Шлифовальные круги маркировка: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Круги для наждака маркировка
Абразивный круг — не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой. Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Вас также может заинтересовать следующее:
Основные виды абразивных кругов
— Отрезные. Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства. Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т. е. диск самозатачивается.
е. диск самозатачивается.
Подразделяются по типу обрабатываемого материала:
Для металла. Применяются для резки трубы, профиля и листового металла.
Для бетона и железобетона. Применяются для прорезывания пазов в бетонных конструкциях.
Для камня. Применяются для придания необходимой формы заготовкам из камня и керамики.
Шлифовальные.Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.
Чашечные. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения.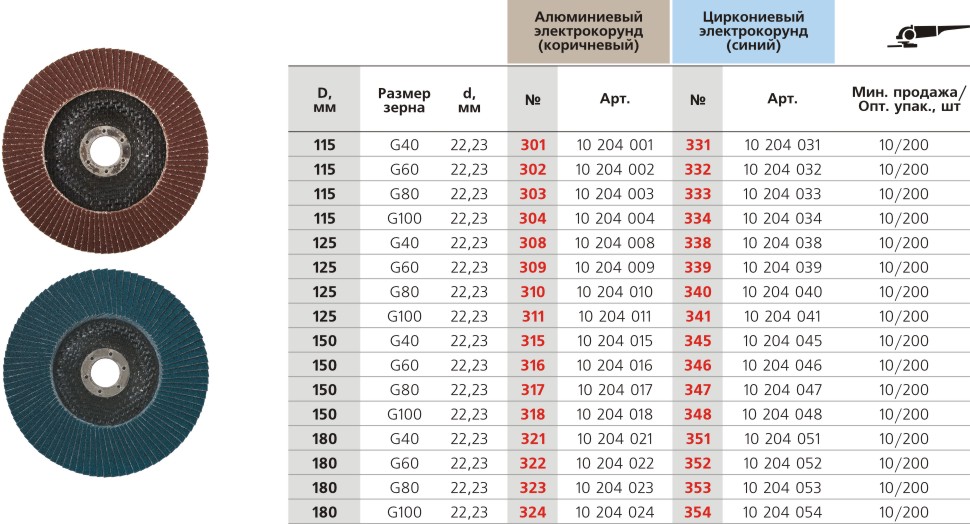 Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие.
Маркировка абразивных кругов
Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке.
Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года. Первое значение — аббревиатура завода изготовителя. Второе значение — материал, из которого изготовлен абразивный круг.
13А, 14А, 15А, 16А — электрокорунд нормальный , цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе.
23А, 24А, 25А — электрокорунд белый, более твердый, но при этом хрупкий. Высокие абразивные свойства.
Высокие абразивные свойства.
32А, 33А, 34А — электрокорунд хромистый, высокая производительность при шлифовке.
37А — электрокорунд титанистый, главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности
38А — электрокорунд циркониевый , самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ
43А, 44А, 45А — семейство монокорундов, очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов
53С, 54С — черный карбид кремния, высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается
62С, 63С, 64С — зеленый карбид кремния, область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381—2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
— Твердость круга по ГОСТ Р 52587—2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
F, G, H, I, J — мягкие
K, L, M, N — средние
O, P, Q, R, S — твердые
T, U, V, W, X, Y, Z — очень твердые
— Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
0, 1, 2, 3, 4 плотность 68—54%
5, 6, 7, 8 плотность 53—48%
9, 10, 11, 12 плотность 44—38%
13, 14 и больше плотность 36—34% и меньше
— Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
V – керамическая связка
B – бакелитовая связка
R – вулканитовая связка
— Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга. Таким образом, маркировка абразивных кругов включает в себя структуру материала, из которого изготовлен круг, твердость круга, основные типы материала связки, зернистость.
Для зачистки и шлифовки деталей из разных материалов используют шлифовальные круги, применяемые на станках, болгарках, наждаках.
Параметры стандартных шлифовальных кругов:
- Внешний диаметр: 16 (мм), 20 (мм), 25 (мм), 32 (мм), 40 (мм), 63 (мм), 80 (мм), 125 (мм), 200 (мм), 350 (мм), 600 (мм), 1060 (мм).

- Толщина диска: 3.2 (мм), 6 (мм), 12 (мм), 25 (мм), 40 (мм), 63 (мм), 80 (мм), 100 (мм), 150 (мм), 160 (мм), 200 (мм).
- Внутренний диаметр: 1.6 (мм), 4 (мм), 8 (мм), 10 (мм), 16 (мм), 32 (мм), 51 (мм), 76 (мм), 127 (мм), 203 (мм), 305 (мм).
Маркировка шлифовальных кругов:
В маркировке кругов обозначается: абразив, чаще всего это электрокорунд (12А, 14А, 16А, 22А,24А, 33А, 37А, 38А) чем больше число – тем выше качество, или карбид кремния (52С, 54С, 55С, 62С, 63С, 64С) черный, либо зеленый.
Также обозначается зернистость от F4 до F2000 (чем больше число возле F, тем мельче зерно).
Твердость круга делится на 8 групп и обозначается латинскими буквами( от F до Z ) в зависимости от ее степени.
