Сварочный аппарат инвертор ремонт своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Как отремонтировать сварочный инвертор своими руками — Строительный портал ПрофиДОМ
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата.
 Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. - Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые.
 Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
 Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом.
 К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. - Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов.
 Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок. - Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
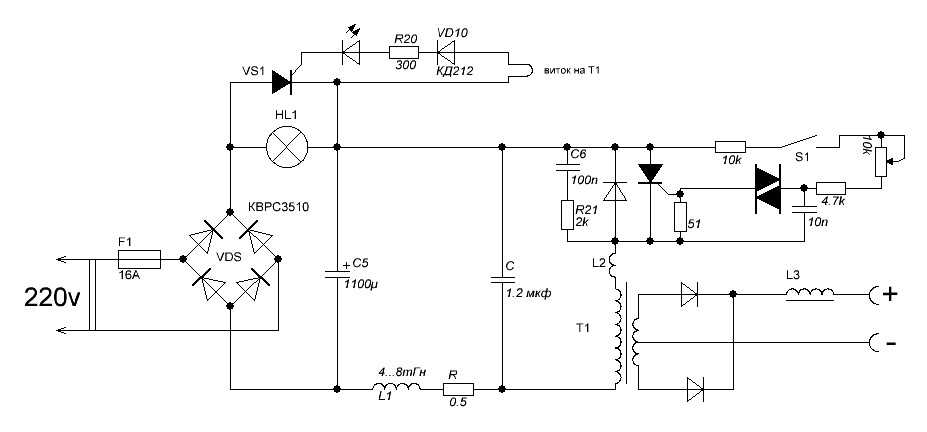
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.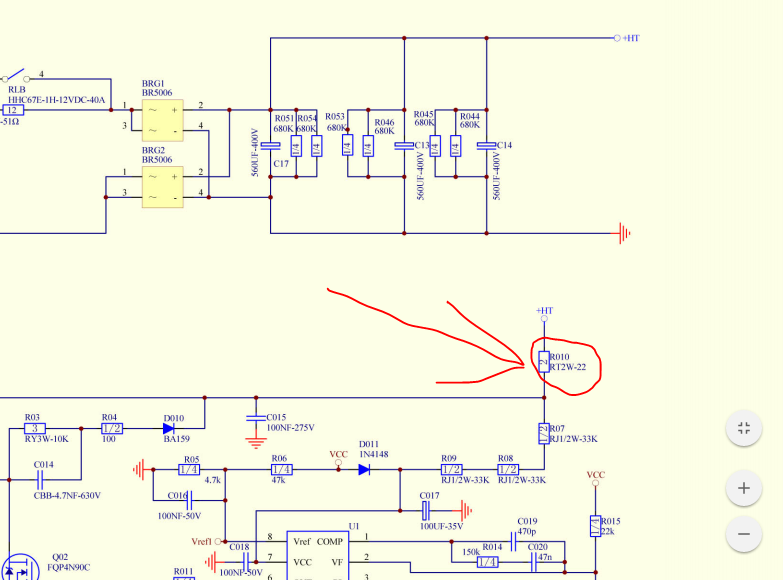
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки.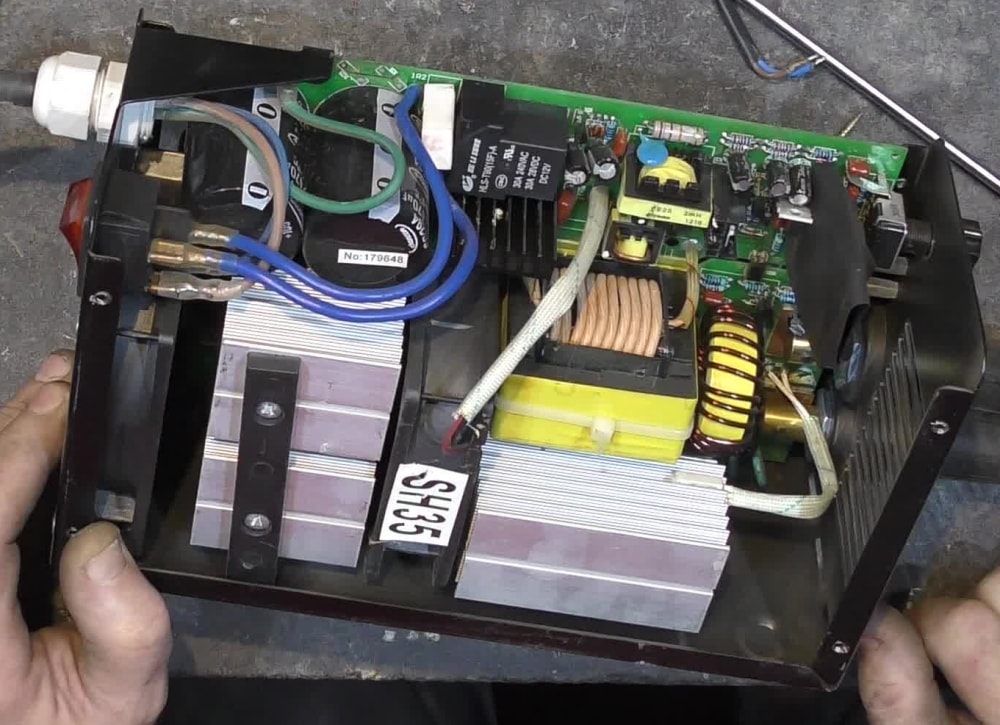 Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов.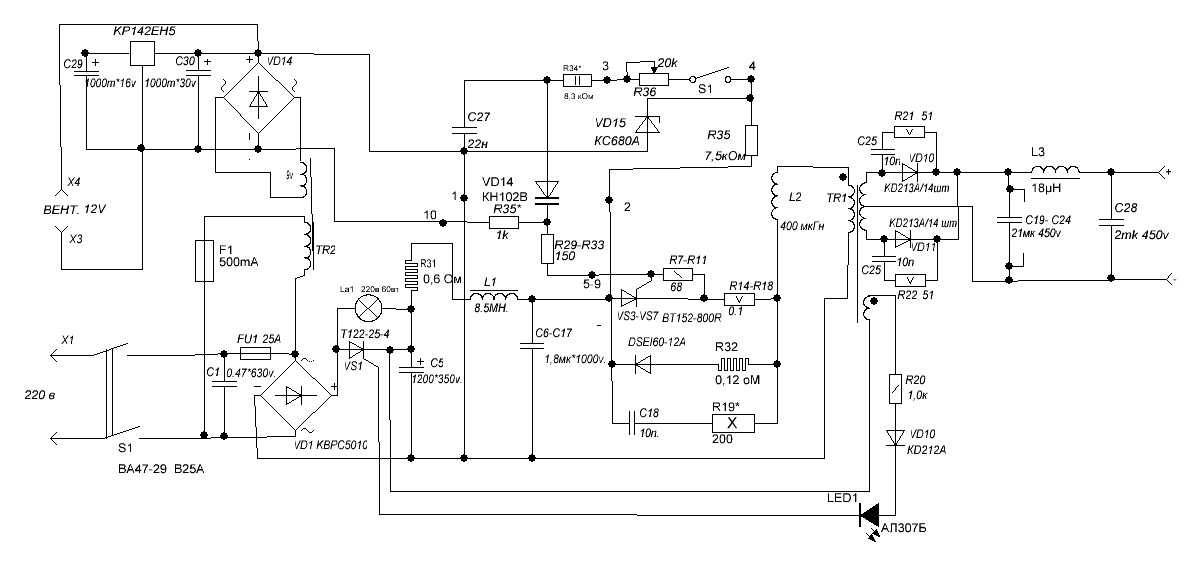 В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки.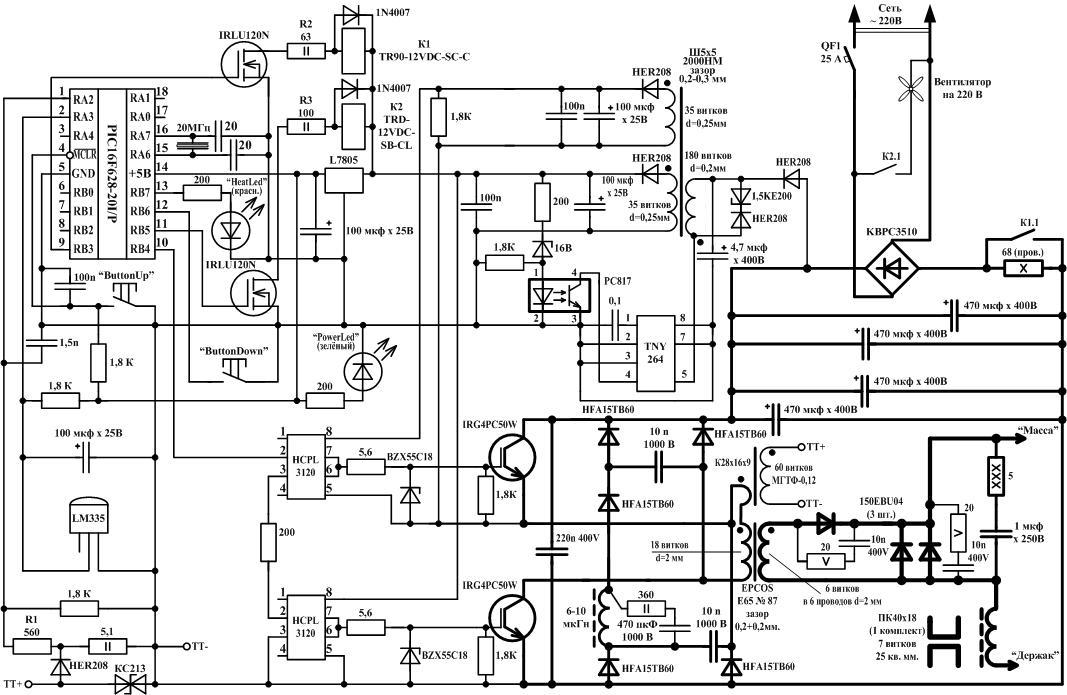 Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
