G40 X80.0 Z6.0 F250;
Этот блок кода завершается определением числа «N», затем G40 отключает компенсацию на режущий инструмент. Перемещения по осям X и Z перемещают наш инструмент от детали с высокой скоростью подачи.
У нас есть три основных цикла черновой обработки, которые мы можем использовать на токарном станке с ЧПУ.
Цикл черновой обработки G71 является нашим основным, он запускается при удалении материала из стержня. Он выполняет резку вдоль оси Z по прямой линии для формирования профиля пошагово. По завершении он будет следовать контуру детали, чтобы очистить шаги, производимые циклом. Подробнее об этом цикле можно прочитать здесь.
Цикл G72 представляет собой операцию торцевания, которая действует аналогично G71, но удаляет материал линейным образом по оси X. Это прямолинейный цикл черновой обработки, который формирует профиль поэтапно, как это делает G71.
Цикл повторения шаблона G73 перемещает инструмент по форме профиля при резании. Идеально, если у нас уже есть профиль, из которого необходимо удалить материал, прежде чем мы закончим чистовую последовательность G70.
8 лучших токарных станков по дереву для начинающих в 2022 году: отличное соотношение цены и качества
Последнее обновление: NichedDigital, 11 февраля 2022 г.
По всей стране существует большое сообщество начинающих токарных станков, и, независимо от опыта, мы все разделяем общие принципы. Я также изо всех сил пытался выбрать открывающийся токарный станок по дереву, который может расти вместе со мной в моем путешествии по токарной обработке дерева.
Как только я перерос свои навыки, я почувствовал, что мне нужно модернизировать его с помощью более мощного мотора с половинной мощностью.
Таким образом, если вы придерживаетесь того же мнения и думаете о том, чтобы начать токарное дело, вам необходим токарный станок по дереву с достаточными показателями мощности, веса и хорошей грузоподъемностью. Что-то в рамках бюджета и с большой стоимостью перепродажи.
Но, поскольку на рынке их множество, может быть сложно найти желаемый вариант, который дает вам наилучшее соотношение цены и качества с максимально возможным крутящим моментом и долговечностью.
Поскольку вам нужно планировать бюджет с учетом основных инструментов для токарной обработки дерева, небольшое исследование может сэкономить вам немного денег на столе.
И чтобы решить эту дилемму, я составил этот компактный список лучших токарных станков по дереву для начинающих , чтобы вы могли легко начать свой бизнес по токарной обработке дерева, не тратя деньги на низкокачественное оборудование.
Я расскажу о восьми таких токарных станках по дереву в трех разных размерных категориях, включая три альтернативных варианта. Вы, должно быть, видели эти маленькие электростанции, используемые наставниками в клубах (кроме мини Вэнь).
Вы, должно быть, видели эти маленькие электростанции, используемые наставниками в клубах (кроме мини Вэнь).
Начнем с быстрых топ-5 чартов, а потом поговорим об альтернативных вариантах.
Интересная тема: Я опросил почти 400 настоящих токарей по дереву для моего следующего токарного станка.
Отказ от ответственности: как партнер Amazon я могу получать небольшой процент от соответствующих покупок. Это означает отсутствие дополнительных затрат для вас.
Table of Contents
Recommended Starter Wood Lathes at a Glance
Laguna Revo 1836
Delta Midi 46-460
Jet JWL 1221vs Midi Highly Recommended
Rockler Mini 1018
Wen Mini 3421
Motor
3.2 Amp
Swing
18″ x 36″
12.5″ x 16.5″
12″ x 20.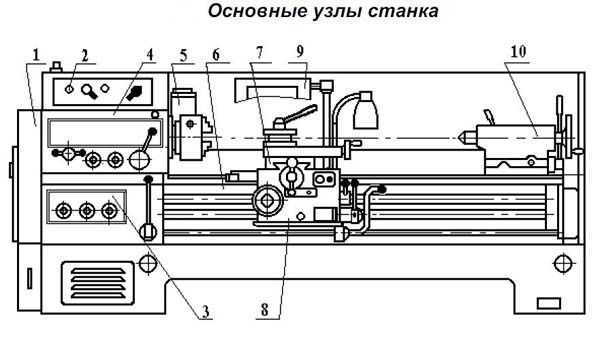 5″
5″
10″ x 18″
8″ x 12″
Variable Speed
Electronic variable
Weight
441 lbs
97 lbs
121 lbs
83 lbs
44.7 lbs
Warranty
2 years
5 Years
5 Year
Contact seller
2 years
Customer’s Rating
Проверить последнюю цену
Проверить последнюю цену
Проверить последнюю цену
Проверить последнюю цену
Проверить последнюю цену
Laguna Revo 1836
Swing
18 ″ x 36 ″
Переменная скорость
Вес
441 фунтов
Гарантия
2 года
Рейтинг клиента
.
Переменная скорость
Электронная переменная
Вес
97 фунтов
Гарантия
5 лет
Клиентский рейтинг
Проверка последней цены
JET JET 1221V.0013
Swing
12″ x 20. 5″
5″
Variable Speed
Weight
121 lbs
Warranty
5 Year
Customer’s Rating
Check Latest Price
Rockler Mini 1018
Swing
10″ x 18″
Переменная скорость
Вес
83 фунта
Гарантия
Связаться с продавцом
Рейтинг покупателя
Проверить последнюю цену
2 Wen Mini
Motor
3.2 Amp
Swing
8″ x 12″
Variable Speed
Weight
44.7 lbs
Warranty
2 years
Customer’s Rating
Check Latest Price
Last update on 2022 -08-25 / Изображения из Amazon Product Advertising API
Краткие обзоры 5 токарных станков по дереву для начинающих
Давайте начнем с токарных станков по дереву, которые веками завоевывают рынок благодаря своим качествам и прочности.Поэтому тысячи токарей дали им доверие к сохранению превосходного качества токарных станков на сегодняшний день. 0013
0013
Теперь без дальнейших вступлений, давайте перепрыгнем, чтобы увидеть возможный лучший токарный станок по дереву для начинающих.
