Шлифовка на токарном станке: Приспособление для шлифовки на токарном станке
Содержание
Круглая шлифовка на токарном станке
Круглая шлифовка на токарном станке
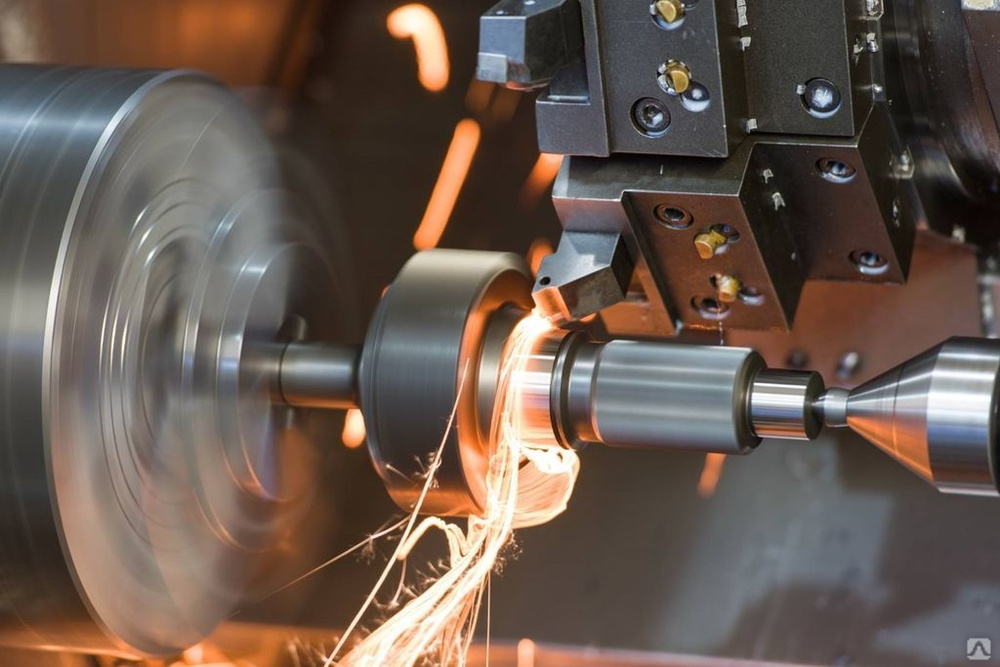
Для получения поверхности с меньшими отклонением формы и шероховатостью шлифовальному кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо. Жесткие и индикаторные скобы предпочтительны в массовом производстве. Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Вращение от электродвигателя через шкив 7 клиноременной передачи передается заготовке 2 с помощью поводкового диска 4, пальца 8 и хомутика 9. При шлифовании заготовок, длина которых в 5—10 и более раз превышает диаметр, под действием силы резания возникает прогиб заготовки вследствие недостаточной ее жесткости.
Устройство для установки и закрепления заготовок на круглошлифовальных станках показано на рис. 7.15. Заготовки, имеющие отверстия или выточки на торце диаметром более 15 мм, обрабатывают в грибковых («тупых») центрах. Правильное устройство включается по команде от реле счета числа прошлифованных деталей или оператор нажимает для этого кнопку. Недостатки способа врезания: вследствие высокой производительности выделяется большое количество тепла, круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо осуществлять с обильным охлаждением, необходимо часто править круг из-за быстрого искажения его геометрической формы.
Недостатки способа врезания: вследствие высокой производительности выделяется большое количество тепла, круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо осуществлять с обильным охлаждением, необходимо часто править круг из-за быстрого искажения его геометрической формы.
Заготовка не имеет движения продольной подачи, движение поперечной подачи шлифовального круга на заданную глубину производят непрерывно или периодически. Врезное шлифование (рис. 7.14, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. При чистовом шлифовании глубина шлифования еще меньше. В единичном и серийном производствах используют регулируемые люнеты с одной или двумя колодками (рис.
7.18) для восприятия радиальной (горизонтальной) и касательной (вертикальной) составляющих силы резания. Преимуществами центровых отверстий такой формы или сферических (рис. 7.16, в) являются их нечувствительность к угловым погрешностям, лучшее удержание смазки, снижение погрешностей установки и повышение точности обработки. Окончательное положение колодок зависит от диаметра обработанной детали. Ось шлифовального круга 1 при обработке цилиндрической поверхности заготовки параллельна оси центров станка.
Окончательное положение колодок зависит от диаметра обработанной детали. Ось шлифовального круга 1 при обработке цилиндрической поверхности заготовки параллельна оси центров станка.
