Шлицевая протяжка: Протяжка шлицевая, купить по цене от производителя — РИНКОМ
Содержание
Круглая протяжка, шпоночная протяжка, шлицевая протяжка, цилиндрическая протяжка
Протягивание является одним из наиболее производительных видов обработки металлов резанием. Высокая производительность при протягивании объясняется большой суммарной длиной режущих кромок, одновременно участвующих в срезании металла.
Протягивание позволяет получить обработанные поверхности с высокой степенью точности и чистоты. Внутренние протяжки предназначались сначала для обработки цилиндрических и фасонных отверстий. Сейчас протягивание стало применяться и для обработки наружных поверхностей. Вначале с помощью протягивания обрабатывали только плоские поверхности, а затем по мере развития и усовершенствования методов наружного протягивания стали обрабатывать поверхности, имеющие сложную конфигурацию.
Протяжки являются сложным и дорогостоящим специальным инструментом, изготовляемым для обработки определенных деталей. Поэтому экономическая эффективность от их применения в полной мере выявляется лишь при массовом и серийном характере производства изделий. Однако на предприятиях с единичным и мелкосерийным выпуском изделий протяжки могут дать весьма значительный экономический эффект, если формы обрабатываемых поверхностей и их размеры, нормализованы.
Однако на предприятиях с единичным и мелкосерийным выпуском изделий протяжки могут дать весьма значительный экономический эффект, если формы обрабатываемых поверхностей и их размеры, нормализованы.
Методы протягивания и протяжной инструмент непрерывно совершенствуются. В настоящее время в промышленности применяется несколько схем протягивания. Наиболее простой является схема протягивания, при которой осуществляется возвратно-поступательное относительное движение инструмента заготовки. Эта схема используется как при обработке внутренних, так и при обработке наружных поверхностей на универсальных протяжных станках.
Для обработки отверстий протяжка имеет форму стержня, поперечное сечение которого соответствует поперечному сечению обработанной детали. На наружной, рабочей поверхности исходного стержня создаются режущие зубья, диаметральные размеры которых увеличиваются к концу протяжки. За счет постепенного увеличения диаметральных размеров зубьев происходит срезание металла только при поступательном движении протяжки относительно детали. Последние профилирующие зубья протяжки имеют режущие кромки, расположенные на поверхности исходного стержня, что и обеспечивает формирование заданной поверхности детали. Протяжка, предназначенная для обработки наружных поверхностей, представляет собой призматическое тело, на рабочей поверхности которого образованы режущие зубья. Высотные размеры режущих зубьев увеличивают к концу протяжки. Благодаря этому происходит срезание металла только при поступательном движении протяжки относительно заготовки.
Последние профилирующие зубья протяжки имеют режущие кромки, расположенные на поверхности исходного стержня, что и обеспечивает формирование заданной поверхности детали. Протяжка, предназначенная для обработки наружных поверхностей, представляет собой призматическое тело, на рабочей поверхности которого образованы режущие зубья. Высотные размеры режущих зубьев увеличивают к концу протяжки. Благодаря этому происходит срезание металла только при поступательном движении протяжки относительно заготовки.
Профилирующие участки режущих кромок зубьев протяжки располагаются на исходной рабочей поверхности протяжки. Эта поверхность при обработке соприкасается с поверхностью детали и_ ее профиль совпадает с профилем детали, что и обеспечивает формирование поверхности детали. Поверхность детали в рассматриваемом случае имеет форму цилиндрической поверхности, образующие которой идут параллельно направлению возвратно-поступательных движений протяжки. Профиль этой поверхности может быть самым разнообразным. Он зависит от формы и размеров профилирующих участков режущих кромок зубьев протяжек и от их взаимного расположения.
Он зависит от формы и размеров профилирующих участков режущих кромок зубьев протяжек и от их взаимного расположения.
В целях повышения производительности труда используются схемы непрерывного протягивания. В этом случае заготовки перемещаются относительно неподвижной протяжки. Чтобы обеспечить прямолинейное движение обрабатываемых деталей относительно неподвижной протяжки, необходимо использовать замкнутую цепь с рядом приспособлений, которые скользят по направляющим станины. Закрепление заготовок в приспособлениях и их освобождение после обработки осуществляются автоматически или вручную.
Относительное движение протяжки и детали может быть вращательным. При этом заготовки закрепляются на вращающемся круглом столе и проходят под протяжкой, прикрепленной к неподвижному кронштейну
Вращательное движение относительно неподвижной заготовки может совершать также протяжка. При круговом протягивании обработанная поверхность детали создается в форме поверхности вращения. В частном случае она может быть плоскостью, которую можно рассматривать как поверхность вращения прямой линии вокруг оси ей перпендикулярной. Приближенно, обработанную поверхность детали можно считать цилиндрической, когда расстояние от оси вращения до зоны обработки будет большим.
Приближенно, обработанную поверхность детали можно считать цилиндрической, когда расстояние от оси вращения до зоны обработки будет большим.
Чтобы в процессе кругового протягивания получить требуемую поверхность, необходимо расположить профилирующие участки режущих кромок зубьев протяжки на поверхности детали. Зубья, вступающие в работу раньше профилирующих, должны в момент резания располагаться на различных постепенно увеличивающихся расстояниях от поверхности детали, чтобы обеспечить целесообразную толщину среза. При круговом протягивании отсутствует обратный ход, что соответственно ускоряет процесс обработки.
Относительное движение протяжки и заготовки может быть винтовым, что используется при протягивании винтовых канавок. Винтовое движение может осуществляться как совокупность поступательного и соответствующего вращательного движения. Вращательное движение может принудительно сообщаться протяжке или заготовке. Может использоваться также самовращение протяжки или заготовки Протягивание с самовращением применяют при сравнительно невысоких требованиях к точности обработки. Для получения требуемой поверхности при обработке необходимо, чтобы профилирующие участки режущих кромок зубьев протяжки располагались на поверхности детали и при винтовом движении инструмента относительно заготовки описывали требуемую поверхность. Винтовое протягивание находит применение при обработке винтовых шлиц, при нарезании резьбы специальных профилей в гайках с помощью метчиков-протяжек и т. п.
Для получения требуемой поверхности при обработке необходимо, чтобы профилирующие участки режущих кромок зубьев протяжки располагались на поверхности детали и при винтовом движении инструмента относительно заготовки описывали требуемую поверхность. Винтовое протягивание находит применение при обработке винтовых шлиц, при нарезании резьбы специальных профилей в гайках с помощью метчиков-протяжек и т. п.
Протягиванием обрабатываются также наружные поверхности тел вращения с прямолинейными или криволинейными образующими. Каждый зуб такой протяжки можно рассматривать как тангенциальный фасонный резец. Постепенное углубление при работе зубьев протяжки в материал заготовки обеспечивается режущими кромками зубьев, расположенных на различных расстояниях от опорной плоскости инструмента.
Протягивание поверхностей вращения может производиться также спиральными протяжками. В процессеобработки осуществляется быстрое вращение детали вокруг своей оси и относительно медленное вращение протяжки вокруг ее оси. Обработка производится за один оборот протяжки. Постоянное углубление зубьев протяжки в материал заготовки происходит в результате расположения режущих кромок зубьев на спиральной поверхности, т. е. на разных расстояниях от оси. Спиральные протяжки могут использоваться также при обработке внутренних поверхностей вращения. При обработке наружных поверхностей вращения применяют кольцевые протяжки с внутренними зубьями. Режущие кромки зубьев такой протяжки располагаются на разных расстояниях от оси, благодаря чему обеспечивается последовательное углубление зубьев инструмента в материал заготовки. По сравнению со спиральными протяжками, кольцевые протяжки имеют увеличенную дугу контакта каждого зуба с материалом заготовки, что способствует повышению производительности.
Обработка производится за один оборот протяжки. Постоянное углубление зубьев протяжки в материал заготовки происходит в результате расположения режущих кромок зубьев на спиральной поверхности, т. е. на разных расстояниях от оси. Спиральные протяжки могут использоваться также при обработке внутренних поверхностей вращения. При обработке наружных поверхностей вращения применяют кольцевые протяжки с внутренними зубьями. Режущие кромки зубьев такой протяжки располагаются на разных расстояниях от оси, благодаря чему обеспечивается последовательное углубление зубьев инструмента в материал заготовки. По сравнению со спиральными протяжками, кольцевые протяжки имеют увеличенную дугу контакта каждого зуба с материалом заготовки, что способствует повышению производительности.
В последнее время получили распространение более сложные схемы протягивания методом обкатки фасонных поверхностей двойной кривизны, конических прямозубых колес и других деталей. При протягивании прямозубых колес ось заготовки наклоняется под тем углом, под которым расположены зубья рейки-инструмента. Каждый зуб рейки-инструмента снимает материал одной определенной впадины колеса. Чтобы обеспечить обработку всех зубьев колеса, необходимо иметь широкую и длинную протяжку. Поэтому обычно применяют протяжки с двумя-тремя реечными выступами, проводя работу в несколько проходов.
Каждый зуб рейки-инструмента снимает материал одной определенной впадины колеса. Чтобы обеспечить обработку всех зубьев колеса, необходимо иметь широкую и длинную протяжку. Поэтому обычно применяют протяжки с двумя-тремя реечными выступами, проводя работу в несколько проходов.
Из всех рассмотренных схем наибольшее распространение в промышленности получило протягивание, при котором относительное движение инструмента и заготовки является прямолинейным.
Чертежи — Cadregion.ru
№ | Наименование (чертежи сохранены в Компас-3D v.13) | Просмотр | Цена, $ | Скачать |
| Режущие инструменты | ||||
1 | Резец в сборе | — | ||
2 | Головка расточная1 | — | ||
3 | Головка расточная | — | ||
4 | Корпус фрезы торцевой | — | ||
5 | Метчик — M6 | — | ||
6 | Метчик — M12 | — | ||
| 7 | Многофункциональный токарно-фрезерный инструмент | — | ||
8 | Протяжка круглая 50,01 | — | ||
9 | Протяжка круглая | — | ||
10 | Протяжка шлицевая D=24,14 | — | ||
11 | Протяжка шлицевая D=38 | — | ||
12 | Протяжка шлицевая D=60 | — | ||
13 | Протяжка шлицевая эвольвентная | — | ||
14 | Протяжка шлицевая | — | ||
15 | Протяжка шлицевая | — | ||
16 | Расточная борштанга D=130H7 | — | ||
17 | Расточная головка трехрезцовая | — | ||
18 | Расточной резец | — | ||
19 | Резец1 | — | ||
20 | Резец2 | — | ||
21 | Резец проходной отогнутый | — | ||
22 | Резец проходной | — | ||
23 | Резец расточной1 | — | ||
24 | Резец расточной2 | — | ||
25 | Резец расточной | — | ||
26 | Резец токарный | — | ||
27 | Резец | — | ||
28 | Сверло D=13Н9 | — | ||
29 | Сверло D=17Н8 | — | ||
30 | Сменная режущая головка | — | ||
| 31 | Фасонный резец | — | ||
| 32 | Фреза 2-х сторонняя | — | ||
| 33 | Фреза дисковая трехсторонняя D=100 | — | ||
| 34 | Фреза для шлицев D=160 | — | ||
| 35 | Фреза торцевая 40Х | — | ||
| 36 | фреза торцевая D=125 мм | — | ||
| 37 | Фреза торцевая D=100 mm | — | ||
| 38 | Фреза торцевая D=100 мм | — | ||
| 39 | Фреза торцевая D=100 | — | ||
| 40 | Фреза торцевая D=112 | — | ||
| 41 | Фреза торцевая D=120 мм | — | ||
| 42 | Фреза торцевая D=125 в сборе | — | ||
| 43 | Фреза торцевая D=150 мм | — | ||
| 44 | Фреза торцевая в сборе | — | ||
| 45 | Фреза торцевая сборная 18ХГТ | — | ||
| 46 | Фреза торцевая сборная | — | ||
| 47 | Фреза червячная для шлицев | — | ||
| 48 | Фреза червячная для шлицевых валов | — | ||
| 49 | Фреза червячная шлицевая | — |
Страницы: 1 2
Search for:
Подпишись
Категории
Популярное
Протяжка спицами разными способами (фото и видео)
Чтобы хорошо научиться вязать спицами трикотажные вещи, вам понадобится овладеть техникой выполнения многих приемов, среди которых важное место принадлежит протяжке. Смысл приема и термина протяжка состоит в том, что помощью протяжек делаются убавления петель. Искусство вязания достаточно сложное именно благодаря разнообразию видов петелек. Варьируя и разнообразя многие из них, рукодельницы создают такие великолепные и многочисленные узоры, благодаря которым одежда приобретает эффектный и эксклюзивный внешний вид. Важнейшую роль в формировании рисунков играет так называемая протяжка, позволяющая уменьшать петли на спицах. Иногда рукодельницы именуют протяжками ту нить, которая лежит поперек между двумя ближними дужками. Это могут быть еще и те нитки, которые протянуты на изнанке жаккардового трикотажа. Но такие названия совершенно не совпадают с теми петельками, которые мы будем сейчас рассматривать. Они относятся к элементам вязаных узоров, не имеют ничего общего с ранее указанными протяжками, и позволяют делать убавления. При этом петли можно как делать прямыми, так и с декоративными наклонами и перебрасываниями.