1. Обзор Laguna Revo 1836: высокая мощность
- 18-дюймовый поворот и 36-дюймовое расстояние между центрами
- Двигатель: асинхронный, 1725 об/мин, 2 л. -Phase Output
- Об/мин: Высокий: 135-3500 Низкий: 50-1300
- Конус шпинделя: #2MT
- Резьба шпинделя: 1¼” X 8 TPI RH
- Индекс шпинделя #: 14/36/48 с замком
- Макс. Внешний поворот: 32″
- Поворот над банджо: 13½”
- Перо задней бабки: 4½”, с гравировкой, самовыдвигающееся
- Транспортировочный вес: 570 фунтов
- Гарантия: 2 года
Проверить цену на Amazon who
Если вы читали мой опрос, то должны были заметить, что около 46,67% токарных станков используют для своих проектов стандартный полноразмерный токарный станок. И очень многие из них были новичками.
Это говорит нам о том, что если вы не ограничены в бюджете и рабочем пространстве, то выбор полноразмерного токарного станка с большим пространством для качелей всегда будет самым разумным шагом.
Это потому, что вы очень скоро перерастете свои навыки и все равно захотите перейти на полноразмерный токарный станок по дереву.
Кроме того, на большом станке можно выточить мелкие детали, но нельзя выточить большую заготовку на маленьком станке по дереву.
Стоит цена?
В отличие от большого тяжелого Powermatic 3520C с 20-дюймовым поворотным механизмом, бюджет Laguna Revo 1836 очень значителен, поскольку это полноразмерный 18-дюймовый токарный станок по дереву, если сравнить цену с блоками Powermatic 3520B, большая разница с аналогичным двигателем мощностью 2 л.с. для каждого (хотя Powermatic выглядит мощнее).
Но должен сказать, что это адский токарный станок.
Разница между 100 вольт и 220 вольт всего 100 баксов.
Почему стоит выбрать Laguna 18/36
Возникает вопрос, а почему бы и нет? Этот крепкий зверь весом 450 фунтов относится к американскому классу и полностью производится в Калифорнии. Надежный, мощный станок, похожий на старый токарный станок со стальной станиной Delta 16-42, но с другой конструкцией передней бабки.
Этому зверю требуется всего 50 об/мин, чтобы взлететь после того, как вы его запустите. Таким образом, это означает более безопасный поворот и большую гибкость при работе с неравномерными и несбалансированными большими кусками.
Laguna на голову выше любого тяжеловеса Jet или Nova. Кроме обычных токарей, Jet всегда лучше для начинающих — своего рода классный токарный станок. В результате мы видим, что многие люди начинают с Jet из-за его удобства и цены. Именно поэтому я включил в список 1440VSK и 1221VS.
Однако, если вы думаете о серьезной работе и вместо этого начинаете свое путешествие с серьезной профессиональной машиной, упакуйте Laguna для себя.
18-дюймовый внутренний поворотный узел с дополнительными 32-дюймовым внешним приводом привлекает внимание любого профессионального токарного станка в этой ценовой категории. Так что это класс во всех смыслах.
Теперь у меня есть такой? Нет. Сейчас у меня три станка, в том числе металлический. Кроме того, мне больше нравится Powermatic 3520C (см. на Amazon), так как я думаю, что он стоит дополнительных денег. Я бы хотел, чтобы у них тоже был взгляд на черную пантеру.
Кроме того, мне больше нравится Powermatic 3520C (см. на Amazon), так как я думаю, что он стоит дополнительных денег. Я бы хотел, чтобы у них тоже был взгляд на черную пантеру.
Но, поскольку многим новичкам может быть неудобно платить еще тысячу долларов за почти те же характеристики и мощность двигателя, Laguna Revo 1836 будет лучшим выбором в целом. Сэкономьте лишние деньги на некоторые удобные аксессуары позже.
Опасения
Честно говоря, я нигде не видел ни одного законного отрицательного отзыва. Все, кажется, очень довольны этим устройством. Вы также можете провести собственное исследование.
Я даже видел, как многие токари жаловались на Powermatic с банджо и подручником, которые они каким-то образом хотели заменить. Но, кажется, никто не беспокоится об этой машине Laguna Revo 1836. Все идет нормально.
Единственная проблема заключается в том, что вам, возможно, придется работать как троян, чтобы сдвинуть их со своего места, когда это необходимо. Эти станки чертовски тяжеловесны. Итак, спланируйте свое рабочее пространство с умом, прежде чем его доставят к вашей двери. Это относится к любому полноразмерному токарному станку, который у вас есть.
Эти станки чертовски тяжеловесны. Итак, спланируйте свое рабочее пространство с умом, прежде чем его доставят к вашей двери. Это относится к любому полноразмерному токарному станку, который у вас есть.