Основную работу резания выполняет коническая часть круга, а его цилиндрическая часть только зачищает обрабатываемую поверхность заготовки. При комбинированном шлифовании (рис. 7.14, г) сочетается шлифование с продольными ходами и врезанием. Заготовки, имеющие точные базовые отверстия с допуском 0,015. 0,03 мм и менее, устанавливают на жесткие оправки с небольшой конусностью (0,01 . 0,015 мм на 100 мм длины) или по прессовой посадке (рис.
7.17, а). Если заготовку перед шлифованием подвергают термической обработке, то центровые отверстия перед установкой заготовки на станок необходимо очистить от окалины и загрязнений путем шлифования или притирки. По мере шлифования кругом 9 заготовки 8 необходимо регулировать положения колодок, так как диаметр шлифуемой поверхности уменьшается. Если заготовка имеет отверстие, то она может базироваться при обработке на оправке (рис. 7.17). Положения колодок предпочтительнее регулировать винтом 4, так как перемещение заготовки в горизонтальном направлении оказывает наибольшее влияние на точность обработки. Доставка по всей России!
7.17). Положения колодок предпочтительнее регулировать винтом 4, так как перемещение заготовки в горизонтальном направлении оказывает наибольшее влияние на точность обработки. Доставка по всей России!
Наружное круглое шлифование заготовок типа тел вращения на центровых станках можно осуществить продольными рабочими ходами, врезанием и комбинированно (рис. 7.14). Устройство для правки круга алмазом устанавливают на задней бабке круглошлифовального станка. В некоторых случаях применяют центровые отверстия с предохранительной выточкой (рис. 7.16, а) или с криволинейной дугообразной образующей несущего конуса (рис.
7.16, б). В таких случаях применяют один и несколько упорных люнетов — дополнительных опор для обрабатываемой заготовки. Технология обработки заготовок на круглошлифовальных станках. Под обдирочным шлифованием понимают обработку, предназначенную для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки. Правильное устройство обеспечивает одно- или двухпроходную правку по гладкому или ступенчатому копиру.
На пиноли может быть также смонтирована оправка для безалмазной правки. При шлифовании с продольными рабочими ходами (рис. 7.14, а) шлифуемая заготовка 2, вращаясь в неподвижных центрах, совершает продольное перемещение вдоль своей оси со скоростью v Snp (мм/мин). Поэтому на каждом участке снимают неполный припуск. При этом снижается точность шлифования, могут возникнуть колебания и вибрации в технологической системе СИД.
Круглая шлифовка на токарном станке
Оставшийся слой (0,02. 0,08 мм) снимают двумя-тремя продольными ходами с увеличенной скоростью. В мелкосерийном производстве широко используют для измерения диаметра шлифуемой поверхности микрометры. Эти оправки легче приспособить к неточностям формы отверстия, в результате чего точнее центрируется заготовка. Обработку производят с большими глубинами (свыше 5 мм), с малыми скоростями продольных подач (100.
Круглая шлифовка
300 мм/мин), в основном за один рабочий ход стола. Скоба фиксированного типа имеет жесткие или регулируемые на заданный размер измерительные губки. Устройства для установки и закрепления кругов на круглошлифовальных станках аналогичны устройствам, используемым для кругов таких же диаметров на плоскошлифовальных станках. Конические поверхности этих отверстий при установке заготовки совмещаются с коническими поверхностями центров передней и задней бабок станка. Глубину шлифования рекомендуется выбирать не более 0,05 мм на ход стола. Этот способ обработки заготовки имеет следующие преимущества по сравнению со способом шлифования с продольными ходами: движение подачи круга производится непрерывно, можно шлифовать фасонные заготовки профилированным шлифовальным кругом, на шпиндель станка можно устанавливать два или три шлифовальных круга и шлифовать одновременно несколько участков заготовки.
Устройства для установки и закрепления кругов на круглошлифовальных станках аналогичны устройствам, используемым для кругов таких же диаметров на плоскошлифовальных станках. Конические поверхности этих отверстий при установке заготовки совмещаются с коническими поверхностями центров передней и задней бабок станка. Глубину шлифования рекомендуется выбирать не более 0,05 мм на ход стола. Этот способ обработки заготовки имеет следующие преимущества по сравнению со способом шлифования с продольными ходами: движение подачи круга производится непрерывно, можно шлифовать фасонные заготовки профилированным шлифовальным кругом, на шпиндель станка можно устанавливать два или три шлифовальных круга и шлифовать одновременно несколько участков заготовки.
