Шлифовка станины токарного станка: Шлифовка станин
Содержание
Производим ремонт станины станков | Запчасти, комплектующие и узлы к станкам
Производим ремонт станин токарно-винторезных станков различных серий, который также включает в себя шлифовку станины, изготовление ходового винта.
Токарный станок – яркий представитель металлорежущего оборудования. В процессе длительной эксплуатации, благодаря высоким нагрузкам он подлежит неизбежному износу и постепенно выходит из строя. Одним из признаков критических показателей износа считается снижение точности металлообработки, однако это не является поводом для замены оборудования. Квалифицированный капитальный ремонт всегда поможет вернуть его «к жизни» и восстановить работоспособность станка.
Конструктивно станки токарной группы представлены различными узлами, отличающимися своим функциональным назначением. В той либо иной степени износ касается каждого из них, да и сложность восстановления зависит от степени повреждений. Одной из специфичных операций входящих в состав любого капитального ремонта считается ремонт станины токарного станка, гарантирующий качество его дальнейшей работоспособности.
Одной из специфичных операций входящих в состав любого капитального ремонта считается ремонт станины токарного станка, гарантирующий качество его дальнейшей работоспособности.
Станина станка
Одой из основных составляющих токарного станка принято считать его станину. Расположенная на двух тумбах она представляет собой жесткое основание, обеспечивающее компоновку и функциональное взаимодействие между собой всех основных узлов станка. Конструктивно станина имеет две продольные взаимно параллельные стенки, усиленные поперечными ребрами жесткости. Для большей прочности и массивности основа токарного станка, как правило, отливается из чугуна.
В левой части станины крепится передняя (шпиндельная) бабка и коробка подач, обеспечивающая вращение ходового винта. Вдоль верхней плоскости станины расположены параллельные направляющие, по которым передвигаются задняя бабка и каретка суппорта. В зависимости от модели токарного станка поперечное сечение направляющих может существенно отличаться.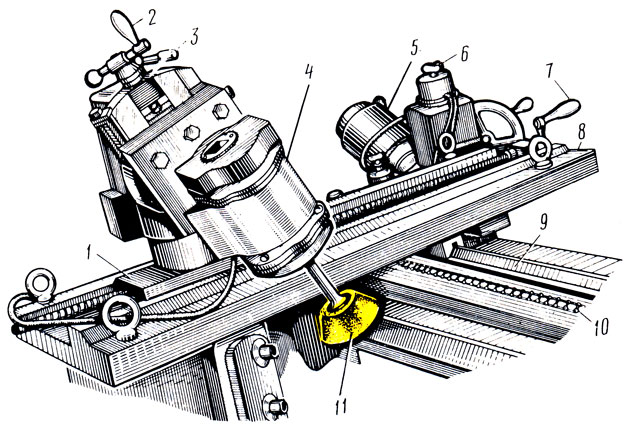 Опорные плоскости бывают прямоугольными, трапецеидальными и треугольными, кроме того направляющие должны обладать высокой прочностью на изгиб.
Опорные плоскости бывают прямоугольными, трапецеидальными и треугольными, кроме того направляющие должны обладать высокой прочностью на изгиб.
За точность металлообработки токарного станка отвечает состояние именно направляющих, в частности:
- точность обработки рабочих поверхностей;
- параллельность и прямолинейность.
От этих характеристик зависит главное – перемещение суппорта, а точнее режущего инструмента вдоль оси вращающейся заготовки без толчков и отклонений.
В процессе эксплуатации токарного оборудования основная нагрузка ложится на направляющие станин. Фактически ремонт основы представляет собой ремонт направляющих станин токарных станков, поскольку именно эти составляющие подлежат износу. Зачастую восстановление станины в ходе капитального ремонта сопровождается параллельной заменой ходового винта и вала.
Особенности ремонта станины
Ремонт станины станка достаточно сложная процедура, связанная, прежде всего с габаритами восстанавливаемого объекта. Основными технологическими приемами при восстановлении направляющих считаются строгание, фрезеровка, шлифовка, шабрение, протягивание и другие способы металлообработки. Выбор способа зависит от различных факторов, среди которых следует отметить:
Основными технологическими приемами при восстановлении направляющих считаются строгание, фрезеровка, шлифовка, шабрение, протягивание и другие способы металлообработки. Выбор способа зависит от различных факторов, среди которых следует отметить:
- твердость материала направляющих;
- состояние и степень износа станины;
- техническую оснащенность ремонтной базы;
- подготовленность персонала.