2. Обзор Jet JWL-1221VS: лучший миди-токарный станок для начинающих : MT2 Проверьте сегодняшнюю цену на Amazon Если вы не хотите сразу тратить нагрузку и иметь ограниченное рабочее пространство, но при этом хотите иметь все качества и надежность, как у полноразмерного токарного станка. Настольные токарные станки Midi призваны сыграть эту роль. По сравнению со всеми остальными токарными станками, Jet JWL 1221VS имеет почти все, что нужно даже профессиональному токарю. Более того, с разницей всего в 2 дюйма в качании, это половина цены 1440VSK (см. Честно говоря, Delta 46-460 мог бы легко победить этого легкого монстра, если бы это было несколько лет назад. Поскольку все функции работают активно, как и у 1220VS (старый), Delta дала некоторые дополнительные функции, такие как переменная скорость и опция реверса, в минимальном ценовом диапазоне. Но так как Jet почувствовала, что они проигрывают, они сразу же придумали новый сложение 1221VS – Они стали лучше работать с большим куском чаши. Немного дороже, чем версия Delta, но стоит каждой копейки. У них даже есть модернизированная версия- 1221СП (шаговый шкив). Так что вы можете пойти любым путем, и это того стоит. Я получил свой 1221vs в отличном состоянии еще в 2015 году. Ничего не болталось и не ломалось, никаких проблем с переключением, даже пенополистирол был свежим. У меня есть скамейка запасных, так что я не просил дополнительную ногу, все еще прочную, как скала. Но если возникнет необходимость заменить его, если вы видите что-то сломанное или заметное повреждение, вы можете вернуть его немедленно. У них также есть хорошая политика возврата. Это фантастическая машина для токарных станков, которые любят изготавливать детали от малых до средних размеров. Вы можете повернуть все, что меньше 12 дюймов в диаметре. Что угодно, от чаши до различных поделок, этот токарный станок отлично послужит вам, прежде чем вы, наконец, перейдете к чему-то еще более значительному. Вы также можете проверить мой путеводитель с 9 прочными токарными станками по дереву миди, чтобы купить в пределах ценового диапазона. 3. Excelsior 5 Speed Mini Tarte: Лучший стартер мини -деревянный турнир , Проверьте сегодняшнюю цену на Amazon утиные или гусиные крики, пробки для бутылок и тому подобное, тогда вам может понадобиться мини-токарный станок по дереву. Теперь вы можете сделать это с помощью полноразмерного токарного станка по дереву, но основное отличие здесь будет в цене, мощности двигателя и размере станка. Но есть токарные мини-станки по дереву, такие как этот мощный Rockler, для выполнения небольших проектов. Позже вы сможете купить токарный станок своей мечты после того, как точно выполните что-то и станете более мотивированным. Что-то под 300 долларов уже компрометирует бюджет, но будет ли компрометировать свой класс по цене? Как он работает в своем надлежащем состоянии. Это моя забота. При условии, что доставка прошла успешно и все детали находятся в хорошем состоянии, я могу поспорить, что вы будете в восторге от токарного мини-станка Excelsior от Rockler, если только вы не будете монтировать на нем твердые породы дерева. Отлично подходит для всего, что меньше диаметра. И намного лучше, чем мини Вэнь. Токарные станки довольны качеством, которое производят токарные станки Rockler, даже с мини-токарными станками. Я хочу сказать, что профессионал всегда избегает этих так называемых «мини-станков» и вместо этого играет с большими птицами. Но когда они это делают, они могут быть очень разборчивыми и не будут принимать все как должное. Вы когда-нибудь видели наставников нашего клуба, радостно кружащихся с Вэнь Мини? Не совсем. Они хороши для начинающих, но не велики. Компания Rockler всегда крута и сокрушала ее на этом мини-токарном станке Excelsior. Они обгоняют своего соперника в этой категории с самого начала. Самое приятное то, что этот токарный станок мощностью ½ HP поставляется с зубчатым венцом/центром привода MT2, в то время как большинство мини-станков поставляются с MT1. Таким образом, вы можете использовать практически любые аксессуары для MT2. Вы можете увеличить станину до 38-1/2 дюйма для работы со шпинделем с пятью различными скоростями от 760 до 3200 об/мин. Престижность этому замечательному маленькому токарному станку. Он у меня все еще есть, и я не собираюсь от него избавляться, даже если в конечном итоге куплю гиганта Powermatic. Прошло 3 года с тех пор, как я пользуюсь этим токарным станком, и он работает очень хорошо. Границы одинаковы для любых мини токарных станков. Не заходите слишком далеко. Это правило. Хотя, если честно, мне было трудно выровнять удлинитель кровати. Я бы хотел, чтобы у него было четыре отверстия для болтов вместо двух. Теперь вам нужно позаботиться об этом. Всегда согласовывайте способы сделать это прямо перед поворотом. Но после установки вы счастливый токарь. Многих не устраивает система смены ремней, но я надеюсь, что вы скоро к ней привыкнете. Не такое уж большое дело, чтобы говорить о нем. Хорошо, теперь давайте перейдем к бренду, который предлагает самый дешевый токарный станок по дереву, который также идеально подходит для начинающих. 