Структура инструмента являет собой соотношение абразивного материала к объему инструмента и обозначается цифрой от 1 до 12.
Классы точности делятся на 3 вида по мерам отклонения: АА от 0.3 (мм) до 3 (мм), А и Б от 0.4 (мм) до 6 (мм).
Так стандартный круг будет иметь маркировку 150х16х32 25А 46F L 6 Б.
Важно: на кругах не допускаются повреждения кромок (до 5 мм для класса Б), инородные включения (0.5 (мм) для АА, 1 (мм) для А, 2 (мм) для Б).
По устоявшейся традиции один из самых распространенных инструментов для абразивной обработки – круг шлифовальный. Это связано с тем, что такие изделия с незапамятных времен производились в виде диска с отверстием посередине и использовались для вращательной шлифовки металла, дерева и камня. Применяемый для этих же целей современный инструмент имеет самые разнообразные формы (диск, цилиндр, конус, тарелка, чашка), но в обиходе и технической литературе по-прежнему называется шлифовальным кругом. Материалом для изготовления таких абразивных кругов служит композит, состоящий из прочной основы, равномерно заполненной мелкими режущими зернами. В древности для этих целей использовали природные минералы, в основном твердые песчанки, а в наше время все абразивные композиты искусственные. Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
Назначение шлифовальных кругов
Шлифовальный инструмент предназначен для удаления поверхностного слоя материала в целях придания детали заданных геометрических размеров или требуемой шероховатости поверхности. Кроме того, прямой шлифовальный диск используется для обдирки литых заготовок, зачистки сварных швов, а также удаления окалины, ржавчины и других загрязнений с поверхности металлических изделий. Различные формы шлифовальных кругов позволяют производить механическую обработку и шлифовку не только прямых, но и криволинейных поверхностей. При этом абразивный инструмент может выступать в роли шаблона для профиля обрабатываемой поверхности. Тонкая шлифовка выполняется для придания поверхности изделия необходимого класса чистоты. Для этого используют полировальные диски с очень мелким зерном и мягкой связкой. Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
Отдельную категорию составляют шлифкруги с хвостовиком, предназначенные для работы ручным приводным инструментом с зажимными патронами.

Виды шлифовальных кругов
Существуют различные классификации видов шлифовальных кругов, основанные на их технических характеристиках: по форме, по марке абразива, по виду связки, по зернистости. Совокупности таких параметров определяют вид обработки, для которой может использоваться тот или иной абразивный диск. По производственному назначению они делятся на шлифовальные (для грубой и тонкой шлифовки) и зачистные (обдирочные). Первые применяют для всех типов шлифования и заточки, а вторые — для очистки металлических поверхностей от различных загрязнений.
Один из самых распространенных подвидов шлифкругов, имеющий собственное название, — это наждачные круги, используемые в электроточилах.
Шлифовальные
Абразивные диски, используемые для механообработки, заточных операций, шлифовки и полировки, обобщенно называют шлифовальными. В основном, их применяют для удаления неровностей и уменьшения шероховатости поверхностей на изделиях из минеральных материалов и различных металлов.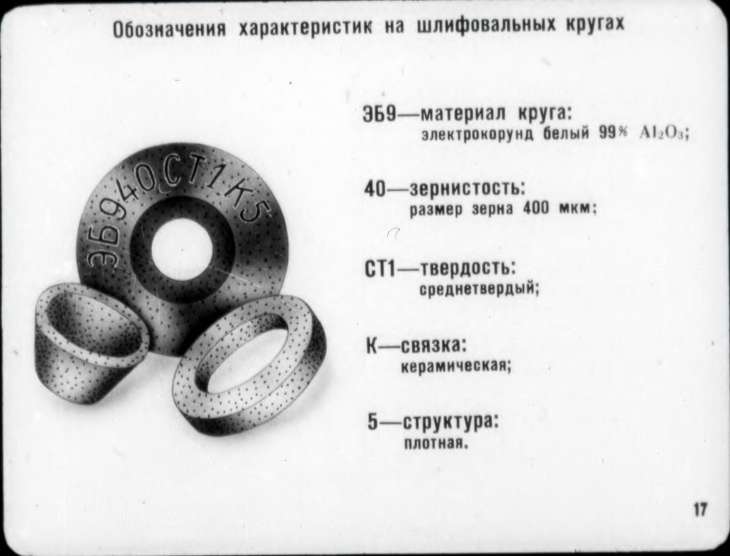 Существует большое количество форм и типоразмеров такого инструмента, большинство из которых предназначено для шлифовальных работ по металлу. Кроме самых обычных шлифкругов с прямым профилем, которые повсеместно используют для заточки инструмента и обработки плоских поверхностей, существует множество других типов специальной формы. К примеру, тарельчатые круги применяют для обработки зубьев долбяков и фрез, конические — для шлифовки резьбы, чашки — для торцевого шлифования. Также существуют шлифкруги для полировочных работ по плоским и профильным поверхностям.