Среди наиболее распространенных способов восстановления состояния направляющих можно выделить обработку поверхностей строганием, шабрением и шлифованием. Каждый из них отличается своими требованиями, например, наиболее трудоемкое шабрение целесообразно при малых износах. Более универсальным и менее затратным по времени считается шлифовка станины токарного станка, причем эта технология применима даже для восстановления закаленных высокопрочных направляющих. Обеспечивая отличные характеристики точности и чистоты обработки, шлифовка является эффективным способом ремонта станин. А, учитывая возможность обработки закаленных направляющих, в большинстве случаев метод считается безальтернативным.
А, учитывая возможность обработки закаленных направляющих, в большинстве случаев метод считается безальтернативным.
На практике шлифовка станин токарных станков производится в несколько этапов и должна включать следующие операции:
- тщательную зачистку всех задиров и забоин;
- надежную фиксацию на столе продольно-строгального станка, с соблюдением параллельности поверхностей с направлением движений;
- контролируется состояние направляющих на предмет их извернутости.
На следующем этапе приступают непосредственно к шлифовке этих элементов станины.
Специалисты нашего завода быстро и качественно произведут капитальный ремонт, включая шлифовку станины токарного станка, цена которой доступна любому заказчику. Отремонтированные нашими специалистами станки полностью восстанавливают работоспособность, по своим характеристикам полностью соответствуя новому оборудованию.
Установка для шлифовки станин токарных станков Б/У
- Доска объявлений
- Металлообработка
- Запчасти, оснастка к металлообрабатывающим станкам
- Запчасти к токарным станкам
Объявление не актуально!
Продается мобильная установка для шлифовки станин токарных станков от 1к62 до 1м65, от метра до 10 метров. Окупаемость неделя при шлифовке 2х станков 1м63.
Создано 30.11.2017 Изменено 22.02.2018
Станки по металлу
Металлообрабатывающие станки
Запчасти на токарный станок
Запчасти для станков
Похожие объявления
Интересные статьи партнеров
Кристофер Дэвид Уайт: иллюзорные скульптуры людей и природы
Лучшее программное обеспечение с открытым исходным кодом для станков с ЧПУ
Ремонт лазерно-гравировального станка с ЧПУ LM 2030 [замена трубки излучения]
Зарубежные песни о сварке и сварщиках — топ 15
Что такое бесцентровое шлифование?
Оцилиндровка бревна на станке?! Вручную круче получается!
3 классных DIY проекта для лазерной резки
Запустили оптоволоконный лазерный станок для резки листового металла и труб XTC-1530HT/2000 IPG в Набережных Челнах!
Спиннеры и подставки для напитков в стиле Звездных Войн своими руками [чертежи прилагаются]
Вы недавно смотрели
Продам Труба ШХ15 139×16 мм, 140×14, 152×15, 159×22, 171×15, 180×32 мм Новый
Екатеринбург (Россия)
114 500
Все просмотренные объявления →
Общий | Переточка токарных станков Кто? Сколько? | Практик-механик
лось1223
Пластик
#1
У кого-нибудь есть совет по переточке токарного станка
У меня есть токарный станок Republic 14×40 в отличном состоянии, с плотной коробкой передач, плавный и тихий
Я полагаю, что они, должно быть, выполняли какие-то шлифовальные или абразивные работы, чтобы изнашивать направляющие возле патрона так сильно, что даже задняя бабка изнашивается от движения вперед-назад
Я в Мичигане
FlatBeltBob
Нержавеющая сталь
#2
Это гораздо большая работа, чем вы думаете. Токарный станок придется полностью разобрать до отливки станины, а затем установить на шлифовальный станок (обычно модифицированный старый рубанок с большим ходом). После этого головку и заднюю бабку нужно будет выровнять, чтобы они соответствовали одинаковой высоте, а скользящие поверхности седла нужно будет переработать, чтобы они соответствовали новым направляющим. Возможно, потребуется прикосновение опытного скребка, чтобы выровнять все вручную. Если вы не работаете в аэрокосмической отрасли, вы вряд ли заметите улучшение.