4. Nova 71118 Comet II DR: лучшее около 500 долларов Проверьте сегодняшнюю цену на Amazon имеет бюджет 500 долларов только на сам токарный станок без каких-либо насадок. Я не буду говорить о других принадлежностях, таких как токарные патроны, долота и стамески. Вы можете проверить мои обзоры токарных патронов по дереву после того, как закончите это. Абсолютно достоин лучшего в категории около 500 долларов. По мере моего исследования, Nova Comet II , Rikon 70-100 , Jet JWL 1015 и Delta Midi 46-460 , все четыре из них были совместимы друг с другом. Но мы хотим что-то, что не превышает цену, обеспечивая наилучшую отделку. Итак, у вас есть причина предпочесть это устройство им. Он превосходит Delta по цене. Здесь Дельта пересекла ценовую линию. Но если вас не беспокоят лишние 100 баксов, я настоятельно рекомендую вам выбрать Delta 46-460 мощностью 1 л.с. Высокая мощность двигателя, больше возможностей для поворота. Итак, ваш звонок. Что касается остальных, Нова превосходит их всех по мощности мотора. У Rikon и Jet моторы мощностью ½ л.с., а у Nova — ¾ л.с., что дает вам больше преимуществ. Nova также побеждает в гонке за самую низкую скорость вращения 250 об/мин, что является преимуществом при переворачивании чаш. Он не только лучше подходит для черновой обработки заготовок, но и является отличным вариантом для механической шлифовки на токарном станке. Jet и Rikon получили 500 и 430 оборотов в минуту как минимальную скорость. Кроме того, вы не можете двигаться задним ходом с юнитами Jet и Rikon. Говоря о переменной скорости, они все есть, но вам не нужно менять ремень вручную, поскольку Nova оснащена электронным двигателем постоянного тока VS. Подойдет для ленивых токарей вроде меня. Все они изготовлены из чугуна и весят около 80 фунтов, поэтому их прочность поддерживается в хорошем состоянии. Немного сложнее с гарантийной политикой Nova, так как они разделили ее на две службы. 1 год на двигатель и контроллер и 2 года на детали и принадлежности. Итак, ответ подробно описан здесь. Теперь звонок за вами. Насколько я понимаю, исходя из моего опыта, это отличный миди-станок за 500 долларов с мощным двигателем постоянного тока, чтобы вы могли начать свое путешествие. 5. Обзор WEN 3421 с регулируемой скоростью: лучший выбор для малобюджетных моделей Узнать сегодняшнюю цену на Amazon хотите что-то более дешевое, например супердешевое, чтобы кто-то выиграл все, но ничего не потерял. Если вам нужна переменная скорость, но у вас нет бюджета в 400 или 500 долларов на Jet или Delta midi, у Wen есть это устройство для решения этой проблемы. Не так много лошадиных сил, но достаточно для обработки более легких изделий, таких как акриловые заготовки для ручек, маленькие молотки, утиные крики, шахматные фигуры, 5-дюймовые крошечные чаши и т. д. Компания Harbour Freight продавала тот же токарный станок, но теперь перешел на ручную скорость и вариант mt2, поэтому цена завышена. Получение переменной скорости за эту цену также является довольно интересной функцией, и это единственное преимущество, которое он имеет по сравнению с Harbour Freight mini даже при низкой цене. Единственным отличием от Wen 3420T является размер лицевой панели и двигателя. Я думаю, что они придумали 3421 единицу после того, как получили негативные отзывы об устойчивости двигателя. С небольшой разницей я бы сказал, что вместо этого вам следует двигаться с этим подразделением Wen 3421. Наличие немного большей мощности двигателя является дополнительным преимуществом. Это хороший маленький токарный станок мощностью 1/3 л.с., пока вы не превысите его возможности. Имейте в виду, что это станок MT1, поэтому вы не сможете использовать свои инструменты, когда в будущем перейдете на токарный станок MT2. Вы можете повернуть маленькое веретено, но вы не сможете сделать какие-либо ножки для стола, как рекламирует компания, если только это не стол для ваших кошек. Он также не имеет цифрового считывания, так что вы должны сами угадать скорость, но учиться классическим и традиционным способом всегда полезно. Поскольку он весит чуть менее 45 фунтов, вы можете заметить, что токарный станок скользит или движется при повороте на более высокой скорости. Перед работой закрепите токарный станок на столешнице. Последняя и наиболее серьезная проблема, которую я хочу решить, — это глохнет двигатель. Этот на 1/3 маломощный двигатель перегревается, иногда работая с твердыми породами дерева или чашами, что не рекомендуется. Итак, вам нужно начинать очень медленно с этим токарным станком. Не заходите слишком далеко с лиственными породами. Остановите двигатель, дайте ему остыть, затем снова запустите. Наконец, я бы посоветовал уважать его ограничения, как это происходит с вашим кошельком. Я бы сказал, что Nova Comet II DR стоит меньше 500 долларов. 250 оборотов в минуту на самой низкой скорости весьма впечатляют. Кроме того, это переменная скорость, и вы не можете получить ничего лучше в этой ценовой категории. Хорошо, токарные станки, которые я перечислил выше, были токарными станками по дереву для начинающих в соответствии с их размерами и ценой. Было бы несправедливо не упомянуть эти станки по дереву, так как они также являются хорошим выбором для начинающих. Я снова ориентируюсь на их размер. 