Смысл приема и термина протяжка состоит в том, что помощью протяжек делаются убавления петель. Искусство вязания достаточно сложное именно благодаря разнообразию видов петелек. Варьируя и разнообразя многие из них, рукодельницы создают такие великолепные и многочисленные узоры, благодаря которым одежда приобретает эффектный и эксклюзивный внешний вид. Важнейшую роль в формировании рисунков играет так называемая протяжка, позволяющая уменьшать петли на спицах. Иногда рукодельницы именуют протяжками ту нить, которая лежит поперек между двумя ближними дужками. Это могут быть еще и те нитки, которые протянуты на изнанке жаккардового трикотажа. Но такие названия совершенно не совпадают с теми петельками, которые мы будем сейчас рассматривать. Они относятся к элементам вязаных узоров, не имеют ничего общего с ранее указанными протяжками, и позволяют делать убавления. При этом петли можно как делать прямыми, так и с декоративными наклонами и перебрасываниями.
Содержание
- 1 Простые протяжки
- 2 Видео: Учимся вязать протяжки
- 3 Двойные протяжки
- 4 Рельефный узор с протяжками
- 5 Видео: Учимся вязать узор с протяжками
Простые протяжки
Предлагаемое видео ясно и доступно поясняет, как выполняется простая протяжка. Начинаем вязание спицами с набора петель. Для хорошего эффекта провяжем несколько рядов, и затем начнем делать протяжку. Для вязания этого элемента первым способом вам потребуется сделать накид до начала или после нее. В нашем примере он выполняется сзади. Итак, вы должны сначала провязать лицевую петлю (ЛП) классическим способом, затем возвратить ее на левую спицу. Далее необходимо захватить правой спицей вторую по порядку петлю, и протащить ее через провязанную лицевую. Новую петлю перенесите на правую сторону, и сделайте накид после нее. Это и есть простая протяжка, в которой вяжется только одна ЛП.
Начинаем вязание спицами с набора петель. Для хорошего эффекта провяжем несколько рядов, и затем начнем делать протяжку. Для вязания этого элемента первым способом вам потребуется сделать накид до начала или после нее. В нашем примере он выполняется сзади. Итак, вы должны сначала провязать лицевую петлю (ЛП) классическим способом, затем возвратить ее на левую спицу. Далее необходимо захватить правой спицей вторую по порядку петлю, и протащить ее через провязанную лицевую. Новую петлю перенесите на правую сторону, и сделайте накид после нее. Это и есть простая протяжка, в которой вяжется только одна ЛП.
Видео: Учимся вязать протяжки
Двойные протяжки
А сейчас разберемся с вами, что такое двойная протяжка, и как именно она вяжется. Для работы приготовим спицы под номером четыре, и пряжу (лучше всего акриловую или смешанную с акрилом). Желательно брать нитки без ворса, чтобы вы могли лучше видеть результат. Сделаем обычный набор из десяти петель, стараясь их не сильно затягивать. В самом начале нужно снять одну нитяную дужку так, как будто вы хотите сделать ЛП, располагая при этом нитку сзади полотна. Затем вам нужно провязать две вместе ЛП. Именно этим двойная протяжка отличается от первого варианта, что вместо одной ЛП вы должны провязать две вместе, отсюда и название. Новая дужка, которая получилась после вязания двух петель вместе, должна быть протянута сквозь снятую ранее. Помните о том, что при правильном вязании двойной протяжки снятая на правую спицу петля всегда должна надеваться на ту, которую вы провязывали, но не наоборот.
Желательно брать нитки без ворса, чтобы вы могли лучше видеть результат. Сделаем обычный набор из десяти петель, стараясь их не сильно затягивать. В самом начале нужно снять одну нитяную дужку так, как будто вы хотите сделать ЛП, располагая при этом нитку сзади полотна. Затем вам нужно провязать две вместе ЛП. Именно этим двойная протяжка отличается от первого варианта, что вместо одной ЛП вы должны провязать две вместе, отсюда и название. Новая дужка, которая получилась после вязания двух петель вместе, должна быть протянута сквозь снятую ранее. Помните о том, что при правильном вязании двойной протяжки снятая на правую спицу петля всегда должна надеваться на ту, которую вы провязывали, но не наоборот.
Двойная протяжка может быть исполнена еще и другим способом. Вязание спицами при этом начинается со снятия на правую спицу уже двух открытых дужек. Как и в первом случае, делать это нужно так, как будто хотите связать ЛП. Далее вяжем одну ЛП, и натягиваем на нее две ранее снятые дужки. Обязательно помните, что все узоры с двойными протяжками можно выполнять исключительно в лицевых рядах полотна. Обратная сторона работы всегда вяжется изнаночными петлями. Большую роль играют двойные протяжки при необходимости обрамления геометрических фигур и узоров. Кроме того, очень важными они являются также при формировании рельефа и ажурного полотна. Здесь придется внимательно следить, чтобы перекидывание петель было выполнено хорошо, а верхняя петля при этом ложилась в нужном направлении.
Обязательно помните, что все узоры с двойными протяжками можно выполнять исключительно в лицевых рядах полотна. Обратная сторона работы всегда вяжется изнаночными петлями. Большую роль играют двойные протяжки при необходимости обрамления геометрических фигур и узоров. Кроме того, очень важными они являются также при формировании рельефа и ажурного полотна. Здесь придется внимательно следить, чтобы перекидывание петель было выполнено хорошо, а верхняя петля при этом ложилась в нужном направлении.
Рельефный узор с протяжками
Данное видео находится в уроке для того, чтобы показать вязание спицами рельефного узора, который образуется за счет протяжек. Узор получается очень красивым и воздушным. Начинается мастер класс с набора любого четного числа петель, и провязывания некоторого количества полотна для наглядности. В каждом ряду начинаем со снятия кромочной петли. Продолжаем работу, снимая следующую после кромочной, не провязывая ее. Третья по счету вяжется два раза, сначала лицевой за заднюю дужку, а затем лицевой скрещенной за переднюю. После этого они должны быть размещены на правой спице. Далее левой спицей подхватывается снятая петля, и две новые изнаночные протягиваются сквозь нее. Продолжаем работать, выполняя этот рапорт из одной снятой и двух лицевых протянутых дужек до самого конца.
После этого они должны быть размещены на правой спице. Далее левой спицей подхватывается снятая петля, и две новые изнаночные протягиваются сквозь нее. Продолжаем работать, выполняя этот рапорт из одной снятой и двух лицевых протянутых дужек до самого конца.
Затем перевернем работу, и начнем вязать спицами четный ряд изнаночными петлями (ИП). Все остальные четные ряды будем выполнять точно так же. В третьем сначала снимается кромочная, а потом вяжется одна ЛП. Следующая после нее тоже снимается, и потом вяжутся две ЛП из одной, как это было в первом ряду. Эти петли точно так же протягиваются сквозь снятую дужку. Данный рапорт повторяется до самого конца. Как вы уже успели заметить, третий ряд почти такой же, как и первый. Вязание отличаются только тем, что первый начался со снятой петли, а в третьем до нее была одна лицевая. Четвертый ряд снова состоит только из ИП. На этом вертикальный рапорт рельефного узора закончен. Как видите, он состоит из четырех рядов. После этого весь ход работы нужно повторять с самого первого ряда.
