Устройство токарного станка 16к20: Токарный станок 16К20: устройство,характеристика,схемы станка
Содержание
Устройство токарно винторезного станка
Разработка новых технологий восстановления, увеличение срока службы восстановленных деталей является одной из приоритетных задач технического сервиса в АПК. В современном тракторе или автомобиле, если правильно использовать устройство токарно винторезного станка, можно восстановить более сотни валов, при этом необходимо стремиться к тому, чтобы ресурс восстановленной детали составлял 80‒100 % от новой.
В процессе работы вал испытывает большие нагрузки, его поверхности подвергается значительным износам. При эксплуатации он утрачивает износостойкость, усталостную прочность и жесткость. Существует достаточно большое количество способов наращивания изношенной поверхности валов. При восстановлении деталей – тел вращения (валов) в большинстве случаев применяют наплавку, напыление или гальванические покрытия. Для этого используют полуавтоматические или автоматические наплавочные станки. В небольших предприятиях металлообработки, как правило, такие станки отсутствуют из-за их относительно большой стоимости и низкого коэффициента использования. Недорогие ручные сварочные или наплавочные установки имеются практически на всех ремонтных предприятиях. Однако наплавлять детали типа валов вручную неудобно, так как, во-первых, наплавленный слой получается неравномерный по толщине, во-вторых, очень низкая производительность, в-третьих, наплавленный слой имеет пустоты и раковины.
Недорогие ручные сварочные или наплавочные установки имеются практически на всех ремонтных предприятиях. Однако наплавлять детали типа валов вручную неудобно, так как, во-первых, наплавленный слой получается неравномерный по толщине, во-вторых, очень низкая производительность, в-третьих, наплавленный слой имеет пустоты и раковины.
Использование токарного станка для наплавки нецелесообразно из-за большой частоты вращения шпинделя (например, характеристики, которые имеет токарный станок по металлу 16к20 такие, что минимальная частота вращения составляет 12,5 мин-1). При установке другой пары сменных шестерён в станке можно снизить частоту оборотов, но она будет постоянна, а для деталей разного диаметра необходима разная частота вращения. Скорость наплавки в зависимости от толщины электрода изменяется от 0,25 до 1,5 м/мин. Частота вращения детали при таких скоростях должна быть в пределах от 2 до 10 мин-1. Если непосредственно купить токарный станок под восстановление деталей, то на токарный станок можно установить приспособление, способное при оборотах шпинделя 12,5 мин-1 плавно изменять частоту вращения детали (вариатор) от 2 до 5 мин-1, то скорость вращения детали можно изменять в пределах от 2 до 10 мин-1 (таблица).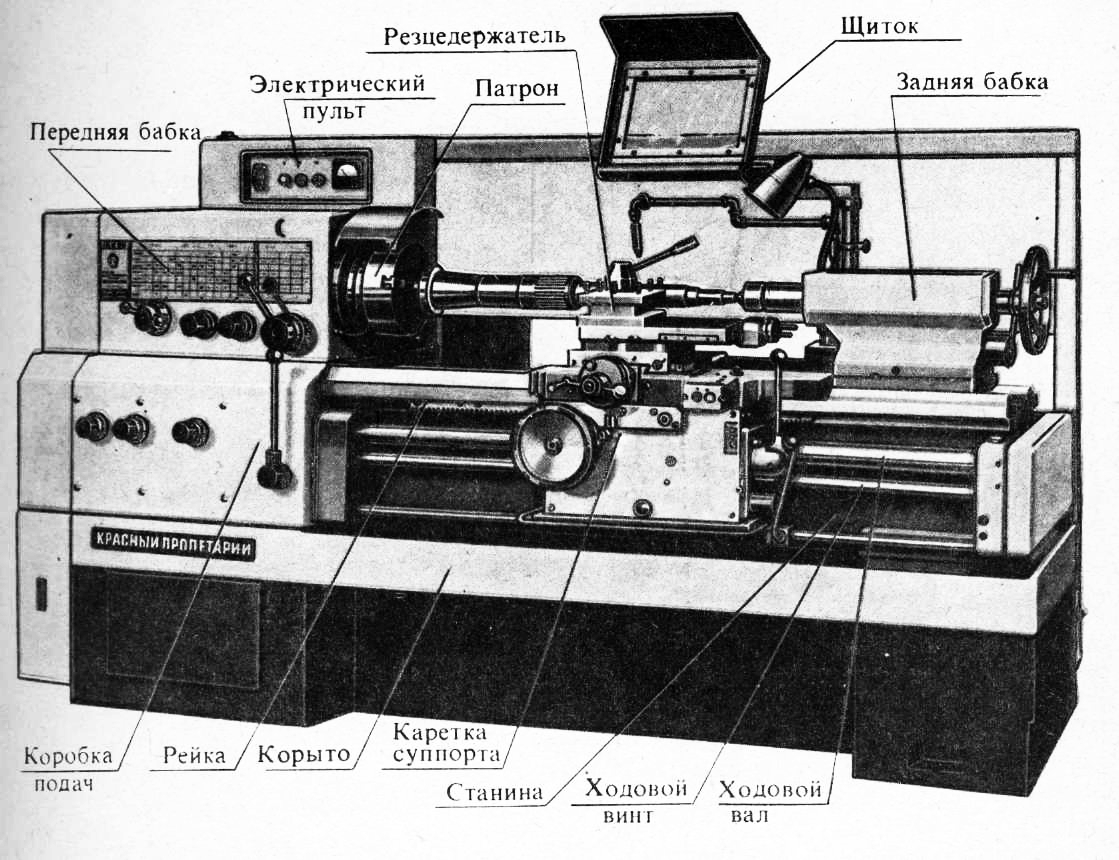