1. Jet JWL-1440VSK Обзор: Альтернатива Leguna 1836 Возможно, вы не хотите тратить столько, сколько стоит Laguna, но определенно хотите другой хороший вариант для полноразмерного токарного станка по дереву, и это может быть он. Меня это немного беспокоит. Я получаю 14-дюймовые качели с двигателем мощностью 1 л. Они должны были снизить цену еще ниже. Я не имею в виду неуважение к качеству, но если бы я мог сэкономить здесь хотя бы 200 долларов, это могло бы стать настоящим победителем. Я, конечно, не ставлю Jet 1440vsk выше Laguna Revo 1836. Это возможно лучший альтернативный вариант для этого. Но это более прочный и мощный токарный станок с хорошими положительными отзывами. Так что выбор в самом начале станка по дереву из цельного чугуна весом 413 кг и двигателем мощностью 1 л.с. – достойное решение. Хорошо то, что регулятор скорости открывает и закрывает приводной шкив, поэтому вам не нужно перемещать ремни, чтобы изменить скорость. Моя жалоба была только на цену, которую они берут. Они могли бы дать ему 16-дюймовый поворот, по крайней мере, для поворота чаши. Вы можете прочитать обо всех причудливых функциях на Amazon, таких как чугунные ножки, дополнительные кровати и тому подобное, поэтому я не трачу здесь ваше время (моё тоже). Если вы слишком много думаете, выясняя, что может пойти не так, в худшем случае машина может перестать работать. Никто не гарантирует пожизненную. Компания Jet предоставляет пятилетнюю гарантию, так что вы можете позвонить им и решить проблемы, связанные с вашим токарным станком по дереву, в любое время. У них также отличная репутация в сфере обслуживания клиентов. Вот почему всегда приятно иметь дело с брендом, у которого есть свои ценности. А Джет всегда сдерживает обещания. 2. Обзор Delta 46-460: альтернатива Jet 1221VS : : Проверьте сегодняшнюю цену на Amazon Определенно достойный выбор для любителей миди, первоклассная альтернатива Jet 1221VS. Они очень похожи, но Delta делает дополнительный шаг в цене. Не знаю, недооценил ли я это громкое имя в индустрии средних токарных станков. Компания Delta представила на рынке первый токарный станок Midi, вероятно, в начале 90-х годов, поэтому они являются пионерами. Этот вариатор Delta всегда был моим фаворитом, хотя я продал свой члену клуба много лет назад, а потом купил 1221VS. Но особой разницы между этими двумя я не заметил. Мой 46-460 был плавным и тихим с мотором мощностью 1 л.с., достаточным для вращения чаш до 11”. Там написано двенадцать дюймов, но я не люблю работать на краю. Существенная разница между ними заключается в мощности двигателя. Дельта обрабатывается двигателем мощностью не более одного л.с., тогда как Jet — ¾. Дельта работает и разгоняется очень тихо и плавно, чем Джет, при поворотах назад и вперед. Если вы поставите их на один и тот же стол, Delta станет примерно на два дюйма выше, что является плюсом для очистки двигателя от стружки. Без сомнения, это один из самых мощных миди на рынке токарных станков по дереву. Он обслуживает многих мастеров по дереву уровня квалификации. Так что да, вы можете выбрать Delta 46-460 в качестве альтернативы Jet 1221VS. Опять же, проведите собственное исследование. Присмотритесь ко всем характеристикам. Сравните их с вашими потребностями, а затем примите решение. Я все равно выбрал Jet 1221vs из-за дополнительных 50 фунтов веса. Компания Delta начала получать негативные отзывы, в основном из-за проблем с переключателем и недоступности его частей после смены компании. Это привлекло внимание многих. Джет воспользовался этим и добился успеха. Delta весит почти на 50 фунтов меньше, чем Jet. Дополнительный вес всегда полезен при повороте чаши. Потому что вы определенно хотите взять что-то, что обещает вам большую прочность. Банджо не является стандартным одним дюймом, поэтому подставка для инструмента на вторичном рынке не будет соответствовать (отзывы клиентов Amazon, и это правда). Некоторые люди жалуются на их обслуживание клиентов, но я знаю, что иногда дела могут быть неблагоприятными с любым отделом CS в мире. Итак, это все, что я могу сказать, это класс в своей категории во всех отношениях. 3. Обзор Shop Fox W1704: альтернатива Excelsior Mini Проверить сегодняшнюю цену на Amazon Во-первых, это не то, что профессиональный токарь предпочел бы профессиональному токарному станку по дереву из-за маломощных двигателей. Они идеально подходят для небольших вещей и всегда считались превосходными для начального уровня. Так что начать с мини-токарного станка Shop Fox W1704 вовсе не будет неправильным решением, альтернативой тому, что сделал Rockler. У меня нет этого станка, но я использовал его несколько раз. У моего друга есть небольшой антикварный магазин здесь, на Норт-Вермилион-стрит. У него какой-то фетиш на станки меньшего размера (не знаю, читает ли он это). Я помогал ему с некоторыми из его проектов. Итак, я протестировал Wen 3420T, Harbour Freight 8 дюймов x 12 дюймов и этот Shop Fox W1704. Он купил магазинную лисицу у Craiglist, а остальные были свежими. Я выточил несколько браслетов и маленьких акриловых ручек, я выточил все три, но больше всего понравился Shop Fox из-за его прочности. (не знаю, у кого-то может быть другое мнение) Он вибрировал меньше, чем портовый грузовой 8” x12». У него хорошая отделка, на подручнике нет изогнутой текстуры, он довольно гладкий. Кроме того, для Shop Fox также стоит отметить регулируемую скорость по такой низкой цене. Подручник HF был слишком высоко в самом нижнем положении, и это было проблемой, если он был перпендикулярен