Схема станок токарный: Схемы токарных станков
Содержание
Станок токарно-винторезный настольный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка Умелец
Производитель настольного токарного станка Умелец (СН, СН-1) — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90-х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный, Ø 320
- 1А616к станок токарно-винторезный с АКП, Ø 320
- 1А616П станок токарно-винторезный повышенной точности, Ø 320
- 1Б811 станок токарно-затыловочный, Ø 250
- 1Е811 станок токарно-затыловочный, Ø 250
- 1П611 станок токарно-винторезный универсальный, Ø 250
- 16Б16 станок токарно-винторезный универсальный, 320
- 16Б16А станок токарно-винторезный особо высокой точности, Ø 320
- 16Б16КА станок токарно-винторезный особо высокой точности с АКП, Ø 320
- 16Б16П станок токарно-винторезный повышенной точности, Ø 320
- 16Б16КП станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Б16Ф3 станок токарный патронно-центровой с ЧПУ, Ø 320
- 16Б16Т1 станок токарный с ЧПУ, Ø 320
- 16Д16АФ1 станок токарно-винторезный особо высокой точности с УЦИ, Ø 320
- 561 станок резьбофрезерный, Ø 400 х 700
- 1615 станок токарно-винторезный универсальный, Ø 320
- 1616 станок токарно-винторезный универсальный, Ø 320
- 1716ПФ3 станок токарный с ЧПУ, Ø 320
- 5350А станок шлицефрезерный полуавтомат, Ø 150
- Samat 400 станок токарно-винторезный повышенной точности, Ø 400
- Умелец станок токарный настольный, Ø 175
Умелец (СН, СН-1) Станок токарно-винторезный настольный.
 Назначение, область применения
Назначение, область применения
Станки токарно-винторезные моделей Умелец (СН, СН-1) предназначены для выполнения разнообразных токарных работ, в том числе для нарезания метрических резьб. Класс точности Н по ГОСТ 8.
Токарно-винторезный настольный станок «Умелец» предназначен для различных вндоа механической обработки изделий из металла, древесины , пластмасс. Станок изготавливается с 2-х исполнений: с ручной продольной подачей суппорта без дополнительных приспособлений и с приводом подач, с фрезерным и деревообрабатывающим устройствами. На станке первого исполнения можно выполнять токарные, сверялильные работы.
На станке второй о исполнения можно выполнять токарные, фрезерные, сверлильные, фуговальные, распиловочные операции.
С помощью несложных приспособлений, изготовленных на этом станке самим потребителем, можно производить и другие работы. Станок «Унелец» может быть нспспьзован в бытовых условиях для изготовления различных изделий домашнего обихода, в школьных мастерских, в кружках при клубах и доках пионеров, станциях юных техников.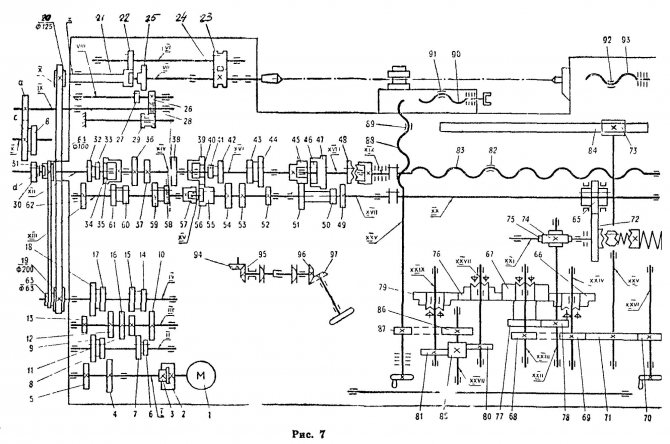
Настольный токарно-винторезный станок Умелец относится к малым станкам и предназначен для обработки заготовок небольших размеров:
- Наибольший диаметр заготовки типа «диск» над станиной — Ø 175 мм
- Наибольший диаметр заготовки типа «вал» над суппортом — Ø 90 мм
- Межцентровое расстояние (РМЦ) — 215 мм
- Сквозное отверстие в шпинделе для обработки прутка — Ø 15 мм
- Мощность асинхронного электродвигателя главного движения — 0,55 кВт
- Масса станка — 90 кг
Шпиндель станка получает 12 ступеней прямых и обратных (160..3150 об/мин) частот вращения. Скорость вращения шпинделя определяется положением 2-х клиновых ремней на трех шкивах:
- Подающий шкив — 4-х ступенчатый шкив на валу электродвигателя;
- Приемный шкив — 4-х ступенчатый шкив на конце шпинделя;
- Промежуточный — 5-и ступенчатый шкив на подвижной оси.
Передний конец шпинделя резьбовой М27 х 2,5 мм.
- Внутренний (инструментальный) конус шпинделя — Морзе 2
- Стандартный диаметр токарного патрона — Ø 80 мм (Патрон 7100-0001 ГОСТ 2675)
- Переключение направления движения шпинделя — реверс электродвигателя
Привод подач (модель станка СН-01) получает движение от зубчатого колеса на шпинделе и передает его на ходовой винт. Привод подач состоит из 5-и зубчатых колес — одного постоянного, сцепленного с шпинделем и 4-х сменных (гитары).
Выбор скорости механической подачи и шага нарезаемой резьбы осуществляется перестановкой сменных зубчатых колес гитары в приводе подач. Привод подач обеспечивает:
- Нарезание 16-и метрических резьб в диапазоне — 0,02..2,5 мм
- Продольные подачи — 6 ступеней — 0,05; 0,075; 0,1; 0,125; 0,15; 0,75 мм/об
Ходовой винт включается и выключается кулачковой муфтой и используется как для нарезания резьбы так и для механичеслой подачи суппорта при точении.
Умелец Общий вид токарно-винторезного станка
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Умелец Расположение составных частей токарно-винторезного станка
Расположение составных частей токарного станка Умелец
Перечень составных частей токарно-винторезного станка Умелец
- СН.
 010.000 — Основание
010.000 — Основание - СН.015.000 — Привод главного движения
- СН.020.000 — Узел шпинделя
- СН.030.000 — Механизм перемещения суппорта
- СН.031.000 — Привод подач (только для СН-1)
- СН.033.000 — Суппорт
- СН.040.000 — Бабка задняя
- СН.070.000 — Кожух
- СН.071.000 — Ограждение
- СН.080.000 — Электрооборудование
Умелец Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком Умелец
Умелец Спецификация органов управления токарно-винторезным станком
- Рукоятка управления движением подачи (включение механической продольной подачи суппорта и включение подачи)
- Рукоятка включения шпинделя (прямое — вращение шпинделя против часовой стрелки, обратное — вращение шпинделя по часовой стрелке)
- Маховичок перемещения резцедержателя
- Рукоятка зажима пиноли
- Маховичок перемещения пиноли
- Маховичок ручного продольного перемещения суппорта
- Маховичок поперечного перемещения суппорта
- Выключатель питания электрооборудования
- Лампа, сигнализирующая о подключении станка к электросети
Умелец Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка Умелец
Схема кинематическая токарно-винторезного станка Умелец. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематические цепи
В цепи привода главного движения вращение шпинделя 14 осуществляется от электродвигателя 1 через клиноременные передачи и ступенчатое шкивы 2, 3, 4. В цепи привода подач вращение от шпинделя 14 на ходовой винт 8 передается через зубчатые колеса 5, 6, гитару сменных колес А, Б, В, Г, Д и кулачковую муфту 13.
Привод главного движения
Привод состоит из электродвигателя 1 (см. рис. 4), закрепленного на кронштейне 2 и трех ступенчатых шкивов 3, 4, 5; Натяжение ремней и изменение межцентрового расстояния между шкивами при переброске ремней на другие ручьи шкивов, осуществляется перемещением шкива 4, закрепленного на подвижной опоре 6. Привод позволяет, получить 12 рабочих частот вращения шпинделя от 160 до 3150 об/мин.
Узел шпинделя
Узел шпинделя (рис. 5) состоит из шпинделя 1, опорами которого являются два радиально-упорных подшипника 2, установленные во фланцах 3. Фланцы крепятся в корпусе основания. На переднем конце шпинделя закреплен трехкулачковый патрон 4, на заднем конце закреплены зубчатое колесо 5, передающее вращение приводу подач, шкив клиноременной передачи 6.
На переднем конце шпинделя закреплен трехкулачковый патрон 4, на заднем конце закреплены зубчатое колесо 5, передающее вращение приводу подач, шкив клиноременной передачи 6.
Поводковый патрон
Поводковый патрон, входящий в комплект станка, уложен в ящике для принадлежностей. Поводковый патрон (см. рис. 6), устанавливавшийся вместо трехкулачкового патрона и применяющийся для обработки деталей в центрах, состоит из упорного центра 1, вставленного в коническое отверстие шпинделя, гайки 2, навернутой на передний конец шпинделя и поводка 3.
Механизм перемещения суппорта
Механизм (см. рис. 7) состоит из ходового винта 1, на правок конце которого крепится маховик 3 с лимбом 2. Другой конец винта соединен муфтой 4 с валом 5, установленным в радиально-упорные подшипники.
Привод подач
Привод подач (рис. 8, 9, 10), перемещающий вращение от шпинделя на ходовой винт, состоит из зубчатого колеса 1 (см.рис. 8), сменных зубчатых колесо 2, 3, 4, 5, кулачковой сцепной муфты 6, 7.
Поворачивая рукоятку 1 (см.рис.10), закрепленную на оси г, по часовой стрелке, перемещаем рычаг 3 с сухарем 4 и вводим кулачковую муфту в зацепление, включая тем самым подачу суппорта. Поворачивая рукоятку против часовой стрелки включаем подачу суппорта. Вариант передачи, изображенный на рис.8, используется для подачи при обычном точении, на рис. 9 — для нарезания правой резьбы, на рис. 19 — для нарезания левой резьбы. 5.10, Суппорт.
Суппорт (см. рис. 11) предназначен для осуществления подачи режущего инструмента. Продольная подача суппорта осуществляется вручную механизмом перемещения суппорта или автоматически приводом подач.
При вращении ходового винта движение на каретку 2 передается через гайку 1. Поперечная подача ползушки 6 осуществляется вручную вращением маховичка 3 через винт 4 и гайку 5.
Умелец Привод главного движения токарно-винторезного станка
Привод главного движения и шпиндель токарного станка Умелец
Привод главного движения токарного станка Умелец
Умелец Схема электрическая принципиальная токарно-винторезного станка
Электрическая схема токарного станка Умелец
Схема электрическая токарно-винторезного станка Умелец. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Основные параметры электрооборудования токарного станка Умелец
- Напряжение сети ~380 В
- Напряжение цепи управления станком ~110 В
- Напряжение цепи местного освещения ~24
- Напряжение цепи сигнализации ~22 В
Читайте также: Производители токарных станков в России
Станок токарно-винторезный настольный Умелец (СН, СН-1). Видеоролик.
Технические характеристики станка Умелец
| Наименование параметра | СН | СН-1 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 175 | 175 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 90 |
| Наибольшая длина заготовки (РМЦ), мм | 215 | 215 |
| Наибольшая высота резца, мм | 10 х 16 | 10 х 16 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 15 |
| Наибольший диаметр прутка, мм | 14 | 14 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 160. .3150 .3150 | 160..3150 |
| Размер внутреннего конуса в шпинделе, М | Морзе 2 | Морзе 2 |
| Конец шпинделя резьбовой | М | М |
| Суппорт. Подачи | ||
| Наибольшая продольная длина хода каретки, мм | 215 | 215 |
| Цена деления лимба продольных подач, мм | 0,5 | 0,5 |
| Наибольшая поперечная длина хода каретки, мм | 90 | 90 |
| Цена деления лимба поперечных подач, мм | 0,05 | 0,05 |
| Число ступеней продольных подач | ||
| Пределы продольных подач, мм/об | нет | 0,05..0,175 |
| Пределы поперечных подач, мм/об | нет | нет |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | нет | 0,2. .2,5 .2,5 |
| Подвижный резцедержатель (Резцовые салазки) | ||
| Цена деления лимба резцовых салазок, мм | 0,05 | 0,05 |
| Наибольшее перемещение салазок, мм | ||
| Наибольший угол поворота резцовых салазок, мм | ±90° | ±90° |
| Задняя бабка | ||
| Цена деления лимба, мм | нет | нет |
| Размер внутреннего конуса пиноли | Морзе 1 | Морзе 1 |
| Наибольшее перемещение пиноли, мм | 40 | 40 |
| Поперечное смещение корпуса задней бабки, мм | нет | нет |
| Электрооборудование | ||
| Напряжение питающей сети, В | ~220 В | ~220 В |
| Количество электродвигателей на станке | 1 | 1 |
| Мощность электродвигателя главного привода, кВт | 0,55 | 0,55 |
| Габариты и масса станка | ||
| Габариты станка, мм | 770 х 460 х 360 | 770 х 460 х 360 |
| Масса станка, кг | 85 | 90 |
- Станок настольный универсальный «Умелец» СН, СН-1.
 Руководство по эксплуатации СН.000.000 РЭ, 1991
Руководство по эксплуатации СН.000.000 РЭ, 1991 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
технические характеристики, устройство, схемы, паспорт
Что делать, если часто возникает необходимость обработать ту или иную металлическую деталь нужного качества, а под рукой нет станка, который, будучи простым в эксплуатации, выдавал бы качественный результат? — Не думайте, что это несбыточные мечты! Конечно, новое оборудование стоит дорого (или очень дорого), приобретение может и не окупиться даже в отдаленной перспективе. Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Покупка б/у ТВ 320, испытанного временем и доказавшего свою полезность, — реальная возможность из-за существенной разницы в цене. Доступно и достижимо.
Описание и конструктивная особенность
Агрегат ТВ-320 разработан прежде всего для использования в условиях массового производства. Все основные узлы токарного станка и конструкции расположены согласно классической схеме. Отличительная черта – наличие системы быстрого точения заготовок. Также есть и другие особенности:
- возможна смена подачи без остановки оборудования;
- станок имеет повышенный запас прочности;
- станина изготовлена из высококлассного чугуна.
Все это объясняет высокую производительность и долгий срок службы токарного станка ТВ-320
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.
Там же имеются подробные схемы всех узлов и механизмов управления.
Модернизация
Производитель выпускал две вариации токарного станка ТВ-320. Она была в базовой комплектации, а второй вариант отличался повышенной точностью.
ТВ-320
Это стандартный станок классической вариации. Он снабжен стандартными узлами для любого токарного станка и имеет класс точности Н.
ТВ-320П
Отличается от классической модели повышенной точностью обработки заготовок. При его изготовлении к основным узлам, таким, как ходовой винт, шпиндель, передний подшипник, зубчатые колеса, все, что входит в кинематическую схему, предъявляются особые повышенные требования по точности обработки.
Фартук станка
Основное назначение фартука, который расположен в передней части токарного станка, – сообщение вращательного движения ходового винта и ходового валика суппорту. Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
В случае возникновения перегрузок при выполнении обработки, что может быть связано с увеличением силы резания или заеданием режущего инструмента, в фартуке станка ТВ-320 срабатывает так называемый механизм падающего червяка, автоматически отключающий подачу.
Фартук станка ТВ-320
Технические характеристики и габаритные параметры
Еще один плюс агрегата ТВ-320 в его небольших размерах. Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.
Главный привод станка – электродвигатель с мощностью 3 кВт и номинальным числом оборотов 1430 об/мин.
Основные технические характеристики:
- передняя бабка переключается в диапазоне 18 скоростей;
- пиноль задней бабки можно переместить на 90 мм;
- для закрепления задней бабки используется гайка;
- прутовая заготовка может иметь наибольший диаметр – 25 мм;
- у блока подач 16 ступеней регулировки в продольном и поперечном направлениях;
- длина заготовки при ее обточке имеет ограничения – 50 см;
- диаметр посадки в шпинделе – 26 мм;
- наибольший размер поперечного движения у суппорта – 28 см;
- продольный максимум хода суппорта – 58 см;
- количество оборотов в минуту на шпинделе – 36-2000 об/мин.
На агрегате отсутствует система торможения шпинделя.
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.
Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.
Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Устройство токарного-винторезного оборудования
Уникальные характеристики оборудования обеспечены конструкцией каждого отдельного узла. Основные узлы данного агрегата:
- узел передач, который служит для изменения оборотов шпинделя;
- узел для корректировки скорости подачи;
- передняя бабка со шпинделем;
- задняя упорная бабка с подвижной пинолью;
- привод для подачи;
- фартук;
- каретка суппорта;
- отдельный привод для системы охлаждения.
Именно некоторые конструктивные особенности основных узлов дает точность и высокую производительность всего станка.
Специфика станины агрегата ТВ-320
Станина является основной частью, к которой крепятся все узлы станка. Она изготовлена из высококлассного чугуна и обеспечивает надежность станка, защиту от вибраций и устойчивость. Она состоит из двух стоек. Некоторые отличия конструкции станины ТВ-320:
- по диагонали имеются ребра жесткости;
- вверху с станины сконструированы 4 направляющий, 3 из которых призматической формы.

В левой части литой станины расположена коробка скоростей, а также бачок с эмульсией, двигатель, кожух для его защиты и электрошкаф.
Передняя шпиндельная бабка
Шпиндельная бабка в агрегате ТВ-320 имеет прочную чугунную оболочку. Спереди у детали механика регулировки скорости движения шпинделя, а сзади – переключатель прямого и обратного хода. Шпиндель – полая трубка с конусом спереди. Фиксируется на подшипник скольжения, а сзади – на радиально-упорном подшипнике высокой точности.
Задняя бабка
Суппорт
Этот узел предназначен для надежного удержания и закрепления резца. Вторая его функция – перемещение резца в продольном и поперечном направлении. Каретка суппорта и продольные салазки можно привести в движение ручным способом или с помощью механического привода.