Токарный станок придется полностью разобрать до отливки станины, а затем установить на шлифовальный станок (обычно модифицированный старый рубанок с большим ходом). После этого головку и заднюю бабку нужно будет выровнять, чтобы они соответствовали одинаковой высоте, а скользящие поверхности седла нужно будет переработать, чтобы они соответствовали новым направляющим. Возможно, потребуется прикосновение опытного скребка, чтобы выровнять все вручную. Если вы не работаете в аэрокосмической отрасли, вы вряд ли заметите улучшение.
Научитесь с этим жить, на мой взгляд, это не стоит затрат
FBBob
металлмастер10
Нержавеющая сталь
#3
Как насчет побольше, у кого-нибудь есть информация о месте здесь, на Среднем Западе, которое могло бы выточить 80-дюймовую кровать?
У меня есть пара кусков американского железа, которые я хотел бы сохранить, но один из них нужно отшлифовать, прежде чем он будет очищен.
Спайдередж
Титан
#4
Отдайте его инженеру, он знает, что с ним делать.
кпоттер
Алмаз
#5
в мире слишком много хороших станков, чтобы тратить столько времени и денег на восстановление импортного станка. Вы никогда не вернете вложенные средства, просто используйте их или продайте и купите машину получше. Вы будете деньги вперед.
Вы никогда не вернете вложенные средства, просто используйте их или продайте и купите машину получше. Вы будете деньги вперед.
Т. Дегенхарт
Алмаз
#6
То, что эти ребята сказали о переделке седла и задней бабки, совершенно верно. Необходимо не только установить седло на станину, но и ходовой винт, управляющие тяги, коробку передач и рейку. Если у вас есть некоторый опыт здесь, задача может быть сложной. Я только что переточил 42-дюймовый тяжелый 10-местный станок SB за 250 долларов в American Grinding & Machine в Чикаго. Вы также можете уточнить у Кэша, члена этой организации, у которого есть шлифовальная мастерская в Висконсине.
Том
Ричард Кинг
Алмаз
#7
Участник «Cash» делает это, и он в Висконсине. Компания Bushe Precision в Milw также выполняет шлифовку станины токарного станка.
Майк К.
Алмаз
#8
Держу пари, что вы потратите столько же, если не больше, на ремонт этой машины, сколько вы можете купить новую. Если бы это был Monarch EE, что-то действительно большое или какая-то другая действительно хорошая, но сейчас недоступная машина, она могла бы того стоить, но не за импортный токарный станок за 4000 долларов.
Если бы это был Monarch EE, что-то действительно большое или какая-то другая действительно хорошая, но сейчас недоступная машина, она могла бы того стоить, но не за импортный токарный станок за 4000 долларов.
Занрад Копф
Алмаз
#9
TDegenhart сказал:
То, что эти ребята говорят о переделке седла и задней бабки, совершенно верно. Необходимо не только установить седло на станину, но и ходовой винт, управляющие тяги, коробку передач и рейку. Если у вас есть некоторый опыт здесь, задача может быть сложной.
Я только что переточил 42-дюймовый тяжелый 10-местный станок SB за 250 долларов в American Grinding & Machine в Чикаго. Вы также можете уточнить у Кэша, члена этой организации, у которого есть шлифовальная мастерская в Висконсине.
ТомНажмите, чтобы развернуть…
Две вещи — Да, звоните или пишите Кэш.
И СВЯТОЕ ВЕЛИКОЕ ИЗМЕЛЬЧЕНИЕ, Бэтмэн! 250 долларов? Это неплохо!
Т. Дегенхарт
Алмаз
#10
Занрад Копф сказал:
Две вещи — Да, звоните или пишите Кэш.
И СВЯТОЕ ВЕЛИКОЕ ИЗМЕЛЬЧЕНИЕ, Бэтмэн! 250 долларов? Это неплохо!