центру детали. Не зацикливайтесь на ограничениях. Да, я говорю вам. Вы не узнаете, что вам нравится, пока не попробуете. Что-то из 8-дюймовых качаний и 12-дюймовых центров со всем ограниченным не может освободить свои крылья, как большие птицы, это довольно очевидно, верно? Конечно, это является. Опять же, не ожидайте качества, которое вы видите в полноразмерном токарном станке, от этих мини-токарных станков по дереву. Но по цене, которую он требует, и качеству, которое он обеспечивает, обязательно выберите этот. Токарные станки, такие как Колин Фурз , Ричард Раффан , Кит Роули , Барри Гросс и многие другие говорили примерно то же самое, когда советовали покупателям-новичкам. Чтобы все было более подробно, давайте перейдем к сути, так как я не хочу так долго. Вот мое исчерпывающее руководство по покупке любого токарного станка по дереву с более подробной информацией, которая поможет вам понять эмпирическое правило. Как быстро должен работать токарный станок по дереву? Это зависит от работы. Вам нужно опускаться как можно ниже, если вы работаете с круглыми несбалансированными заготовками. Большинство мини-внедорожников не имеют такой мощности двигателя для создания такого крутящего момента. Двигатель передней бабки не выдерживает необходимой нагрузки. В результате захлебывается. Но для работы со шпинделем показатель выше. Типичная максимальная скорость остается ниже 4000 об / мин на верхнем уровне. Какие породы древесины относительно легко обработать новичкам? Прежде всего, какую бы древесину вы не точили, долота должны быть максимально заточены. Однако, если вы начнете с некоторых хвойных пород вместо твердой, вам захочется меньше трудоемко точить их. Позвольте мне назвать некоторые из самых простых пород дерева, которые вы должны попробовать: 1. Орех Стоит ли начинать с мини-токарного станка по дереву новичку? Конечно, можно. Вы получите возможность узнать машину, а также работу. Выберите любой из мини-станков из списка выше. Но всегда не забывайте сначала проверять выравнивание передней и задней бабки после того, как она появится у вас дома. Если вы считаете, что заинтересованы в том, чтобы выбрать один из них, я предлагаю окончательно рассмотреть некоторые другие варианты мини-токарных станков по дереву, прежде чем принимать окончательное решение. Каким должен быть идеальный токарный станок по дереву для начинающих для точения чаш? Любой токарный станок по дереву с надежной мощностью в лошадиных силах и максимальным поворотом станины с низкой переменной скоростью пуска идеально подходит для токарной обработки чаш. Другими словами, чем больше поворот у машины, тем больше она может повернуть. Вот почему я поставил Laguna Revo 1836 на первое место в списке. Если вы серьезно относитесь к токарной обработке дерева и можете сразу позволить себе такую стоимость, вам следует сделать это. С другой стороны, токарные станки Midi также могут создавать высокий крутящий момент с хорошей способностью поворота для обработки чаш диаметром до 14 дюймов. Таким образом, такие машины, как Jet, Nova Comet или Delta с переменной скоростью, могут дать вам возможные результаты. Токарные станки по дереву дорогие? Не все токарные станки по дереву дорогие, но в двух словах это так. Все зависит от двигателя, хорошо сложенного механизма и от того, насколько точны механизмы, участвующие в изготовлении токарного станка. Так что да, токарный станок по дереву стоит дорого по сравнению с другими ручными инструментами или аксессуарами в деревообрабатывающей промышленности. Но вы не можете найти альтернативный станок для токарной обработки древесины так точно, как это может сделать токарный станок по дереву. Скажем, например, в Японии до сих пор используют традиционный токарный станок по дереву, где они монтируют заготовку в шпиндельную бабку, а затем начинают вращаться как беговая дорожка. Не каждый может построить токарный станок. Поэтому, если вы не можете позволить себе новый, вам, возможно, придется поискать подержанный токарный станок в вашем районе. Должен ли я начать с подержанного токарного станка по дереву в качестве новичка? Можно купить подержанный или дешевый китайский токарный станок на торговой площадке Craiglist или Facebook, чтобы сэкономить деньги. Но если это то, чем вы увлечены и хотите сделать все возможное, то начать с токарного станка мятного качества должно быть приоритетом. Поскольку машина будет в свежем состоянии, она легко превзойдет более старую или более дешевую. Кроме того, всегда есть риск неправильной проверки из-за отсутствия опыта. Токарный станок какого размера мне подойдет? Даже если процентное соотношение выше, когда речь идет о полноразмерных пользователях, около 40% токарных станков, о которых я говорил, используют миди-станки в качестве основного станка. Самое главное, что большинство из них — любители. Другими словами, это всегда создает беспроигрышную ситуацию для токаря по дереву от новичка до мастера. Мне нужно, чтобы вы помнили одну вещь, прежде чем закончить. Вот почему вы видите, что некоторые пользователи жалуются, в то время как другие счастливо живут с той же машиной. Это потому, что у этого конкретного токарного станка есть некоторые проблемы с деталями на протяжении всего производства. Итак, независимо от того, какой станок по дереву вы собираетесь купить, уделите