Два паза в конструкции салазок позволяют установить дополнительную резцовую головку. Чтобы мастеру было проще отсчитывать размер поперечных параметров перемещения, суппорт имеет шариковый упор.
Коробка скоростей
Коробка скоростей передает вращение от главного электродвигателя к шпиндельному узлу. Состоит из трех валов и двух блоков шестерен, которые обеспечивают 9 скоростей вращений.
Корпус коробки скоростей перемещается по специальным пазам. Мастер может регулировать натяжение ремней, передающих скорость шпинделю. Для перемещения коробки следует ослабить болты, которые закрепляют ее на направляющей. Коробка скоростей успешно переносит осевые и радиальные нагрузки. Происходит это за счет двух видов подшипников в ее опоре. Зазоры можно регулировать специальными винтами и гайками.
Фартук
Передает вращательное движение от ходового винта и валика непосредственно суппорту. В фартуке имеется механизм, не позволяющий включить одновременно ходовой валик и винт, что позволяет исключить их поломку.
Если во время обработки станок испытывает перегрузки, то в фартуке включается механизм падающего червяка, и подача отключается автоматически.
Кинематическая и электрическая схемы
Схема органов управления
Электрическая схема
О конструкции станка ТВ-320
Конструкцию токарного станка ТВ-320 составляют следующие элементы:
- коробка переключения скоростей;
- коробка переключения подач;
- передняя бабка со шпиндельным узлом;
- задняя бабка;
- привод, обеспечивающий совершение подач;
- фартук;
- привод системы охлаждения;
- каретка суппорта.
Кинематическая схема станка (нажмите для увеличения)
Принципиальная электрическая схема станка
Техника безопасности и меры предосторожности
Токарные работы всегда связаны с повышенным уровнем риска. Основные пункты правил техники безопасности:
- работать необходимо только на полностью исправном оборудовании;
- перед запуском оборудования обязательно проверить заземление и систему отведения стружки;
- запрещено облокачиваться на станок или отходить от него во время работы;
- работать необходимо в спецодежде и очках.

Также оператор должен следить, чтобы масло не разбрызгивалось и соблюдать технику пожарной безопасности.
Токарный агрегат ТВ-320 и ТВ-320 П созданы для работы в условиях массового производства. Они отличаются надежностью и высокой производительностью, которая обеспечивается конструктивными особенностями оборудования.
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.
Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Универсальный токарно-винторезный станок модель 163
- Подробности
- Категория: Токарные станки
Токарно-винторезный станок модели 163 (рис. 1) является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезание метрической, модульной и дюймовой резьбы. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
Скачать документацию
Кинематическая схема
Станина
(Р М Ц-2800)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№016 рис. 8).
8).
Станина— цельнолитая на 3-х тумбах. Левая тумба имеет большие габариты, сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения. Средняя тумба служит для большой жесткости.
Для фундаментных болгов сделаны лапы.
(Р М Ц-1400)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№ 01 рис. 7).
Левая тумба имеет большие габариты; сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения.
Для фундаментных винтов сделаны лапы.
Коробка скоростей
Коробка скоростей (№ 02) установлена на левой части станины. Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Задний подшипник шпинделя — радиально-упорный, работающий в парс с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении. Передний конец шпинделя резьбовой. Шпиндель имеет 22 скорости от 10 до 1250 об/мин, знаменатель прогрессии — 1,26. Изменение чисел оборотов шпинделя производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Задняя бабка
Задняя бабка жесткой конструкции закрепляется ка направляющих станины при помощи двух .планок тремя болтами. Поперечное смещение корпуса бабки относительно мостика произво-дится с помощью винтов и гайки, установленной в мостике. Перемещение пи ноли производится от руки с помощью маховичка. Задняя бабка перемещается вдоль направляющих станины на 4-х шариковых подшипниках, установленных в мостике (№ 03 рис. 7 и 8).
Суппорт
Супорт крестовой конструкции (№04) имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки; как то, так и другое перемещение может быть ручным, механическим, рабочим и ускоренным. Поворотная часть супорта имеет направляющие для перемещения верхней части супорта с резцовой головкой. Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Фартук
Фартук закрытого типа со съемной передней стенкой (крышка) (№06). Движение супортной группе передастся фартуком от ходового винта или ходового» вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход супорта. Благодаря наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одно-временного включения маточной гайки и подачи рукоятки включения их сблокированы.
Коробка подач
Коробка подач — закрытого типа. Корригированные шестерни, установленные в коровке подач, дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных шестерен (№ 07). При перестановке сменных шестерен имеется возможность нарезания еще двух типов резьб: модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу осуществляется рукоятками 1 и 24. Для включения винта напрямую, рукоятку 1 надо поставить в положение «метрическая резьба», рукоятку 2 — в положение «винт напрямую», рукоятку 24 — „ходовой винт» (см. схему управления рис. 7; 8).
схему управления рис. 7; 8).
Сменные шестерни
Комплекты сменных шестерен для получения метрической и дюймовой или модульной и питчевой резьб прилагаются к станку и располагаются на стенке корпуса коробки скоростей (№ 08).
Кроме того, к станку прилагается комплект сменных шестерен для нарезания резьбы при включении ходового винта напрямую. Помимо общего кожуха, закрывающего всю левую стенку коробки скоростей, сменные шестерни снабжены отдельным защитным кожухом.
Люнеты
Станок снабжен двумя люнетами, подвижным и неподвижным, для обработки круглых деталей диаметром от 20 до 150 мм (№10).
Люнеты снабжены Сменными роликами и сухарями, устанавливаемыми в зависимости от условий работы.
Электрическая схема
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключателя ВП (рис. 14). При повороте пакетного выключателя в положение „включено» подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
14). При повороте пакетного выключателя в положение „включено» подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
Управление главным приводом станка
Пуск электродвигателя осуществляется нажатием одной из кнопок „Пуск» 1КУ или 2КУ (расположенных на каретке и около коротки подач) при выключенном фрикционе, которая замыкает цепь питания магнитной катушки пускателя 1К (9—10). Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. Главные контакты при этом подключают к сети главный электродвигатель IM, а питание катушки пускателя осуществляется через замкнувшийся блок-контакт 1К (7—23), что исключает дальнейшее нажатие кнопки „Пуск».
Одновременно с катушкой пускателя получает питание реле времени РВ, служащее ограничителем холостого хода через Н. О. блок-контакт 1К (31—26). В случае невключения фрикциона Н. 3. контакт ВК (7—8) остается замкнутым, реле времени и тормозная .муфта включены, то с выдержкой времени 2—3 мин реле РВ отключит своим контактом (10—29) главный электродвигатель от сети. В случае включения фрикциона Н. 3. контакт ВК разрывается, отключает реле времени и обеспечивает работу станка.
О. блок-контакт 1К (31—26). В случае невключения фрикциона Н. 3. контакт ВК (7—8) остается замкнутым, реле времени и тормозная .муфта включены, то с выдержкой времени 2—3 мин реле РВ отключит своим контактом (10—29) главный электродвигатель от сети. В случае включения фрикциона Н. 3. контакт ВК разрывается, отключает реле времени и обеспечивает работу станка.
Останов электродвигателя осуществляется нажатием одной из кнопок „Стоп» ЗКУ или 4КУ (расположенных на каретке и около коробки подач), которая размыкает цепь катушки пускателя IK (0—10), вследствие чего сердечник якоря отпадает и размыкает все контакты пускателя 1К.
При остановке станка посредством фрикциона через конечный выключатель ВК(7—8) получает питание катушка реле времени РВ, своим Н. О. контактом включает тормозную муфту, а с выдержкой времени 2—3 мин. (если фрикцион не будет включен вновь) отключит от сети главный двигатель.
Управление электронасосом осуществляется с помощью кнопки „Пуск» 6КУ и „Стоп- 5КУ.
Управление приводом рабочих подач и ускоренного хода
1. В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых служат для перемещения каретки в продольном направлении и две—для перемещения супорта в поперечном направлении. Рабочие подачи осуществляются от главного привела, ускоренные хода — от двигателя ускоренного хода.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых служат для перемещения каретки в продольном направлении и две—для перемещения супорта в поперечном направлении. Рабочие подачи осуществляются от главного привела, ускоренные хода — от двигателя ускоренного хода.
Для управления приводами рабочих подач и ускоренных перемещений супорта, на фартуке имеется специальная рукоятка, имеющая 5 положений: одно — вертикально-нейтральное и 4 — наклонных, соответствующих направлению перемещения супорта или каретки.
Наклоном рукоятки осуществляется включение электромагнитной муфты, передающей движение фартуку (супорту) в направлении, соответствующем се наклону. Для включения электродвигателя ускоренного хода, при любом положении рукоятки переключения муфт, в головку рукоятки встроена пусковая толчковая кнопка.
Для включения рабочих подач в желаемом направлении следует только наклонить рукоятку в этом же направлении, а для ускоренного перемещения в нужном направлении следует еще нажать на толчковую кнопку.
2. во избежание одновременного включения маточной гайки и электромагнитных муфт фартука, предусмотрен блокировочный конечный выключатель (ВКФ), установленный внутри фартука, который отключает муфты при включении маточной гайки.
Скачать документацию
Токарные станки
Разделы
Токарно-винторезные станки
Токарно-револьверные станки
- формат djvu
- размер 4,32 МБ
- добавлен
28 марта 2012 г.
М.: Машиностроение, 1978. — 152 с.: ил. — (Библиотека станочника). В книге описано устройство современных токарных станков и их основных механизмов;приведены характеристики токарных станков отечественного производства,даны рекомендации по повышению эффективности их эксплуатации. В книгу включены примеры из машиностроительной практики по организации производства, использование которых обеспечит повышение производительности труда и качества изделий…
В книгу включены примеры из машиностроительной практики по организации производства, использование которых обеспечит повышение производительности труда и качества изделий…
- формат pdf
- размер 2,84 МБ
- добавлен
13 апреля 2012 г.
Диафильм. — В 2-х ч. — Ленинград: Изд-во Фабрики экранных учебно-наглядных пособий ВТПП ГК СМ СССР по профтехобразованию, 1968. — 93 с. В 1-ой части диафильма наглядно показаны основные типы токарно-карусельных станков и их устройство, а также разнообразные способы установки, крепления и выверки обрабатываемых деталей (в кулачках планшайбы, на планшайбе с помощью универсальных крепёжно-зажимных приспособлений, в универсальных или специальных прис…
Чертеж
- формат pdf
- размер 1007,35 КБ
- добавлен
18 октября 2016 г.
Чертеж кинематической схемы токарно-копировального станка модели 1Е713 на формате А3
Курсовая работа
- формат doc, kompas
- размер 410.29 КБ
- добавлен
18 ноября 2012 г.
Вендер И.И., 1 вариант, 2012 Дисциплина — Металлорежущие станки Подбор знаменателя геометрического ряда Расчет чисел оборотов на всех ступенях Подбор двигателя Структурная схема Передаточное число и число зубьев каждой ступени Уравнение кинематического баланса Крутящие моменты и силы резания Эффективная мощность Расчёт модулей Межосевые расстояния Диаметры валов Ширина венцов Расчёт клиноремённой передачи Выбор типов и размеров подшипников Произв…
- формат tif
- размер 3.
 34 МБ
34 МБ - добавлен
22 мая 2009 г.
Скан книги. Книга — руководство по выполнению курсового проекта по расчету металлорежущего станка. Наиболее подробный расчет коробок скоростей и подач из ранее встречаемой мною литературы. и тп. и тд.rn
Практикум
- формат pdf
- размер 31.36 МБ
- добавлен
15 августа 2012 г.
Руководство к курсовому проектированию. — Харьков: ХПИ, 1964. — 100 с. Является 3-м из серии «Примерные расчеты». Данное руководство написано для облегчения труда студентов при выполнении курсового проекта и повышения качества подготовки по металлорежущим станкам. Общие сведения. Исходные данные. Проектирование коробки скоростей токарно-винторезного станка. Проектирование механизма подач токарно-винторезного станка. Расчет деталей задней бабки т…
Проектирование механизма подач токарно-винторезного станка. Расчет деталей задней бабки т…
Практикум
- формат djvu
- размер 1.16 МБ
- добавлен
01 сентября 2011 г.
ХПИ им. В.И.Ленина. Харьков, 1964. Руководство к курсовому проектированию «Примерный расчет токарно-винторезного станка» является третьим из серии «Примерные расчеты». Данное руководство написано для облегчения труда студентов при выполнении курсового проекта и повышения качества подготовки по металлорежущим станкам.
- формат djvu
- размер 4.09 МБ
- добавлен
04 января 2011 г.
Издательство: Машиностроение, Год: 1969, Качество: хорошее «Библиотечка токаря» состоит из трех выпусков. Каждый выпуск включает три раздела, в которых изложены последние достижения в области оборудования, инструмента и технологии токарной обработки. Со времени выхода в свет второго издания библиотечки (1958 г. ) в практику токарной обработки внесено много усовершенствований: применение автоматизированных станков, в частности станков с программ…
Каждый выпуск включает три раздела, в которых изложены последние достижения в области оборудования, инструмента и технологии токарной обработки. Со времени выхода в свет второго издания библиотечки (1958 г. ) в практику токарной обработки внесено много усовершенствований: применение автоматизированных станков, в частности станков с программ…
Курсовая работа
- формат doc, kompas
- размер 375,89 КБ
- добавлен
12 апреля 2012 г.
БРУ, Могилев, 2010, 30стр Введение Описание разрабатываемой конструкции и кинематической схемы Расчет режимов резания Кинематический расчет коробки скоростей Силовые расчеты и расчеты деталей на прочность Определение расчетных нагрузок Проектный расчет зубчатых передач Выбор материалов и термообработки Определение допускаемых напряжений Определение размеров передач зубчатых колес Проверочный расчет прямозубой передачи Расчет валов Расчет вала на. ..
..
- формат djvu
- размер 10.87 МБ
- добавлен
02 февраля 2012 г.
М.: Машиностроение, 1973. — 282 с. В книге рассмотрены конструкции современных токарных станков и их кинематические схемы, направления совершенствования станков этого типа с учетом требований, предъявляемых к ним эксплуатацией, условиями сборки и испытаний станков; описаны различные модификации токарных станков; приведены качественные показатели работы станков, в том числе вопросы виброустойчивости и мероприятия по их улучшению. Приведено описан…
Курсовая работа
- формат cdw, docx
- размер 598.74 КБ
- добавлен
17 октября 2010 г.
Проектирование коробки скоростей токарного станка для обработки деталей из стали G_B 650МПа; при обработке режущим инструментом из твердого сплава, в диапазоне размеров обрабатываемой детали 100…500мм. Привод станка неразделенный; вид управления коробки скоростей: однорукояточный. Содержание. Задание на курсовой проект 1. Расчет технических характеристик станка 2. Расчет мощности привода и выбор электродвигателя 3. Построение структурной сетки и…
Курсовая работа
- формат archive
- размер 4,42 МБ
- добавлен
12 марта 2014 г.
Республика Беларусь, г.Минск, БНТУ, Кафедра: Металлорежущие станки и инструменты. Специальность: 1-36.01.03 — «Технологическое оборудование машиностроительного производства. Записка: 70 листов. Определение технических параметров станка и привода. Кинематический расчет привода со ступенчатым регулированием частоты вращения на шпинделе. Предварительный расчет привода. Обоснование главных размеров и конструкции шпиндельного узла. Уточненный расчет…
Курсовая работа
- формат doc
- размер 3,50 МБ
- добавлен
11 марта 2016 г.
Тернопільський НТУ, 2011, 67 ст. Дисципліна: Проектування металорізальних верстатів ПОЯСНЮВАЛЬНА ЗАПИСКА Аналіз конструкції базової моделі верстата. Аналіз конструкції і технічні характеристики верстатів аналогічно призначення. Вибір напрямку розробки конструкції шпиндельної бабки. Вибір комплексу рухів по забезпеченню виробничого циклу на верстаті. Визначення технологічних модулів та модульних комплектів. Побудова загальної матриці компоновок ве…
Стандарт
- формат doc, pdf
- размер 9,52 МБ
- добавлен
10 июня 2016 г.
В этом руководстве Вы найдете все необходимые. сведения о правильном функционировании, установке на. фундамент, эксплуатации и поддержанию токарного станка. CU800 производства Сливен-8800 БОЛГАРИЯ, 2014 г. Есть в формате pdf, doc. Содержание. 1 Экспедиционная документация. 2. Безопасная работа на станке. 3. Транспортирование и установка станка. 4. Техническое описание. 5. Общие сведения об основных узлах станка. 6. Обслуживание станка. 7. Работа…
Стандарт
- формат djvu
- размер 4,49 МБ
- добавлен
21 февраля 2013 г.
Троян, Комбинат металлорежущих станков «Машстрой», 1990. — 81 с. Паспортные данные, комплектовочная ведомость, техническая характеристика, обслуживание станка и уход за ним
Стандарт
- формат pdf
- размер 43,70 МБ
- добавлен
29 января 2016 г.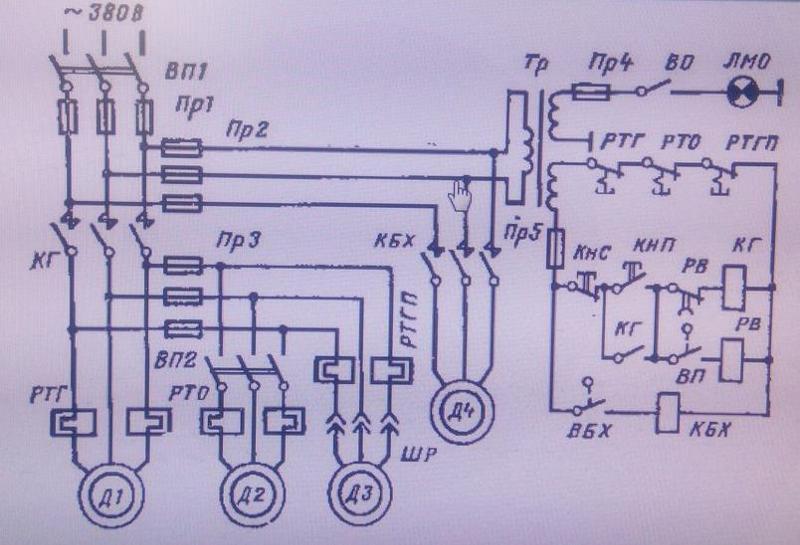
Руководство по эксплуатации токарного станка С5М-С5МВ. — Издательство завода металлорежущих станков г. София. — 88 с. — Язык: Болгарский В документе отсутствуют страницы: 2-6,45,46,70,80 Руководство содержит упаковочные ведомости,испытательный протокол,технические характеристики,установка и транспортировка,работа станка,органы управления,обслуживание и поддержка,электрические схемы,запасные части.