Положение горизонтальной колодки 7, закрепленной на пиноли 6, регулируется винтом 4. Скоба дает информацию: «проходит» или «не проходит». Этот способ целесообразно применять для шлифования заготовок с цилиндрической поверхностью значительной длины. При менее точных базовых отверстиях (с допуском более 0,03 мм) применяют разжимные оправки (рис. 7.17, б, в и г). Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
При менее точных базовых отверстиях (с допуском более 0,03 мм) применяют разжимные оправки (рис. 7.17, б, в и г). Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Центр 6 установлен в шпинделе 5 передней бабки станка. На таких оправках зажимают заготовки, деформируя тонкостенный цилиндр, находящийся под равномерным давлением изнутри. К разжимным относятся также оправки с гидравлическим или гидропластовым зажимом. Этот способ применяют при шлифовании длинных заготовок. Большой выбор.
Вначале шлифуют один участок вала при движении поперечной подачи круга, затем соседний с ним участок и т.д. Методы и средства измерения при круглом шлифовании . Устройство для автоматической правки круга монтируют на корпусе шлифовальной бабки. Глубинное шлифование можно рассматривать как разновидность обдирочного шлифования. Задний центр 3 и передний центр 6 — невращающиеся. Для создания давления используется жидкость или пластмасса. Шлифование производят одним широким кругом, высота которого на 1,0. 1,5 мм больше длины шлифуемой поверхности.
Для создания давления используется жидкость или пластмасса. Шлифование производят одним широким кругом, высота которого на 1,0. 1,5 мм больше длины шлифуемой поверхности.
Края участков при шлифовании перекрывают друг друга на 5. 10 мм, однако обработанная поверхность получается ступенчатой. По способу крепления оправки подразделяют на центровые (рис. 7.17, а, в и е) и консольные (рис. 7.17, г и д), по способу установки — на жесткие (рис. 7.17, а, д и е) и разжимные (рис.
7.17, б, в и г). Алмазный карандаш в пиноли имеет микрометрическую подачу, которая осуществляется вращением рукоятки вручную. В конструкции люнета положение вертикальной колодки 10, закрепленной на упорном рычаге 11, устанавливается регулировочным винтом 1, перемещающимся в корпусе люнета 3. На автоматизированных круглошлифовальных станках используют автоматические измерительные средства и подналадчики. Для передачи крутящего момента от планшайбы станка к оправкам с заготовками применяют различные поводки, хомутики и патроны. Глубинное шлифование (рис. 7.14, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход.
Глубинное шлифование (рис. 7.14, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход.
Индикаторная скоба показывает реальный размер в сравнении с эталоном и позволяет управлять процессом в соответствии со снимаемым припуском. При наладке станка колодки устанавливают по эталонной детали или по калибру с кольцами 2 и 5, которые ограничивают осевое перемещение регулировочных винтов 1 и 4. Правка шлифовальных кругов . В конце двойного или каждого хода шлифовальный круг 1 перемещают в направлении, перпендикулярном оси шлифуемой заготовки 2, на установленную глубину шлифования. На торцах заготовки выполнены специальные центровые отверстия (рис. 7.16). При чистовом шлифовании в отличие от обдирочного преследуют цель достичь необходимых формы и параметра шероховатости шлифуемой поверхности. Если заготовка базируется одновременно по торцу и отверстию, то применяют оправки со скользящей посадкой (зазор 0,01 . 0,02 мм), на которые устанавливают одну заготовку (рис. 7.17, д, в) или несколько заготовок (рис.
0,02 мм), на которые устанавливают одну заготовку (рис. 7.17, д, в) или несколько заготовок (рис.
7.17, е), закрепляемых гайкой.
Смотрите также
Круглая шлифовка металла
Также можно использовать метод врезания. Комбинированное шлифование – это работа с поперечной и продольной подачами, можно обработать жесткие заготовки…
Круглая шлифовка деталей
Выбор конкретного способа обработки металла и цена шлифовки поверхности зависят в первую очередь от сложности и вида последней (цилиндрическая, винтовая…
Круглая шлифовка
Производится торцом или периферией круга на рабочих столах. Производится на станках с программным управлением. Шлифовка поверхности винтовой резьбы….
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3.
 Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
Можно ли на токарных станках типа 16К20, 1В625М, 1М63Н и других полировать и шлифовать?
- О компании
- Документация
- Сертификаты
- Отзывы о компании
- Новости
- Лизинг
- Наши хобби
- Производители
- Сервис
- Шефмонтажные и пусконаладочные работы
- Модернизация, реновация и капремонт
- Справочник
- Библиотека станочника
- Станки советские, российские, импортные — справочная информация
- КПО советское, российское, импортное — справочная информация
- ГОСТы станков и КПО
- Каталог станков производства СССР, РОССИЯ и стран СНГ
- Каталог КПО производства СССР, РОССИЯ и стран СНГ
- Инструкции по охране труда при работе на станках
- Доставка
- Контакты
- Главная /
- FAQ/Вопросы-ответы
- Можно ли на токарных станках типа 16К20, 1В625М, 1М63Н и других полировать и шлифовать?