достаточно времени тщательной проверке всех деталей и принадлежностей после доставки. Если вы обнаружите что-то странное, немедленно сообщите им об этом и объясните все. Береги себя, действуй по-крупному. Добро пожаловать в вращающийся мир! или «DCS» — это функция, которая обеспечивает автоматизированное перекрестное соединение цифровых каналов с цифровым сигналом уровня 0 (DS0) или более высокой скоростью передачи в пределах средств физического интерфейса. Типы DCS включают, помимо прочего, DCS 1/0, DCS 3/1 и DCS 3/3, где номенклатура 1/0 обозначает интерфейсы, как правило, со скоростью DS1 или выше, с перекрестным соединением, как правило, со скоростью DS0. означает меру способности передачи, оставшейся в физической сети передачи для дальнейшей коммерческой деятельности сверх уже выделенных видов использования. означает систему или устройство, в котором хранятся записи о подписчиках и сведения об имени, адресе и другой информации об оборудовании, используемом подписчиком, каналах или группах каналов, на которые подписан подписчик, цене таких каналов или групп. каналов, как определено в системе, даты и время активации или деактивации для любого канала или групп каналов, журнал всех действий, выполненных с записью подписчика, счета, выставленные на каждого подписчика, и суммы, уплаченные или предоставленные подписчику скидки за каждый расчетный период; означает растение вида Papaver somniferum L., за исключением его семян. означает любую корпорацию, ассоциацию, акционерную ассоциацию, лицо, фирму или товарищество, их арендаторов, директоров, управляющих, доверенных лиц, назначенных любым судом, или наследников, исполнителей, администраторов или личных представителей или правопреемников любого умерший владелец, владеющий, контролирующий, эксплуатирующий или управляющий любым передвижным пунктом по продаже продуктов питания. означает программное обеспечение, предоставляемое и размещаемое в Вычислительной среде компанией SAP на основе подписки в рамках предложения Подписки HEC, как указано в Форме заказа. означает схему, именуемую Министерством финансов Сингапура как Дополнительную пенсионную схему, или такую другую схему, которая время от времени заменяет собой Дополнительную пенсионную схему. перевозящих людей или имущество, и для того, чтобы их тянуло автотранспортное средство и сконструировало так, что часть его веса и груза приходится на другое транспортное средство или несет его. означает систему DLC, которая имеет банк каналов терминала CO, подключенный к переключателям CO на аналоговой стороне. означает план, разработанный или одобренный Департаментом охраны природы и рекреации, который требует надлежащего хранения, обработки и утилизации отходов домашней птицы, включая сухой подстилки, и ограничивает накопление избыточных питательных веществ в почве и выщелачивание или сброс питательных веществ в государственные воды . означает физическое лицо, которое удовлетворяет всем следующим требованиям: означает то же, что и этот термин, определенный в Разделе 41-26-102.1. означает годовой контракт на техническое обслуживание. означает паспорт безопасности, который представляет собой письменное сообщение об опасном химическом веществе, соответствующем стандартам 29 CFR 1910.1200(g). означает Армению, Азербайджан, Грузию, Казахстан, Кыргызстан, Пакистан, Таджикистан, Туркменистан или Узбекистан. означает Национальный исследовательский институт риса, Каттак – 753006 (Одиша) или «Симметричная цифровая абонентская линия» — это технология передачи DSL в основной полосе частот, которая позволяет осуществлять двунаправленную передачу со скоростью от 160 кбит/с до 2,048 Мбит/с по одной паре. «VDSL» или «очень высокоскоростная цифровая абонентская линия» — это технология передачи в основной полосе частот DSL, которая позволяет передавать до 52 Мбит/с в нисходящем направлении (от центрального офиса к конечному пользователю) и до 2,3 Мбит/с в восходящем направлении цифрового сигнала (от Конечный пользователь-клиент в центральный офис). означает Общий устав штата Коннектикут. означает абонентскую абонентскую абонентскую систему, состоящую из двадцати четырех (24) локальных кольцевых каналов передачи, объединенных в цифровой сигнал со скоростью 1,544 Мбит/с, который интегрируется в коммутаторе на уровне DS1. означает автомобиль или водный транспорт означает любое транспортное средство вместимостью не менее семи и не более лотерейные терминалы от имени штата в соответствии с Разделом 3770.21 ORC. или «VSMP» означает программу, утвержденную Государственным советом после 13 сентября 2011 г., которая была создана населенным пунктом для управления качеством и количеством стока в результате деятельности по нарушению земель и должна включать такие элементы, как местные постановления, правила, требования к разрешениям, ежегодные стандарты и спецификации, политики и руководства, технические материалы и требования к пересмотру плана, проверке, обеспечению соблюдения, если это разрешено в этой статье, и оценке в соответствии с требованиями этой статьи и связанных с ней правил. Для кого
Стоит цена?
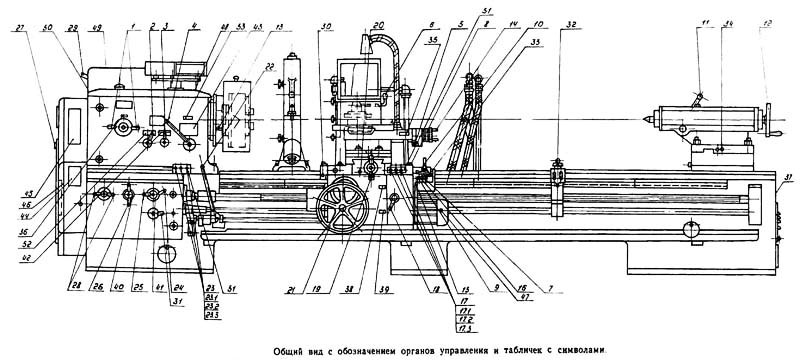 цену) на Amazon.
цену) на Amazon. Почему стоит выбрать Jet 1221, а не
 Но мне нравится переменная скорость, а не ступенчатый шкив, так как у него нет реверса.