Нажмите, чтобы развернуть…

Эти люди делают отличную работу, очень разумные цены и быстрое выполнение. На самом деле это было 245 долларов. Это включало все верхние пути и нижнюю часть заднего пути. Если вы хотите иметь с ними дело, найдите их в Интернете, используя American Grinding & Machine в качестве поискового запроса, или напишите, и я предоставлю подробности.
Том
i_r_machinist
Титан
#11
Коммерческая шлифовальная компания — Наша компания
Эти ребята феноменальны. Позвоните им.
Позвоните им.
и_р_
Милланд
Алмаз
#12
TDegenhart сказал:
Эти люди делают отличную работу, очень разумные цены и быстрое выполнение. На самом деле это было 245 долларов. Это включало все верхние пути и нижнюю часть заднего пути. Если вы хотите иметь с ними дело, найдите их в Интернете, используя American Grinding & Machine в качестве поискового запроса, или напишите, и я предоставлю подробности.
Том
Нажмите, чтобы развернуть…
Привет, Том,
Я проверил AG&M в Интернете, и на странице Yelp для них было написано «Закрыто» — это неправильно (надеюсь)?
Ричард Кинг
Алмаз
№13
Пока речь идет о другом способе заточки цехов. Вот пара из США, которые также являются общенационально известными ребилдерами. Корпорация Schmiede — Высокоточная обработка и
Услуги по заточке станков Rich
Т. Дегенхарт
Алмаз
№14
Милланд сказал:
Привет, Том,
Я проверил AG&M в Интернете, и на странице Yelp для них было написано «Закрыто» — это неправильно (надеюсь)?Нажмите, чтобы развернуть.
..
У меня нет никаких указаний на то, что они закрыли операции. Да, я также видел страницу Yelp, но прежде чем поверить в это, я сделал дополнительную проверку.
Том
матовый_иссерсштедт
Алмаз
№15
Из другой темы я нашел Advance Precision Grinding в Розвилле, штат Мичиган. У меня нет связи, я никогда не был их клиентом, но *должен* быть кто-то в юго-восточном Мичигане, который делает такую работу… У меня есть машина, на которой я мог бы попробовать «процесс восстановления»… но это было бы для образовательного аспекта, развития моих навыков и т. д., и, надеюсь, в конце у меня будет хорошая машина. Если бы я просто хотел, чтобы токарный станок делал более качественные детали, я бы сделал, как было предложено выше, и нашел бы другой.
д., и, надеюсь, в конце у меня будет хорошая машина. Если бы я просто хотел, чтобы токарный станок делал более качественные детали, я бы сделал, как было предложено выше, и нашел бы другой.
Ремонт машин, очистка и осмотр | Самодельная шлифовальная машина | Практик-механик
Амах428
Пластик
#1
Чтобы развеять опасения Чарльза по поводу того, что многие посты не содержат ценной информации для группы, я хотел бы поделиться историей успеха по исправлению изношенных направляющих машин. У меня был 40-дюймовый токарный станок LeBlonde, который я купил на аукционе за 300 долларов несколько лет назад. Направляющие были изношены примерно на 0,007–0,010 в нескольких местах. работы. Как только они попадают в эту категорию, никто не утруждает себя смазкой машины, поэтому она быстро падает. Другие участники торгов могли видеть, что машина не обслуживалась, поэтому предложений практически не было, и мой низкий мяч изнашивался. После многих почистив Варсолом, я обнаружил, что нужны только подшипники и шлифовка. Все старые Леблоны были американскими, тяжелое железо, которое было трудно убить. В то время у меня не было денег, чтобы отправить его на профессиональную шлифовальную машину. Я снял передняя бабка, каретка и задняя бабка.Основываясь на маркировке и циферблатном индикаторе, я отметил самые низкие области.
Направляющие были изношены примерно на 0,007–0,010 в нескольких местах. работы. Как только они попадают в эту категорию, никто не утруждает себя смазкой машины, поэтому она быстро падает. Другие участники торгов могли видеть, что машина не обслуживалась, поэтому предложений практически не было, и мой низкий мяч изнашивался. После многих почистив Варсолом, я обнаружил, что нужны только подшипники и шлифовка. Все старые Леблоны были американскими, тяжелое железо, которое было трудно убить. В то время у меня не было денег, чтобы отправить его на профессиональную шлифовальную машину. Я снял передняя бабка, каретка и задняя бабка.Основываясь на маркировке и циферблатном индикаторе, я отметил самые низкие области.
У меня есть книга Коннелли «Восстановление станков». Он использует изготавливаемые на заказ опорные рамы циферблатных индикаторов, изготовленные из круглого прутка диаметром 1/4 дюйма. Их можно быстро изготовить с помощью сварщика. не изнашиваются в качестве опорных плоскостей. Удивительно, но почти у любого станка есть две или три из этих поверхностей, которые не подвергались износу. Они не только очень полезны для определения зон износа, но и могут использоваться в качестве направляющих для повторной обработки.
Удивительно, но почти у любого станка есть две или три из этих поверхностей, которые не подвергались износу. Они не только очень полезны для определения зон износа, но и могут использоваться в качестве направляющих для повторной обработки.
Затем я сварил несколько стержней вместе, которые действовали как тележка с трехточечным контактом с шарикоподшипниками, которые двигались по этим неповрежденным заводским опорным точкам. Это расширение идей Коннелли. Пневматическая прямошлифовальная машина, оснащенная двухдюймовым белым камнем, была установлена на поворотном подрамнике роликовой каретки с помощью двух болтов с мелкой резьбой, позволяющих точно регулировать глубину резания. Эта тележка для присяжных медленно перемещалась вручную по путям, пока нижние места не были отшлифованы. Затем последовало легкое царапание. Я схитрил и использовал двигатель Dremil и колесо Bright Boy из твердой резины, чтобы добиться отслаивания масла.
Я считаю, что эту технику можно использовать при ремонте большинства машин. Недавно я снова использовал его для шлифовки 52-дюймовых ножниц для листового металла Pexto. Худшая часть способа шлифования токарного станка — это установка каретки на нужную высоту. мало используется, но сегодня у нас есть Turcite B и подобные материалы.Здесь, в Техасе, у нас также есть шлифовальный станок по очень разумной цене в районе Далласа.Я надеюсь, что это даст некоторые идеи относительно дешевых методов восстановления старых станков.
Недавно я снова использовал его для шлифовки 52-дюймовых ножниц для листового металла Pexto. Худшая часть способа шлифования токарного станка — это установка каретки на нужную высоту. мало используется, но сегодня у нас есть Turcite B и подобные материалы.Здесь, в Техасе, у нас также есть шлифовальный станок по очень разумной цене в районе Далласа.Я надеюсь, что это даст некоторые идеи относительно дешевых методов восстановления старых станков.
сваткинс
Титан
#2
Любая идея, сколько недорогой шлифовальный станок будет стоить за небольшой токарный станок, такой как Heavy 10″
Иридиум77
Алюминий
#3
Можете ли вы опубликовать несколько фотографий вашей установки?
Т. Дегенхарт
Алмаз
#4
swatkins сказал:
Любая идея, сколько будет стоить шлифовальный станок по разумной цене за небольшой токарный станок, такой как Heavy 10″
Нажмите, чтобы развернуть…
Пару лет назад я переточил свою тяжелую 10-ку. Цена вполне приемлемая, 280 долларов.
Том
Макгайвер
Алмаз
#5
TDegenhart сказал:
Пару лет назад я переточил свою тяжелую 10-ку. Цена вполне приемлемая, 280 долларов.
Нажмите, чтобы развернуть…
вау, это кажется очень низким.
Где-то здесь была ветка о самодельном шлифовальном станке, который на первый взгляд кажется красивым деревом, но когда вы слушаете процесс, рациональный и общий подход, он хорошо продуман. Возможно, вам стоит поискать.
Если описанный вами подход и является недостатком, так это то, насколько точны эти поверхности. Увидев, как делаются токарные станки, по крайней мере в этом случае отливку сначала обрабатывали на строгальном станке, а затем переносили на большой шлифовальный станок с набором колес, которые одновременно обрабатывали все поверхности. Хотя это может быть и не обязательно, нетрудно представить, как строганые поверхности могут быть немного менее точными, чем шлифованные поверхности — высокие зажимные усилия на неровной поверхности, изношенный строгальный станок, менее точный или ровный строгальный станок (или фреза для это имеет значение) и т. д. … ничего, что могло бы иметь значение для производителя, поскольку это был всего лишь черновой шаг.
Увидев, как делаются токарные станки, по крайней мере в этом случае отливку сначала обрабатывали на строгальном станке, а затем переносили на большой шлифовальный станок с набором колес, которые одновременно обрабатывали все поверхности. Хотя это может быть и не обязательно, нетрудно представить, как строганые поверхности могут быть немного менее точными, чем шлифованные поверхности — высокие зажимные усилия на неровной поверхности, изношенный строгальный станок, менее точный или ровный строгальный станок (или фреза для это имеет значение) и т. д. … ничего, что могло бы иметь значение для производителя, поскольку это был всего лишь черновой шаг.
Вы выровняли переднюю и заднюю бабки? Каретку также следует зашкурить — от того, насколько хорошо поддерживается стопка блинов, действительно зависит производительность токарного станка. Без хорошего контакта вы получаете функцию офшорного токарного станка, выполняющую 5 резов, чтобы отработать возвратную пружину — это потому, что стопка блинов не поддерживается и сгибается легко, но в разной степени от силы резания
только мое мнение, но либо как это такое большое кровавое усилие вложить в машину, я хочу, чтобы это была машина, которую стоило бы очистить или отправить на шлифовку.
Последнее редактирование:
Алекс Макгилтон
Чугун
#6
Семейная скидка?
Для токарного станка с плоскими направляющими это звучит разумно.
Южный отвод с тройными V-образными направляющими необходимо отшлифовать с помощью круга со скошенной кромкой, и оператор должен помнить, что линии схождения должны совпадать с ними, а также с линиями передней бабки, задней бабки и седла.
Мне предложили 1500 долларов за землю для импортной машины 1440 при условии, что я оплачиваю транспортировку в Драммондвилль, Квинсленд.
Я думаю, вы опустили десятичную дробь.
Макгайвер
Алмаз
#7
Алекс МакГилтон сказал:
Южный изгиб с тройными V-образными канавками должен быть отшлифован с помощью круга со скошенной кромкой, и оператор должен помнить о том, что линии схождения должны совпадать с ними, а также с линиями передней бабки, задней бабки и седла.
Мне предложили 1500 долларов за то, чтобы моя импортная машина 1440 была заземлена, при условии, что я оплачиваю транспортировку в Драммондвилль, Квинсленд.
Я думаю, вы опустили десятичную дробь.Нажмите, чтобы развернуть…

В тех, которые я видел, используются чашечные шлифовальные круги, и они наклоняют их на необходимый угол, станина не меняется в течение всей операции, поэтому все выходит параллельно станине шлифовального станка. 9профиль, вам потребуется либо тщательная очистка седла, либо шлифовальная машина, обеспечивающая сохранение точек схождения.
Я никогда не был в магазине, только разговаривал с ними по телефону. Там машина была явно точна до 0,005 на 12 футов, не было никакой гарантии, что она была лучше, чем та другая дробилка на притоке, впадающем в большую реку.
гкуде
Чугун
#9
Несколько лет назад (может быть, 5?) я обратился в Commerce в Далласе за шлифовкой 6-футовой кровати Southbend, и мне предложили 1100 долларов.
Макгайвер
Алмаз
9профиль, вам потребуется либо тщательная очистка седла, либо шлифовальная машина, обеспечивающая сохранение точек схождения.
.Нажмите, чтобы развернуть…
Я думал, что под сходимостью ты подразумеваешь параллельность поверхностей. Я не утверждаю, что являюсь экспертом по гриндингу, но я не думаю, что они беспокоятся о конвергенции там, где будет вершина V. Шлифовка для удаления износа и создания параллелизма, после чего мастер по сборке зачищает сопрягаемые поверхности для подгонки и выравнивания.
вы имели в виду .0005″ ? или вы указываете это в мм? 5 тысяч было бы ужасно.

Алекс Макгилтон
Чугун
#11
Я должен был дать больше деталей. Поскольку кончики V-образных путей затуплены, точка схождения представляет собой точку, в которой ребра сходятся над путями. И точечные линии вдоль путей должны быть последовательными, ровными и прямыми.
См. изображение. Это представляет собой седло и хвост/голову, опирающиеся на направляющие. Оба наклонены на один градус и опираются на три точки. Они будут стабильными, но не будут носиться должным образом
Я сказал 0,005 на высоте более 12 футов. Если бы это было 5 десятых или 5 микрон, то плоскостность их машины была бы ровной поверхности пластины AAA.
 Предполагая, что ошибка представляет собой постоянную кривую, тогда машина будет шлифовать 0,00042 плоской поверхности на фут, что лучше, чем моя шлифовальная машина 612, прежде чем я ее очистил.
Предполагая, что ошибка представляет собой постоянную кривую, тогда машина будет шлифовать 0,00042 плоской поверхности на фут, что лучше, чем моя шлифовальная машина 612, прежде чем я ее очистил.Макгайвер
Алмаз
#12
Алекс МакГилтон сказал:
Я должен был дать больше подробностей. Поскольку кончики V-образных путей затуплены, точка схождения представляет собой точку, в которой ребра сходятся над путями. И точечные линии вдоль путей должны быть последовательными, ровными и прямыми.

См. изображение. Это представляет собой седло и хвост/голову, опирающиеся на направляющие. Оба наклонены на один градус и опираются на три точки. Они будут стабильными, но не будут носиться должным образом
Я сказал 0,005 на высоте более 12 футов. Если бы это было 5 десятых или 5 микрон, то плоскостность их машины была бы ровной поверхности пластины AAA. Предполагая, что ошибка представляет собой постоянную кривую, тогда машина будет шлифовать 0,00042 плоской поверхности на фут, что лучше, чем моя шлифовальная машина 612, прежде чем я ее очистил.
Посмотреть вложение 139442Нажмите, чтобы развернуть…
это не то, что происходит. Вершина V-образных и плоских ножек должна быть параллельна, а не высоте. Шлифовальный станок станин (или скребок, если уж на то пошло) не шлифует их под шпиндельную бабку и т.д., он шлифует поверхности до ровности и параллельности. Это поправка на износ. После шлифовки состояние, показанное на рисунках, будет существовать и будет исправлено зачисткой сопрягаемых компонентов для выравнивания и надлежащего контакта с поверхностью подшипника.

Я бы не считал 5 тысяч более 12 футов даже близко приемлемым. Во много раз легче выровнять длинную тонкую полосу с точностью до десятой доли, чем большой прямоугольник… может быть, кто-то из парней, у которых они были переточены, может подсказать, какие допуски обычно были бы с качественным набором до
Алекс Макгилтон
Чугун
№13
Да, я знаю, что угол и латеральное расстояние важны, и я виноват в упрощении. Да, нижняя сторона седла, передняя/задняя бабка
должны быть заново очищены
, чтобы соответствовать новому профилю направляющих станины.
 Но это трудоемкая работа, на которую не все домашние машинисты хотят браться. Если это возможно, техник по шлифовке должен убедиться, что высота вершин, боковое расположение и угол сохранены, по крайней мере, для сведения к минимуму количества соскабливания или потенциальной возможности прямой повторной сборки.
Но это трудоемкая работа, на которую не все домашние машинисты хотят браться. Если это возможно, техник по шлифовке должен убедиться, что высота вершин, боковое расположение и угол сохранены, по крайней мере, для сведения к минимуму количества соскабливания или потенциальной возможности прямой повторной сборки.5 тысяч на 12 футов ужасно и плохо подходит для шлифовки станин токарных станков, поэтому я упомянул, что их станок не намного лучше, чем станок над морем. Тем не менее количество ошибок с моей стороны правдоподобно и полезно для их целей.
Калибр
Алмаз
№14
Мне интересно, если все это беспокойство, если все это беспокойство по поводу «десятых» не усредняется по длине контакта седла.

Кто-нибудь хочет посчитать?
наличные
Титан
№15
gcude сказал:
Несколько лет назад (может быть, 5?) я обратился в Commerce в Далласе за шлифовкой 6-футовой кровати Southbend, и мне предложили 1100 долларов.