Существует большое количество форм и типоразмеров такого инструмента, большинство из которых предназначено для шлифовальных работ по металлу. Кроме самых обычных шлифкругов с прямым профилем, которые повсеместно используют для заточки инструмента и обработки плоских поверхностей, существует множество других типов специальной формы. К примеру, тарельчатые круги применяют для обработки зубьев долбяков и фрез, конические — для шлифовки резьбы, чашки — для торцевого шлифования. Также существуют шлифкруги для полировочных работ по плоским и профильным поверхностям.
Обдирочные
Одна из разновидностей вращательного шлифовального инструмента – круг зачистной. По этому названию можно понять, что их применяют для зачистки поверхностей перед основными операциями механообработки или сварки. Эти шлифкруги имеют прямой профиль (тип по ГОСТ № 1), и поэтому еще одно наименование такого инструмента — диск зачистной. Они используются для обработки литья и сварных швов, а также для удаления заусенцев, ржавчины и старых лакокрасочных покрытий.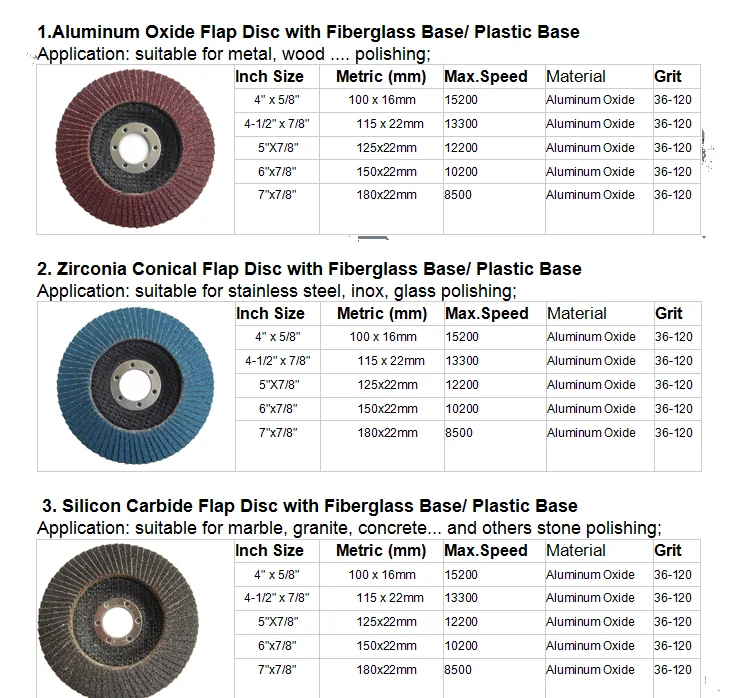 Если зачистной диск применяется для снятия корок и окалины с литых заготовок и поковок, то он называется обдирочный. В процессе работы зачистные круги подвергаются сильному ударному воздействию, поэтому в качестве связки в них используют бакелитовые смеси.
Если зачистной диск применяется для снятия корок и окалины с литых заготовок и поковок, то он называется обдирочный. В процессе работы зачистные круги подвергаются сильному ударному воздействию, поэтому в качестве связки в них используют бакелитовые смеси.
Обозначения шлифовальных кругов по ГОСТ
Основными характеристиками шлифовальных кругов являются его форма, геометрические размеры, типы абразива и связующего материала, твердость и скоростные параметры. При маркировке абразивных кругов различные производители ориентируется как на старые, так и на новые редакции ГОСТ, но в целом она содержит одну и ту же информацию с небольшими отличиями, которые, в основном, касаются обозначений зернистости и твердости. Технические параметры шлифкругов могут наноситься на внешнюю поверхность диска как в виде одной строки, так и отдельными информационными блоками.
Однострочная маркировка шлифовального круга, изображенного ниже, выглядит так: 125х20х32 63С 40 К-L V 35 м/с ГОСТ 52781-2007. Если с размерами и скоростью в этой строке все понятно, то остальные параметры требуют расшифровки. 63С означает, что шлифовальный круг изготовлен из зеленого карбида кремния, 40 — код зернистости, K-L — тип твердости, V — керамическая связка. Хотя полный формат ГОСТ маркировочной строки включает в себя десять полей: [Тип] [Размеры] [Марка абразива] [Зернистость] [Твердость] [Структура] [Связка] [Линейная скорость] [Класс точности] [Класс неуравновешенности] [Нормативный документ], – обозначения некоторых характеристик в маркировке реальных изделий могут опускаться.
Если с размерами и скоростью в этой строке все понятно, то остальные параметры требуют расшифровки. 63С означает, что шлифовальный круг изготовлен из зеленого карбида кремния, 40 — код зернистости, K-L — тип твердости, V — керамическая связка. Хотя полный формат ГОСТ маркировочной строки включает в себя десять полей: [Тип] [Размеры] [Марка абразива] [Зернистость] [Твердость] [Структура] [Связка] [Линейная скорость] [Класс точности] [Класс неуравновешенности] [Нормативный документ], – обозначения некоторых характеристик в маркировке реальных изделий могут опускаться.