Но мне нравится переменная скорость, а не ступенчатый шкив, так как у него нет реверса. Опасения
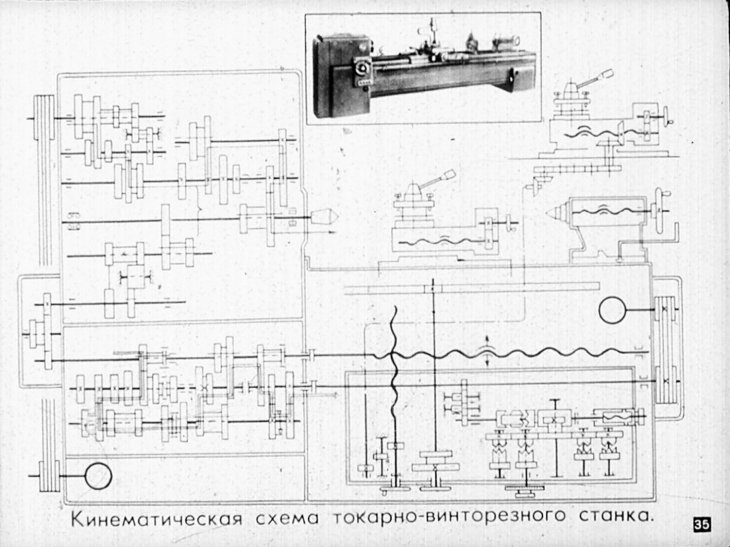
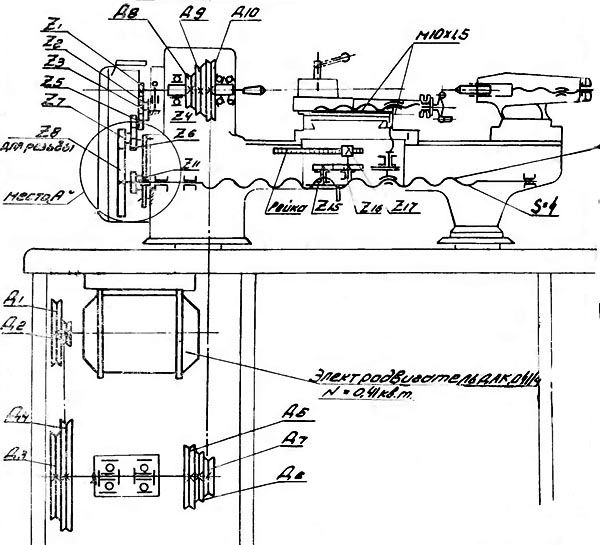
Стоит качество?
Почему стоит выбрать токарный станок Excelsior Mini для начинающих
Возможно, вы видели г-на Карла Джейкобсона из Орегона, работающего с этим конкретным устройством в своей мастерской. Немного быстрее для чаш, но это нормально для меня. Проблемы
Но в отличие от китайских мини-станков у вас могут быть детали в наличии с гарантией и достаточного качества. Стоит цена?
Почему стоит выбрать Nova Comet II вместо них
Нова также добавила реверс. Не то чтобы важная, но приятная функция для шлифования. Всегда лучше иметь что-то, чем ничего. с.), 120 В Для кого
О качестве
Но если честно, они не совместимы. Проблемы
3 Другие токарные станки по дереву для начинающих
Если вы хотите увидеть другие потенциальные варианты, вот мой рекомендуемый выбор альтернативных вариантов. Стоит цена?
с. по сравнению с Laguna 1836 и всего на два дюйма больше по сравнению с миди-версией Jet 1221VS. Почему стоит выбрать Jet 1440VSK
и ограничения. Вы не можете рассчитывать на 20-дюймовую работу на 14-дюймовом токарном станке. Для кого
Следует ли вам вместо этого рассмотреть Delta 46-460?
Проблемы
Для кого
Почему стоит выбрать Shop Fox W1704
Опасения
Основные советы начинающим при покупке токарного станка по дереву
Это основы. Если тесно, то выбирайте качественные мини или миди. Люди также спрашивают
2. Боксельдер
3. Вяз красный
4. Вишня
5. Палисандр
6. Клен, конечно
7. Бук
8. Черное дерево
9. Гикори
10. Палисандр013 и многие другие Но помните, что мягкая древесина не означает легкого точения. В основном это мягкая и влажная природа древесины. Так что над чем бы вы ни работали, потребуется некоторое время, чтобы освоить это. Я имею в виду, что вы можете найти один за 150 долларов, но это доходит до 7-8 тысяч долларов за токарные станки, такие как Powermatic 4224B, Oneway, Robust American; в зависимости от того, насколько мощная машина. Вот видео, которое для вас, чтобы понять основные. Заключительные мысли
Все это созданные людьми машины, и мы совершаем ошибки. Токарный станок с открытым шпинделем — ручной домкрат Определение
Та же самая номенклатура, при соответствующем замещении, распространяется на другие типы DCS, конкретно указанные как 3/1 и 3/3. Типы DCS, которые пересекают синхронный транспортный сигнал уровня 1 (STS-1 s) или другие сигналы синхронной оптической сети (SONET) (например, STS-3), также являются DCS, хотя и не обозначаются этим же типом номенклатуры. DCS может предоставлять функциональные возможности более чем одного из вышеупомянутых типов DCS (например, DCS 3/3/1, который сочетает в себе функциональные возможности DCS 3/3 и DCS 3/1). Для такой РСУ требования будут, как минимум, совокупностью требований на «компонентную» РСУ. В местах, где не существует возможности автоматизированного перекрестного соединения, DCS будет определяться как комбинация функций, обеспечиваемых патч-панелями Digital Signal Cross Connect (DSX) или Light Guide Cross Connect (LGX) и банками каналов D4 или другими DS0 и выше. оборудование мультиплексирования, используемое для обеспечения функции ручного перекрестного соединения. Соединение осуществляется между DSX или LGX и коммутатором, другим перекрестным соединением или другим устройством сервисной платформы. VDSL также может быть симметричным со скоростью 26 Мбит/с или другой комбинацией.