Нажмите, чтобы развернуть…
Это была бы хорошая цена и знание того, что машина сделана правильно на машине, созданной для этой цели.
Макгайвер
Алмаз
№16
КалГ сказал:
Мне интересно, не усредняется ли вся эта забота о «десятках» по контактной длине седла.
Нажмите, чтобы развернуть…
imo нет, точность, о которой мы заботимся, — это относительная геометрия; является ли задняя бабка V (вершина) идеально параллельной V каретки, или высота вершины остается параллельной плоскости. …. предполагается, что каждая отдельная плоская поверхность настолько плоская, насколько это возможно, какой она была бы, если бы ее правильно соскоблили или отшлифовали. Также предполагается, что передняя бабка, каретка и задняя бабка царапают станину как часть правильного способа ремонта токарного станка.
imo, лучший подход — это укладывать кровать, начните с того, чтобы сделать кровать настолько близкой к идеальной, насколько позволяют методы, и соскребите ее вверх.
 Если станина выдвинута на тысячу, ваш токарный станок будет иметь точность только до 0,002″. Для некоторых токарных станков может быть все равно, однако (личное мнение здесь) это такой чертовски большой объем работы, который не стоит делать для токарный станок, где тебе все равно
Если станина выдвинута на тысячу, ваш токарный станок будет иметь точность только до 0,002″. Для некоторых токарных станков может быть все равно, однако (личное мнение здесь) это такой чертовски большой объем работы, который не стоит делать для токарный станок, где тебе все равноМакгайвер
Алмаз
# 17
Алекс МакГилтон сказал:
Да, нижнюю часть седла, переднюю/заднюю бабку следует заново очистить, чтобы они соответствовали новому профилю направляющих станины. Но это трудоемкая работа, на которую не все домашние машинисты хотят браться.
 .
.Нажмите, чтобы развернуть…
если вы не царапаете эти элементы для выравнивания и правильного контакта подшипников, вам лучше оставить токарный станок как есть. Есть много способов заставить изношенный токарный станок работать на вас, но выравнивание и прилегание к станине с помощью шабрения не обязательно, и без этого будет беспорядок
Алекс Макгилтон
Чугун
# 18
Если это возможно, техник по шлифованию должен убедиться, что высота вершин, боковое расположение и угол сохранены, по крайней мере, для сведения к минимуму количества соскабливания или потенциальной возможности прямой повторной сборки.

Нажмите, чтобы развернуть…
Скажем, у вас есть 5 тыс. падений в середине 5-футового пути, что почти гарантирует пологую кривую. Седло длиной 10 дюймов будет изнашиваться, чтобы соответствовать этому изгибу, придавая ему 1000 изгибов. Затем у вас есть направляющие для кровати, перестроенные и равные 1 тысяче по всей длине. Подвижные компоненты скользят обратно, фордевинды сбрасываются, а седло имеет одну тысячу камней на 10 дюймов, но его берут на себя фордевинды.
Ни в коем случае не идеально, но лучше, чем было раньше.
Макгайвер
Алмаз
# 19
Я думаю, что вы упускаете то, что невозможно (по крайней мере, с практической точки зрения) для ginder поддерживать «высоту апексов, боковое расположение и угол».
 Они гарантированно будут отличаться, а это означает, что вещи не будут выровнены или правильно закреплены. Даже если бы они это сделали, вам было бы лучше иметь изогнутое седло и кровать, чем одно плоское, а другое изогнутое и качающееся.
Они гарантированно будут отличаться, а это означает, что вещи не будут выровнены или правильно закреплены. Даже если бы они это сделали, вам было бы лучше иметь изогнутое седло и кровать, чем одно плоское, а другое изогнутое и качающееся.Похоже, я не смогу вас убедить
Стивен Томас
Алмаз
#20
цитата]Скажем, у вас есть 5 тыс. падений в середине 5-футового пути, что почти гарантирует пологую кривую. Седло длиной 10 дюймов будет изнашиваться, чтобы соответствовать этому изгибу, придавая ему 1000 изгибов. Затем у вас есть направляющие для кровати, перестроенные и равные 1 тысяче по всей длине.