Можно ли на токарных станках типа 16К20, 1В625М, 1М63Н и других полировать и шлифовать?
Ответ:
Можно, при помощи шлифовальных, войлочных кругов, которые крепятся в патроне станка. При помощи специальных жимков, в которых крепится наждачная бумага или полотно из войлока. Также можно ленту из наждачной бумаги перекинуть через деталь, оба конца при помощи деревянной планки и болтов закрепить в резцедержке станка. После чего поперечной подачей натянуть наждачную бумагу, включить обороты шпинделя, а продольной подачей делать возвратно-поступательные движения суппорта на длину полирования.
При помощи специальных жимков, в которых крепится наждачная бумага или полотно из войлока. Также можно ленту из наждачной бумаги перекинуть через деталь, оба конца при помощи деревянной планки и болтов закрепить в резцедержке станка. После чего поперечной подачей натянуть наждачную бумагу, включить обороты шпинделя, а продольной подачей делать возвратно-поступательные движения суппорта на длину полирования.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
- ОАО «ГЗСиУ» – основной производитель новых станков
- Токарные станки В.П. Батов
- Практика профильного шлифования Б.А. Постников, М.А. Шкаев
- Мини токарные станки Универсал — сделано в СССР
- Самодельные мини токарные станки по металлу
- Отечественный токарный станок ГС526У – лучший выбор
- Микромодели токарных и фрезерных станков
- Дремель — токарный станок и дрель (из книги «Маленькие станки»)
- Необычные маленькие токарные станки из дерева, алюминия и стали
- Как правильно выбрать токарный станок
Популярные модели
-
-
Не производится
-
-
-
Не производится
-
-
-
-
Производители
Мини-токарный станок Заточка инструментов — Mini-lathe.
 com
com
Заточка инструментов — это отчасти наука и отчасти искусство, но может быть приятным дополнением к работе на токарном станке. Моя цель здесь — научить новичков достаточно, чтобы они могли начать работу с несколькими основными инструментами. Вот некоторые дополнительные ресурсы:
- Varmint Al
- Питер Харрисон
Можно, конечно, купить готовые режущие инструменты с твердосплавными напайками. Если они хорошего качества, то они хорошо работают и служат долго. Настоящим преимуществом заточки собственных инструментов является не экономия средств, а возможность изготовить инструмент для любой цели, с которой вы можете столкнуться в своей работе.
Например, я сделал несколько очень маленьких расточных инструментов из заготовок диаметром 3/16″, которые очень удобны для рассверливания небольшого отверстия, скажем, 0,373 в диаметре, для запрессовки вала 3/8″. Кроме того, правильно заточенный инструмент из быстрорежущей стали (HSS) часто обеспечивает лучшую чистоту поверхности, чем твердосплавный инструмент.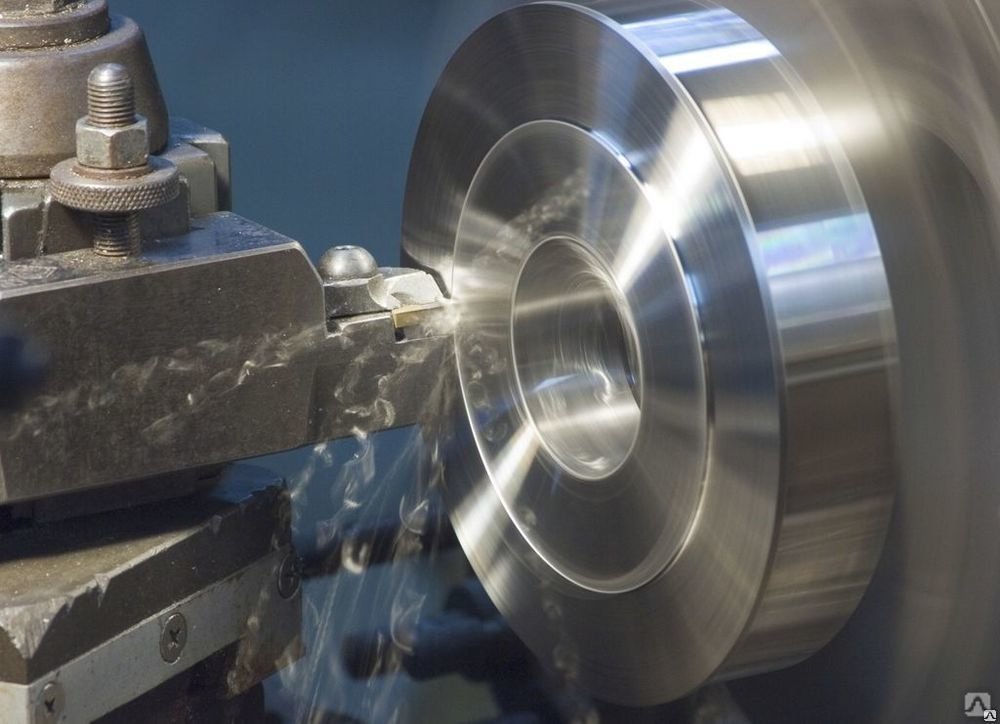
MegaSack 2022 — Effetto Mariposa To…
Пожалуйста, включите JavaScript
MegaSack 2022 — Effetto Mariposa Набор динамометрических ключей обеспечить «разгрузку», чтобы металл чуть ниже режущего наконечника не касался заготовки. Это концентрирует достаточную силу резания на кончике, чтобы врезаться в металл заготовки.