Видео: Учимся вязать узор с протяжками
Инструмент для протяжки шпоночного паза — CNC Breach Tools™
Для протяжки внутреннего глухого шпоночного паза с помощью нашего инструмента для протяжки шпоночного паза у вас должна быть канавка
или рельеф поперечного отверстия, иначе вы сломаете инструмент для протяжки
Загружаемый инструмент для протяжки Размеры и паза Таблица вставок для протяжки PDF
| Деталь № | Удерживает вставки Для шпоночного паза | Длина резания (LOC) | Общая Длина | Зажимной хвостовик Диаметр | Наименьшее отверстие Подходит для инструмента | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T564L NEW | 3/32 «, 2 мм, 5/64», 1/16 «и 1,5 мм | 1,10″ | 3,225 « | 0,750″ | 0,310 « | 0,750″ | 0,310 « | 0,750″ | 0,310 « | 0,750″ | . 1310 « 1310 « | 0,750″ |
| T332L | 3/32″ | 1,12″ | 3,25″ | 0,750″ | 0,377″ | |||||||
| T18L | 3 мм или 1/8 дюйма | 1,57 дюйма | 3,7 дюйма | 0,750 дюйма | 0,500″ | |||||||
| T158SM | 4 мм или 5/32 дюйма | 1,57 дюйма | 3,7 дюйма | 0,750 дюйма | 0,466 дюйма | |||||||
| T4MML | 4 мм или 5/32 дюйма | 2,37 дюйма | 4,5 дюйма | 0,750 дюйма | 0,575 дюйма | |||||||
| T316L | 3/16″ | 2,62 | 4,75″ | 0,750″ | 0,600″ | |||||||
| T5MML | 5 мм | 2,62″ | 4,75 дюйма | 0,750 дюйма | 0,600 дюйма | |||||||
| T6MML | 6 мм или 15/64″ | 2,94″ | 5″ | 0,750″ | 0,745″ | |||||||
| T14L | 1/4″ | 2,94″ | 5″ | 0,750″ | 0,835″ | |||||||
| T516L | 8 мм или 5/16″ | 2,94″ | 5″ | 0,750″ | 0,880″ | |||||||
| T38L | 3/8″ | 3,95 дюйма | 6 дюймов | 0,750 дюйма | 1,000 дюйма | |||||||
| T12L | 1/2″ | 4,25″ | 7″ | 1,000″ | 1,360″ | |||||||
| T58L | 5/8″ | 6,25″ | 9″ | 1,25″ | 1,685″ | |||||||
| T75L НОВЫЙ | 3/4″ | 8,25″ | 12″ | 1,500″ | 1,994″ |
| Для шпоночного паза Ширина | Номер детали | Ширина пластины Допуск | Высота паза (HOG) | Подходит для протяжки Держатель инструмента |
|---|---|---|---|---|
| 1 мм | N1MM | 0,041″ +. 001/-.000 001/-.000 | 0,052″ | Новый инструмент T564L |
| 1,5 мм | Bi-59 | 0,059″ +.001/-.000 | 0,052″ | Новый инструмент T564L |
| 1/16 дюйма | N116 | 0,064″ +.001/-.000 | 0,052″ | Новый инструмент T564L |
| 5/64″ | N564 | 0,079″ +.001/-.000 | 0,052″ | Новый инструмент T564L |
| 2 мм | Bi-080 | 0,080″ +.001/-.000 | 0,052″ | Новый инструмент T564L |
| 3/32″ | Bi-94 | 0,094″ +.001/-.000 | 0,052″ | Новый инструмент T564L |
| 3/32″ | N96 | 0,095″ +.001/-.000 | 0,052″ | Новый инструмент T564L |
| 1/16″ | N64 | 0,064″ +.001/-.000 | 0,075″ | T332L |
| 2 мм | N2MM | 0,080″ +0,001/- 0,000 | 0,075″ | T332L |
| 3/32″ | N332 | 0,0955″ +/- . 0005 0005 | 0,075″ | T332L |
| 4 мм или 5/32″ | Bi-160SM | 0,160″ +.001/-.000 | 0,095″ | T158SM не T4MML |
| 3 мм | N3MM | 0,1195″ +.001/-.000 | 0,100″ | T18L |
| 1/8″ | N126 | 0,126″+.001/-.000 | 0,100″ | T18L |
| 1/8″ | N18 | 0,127 +.001/-.000 | 0,100″ | T18L |
| 4 мм или 5/32 дюйма | N4MM | 0,158 дюйма +.001/-.000 | 0,120 дюйма | T4MML |
| 3/16″ | 3N3316 | 0,188 +.001/-.000 | 0,125″ | T316L |
| 3/16″ | 1N1316 | 0,1885″ +.001/-.000 | 0,125″ | T316L |
| 3/16″ | 2N2316 | 0,190″ +.001/-.000 | 0,125″ | T316L |
| 5 мм | N198 | 0,198″+. 001/-.000 001/-.000 | 0,125″ | T5MML |
| 5 мм | N5MM | 0,199″ +0,001/-.000 | 0,125″ | T5MML |
| 6 мм | N238 | 0,238″+.001/-.000 | 0,150″ | T6MML |
| 6 мм или 15/64″ | N6MM | 0,239″ +.001/-.000 | 0,150″ | T6MML |
| 1/4″ | N251 | 0,251″+.001/-.000 | 0,150″ | T14L |
| 1/4″ | N14 | 0,252″ +.001/-.000 | 0,150″ | T14L |
| 5/16″ | N313 | 0,3135″ +.001/-.000 | 0,200″ | T516L |
| 5/16″ | N516 | 0,3155″ +.0005/-.0005 | 0,200″ | T516L |
| 8 мм | N316 | 0,3165″ +.001/-.000 | 0,200″ | T516L |
| 8 мм | N8MM | 0,318″ +0,001/-. 000 000 | 0,200″ | T516L |
| 3/8″ | N376 | 0,376″ +.001/-.000 | 0,200″ | T38L |
| 3/8″ | N38 | 0,377″ +.001/-.000 | 0,200″ | T38L |
| 10 мм | N394 | 0,394″ +.001/-.000 | 0,280″ | T12L |
| 7/16″ | N439 | 0,439″ +.001/-.000 | 0,280″ | T12L |
| 12 мм | N474 | 0,474″ +.001/-.000 | 0,280″ | T12L |
| 1/2″ | N501 | 0,501″ +.001/-.000 | 0,280″ | T12L |
| 1/2″ | N12 | 0,502″ +.001/-.000 | 0,280 дюйма | T12L |
| 5/8″ | N626 | 0,626″ +.001/-.000 | 0,338″ | T58L |
| 5/8″ | N58 | 0,627″ +.001/-.000 | 0,338″ | T58L |
| 3/4″ | N75 | 0,752″ +. 001/-.000 001/-.000 | 0,400″ | T75L |
Свяжитесь с нами, чтобы получить предложение по протяжке с ЧПУ
Наши инструменты для протяжки шпоночных пазов изготовлены из нержавеющей стали 17-4 и термообработаны до 44Rc, что позволяет избежать хрупкости 60-х Rc и гибкости 20-х Rc. Предусмотренная большая длина реза использовалась и тестировалась тысячами механических мастерских и компаний с 2006 года, когда наша запатентованная конструкция протяжного инструмента была продана через Razorform Tools. Те же инструменты и вставки для протяжки шпоночных пазов, которые подходят для инструментов Razorform, взаимозаменяемы с нашими инструментами для протяжки шпоночных пазов.
Мы не делаем одноразовые специальные конструкции, а вместо этого полагаемся на стандартизированный, проверенный продукт десятилетней давности. Когда мы отправляем вам инструменты для протяжки шпоночных пазов, мы знаем, что точно такой же дизайн, который вы получите, будет таким же дизайном, который подходит для всех остальных. Переменные того, насколько хорошо наши инструменты для протяжки шпоночных пазов работают для вас, находятся в ваших руках и в основном связаны с вашей настройкой и программированием. Советы по правильной настройке инструмента см. на этой странице нашего веб-сайта: https://www.cncbreachtools.com/keyway-cutters-speed-feed/
Переменные того, насколько хорошо наши инструменты для протяжки шпоночных пазов работают для вас, находятся в ваших руках и в основном связаны с вашей настройкой и программированием. Советы по правильной настройке инструмента см. на этой странице нашего веб-сайта: https://www.cncbreachtools.com/keyway-cutters-speed-feed/
Концепция протяжки должна перейти от операции разрушения, когда большие куски металла выдалбливаются, к действию «бритья» на высоких скоростях. Это не повредит вашему дорогому станку с ЧПУ, поскольку средняя глубина реза за проход составляет 0,001 дюйма. При глубине реза 0,001 дюйма ваш станок даже не знает, что он режет. Каждую неделю у нас есть новый клиент, который говорит нам, что его беспокоили силы, поэтому они поставили индикатор на свой шпиндель, и индикатор почти не регистрировался.
Средняя скорость составляет 300 дюймов в минуту. Среднее время цикла на деталь 1,5-2 минуты в зависимости от длины пропила и глубины шпоночного паза.
Если для вашего приложения требуется большая длина резки, CNC Breach знает, что многие из наших клиентов приваривают кусок прутка к торцу наших инструментов для протяжки шпоночного паза, поворачивают его, чтобы обе части были концентрическими, а затем зажимают более длинную длину. Мы знаем многих клиентов, которые расширяли свои инструменты для протяжки шпоночных пазов и получали один или два дополнительных дюйма, чтобы выполнить работу без затрат или времени, связанных с использованием специального инструмента для протяжки.
Мы знаем многих клиентов, которые расширяли свои инструменты для протяжки шпоночных пазов и получали один или два дополнительных дюйма, чтобы выполнить работу без затрат или времени, связанных с использованием специального инструмента для протяжки.
Другим вариантом является специальное шлифование допусков по ширине пластины, которая подходит к большему и длинному держателю протяжного инструмента. Затем этот инструмент можно использовать для изготовления более длинного и меньшего шпоночного паза при условии, что этот инструмент большего размера будет соответствовать меньшему размеру отверстия, который обычно связан с меньшими шпоночными канавками.
Все показанные инструменты для протяжки шпоночных паза обычно есть на складе и при необходимости могут быть отправлены в тот же день курьерской службой UPS Red.
Мы продаем только твердосплавные пластины с покрытием TiN. Мы делаем , а не продавать вставки из быстрорежущей стали. Наши твердосплавные фрезы для шпоночных пазов имеют две режущие кромки на пластину. Поэтому обязательно разделите стоимость на два, чтобы рассчитать истинную стоимость системы протяжки с ЧПУ. Наши вкладыши называют очень прочными и жесткими, и когда вы держите один из них в руке, вы почувствуете его вес.
Поэтому обязательно разделите стоимость на два, чтобы рассчитать истинную стоимость системы протяжки с ЧПУ. Наши вкладыши называют очень прочными и жесткими, и когда вы держите один из них в руке, вы почувствуете его вес.
Многие клиенты повторно затачивают каждую режущую кромку несколько раз, прежде чем пластина потеряет допуск, но мы не предоставляем эту услугу. У меня были клиенты, которые говорили мне, что они перетачивают каждую режущую кромку 4-9 раз. Опять же, мы не предлагаем услугу повторной заточки.
Допуск по ширине специального шлифования
Мы делаем специальную шлифовку допусков по ширине на обеих режущих кромках вниз.
Пример: специальная шлифовка шириной от 0,0955 дюйма до 0,064 дюйма + 0,001/- 0,000
Специальная шлифовка допуск по ширине составляет минимум три пластины, плата за шлифовку в размере 20 долларов США за пластину и примерно 10-14 дней на доставку. Нужен хотя бы тысячный допуск.
Значение высоты канавки
При использовании нашей таблицы вкладышей со шпоночным пазом всегда проверяйте высоту канавки. Это то, как высоко вставка выступает над инструментом, чтобы получить радиальную глубину (не длину).
Это то, как высоко вставка выступает над инструментом, чтобы получить радиальную глубину (не длину).
Этот размер глубины отличается от глубины «длины» и обычно не указывается непосредственно на чертежах, но должен быть рассчитан путем вычитания размера центральной линии отверстия до вершины шпоночного паза из общего размера отверстия.
Многие клиенты не понимают нас, когда мы спрашиваем их о высоте паза или «потолке» размера шпоночного паза. И когда мы спрашиваем их о глубине, они дают нам длину. Тогда мы говорим «другая глубина», и возникает путаница. Для ясности:
Шпоночный паз или слот имеет три измерения.
1) ширина
2) длина (большинство людей называют это глубиной, CNC Breach называет это длиной, чтобы различать его)
3) глубина, или глубина радиально, или высота канавки, или потолок шпоночного паза
Пожалуйста, не просите нас указать срок службы вставки. Насколько хорошо работает наш продукт, зависит исключительно от переменных, не зависящих от нас, таких как ваша настройка и программирование. Если вы хотите увидеть примеры срока службы вставок, которые получают другие клиенты, на нашем веб-сайте есть много отзывов, которые дадут вам представление о том, что возможно с нашим продуктом, вот несколько видеороликов, созданных клиентами:
Если вы хотите увидеть примеры срока службы вставок, которые получают другие клиенты, на нашем веб-сайте есть много отзывов, которые дадут вам представление о том, что возможно с нашим продуктом, вот несколько видеороликов, созданных клиентами:
Резка шпоночного паза из нержавеющей стали 304
Протяжка Инструмент режущий 1215 Сталь
Прошивка шпоночного паза в 8620
https://youtu.be/W3x5aRFctks
Новая серия инструментов для протяжки с ЧПУ — подходит для инструментов для протяжки токарных станков от MD Tooling и M.T. Маркетти
При протяжке шпоночного паза в прочном валу двигателя 4140 компания Baldor Electric Motors использует инструменты для протяжки с ЧПУ. Когда нас попросили изменить конструкцию хвостовика нашего инструмента для прорезки пазов, чтобы он подходил к инструменту для протяжки с приводом MD Tooling, мы ухватились за этот шанс. MD Tooling является американским дистрибьютором M.T. Протяжные головки токарного станка Marchetti. Их живые инструменты отлично подходят для клиентов с большими объемами, которые хотят сократить время цикла. После модификации заднего хвостовика нашего инструмента для протяжки инженер Baldor сообщил нам, что мы «сдули PH Horn Breach из воды» в отношении срока службы вставки. Теперь у нас есть восемь фрез для шпоночных пазов, которые подходят к держателям для долбежных станков MD Tool и MT Marchetti.
Их живые инструменты отлично подходят для клиентов с большими объемами, которые хотят сократить время цикла. После модификации заднего хвостовика нашего инструмента для протяжки инженер Baldor сообщил нам, что мы «сдули PH Horn Breach из воды» в отношении срока службы вставки. Теперь у нас есть восемь фрез для шпоночных пазов, которые подходят к держателям для долбежных станков MD Tool и MT Marchetti.
Протяжка шпоночного паза — Инструменты для протяжки Gisstec
Инструменты для протяжки шпоночного паза
- Седла пластин термообработаны до твердостью 58-60 HRC , что обеспечивает максимальную стабильность при прорезании пазов.
- Вал держателя доступен в размерах Ø25 и Ø32
- Все держатели доступны в расширенной версии
- Ø3,5 сквозные отверстия для подачи СОЖ
- Открытые шпоночные пазы на токарных станках с ЧПУ, обрабатывающих центрах и долбежных станках.
Вал инструмента для протяжки шпоночных пазов Ø25
| Бропение Инструмент | L1 (MM) | L2 (MM) | L3 (MM) | 6. | . | . | D3 (мм) | Выравниватель | Мин. Отверстие Ø (мм) | Винт- отвертка | Винт | Вес (г) |
| UT-092-25 7 06 | 9 | 124 | 9 | 90 | 25 | 6 | 30 | PN-0 | 7 | T08 | VN-1 | 382 |
| UT-02-25-L | 34,5 | 133,5 | 9 | 90 | 25 | 6 | 30 | PN-0 | 7 | T08 | VN-1 | 354 |
| UT -03-25 | 30 | 129 | 9 | 90 | 25 | 8 | 30 | PN-1 | 8,7 | T08 | VN-1 | 368 |
| UT-03-25-L | 40 | 139 | 9 | 90 | 25 | 8 | 30 | PN-1 | 8,7 | T08 | VN-1 | 362 |
| UT- 04-25 | 40 | 139 | 9 | 90 | 25 | 10 | 30 | PN-1 | 11 | T08 | VN-1 | 368 |
| UT-04-25-L | 56 | 155 | 9 | 90 | 25 | 10 | 30 | PN-1 | 11 | T08 | VN-1 | 377 |
| UT-05-25 | 46 | 145 | 9 | 90 | 25 | 12 | 30 | PN-1 | 13 | T08 | VN-1 | 382 |
| UT-05-25-L | 66 | 165 | 9 | 90 | 25 | 12 | 30 | PN-1 | 13 | T08 | VN-1 | 408 |
| UT-06-25 | 56 | 155 | 9 | 90 | 25 | 16 | 30 | PN-2 | 17 | T15 | VN-2 | 428 |
| UT-06-25-L | 81 | 180 | 9 | 90 | 25 | 16 | 30 | PN-2 | 17 | T15 | VN-2 | 453 |
| UT-08-25 | 68 | 167 | 9 | 90 | 25 | 20 | 30 | PN-2 | 21,5 | T15 | VN-2 | 488 |
| UT-08-25-L | 100 | 199 | 9 | 90 | 25 | 20 | 30 | PN-2 | 21,5 | T15 | VN-2 | 574 |
| UT-10-25 | 86 | 185 | 9 | 90 | 25 | 25 | 32 | PN-3 | 28 | T20 | VN-3 | 647 |
| UT-10-25-L | 126 | 225 | 9 | 90 | 25 | 25 | 32 | PN-3 | 28 | T20 | VN-3 | 797 |
| UT-12-25 | 104 | 203 | 9 | 90 | 25 | 30 | 35 | PN-3 | 32 | T20 | VN-3 | 824 |
| UT-12-25-L | 161 | 260 | 9 | 90 | 25 | 30 | 35 | PN-3 | 32 | T20 | VN-3 | 1131 |
| UT-14/16-25 | 126 | 225 | 9 | 90 | 25 | 35 | 37 | PN-4 | 37 | T20 | VN-3 | 1211 |
| UT-14/16-25-L | 180 | 279 | 9 | 90 | 25 | 35 | 37 | PN-4 | 37 | T20 | VN-3 | 1548 |
Вал инструмента для протяжки шпоночного паза Ø32
| Broaching Tool | L1 (mm) | L2 (mm) | L3 (mm) | L4 (mm) | D1 (mm) | D2 ( мм) | D3 (мм) | Выравниватель | Мин. Hole Ø (mm) | Screw- driver | Screw | Weight (g) |
| UT-02-32 | 25 | 134 | 9 | 100 | 32 | 6 | 37 | PN-0 | 7 | T08 | VN-1 | 600 |
| UT-02-32-L | 34, 5 | 143,5 | 9 | 100 | 32 | 6 | 37 | PN-0 | 7 | T08 | VN-1 | 654 |
| UT-03-32 | 30 | 139 | 9 | 100 | 32 | 8 | 37 | PN-1 | 8,7 | T08 | VN-1 | 673 |
| UT-03-32-L | 40 | 149 | 9 | 100 | 32 | 8 | 37 | PN-1 | 8,7 | T08 | VN-1 | 678 |
| UT-04-32 | 40 | 149 | 9 | 100 | 32 | 10 | 37 | PN-1 | 11 | T08 | VN-1 | 672 |
| UT-04-32-L | 56 | 165 | 9 | 100 | 32 | 10 | 37 | PN-1 | 11 | T08 | VN-1 | 684 |
| UT-05-32 | 46 | 155 | 9 | 100 | 32 | 12 | 37 | PN-1 | 13 | T08 | VN-1 | 698 |
| UT-05-32-L | 66 | 175 | 9 | 100 | 32 | 12 | 37 | PN-1 | 13 | T08 | VN-1 | 711 |
| UT-06-32 | 56 | 165 | 9 | 100 | 32 | 16 | 37 | PN-2 | 17 | T15 | VN-2 | 725 |
| UT-06-32-L | 81 | 190 | 9 | 100 | 32 | 16 | 37 | PN-2 | 17 | T15 | VN-2 | 765 |
| UT-08-32 | 68 | 177 | 9 | 100 | 32 | 20 | 37 | PN-2 | 21,5 | T15 | VN-2 | 820 |
| UT-08-32-L | 100 | 209 | 9 | 100 | 32 | 20 | 37 | PN-2 | 21,5 | T15 | VN-2 | 868 |
| UT-10-32 | 86 | 195 | 9 | 100 | 32 | 25 | 37 | PN-3 | 28 | T20 | VN-3 | 935 |
| UT-10-32-L | 126 | 235 | 9 | 100 | 32 | 25 | 37 | PN-3 | 28 | T20 | VN-3 | 1097 |
| UT-12-32 | 104 | 213 | 9 | 100 | 32 | 30 | 37 | PN-3 | 32 | T20 | VN-3 | 1157 |
| UT-12-32-L | 161 | 270 | 9 | 100 | 32 | 30 | 37 | PN-3 | 32 | T20 | VN-3 | 1407 |
| UT-14/16-32 | 126 | 235 | 9 | 100 | 32 | 35 | 37 | PN-4 | 37 | T20 | VN-3 | 1490 |
| UT-14/16-32-L | 180 | 289 | 9 | 100 | 32 | 35 | 37 | PN-4 | 37 | T20 | VN-3 | 1748 |
| UT-18/25-32 | 140 | 249 | 9 | 100 | 32 | 40 | 45 | PN-5 | 45 | BRUG.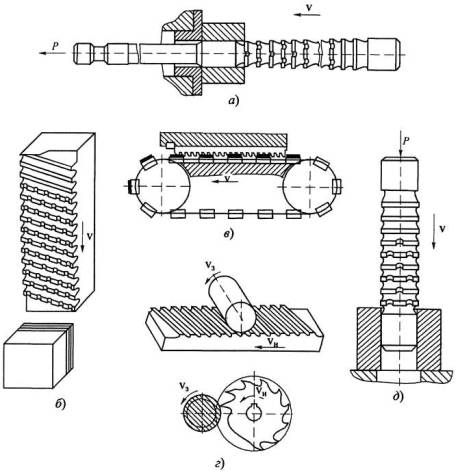 5 5 | VN-4 | 1903 |
| UT-18/25-32-L | 200 | 309 | 9 | 100 | 32 | 40 | 45 | PN-5 | 45 | BRUG.5 | VN-4 | 2189 |
Вставка для протяжки шпоночного паза в мм
(ширина шпоночного паза от 2 до 10)
| Broaching Insert | L1 (mm) | L2 (mm) | L3 (mm) | L4 (mm) | L5 (mm) | L6 ( ММ) | Держатель | Слимки Держатель | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IN-02 P6/P9 | 1,994 | 5 | 694 | 5 | 6,5 | 5 | 5 | 5 | . 02 02 | РФ-0 | |||||||||
| IN-02 P6/P9-SM | 1,994 | 5 | 6,5 | 5 | 6 | 1,09 | UT-02 | RF-0 | |||||||||||
| IN-02 H7/JS9 | 2,010 | 5 | 6,5 | 5 | 6 | 1,3 | UT-02 | RF-0 | |||||||||||
| IN-02 H7/JS9 -SM | 2,010 | 5 | 6,5 | 5 | 6 | 1,09 | UT-02 | RF-0 | |||||||||||
| IN-02 D10 | 2,060 | 5 | 6,5 | 5 | 6 | 1,3 | UT-02 | RF-0 | |||||||||||
| IN-02 C11 | 2,120 | 5 | 6,5 | 5 | 6 | 1,3 | UT-02 | RF -0 | |||||||||||
| ИН-03 П6/П9 | 2,994 | 6,08 | 6,5 | 5 | 7,5 | 2 | UT-03 | RF-1 | |||||||||||
| IN-80036 | |||||||||||||||||||
| IN-03P6/P | |||||||||||||||||||
| IN-03P6/P | |||||||||||||||||||
| IN-03P6/P | |||||||||||||||||||
| IN-03P6/P | |||||||||||||||||||
| In-80036 | |||||||||||||||||||
In-80036. | 6,08 | 6,5 | 5 | 7,5 | 1,42 | UT-03 | RF-1 | ||||||||||||
| В in-037. | |||||||||||||||||||
| . 6,08 | 6,5 | 5 | 7,5 | 2 | УТ-03 | RF-1 | |||||||||||||
| IN-03 H7/JS9-SM | 3,010 | 6,08 | 6,5 | 5 | 7,5 | 1,42 | UT-03 | RF-1 | |||||||||||
| IN-03 D10 | 3,060 | 6,08 | 6,5 | 5 | 7,5 | 2 | UT-03 | RF-1 | |||||||||||
| ИН-03 С11 | 3,120 | 6,08 | 6,5 | 5 | 7,5 | 2 | UT-03 | RF-1 | |||||||||||
| IN-04 P6/P9 | 3,988 | 6,08 | 7 | 5 | 8 | 2,6 | UT-04 | RF-1 | |||||||||||
| IN-04 P6/P9-SM | 3,988 | 6,08 | 7 | 5 | 8 | 2, 07 | UT-04 | RF-1 | |||||||||||
| IN-04 H7/JS9 | 4,012 | 6,08 | 7 | 5 | 8 | 2,6 | UT-04 | RF-1 | |||||||||||
| IN-04 H7/JS9-SM | 4,012 | 6,08 | 7 | 5 | 8 | 2,07 | UT-04 | RF-1 | |||||||||||
| В-04 D110 | |||||||||||||||||||
| В-04 D11037 | |||||||||||||||||||
| В-04 D11037 | |||||||||||||||||||
. 7 7 | 5 | 8 | 2,6 | UT-04 | RF-1 | ||||||||||||||
| IN-04 C11 | 4,145 | 6,08 | 7 | 5 | 8 | 2,6 | UT-04 | RF- 1 | |||||||||||
| IN-05 P6/P9 | 4,988 | 6,08 | 7 | 5 | 8 | 3 | UT-05 | RF-1 | |||||||||||
| IN-05 P6/P9-SM | 4,988 | 6,08 | 7 | 5 | 8 | 2,74 | UT-05 | RF-1 | |||||||||||
| IN-05 H7/JS9 | 5,012 | 6,08 | 7 | 5 | 8 | 3 | UT-05 | RF-1 | |||||||||||
| IN-05 H7/JS9-SM | 5,012 | 6,08 | 7 | 5 | 8 | 2, 74 | УТ-05 | РФ-1 | |||||||||||
| ИН-05 Д10 | 5,078 | 6,08 | 7 | 5 | 8 | 3 | UT-05 | RF-1 | |||||||||||
| IN-05 C11 | 5,145 | 6,08 | 7 | 5 | 8 | 3 | UT-05 | RF-1 | |||||||||||
| IN-06 P6/P9 | 5,988 | 10,08 | 9 | 6 | 13,5 | 4 | УТ-06 | RF-2 | |||||||||||
| IN-06 P6/P9-SM | 5,988 | 10,08 | 9 | 6 | 13,5 | 3 | UT-06 | RF- 2 | |||||||||||
| IN-06 H7/JS9 | 6,012 | 10,08 | 9 | 6 | 13,5 | 4 | UT-06 | RF-2 | |||||||||||
| IN -06 H7/JS9-SM | 6,012 | 10,08 | 9 | 6 | 13,5 | 3 | UT-06 | RF-2 | |||||||||||
| IN-06 D10 | 6,078 | 10,08 | 9 | 6 | 13 ,5 | 4 | UT-06 | RF-2 | |||||||||||
| IN-06 C11 | 6,145 | 10,08 | 9 | 6 | 13,5 | 4 | UT -06 | РФ-2 | |||||||||||
| ИН-08 П6/П9 | 7,985 | 10,08 | 9 | 6 | 13,5 | 4,5 | UT-08 | RF-2 | |||||||||||
| IN-08 P6/P9-SM | 7,985 | 10,08 | 9 | 6 | 13,5 | 3,78 | UT-08 | RF-2 | |||||||||||
| IN-08 H7/JS9 | 8,015 | 10,08 | 9 | 6 | 13,5 | 4,5 | UT-08 | RF-2 | |||||||||||
| IN-08 H7/JS9-SM | 8,015 | 10,08 | 9 | 6 | 13,5 | 3,78 | UT-08 | RF-2 | |||||||||||
| IN-08 D10 | 8,098 | 10,08 | 9 | 6 | 13,5 | 4,5 | UT-08 | RF -2 | |||||||||||
| ИН-08 С11 | 8 170 | 10,08 | 6 | 13,5 | 4,5 | UT-08 | RF-2 | ||||||||||||
| In-10 P6/P | |||||||||||||||||||
| In-10 P6/P | |||||||||||||||||||
. | 14 | 10 | 18,5 | 6 | UT-10 | RF-3 | |||||||||||||
| IN-10 P6/P9-SM | 9,985 | 13,1 | 14 | 10 | 18,5 | 3,88 | УТ-10 | РФ-3 | |||||||||||
| IN-10 H7/JS9 | 10,015 | 13,1 | 14 | 10 | 18,5 | 6 | UT-10 | RF-3 | |||||||||||
| IN- 10 H7/JS9-SM | 10,015 | 13,1 | 14 | 10 | 18,5 | 3,88 | UT-10 | RF-3 | |||||||||||
| IN-10 D10 | 10 098 | 13,1 | 14 | 10 | 18,5 | 6 | UT-10 | RF-3 | |||||||||||
| IN-10 C11 | 10,170 | 13,1 | 14 | 10 | 18,5 | 6 | УТ-10 | РФ-3 |
Вставка для протяжки шпоночного паза в мм
(Шпоночный паз от 12 до 25)
| Протяжка Вставка | L1 (мм) | L2 (mm) | L3 (mm) | L4 (mm) | L5 (mm) | L6 (mm) | Holder | Grinding Holder | |
| IN-12 P6 /P9 | 11,982 | 13,1 | 14 | 10 | 18,5 | 6,5 | UT-12 | RF-3 | |
| IN-12 P6/P9-SM | 11 982 | 13,1 | 14 | 10 | 18,5 | 3,89 | UT-12 | RF-3 | |
| IN-12 H7/JS9 | 12,018 | 13,1 | 14 | 10 | 18, 5 | 6,5 | UT-12 | RF-3 | |
| IN-12 H7/JS9-SM | 12,018 | 13,1 | 14 | 10 | 18,5 | 3,89 | УТ-12 | РФ-3 | |
| ИН-12 Д10 | 12,120 | 13,1 | 14 | 10 | 18,5 | 6,5 | UT-12 | RF-3 | |
| IN-12 C11 | 12,205 | 13,1 | 14 | 10 | 18,5 | 6,5 | UT-12 | RF-3 | |
| IN-14 P6/P9 | 13,982 | 18 | 14 | 10 | 22 | 7 | UT-14/16 | RF-4 | |
| IN-14 P6/P9-SM | 13,982 | 18 | 14 | 10 | 22 | 4,71 | UT- 14/16 | RF-4 | |
| IN-14 H7/JS9 | 14,018 | 18 | 14 | 10 | 22 | 7 | UT-14/16 | RF-4 | |
| IN-14 H7/JS9-SM | 14 018 | 18 | 14 | 10 | 22 | 4,71 | UT-14/16 | RF-4 | |
| In-114 D10 | |||||||||
| В-12037 | |||||||||
. | 10 | 22 | 7 | UT-14/16 | RF-4 | ||||
| IN-14 C11 | 14,205 | 18 | 14 | 10 | 22 | 7 | УТ-14/16 | РФ-4 | |
| IN-16 P6/P9 | 15,982 | 18 | 14 | 10 | 22 | 8 | UT-14/16 | RF-4 | |
| IN-16 P6 /P9-SM | 15,982 | 18 | 14 | 10 | 22 | 5,53 | UT-14/16 | RF-4 | |
| IN-16 H7/JS9 | 16 018 | 18 | 14 | 10 | 22 | 8 | UT-14/16 | RF-4 | |
| IN-16 H7/JS9-SM | 16,018 | 18 | 14 | 10 | 22 | 5,53 | UT-14/16 | RF-4 | |
| IN-16 D10 | 16,120 | 18 | 14 | 10 | 22 | 8 | UT-14/ 16 | РФ-4 | |
| ИН-16 С11 | 16,205 | 18 | 14 | 10 | 22 | 8 | UT-14/16 | RF-4 | |
| RF-4 | |||||||||
| RF-4 | |||||||||
| RF-4 | |||||||||
| 18 | 10 | 30 | 9 | UT-18/25 | RF-5 | ||||
| IN-18 P6/P9-SM | 17,982 | 26 | 18 | 10 | 30 | 5,67 | UT-18/25 | RF-5 | |
| IN-18 H7/JS9 | 18,018 | 26 | 18 | 10 | 30 | 9 | UT-18/25 | RF-5 | |
| IN-18 H7/JS9-SM | 18,018 | 26 | 18 | 10 | 30 | 5,67 | UT-18/25 | RF-5 | |
| ИН-18 Д10 | 18 120 | 26 | 18 | 10 | 30 | 9 | UT-18/25 | RF-5 | |
| IN-18 C11 | 18,205 | 26 | 18 | 10 | 30 | 9 | UT-18/25 | RF-5 | |
| IN-20 P6/P9 | 19,978 | 26 | 18 | 10 | 30 | 10 | UT -18/25 | РФ-5 | |
| IN-20 P6/P9-SM | 19,978 | 26 | 18 | 10 | 30 | 6,29 | UT-18/25 | RF-5 | |
| IN-20 H7/JS9 | 20,021 | 26 | 18 | 10 | 30 | 10 | UT-18/25 | RF-5 | |
| IN-20 H7/JS9-SM | 20 021 | 26 | 18 | 10 | 30 | 6,29 | UT-18/25 | RF-5 | |
| IN-20 D10 | 20,149 | 26 | 18 | 10 | 30 | 10 | UT-18/25 | RF-5 | |
| IN-20 C11 | 20,240 | 26 | 18 | 10 | 30 | 10 | UT-18/25 | РФ-5 | |
| ИН-22 П6/П9 | 21 978 | 26 | 18 | 10 | 30 | 11 | UT-18/25 | RF-5 | |
| RF-5 | . | RF-5 | |||||||
| RF-5 | RF-5 | RF-5 | |||||||
| 26 | 18 | 10 | 30 | 6,79 | UT-18/25 | RF-5 | |||
| IN-22 H7/JS9 | 22,021 | 26 | 18 | 10 | 30 | 11 | UT-18/25 | RF-5 | |
| IN-22 H7/JS9-SM | 22,021 | 26 | 18 | 10 | 30 | 6,79 | UT- 18/25 | RF-5 | |
| IN-22 D10 | 22,149 | 26 | 18 | 10 | 30 | 11 | UT-18/25 | RF-5 | |
| ИН-22 С11 | 22 240 | 26 | 18 | 10 | 30 | 11 | UT-18/25 | RF-5 | |
| IN-25 P6/P9 | 24,978 | 26 | 18 | 10 | 30 | 12 | UT-18/25 | RF-5 | |
| IN-25 P6/P9-SM | 24,978 | 26 | 18 | 10 | 30 | 7,02 | УТ-18/25 | РФ-5 | |
| IN-25 H7/JS9 | 25,021 | 26 | 18 | 10 | 30 | 12 | UT-18/25 | RF-5 | |
| IN-25 H7 /JS9-SM | 25,021 | 26 | 18 | 10 | 30 | 7,02 | UT-18/25 | RF-5 | |
| IN-25 D10 | 25,149 | 26 | 18 | 10 | 30 | 12 | UT-18/25 | RF-5 | |
| IN-25 C11 | 25,240 | 26 | 18 | 10 | 30 | 12 | УТ-18/25 | РФ-5 |


Вставка для протяжки шпоночного паза в дюймах
(ширина шпоночного паза от 3/32″ до 9/32″)
| Протяжка Вставка | L1 (мм) | L1 (дюйм) | L2 (дюйм) | L3 (дюйм) | L4 (дюйм) | L5 (дюйм) | L6 (дюйм) | L6 (дюйм) | L6 (дюйм) | |||||
| in-3/32 ″ -p6/p9 | 2,3752 | 0,0935 | 0,1968 | 0,0936 | 0,1968 | 0,0936 | . | 0,0551 | УТ-02 | РФ-0 | ||||
| IN-3/32″-H7/JS9 | 2,3912 | 0,0941 | 0,1968 | 0,2362 | 0,1968 | 0,2559 | 0,0551 | UT-02 | RF-0 | |||||
| IN-3/32 ″ -D10 | 2,4412 | 0,0961 | 0,1968 | 0,0961 | 0,1968 | 0,0961 | 0,1968 | 0,0961 | 0,1968 | 0,0961 | . ,2559 | 0,0551 | УТ-02 | РФ-0 |
| ИН-3/32″-C11 | 2,5012 | 0,0984 | 0,1968 | 0,2362 | 0,1968 | 0,2559 | 0,0551 | UT-02 | RF-0 | |||||
| IN-1/8 ″ -P6/p9 | 31630 | 0,1240 | 0,2362 | 0,2755 | 0,1968 | 0,31149937 | 0,1968 | . -1 -1 | ||||||
| IN-1/8″-H7/JS9 | 3,1870 | 0,1254 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,0905 | UT-03 | RF-1 | |||||
| IN-1/8″-D10 | 3,2530 | 0,1280 | 0,2362 | 0,2755 | . C11 | 3,3200 | 0,1307 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,0905 | UT-03 | RF-1 |
| IN-5/32″-P6/P9 | 3,9687 | 0,1556 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1141 | UT-04 | RF-1 | |||||
| IN-5/32″-H7/JS9 | 3,9807 | 0,1567 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1141 | UT-04 | RF-1 | |||||
| IN-5/32″-D10 | 4,0467 | 0,1593 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1141 | UT-04 | RF-1 | |||||
| IN-5/32″-C11 | 4,1137 | 0,1619 | 0,2362 | 0 ,2755 | 0,1968 | 0,3149 | 0,1141 | УТ-04 | РФ-1 | |||||
| IN-3/16″-P6/P9 | 4,7500 | 0,1870 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1299 | UT-05 | RF-1 | |||||
| IN-3/16″-H7/JS9 | 4,7745 | 0,1879 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1299 | УТ-05 | РФ-1 | |||||
| ИН-3/16″-D10 | 4,8405 | 0,1905 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1299 | UT-05 | RF-1 | |||||
| IN -3/16″-C11 | 4,9075 | 0,1932 | 0,2362 | 0,2755 | 0,1968 | 0,3149 | 0,1299 | UT-05 | РФ-1 | |||||
| ИН-1/4″-П6/П9 | 6,3350 | 0,2494 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1587 | UT-06 | RF-2 | |||||
| IN-1/4″-H7/JS9 | 6,3650 | 0,2505 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1587 | UT-06 | RF-2 | |||||
| В-1/4″-D10 | 6,4480 | 0,2538 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1587 | UT-06 | RF-2 | |||||
| IN-1/4″-C11 | 6,5200 | 0,2566 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1587 | UT-06 | RF-2 | in- | rf-2 | in- | rf-2 | |
| in- | rf-2 | |||||||||||||
| in | rf-2 | rf-2 | rf-2 | in | 0,2806 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1692 | UT-08 | RF-2 | ||
| IN-9/32″-H7/JS9 | 7,1587 | 0,2818 | 0,3968 | 0, 3543 | 0,2362 | 0,5314 | 0,1692 | UT-08 | RF-2 | |||||
| IN-9/32″-D10 | 7,2417 | 0,2851 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1692 | УТ-08 | RF-2 | |||||
| IN-9/32″-C11 | 7,3137 | 0,2879 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1692 | УТ-08 | РФ-2 |
 Держатель
Держатель 7,1287
7,1287 Вставка для протяжки шпоночного паза в дюймах
(Шпоночный паз от 5/16″ до 3/4″)
| Протяжка Вставка | L1 (мм) | L1 (дюйм) | L2 (inch) | L3 (inch) | L4 (inch) | L5 (inch) | L6 (inch) | Holder | Grinding Holder | |||||||||||||
| IN -5/16″-P6/P9 | 7,9225 | 0,3119 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1875 | UT- 08 | RF-2 | |||||||||||||
| IN-5/16″-H7/JS9 | 7,9525 | 0,3130 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1875 | UT-08 | RF-2 | |||||||||||||
| IN -5/16″-D10 | 8,0355 | 0,3163 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1875 | UT-08 | РФ-2 | |||||||||||||
| ИН-5/16″-C11 | 8,1075 | 0,3191 | 0,3968 | 0,3543 | 0,2362 | 0,5314 | 0,1875 | UT-08 | RF-2 | |||||||||||||
| IN-3/8″-P6/P9 | 9,5100 | 0,3744 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,25 | UT-10 | RF-3 | |||||||||||||
| IN-3/8″-H7/JS9 | 9,5400 | 0,3755 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,25 | UT-10 | RF-3 | |||||||||||||
| IN-3/8″-D10 | 9,6230 | 0,3788 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,25 | UT-10 | RF-3 | |||||||||||||
| IN-3/8″-C11 | 9 ,6950 | 0,3816 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,25 | UT-10 | RF-3 | |||||||||||||
| IN-7/16″-P6/P9 | 11,0945 | 0,4367 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,25 | UT-12 | RF-3 | |||||||||||||
| IN-7/16″-H7/JS9 | 11,1305 | 0, 4382 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,25 | УТ-12 | RF-3 | |||||||||||||
| IN-7/16 ″ -d10 | 11,2325 | 0,4422 | 0,5157 | 0,5511 | 0,5157 | 0,5511 | 0,5157 | 0,5511111137 | 0,5157 | . 0,25 0,25 | UT-12 | RF-3 | ||||||||||
| IN-7/16″-C11 | 11,3175 | 0,4455 | 0,5157 | 0,5511 | 0 ,3937 | 0,7283 | 0,25 | УТ-12 | РФ-3 | |||||||||||||
| ИН-1/2″-П6/П9 | 12,6820 | 0,4992 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,3 | UT-12 | RF-3 | |||||||||||||
| In-1/2 ″ -h7/JS9 | 12 7180 | 0,5007 | 0,5157 | 0,5511 | 0,3937 | 0,5511 | 0,3937 | 0,5511 | . УТ-12 | РФ-3 | ||||||||||||
| ИН-1/2″-Д10 | 12,8200 | 0,5047 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,3 | UT-12 | RF-3 | |||||||||||||
| IN-1/2″- C11 | 12,9050 | 0,5080 | 0,5157 | 0,5511 | 0,3937 | 0,7283 | 0,3 | UT-12 | RF-3 | |||||||||||||
| ИН-9/16″-П6/П9 | 14,2695 | 0,5617 | 0,7086 | 0,5511 | 0,3937 | 0,8661 | 0,275 | UT-14/16 | RF-4 | |||||||||||||
| IN-9/16″-H7/JS9 | 14,3055 | 0, 5632 | 0,7086 | 0,5511 | 0,3937 | 0,8661 | 0,275 | UT-14/16 | RF-4 | |||||||||||||
| IN-9/16″-D10 | 14,4075 | 0,5672 | 0,7086 | 0,5511 | 0,3937 | 0,8661 | 0,275 | UT-14/16 | RF-4 | |||||||||||||
| IN-9/16″-C11 | 14,4925 | 0,5705 | 0,7086 | 0,5511 | 0,3937 | 0,8661 | 0,275 | UT-14/16 | RF-4 | |||||||||||||
| IN-5/8 ″ -P6/P | 15,857616161616161666616661666166616666666666666666666666666666666666666666666666667676766767676767676767676rARI | . | 0,7086 | 0,5511 | 0,3937 | 0,8661 | 0,312 | УТ-14/16 | RF-4 | |||||||||||||
| IN-5/8 ″ -h7/JS9 | 15,8930 | 0,6257 | 0,7086 | 0,557 | 0,7086 | 0,557 | 0,7086 | 0,557 | 0,7086 | 0,557 | 0,7086. 8661 | 0,312 | UT-14/16 | RF-4 | ||||||||
| IN-5/8″-D10 | 15,9950 | 0,6297 | 0,7086 | 0,5511 | 0,3937 | 0,8661 | 0,312 | УТ-14/16 | РФ-4 | |||||||||||||
| IN-5/8 ″ -c11 | 16,0800 | 0,6330 | 0,7086 | 0,5511 | 0,3937 | 0,5511 | 0,3937 | 0,5511 | 0,3937 | 0,55111136 | 0,3937 | 0,5511136 | 0,3937 | 0,5511136 | 0,3937 | 0,5511 | 0,3937 | 0,5511 | . /16 /16 | RF-4 | ||
| IN-3/4″-P6/P9 | 19,0280 | 0,7491 | 1,0236 | 0,7086 | 0,3937 | 1,1811 | 0,393 | UT-18/25 | RF-5 | |||||||||||||
| IN-3/4″-H7/JS9 | 19,0710 | 0,7508 | 1,0236 | 0,7086 | 0,3937 | 1,1811 | 0,393 | UT-18/25 | RF-5 | |||||||||||||
| IN-3/4″-D10 | 19,1990 | 0,7558 | 1,0236 | 0,7086 | 0,3937 | 1,1811 | 0,393 | UT-18/25 | RF-5 | |||||||||||||
| IN-3/4″-C11 | 19,2900 | 0,7594 | 1,0236 | 0,7086 | 0,3937 | 1,1811 | 0,393 | UT-18/25 | RF-5 |
Квадратный протяжной инструмент
Шестигранный протяжной инструмент
Шлицевой протяжной инструмент
Наборы протяжных инструментов
Приводные инструменты для долбления
Угловые головки
Теги: протяжка, протяжка, протяжные инструменты, долбежные, долбежные инструменты, шпоночный паз, квадрат, шестигранник, токарный станок, токарный станок, обрабатывающий центр, обрабатывающий центр, долбежный станок, протяжной станок
слотов для петель одним выстрелом!
В чем заключается самая большая проблема при создании прорезей для петель?
- Создание слота нужной ширины?
- Создание прорези нужной глубины?
- Не колоть дрова?
- Очистить прорезь, чтобы петля вошла аккуратно?
- Не повредил петлю в процессе примерки?
- Это занимает слишком много времени и раздражает?
Обычный процесс включает непрерывную пробную подгонку до тех пор, пока не будут определены правильные ширина и длина паза. Поскольку эта операция зависит от мастерства моделистов, существует множество ненужных и смещенных разрезов, которые не включены в окончательную геометрию паза.
Поскольку эта операция зависит от мастерства моделистов, существует множество ненужных и смещенных разрезов, которые не включены в окончательную геометрию паза.
Этот процесс занимает много времени и в значительной степени повреждает текстуру древесины, а в некоторых случаях и петлю. Некоторые петли имеют флокированный материал, прикрепленный к противоположным поверхностям, который можно повредить или удалить при пробной установке. Расщепление зерна может выходить за пределы полезной длины паза, что делает точку крепления неустойчивой.
По-старому!
Поскольку шарниры соединяют поверхность управления с самолетом, обязательно ли, чтобы они были надежно прикреплены к планеру таким образом, чтобы механически не повредить конструкцию самолета, чтобы обеспечить контролируемый и предсказуемый полет.
Использование лезвия № 11 для вырезания пазов шарниров в поверхностях управления используется уже несколько десятилетий — это сильно зависит от навыков моделистов и требует много времени. Это может нанести физический вред как текстуре древесины, так и шарниру.
Несмотря на то, что на рынке представлено несколько типов инструментов для прорезки петель, большинство из них основаны на расщеплении и отделении зерна с помощью лезвия, которое не может контролироваться ножом или моделистом, после чего сразу же выкапываются остатки для создания слота.
Помните, лезвие ножа — это клин, и мы не колем дрова на заднем дворе!
AeroBreach предлагает революционный подход к прорезке петель
Способ AeroBreach!
Каждая протяжка была разработана так, чтобы проникать в волокна и скручивать волокно вниз, создавая натяжение, чтобы его можно было легко срезать зубцами, когда протяжка продвигается через крышку контрольной поверхности. (фото)
Каждая протяжка имеет заданную толщину, чтобы создать правильную ширину паза для типа устанавливаемой петли. Полученная длина паза обеспечивает боковую подгонку установленного шарнира к сопрягаемой рулю при окончательной сборке.
AeroBreach поставляется в 3 популярных размерах
Протяжка « CA » предназначена для использования с петлями типа цианоакрилатного клея (CA) – тонкая полиэфирная полоска с флокированием, приклеенным к противоположным поверхностям – доступна в предварительно разрезанных упаковках и полоска.
Протяжка « 60 » предназначена для использования со стандартными шарнирными петлями, такими как Dubro #116, для самолетов размером до 60.
Протяжка « 1/4 » предназначена для тяжелых двухкомпонентных пластиковых шарнирных петель, таких как Dubro #257, обычно устанавливаемых на самолетах масштаба ¼
Почему именно AeroBreach?
AeroBreach CA показан с ручкой . Полученная щель также шире, чем шарнир, чтобы компенсировать боковую регулировку и окончательное позиционирование шарнира вдоль линии шарнира на противоположной крышке руля (т.е. элерон к крылу, руль направления к килю и руль высоты к горизонтальному стабилизатору).
Конструкция протяжки обеспечивает точное центрирование паза по линии шарнира руля, а зубчатые стороны срезают древесину перпендикулярно волокнам. Полученная геометрия прорези аналогична шарниру по толщине и ширине.
AeroBreach не полагается на расщепление волокон, вместо этого он создает щель за счет действия сдвига перпендикулярно волокнам древесины, что сокращает время, необходимое для создания щелей, и меньше повреждает древесину.
Преимущества AeroBreach
- Экономия времени
- Простота использования
- Точность — протяжки предназначены для изготовления паза, соответствующего выбранной петле
- Каждая протяжка четко идентифицируется лазерной гравировкой.
- AeroBreach можно использовать для очистки и повторного выравнивания предварительно вырезанных пазов для петель в ARF
- Отлично подходит для ремонта в полевых условиях — новый паз можно сделать во внутреннем углу, не разделяя кромку
- Материал прошивного лезвия — сплав хрома и никеля с деформационным упрочнением, обеспечивающий прочность и долговечность.

- Лазерная резка для точности и аккуратности
- AeroBreaches можно использовать со многими имеющимися в продаже ручками и держателями, использовать с ручкой или без нее в прессе или адаптировать к ручке по желанию моделиста
.
Взгляните на AeroBreach в действии!
Хватит бороться с лезвием ножа. Получить AeroBreach сегодня и создайте точные пазы под петли за гораздо меньшее время!
Хорошего полета и спасибо, что выбрали AeroBreach!
Прокладки для протяжки | Прокладки шпоночного паза
Мы каждый раз делаем поиск прокладок быстрым и простым!
Рекомендуемый продукт
Прокладка шпоночной канавки, II, 1/8 дюйма, дробная часть дюйма
Посмотреть полную информацию о продукте
Прокладка шпоночной канавки, II, 1/8 дюйма, дробная часть дюйма
Посмотреть полную информацию о продукте
Магазин прокладок для протяжек
Жесткая клиновая прокладка, материал прокладки полипропилен, диапазон толщины (дюймы) от 0,245 до 0,035, ширина прокладки 1 5/32 дюйма, длина прокладки 1–5/16 дюйма, цвет черный, темп. Диапазон (F) До 446, возможность штабелирования с блокирующими горизонтальными/вертикальными гребнями, может поддерживать до 2000 фунтов, количество в упаковке 30
Диапазон (F) До 446, возможность штабелирования с блокирующими горизонтальными/вертикальными гребнями, может поддерживать до 2000 фунтов, количество в упаковке 30
Посмотреть полную информацию о продукте
$18,28
Жесткая клиновая прокладка, материал прокладки полипропилен, диапазон толщины (дюймы) от 0,245 до 0,035, ширина прокладки 1 5/32 дюйма, длина прокладки 1–5/16 дюйма, цвет черный, темп. Диапазон (F) До 446, возможность штабелирования с блокирующими горизонтальными/вертикальными гребнями, может поддерживать до 2000 фунтов, количество в упаковке 30
Посмотреть полную информацию о продукте
Тип шайбы с прорезью Прокладка с пазом в ассортименте, Материал шайбы Нержавеющая сталь, марка 302/304, Диапазон толщины (дюйм) от 0,001 до 0,125, Количество штук 130, Торговый размер шайбы A, Ширина шайбы 2 дюйма, Длина шайбы 2 дюйма, Паз Ширина 5/8 дюйма, глубина паза 1 9/32 дюйма, размер болта 1/4 дюйма — 5/8 дюйма, ширина выступа 1 1/2 дюйма, высота выступа 5/8 дюйма, приложение, используемое для Насосы, двигатели, компрессоры, генераторы и другое заводское оборудование
Посмотреть полную информацию о продукте
240,70 $
Тип шайбы с прорезью Прокладка с пазом в ассортименте, Материал шайбы Нержавеющая сталь, марка 302/304, Диапазон толщины (дюйм) от 0,001 до 0,125, Количество штук 130, Торговый размер шайбы A, Ширина шайбы 2 дюйма, Длина шайбы 2 дюйма, Паз Ширина 5/8 дюйма, глубина паза 1 9/32 дюйма, размер болта 1/4 дюйма — 5/8 дюйма, ширина выступа 1 1/2 дюйма, высота выступа 5/8 дюйма, приложение, используемое для Насосы, двигатели, компрессоры, генераторы и другое заводское оборудование
Посмотреть полную информацию о продукте
Гибкая клиновая прокладка, материал прокладки винил, диапазон толщины (дюйм) от 0,245 до 0,035, ширина прокладки 1 5/32 дюйма, длина прокладки 1-5/16 дюйма, цвет белый, темп. Диапазон (F) от -35 до 176, возможность штабелирования с блокирующими горизонтальными/вертикальными гребнями, можно обрезать канцелярским ножом или ножницами, амортизация и поглощение вибрации, количество в упаковке 30
Диапазон (F) от -35 до 176, возможность штабелирования с блокирующими горизонтальными/вертикальными гребнями, можно обрезать канцелярским ножом или ножницами, амортизация и поглощение вибрации, количество в упаковке 30
Посмотреть полную информацию о продукте
$15,09
Гибкая клиновая прокладка, материал прокладки винил, диапазон толщины (дюйм) от 0,245 до 0,035, ширина прокладки 1 5/32 дюйма, длина прокладки 1-5/16 дюйма, цвет белый, темп. Диапазон (F) от -35 до 176, возможность штабелирования с блокирующими горизонтальными/вертикальными гребнями, можно обрезать канцелярским ножом или ножницами, амортизация и поглощение вибрации, количество в упаковке 30
Посмотреть полную информацию о продукте
Тип шайбы с прорезью Прокладка с пазом в ассортименте, Материал шайбы Нержавеющая сталь, марка 302/304, Диапазон толщины (дюйм) от 0,001 до 0,075, Количество штук 80, Торговый размер шайбы A, Ширина шайбы 2 дюйма, Длина шайбы 2 дюйма, Паз Ширина 5/8 дюйма, глубина слота 1 9/ 32 дюйма, размер болта 1/4 дюйма — 5/8 дюйма, ширина выступа 1 1/2 дюйма, высота выступа 5/8 дюйма, применение, используемое для выравнивания, выравнивания и размещения насосов, двигателей, компрессоров, генераторов и других установок Машины
Посмотреть полную информацию о продукте
$99,72
Тип шайбы с прорезью Прокладка с пазом в ассортименте, Материал шайбы Нержавеющая сталь, марка 302/304, Диапазон толщины (дюйм) от 0,001 до 0,075, Количество штук 80, Торговый размер шайбы A, Ширина шайбы 2 дюйма, Длина шайбы 2 дюйма, Паз Ширина 5/8 дюйма, глубина слота 1 9/ 32 дюйма, размер болта 1/4 дюйма — 5/8 дюйма, ширина выступа 1 1/2 дюйма, высота выступа 5/8 дюйма, применение, используемое для выравнивания, выравнивания и размещения насосов, двигателей, компрессоров, генераторов и других установок Машины
Посмотреть полную информацию о продукте
Ассортимент листа регулировочной шайбы, Материал регулировочной шайбы Сталь, марка 1008-1010, Диапазон толщины (дюйм) от 0,001 до 0,031, Ширина регулировочной шайбы 6 дюймов, Длина регулировочной шайбы 12 дюймов, Количество штук 15
Посмотреть полную информацию о продукте
$45,87
Ассортимент листа регулировочной шайбы, Материал регулировочной шайбы Сталь, марка 1008-1010, Диапазон толщины (дюйм) от 0,001 до 0,031, Ширина регулировочной шайбы 6 дюймов, Длина регулировочной шайбы 12 дюймов, Количество штук 15
Посмотреть полную информацию о продукте
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,01 дюйма, Допуск по толщине +/-0,0005 дюйма, Торговый размер прокладки B, Ширина прокладки 3 дюйма, Длина прокладки 3 дюйма, Ширина паза 7/8 дюйма, Глубина паза 2 1/8 дюйма, закалка регулировочной прокладки, размер болта от 1/2 до 3/4 дюйма, высота выступа 7/8 дюйма, ширина выступа 2 дюйма, цвет серебристо-металлический, предел прочности на растяжение (PSI) 185 000 фунтов на кв. дюйм (мин) для 302SS; 75 000 psi (мин) для 304SS, твердость по Роквеллу 35-45 RC, стойкость к ржавчине и коррозии
дюйм (мин) для 302SS; 75 000 psi (мин) для 304SS, твердость по Роквеллу 35-45 RC, стойкость к ржавчине и коррозии
Посмотреть полную информацию о продукте
$15,83
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,01 дюйма, Допуск по толщине +/-0,0005 дюйма, Торговый размер прокладки B, Ширина прокладки 3 дюйма, Длина прокладки 3 дюйма, Ширина паза 7/8 дюйма, Глубина паза 2 1/8 дюйма, закалка регулировочной прокладки, размер болта от 1/2 до 3/4 дюйма, высота выступа 7/8 дюйма, ширина выступа 2 дюйма, цвет серебристо-металлический, предел прочности на растяжение (PSI) 185 000 фунтов на кв. дюйм (мин) для 302SS; 75 000 psi (мин) для 304SS, твердость по Роквеллу 35-45 RC, стойкость к ржавчине и коррозии
Посмотреть полную информацию о продукте
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,125 дюйма, Допуск по толщине +/-0,0025 дюйма, Торговый размер прокладки A, Ширина прокладки 2 дюйма, Длина прокладки 2 дюйма, Ширина паза 5/8 дюйма, Глубина канавки 1 9/32 дюйма, мягкая закалка прокладок (отожженная), размер болта от 1/4 дюйма до 9/16 дюйма, высота выступа 5/8 дюйма, ширина выступа 1 1/2 дюйма, цвет серебристый металл, предел прочности при растяжении (PSI) ) 185 000 фунтов на квадратный дюйм (мин) для 302SS; 75 000 фунтов на квадратный дюйм (мин) для 304SS, твердость по Роквеллу 80-90 RB, устойчив к ржавчине и коррозии
Посмотреть полную информацию о продукте
$11. 00
00
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,125 дюйма, Допуск по толщине +/-0,0025 дюйма, Торговый размер прокладки A, Ширина прокладки 2 дюйма, Длина прокладки 2 дюйма, Ширина паза 5/8 дюйма, Глубина канавки 1 9/32 дюйма, мягкая закалка прокладок (отожженная), размер болта от 1/4 дюйма до 9/16 дюйма, высота выступа 5/8 дюйма, ширина выступа 1 1/2 дюйма, цвет серебристый металл, предел прочности при растяжении (PSI) ) 185 000 фунтов на квадратный дюйм (мин) для 302SS; 75 000 фунтов на квадратный дюйм (мин) для 304SS, твердость по Роквеллу 80-90 RB, устойчив к ржавчине и коррозии
Посмотреть полную информацию о продукте
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,1 дюйма, Допуск по толщине +/-0,002 дюйма, Торговый размер прокладки A, Ширина прокладки 2 дюйма, Длина прокладки 2 дюйма, Ширина паза 5/8 дюйма, Глубина канавки 1 9/32 дюйма, мягкая закалка прокладок (отожженная), размер болта от 1/4 дюйма до 9/16 дюйма, высота выступа 5/8 дюйма, ширина выступа 1 1/2 дюйма, цвет серебристый металл, предел прочности при растяжении (PSI) ) 185 000 фунтов на квадратный дюйм (мин) для 302SS; 75 000 фунтов на квадратный дюйм (мин) для 304SS, твердость по Роквеллу 80-90 RB, устойчив к ржавчине и коррозии
Посмотреть полную информацию о продукте
$13,93
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,1 дюйма, Допуск по толщине +/-0,002 дюйма, Торговый размер прокладки A, Ширина прокладки 2 дюйма, Длина прокладки 2 дюйма, Ширина паза 5/8 дюйма, Глубина канавки 1 9/32 дюйма, мягкая закалка прокладок (отожженная), размер болта от 1/4 дюйма до 9/16 дюйма, высота выступа 5/8 дюйма, ширина выступа 1 1/2 дюйма, цвет серебристый металл, предел прочности при растяжении (PSI) ) 185 000 фунтов на квадратный дюйм (мин) для 302SS; 75 000 фунтов на квадратный дюйм (мин) для 304SS, твердость по Роквеллу 80-90 RB, устойчив к ржавчине и коррозии
Посмотреть полную информацию о продукте
Ассортимент листа запасных прокладок, материал прокладок полиэстер, марка без рейтинга, ширина прокладок 5 дюймов, длина прокладок 20 дюймов, количество штук 14
Посмотреть полную информацию о продукте
$33,33
Ассортимент листа запасных прокладок, материал прокладок полиэстер, марка без рейтинга, ширина прокладок 5 дюймов, длина прокладок 20 дюймов, количество штук 14
Посмотреть полную информацию о продукте
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,05 дюйма, Допуск по толщине +/-0,002 дюйма, Торговый размер прокладки B, Ширина прокладки 3 дюйма, Длина прокладки 3 дюйма, Ширина паза 7/8 дюйма, Глубина паза 2 1/8 дюйма, мягкая закалка прокладки (отожженная), размер болта от 1/2 до 3/4 дюйма, высота выступа 7/8 дюйма, ширина выступа 2 дюйма, цвет серебристо-металлический, предел прочности на растяжение (PSI) 185, 000 psi (мин) для 302SS; 75 000 фунтов на квадратный дюйм (мин) для 304SS, твердость по Роквеллу 80-90 RB, устойчив к ржавчине и коррозии
Посмотреть полную информацию о продукте
20,09 $
Прорезная прокладка с выступом, Материал прокладки Нержавеющая сталь, марка 302/304, Толщина прокладки 0,05 дюйма, Допуск по толщине +/-0,002 дюйма, Торговый размер прокладки B, Ширина прокладки 3 дюйма, Длина прокладки 3 дюйма, Ширина паза 7/8 дюйма, Глубина паза 2 1/8 дюйма, мягкая закалка прокладки (отожженная), размер болта от 1/2 до 3/4 дюйма, высота выступа 7/8 дюйма, ширина выступа 2 дюйма, цвет серебристо-металлический, предел прочности на растяжение (PSI) 185, 000 psi (мин) для 302SS; 75 000 фунтов на квадратный дюйм (мин) для 304SS, твердость по Роквеллу 80-90 RB, устойчив к ржавчине и коррозии
Посмотреть полную информацию о продукте
Тип шайбы с прорезью Прокладка с пазом в ассортименте, Материал шайбы Нержавеющая сталь, марка 302/304, Диапазон толщины (дюйм) от 0,001 до 0,125, Количество штук 130, Торговый размер шайбы B, Ширина шайбы 3 дюйма, Длина шайбы 3 дюйма, Паз Ширина 7/8 дюйма, глубина паза 2 1/8 дюйма, размер болта 1/2 дюйма — 3/4 дюйма, ширина выступа 2 дюйма, высота выступа 7/8 дюйма, приложение, используемое для выравнивания, выравнивания и размещения насосов, двигателей , компрессоры, генераторы и другое заводское оборудование
Посмотреть полную информацию о продукте
317,66 $
Тип шайбы с прорезью Прокладка с пазом в ассортименте, Материал шайбы Нержавеющая сталь, марка 302/304, Диапазон толщины (дюйм) от 0,001 до 0,125, Количество штук 130, Торговый размер шайбы B, Ширина шайбы 3 дюйма, Длина шайбы 3 дюйма, Паз Ширина 7/8 дюйма, глубина паза 2 1/8 дюйма, размер болта 1/2 дюйма — 3/4 дюйма, ширина выступа 2 дюйма, высота выступа 7/8 дюйма, приложение, используемое для выравнивания, выравнивания и размещения насосов, двигателей , компрессоры, генераторы и другое заводское оборудование
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Протяжки / Обзор производственного процесса протяжки
Протяжки / Дизайн для обзора производственного процесса протяжки
Производство
Меню знаний
Услуги по производству прошивных работ
Проектирование для производства прошивных работ Обзор процесса производства протяжки — протяжка — это производственный процесс, используемый для создания отверстий, пазов, выреза
и другие сложные элементы внутренней поверхности. Прошивка может также использоваться для
Прошивка может также использоваться для
создавать внешние признаки.
Внутренняя протяжка применяется для изготовления симметричных
особенности, такие как отверстия и прорези в деталях, где из-за размера, формы
и длина элемента, традиционная обработка невозможна или
практичный. Протяжка классически используется для вырезания шпоночных, квадратных или
прямоугольный элемент размеров, шестиугольный и создающий внутренние шлицы
Особенности.
В протяжном производстве используется ребристый или рифленый инструмент
некоторой длины. Инструмент устанавливается в протяжной станок, который
обеспечивает возвратно-поступательное движение. Протяжной инструмент позиционируется как
требуется на заготовке, а инструмент выдвигается и втягивается в возвратно-поступательном
движение канавок, вступающих в контакт с участком поверхности, подлежащим резке
на заготовке.
Протяжки по форме напоминают пилу, за исключением того, что высота зубьев увеличивается по длине инструмента. Кроме того, протяжка содержит три отдельных участка: один для черновой обработки, другой для получистовой обработки и последний для чистовой обработки. Протяжка — это необычный процесс обработки, потому что подача встроена в инструмент. Профиль обрабатываемой поверхности всегда противоположен профилю протяжки. Подъем на зуб (RPT), также известный как шаг или подача на зуб, определяет количество удаляемого материала и размер стружки. Протяжку можно перемещать относительно заготовки или наоборот. Поскольку все функции встроены в протяжку, для ее использования не требуется сложных движений или квалифицированного труда. Протяжка фактически представляет собой набор одноточечных режущих инструментов, расположенных последовательно, режущих один за другим; его разрез аналогичен многократным проходам формирователя.
Кроме того, протяжка содержит три отдельных участка: один для черновой обработки, другой для получистовой обработки и последний для чистовой обработки. Протяжка — это необычный процесс обработки, потому что подача встроена в инструмент. Профиль обрабатываемой поверхности всегда противоположен профилю протяжки. Подъем на зуб (RPT), также известный как шаг или подача на зуб, определяет количество удаляемого материала и размер стружки. Протяжку можно перемещать относительно заготовки или наоборот. Поскольку все функции встроены в протяжку, для ее использования не требуется сложных движений или квалифицированного труда. Протяжка фактически представляет собой набор одноточечных режущих инструментов, расположенных последовательно, режущих один за другим; его разрез аналогичен многократным проходам формирователя.
Производство протяжки
Процесс зависит от типа выполняемой протяжки. Поверхностная протяжка очень проста, так как либо заготовка перемещается по неподвижной поверхностной протяжке, либо заготовка удерживается неподвижно, пока протяжка перемещается по ней.
Внутреннее прошивание требует больше усилий. Процесс начинается с зажима заготовки в специальном удерживающем приспособлении, называемом держателем, которое устанавливается на протяжном станке. Элеватор протяжного станка, который является частью станка, перемещает протяжку над держателем, а затем опускает протяжку через заготовку. После прохождения съемник протяжного станка, по сути, крюк, захватывает направляющую протяжки. Затем элеватор освобождает верхнюю часть пилота, и съемник полностью протягивает протяжку через заготовку. Затем заготовка снимается со станка, а протяжка снова поднимается вверх, чтобы снова войти в зацепление с подъемником. Протяжка обычно движется только линейно, но иногда ее также поворачивают, создавая спиральный шлиец или нарезы ствола.
СОЖ используются по трем причинам;
- для охлаждения заготовки и протяжки
- для смазки режущих поверхностей
- для смывания стружки с зубов.
- Обогащенные нефтяные смазочно-охлаждающие жидкости являются наиболее распространенными, однако водорастворимые смазочно-охлаждающие жидкости для тяжелых условий эксплуатации используются из-за их превосходного охлаждения, чистоты и негорючести.

Типы протяжек
Протяжки можно классифицировать по многим признакам:
- Использование: внутреннее или наружное
- Назначение: одинарное или комбинированное
- Движение: толкание, тяга или стационарное
- Конструкция: сплошная, сборная, полая или оболочковая
- Назначение: черновая обработка, калибровка или полировка
- Если протяжка достаточно велика, затраты могут быть снижены за счет использования сборной или модульной конструкции. Это включает в себя изготовление броши по частям и ее сборку. Если какая-либо часть изнашивается, необходимо заменить только эту часть, а не всю протяжку.
Большинство протяжек изготавливаются из быстрорежущей стали (HSS) или легированной стали; Покрытия TiN распространены на быстрорежущих станках для продления срока службы. За исключением протяжки чугуна, карбид вольфрама редко используется в качестве материала для зубьев, потому что режущая кромка трескается при первом проходе.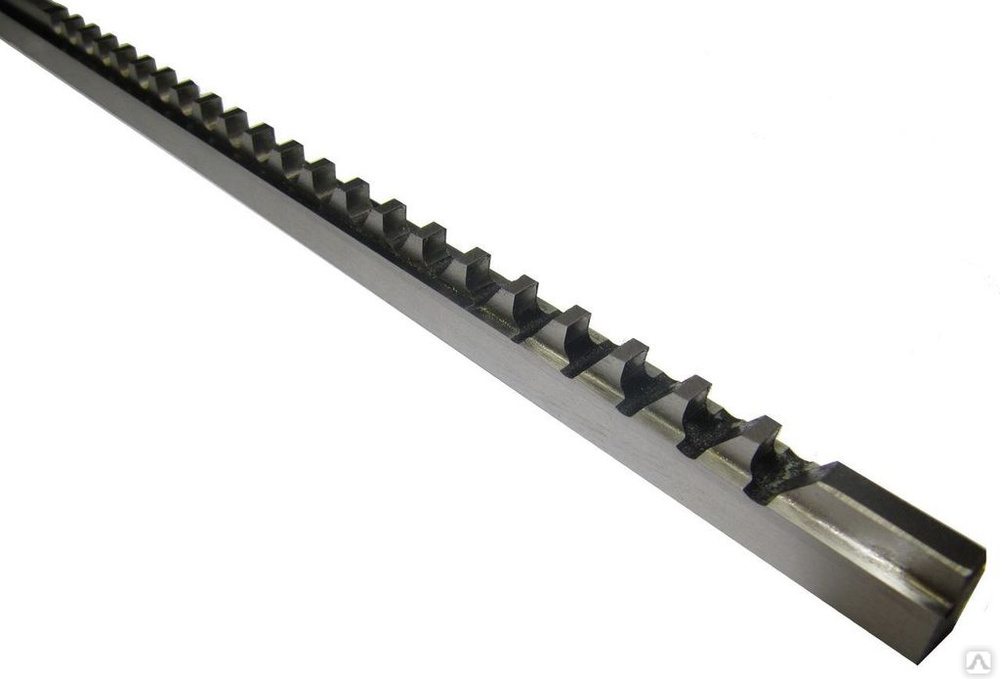
Типы протяжек |
Протяжные инструменты |
Протяжное производство |
Поверхностные протяжки
Плитная протяжка — самая простая поверхностная протяжка. Это универсальный инструмент для резки плоских поверхностей.
Протяжки для пазов (G и H) предназначены для вырезания пазов различных размеров при высокой производительности. Протяжка пазов выполняется намного быстрее, чем фрезерование, когда необходимо обработать более одного паза, поскольку на одном и том же протяжном станке через деталь можно выполнять несколько протяжек одновременно.
Контурные протяжки предназначены для вырезания вогнутых, выпуклых, кулачковых, контурных и неправильной формы поверхностей.
Горшечные протяжки нарезаются обратным внутренним протяжкам; они вырезают внешний диаметр цилиндрической заготовки. Они названы в честь приспособления, похожего на горшок, в котором установлены протяжки; приспособление часто называют «горшком». Горшок предназначен для размещения нескольких протяжных инструментов концентрически по всей его длине. Протяжка удерживается неподвижно, в то время как заготовка проталкивается или протягивается через нее. Это заменило зубофрезерование некоторых эвольвентных зубчатых колес и нарезание внешних шлицов и пазов.
Двухсторонние протяжки используют две пластинчатые протяжки для резки параллельных поверхностей на противоположных сторонах заготовки за один проход. Этот тип протягивания имеет более узкие допуски, чем если бы два разреза выполнялись независимо друг от друга. Он назван в честь того факта, что протяжки «оседлают» заготовку с нескольких сторон.
Внутренние протяжки
Сплошные протяжки являются наиболее распространенным типом; они сделаны из одного цельного куска материала. Для быстроизнашивающихся протяжек применяют протяжки-раковины; эти протяжки похожи на цельные протяжки, за исключением того, что в центре есть отверстие, где они крепятся к оправке. Протяжки с оболочкой изначально стоят дороже, но в целом снижают затраты, если протяжку необходимо часто заменять, потому что направляющие находятся на оправке и их не нужно воспроизводить при каждой замене.
Для быстроизнашивающихся протяжек применяют протяжки-раковины; эти протяжки похожи на цельные протяжки, за исключением того, что в центре есть отверстие, где они крепятся к оправке. Протяжки с оболочкой изначально стоят дороже, но в целом снижают затраты, если протяжку необходимо часто заменять, потому что направляющие находятся на оправке и их не нужно воспроизводить при каждой замене.
Модульные протяжки обычно используются для больших внутренних протяжек. Они похожи на протяжки из ракушек тем, что представляют собой многокомпонентную конструкцию. Эта конструкция используется потому, что ее дешевле построить и заточить, а также она более гибкая, чем сплошная конструкция.
Распространенным типом внутренней протяжки является протяжка со шпоночным пазом (C и D). В нем используется специальное приспособление, называемое рогом, для поддержки протяжки и правильного расположения детали относительно протяжки.
Протяжка для концентричности – это специальный тип протяжки для резки шлицев, который прорезает как меньший диаметр, так и форму шлица для обеспечения точной концентричности.