Форма круга
ГОСТ 52781—2007 описывает шлифовальные круги двадцати четырех форм, каждому из которых присвоено название и цифровой код, указываемый в первом поле маркировки. К примеру, самый массовый шлифкруг прямого профиля имеет код «1», а чашечный конический, который в обиходе называют «чашка шлифовальная» — «11». Кроме них, в перечне ГОСТ присутствует множество форм с различными вытачками и профилированными рабочими поверхностями, среди которых самые распространенные — это тарельчатые шлифовальные круги.
Размер
В этом же ГОСТ приводятся таблицы с нормативными размерами каждой формы шлифовальных кругов, которые указываются во втором поле маркировочной строки. Для шлифкруга прямого профиля установлен размерный ряд из тридцати диаметров в интервале от 6 до 1250 мм, при этом каждому диаметру соответствует определенный набор значений посадочных отверстий и толщин. Профильные шлифовальные круги имеют гораздо меньше вариантов диаметров: от четырех до десяти.
Вид абразива
Третье поле маркировки шлифовального круга содержит код марки абразива, использованного при его изготовлении. Самыми распространенными среди них являются электрокорунд и карбид кремния. В зависимости от процентного содержания оксида алюминия электрокорунд делится на белый (обозначение сортов — от 22А до 25А) и нормальный (12А÷16А). Кроме того, существует несколько его разновидностей с добавками оксидов хрома, циркония и титана, которые применяют в шлифкругах специального назначения. В качестве абразива используют два вида карбида кремния: черный и зеленый. Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
Карбид кремния тверже электрокорунда, но более хрупок, менее теплостоек и хуже удерживается связующим материалом шлифовального круга.
Зернистость
Значение зернистости указывают в четвертом поле маркировки. Этот параметр определяет класс чистоты поверхности после ее обработки шлифовальным кругом: чем меньше размер зерна абразива, тем меньше ее шероховатость. Но мелкое зерно не позволяет снимать большие припуски, что снижает производительность шлифования. Этот параметр необходимо выбирать в соответствии с видом обработки: для обдирки использовать шлифкруги с крупным зерном, а для шлифовки и заточки — с мелким.
В разных ГОСТ и для разных материалов используют отличные друг от друга системы обозначения зернистости шлифовальных кругов. В приведенном выше примере применено обозначение по ГОСТ 3647-80, в соответствии с которым код зернистости необходимо умножить на десять, в результате чего получится примерный размер зерна в микронах. «Примерный» — потому что по таблице ГОСТ числу 40 соответствует интервал в 400–500 мкм. В ГОСТ Р 52381-2005 используется международное обозначение зернистости, которое состоит из буквы F и числа. Эта кодировка подчиняется следующему правилу: чем больше число в обозначении, тем меньше размер зерна. Например, при F 10 размер зерна равен 2085 мкм, а при F 100 — 129 мкм.
«Примерный» — потому что по таблице ГОСТ числу 40 соответствует интервал в 400–500 мкм. В ГОСТ Р 52381-2005 используется международное обозначение зернистости, которое состоит из буквы F и числа. Эта кодировка подчиняется следующему правилу: чем больше число в обозначении, тем меньше размер зерна. Например, при F 10 размер зерна равен 2085 мкм, а при F 100 — 129 мкм.
Твердость
Коду твердости отведено пятое поле маркировки шлифкругов. В данном случае речь идет не об абразиве, а о твердости шлифовального круга, которая в большей степени зависит от вида и качества связующего материала. Этот параметр напрямую влияет на способность шлифовального круга самозатачиваться в процессе обработки материала, т. е. очищаться от поврежденных и затупившихся частиц абразива и таким образом восстанавливать свою режущую поверхность. В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида.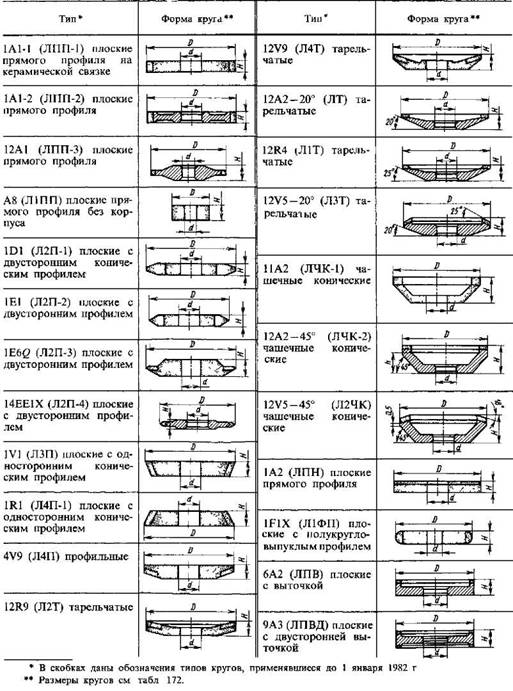 Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
Структура
В шестом поле маркировочной строки указывают код структуры шлифовального круга. В данном случае слово «структура» означает соотношение объема абразивных частиц к общему объему изделия. Этот параметр характеризуется понятием «плотность»: чем больше зерен в единице объема, тем выше плотность структуры, а ее состав более абразивен. Плотность структуры имеет 12 градаций, разбитых на четыре группы: от «плотной» (1÷4) до «высокопористой» (11 и 12). У нашего шлифовального круга этот параметр в маркировке отсутствует, но на верхней части этикетки написано: «для электрических точил». Поэтому он, скорее всего, имеет среднюю структуру (5÷7).
Вид связки
Шлифовальные круги сохраняют свою форму и эксплуатационные качества благодаря связующим материалам (связкам), которые обеспечивают работу на заданных скоростях и удерживают в своем объеме абразивные зерна. Основных видов таких связок всего три, и их коды указываются в седьмом поле маркировки шлифкругов. Керамическая состоит из смеси традиционных неорганических веществ (кварцевого песка, глины, полевого шпата и пр.), которые спекаются в жесткий и теплостойкий, но достаточно хрупкий композит. Этот вид связки обозначается буквой V. Бакелитовую связку изготавливают на основе бакелита — твердого и прочного термореактопласта, и она обозначается латинской буквой B. Это два наиболее распространенных вида связующих материалов, используемых при производстве шлифовальных дисков. Основой третьей связки, которая применяется гораздо реже, является вулканизированный синтетический каучук, поэтому она называется «вулканит» (обозначается буквой R). На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
Основных видов таких связок всего три, и их коды указываются в седьмом поле маркировки шлифкругов. Керамическая состоит из смеси традиционных неорганических веществ (кварцевого песка, глины, полевого шпата и пр.), которые спекаются в жесткий и теплостойкий, но достаточно хрупкий композит. Этот вид связки обозначается буквой V. Бакелитовую связку изготавливают на основе бакелита — твердого и прочного термореактопласта, и она обозначается латинской буквой B. Это два наиболее распространенных вида связующих материалов, используемых при производстве шлифовальных дисков. Основой третьей связки, которая применяется гораздо реже, является вулканизированный синтетический каучук, поэтому она называется «вулканит» (обозначается буквой R). На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
Скорость вращения
В восьмом поле маркировочной строки указано максимальное значение окружной скорости (т. е. предельной скорости резания). В нашем случае она равна 35 м/с. Скорость резания — это один из главных параметров любого режущего инструмента, и она легко пересчитывается в количество оборотов в минуту. Тем не менее, большинство производителей на своих шлифовальных кругах помимо окружной скорости также указывают предельную скорость вращения.
Скорость резания — это один из главных параметров любого режущего инструмента, и она легко пересчитывается в количество оборотов в минуту. Тем не менее, большинство производителей на своих шлифовальных кругах помимо окружной скорости также указывают предельную скорость вращения.
Класс точности
Классы точности шлифовальных кругов регламентируют допустимые отклонения всех трех геометрических размеров, допуски на эксцентричность и непараллельность, возможность наличия и размер дефектов, а также размер и плотность посторонних включений. Всего существует три класса точности, которые указывают в девятой позиции маркировки. Первый обозначается буквами АА и относится к шлифкругам, предназначенным для высокоточной обработки. По двум другим (А и Б) изготавливают инструмент общего назначения.
Класс неуравновешенности
Последний параметр, код которого завершает маркировочную строку, — это класс неуравновешенности шлифовального круга, который указывает на равномерность распределения массы по объему. Его величина зависит от качества подготовки и обработки смеси связки и абразива, а также от геометрической точности круга. Всего существуют четыре класса неуравновешенности, которые в маркировке обозначаются цифрами с 1 до 4.
Его величина зависит от качества подготовки и обработки смеси связки и абразива, а также от геометрической точности круга. Всего существуют четыре класса неуравновешенности, которые в маркировке обозначаются цифрами с 1 до 4.
Роль связок
В отличие от резиновых, войлочных, проволочных и фибровых шлифовальных кругов для болгарок и другого приводного инструмента абразивные круги являются монолитными изделиями, работающими на высоких скоростях и испытывающими при этом значительные центробежные, ударные и температурные нагрузки. И если главную роль в обеспечении качества и производительности шлифовки играют абразивные зерна, то механические характеристики, термоустойчивость и способность к самозатачиванию обеспечивают связующие материалы.
Идеальных связок с универсальными параметрами не существует. Керамические обладают достаточной жесткостью, хорошей износостойкостью, устойчивы к воздействию высоких температур и химических веществ. Но они довольно хрупки, и поэтому очень чувствительны к нагрузкам на изгиб и ударным воздействиям.
Бакелитовые довольно эластичны и хорошо самозатачиваются. Но в силу особенностей связующего материала они менее износостойки и не могут работать при высоких температурах. Частичное улучшение качества связующих материалов достигается путем использования специальных добавок.
Как правильно выбрать шлифовальный круг
При выборе шлифовального круга надо хорошо представлять, для чего и на каком устройстве он будет использоваться. К примеру, если это электроточило, то для него необходим круг для работы по обычному металлу (сталь, алюминий, бронза). При этом необходимо точно знать диаметр посадочного отверстия и установочный размер. Очень важно, чтобы скорость вращения электроинструмента не превышала параметр, указанный на маркировке шлифовального круга. Зернистость и вид абразива также имеют значение, но в эти параметры можно особо не вникать, если приобретается обычный круг универсального назначения (как правило, это указано на этикетке). Если же предполагается обрабатывать какие-либо мягкие или особо твердые материалы, то к выбору шлифовального круга надо подойти более внимательно и в случае необходимости проконсультироваться у специалистов.
В маркировке многих шлифкругов почему-то отсутствует такой параметр, как структура, хотя из его описания следует, что он должен напрямую влиять на уровень биения нового диска. Так ли это и действительно ли значение структуры напрямую связано с биением? Если кто-нибудь может ответить на этот вопрос, то, пожалуйста, сделайте это в комментариях к данной статье.
Часто задаваемые вопросы — FAQ
Крупное или мелкое – какое абразивное зерно лучше?
В процессе шлифования абразивные зерна в шлифовальном круге обеспечивают удаление материала заготовки. Выбор зернистости шлифовального круга (размер зерна и твердость) зависит от поверхности обрабатываемого материала и области применения. Чем крупнее зернистость, тем больше материала, подлежащего обработке, удаляется. Поэтому шлифовальный круг с крупной зернистостью лучше подходит для грубой шлифовки. Более мелкая зернистость особенно подходит, если необходимо добиться высокого качества поверхности обрабатываемого материала, например, для тонкой шлифовки и полировки.
Более мелкая зернистость особенно подходит, если необходимо добиться высокого качества поверхности обрабатываемого материала, например, для тонкой шлифовки и полировки.
Все абразивы классифицируются в зависимости от размера зерна на категории «крупный», «средний», «мелкий» или «очень мелкий». Размер зерна варьируется от P12 (крупный) до P5000 (очень мелкий) для гибких абразивных материалов (шлифовальная бумага, шлифовальные ленты, лепестковые диски, шлифовальные круги) и от F4 (крупный) до F2000 (очень мелкий) для негибких абразивных продуктов ( шлифовальные круги, отрезные круги). Чем меньше число, тем грубее зерно.
Твердость шлифовального круга – это сопротивление, которое связка оказывает шлифовальному кругу, когда абразивное зерно вырывается. Чем тверже обрабатываемый материал, тем мягче должно быть соединение. Однако очень мягкая связка также приводит к более быстрому износу.
Степень твердости обозначается буквами от A (чрезвычайно мягкий) до Z (чрезвычайно твердый).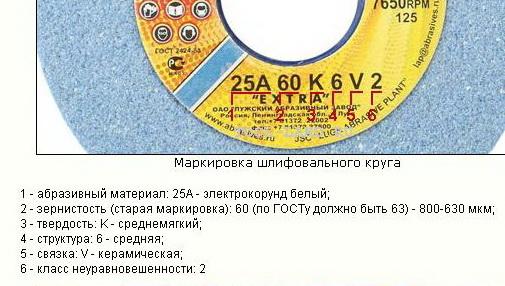
Какие шлифовальные круги подходят для обработки дерева или металлов?
Для обработки древесины различают гибкие ручные абразивы для кривых и кромок и шлифовальные инструменты для машинного ручного шлифования и обработки поверхности. Здесь используются шлифовальные бумаги или ткани для ручного шлифования, шлифовальные диски для орбитальных или дельташлифовальных машин, шлифовальные ленты для ленточных шлифовальных машин, а также нетканые материалы или лепестковые диски. При шлифовке древесины важно всегда работать в направлении волокон.
Для обработки металлов, напр. для удаления ржавчины и сварных швов или для удаления лака подходят усиленные шлифовальные круги, а также гибкие абразивы, такие как фибровые круги, лепестковые диски или абразивные ленты. Отрезные круги используются для резки металла.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Какие абразивные материалы подходят для каких шлифовальных станков?
В области ручных шлифовальных машин существует целый ряд различных машин, таких как угловые шлифовальные машины, эксцентриковые, орбитальные или дельта-шлифовальные машины, прямые шлифовальные машины или ленточные шлифовальные машины. 9№ 0006
Угловая шлифовальная машина подходит для выполнения различных работ по резке, шлифовке и полировке. С его помощью можно обрабатывать такие материалы, как дерево, металл, камень или бетон. Используются отрезные и шлифовальные диски или фибровые и лепестковые диски. Эксцентриковые, колебательные или дельта-шлифовальные машины подходят для шлифовки и полировки плоских поверхностей, предпочтительно дерева и металла. Используются круглые или квадратные шлифовальные бумаги, которые фиксируются с помощью липучек или зажимов. Дельта-шлифовальные машины со специальными треугольными шлифовальными насадками позволяют шлифовать труднодоступные углы и углы. Прямые шлифовальные машины подходят для шлифования и снятия заусенцев с различных материалов, а также для полировки сварных швов. Здесь используются валовые инструменты, такие как насадные головки, а также лепестковые круги или шлифовальные круги и шлифовальные круги для круглошлифовальных станков. Ленточные шлифовальные машины подходят для высоких скоростей съема материала при шлифовании больших поверхностей.
Прямые шлифовальные машины подходят для шлифования и снятия заусенцев с различных материалов, а также для полировки сварных швов. Здесь используются валовые инструменты, такие как насадные головки, а также лепестковые круги или шлифовальные круги и шлифовальные круги для круглошлифовальных станков. Ленточные шлифовальные машины подходят для высоких скоростей съема материала при шлифовании больших поверхностей.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Какие гибкие шлифовальные круги лучше?
Что касается безопасности, мы рекомендуем использовать шлифовальные круги с маркировкой OSA. Шлифовальные круги с маркировкой OSA означают максимально возможный уровень безопасности.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Как хранить шлифовальные круги?
При хранении шлифовальных кругов необходимо соблюдать следующие правила:
• Для хранения после использования продукт необходимо высушить и удалить остатки с поверхности продукта.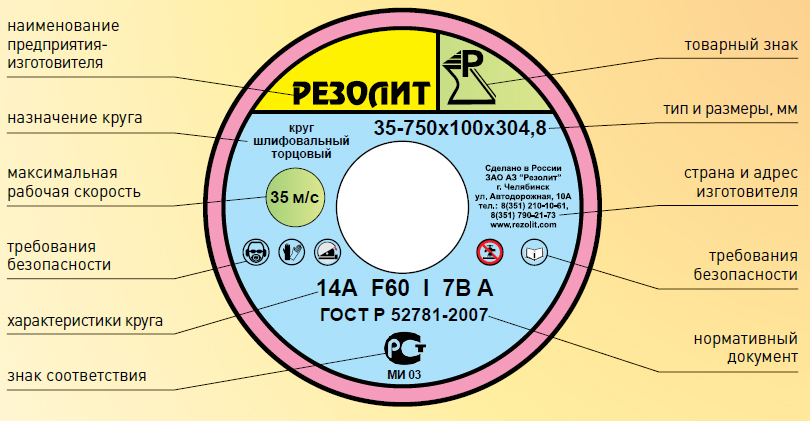
• Хранить следует в оригинальной упаковке на ровной поверхности.
• Хранение должно быть сухим и незамерзающим.
• Избегайте больших колебаний температуры.
В частности, шлифовальные круги на полимерной связке должны всегда храниться в сухом месте, так как влага может снизить прочность шлифовального круга.
Какой абразив подходит для какой отделки?
Шлифовальный круг с крупным зерном лучше подходит для грубой шлифовки. Более мелкая зернистость особенно подходит, если необходимо добиться высокого качества поверхности обрабатываемого материала, т. е. для тонкой шлифовки и полировки.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Почему шлифовальные круги не имеют маркировки GS, CE или ISO?
Маркировка GS: Маркировка GS («Проверенная безопасность») — это регулируемая государством, но добровольная контрольная маркировка в Германии в соответствии с Законом о безопасности продукции (ProdSG), которая используется только для готовых к употреблению продуктов, то есть не для шлифовальных кругов.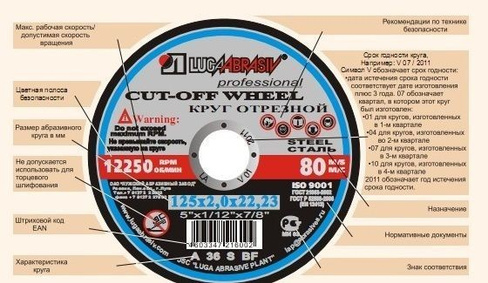 Шлифовальные круги обычно используются со станком и поэтому не могут иметь маркировку GS.
Шлифовальные круги обычно используются со станком и поэтому не могут иметь маркировку GS.
Маркировка CE: Абразивные изделия в качестве вспомогательных инструментов в соответствии с Директивой по машинному оборудованию не подпадают под требования маркировки CE и поэтому не могут иметь маркировку CE.
Маркировка ISO: Сертификация ISO предназначена для компаний, учреждений и органов власти, но не для производимой продукции. Поэтому абразивные изделия не могут маркироваться знаком ISO.
Большинство гибких дисков имеют срок годности. Это предусмотрено законом?
Срок годности является обязательным для шлифовальных инструментов на полимерной связке (тонкие круги, отрезные круги и шлифовальные круги для удаления заусенцев) для ручных машин (например, угловых шлифовальных машин) и закреплен в европейском стандарте безопасности EN 12413. Он должен не более 3 лет с даты изготовления и обычно указывается в виде месяца и года на металлическом кольце шлифовального круга. Применение этого стандарта является добровольным для производителя. Члены OSA обязуются применять стандарты безопасности EN для абразивных изделий. В Италии срок годности шлифовальных кругов на полимерной связке требуется по закону.
Применение этого стандарта является добровольным для производителя. Члены OSA обязуются применять стандарты безопасности EN для абразивных изделий. В Италии срок годности шлифовальных кругов на полимерной связке требуется по закону.
назад
[Решено] Маркировка производителя на шлифовальном круге «A
» Маркировка производителя на шлифовальном круге «A 36 L 5 V». Код ‘V’ означает:
- марка
- структура
- размер абразивных частиц
- связка
Вариант 4: связка
бесплатно
90 английский язык бесплатно пробный тест 90
7,6 тыс. пользователей
15 вопросов
15 баллов
12 минут
Объяснение:
Код «V» представляет облигацию .
Обозначение шлифовального круга:
Префикс/суффикс: Это секретные коды , используемые производителями для представления круга по размеру и форме соответственно.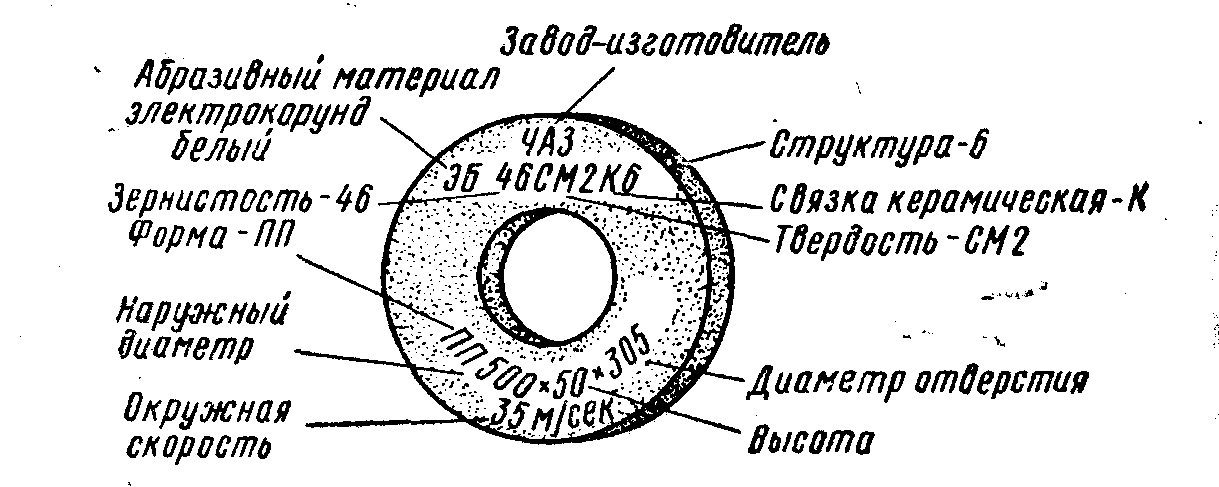
Тип абразива/тип зерна:
- указывает на материалы, используемые для производства абразивных частиц.
- Абразивы B 4 C плохо работают при обработке, а алмаз очень дорог, поэтому Al 2 O 3 или карбид кремния являются наиболее часто используемыми абразивами в шлифовальном круге.
- Al 2 O 3 мягкий и более прочный, чем SiC, тогда как SiC будет более твердым и хрупким, чем Al 2 O 3
- Тип абразива выбирается исходя из механических свойств материала заготовки, т.е. для обработки мягких и пластичных заготовок, Al 2 O 3, и обработки твердых и хрупких заготовок будет использоваться SiC .
- A- Алюминий 2 O 3 , B – B 4 C, C – SiC, D – Алмаз
Размер зерна или размер зерна:
- Указывает размер абразивных частиц.

- т. е. сторона, если абразивы = 1/номер размера зерна (GSN)
- при GSN > 600 размер абразивных частиц становится очень маленьким и он не может работать как режущий инструмент, поэтому MRR меньше.
- Когда GSN < 600, фактический размер абразива увеличивается, увеличивается размер стружки и увеличивается MRR.
- По мере уменьшения GSN или увеличения размера абразива MRR сначала увеличивается, а затем уменьшается.
- Размер зерна выбирается в зависимости от шероховатости поверхности , требуемой для заготовки, т. е. для грубого шлифования, грубого или среднего размера зерна выбирается , а для финишного шлифования мелкого или очень мелкого размера зерна будет выбран.
- 10–24 = грубая, 30–60 = средняя, 80–180 = тонкая, 220–600 = очень тонкая
Марки шлифовального круга:
- указывает на твердость шлифовального круга.

- Марка шлифовального круга выбирается на основе механических свойств материала заготовки.
- Мягкие круги используются для шлифования твердых заготовок, потому что силы трения, вызванные тупой абразивной частицей, т.е. происходит самозатачивание и не требуется правка.
- Твердые круги используются для шлифования мягких заготовок, абразивная частица будет эффективно утилизирована, так что по окончании эффективного использования правка будет осуществляться для переточки шлифовального круга.
- A –H = мягкая, I – P = средняя, Q – Z = жесткая
Структура:
- Структура указывает средний зазор между двумя последовательными абразивными частицами .
- Так как средний разрыв равен большой , количество абразивных частиц, присутствующих на единице площади, будет малым, поэтому такая структура называется открытой.

- Структуру шлифовального круга можно варьировать путем изменения процентного содержания абразивных частиц и связующего материала при изготовлении шлифовального круга. то есть, когда в производстве используется более высокий % абразивов и более низкий % связующего материала , получается плотная структура и наоборот.
- 0–7 = плотное, 8–16 = открытое
Bonds:
- Bond обозначает связующий материал , используемый для изготовления шлифовального круга.
- Из различных связующих материалов стекловидный является наиболее часто используемым связующим материалом , поскольку он обеспечивает более высокую прочность сцепления , способность выдерживать высокие температуры, и высокую теплопроводность .
- Для изготовления гибких шлифовальных кругов , также называемых полировальными кругами, в качестве связующего материала можно использовать шеллак или резину.