СОДЕРЖАНИЕ
- Основные неисправности сварочного инвертора
- Сварочный инвертор искрит, но не варит
- Почему сварочный аппарат включается, но не варит
- Перегрев
- Сварочный инвертор не включается/не работает
- Не регулируется ток
- Электрод липнет к металлу
- Диагностика поломок инверторных сварочных аппаратов
- Заключение
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.
Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.
Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте.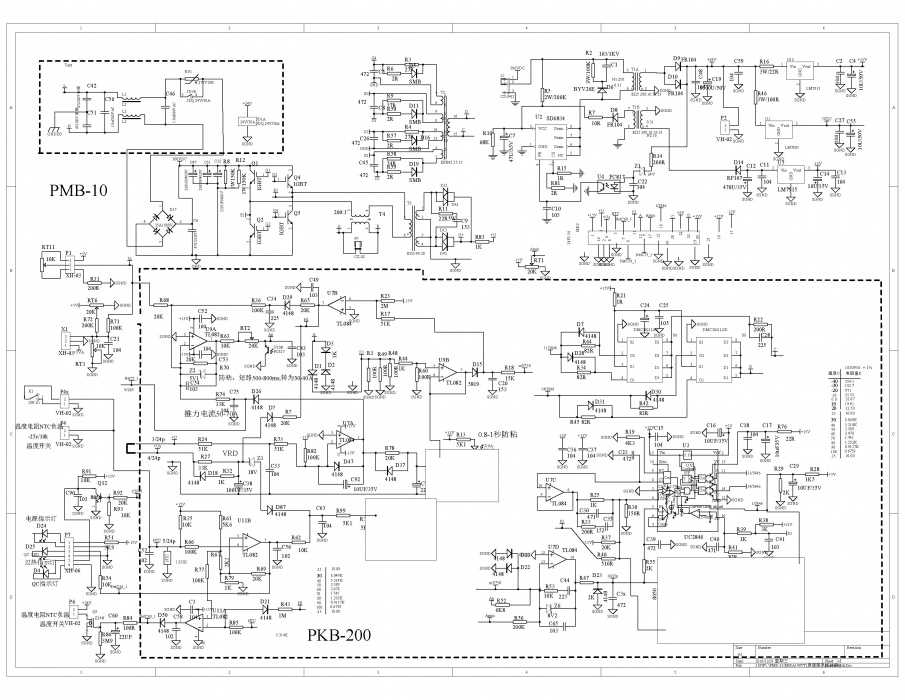 Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.