Хотя форма отличается, я считаю полезным визуализировать носовую часть корабля — кончик выступает за нижнюю часть носовой части. Кончик режущего инструмента также должен выступать за пределы нижних поверхностей, и это делается путем их стачивания.
Большинство обычных режущих инструментов, которые я делаю, имеют подрезы на передней и левой кромке инструмента. Поскольку большинство инструментов предназначены для резки при движении справа налево (к передней бабке), нет необходимости обеспечивать разгрузку на правой стороне инструмента. Кроме того, я обычно вытачиваю подобный рельеф или рейку на верхней поверхности инструмента.
При заказе токарного станка не забудьте заказать около 10 заготовок для инструментов размером 5/16″ x 2 1/2″ из быстрорежущей стали (HSS). (Примечание: в старых токарных станках Homier/Speedway, отличных от Sieg, используются инструменты 3/8″ x 2 1/2″). Я обычно покупаю свои у Enco. Обычно они стоят около 1 доллара за штуку, но часто продаются по цене около 0,80 доллара.
И, как и все остальное, что вам может понадобиться для мини-станка, вы можете приобрести их в LMS. LMS также продает предварительно заточенные инструменты, если вам так удобнее начинать. Обратите внимание, что они имеют квадратную форму 1/4″, а не 5/16″, поэтому им потребуется более толстая прокладка, чем обычно, чтобы довести кончик инструмента до центральной линии токарного станка.
Четыре стороны заготовки отшлифованы до гладкой блестящей поверхности. Концы обычно имеют грубую отделку с предварительно отформованным углом около 15 градусов.
Мы будем использовать простую четырехэтапную процедуру, чтобы сделать наш режущий инструмент
- Отшлифовать концевой затыльник
- Отшлифовать левый боковой рельеф
- Отшлифовать верхнюю рейку
- Круглый наконечник
Шлифовка торцевого затылка
Сначала обработаем торец заготовки инструмента. Используйте грубый круг вашей настольной шлифовальной машины и держите заготовку инструмента под углом вниз от кончика к задней части и так, чтобы кончик был направлен влево примерно на 10-15 градусов.
Используйте грубый круг вашей настольной шлифовальной машины и держите заготовку инструмента под углом вниз от кончика к задней части и так, чтобы кончик был направлен влево примерно на 10-15 градусов.
Конец заготовки инструмента должен находиться немного ниже центральной линии колеса. Не забывайте время от времени использовать приспособление для правки кругов, чтобы освежить поверхность шлифовальных кругов. Это ускорит работу по заточке инструмента и даст лучший результат.
При шлифовке заготовка инструмента сильно нагревается, поэтому во время операции шлифовки вам придется погружать конец инструмента в водяную баню примерно каждые 15 секунд. Когда вы видите, что кончик инструмента начинает обесцвечиваться от тепла, самое время сделать охлаждающую ванну.
К счастью, HSS не очень быстро отводит тепло к вашим пальцам, но вы можете обжечься, если будете слишком долго делать перерывы между охлаждением.
Мой стакан для воды был отрезан от конца пластиковой бутылки.
Вот изображение инструмента после заточки торца:
Заточка левой стороны
Теперь займемся левой стороной инструмента. Процедура по существу такая же, за исключением того, что мы держим инструмент стороной под углом примерно 10 градусов к шлифовальному кругу.
Шлифовка верхней рейки
Теперь мы шлифуем верхнюю поверхность, чтобы сформировать рейку. Будьте осторожны во время этой операции, чтобы не стачивать режущую кромку, иначе вы получите инструмент, кончик которого находится ниже центральной линии токарного станка.
Если это произойдет, инструмент оставит небольшой выступ в центре заготовки, когда вы сделаете торцевой разрез. Обычным средством является использование тонкого куска прокладки или щупов под инструментом, чтобы вернуть его к центральной линии. Гораздо более приятное решение — держатель инструмента с регулируемой высотой.
После этой операции мы имеем рабочий инструмент с очень острым наконечником. Этот инструмент полезен как есть для операций, которые требуют острого наконечника, чтобы отвернуться к внутреннему краю, такому как плечо.