Наплавочную головку можно установить на суппорт токарного станка по металлу (автоматическая подача суппорта по паспорту станка 16К20 находится в пределах от 0,05 до 5,6 мм/об) и, таким образом, можно обеспечить качественную наплавку деталей типа валов на токарном станке.
Таблица. Частота вращения детали в зависимости от оборотов шпинделя
| Частота вращения детали, мин-1 | 2‒5 | 2,56‒6,4 | 3,2‒8 | 4‒10 |
Конструктивно наиболее просто бесступенчатое регулирование осуществляется в передачах трением, вследствие чего они получили преимущественное распространение в вариаторах. Так как при наплавке на деталь не действуют какие либо силы, то вариатор будет работать в «мягком» режиме, конструкция его должна быть достаточно проста, поэтому в данном случае наиболее подходящим будет фрикционный вариатор, работающий с непосредственным контактом через фрикционные диски. Вращатель устанавливается на направляющие токарного станка с креплением, как у люнета, входной вал зажимается в патроне станка, а на выходной вал устанавливается токарный патрон, позволяющий закрепить валы диаметром до 100 мм или в центрах.
Вращатель устанавливается на направляющие токарного станка с креплением, как у люнета, входной вал зажимается в патроне станка, а на выходной вал устанавливается токарный патрон, позволяющий закрепить валы диаметром до 100 мм или в центрах.
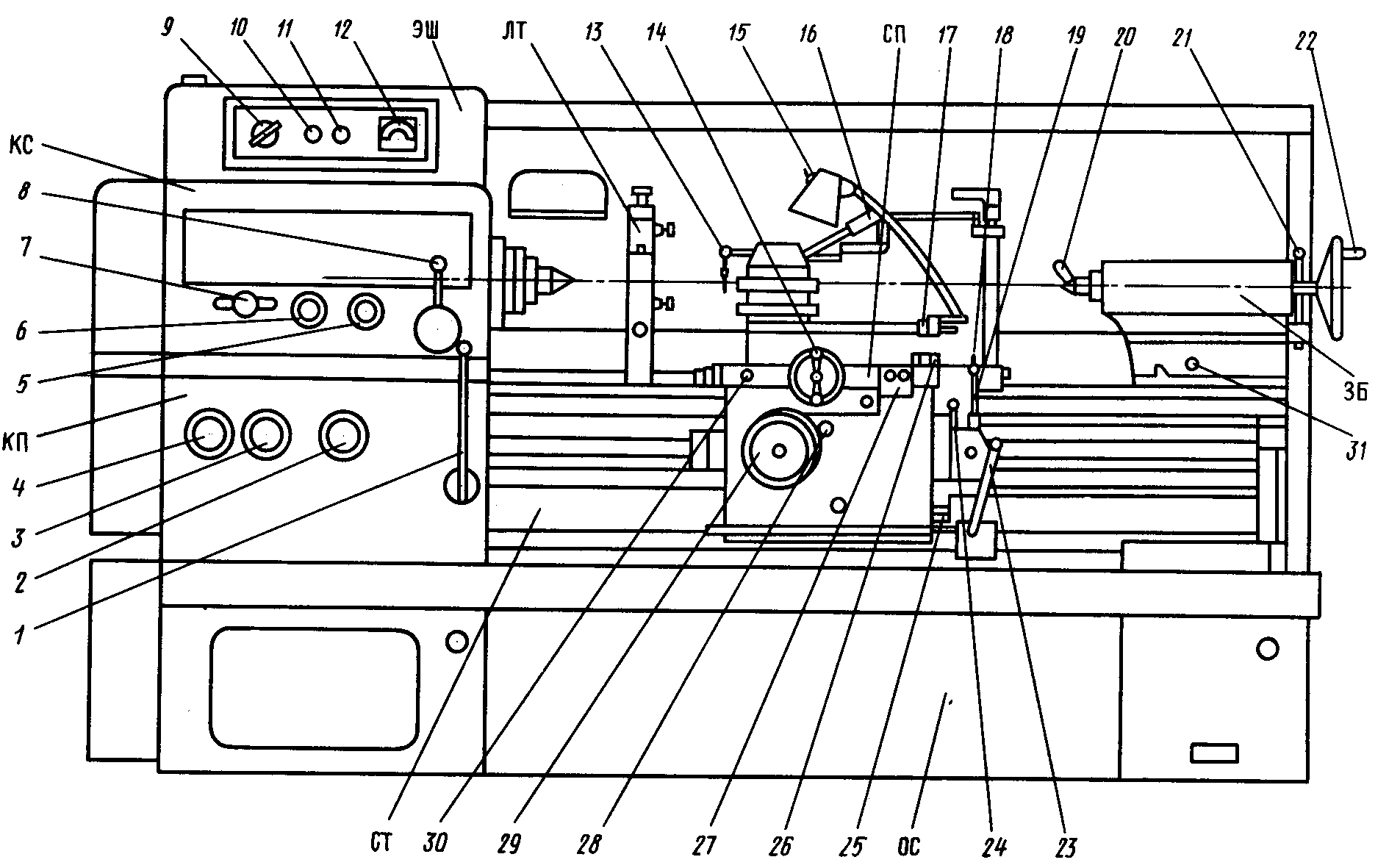
Вращатель устанавливается и закрепляется на направляющих токарно винторезного станка (рис. 1). Ведущий вал 1 (рис. 2) закрепляется в патроне токарного станка. В патрон вариатора 2 закрепляется восстанавливаемая деталь (непосредственно или в центрах). При включении оборотов, устройство токарно винторезного станка ведущий вал 1 через фрикционные диски 3, 4, 5 и 6 передает вращение на патрон 2 и, соответственно, деталь. Частота вращения плавно регулируется винтом 7, который может перемещать блок дисков 4 и 5, изменяя тем самым передаточное число. Усилие поджатия дисков обеспечивается пружинами 8. После обработки деталь снимается с токарного станка.
|
Основные узлы станка Категория: Токарное дело Основные узлы станка Станина является основанием станка, на котором монтируют его основные узлы. Станина устанавливается на две пустотелые тумбы, к которым прикреплено корыто для сбора стружки и охлаждающей жидкости. В левой тумбе расположен главный электродвигатель, в правой — резервуар и насос для подачи охлаждающей жидкости. Передняя бабка представляет собой литой чугунный корпус, внутри которого размещается коробка скоростей шпинделя. Передний конец шпинделя имеет