После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены.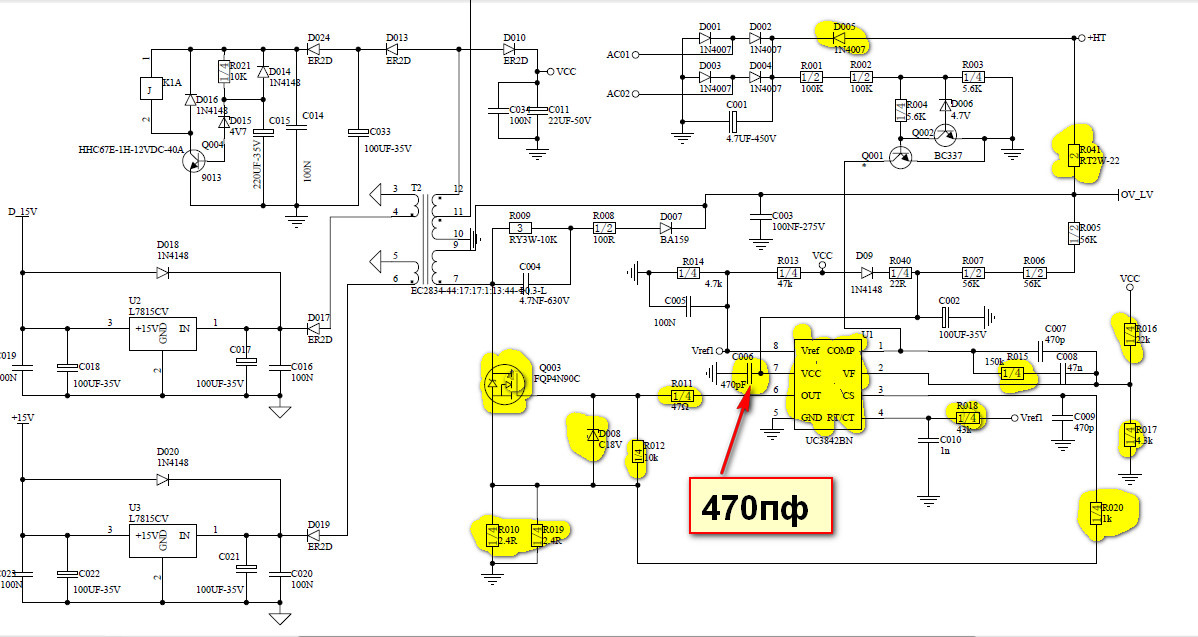 Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Иногда проще и дешевле купить такой же самый новый.
Инверторный сварочный аппарат NBC 250 без искры — Сварочный аппарат
657790
Ремонтные направляющие и опоры для широкого спектра сварочных аппаратов.
9 вопросов
Посмотреть все
Маркпарнелл1972
@markparnell1972
Реп: 213
5
11
Опубликовано:
Опции
- Постоянная ссылка
- История
- Подписаться
Привет всем, у меня есть инверторный сварочный аппарат NBC250, у которого нет искры, вентилятор работает нормально, подача проволоки в порядке, когда я нажимаю курок горелки, только нет дуги,
я проверил все МОП-транзисторы и диоды на большом радиатор (обозначен на фото), все эти проверки в порядке. я не уверен, какая плата должна кормить, что и когда ..
Ответьте на этот вопрос
У меня тоже есть эта проблема
Хороший вопрос?
Да
№
Оценка
0
Отменить
Маркпарнелл1972
@markparnell1972
Реп: 213
5
11
Опубликовано:
Опции
- Постоянная ссылка
- История
Я решил эту проблему, на верхней плате был сгоревший резистор, см. примечание об отсутствии напряжения на контакте на фотографии выше,
Был ли этот ответ полезен?
Да
№
Оценка
0
Отменить
Стефан Айронвик
@нейронвик
Рем.: 1
Опубликовано:
Опции
- Постоянная ссылка
- История
Молодцы, что решили вашу проблему. Интересно, вас этому учили или вы сами научились делать это правильно? Я просто хочу устроиться сварщиком после школы, вот и спрашиваю об этом. Я только что посмотрел в интернете, что можно пойти на курсы по сварке рядом с вами.com. Впрочем, может есть альтернативный вариант? Возможно, какой-то колледж или что-то в этом роде. Или мне все равно придется проходить курсы и потом работать без высшего образования? Извините, конечно, что я вас об этом спрашиваю, я просто хочу стать квалифицированным специалистом, умеющим делать все в своей профессии.
Интересно, вас этому учили или вы сами научились делать это правильно? Я просто хочу устроиться сварщиком после школы, вот и спрашиваю об этом. Я только что посмотрел в интернете, что можно пойти на курсы по сварке рядом с вами.com. Впрочем, может есть альтернативный вариант? Возможно, какой-то колледж или что-то в этом роде. Или мне все равно придется проходить курсы и потом работать без высшего образования? Извините, конечно, что я вас об этом спрашиваю, я просто хочу стать квалифицированным специалистом, умеющим делать все в своей профессии.