Этот инструмент полезен как есть для операций, которые требуют острого наконечника, чтобы отвернуться к внутреннему краю, такому как плечо.
Закругление наконечника
Мы закруглим наконечник, чтобы получился инструмент, полезный для торцевания и токарной обработки. Держите инструмент так, чтобы наконечник касался колеса, и инструмент должен быть наклонен вниз. Аккуратно поверните инструмент против колеса, чтобы скруглить наконечник примерно до радиуса от 1/32″ до 1/16″.
Вот готовый инструмент в действии, выполняющий чистовую обработку торцовочной поверхности:
может захотеть сгладить режущий кончик на тонком алмазном хонинговальном станке или нефтяной камень. Я обнаружил, что кончик довольно быстро сглаживается после нескольких надрезов, поэтому я обычно пропускаю этот шаг, но это имеет значение, если вам нужна безупречная отделка.
Итак, теперь вы знаете, как заточить самые простые режущие инструменты. Существует множество других типов инструментов, которые можно шлифовать, включая формовочные, отрезные и расточные инструменты. Вот некоторая дополнительная информация, опубликованная Брайаном Питтом:
Существует множество других типов инструментов, которые можно шлифовать, включая формовочные, отрезные и расточные инструменты. Вот некоторая дополнительная информация, опубликованная Брайаном Питтом:
Обычно вы хотите установить инструмент по центру примерно на 0,003–0,005 выше центра, но почти никогда не ниже (заготовка будет пытаться перекатиться через верх и вибрировать) Отрезка, нарезание резьбы и большинство карбидов должны быть по центру, пока HSS для общего точения может быть на волосок выше, чтобы компенсировать отклонение заготовки и станка, который вернет ее в центр.
Он также может добавить небольшое полирующее действие, поскольку работа протирает переднюю поверхность сверла и обеспечивает более гладкую поверхность. Боковой и верхний передний угол уменьшают силу резания и выделяемое тепло, а также помогают контролировать стружку, давая ей под другим углом для скручивания в зависимости от разрезаемого материала.
Более мягкие и вязкие материалы, такие как алюминий и сталь 1018, нуждаются в большем количестве передних граней, чтобы получить лезвие, похожее на нож, в то время как для легко ломающихся материалов, таких как латунь и чугун, требуется меньше передних кромок, чтобы инструмент не зарывался и не цеплялся.
Одним из наиболее важных фактов, который часто упускают из виду новички, является то, что режущая поверхность точильного круга быстро затупляется и забивается металлическими частицами. Для поддержания агрессивной режущей поверхности необходимо часто восстанавливать поверхность круга с помощью инструмента для правки.
Для этой цели я использую инструмент для правки с одним алмазным наконечником. Я купил его в Enco примерно за 15 долларов. Я использую этот инструмент для обновления шлифовального круга примерно через каждые 10 минут шлифовки. Это имеет большое значение.
Вот полезная информация о различных типах передних граблей, опубликованная Дабом Торнтоном:
Нет, передние углы и передний рельеф НЕ совпадают. Передний затыльник — это угол заточки в передней части вашего инструмента, который позволяет ТОЛЬКО передней режущей кромке контактировать с заготовкой. Если инструмент соприкасается с заготовкой ниже режущей кромки, происходит «трение», и инструмент не может врезаться в заготовку.
Боковой зазор (или зазор) — это угол, отшлифованный в сторону инструмента, который позволяет только боковой режущей кромке инструмента контактировать с заготовкой. Два передних угла, оба в верхней части инструмента. Задний передний угол — это угол от кончика режущего инструмента к его задней части.
Может быть положительным, нейтральным или отрицательным. Если он наклонен вниз от кончика инструмента к задней части инструмента, это положительный передний угол, восходящий наклон будет отрицательным передним углом, нейтральность не требует пояснений.
Передние углы, особенно задние передние, могут быть встроены в держатели инструментов. Старые держатели фонарного типа, на которых я вырос, обычно имели встроенный положительный передний угол. Это помогало при заточке инструментов, так как вам не нужно было затачивать задний передний угол в сам инструмент. Однако при шлифовании резьбы желателен нейтральный задний передний угол, поэтому приходилось шлифовать отрицательный передний угол (острие инструмента направлено вниз), чтобы компенсировать положительный задний передний угол, встроенный в держатели инструмента.
Боковой передний угол — это угол от боковой режущей кромки инструмента к противоположной стороне инструмента (через верхнюю часть инструмента). Он также может быть заточен для отрицательного, нейтрального или положительного бокового переднего угла. Отрицательный передний угол обычно используется для хрупких материалов, таких как латунь, которые печально известны тем, что «зависают» при резке.