Стандарт
- формат pdf
- размер 1,76 МБ
- добавлен
15 апреля 2012 г.
Автор неизвестен. — 61 с. Станки тпециальные токарные, модели 250ИТП, 250 ИТВ, 250 ИТВФ1. Общие сведения Основные технические данные и характеристики Комплектность Меры безопасности Состав станка Устройство, работа станка и его составных частей Электрооборудование Смазочная система Порядок установки Порядок работы Характерные неисправности и методы их устранения Особенности разборки и сборки при ремонте Свидетельство о приемке Свидетельство о кон. ..
..
Стандарт
- формат djvu
- размер 6,02 МБ
- добавлен
25 октября 2011 г.
Руководство по эксплуатации. 133 с. Содержание: Техническое описание. Инструкция по эксплуатации. Основные технические данные и характеристики. Свидетельство о приемке.
Стандарт
- формат djvu
- размер 5,04 МБ
- добавлен
22 октября 2012 г.
Руководство по уходу и обслуживанию. 80 с. Москва. Назначение и краткая техническая характеристика. Транспортировка станка. Фундамент станка, монтаж и установка. Подготовка станка к первоначальному пуску. Паспорт станка. Описание станка. Смазка станка. Первоначальный пуск, наладка, регулировка станка. Ведомость комплектации. Сменные шестерни. Инструкция по нарезанию точных ходовых винтов на станке 1622Б
Подготовка станка к первоначальному пуску. Паспорт станка. Описание станка. Смазка станка. Первоначальный пуск, наладка, регулировка станка. Ведомость комплектации. Сменные шестерни. Инструкция по нарезанию точных ходовых винтов на станке 1622Б
Стандарт
- формат pdf
- размер 95.77 МБ
- добавлен
27 декабря 2014 г.
На специализированный трубонарезной станок модели 1А983 после капитального ремонта. — Сасово, 2013. — 161 с. Состав оборудования; устройство, работа оборудования и его составных частей; указания по техническому обслуживанию, эксплуатации и ремонту.
Чертеж
- формат image, kompas, txt
- размер 204,79 КБ
- добавлен
14 декабря 2014 г.
3D модель станины токарного станка 1В62 выполнена в программе КОМПАС-3D V14, файл расширением .m3d
Стандарт
- формат pdf
- размер 28,81 МБ
- добавлен
09 января 2013 г.
Паспорт, руководство по эксплуатации / Алма-Ата, 1986. — 54 с. Руководство по эксплуатации токарно-комбинированных станков 1Е95, 1Е95Г производства Алма-Атинского станкостроительного завода им. 20-летия Октября (Казахстан, г. Алма-Ата). Включает в себя техническое описание, инструкцию по эксплуатации и паспорт.
Стандарт
- формат djvu, pdf
- размер 29,07 МБ
- добавлен
19 ноября 2011 г.
Руководство по эксплуатации часть II «Электрооборудование» (pdf) 38 станиц. Схемы электрические принципиальные (djvu) 17 страниц
Стандарт
- формат image, pdf
- размер 17,24 МБ
- добавлен
18 ноября 2011 г.
Руководство к станку. Электрооборудование. Рязань. 1966. 23 с. Содержание: Общие сведения. Описание электропривода и схемы управления. Обслуживание электрооборудования станка. Возможные неисправности электрооборудования станка и меры их устранения. Ведомость покупных электроизделий.
Стандарт
- формат pdf
- размер 24.74 МБ
- добавлен
02 октября 2011 г.
Руководство по эксплуатации. Издательство и год издания неизвестны, 30 с. Содержание: Общие сведения об изделии. Основные технические данные и характеристики. Комплектность. Указание мер безопасности. Состав станка. Устройство и работа изделия и его составных частей. Электрооборудование. Смазочная система. Порядок установки. Порядок работы. Возможные неисправности и способы их устранения. Особенности разборки и сборки при ремонте. Сведения о прие…
Стандарт
- формат djvu
- размер 1,25 МБ
- добавлен
18 октября 2011 г.
Руководство по эксплуатации. 30 с. Сведения по запасным частям. Схема расположения подшипников. Перечень чертежей быстроизнашивающихся деталей. Редукторы. Бабка передняя. Гитара. Коробка подач. Бабка задняя. Фартук. Суппорт. Резцедержатель четырехпозиционный.
Бабка передняя. Гитара. Коробка подач. Бабка задняя. Фартук. Суппорт. Резцедержатель четырехпозиционный.
Стандарт
- формат pdf
- размер 37,73 МБ
- добавлен
05 марта 2012 г.
Руководство по эксплуатации и обслуживанию специальных токарных станков моделей 250ИТП, 250ИТВ и 250ИТВФ1, поставляемое со станком. Содержит описание назначения станка, его технические характеристики, особенности кинематики и конструкции. Выполнен в «сканах» в формате pdf. 2 части
Стандарт
- формат pdf
- размер 550,91 КБ
- добавлен
25 ноября 2014 г.
Автор не указан. Шверценбах: 2007. 22 Эта инструкция разработана для владельцев и обслуживающего персонала металлообрабатывающего токарного станка типа BD-7 с целью обеспечения надежного пуска и безошибочной эксплуатации.
Шверценбах: 2007. 22 Эта инструкция разработана для владельцев и обслуживающего персонала металлообрабатывающего токарного станка типа BD-7 с целью обеспечения надежного пуска и безошибочной эксплуатации.
Стандарт
- формат djvu
- размер 3,13 МБ
- добавлен
27 сентября 2012 г.
Паспорт станка. Завод токарных станков АРАД, 1975. — 126 с. Содержание Введение Характеристика и область применения Техническая характеристика Транспорт станка Фундамент и установка станка Пуск в действие станка Спецификация органов управления Кинематика станка Список зубчатых колёс Список подшипников качения Описание машины Смазка Электрическое оборудование Уход и регулирование Регулирование подач Устройство для конического строгания Механизм бы…
Стандарт
- формат pdf
- размер 9,30 МБ
- добавлен
26 января 2013 г.
Инструкция по использованию. PROMA CZ. — 26 с. Содержание: Содержание упаковки. Введение. Назначение. Технические данные. Предупредительные таблички. Конструкция станка. Места для работы. Описание унив. токарного станка. Перевозка и монтаж. Установка станка. Смазка станка. Регулировка станка и функции упр. Электрооборудование. Уход за токарным станком. Чертежи станка. Каталог деталей. Принадлежности и аксессуары. Демонтаж и ликвидация. Общие прав…
Стандарт
- формат pdf
- размер 1,39 МБ
- добавлен
09 января 2013 г.
Руководство по эксплуатации. Weiss machinery Co. LTD. — 32 с. (на англ. яз.) Содержание: limited warranty, safety warnings, specifications, table of contents, contents of shipping container, uncrating and clean-up, foundation drawing, general description, controls, operation, lathe accessories, adjustment, lubrication electrical connection, maintenance, truble solution.
1м61. токарно-винторезный станок. паспорт, характеристики, схема, руководство
Схема электрическая станка 1М61
Ниже приведен эскиз одной страницы документации «Схема токарно-винторезного станка 1М61»
| < Предыдущая | Следующая > |
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- HAAS ST-30. Токарно-револьверный станок. Паспорт, Характеристики, Руководство
- HAAS ST-20. Токарно-револьверный станок. Паспорт, Характеристики, Руководство
- HAAS ST-10. Токарно-револьверный станок.
 Паспорт, Характеристики, Руководство
Паспорт, Характеристики, Руководство - 1М95. Комбинированный станок. Паспорт, Характеристики, Схема
- 1Е61М. Токарно-винторезный станок. Паспорт, Характеристики, Схема
Предыдущие материалы:
- 2620А. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2622А. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2622. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2620. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2Д450. Координатно-расточной станок. Паспорт, Характеристики, Схема, Руководство
Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи. Высота центров над станиной составляет 170 мм. Класс точности – Н.
1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.
1В61
Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.
Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.

Это неполный список работ на рассматриваемом токарно-винторезным станке. При этом область применения – единичное и мелкое производство.
Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.
Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.
Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях. Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
- Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра.
- Суппорт станка может двигаться на расстояние до 20 см, а вдоль – до 60 см.
Благодаря этим характеристикам станок способен выполнять огромный спектр работ и при этом универсален в использовании.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.
- В процессе обработки конической поверхности выдвигать салазки.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
Две фрикционные муфты отвечают за обратное движение у этой же модели.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Допустимый люфт шпинделя
Допустимый люфт шпинделя определяется по характеристикам установочного места и работающих в конструкции подшипников. Рекомендуемый согласно классу точности зазор по посадке составляет 0,005 мм. Предварительный натяг подшипников регулируется гайкой. Изменение посадочного зазора регулируется разъемным регулировочным кольцом. Его шлифуют до достижения нужного показателя, затем устанавливают и окончательно затягивают подшипник второй настроечной гайкой. Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.
Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.
Допуск биения шпинделя и патрона
При установке на конус шпинделя патрон может создавать люфт по трем схемам:
- боковой из-за неточного позиционирования;
- боковой из-за неравномерного прижима кулачков;
- торцевой из-за недостатков фланцев и посадки на шпиндель.
Допуск биения патрона в сумме с конструкционным биением шпинделя должен быть как можно меньше. Для класса точности Н — предел составляет 50 мкм. Чтобы добиться необходимой точности, нужно проводит расточку кулачков, обработку посадочного конуса, центровку и тщательную регулировку как шпинделя, так и отдельно блока патрона.
Коробка скоростей 1М61
Коробка скоростей станка 1М61
Коробка передач содержит внутри шпиндельный узел и блоки из валов и шестерен, на них обороты подаются посредством клиновых ремней и шкивов от реверсивного двигателя. По паспорту за счет блока перебора в коробке скоростей создается 12 разных оборотов шпинделя, а еще 12 передаются через ступенчатую муфту, расположенную в шпиндельном узле.
По паспорту за счет блока перебора в коробке скоростей создается 12 разных оборотов шпинделя, а еще 12 передаются через ступенчатую муфту, расположенную в шпиндельном узле.
На панели коробки скоростей расположены три рычага. Одним из них переключают шестерни на блоке шестерен, вторым включают перебор и ступенчатую зубчатую муфту, а третьим рычагом передается зацепление шестерен на винт при нарезке резьбы. На шпинделе коробки скоростей установлена электрическая муфта для торможения шпинделя и это является особенностью станка
В заключение нужно отметить, что в наше время новых технологий станки с такими паспортными данными, несмотря на новые, усовершенствованные технологии, до сих пор занимают достойное место в ряду токарных станков металлорежущего оборудования.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.

Оглавление
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
Читать также: Настройка инструмента вне станка с чпу
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Технические возможности
За счет внедрения в устройство более двадцати механизмов управления оператор машины имеет возможность решать множество задач:
- определять вращательный период шпинделя, устанавливать прямое и реверсивное движение узла со шпинделем,
- делать выбор требуемого вида резьбы,
- задействовать ходовой винт,
- в определенных ситуациях запускать и отключать муфту предохранения,
- приводить суппорт в движение,
- осуществлять регулирование настроек подачи,
- активирование реверсивного обращения винта, установка нужных параметров резьбы.

Электромотор машины способен исполнять работу в обратном режиме, а регулировка диапазона оборотов шпинделя осуществляется коробкой скоростей. Помимо этого, система управления токарной машиной дает возможность в нужное время производить подачу на узлы охлажденного вещества, делать сцепление и расцепление рейки, производящей резку. Также она может закреплять и изменять расположение головки резца, освещать участок работ винторезной машины. На станке имеется индикатор степени загруженности.
К прочтению: Описание оборудования, используемого при производстве арболитовых блоков
Благодаря коробке подач оператор станка имеет возможность устанавливать требуемые параметры при изготовлении резьбы. В техническом описании к токарному станку даются сведения не только о размере изделий, но и о том, какая подача будет наилучшей для исполнения конкретной задачи.
Технические характеристики станка 1М61
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 1М61. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 1М61
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ8-71 | Н | |
| Наибольший диаметр обрабатываемого изделия над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 160 |
| Наибольший диаметр прутка проходящий через отверстие в шпинделе | мм | 32 |
| Наибольшая длина обрабатываемого изделия | мм | 710 |
| Количество скоростей шпинделя | 24 | |
| Пределы частоты вращения шпинделя | об/мин | 12,5…1600 |
| Количество продольных и поперечных подач | 17 | |
| Пределы продольных подач | мм/об | 0,08…1,2 |
| Пределы поперечных подач | м/об | 0,04…0,6 |
| Количество нарезаемых метрических резьб | 13 | |
| Количество нарезаемых модульных резьб | 10 | |
| Количество нарезаемых дюймовых резьб | 16 | |
| Количество нарезаемых питчевых резьб | 16 | |
| Пределы шагов нарезаемой метрической резьбы | мм | 0,5…6 |
| Пределы шагов нарезаемой модульной резьбы | мм | 0,25…3 |
| Пределы шагов нарезаемой дюймовой резьбы | ниток/дюйм | 3,5…48 |
| Пределы шагов нарезаемой питчевой резьбы | питчей | 7-96 |
| Габаритные размеры станка (ДхШхВ) | мм | 2055х1095х1450 |
| Масса станка (без электрооборудования) | кг | 1260 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.
Назначение оборудования
В качестве прототипа токарного станка 1Е61М использовалась модель ТВ-01М. Рассматриваемое оборудование относится к классу легких моделей, первый вариант исполнения появился в продаже в 1965 году. Другие варианты исполнения токарно-винторезных станков по металлу появились в 1975 году. К особенностям подобных предложений отнесем следующие моменты:
- Конструкция характеризуется универсальными параметрами. Именно поэтому оно может применяться для выполнения финишных операций при создании деталей высокой точности или нарезании резьбы.

- Гладкие цилиндрические поверхности могут обтачиваться при закреплении заготовок в трехкулочковом патроне. Может применяться проходной резец самого различного типа. Наружное точение цилиндрических поверхностей может проводится в несколько проходов при черновой и чистовой обработке.
- Растачивание цилиндрической поверхности проводится при применении соответствующего резца. Довольно часто проводится растачивание внутренних отверстий.
- Операции отрезания и протачивания канавок. Для отрезания заготовки применяется соответствующий резец. Протачивание канавок проводится при получении самых различных заготовок.
- Получение и обработка наружных конических поверхностей. Повысить точность обработки можно при применении копировально-конусной линейки. Больше всего трудностей возникает при обработке конусной поверхности. Для этого требуется специальный станок и соответствующая оснастка.
- Обработка отверстий. При установке соответствующей оснастки можно проводить сверление отверстий, а также некоторые другие схожие операции.
 Отверстия можно встретить в самых различных изделиях.
Отверстия можно встретить в самых различных изделиях.
Стоит учитывать, что рассматриваемые станки не подходят для проведения массовой обработки. Кроме этого, токарно-винторезные станки уступают по своим характеристикам многим другим предложениям, которые выпускаются сегодня.
Они выглядят следующим образом:
- Нельзя проводить установку оборудования вблизи аппаратов ударного или механического воздействия. Внешняя вибрация может существенно снизить точность резания.
- Установка должна проводится в хорошо освещенном чистом помещении. Однако, прямое попадание солнечных лучей должно быть исключено. Подобная рекомендация связана с тем, что подобная установка может привести к нагреву важных элементов конструкции.
- Нельзя проводить установку вблизи систем обогрева и центрального отопления, так как они также становятся причиной нагрева оборудования.
- Температурный режим в помещении должен быть в пределах 16-22 градусов Цельсия. Для выдерживания подобного показателя устанавливается приточная вентиляция.
 Слишком высокая температура может привести к нагреву устройства на момент длительной эксплуатации.
Слишком высокая температура может привести к нагреву устройства на момент длительной эксплуатации. - Замена ремней и других элементов должна проводится в соответствии с регламентом.
В целом можно сказать, что область применения подобных станков весьма обширна. Чаще всего они устанавливаются на заводах машиностроительной сферы. В некоторых других областях промышленности показателя производительности и точности обработки недостаточно. Как ранее было отмечено, в продаже встречаются модели с более привлекательными эксплуатационными характеристиками.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма.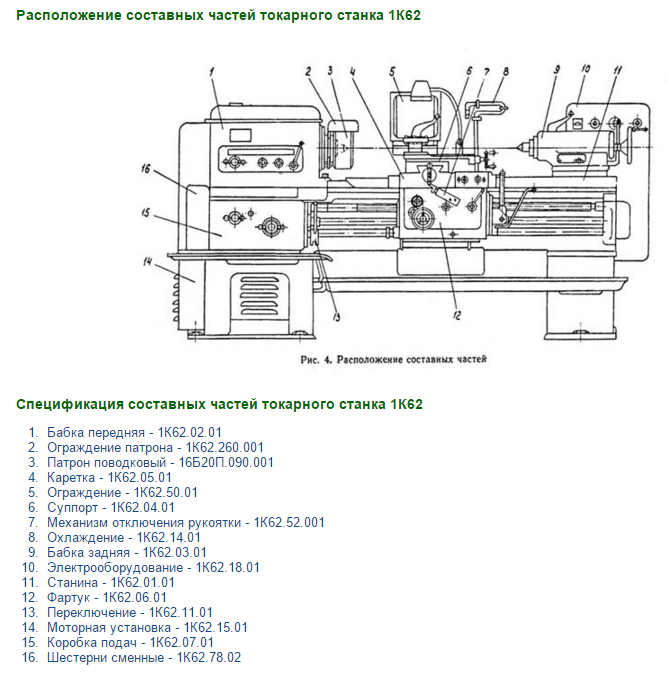 Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.
- Задняя бабка – у станины справа.
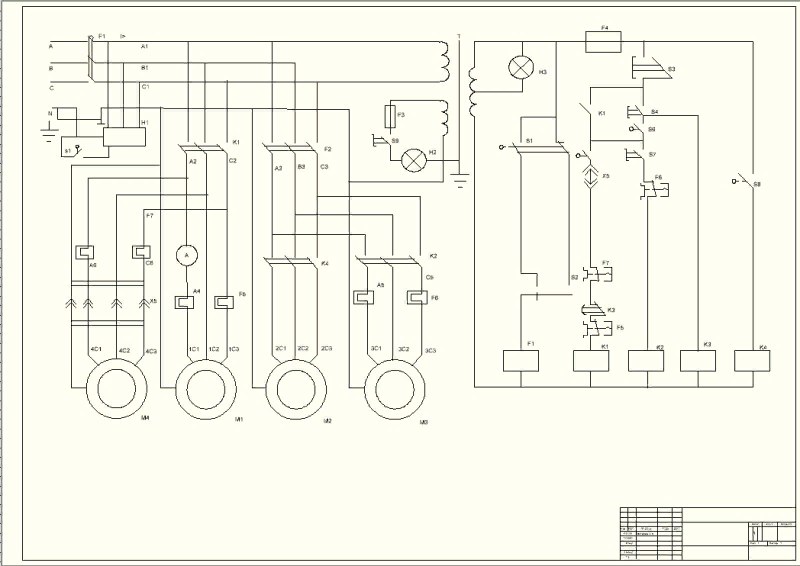
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Управление станком
Регулировка устройствами производится с задействованием набора рабочих инструментов. Пиноль заставляет двигаться маховик. Она фиксируется с использованием особым образом сконструированного упора, располагающегося в задней бабке, закрепляемого на станине конкретной рукояткой. Ручки, находящиеся у станины спереди, применяются для регулирования конкретных рабочих процессов:
- включение проворачивания валика или винта,
- избирание вращательной частотности узла со шпинделем,
- настройка подачи,
- кнопка, запускающая механизм сцепки и расцепки рейки для создания резьбы с помощью шестеренного вала,
- движение верха суппорта,
- запуск и отключение разъемной гайки винта,
- выбор вида нарезки резьбы,
- отключение и запуск муфты предохранения,
- определение настроек резьбы и запуск обратного хода винта,
- сообщение о степени нагрузки,
- пуск прямого и реверсивного обращения бабки шпинделя,
- рукоятка для поворачивания и крепежа головки резца,
- кнопка запуска электронасоса, который подает охлажденную жидкость.

- кнопка запуска электропитания и зонального освещения рабочей области.
В устройстве станка предусматривается особенный рычаг, обеспечивающий фиксирование станочной каретки при исполнении работ на торце изделий.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Руководство по
Руководство по
 ..
.. .. Дополнение.
.. Дополнение. к.
к.
 ..
..Токарные станки Кента | Флаги британских графств
В графстве Кент есть набор уникальных внутренних территориальных подразделений, именуемых «Латес». Слово «токарный станок» может происходить от германского корня, означающего «земля» или «земельное владение», возможно, связанного с греческим словом latron «оплата». Эти уникальные подразделения, по-видимому, возникли в 6 веке, во время ютской колонизации графства. В одиннадцатом веке зарегистрировано семь станков; Эйлсфорд, Милтон, Саттон, Боро, Истри, Лимпн и Уай (карта Джона Ллойда)
Слово «токарный станок» может происходить от германского корня, означающего «земля» или «земельное владение», возможно, связанного с греческим словом latron «оплата». Эти уникальные подразделения, по-видимому, возникли в 6 веке, во время ютской колонизации графства. В одиннадцатом веке зарегистрировано семь станков; Эйлсфорд, Милтон, Саттон, Боро, Истри, Лимпн и Уай (карта Джона Ллойда)
, но к тринадцатому веку их число стало фиксированным и равнялось пяти;
- Токарный станок Святого Августина, образованный в результате слияния Боро и Истри
- токарный станок Shepway, переименованный из Lympne
- Lathe of Scray, образованный в результате слияния Milton и Wye
- Токарный станок Эйлсфорд
- Токарный станок Sutton-at-Hone
Станки также отмечены на карте графства Джона Спида 17 века
Первоначально использовавшиеся в административных целях, как показано на этой карте из Викишира
вместе с составляющими их «Сотнями», эта функция была утрачена к девятнадцатому веку, но токарные станки так и не были официально упразднены, и действительно возникла как административная единица 1 апреля 1974 года, пока не была переименована 18 января 2018 года. В 2013 году историк Джон Ллойд завершил подробное исследование происхождения уникальных токарных станков Кента.
В 2013 году историк Джон Ллойд завершил подробное исследование происхождения уникальных токарных станков Кента.
Каждый из предложенных флажков включает в себя панель у подъемника (левая сторона флага) на одной трети длины флага с изображением хорошо известного белого жеребца Кента на красном фоне. Изображение кентской лошади
взято из выпуска 92 Flagmaster, журнала Института флага
и, вероятно, основано на изображении, найденном в работе C.W.Scott-Giles «Гражданская геральдика» 1933 года
Сам номер
отражает различные изображения лошади, найденные по всему округу на табличках и знаках, а также на гербе округа, украшающем здание Совета графства Кент в Мейдстоне.
Таким образом, рисунки демонстрируют определенную степень единообразия, свидетельствующую об их статусе частей графства Кент, причем каждый из них несет отличительный заряд в остальной части флага, символизирующий конкретную местность
Токарный станок Шепуэя.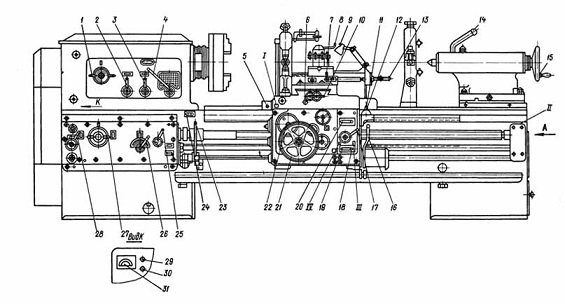
Территория этого токарного станка включает города Хайт, Фолкстон, Лидд и Нью-Ромни, расположенные в пяти портах. Конфедерация прибрежных городов в Кенте и Сассексе, сформированная для военных и торговых целей, Пяти портов первоначально включала Гастингс, Нью-Ромни, Хайт, Дувр и Сэндвич, а Рай заменил Нью-Ромни, когда ураган привел к его заиливанию. Ряд других городов, имеющих разную степень связи с древними Свободами Пяти Портов, известны как города Конечностей Пяти Портов, в их число входят Фолкстон и Лидд. На отличительной геральдической эмблеме Пяти портов изображен лев, соединенный с кораблем 9.0003
также можно увидеть на гербе Гастингса
и Сэндвича
, и эта же тема была включена в герб, присужденный совету современного района Шепвей
, стиль которого также напоминает гражданский герб. Фолкстон, главный город Латэ
Таким образом, на флаге Латэ оф Шепуэй изображен золотой корабль Пяти Портов.
Это напоминает о наследии местной конфедерации, а также подчеркивает сильную связь местности с морем, цвет которого образует фон, на котором расположен корабль. Синий — более светлый оттенок, чтобы усилить контраст с красным цветом Кента на панели подъемника.
Через некоторое время после создания этого флага Институт Флага создал и зарегистрировал флаг
для «сообщества» городов, входящих в Cinque Ports. Герб Пяти Портов и образованное из него гербовое знамя принадлежат местным властям городов-членов городов Пяти Портов и могут на законных основаниях вывешиваться только этими органами и Конфедерацией как их представительным органом. Однако Конфедерация хотела предложить жителям городов Чинкве-Порт возможность продемонстрировать свою близость к телу. Флаг сообщества, который очень напоминает флаг Шепвея, поддерживает традиционное знамя в качестве основы, тем самым сохраняя прямую и четкую связь между сообществом и властью.
Токарный станок Святого Августина.
На флаге Токарного станка Святого Августина изображено крестообразное навершие посоха
, связанное со святым, в честь которого названа местность, Августином,
первым архиепископом Кентерберийским, главным городом токарный станок.
Эта форма креста известна как «Кентерберийский крест» в честь саксонской броши, датируемой примерно 850 годом, которая была найдена в Кентербери в 1867 году. Соответственно, Кентерберийский крест является декоративным элементом «Кентской и Кентерберийской больницы», в Кентербери!
Крест имеет небольшой квадрат в центре, от которого отходят четыре руки, более широкие снаружи, так что руки выглядят как треугольники, символизирующие Троицу. Кончики плеч представляют собой дуги одного круга, создающие общий эффект круглого колеса. Каменный крест находится у Кентерберийского собора
и такие кресты
продаются там же в сувенирной лавке.
Черный крест на флаге с минимальными серыми деталями расположен на фоне ярко-желтого поля, характерного для ярко-желтых полей масличного рапса, часто встречающихся в этом районе,
, который хорошо контрастирует как с основным зарядом, так и с красной панелью подъемника.
Токарный станок Скрэя.
Токарный станок Скрэя представляет собой обширную территорию, которая охватывает как северное, так и южное побережье Кента, и нет единой эмблемы, которая естественным образом представляла бы это несколько разнородное подразделение графства. Однако Scray был образован в результате слияния Milton и Wye, и каждый из них связан с отдельной местной эмблемой. Совет Ситтингборна и Мильтона был награжден оружием в 1949, на котором изображена зеленая виверна
, ранее он использовался советом в Милтон-Реджисе и обозначал защиту от датских и более поздних захватчиков, с очевидной отсылкой к эмблеме Уэссекса, оплота в борьбе против датского вторжения. . Над городом Уай возвышается меловой холм, на котором вырезаны контуры короны. символизирует объединенные местности, образующие Станок Скрэя.
Токарный станок Эйлсфорда.
В токарном станке Эйлсфорда находится «Эйлсфордское ведро»,
, которое, как полагают, хранило местное пиво, медовуху или перебродившие ягодные соки, этот конкретный пример, обнаруженный в 1886 году, содержит несколько кремированных человеческих костей , как полагают, использовался в похоронной церемонии. Ведро известно своим орнаментом: две искусно увенчанные человеческими головами возвышаются над ручками сосуда; и необычный декоративный фриз сразу под краем, на котором изображено уникальное изображение двух «пантомимных лошадей», обращенных друг к другу. Артефакт отождествляется с кельтским народом Кантии, в честь которого названо графство Кент и датируется примерно 75 г. до н.э. Отличительная декоративная ручка на ведре, изображающая человеческое лицо и названная в честь токарного станка, в котором она была обнаружена, является идеальным местным символом для размещения на флаге Токарного станка Эйлсфорда. Устройство расположено на фоне серого поля, напоминающего землю, из которой оно было извлечено.
Ведро известно своим орнаментом: две искусно увенчанные человеческими головами возвышаются над ручками сосуда; и необычный декоративный фриз сразу под краем, на котором изображено уникальное изображение двух «пантомимных лошадей», обращенных друг к другу. Артефакт отождествляется с кельтским народом Кантии, в честь которого названо графство Кент и датируется примерно 75 г. до н.э. Отличительная декоративная ручка на ведре, изображающая человеческое лицо и названная в честь токарного станка, в котором она была обнаружена, является идеальным местным символом для размещения на флаге Токарного станка Эйлсфорда. Устройство расположено на фоне серого поля, напоминающего землю, из которой оно было извлечено.
Токарный станок Саттон-эт-Хон.
Токарный станок в Саттон-эт-Хоне несет флаг с белым иерусалимским крестом на черном фоне. Символ связан с этой местностью из-за присутствия там иерусалимского монастыря Святого Иоанна
Он был основан в 1199 году как командование рыцарей-госпитальеров ордена Святого Иоанна Иерусалимского. Здание было передано нации в 1943 году сэром Стивеном Таллентсом и было открыто для публики два раза в неделю в 19 веке.50-е годы. Эмблема ордена Святого Иоанна и рыцарей-госпитальеров, известная как мальтийский крест, поскольку штаб-квартира ордена расположена на острове и его часто можно увидеть там, представляет собой белый восьмиконечный крест, имеющий форму четырех «V». ”-образные элементы, каждый из которых соединяется с другими в своей «вершине», оставляя два других кончика симметрично раздвинутыми наружу. Следовательно, организации Lathe of Sutton-at-Hone используют крест, в том числе, например, местный приходской совет
Здание было передано нации в 1943 году сэром Стивеном Таллентсом и было открыто для публики два раза в неделю в 19 веке.50-е годы. Эмблема ордена Святого Иоанна и рыцарей-госпитальеров, известная как мальтийский крест, поскольку штаб-квартира ордена расположена на острове и его часто можно увидеть там, представляет собой белый восьмиконечный крест, имеющий форму четырех «V». ”-образные элементы, каждый из которых соединяется с другими в своей «вершине», оставляя два других кончика симметрично раздвинутыми наружу. Следовательно, организации Lathe of Sutton-at-Hone используют крест, в том числе, например, местный приходской совет
9.0003
и местный футбольный клуб.
Крест также присутствует на гербах Дартфорда, на шеях двух сторонников, несущих щит, где он белый на фоне красно-черного поля.
Белый крест на красном фоне, как видно на изображении выше, остается особой цветовой схемой, используемой орденом Святого Иоанна, но другая распространенная реализация этого устройства помещает белый крест на черный фон
, и это цветовая схема, используемая для флага токарного станка, который считается особенно драматичным и отличительным.
Полезные ссылки
Токарные станки Kent
Какой допуск на диаметр у вашего токарного станка?? | Практик-механик
гадюка
Титан
#1
Мы успешно удерживаем 0,0001″ на нашем Мори. На днях другой владелец магазина не согласился. Я показал ему, что мы обычно тестировали их с цифровым микрофоном, но тестировали по лазерным стандартам и, кажется, на 0,0001, но повторяемо
В любом случае, просто любопытно, что вы, ребята, держите Я нахожу половинку, хотя довольно легко с хорошим финишным проходом
дстрир
Алмаз
#2
Doosan Puma 240m
Есть часть, которая обозначает внешний диаметр +/- 0,0007, но я предпочитаю держать ее +/- 0,0001 из-за того, что мне приходится повторно зажимать их в зажимных губках.
Согласно моей новой сканирующей КИМ Zeiss, оптическому компаратору starret и цифровым микрофонам, машина повторяется в пределах 0,00005 и 0,0001 в зависимости от того, как долго машина находится между запусками и изменением температуры. Это нержавеющая сталь 304, обработанная струей воды из листового металла.
Металлорез
Титан
#3
Мне всегда говорили, что дело не в станке, а в операторе. Я убедился в этом после сорока лет работы в этой сфере.
Я убедился в этом после сорока лет работы в этой сфере.
Изучение вашей машины очень поможет.
С уважением,
Стэн-
Д. Рей
Титан
#4
Как надежно измерить 0,0001? Микрофон каждой части? Вы ставите каждую деталь на КИМ?
Просто любопытно, у меня нет такой возможности.
Бобв
Алмаз
#5
Металлорез сказал:
Мне всегда говорили, что дело не в станке, а в операторе. Я убедился в этом после сорока лет работы в этой сфере.
Изучение вашей машины очень поможет.
Нажмите, чтобы развернуть…
Это намного проще, когда вы просто нажимаете на глазок инструмента, затем нажимаете «большую зеленую» кнопку, и каждый раз она прямо там.
Магазин, в котором я раньше работал, имел QT20 98 года, Mazak, у меня была эта штука, квадратная, центрированная, с циферблатом, дохлые орехи. Руководства показали, что он вырастет на 0,0003 дюйма примерно за 1/2 часа, а затем останется стабильным, и будь он проклят, если это не произойдет. Я не удержу его, но моя 8-летняя машина могла бы, это могла быть ошибка оператора
Теперь у меня есть Mazak QT20 84 года, у меня тоже есть эта гайка, квадратная, центрированная, но без проушины для инструмента , Правые инструменты OD, она немного капризничает, левши нажимают на башню, она держит десятую или 2 или 3. При прогреве она движется почти 0,002, поэтому вам нужно гоняться за ней около часа, а затем пропустить обед
При прогреве она движется почти 0,002, поэтому вам нужно гоняться за ней около часа, а затем пропустить обед
дстрир
Алмаз
#6
Д. Рей сказал:
Как надежно измерить 0,0001? Микрофон каждой части? Вы ставите каждую деталь на КИМ?
Просто любопытно, у меня нет такой возможности.
Нажмите, чтобы развернуть…
Из партии из 100 деталей я проверю каждую 5 на смм на наличие этой конкретной детали. Это КИМ с ЧПУ, поэтому для проверки достаточно просто пройтись, положить деталь на стол, нажать кнопку и вернуться за результатами.
Литлероб
Горячекатаный
#7
Я спрашивал много машин, которыми управляю, МНОГО. 0,0001 — это общий допуск для регулировки смещения, если только управление не настроено в MM. (Окума/Мори) Так что, если, например, ваша часть называется 1.000 /-.000 +.0001, у меня нет места для смещения инструмента. У меня есть микрофоны, которые будут измерять 0,00005, но это половина, где нет места для манипуляций. т.е. Вы работаете на вершине допуска 1.00009, мой микрофон не скажет мне этого, и я израсходовал весь их запас прочности. Я не знаю, имеет ли это смысл, еще рано,
Роберт
Настоящая Ли
Алмаз
#8
Как сказал Гордон, измерение в миллионных долях дюйма — это совсем другое дело, чем измерение в тысячных долях. Как упоминалось ранее, разрешение и точность являются двумя относительно не связанными параметрами.
Термические факторы могут полностью разрушить вашу точность. К ним относятся температура детали, скорость, с которой температура падает за счет теплопроводности в патрон после процесса резки, градиент температуры по длине детали и теплота руки пользователя на микрометре.
Чтобы ответить на первоначальный вопрос…
Деталь с одним патроном должна фактически выдерживать нулевую ошибку, поскольку по определению она вращается вокруг оси, которая является осевой линией. Если седло неподвижно и заблокировано, только с подачей, а инструмент остановился и зафиксировался в этом положении, чтобы удалить последнее небольшое количество металла, полученная деталь должна быть однородной, за исключением ошибок в подшипниках шпинделя.
Если седло должно двигаться для резки, то достижимый допуск зависит от выравнивания станка в дополнение к вышеуказанным соображениям. Можно вместить 0,0001″ МДП на большую длину (Монарх 10ee может), но для этого требуется очень хорошая машина, хорошо спроектированная и обслуживаемая.
— Leigh
парикмахер
Алмаз
#9
На днях мы использовали штифт из нержавеющей стали.
Машина с легкостью выдержала ограничение в 2 десятых. Детали измеряли с помощью микрометра Mitutoyo Digi mic и сравнивали с пластинами. Я понимаю, о чем вы говорите, но микрофоны Mitutoyo очень и очень хороши.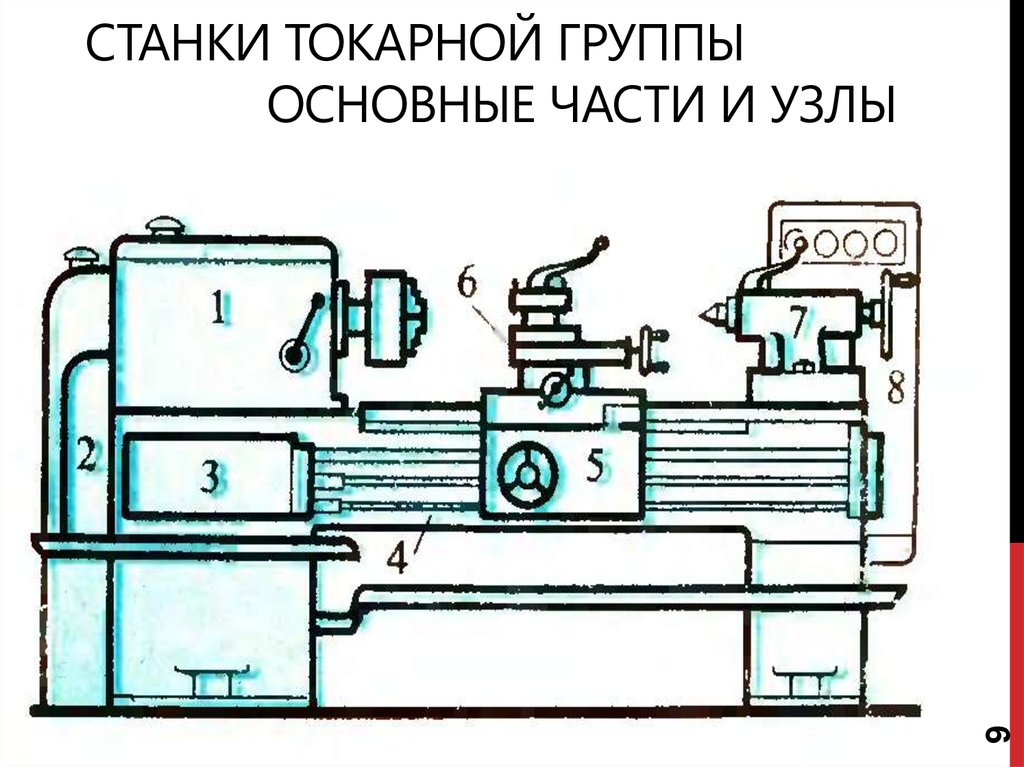
Ref Токарные станки: Hitachi, где я работал, были дерьмовыми. Если допуск был меньше тысячи (например, +/- 0,0005, а не +/- 0,001), машины (hicels) просто не хотели знать.
Итак, все пошло на Hardinge GT, потому что они были платтенами.
Это гораздо больше, чем один вращающийся шпиндель и т. д., как вы сказали, подшипники, а также размер патрона, баланс кулачков, поддерживаемая длина стержня или нет, бла-бла.
Имейте в виду, что токарно-винторезный станок не только быстрее, но вы смотрите только на повторяемость осей.
Добавьте в уравнение турель, и вы также обратите внимание на повторяемость этого, а также на такие факторы, как то, насколько хорошо она сбалансирована (или нет).
Наконец, поскольку токарные станки работают на 1/2 диаметра, удержание 2 десятых, очевидно, означает, что ось/башня должна удерживать 1 десятую.
Чертовски удивительно, по большому счету!
КОРОЛЬ РИЧ ИНДАСТРИЗ КО., ЛТД.
чип_производитель
Нержавеющая сталь
#10
Я бы сказал, что мои токарные станки подходят для всего 0,0002–0,0003. Когда у меня будет допуск менее 0,001, я буду использовать микрофон с индикатором Mitutoyo. Я установлю их на базовый допуск с помощью мерных блоков. Они исключают переменную «ощущение» из уравнения и устанавливают мерные блоки, поэтому я знаю, что мои измерения последовательны и точны.
парикмахер
Алмаз
#11
Гордон,
Пожалуйста, прочитайте, что я сказал. Я делаю точно так же, как чиппи — настраиваю микрофон на пластины (шаблоны) и использую микрофон в качестве репера.
Я знаю, что британский стандарт для точности микрофона 0-1″ составляет около 1/2 тыс., и реальная точность mitutoyos намного лучше, чем эта (откалибровано по UKAS).
затем только действительно говорящая повторяемость (и в этом она тоже очень хороша).
Джон Велден
Алмаз
#12
Металлорез сказал:
Мне всегда говорили, что дело не в станке, а в операторе. Я убедился в этом после сорока лет работы в этой сфере.
Изучение вашей машины очень поможет.
С уважением,
Стан-
Нажмите, чтобы развернуть…

Я понимаю, что вы делаете. Для меня именно машина определяет, насколько точной может быть деталь. Все, что может сделать механик, — это дать машине шанс быть точным. Я неплохо умею творить дерьмо, но не умею колдовать. Если сказать, что подшипники шпинделя изношены… они изношены, я ничего не могу с этим поделать. Какой-то другой лучший машинист не придет и не сможет работать с этим.
Тонитн36
Алмаз
№13
Один тип наших токарных станков будет выдерживать +/- 0,00007 дюйма (+/-0,002 мм) в течение всего дня на тысячах деталей при лучше чем 1,87 CpK. Они измеряются датчиками LVDT с разрешением 0,0002 мм, и датчики проходят 10% длинных форм GR&R без проблем.Это не револьверные станки, но некоторые имеют 3-позиционную револьверную головку, как устройства смены инструмента.
Они измеряются датчиками LVDT с разрешением 0,0002 мм, и датчики проходят 10% длинных форм GR&R без проблем.Это не револьверные станки, но некоторые имеют 3-позиционную револьверную головку, как устройства смены инструмента.
Работая с микронными допусками в течение последних 20 лет ежедневно, вы никогда не убедите меня, что кто-то может надежно, воспроизводимо и точно измерить допуск +/- 0,0001 дюйма с помощью ручного микрофона. думаю, что он когда-либо пройдет GR&R даже при 30%
Что касается соблюдения допусков на машине, это не столько машина (за исключением сломанного шпинделя или других серьезных проблем), сколько ваша способность измерять точно и воспроизводимо Вы можете компенсировать многие недостатки машины, если точно знаете, где вы находитесь в пространстве.0003
Старая поговорка, которую я слышал: «Если вы можете надежно измерить это, вы можете понять, как это обрабатывать…»
Джон Велден
Алмаз
№14
Tonytn36 сказал:
Что касается соблюдения допусков на станке, то это не столько сам станок (за исключением сломанного шпинделя или других серьезных проблем), сколько ваша способность точно и воспроизводимо измерять. Вы можете компенсировать многие проблемы с машиной, если точно знаете, где находитесь в пространственном отношении.
Нажмите, чтобы развернуть…
Если вы говорите, что вы слесарь, я ожидаю, что вы сможете управлять машинами и точно измерять. Это данность. Хорошо иметь в виду, что все сделано, и есть не просто несколько особенных парней, которые знают, как точно измерить дерьмо.
Самое сложное в машиностроении — это знать, как делать дерьмо. Эксплуатация машин и замеры относительно просты.
Металлорез
Титан
№15
Джон Велден сказал:
Я понимаю, о чем вы говорите. Для меня именно машина определяет, насколько точной может быть деталь. Все, что может сделать механик, — это дать машине шанс быть точным. Я неплохо умею творить дерьмо, но не умею колдовать. Если сказать, что подшипники шпинделя изношены… они изношены, я ничего не могу с этим поделать. Какой-то другой лучший машинист не придет и не сможет работать с этим.
Нажмите, чтобы развернуть…
Я знаю, откуда вы исходите в своем ответе, однако это все еще оператор. Если подшипники повреждены, оператору необходимо заменить их. Он является частью системы и не может выполнить работу, пока ее не починят. Для плохих подшипников шпинделя нет решения.
Все это объединяется со знанием вашей машины.
Конечно, если вы покупаете старое оборудование, вы все равно не будете делать на нем детали с жесткими допусками.
Я думаю о случае, когда мне нужно было фрезеровать два V-образных паза на расстоянии 8 дюймов друг от друга по оси Y и длиной 23 дюйма по оси X. Я так делал на своей старой коленке Hurco sm1 bx. Сначала я попытался просто запрограммировать его по образцу «Z» стандартным способом. Два разреза варьировались на 0,005 дюйма от одного конца до другого.
Я изучил процесс, а затем решил запрограммировать первую прорезь так, чтобы она находилась в середине перемещения стола по «X». Затем я перешел к первой « положение оси y». Это поместило вес стола в середину хода. Затем я пошел влево от паза и обработал его вправо, затем снова вернулся в «X» к середине. Следующим движением было ко второму пазу, а затем снова к начальной точке и обработайте второй паз справа. У меня было достаточно калибровочных блоков, чтобы построить стопку, чтобы проверить концы пазов на параллельность, используя 1-дюймовый вал Томпсона, уложенный в пазы. Мерные блоки были с небольшим натягом на обоих концах. В результате таблица работала бы правильно, если бы не болталась во время хода «Y».
Мерные блоки были с небольшим натягом на обоих концах. В результате таблица работала бы правильно, если бы не болталась во время хода «Y».
SRY за длину всего этого, но это было для меня большим сюрпризом.
С уважением,
Стэнли Дорнфельд
Сеймур Дюмор
Алмаз
№16
Джон Велден сказал:
Если вы говорите, что вы механик, я ожидаю, что вы сможете управлять машинами и точно измерять. Это данность. Хорошо иметь в виду, что все сделано, и есть не просто несколько особенных парней, которые знают, как точно измерить дерьмо.
Самое сложное в машиностроении — это знать, как делать дерьмо. Эксплуатация машин и замеры относительно просты.
Нажмите, чтобы развернуть…

Джон, это как сказать, что если у тебя две ноги, ты можешь ходить.
И если вы можете ходить, то вы можете пройти 100 миль в час, а если вы можете пройти 100 миль в час, вы также можете пройти ровно 0,0001 миль в час.
Человек может измерить до определенного допуска с абсолютной уверенностью.
Некоторые люди могут измерять с более низким допуском с достаточной уверенностью.
Ни один человек никогда не может измерить ниже определенного допуска с какой-либо уверенностью.
Допуск 0,0001 с использованием микрометра, на мой взгляд, ниже этого уровня.
Есть смысл иметь некоторые измерительные приборы, где вмешательство человека почти полностью исключено.
Не ругаюсь, просто высказываю свое мнение.
Я даже не собираюсь когда-либо браться за какую-либо работу с такими требованиями и не утверждаю, что у меня есть какие-либо инструменты, возможности или подходящая среда для измерения размера с точностью до 0,0001.
В этой заметке я также называю буллдроппинг одинаковым для всех, у кого есть какая-либо КИМ, заявляющая о такой возможности.
ВИЛЕО6709
Алмаз
# 17
на круглых деталях, даже когда я пытаюсь измерить 0,0002 дюйма, я полагаюсь на калибр-компаратор Sheffield 1000, откалиброванный по блоку измерительных блоков. слишком привередлив к микрометру для меня.
Литлероб
Горячекатаный
# 18
Я слышал о людях, использующих «уложенные друг на друга» мерные блоки для квалификации и калибровки. JMO, я бы не стал использовать этот инструмент для проверки 0,0001 дюйма. Если вы сложите 5 или 25 калибровочных блоков и при условии, что они сохранялись при температуре. контролируемый в вакууме, между двумя плоскими поверхностями все еще существует молекулярное расстояние, что создает дополнительное расстояние или неквалифицированный инструмент. Можно сказать, что расстояние настолько маленькое, что это не имеет значения, но я бы не стал.
Также я согласен с Сеймором по поводу CMM.
Роберт
скудзуки
Нержавеющая сталь
# 19
Я думал, что скручивание мерных блоков вместе эффективно устраняет любой зазор между ними.
Джо
дждж
Алмаз
#20
Джон Велден сказал:
Я понимаю, о чем вы говорите. Для меня именно машина определяет, насколько точной может быть деталь. Все, что может сделать механик, — это дать машине шанс быть точным. Я неплохо умею творить дерьмо, но не умею колдовать. Если сказать, что подшипники шпинделя изношены.
.. они изношены, я ничего не могу с этим поделать. Какой-то другой лучший машинист не придет и не сможет работать с этим.
Нажмите, чтобы развернуть…
Очень хороший способ выразить это.
Если машина очень ослаблена, ошибки обычно не будут такими ПРЕДСКАЗУЕМЫМИ, чтобы оператор мог их компенсировать.
Джефф
Статья о токарном станке из The Free Dictionary
токарный станок
токарный станок (lāᵺ), станок для удерживания и токарной обработки металла, дерева, пластика или другого материала относительно режущего инструмента для формирования цилиндрического изделия или детали. Он также сверлит, растачивает, полирует, шлифует, нарезает резьбу и выполняет другие операции. Его основными частями являются передняя бабка (прикрепленная к станине или основанию машины), которая удерживает один конец материала во вращающейся шпоре; задняя бабка, удерживающая другой конец, перемещается вдоль станины и может быть зажата в любом положении; режущий инструмент; силовая подача, состоящая из привода и его движущих частей.
Электронная энциклопедия Колумбии™ Copyright © 2022, Columbia University Press. Лицензия издательства Колумбийского университета. Все права защищены.
Токарный станок
Станок для токарной обработки металла или дерева. Деталь, которую нужно обтачивать, устанавливается между двумя вращающимися патронами, а режущий инструмент может скользить вперед и назад по направляющей и перемещаться ближе или дальше от дерева, что позволяет резать переменный профиль
Иллюстрированный словарь по архитектуре Авторское право © 2012, 2002, 1998 The McGraw-Hill Companies, Inc. Все права защищены
Следующая статья взята из Большой советской энциклопедии (1979). Он может быть устаревшим или идеологически предвзятым.
Токарный станок
станок, используемый в основном для рабочих органов вращения путем удаления стружки при токарной обработке. Один из самых древних станков, токарный станок послужил основой для сверлильных и расточных станков.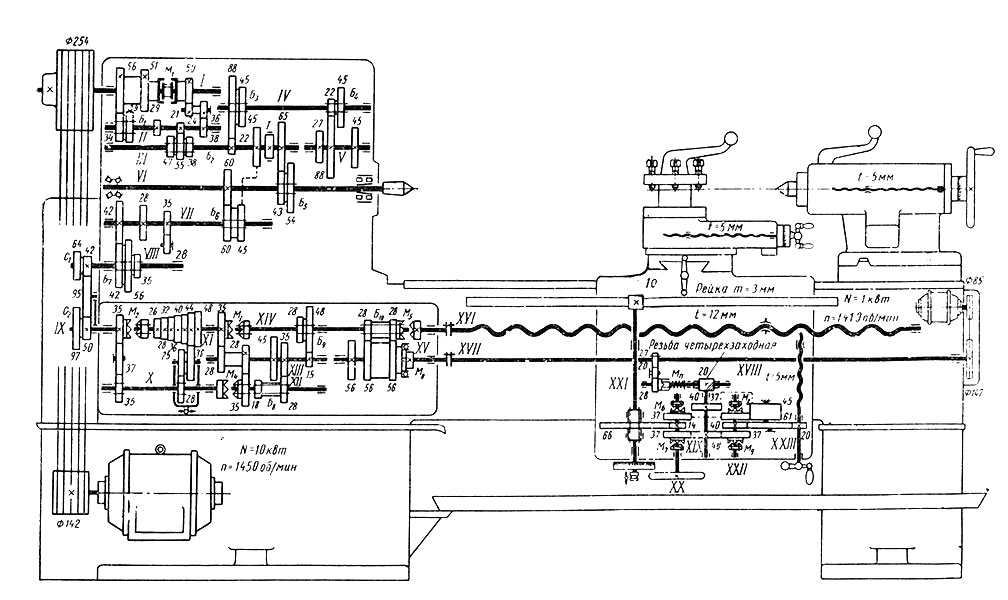
Токарные станки составляют важную, разнообразную группу металлообрабатывающих станков. К токарным операциям, которые могут выполняться на токарных станках, относятся обработка цилиндрических, конических и неправильной формы поверхностей, торцовка, резка и расточка, а также сверление и развертывание отверстий, нарезание резьбы, накатка, притирка. Фрезерные, шлифовальные, зубонарезные и другие операции могут выполняться на токарных станках с использованием специальных приспособлений. Колесные пары, муфты и трубы точат на специализированных токарных станках.
Основными компонентами токарного станка являются (1) основание с желобом для сбора смазочно-охлаждающей жидкости и стружки; 2) станина с направляющими каретки и задней бабки; 3) неподвижная передняя бабка со шпинделем и редуктором, которые могут располагаться в другом месте, например, в основании; (4) подвижная задняя бабка, которая крепится к станине в определенном положении; 5) подающая коробка, соединенная муфтами с карданным валом и подающим винтом; 6) фартук с механизмами передачи движения от карданного вала к рейке (или к подающему винту поперечных салазок) и для сопряжения разрезной гайки с ходовым винтом; 7) суппорт, состоящий из каретки, перемещающейся по направляющим станины, и поперечных салазок, перемещающихся по направляющим каретки; и (8) узел вращения с направляющими для верхней каретки, на которой установлен резцедержатель. В некоторых моделях верхняя каретка также перемещается автоматически. В фартуковом механизме предусмотрена блокировка, исключающая одновременное включение подачи карданным валом и ходовым винтом и одновременное включение каретки и поперечных салазок. Для быстрого перемещения каретки карданный вал приводится в действие вспомогательным электродвигателем, работающим через обгонную муфту.
В некоторых моделях верхняя каретка также перемещается автоматически. В фартуковом механизме предусмотрена блокировка, исключающая одновременное включение подачи карданным валом и ходовым винтом и одновременное включение каретки и поперечных салазок. Для быстрого перемещения каретки карданный вал приводится в действие вспомогательным электродвигателем, работающим через обгонную муфту.
При резке на токарном станке заготовка, удерживаемая в патроне или конических штифтах, вращается главным приводом. Предусмотрено ступенчатое или бесступенчатое регулирование скорости вращения шпинделя для достижения требуемой скорости резания. Поступательное движение режущего инструмента производится кинематической цепью движения подачи, первым звеном которой является шпиндель, а последним звеном — зубчатая рейка в случае точения или кинематическая пара винта подачи и разрезная гайка в случае резьбы. В случае токарной обработки подача регулируется коробкой подачи; в случае нарезания резьбы применяют приспособление со сменными шестернями в узле регулировки подачи, или кронштейн.
Шпиндельный узел выполнен жестким и устойчивым к вибрации. Шпиндель обычно опирается на подшипники качения. Гидростатические подшипники используются в прецизионных токарных станках. К переднему концу шпинделя может крепиться планшайба, на которую крепятся заготовки. Задняя бабка служит для рабочих элементов в конических штифтах, а также для крепления инструмента при сверлении, зенковании и развертывании.
Главный привод токарного станка может включать односкоростной или многоскоростной асинхронный электродвигатель и многоступенчатый редуктор или механический регулируемый привод. Регулируемые двигатели постоянного тока и редукторы обычно используются в тяжелых токарных станках. Иногда используются и другие приводы, например гидравлические приводы.
Требования к автоматизации мелкосерийного производства привели к разработке токарных станков с числовым программным управлением. Эти станки имеют ряд особенностей. Помимо традиционной конфигурации используется компоновка, при которой станина имеет наклонные направляющие; это облегчает удаление стружки и защиту рабочей зоны. Зона резания закрыта кожухом. Среди операций, которые запрограммированы, — смещение диапазона, продольное и поперечное перемещение каретки с бесступенчатой регулировкой подачи, ускоренный ход каретки, вращение револьверной головки, запуск, остановка и реверс главного привода, а также автоматический смена инструмента (с многофункциональным креплением). В некоторых токарных станках с центральным двигателем используются самоцентрирующиеся патроны и автоматические задние бабки. Во многих случаях токарные станки имеют вращающиеся револьверные головки с отдельным электрическим или гидравлическим приводом. Подача может осуществляться ступенчатыми электродвигателями с сервоуправлением, двигателями постоянного тока и гидродвигателями; используются роликовые (шариковые) шнеки. Юстировку инструментов производят вне станка с помощью оптических приборов или приспособлений для юстировки резцов по указателям или установочным калибрам. На токарном станке производится только замена и присоединение ранее отрегулированных узлов или всего резцедержателя.
Зона резания закрыта кожухом. Среди операций, которые запрограммированы, — смещение диапазона, продольное и поперечное перемещение каретки с бесступенчатой регулировкой подачи, ускоренный ход каретки, вращение револьверной головки, запуск, остановка и реверс главного привода, а также автоматический смена инструмента (с многофункциональным креплением). В некоторых токарных станках с центральным двигателем используются самоцентрирующиеся патроны и автоматические задние бабки. Во многих случаях токарные станки имеют вращающиеся револьверные головки с отдельным электрическим или гидравлическим приводом. Подача может осуществляться ступенчатыми электродвигателями с сервоуправлением, двигателями постоянного тока и гидродвигателями; используются роликовые (шариковые) шнеки. Юстировку инструментов производят вне станка с помощью оптических приборов или приспособлений для юстировки резцов по указателям или установочным калибрам. На токарном станке производится только замена и присоединение ранее отрегулированных узлов или всего резцедержателя.
Станки токарные универсальные предназначены для штучного и мелкосерийного производства. В серийном производстве могут использоваться токарные станки, оснащенные гидравлическими и электрическими воспроизводящими приспособлениями и быстрозажимными автоматическими патронами. В серийном производстве используются автоматические и полуавтоматические токарно-револьверные системы. Обслуживание таких автоматических систем сводится к периодической регулировке, подаче и контролю заготовки.
В полуавтоматических системах движения, связанные с загрузкой и удалением заготовок, не автоматизированы. Автоматическое управление рабочим циклом этих машин осуществляется с помощью распределительного вала, к которому прикреплены кулачки. По характеру вспомогательных (возвратных) движений различают три группы автоматических и полуавтоматических токарных систем. К первой группе относятся машины с одним распределительным валом, вращающимся с постоянной скоростью при заданной настройке; вал управляет как рабочим, так и возвратным движением. Эта схема используется в небольших автоматических системах с несколькими возвратными движениями. Вторую группу составляют машины с одним распределительным валом, имеющим две скорости вращения; низкая скорость – для рабочего движения, а высокая скорость – для возвратных операций. Эта схема обычно используется для многошпиндельных автоматических и полуавтоматических систем. Третью группу составляют машины, имеющие кроме распределительного вала быстроходный вспомогательный вал, осуществляющий возвратные движения.
Эта схема используется в небольших автоматических системах с несколькими возвратными движениями. Вторую группу составляют машины с одним распределительным валом, имеющим две скорости вращения; низкая скорость – для рабочего движения, а высокая скорость – для возвратных операций. Эта схема обычно используется для многошпиндельных автоматических и полуавтоматических систем. Третью группу составляют машины, имеющие кроме распределительного вала быстроходный вспомогательный вал, осуществляющий возвратные движения.
(Информация о деревообрабатывающих токарх, См. Деревообрабатывающая машина . См. Также Вертикальная токарный станок и Turret Lathe .)
. 1. Москва, 1965.
Г. А. Л ЭВИТ
Большая Советская Энциклопедия, 3-е издание (1970-1979). © 2010 The Gale Group, Inc. Все права защищены.
токарный станок
[lā th ]
(машиностроение)
Станок для придания формы заготовке путем захвата ее в удерживающем устройстве и вращения под действием силы против соответствующего режущего инструмента для токарной обработки, растачивания, торцевания или нарезания резьбы.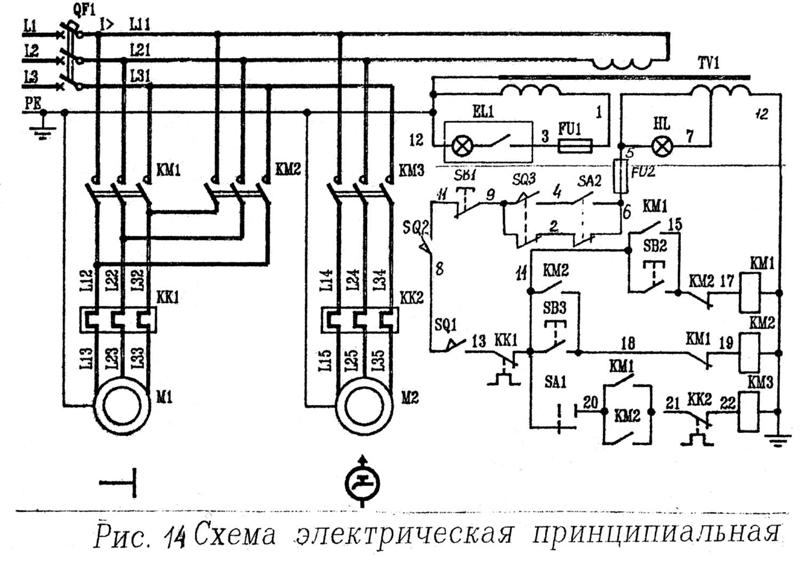
Словарь научных и технических терминов McGraw-Hill, 6E, Copyright © 2003 McGraw-Hill Companies, Inc.
токарный станок
Станок для придания горизонтальной оси, в то время как стационарный инструмент срезает лишний материал.
Словарь архитектуры и строительства McGraw-Hill. Copyright © 2003 McGraw-Hill Companies, Inc.
токарный станок
1
станок для придания формы, растачивания, торцевания или нарезания резьбы в металле, дереве и т. д., в котором заготовка поворачивается вокруг горизонтальной оси.
токарный станок
2
Брит История любая из бывших административных единиц Кента
Collins Discovery Encyclopedia, 1st edition © HarperCollins 5 Publishers 9 20000003
7×14 Мини-токарный станок
7×14 Мини-токарный станок
Обзор: A
Новая версия мини-токарного станка 7×14
Ваш номер посетителя с 25.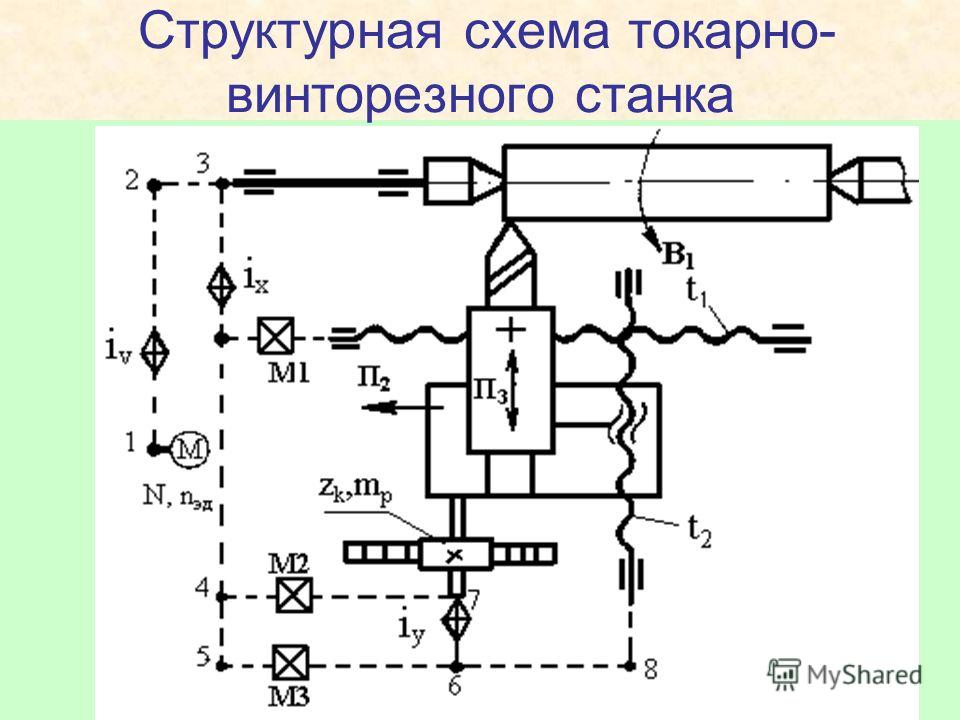 02.08
02.08
Copyright 2000-2008 Frank J. Hoose, Jr. Home
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Если вы еще этого не сделали, прочитайте Отказ от ответственности (последнее обновление 18.10.09)
Мини-токарный станок 7×14 от Big Dog Metal Works — свежий из коробки с пенополистиролом
чипы еще на месте…
Введение (25.02.08)
Новый токарный станок был доставлен на mini-lathe. com грузовиком UPS через несколько недель.
com грузовиком UPS через несколько недель.
назад.
Некоторые достопримечательности…
- Настоящий 7×14 (на 2 дюйма длиннее, чем 7×12)
- Сине-белая окраска
- Встроенный цифровой тахометр (рядом с кнопкой аварийной остановки)
На первый взгляд может напомнить Micro-Mark
7х14 — но при ближайшем сравнении видно, что это две разные машины.
Давние читатели mini-lathe.com могут узнать некоторые особенности этого токарного станка.
имеет общее со «старым стилем»
Токарный станок Homier 7×12. Доступный только в течение ограниченного времени, этот токарный станок очень понравился
владельцами, купившими их. Я так и не узнал, кто производитель и где они
расположены, но приятно снова видеть его доступным, на этот раз в новом, улучшенном
формате и от нового дистрибьютора в США.
Я провел дополнительное исследование и получил полезный совет от читателя. Рядом, как я
Рядом, как я
Могу сказать, что этот токарный станок изготовлен в Китае компанией Yangzhou Real Bull.
Машиностроение, ООО
Токарный станок был предоставлен Big Dog
Metal Works (BDMW), коммерческое предприятие, созданное пятью парнями из Орегона. связаны вместе
общим интересом к полетам они достигли того этапа жизни, когда пора было попробовать
что-то новое, и поэтому BDMW был запущен, первоначально используя eBay как витрину для их
операции. Одна из самых крутых вещей в Интернете заключается в том, что вы можете начать
бизнес с национальным или даже глобальным охватом, без инвестиций в кирпич и раствор
строительство. Веб-сайты, такие как eBay и Amazon, предоставляют бизнесу готовые инструменты.
для демонстрации продуктов, осуществления продаж и ускорения отгрузки. Обновление: сейчас, в 2011 г.
Имея несколько лет опыта работы, Big Dog перешла с eBay на собственный интернет-магазин.
Каждый из пяти партнеров обладает уникальным набором навыков, таких как
как бухгалтерия, продажа компьютеров, ремонт автомобилей, телекоммуникации и т. д. — предоставление богатой базы
д. — предоставление богатой базы
опыт и знания, необходимые для ведения бизнеса. Впечатлен качеством этого 7×14
токарный станок, они выбрали его в качестве своего первого продукта. Они вложили значительную часть
деньги в это предприятие, с планами роста и расширения производства дополнительных станков
предложения, поэтому следите за их интернет-магазином.
Доставка и получение
Долгий путь на лодке из Китая в США
Если подумать обо всех переездах — с завода на грузовик, с грузовика на склад,
склад к грузовику, грузовик к причалу, причал к лодке, катер к берегу, катер к причалу, причал к
грузовик, грузовик на склад… ну, вы понимаете, что я имею в виду. Удивительно, что любые товары делают
он неповрежденный. Поэтому, когда я открыл коробку, я был готов к плохим новостям. Но, как и мой
опыт работы с другими машинами, доставленными из Китая, несколько ударов и синяков являются стандартными,
но важные вещи обычно доставляются в целости и сохранности.
Перенести токарный станок из коробки на стол не составило труда. Некоторая доля пота была
даже в январе, когда потеть труднее. О, и я использовал магазинный кран. При 42 кг (~ 93
фунтов) чистого веса, я бы напросился на неприятности, если бы попытался поднять эту штуку на
скамья без помощи крана. У меня нет соседей или ближайших друзей
которые разделяют мой энтузиазм в отношении станков, и моя жена, хотя она очень любит меня,
устал от того, что его заставляют работать поденщиком. Кран вместе с
Нейлоновый ремешок шириной 2 дюйма, прикрепленный к станине токарного станка, также облегчает доступ к токарному станку.
из коробки, так как сложно взяться за него, чтобы поднять его вручную, даже
если ты молод и силен.
После обычной очистки и тонкой настройки токарный станок выглядел хорошо — и готов
для оценки и тестирования. Одна вещь, которая отличает токарный станок этой марки от
Токарные станки Sieg: набивочная смазка относительно легкая.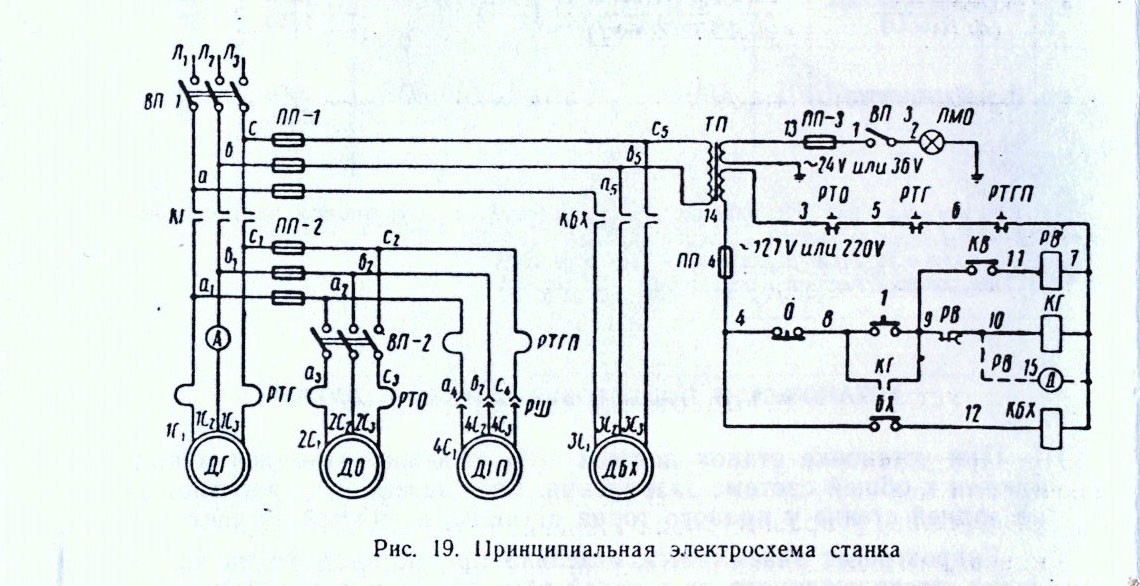 Это делает первоначальную очистку
Это делает первоначальную очистку
проще, но я нашел несколько мест, где незначительная ржавчина сотворила свое зло. Ржавчина, как мы
все слишком хорошо знают, никогда не спит — и тем более не в заокеанском плавании в компании
из тонко обработанной стали.
Общее строительство
Как и все мини-станки, этот построен на прочной чугунной станине, но
в этом случае длина станины от передней бабки до конца составляет 22 дюйма.
Компоненты из листового металла окрашены в темно-синий цвет с красной надписью «Racing».
полоса» по всей длине пути. Внизу внутри кровати красная краска защищает
литье от ржавчины. Передняя и задняя бабки чисто-белого цвета, что оттеняет
темно-синяя станина и листовой металл, а также красные акценты создают привлекательный токарный станок.
литье кроватей и
направляющие прецизионные
На конце кровати этикетка с надписью «ТЕРМООБРАБОТКА» — так же, как на
Homier 7×12 старого образца. Предположительно это означает, что пути к
Предположительно это означает, что пути к
в какой-то степени, или, возможно, отливка станины была повторно нагрета после отливки, чтобы уменьшить
напряжения, оставшиеся в металле в процессе литья. Вот что пишет пользователь
руководство:
Станина станка изготовлена из высококачественного железа. Жесткость
токарный станок, твердость и точность v-образных направляющих получаются за счет сырья, тепла
закалка и шлифовка.
Тепло
ярлык обработки (слегка запачканный маслом)
Рекомендуется снять каретку и компаунд, разобрать их и
тщательно очистите их керосином или WD40 (жидкостью, а не аэрозолем). При этом удаляются все
упаковка жира и песка, что является неизбежным побочным эффектом производства и доставки
процесс. Кроме того, если вы новичок в мини-токарных станках, процесс очистки — отличный способ
ознакомиться со всеми частями и тем, как они работают вместе — знания, которые помогут
почти наверняка пригодится позже в ваших приключениях на токарном станке.
Очистка мелких деталей в
керосин
Чтобы снять поперечный салазок, сначала необходимо снять защиту от стружки. Это
ничего страшного — просто открутите четыре винта на задней стороне токарного станка и единственный
винт позади патрона. Однако замена на может оказаться большой проблемой. Из-за
расположение винтов, вы должны покачать защитный кожух одной рукой, чтобы выровнять
отверстия для винтов, пытаясь закрутить винт другой рукой. Конечно
винт, к отягчающим обстоятельствам, падает в какую-то нишу под кроватью.
Итак, сейчас я раскрою еще одну мою желанную, ценную и защищенную торговлю
секреты: сбегайте в местный магазин Radio Shack, компьютерный магазин или онлайн-аналог и получите
сам отвертка. Эти удобные маленькие штуковины имеют три штыря из пружинной стали, которые
расширяться, а затем втягиваться, чтобы удерживать небольшой винт на месте, вводя его в
труднодоступное резьбовое отверстие. Требуется немного практики, чтобы использовать их, но как только вы освоите
Требуется немного практики, чтобы использовать их, но как только вы освоите
повесьте его, они могут быть большой заставкой времени и разочарования.
Отвертка может быть большой
помощь
Вот еще один совет, который несколько раз спас меня: сделайте несколько цифровых фотографий
каждую сборку, прежде чем разбирать ее. Затем, позже, если вы не можете вспомнить, как все было
вместе вы можете вернуться к фотографиям, отображаемым в большом размере на мониторе ПК.
Как это случалось почти с каждым мини-токарным станком, который я получал на протяжении многих лет,
лоток для стружки из листового металла получил несколько незначительных изгибов и вмятин по пути сюда из
фабрика. Несколько минут плоскогубцами с кусочком тонкой резины между губками.
чтобы не поцарапать краску, привел вещи в приличный вид. В любом случае, это
моей практикой было снимать лоток для стружки и монтировать мини-станки на куске
МДФ толщиной 3/4 дюйма с просверленными в нем отверстиями, подходящими для резиновых ножек токарного станка.
расположение предотвращает потерю мелких деталей и инструментов под поддоном для стружки,
что они неизбежно делают.
Электронное управление и двигатель
Приятная особенность этого токарного станка, отсутствующая на большинстве других мини-токарных станков.
встроенный цифровой тахометр. В то время как точный контроль оборотов шпинделя на самом деле не
важно для той работы, которую вы будете выполнять на токарном станке этого класса, тахометр может быть
особенно полезно для новичков в этом ремесле, так как помогает им почувствовать, что такое
скорости лучше всего подходят для различных материалов в различных условиях работы.
Также, хотя это и не обязательно для хобби, тем, кто любит что-то делать
«по книге» можно найти рекомендуемые скорости резания в справочном руководстве и
установите обороты для оптимальной скорости резания. Без тача действительно нет простого способа
узнать, как быстро вращается шпиндель. Наконец, что не менее важно, это выглядит круто — всегда
Наконец, что не менее важно, это выглядит круто — всегда
важный фактор для того, чтобы произвести впечатление на посетителей вашего магазина!
Хорошо, позвольте мне сказать это. Чертовски сложно сделать хорошую фотографию светодиодного дисплея
(ну на мне это!). Технические специалисты знают, что цифровые дисплеи мультиплексированы.
Хотя они кажутся человеческому глазу устойчивым непрерывным отображением, на самом деле они
разделенные временем (как крошечные кондоминиумы на берегу океана), мерцающие с такой скоростью, что глаз-мозг
сотрудничество сливается в устойчивый образ. В любом случае, камера плохо справляется со своей задачей.
запечатлеть, как они выглядят на самом деле. Слишком много внешнего света, и они выглядят размытыми; уменьшать
свет, и они выглядят размытыми, как показано ниже. В реальном использовании они устойчивы и ярки.
Светодиодная индикация на цифровом
тахометр
Заметив легенду под тачем, мне показалось интересным, что берет четыре
Чтобы сказать по-французски, требуется всего три слова по-английски и только одно по-немецки.
Слева от цифрового тахометра находится выключатель ON-OFF и аварийного отключения. Это
имеет откидную крышку с большой красной кнопкой аварийной остановки. Под крышкой горят зеленые
и красные кнопки OFF, защищенные от масла, жира и стружки гибкой резиноподобной
мембрана.
Выключатель питания
Когда токарный станок используется, крышка остается открытой, но находится чуть выше
кнопки. Зеленая и красная кнопки используются для включения и выключения питания токарного станка. На
снаружи крышки выключателя большая красная кнопка механически соединена с красной кнопкой «Выкл.».
кнопку под крышкой. В случае возникновения чрезвычайной ситуации вы можете быстро остановить
токарном станке, нажав большую красную кнопку тыльной стороной ладони. Это вызывает
нажмите красную кнопку «Выкл.» внизу, чтобы выключить токарный станок. Когда токарный станок
не используется, небольшой навесной замок может закрыть крышку выключателя, чтобы токарный станок не мог быть
начали любопытные посетители магазина.
Крышка выключателя питания с
навесной замок
На передней части корпуса электроники установлены следующие элементы
- Регулятор скорости
- Сигнальная лампа
- Держатель предохранителя
- Селектор направления вращения двигателя
Для работы на токарном станке переключатель направления двигателя обычно остается в положении L
положение, при котором шпиндель вращается против часовой стрелки.
Неотъемлемой частью ручки управления скоростью является переключатель, который сбрасывает токарный станок, когда скорость
регулятор повернут до упора против часовой стрелки. В обычном режиме токарный станок запускается
и остановился с помощью ручки управления скоростью, начав в крайнем положении против часовой стрелки
и вращая его по часовой стрелке, пока не будет достигнута нужная скорость. Чтобы остановить токарный станок, скорость
Чтобы остановить токарный станок, скорость
ручка управления поворачивается против часовой стрелки до тех пор, пока не почувствуется и не будет слышен щелчок переключателя.
выключенный.
Перед запуском токарного станка необходимо сначала установить диск управления частотой вращения на ноль.
Это не только позволяет избежать потенциально опасных условий, которые могут возникнуть, если токарный станок
внезапно разогнаться до высокой скорости, по моему опыту, нагрузка на
электронное управление скоростью, что снижает вероятность перегорания предохранителя (или, что еще хуже, MOSFET)
разгоняя патрон до нужной скорости, особенно при использовании более массивного 4-дюймового или
5-дюймовый патрон. МОП-транзисторы — это специализированные транзисторы управления мощностью, используемые для управления скоростью.
и на мини-станках, изготовленных примерно до 2004 года, имел тенденцию поджариваться. Это было
хотя бы отчасти потому, что контроллеры в те времена не требовали обнуления раньше
начиная. Итак, я рад сообщить, что эти новые токарные станки не только более безопасны, но и
Итак, я рад сообщить, что эти новые токарные станки не только более безопасны, но и
более надежный.
Такой способ управления токарным станком имеет как минимум два преимущества. Скорость
постепенно увеличивается под непосредственным контролем оператора. Если какие-то непредвиденные обстоятельства
возникают, оператор может немедленно остановить токарный станок. Во-вторых, я считаю, что
плавный запуск и остановка токарного станка таким образом снижает нагрузку на регулятор скорости
электроники, что снижает вероятность их выхода из строя. Ранние версии мини-токарного станка, лишенные
эта функция постепенного запуска / остановки часто приводила к сбоям в работе электроники управления скоростью.
Селектор направления вращения двигателя чаще всего остается в положении L. Р
положение вращает двигатель по часовой стрелке, как при нарезании правой резьбы.
Вращение по часовой стрелке иногда также используется для специальных операций резки с обратной стороны.
заготовки, но я не буду вдаваться в это здесь. На самом деле, хотя я читал об этом,
На самом деле у меня никогда не было причин пробовать это. Я редко обнаруживал необходимость оперировать
мои токарные станки по часовой стрелке.
С задней стороны токарного станка я снял крышку двигателя, чтобы посмотреть
под капотом. Этот процесс был немного сложнее, чем я привык
мои старые мини-токарные станки, потому что новые теперь оснащены электрическим блокировочным выключателем для
предотвратить запуск токарного станка с оставленным в патроне ключом. На этом токарном станке переключатель
крепится на задней части передней бабки, а по спинке проходит защитный кабель-канал
токарного станка в моторную зону. Через несколько минут работы я снял крышку двигателя.
Крышка двигателя на задней стороне
токарный станок
Щеточный двигатель постоянного тока больше, чем у моих старых токарных станков 7×12,
которые рассчитаны примерно на 400 Вт. Я не видел таблички на двигателе, может быть.
Я не видел таблички на двигателе, может быть.
есть один с другой стороны, но я не хотел снимать мотор, чтобы узнать. На их
В магазине eBay Big Dog указывает его мощность 550 Вт или около 3/4 л.с. Хотя мне никогда не приходилось
заменить щетку двигателя на моем старом винтажном мини-токарном станке 2000 года, было приятно видеть, что доступ
предусмотрены порты для щеток двигателя, на всякий случай, если вам нужно заменить щетку. Посредством
Кстати, если вы никогда их не видели, щетки сделаны из спрессованного углеродного соединения и
выглядят как грифель карандаша размером 1/4 дюйма.
Приводной двигатель 3/4 л.с.
С годами электроника управления двигателем на мини-токарных станках стала
все более изощренным — и лучше сделанным. На этом токарном станке схема регулирования скорости
На плате используются крошечные электронные компоненты с технологией поверхностного монтажа (SMT), установленные под
роботизированное управление. В результате плата стала намного чище и меньше, и, без сомнения, больше.
В результате плата стала намного чище и меньше, и, без сомнения, больше.
надежнее, чем можно было бы построить вручную. Вторая плата, установленная в нижней части
корпус электроники выглядит как источник питания постоянного тока.
Внутри электроники
корпус
Все мини-станки используют некоторую форму широтно-импульсной модуляции для управления
скорость двигателя. В этом методе используется двигатель постоянного тока напряжением около 100 вольт, на который подается входная мощность.
нарезается электронным способом. Результатом является точное и стабильное управление скоростью в сочетании с
высокий крутящий момент. Высокий крутящий момент особенно важен при работе токарного станка на низких оборотах.
об этом позже…
Печатная плата с поверхностным монтажом
составные части.
Передняя бабка и сменные шестерни
Передняя бабка изготовлена из тяжелого литья, в котором заключен шпиндель,
шестерни выбора диапазона скорости вращения шпинделя и подшипники, поддерживающие шпиндель. Расширение
Расширение
с левой стороны литой передней бабки задний конец шпинделя входит в зацепление с
приводной ремень от двигателя и зубчатая передача, которая приводит в движение ходовой винт для подачи мощности и
нарезка резьбы.
Шпиндель (вверху)
в зацеплении с зубчатой передачей
Регулируемая натяжная гайка на правом конце ходового винта позволяет
компенсировать боковой люфт.
С левой стороны станка находится крышка коробки передач, вдоль
с таблицей выбора зубчатых колес для нарезания резьбы в широком диапазоне дюймов от 12 до 52
нитей на дюйм (TPI). На самом деле, как указал Варминт Эл
лет назад тоже можно было нарезать широкий спектр метрических резьб, по крайней мере до очень хорошего
приближение. Поль Бюссьер позже создал очень хорошую программу на Visual Basic (перейдите по ссылке
на страницу Varmint Al), который рассчитает настройку шестерни практически для любого шага резьбы.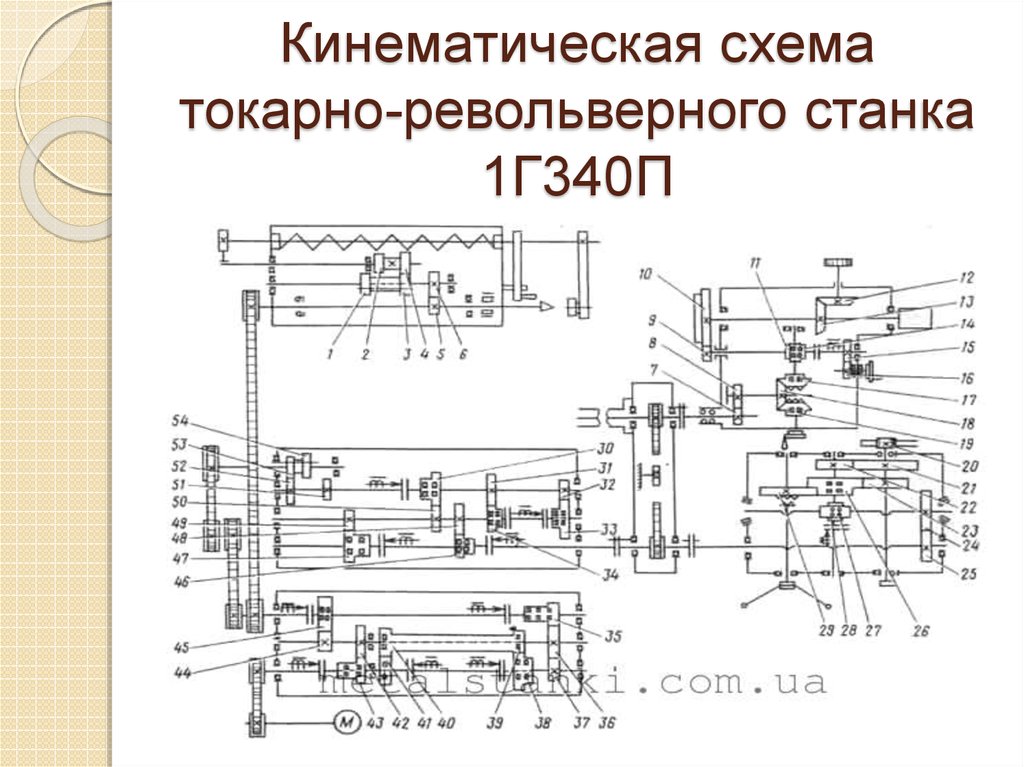
вам, вероятно, понадобится.
Таблица выбора передач для
шаг резьбы в дюймах
Зубчатая передача настраивает токарный станок для нарезания резьбы нужного шага или для
силовая подача. При использовании силовой подачи самое низкое передаточное число выбирается с помощью двух
80-зубчатые шестерни. Для нарезания резьбы требуемый шаг в витках на дюйм (TPI) составляет
посмотрел на столик, прикрепленный к крышке редуктора. Из таблицы соответствующие шестерни
выбраны и установлены для привода ходового винта.
Зубчатая передача с двумя
Шестерни с 80 зубьями для механической подачи
Шкала резьбы указывает точку, в которой следует зацепить полугайки
при нарезании резьбы.