внутреннюю коническую расточку с конусом Морзе №5, в которую вставляется передний центр и различные приспособления для закрепления заготовок. На переднем конце шпинделя имеется посадочный конус, по которому базируются патроны для закрепления заготовок. Шпиндель установлен на двух опорах качения. Передняя опора представляет собой регулируемый двухрядный роликовый подшипник с внутренним коническим кольцом. 1. СХЕМА ВАРИАНТА НАСТРОЙКИ МЕХАНИЗМА ФАРТУКА СТАНКА 1К62 НА ПОПЕРЕЧНУЮ ПОДАЧУ Внутри передней бабки находится также фрикционная реверсивная муфта и тормозное устройство. Фрикционная муфта. Зубчатое колесо прямого хода имеет ступицу с пазом. Такую же ступицу имеет и зубчатое колесо обратного хода. Внутри ступиц расположены стальные фрикционные диски, Наружные выступы которых входят в пазы ступиц, и диски со шлицевым отверстием; выступы шлицев отверстия входят в канавки шлицев полого, вала. 2. ШПИНДЕЛЬ СТАНКА 1К62 И ЕГО ОПОРЫ: Работа фрикционной муфты заключается в том, что при прижатии дисков к дискам между ними благодаря трению возникает сцепление и вращение от вала через диски передается к блоку зубчатых колес 56—51 или к колесу. Коробка подач закреплена на станине ниже передней бабки, внутри коробки находится механизм передачи вращения от шпинделя к ходовому валу и ходовому винту, а также механизм для регулирования частот вращения ходового винта и ходового вала с целью получения различного шага резьбы и различных подач. В коробке подач находится также обгонная муфта, позволяющая включать ускоренный ход суппорта от отдельного электродвигателя без выключения цепи нормальных подач. Обгонная муфта состоит из ведущей обоймы и ведомого диска с вырезами, в которых располагаются шарики. При вращении обоймы шарики заклиниваются в вырезах и вращение от обоймы передается на диск, таким образом валы XV и XVI связываются между собой. При вращении ходового вала XVI от отдельного электродвигателя ускоренного 3. ФРИКИИОННАЯ МУФТА: 4. ТОРМОЗНОЕ УСТРОЙСТВО СТАНКА 1ОУ 1К62: 5. ОБГОННАЯ МУФТА: 6. Суппорт станка 1к62: 7. РЕЗЦЕДЕРЖАТЕЛЬ СТАНКА 1К62: Суппорт состоит из каретки, которая движется по направляющим станины; фартука, поперечных салазок, которые движутся по направляющим каретки; поворотной плиты; верхних (резцовых) салазок, на которых закреплен резцедержатель. Для обработки конусов верхние салазки суппорта поворачиваются вместе с поворотной плитой при отжиме двух фиксирующих таек на винтах. После устранения «мертвого хода» винт затягивают. Нормальная регулировка предусматривает небольшой «мертвый ход» (до двух делений лимба поперечных салазок). Резцедержатель. Основной частью резцедержателя является четырехгранная поворотная головка, сидящая на центрирующем выступе верхних салазок. Положение головки относительно верхнего суппорта фиксируется при помощи конического фиксатора, поджатого пружиной, и шарикового фиксатора, поджатого пружиной. На пальце находится фланец 8, имеющий торцовые скошенные зубья, и муфта также с торцовыми зубьями, которая прижимается к кулачку пружиной и свободно скользит своими наружными шлицами по внутренним шлйцам втулки, запрессованной в рукоятке. При перегрузке в цепи движения подачи (если суппорт подошел к упору или резец уперся в уступ) суппорт мгновенно останавливается, а с ним и вся кинематическая цепь фартука. Сидящая на валу XVIII кулачковая предохранительная муфта также останавливается. Но так как ходовой вал I и шестерни фартука — продолжают в этом положении вращаться, то муфта, скользя по скосам торцовых кулачков, сжимает пружину 4 и отходит вправо от диска 5 с кулачками. При этом муфта отключается и передача вращения на реечную шестерню прекращается. Пружину предохранительной муфты регулируют гайкой 6 при отвинченном колпачке. 8. ПРЕДОХРАНИТЕЛЬНАЯ МУФТА ФАРТУКА Ходовой винт и резьбовая гайка. Ходовой винт станка имеет трапецеидальную резьбу с шагом 12 мм. Винт сопрягается с разъемной гайкой, которая состоит из двух половинок (полугаек) расположенных в фартуке станка. Замыкание и размыкание полугаек осуществляется диском 3 со спиральными прорезями и пальцами, связанными с полугайками. 9. РАЗЪЕМНАЯ ГАЙКА 10. задняя бабка станка 1к62: При повороте рукоятки прорези диска, воздействуя через пальцы на полугайки, замыкают их на ходовом винте, что делает возможным продольную подачу каретки суппорта для нарезания резьбы. Задняя бабка крепится на правом конце станины и перемещается по ее направляющим. Реклама:Читать далее:Общая характеристика токарно-винторезного станка 16К20
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Станина изготовляется из высокопрочного модифицированного чугуна и имеет коробчатую форму с поперечными ребрами. Передняя направляющая станины призматическая, задняя — плоская. По направляющим перемещаются каретка суппорта и задняя бабка.
Станина изготовляется из высокопрочного модифицированного чугуна и имеет коробчатую форму с поперечными ребрами. Передняя направляющая станины призматическая, задняя — плоская. По направляющим перемещаются каретка суппорта и задняя бабка. Подшипник регулируют затягиванием гайки (стопора), которая нажимает на внутреннее кольцо подшипника. Кольцо при этом надвигается на коническую шейку шпинделя и разжимается; таким образом уменьшается зазор между кольцами и роликами, образовавшийся в результате износа. Задняя опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируют только при текущем осмотре станка.
Подшипник регулируют затягиванием гайки (стопора), которая нажимает на внутреннее кольцо подшипника. Кольцо при этом надвигается на коническую шейку шпинделя и разжимается; таким образом уменьшается зазор между кольцами и роликами, образовавшийся в результате износа. Задняя опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируют только при текущем осмотре станка. Фрикцион включается муфтой. При включении муфты влево включается прямое вращение шпинделя, при включении вправо — обратное вращение. Диски фрикционной муфты постепенно изнашиваются, и муфта начинает пробуксовывать. Для устранения этого при помощи гаек сближают фрикционные диски. Тормозное устройство (тормоз) . На валу III коробки скоростей закреплен тормозной шкив, охватываемый стальной тормозной лентой. Включение тормоза происходит при нейтральном положении фрикционной муфты, когда выступ рейки воздействует на рычаг. Тормоз регулируют натяжением тормозной ленты гайкой. При правильно отрегулированном тормозе время торможения шпинделя (без патрона и заготовки), вращающегося с частотой 2000 об/мин, должно составлять не более 1,5 с.
Фрикцион включается муфтой. При включении муфты влево включается прямое вращение шпинделя, при включении вправо — обратное вращение. Диски фрикционной муфты постепенно изнашиваются, и муфта начинает пробуксовывать. Для устранения этого при помощи гаек сближают фрикционные диски. Тормозное устройство (тормоз) . На валу III коробки скоростей закреплен тормозной шкив, охватываемый стальной тормозной лентой. Включение тормоза происходит при нейтральном положении фрикционной муфты, когда выступ рейки воздействует на рычаг. Тормоз регулируют натяжением тормозной ленты гайкой. При правильно отрегулированном тормозе время торможения шпинделя (без патрона и заготовки), вращающегося с частотой 2000 об/мин, должно составлять не более 1,5 с.
 11 — фрикцион-
11 — фрикцион- При неравномерном или тугом перемещении каретки по направляющим станины или поперечных салазок по своим направляющим регулируют прижим планок сзади каретки и затяжку клиньев салазок. Износ гайки поперечных салазок вызывает «мертвый ход», который устраняют подтягиванием клина, находящегося между половинками гайки.
При неравномерном или тугом перемещении каретки по направляющим станины или поперечных салазок по своим направляющим регулируют прижим планок сзади каретки и затяжку клиньев салазок. Износ гайки поперечных салазок вызывает «мертвый ход», который устраняют подтягиванием клина, находящегося между половинками гайки. Фартук. Спереди каретки к суппорту прикреплен фартук — коробка, внутри которой находится механизм для преобразования вращательного движения ходового валика и ходового винта в прямолинейное поступательное движение суппорта, а также предохранительная муфта, служащая для предохранения станка от перегрузки и автоматического отключения подачи при достижении суппортом станка неподвижного упора.
Фартук. Спереди каретки к суппорту прикреплен фартук — коробка, внутри которой находится механизм для преобразования вращательного движения ходового валика и ходового винта в прямолинейное поступательное движение суппорта, а также предохранительная муфта, служащая для предохранения станка от перегрузки и автоматического отключения подачи при достижении суппортом станка неподвижного упора.
 Корпус может иметь поперечное смещение относительно опорной плиты, что необходимо при обтачивании длинных конусов. В отверстии корпуса движется пиноль. Винт подачи пиноли вращается при помощи маховичка. Предварительно заднюю бабку закрепляют на станине рукояткой, а окончательно — гайкой. Для фиксации положения пиноли служит рукоятка.
Корпус может иметь поперечное смещение относительно опорной плиты, что необходимо при обтачивании длинных конусов. В отверстии корпуса движется пиноль. Винт подачи пиноли вращается при помощи маховичка. Предварительно заднюю бабку закрепляют на станине рукояткой, а окончательно — гайкой. Для фиксации положения пиноли служит рукоятка.Запасные части к токарным станкам, токарно-карусельным станкам, фрезерным станкам 1К62, 16К20, 1М63, 6Т12.

Объявления
бизнес-объявления Товары
товары и услуги Компании
компаний в справочнике
| Поиск |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 27.06.2019
| Организация: | ООО «Мегатракт» |
| Продавец: | Валерий |
| Телефоны: | +38-0956374927 Показать телефон Написать сообщение |
| Адрес: | Украина, Днепропетровская область, г. Никополь |
Запасные части к токарным станкам, токарно-фрезерным станкам, фрезерные станки 1К62, 16К20, 1М63, 6Т12. БУ, в хорошем рабочем состоянии. Если что-то не на фото, непонятно, звоните и спрашивайте.
ВАЛЫ, ВАЛЫ, ФАРТУК, ШЕСТЕРНИ, ВИЛКА
Продам Ремень поликлиновой 16Л2240 новый
Продам манжету прессующего поршня ф 489 на формовочной машине литейной 703М
Отправить себе/другу Версия для печатиПожаловаться 0075 нарушение законов[? ]
Добавить в избранное
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie.