Положительный передний угол усилит эффект «зависания», а отрицательный передний угол оттолкнет инструмент от обрабатываемой детали, устраняя тенденцию к «застреванию». «Застревание» — это старый термин для материала, который захватывает инструмент, втягивая его в материал для более глубокого резания, чем вы настроены. Люфт в вашей машине увеличивает вероятность такого «зависания». Этим действием портятся многие проекты, ломаются инструменты и т.д.
Очень общее практическое правило. Для тяжелых черновых пропилов используйте меньший зазор и передний угол. Это оставляет больше материала в режущем инструменте, чтобы выдерживать давление при тяжелой резке, а также больше «говядины» в инструменте, что означает большую способность отводить тепло от режущих кромок.
Это оставляет больше материала в режущем инструменте, чтобы выдерживать давление при тяжелой резке, а также больше «говядины» в инструменте, что означает большую способность отводить тепло от режущих кромок.
Для чистовой обработки и точения таких «мягких» материалов, как алюминий, используйте больший зазор и больший передний угол для получения более качественной поверхности. Я видел множество ссылок на этот отражатель на Top Rake, что сбивает меня с толку, так как он не определяет, идет ли речь о боковой или задней рейке.
Токарные станки для заточки инструментов — CNCCookbook: Be A Better CNC’er
Что такое токарные станки?
Шлифовальные станки с инструментальной стойкой представляют собой тип цилиндрического шлифовального станка, который устанавливается на резцедержатель токарного станка. Они дают вам возможность выполнять прецизионное шлифование без затрат на отдельный круглошлифовальный станок. Недостатком является то, что шлифование — грязное дело, а токарный станок — это точный станок. Каждый раз, когда вы используете цилиндрическую шлифовальную машину, обязательно накрывайте свои токарные станки, чтобы защитить их от любого песка, отбрасываемого шлифовальной машиной.
Каждый раз, когда вы используете цилиндрическую шлифовальную машину, обязательно накрывайте свои токарные станки, чтобы защитить их от любого песка, отбрасываемого шлифовальной машиной.
Когда следует использовать токарную шлифовальную машину?
Токарные станки часто работают с большей точностью, чем фрезерные станки. Круглые детали часто используются во вращающихся машинах, где требуется более высокая точность, чем во многих других областях. Во многих случаях шлифование может обеспечить более высокую точность, чем токарная обработка, хотя современный токарный станок с ЧПУ устранил многие преимущества шлифования.
Вы используете шлифовальный станок для токарных станков, когда у вас возникают проблемы с достижением требуемых допусков при обычных токарных операциях.
Идеи самодельного шлифовального станка для инструментальных стоек
Несколько раз мне хотелось, чтобы шлифовальный станок для инструментальных стоек идеально обрабатывал вал и обеспечивал малые допуски.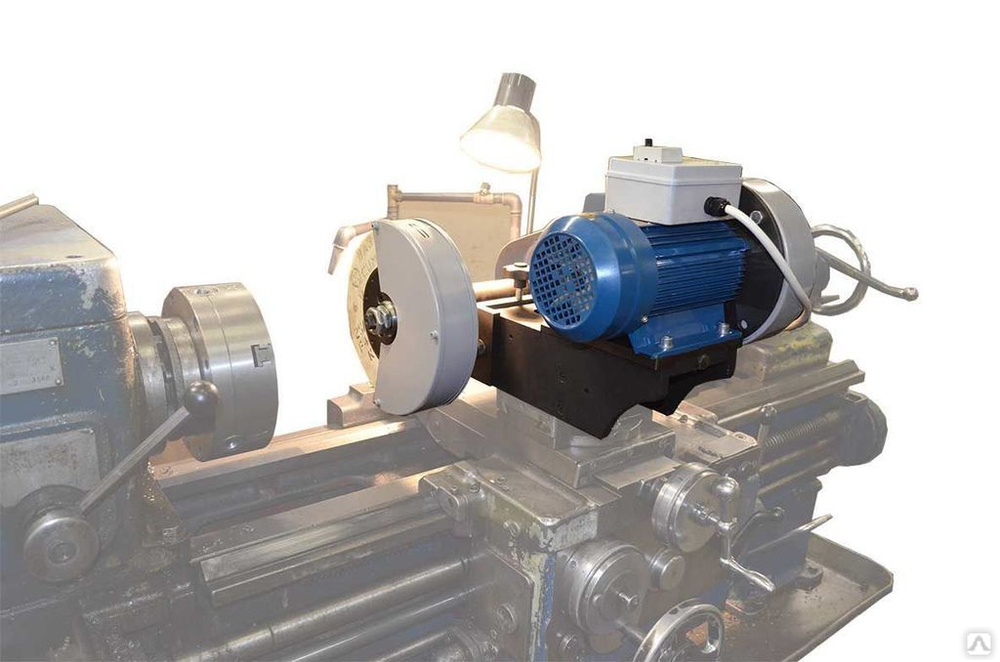 Я обсуждаю, купить ли подержанный Dumore или Themac на eBay или попытаться изготовить его в качестве проекта. Простые действительно легко сделать, и для этого достаточно каким-то образом привязать подходящий Dremel или ручную шлифовальную машину к стойке. Более сложные версии включают изготовление шпинделя и воспроизведение стиля коммерческих шлифовальных станков TP. Я действительно испытываю желание работать на шпинделе для одного. Это было бы хорошей разминкой, если бы я когда-нибудь решил сделать более амбициозный шпиндель, возможно, для токарного или фрезерного станка. Тем временем я собираю фотографии TP Grinders, которые другие сделали для идей.