Регулятор резьбы
В стандартную комплектацию всех токарных мини-станков входит рычаг переключения передач HI-LO, установленный на
задняя часть бабки.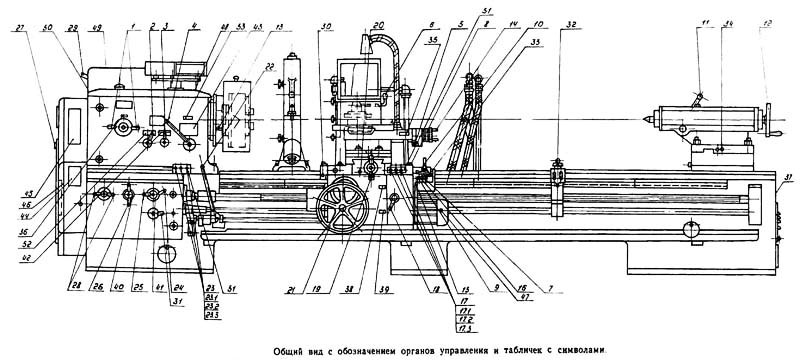 Почти для всех работ, за исключением периодической полировки,
Почти для всех работ, за исключением периодической полировки,
или, возможно, некоторые работы на заготовке очень малого диаметра, токарный станок используется в диапазоне LO.
Приблизительные диапазоны скоростей:
- LO 30-1000 об/мин
- HI 200–2400 об/мин
Датчик тахометра считывает фактическую скорость вращения шпинделя, поэтому он точен в
оба диапазона.
Селектор скорости HI — LO
рычаг сзади передней бабки
Когда я тестирую новый токарный станок, мне всегда интересно, что самое низкое
практические обороты, на которых он будет работать, и какой крутящий момент доступен на этой низкой скорости.
Для таких операций, как нарезание резьбы и нарезание резьбы, нужны низкие скорости. Слишком большая скорость
— даже 100 об/мин — затрудняет управление работой, что приводит к поломке метчиков или
инструменты для нарезания резьбы и испорченная работа. Поэтому я был очень впечатлен, обнаружив, что этот токарный станок
Поэтому я был очень впечатлен, обнаружив, что этот токарный станок
имеет сильный крутящий момент вплоть до 30 об / мин — отличная функция. При приложении нагрузки это
работает на замедление шпинделя, электронная регулировка скорости компенсирует это дополнительным
мощность для поддержания выбранной настройки оборотов. Очень хорошо.
Шпиндель и патрон
Хорошо отполированный до яркого блеска шпиндель из закаленной стали соответствует стандарту
расположение шести отверстий для непосредственной установки 3-х и 4-х кулачковых патронов 3″. Как на 7×10
и 7×12, диаметр шпинделя и стандартный диаметр патрона для этого станка
3″. С соответствующими задними пластинами,
он также будет принимать опциональные четырех- и пятидюймовые
патроны по диаметру.
Шпиндель диаметром 3 дюйма
пластина
Центральное отверстие шпинделя подходит для принадлежностей с конусом Морзе № 3, в то время как
обеспечивая сквозное отверстие чуть более 3/4 дюйма (0,750 дюйма). При торцевании, сверлении
При торцевании, сверлении
или постукивая по концу длинной заготовки, конец заготовки может проходить через
шпинделя и с левой стороны станка. Однако сквозное отверстие в патроне
всего 5/16 дюйма (0,625 дюйма), поэтому, чтобы в полной мере воспользоваться этой функцией, вам понадобится
4-дюймовый 3-х или 4-х кулачковый патрон — то, что вам скоро понадобится в любом случае, потому что это
большая грузоподъемность.
Измерение биения с помощью
циферблатный индикатор
С помощью циферблатного индикатора с точностью до одной десятитысячной дюйма
(0,0001″), я измерил биение в отверстии шпинделя на 4 десятых — 0,0004″, очень
хорошо для недорогого токарного станка любительского класса. По сути, биение является мерой любого
«раскачивание» шпинделя и поддерживающих его подшипников.
Патрон стандартный 3 дюйма, 3 кулачка; практичная рабочая лошадка для такого размера
токарный станок и хороший размер для начинающих, так как он безопаснее, чем более крупные патроны, у которых больше
массой и с большей вероятностью ударит по непредусмотренному объекту. Безусловно что
Безусловно что
каждый раз, когда вы работаете рядом с вращающимся патроном, необходимо проявлять большую осторожность. Это начинается
с тем, чтобы ваша заготовка была плотно зажата в губках – не перекошена в одну сторону.
Стандартный 3 дюйма, 3 захвата
патрон
Несоблюдение этого правила однажды, когда я был в школе в классе магазина (назад
в 60-х), привело к тому, что я выбросил из витрины 3-фунтовый кусок стали. я был вдвойне
повезло в тот день: никто не пострадал и чудом не разбилось стекло! (и не было никаких
пострадали животные).
Заготовка вылетела в открытое окно, не разбив его, приземлившись на
трава снаружи. (Нет. Кондиционера нет.) В то время как мои одноклассники по цеху нашли это
весь эпизод веселый, мой инструктор по цеху этого не сделал. Дисциплина не была воспринята легкомысленно
в те дни, и так получилось, что мне было назначено 25 отжиманий в день в начале магазина
класс, чтобы искупить мою невнимательность. Через две недели я выглядел баффом. И я все еще
Через две недели я выглядел баффом. И я все еще
вспомни этот урок.
Из всех снарядов, запускаемых токарными станками по металлу, патронные ключи могут быть самыми
общий. По крайней мере, с 1940-х годов, когда патроны стали широко использоваться, до нескольких лет
назад ключи патрона практически не изменились. К счастью, токарные станки, изготовленные в
последние 4-5 лет теперь стандартно поставляются как с предохранительной блокировкой патрона, так и с
пружина-выталкиватель на самом патронном ключе. Ярко-красные ручки также служат визуальным сигналом, когда
ключ патрона используется.
Ключ патрона с выталкивателем
пружина
На этом токарном станке необходимо опустить на место прочный пластиковый щит, чтобы
чтобы запустить токарный станок. Переключатель, прикрепленный к петле, включает электрическую блокировку, которая
предотвращает запуск токарного станка при поднятом щите, как это должно быть для включения
ключ с патроном. Неотъемлемой частью патронного ключа является пружина, которая выталкивает ключ из
Неотъемлемой частью патронного ключа является пружина, которая выталкивает ключ из
патрон, если давление руки ослабить, что делает практически невозможным выход из патрона.
ключ в патроне непреднамеренно, скрываясь там, чтобы позже стать снарядом, когда
токарный станок включен.
Крышка блокировки патрона
Но вернемся на минутку к усердию. Даже со всеми улучшениями, которые
произошло, то авария, которую я описал еще со школьных лет, все равно имела бы только
можно было предотвратить, тщательно следя за тем, чтобы заготовка надежно удерживалась в патроне.
перед запуском станка. Урок здесь таков: не полагайтесь на технологии, чтобы держать вас подальше
неприятностей; это может помочь, но вам нужно сделать
твоя часть.
Каретка и поперечная направляющая
Передняя часть каретки, или фартук, изготовлена из чугуна. установлен
на нем находится маховик каретки, для перемещения каретки вперед и назад по
способы, рычаг с полугайкой, для включения и выключения ходового винта во время подачи мощности или
операции заправки нити, а с правой стороны шкала заправки нити, указывающая
точка зацепления ходового винта для нарезания резьбы.
Маховик каретки,
Рычаг с полугайкой, резьбовой диск
Я обнаружил, что маховик каретки плавно и плавно перемещается
каретки, и что рычаг полугайки также хорошо ощущался — почти как если бы он имел
шаровой фиксатор защелкивается на любом конце своего хода. Это может показаться
незначительные соображения, но «чувство» станка на самом деле имеет
влияние, хорошее или плохое, на качество работы, которую вы можете произвести на нем.
Нижняя часть каретки
сборка
Горизонтальная часть каретки тоже чугунная, но обработана по всем
стороны до гладкости. Гибкие резиновые дворники с каждой стороны помогают поддерживать плавность движения.
масляная пленка из масляных портов растекается по опорным поверхностям направляющих и сохраняет
чтобы металлическая стружка и другой мусор не попали под каретку.
Масляные порты и дворники
Сняв поперечный салазок, вы можете увидеть прекрасно обработанные поверхности, на которых
поперечная горка едет. Эта высококачественная отделка обеспечивает плавное движение
Эта высококачественная отделка обеспечивает плавное движение
поперечное скольжение с небольшим уклоном, чтобы обеспечить чистовую обработку заготовки.
Каретка с поперечными салазками
удалено
Когда я снял поперечный салазок для очистки и смазки, я обнаружил небольшой
количество ржавчины на днище. Это говорит о том, что производителю нужно быть немного
тщательнее защищайте эти скрытые поверхности транспортировочной смазкой.
Небольшая работа с подушечкой SOS и немного воды в раковине, и вскоре
выглядит довольно хорошо. Вода? Конечно, пока вы тщательно смываете все мыло,
тщательно высушите деталь, убедившись, что из углублений удалены капли воды, затем
обработайте голый металл тонким слоем масла, вода подойдет. Могут быть другие
есть те, кто не согласен, но я использую эту технику очистки в течение многих лет с хорошим
полученные результаты.
Поперечный суппорт перед очисткой
Поперечный суппорт после очистки
Маховик с поперечными салазками длинный и плавно сужающийся. Резко выгравированные маркировки
Резко выгравированные маркировки
а цифры облегчают точную оценку прогресса по мере того, как вы продвигаете инструмент в свою
заготовка. Шкала фиксируется установочным винтом, который можно ослабить, чтобы обнулить шкалу.
калиброванный циферблат.
Зажав его между большим и указательным пальцами сразу за самую толстую часть, вы
может быстро поворачивать его, чтобы продвигать или втягивать поперечный салазок с небольшой тенденцией к удару
костяшками пальцев на болт с головкой, удерживающий маховик на месте. Куда точнее
необходим контроль, вы беретесь за оба конца маховика и поворачиваете так медленно, как это необходимо.
Используйте большой и указательный пальцы
когда требуется точный контроль
А
капля Loctite предотвратит отвинчивание ручек
На циферблате легенда указывает на то, что деление составляет 0,025 мм или
0,001″. Собственно, как и на всех мини-станках, кроме Micro-Mark 7×14,
ходовые винты используют метрическую резьбу. Поэтому деления не совсем точны для дюймов
Поэтому деления не совсем точны для дюймов
измерения, но достаточно близки для любой практической работы, пока вы измеряете свою работу
штангенциркулем или микрометром, когда вы приближаетесь к конечному желаемому диаметру для вашего
заготовка. На протяжении одного оборота маховика ошибка достаточно мала, чтобы
игнорировать для всех, кроме самой точной работы.
Компаунд и инструментальная стойка
Составной элемент, также известный как составной упор, перемещается по поперечному суппорту и
можно вращать для нарезания резьбы, резки неглубоких конусов или просто в соответствии с личным
предпочтение. Как и поперечный салазок, он имеет регулируемый салазок типа «ласточкин хвост», чтобы держать его в натянутом состоянии.
достаточно для точной работы, позволяя при этом регулировать износ с течением времени. Три
регулировочные винты со стопорными гайками на стороне составного ползуна используются для затягивания
или ослабьте гиб по мере необходимости. Посеребренный пластиковый транспортир помогает в установке
Посеребренный пластиковый транспортир помогает в установке
соединения под определенным углом.
Соединение
Конструкция аналогична той, что изображена на поперечном суппорте, только меньшего размера.
маховик можно использовать в «режиме кривошипа» для быстрого перемещения компаунда или в
режим «большой палец» для медленного продвижения или точной настройки. Снова здесь,
калиброванное кольцо можно вращать независимо от маховика, чтобы установить его в
нуль.
Составной маховик и
калиброванная шкала
По сути, как стандартный резцедержатель (также известный как держатель инструмента) на других
мини-токарные станки, этот отличается полированными сторонами, что придает ему приятный внешний вид.
Хотя он будет выполнять свою работу, для которой он был разработан, вам нужно будет использовать прокладки под вашими инструментами.
чтобы отрегулировать их на нужную высоту стрижки.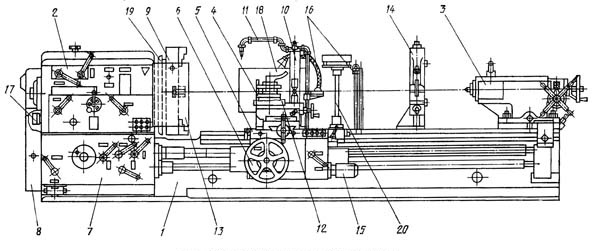 Не забить мертвую лошадь до смерти (теперь это
Не забить мертвую лошадь до смерти (теперь это
действительно мертвый !) но постоянные читатели знают, что я настоятельно рекомендую приобрести регулируемый
держатель инструмента как можно скорее. Этот аксессуар, хотя и несколько дорогой,
сэкономит вам массу времени и нервов, позволяя точно настроить инструменты
центральной линии станка. В LMS есть из чего выбрать.
4-позиционный резцедержатель
Теоретически вы можете установить четыре разных инструмента в стойку и вращать ее
вокруг, чтобы выбрать нужный инструмент. На практике это становится немного громоздким с большим количеством
чем два инструмента, но, вероятно, есть владельцы, которые используют четыре инструмента. На
на нижней стороне стойки инструмента есть фиксатор и пружинный механизм, который индексирует стойку инструмента
так, чтобы его стороны совпадали со сторонами соединения.
Задняя бабка
Задняя бабка плавно перемещается по направляющим и фиксируется с помощью
желудевая гайка и гаечный ключ. Задняя бабка с прекрасно выгравированной калибровкой в миллиметрах и дюймах.
Задняя бабка с прекрасно выгравированной калибровкой в миллиметрах и дюймах.
Ствол позволяет легко сверлить отверстия на нужную глубину. Для таких операций, как точение
между центрами рычаг плотно фиксирует ствол в нужном положении. Конус Морзе № 2 держит
сверлильные патроны, оправки, развертки и другие аксессуары по мере необходимости.
Для точения длинных конусов,
Задняя бабка может быть смещена от центра, ослабив два легкодоступных стопорных винта на
тыльная сторона задней бабки. Небольшая шкала поможет вам оценить величину смещения и
установите заднюю бабку в центр, когда закончите обтачивать конусы. Хотя я никогда не пробовал
Вы также можете использовать эту функцию для сверления нецентральных отверстий, например, для
сделайте круговое отверстие под болт на маленьком фланце.
Обновление 04.04.11: Читалка, явно намного шустрее
чем я, указал мне, что сверление со смещенной задней бабкой, как было предложено выше,
не будет работать. После тщательного размышления мне вскоре стало ясно, почему. Дух.
После тщательного размышления мне вскоре стало ясно, почему. Дух.
Смещение задней бабки
Из-за ограниченной длины станины на токарных станках 7х10 и 7х12 по привычке
снять заднюю бабку, когда я ее не использовал, чтобы обеспечить больше свободы движений и
удобство доступа к вагону. Этот токарный станок достаточно длинный, чтобы вы могли оставить заднюю бабку
на месте и еще есть место для работы. Дополнительная длина также пригодится при сверлении
с длинным сверлом — или тем более при развёртывании, так как патронные развёртки, как правило,
длиннее сверл того же диаметра.
Заключение
Хорошая машина. Он обеспечивает большую длину — на 17% больше, чем у 7×12; 75%
больше, чем у 7×10 (который на самом деле 7×8) — и больше мощности от двигателя большего размера
чем меньшие мини-токарные станки. Сильный крутящий момент на низких оборотах — отличная функция при постукивании
и нарезание резьбы, и этот станок предлагает больше, чем любой 7-кратный токарный станок, который я тестировал.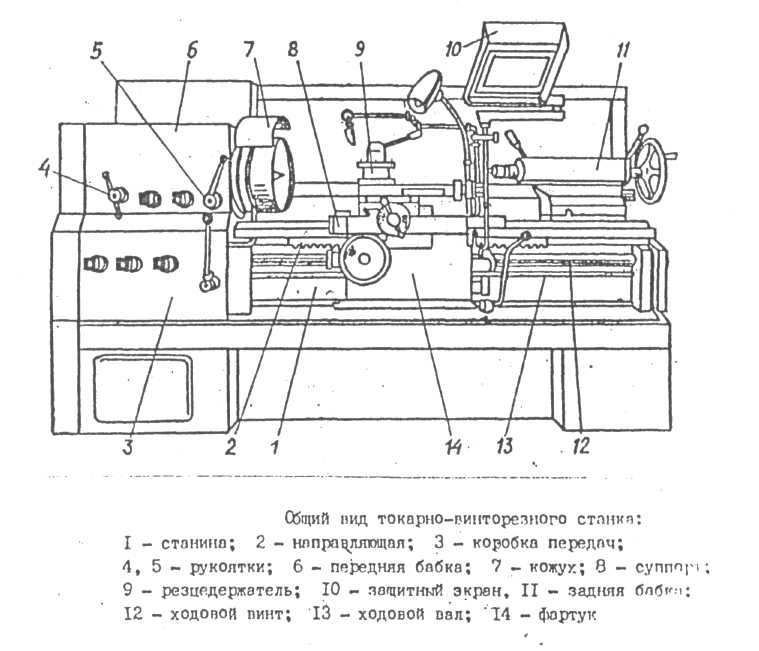 Много
Много
масляные порты, закрытые подпружиненными шариками, а также грязесъемники помогают гарантировать, что
пути и движущиеся части остаются хорошо смазанными, что является важным фактором производительности и
жизнь токаря.
Усовершенствованные функции безопасности, такие как блокировка крышки патрона, сброс на ноль
перед запуском и подпружиненным ключом патрона, сделайте этот токарный станок более безопасным в использовании, чем предыдущие 7x
модели, лишенные этих функций. Естественно, все, что повышает безопасность, стоит того.
имея.
Подгонка и отделка очень хорошие. Меня особенно впечатлил красивый
законченное качество поперечных салазок и составных опорных поверхностей. Это важно
поскольку они способствуют гладкому и точному завершению вашей работы. Если у вас слишком много
люфт — или слишком сильное натяжение — в этих местах, токарному станку будет труднее работать.
работать с и снизить качество отделки вашей работы.