Был ли этот ответ полезен?
Да
№
Оценка
0
Отмена
Блог The Welders Warehouse
Вы решили купить сварочный аппарат Mig, но обнаружили, что перед вами огромный выбор. Так как же выбрать Mig Welder?
Поскольку не все не умеют читать, я также снял видео на эту тему
Прежде всего
Это может показаться очевидным, но первое, что вы должны учитывать при выборе сварочного аппарата Mig, это то, что вы хотите чтобы можно было с этим поступить!
Нет смысла покупать 150-амперный сварочный аппарат Mig Welder, потому что он работает от 13-амперной вилки, если вы хотите сварить листовую сталь толщиной 10 мм — его мощности просто недостаточно.
И наоборот, нет смысла тратить большие деньги на машину на 300 ампер, если вы хотите ремонтировать вещи только дома и/или восстанавливать классический автомобиль.
Таким образом, важно учитывать выходную мощность и собственный источник питания.
Вообще говоря, вы можете запустить машину-трансформер до 130 или 150 ампер (в зависимости от машины) от 13-амперной вилки.
Инверторные машины могут работать при токе около 160 ампер от источника питания 13 ампер. Это связано с тем, что инвертор более электрически эффективен, чем традиционный трансформатор.
Сказав все это, если вы хотите сварить материал толщины панели кузова автомобиля, мощность верхнего конца гораздо менее важна, чем мощность нижнего.
Для сварки панелей кузова необходим сварочный аппарат Mig с минимальной мощностью не более 30 ампер. Более высокая минимальная производительность приведет к большому количеству отверстий в тонком листе!
Итак, учитывайте ОБОИ концы диапазона мощности, а не только верх!
Основы сварочного аппарата Mig
Сварочный аппарат Mig можно разбить на две основные части: источник питания и систему подачи проволоки (включая горелку).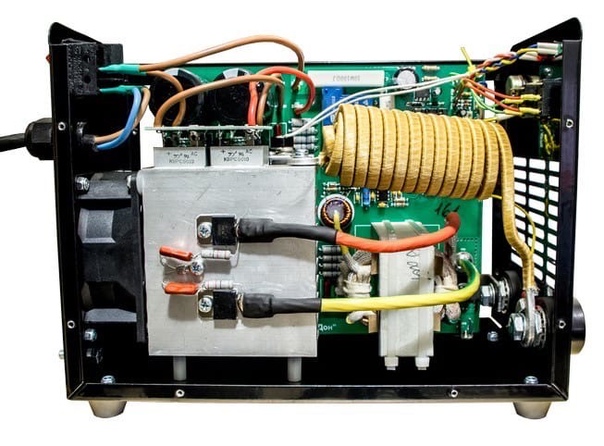
Источником питания может быть либо трансформатор, либо инвертор (подробнее об этом позже).
На мой взгляд, более важным аспектом является система подачи проволоки, включая факел.
Я говорю это потому, что после примерно 30 лет работы в области сварки проблемы с приводом проволоки составляют около 80% проблем, с которыми я сталкивался на сварочных аппаратах Mig. От единиц DIY до больших промышленных единиц.
Рабочий цикл
Еще одно соображение относительно выходной мощности Mig Welder — рабочий цикл. По сути, это то, как долго машина будет работать до перегрева. Если вы хотите делать длинные сварные швы на высокой мощности, малогабаритный самодельный Mig вряд ли будет для вас правильным выбором. Но если это в основном небольшие работы, у вас не должно быть проблем.
Я написал отдельную статью в блоге о рабочем цикле, если вы хотите узнать больше. Я также подготовил видео, если вы предпочитаете смотреть, а не читать:
На что обращать внимание при выборе сварочного аппарата для сварки Mig
Для меня при выборе сварочного аппарата для сварки Mig очень важен двигатель приличного размера для подачи проволоки. Многие устройства, особенно на рынке DIY, имеют небольшие двигатели размером с хлопковую катушку, которые являются достаточно мощными, при условии, что все остальное идеально.
Да вроде всегда все идеально, особенно после нескольких лет использования!!!
Далее следует надежность системы роликов подачи проволоки. Это трудно определить, но большинство практичных людей отличят хорошую роликовую систему от дешевой и дрянной, когда посмотрят на нее.
Сварочная горелка Mig
Наконец, сама горелка. На мой взгляд, Steel Torch Liner ОЧЕНЬ важен. Многие недорогие машины имеют пластиковый вкладыш для снижения стоимости. Но это не длится долго, когда вы пропускаете через него стальную проволоку, а замена футеровки обычно занимает много времени и требует кропотливой работы.
Пластиковый вкладыш тоже, скорее всего, станет виновником проблем с кормом №1, и скоро!!! Так что горелку со стальным лайнером определенно стоит поискать!
A Steel Torch Liner выглядит как велосипедный тормозной трос, стальная спираль, покрытая пластиком.
Очень хорошая вещь, на которую стоит обратить внимание, это Euro Torch. Эта система факелов имеет гнездо на передней панели сварочного аппарата Mig и вилку на факеле.
Фонарик просто навинчивается на гнездо с помощью гайки.
Euro Горелки лучшего качества, но почти всегда дешевле, чем несъемные (если вам когда-нибудь понадобится заменить горелку). Это связано с тем, что Euro Torches входят в стандартную комплектацию промышленных машин и производятся миллионами.
Горелки с несъемной посадкой обычно изготавливаются на заказ, поэтому их необходимо покупать у производителя оборудования. Это может означать БОЛЬШИЕ деньги!!
Я ожидаю, что все факелы Euro будут оснащены стальным вкладышем, наши точно!
Типы сварочных аппаратов Mig
Существует два основных типа сварочных аппаратов Mig, которые в основном зависят от типа блока питания внутри аппарата.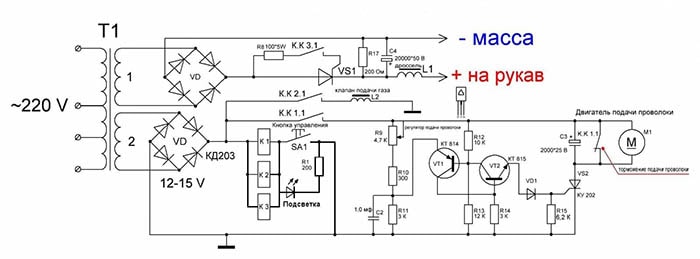 При выборе Mig Welder это довольно принципиальный выбор!
При выборе Mig Welder это довольно принципиальный выбор!
Трансформаторные сварочные аппараты Mig
Трансформаторы являются традиционным источником питания для сварочных аппаратов Mig. Преимущества блоков на основе трансформаторов заключаются в том, что они обычно дешевле и менее сложны, поэтому теоретически более надежны в долгосрочной перспективе.
Недостатком трансформаторов является то, что они тяжелые, быстрее перегреваются, а выходная мощность обычно устанавливается в диапазоне шагов. Машины Transformer Mig обычно имеют от 2 до 30 ступеней. Между этими этапами невозможно установить выходную мощность.
С 1 января 2023 года производителям больше не будет разрешено производить или импортировать сварочные аппараты на основе трансформаторов любого типа в Великобританию или ЕС.
Инверторные сварочные аппараты Mig
Современные инверторы намного надежнее, чем те, что были всего несколько лет назад. Еще одним преимуществом является то, что выходная мощность регулируется бесступенчато, другими словами, мощность можно регулировать так же, как вы регулируете громкость радио, просто вращая ручку.
Инверторы — это современный электронный блок для сварочного аппарата Mig. Преимущество блоков на основе инвертора заключается в том, что они легче, поэтому их легче перемещать, и они будут работать намного дольше до перегрева.
Единственным реальным, возможным недостатком инверторов является сложность электронной платы, которую в случае выхода из строя по истечении гарантийного срока необходимо будет заменить. Сменные инверторные платы стоят недешево, поскольку они обычно составляют более половины внутренних деталей Mig Welder.
Вывод
Какой тип Mig Welder подходит именно вам, это личное решение, потому что, как мы уже говорили, все зависит от того, чего вы хотите достичь.
Посетите нашу страницу сварочных аппаратов Mig, чтобы ознакомиться с текущим ассортиментом.
Хотите узнать больше?
Если вам нужна помощь и совет по выбору Mig Welder, не стесняйтесь обращаться к нам. Либо через страницу «Контакты» на нашем веб-сайте, либо по телефону для неформальной беседы, спросите меня!
Надеюсь, эта статья оказалась для вас полезной.