Я обсуждаю, купить ли подержанный Dumore или Themac на eBay или попытаться изготовить его в качестве проекта. Простые действительно легко сделать, и для этого достаточно каким-то образом привязать подходящий Dremel или ручную шлифовальную машину к стойке. Более сложные версии включают изготовление шпинделя и воспроизведение стиля коммерческих шлифовальных станков TP. Я действительно испытываю желание работать на шпинделе для одного. Это было бы хорошей разминкой, если бы я когда-нибудь решил сделать более амбициозный шпиндель, возможно, для токарного или фрезерного станка. Тем временем я собираю фотографии TP Grinders, которые другие сделали для идей.
Несколько конструкций, от простых до более изысканных, изображены ниже:
Это очень хороший пример использования пневматической шлифовальной машины и адаптера QCTP…
TP Grinder на основе маршрутизатора: немного более тяжелая работа!
TP Grinder снова на базе маршрутизатора…
Двигатель швейной машины TP Grinder…
9000 3
TP Шлифовальный станок от фрезерного станка Makita…
Шлифовальный станок с шлифовальный станок.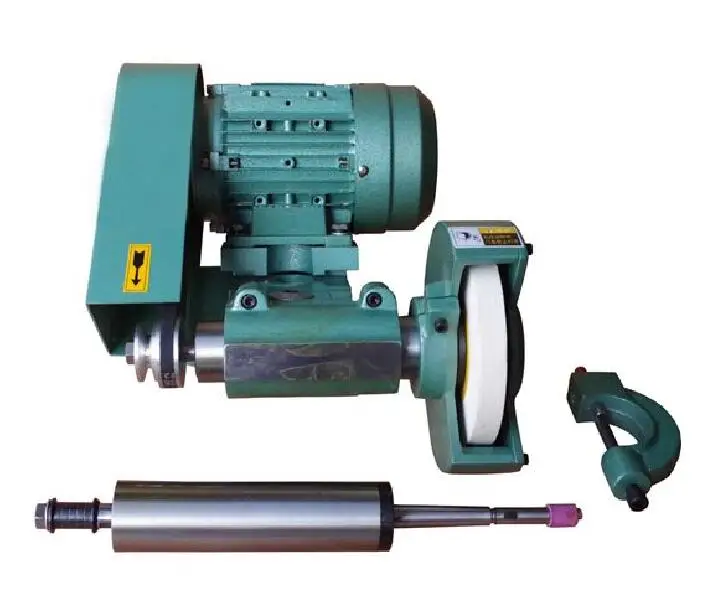 Обратите внимание на кулачковый механизм наверху для включения шлифовального станка…
Обратите внимание на кулачковый механизм наверху для включения шлифовального станка…
Еще один шлифовальный станок на базе инструментальной шлифовальной машины…
Инструмент DeWalt Zip Tool — это машина для тяжелых условий эксплуатации, совместимая с Dremel…
Хороший инструмент от RCPlanebuilder на HMEM
90 003
Детали шпинделя. Обратите внимание на накатку на валу — исходный срез слишком мал. Накаткой поднял его, чтобы подшипник лучше подходил!
Компоненты привода.
Электродвигатель представляет собой стартер радиоуправляемого самолета. По словам застройщика, это оказалось маргинальным…
Проект Nice Cartridge Spindle от Mad Modder
И шлифовальный станок TP, который идет с этим шпинделем, здесь.
3/16″ Ремни Redthane…
Шкив, изготовленный с концевой фрезой 3/16″ и 4-й осью/делителем…
Картриджный шпиндель и двигатель швейной машины …
Приведение в соответствие Задняя панель…
Пилот…
Линейная расточка пластин держателя шпинделя. Хороший способ сделать это на токарном станке!
Модернизация на более мощный двигатель!
Адаптер для установки колес Dremel…
Теперь переработан для использования штифтового патрона — гораздо более точного, чем патрон Dremel!
Назад к Projects Central…
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту.