Шпиндель токарного станка: Шпиндель токарного станка | ПроТехнологии
Содержание
Шпиндель токарного станка: устройство, ремонт, виды
Шпиндельный узел (ШУ, коробка скоростей) замкнута в литой чугунный картер. Главным элементом считается шпиндель, как звено станка. Это трубчатый полый вал со сквозным отверстием, на концах которого крепятся зажимные элементы или режущий инструмент. На опорах и посадочных гнездах коробки чаще используются подшипники качения. К ним предъявляются серьезные требования по соблюдению точности посадочного места. Иначе неизбежна деформация подшипниковых колец с негативными последствиями.
При малых скоростях, агрегат получает обороты от шестерни, сидящей на валу. Высокие скорости вращения достигаются от приводного шкива и ремня. Передняя опора компенсирует осевую нагрузку, причем задняя остается не закрепленной. Такой подход положительно выявляет жесткость, уменьшая нагрев, а также возможную деформацию правой шейки шпинделя.
Оглавление:
- Характеристики
- Ремонт
- Сфера использования
- Отличительные особенности
Описание и виды
Отличаются по назначению, размерам, мощности, способу привода, классу чистоты, типу опор.
Использование шпиндельной бабки привязано к быстроходности, точности поверхности заготовки, производительности токарного станка. Показатель низкого качества обработки свидетельствует о малых оборотах, изношенности гнезда, рабочего инструмента (резца), отсутствия балансировки ШУ.
Техническая характеристика шпиндельного узла ориентирована нарезать винтовую резьбу разного профиля, шага. Оборудование растачивает, сверлит заготовки любой твердости, включая каленный прокат.
Технической особенностью устройства считается точение метрической, модульной, других профилей резьбы необходимого шага. Параметры, характеризующие шпиндель:
- Диаметр обрабатываемого изделия, Д.
- Высота центров, ВЦ — означает половину (0,5Д), которая может разместиться над станиной.
- Расстояние между центрами, РМЦ — расстояние между центром задней (подвижной) бабки и кулачками патрона.
Шпиндель токарно-винторезного станка имеет правую и заднюю опоры. Первая входит в радиальный двухрядный роликовый, а задняя сидит на двух упорных шариковых подшипниках. Валы входят в конические ролики качения и получают обороты от клиноременного шкива. Конструктивная простота шпиндельного узла определяется количеством подшипников, надежной фиксацией, герметичностью элементов уплотнения.
Валы входят в конические ролики качения и получают обороты от клиноременного шкива. Конструктивная простота шпиндельного узла определяется количеством подшипников, надежной фиксацией, герметичностью элементов уплотнения.
Ремонт
Ремонт заключается в точном восстановлении шеек шпинделя. При наличии заусениц, шейки посадочных мест подвергаются проточке, шлифовке, полированию (желательно пастой ГОИ) мелкозернистой наждачной бумагой, смачивая поверхности маслом.
Посадочные места подшипников склонны к ослаблению, если не сказать изнашиванию. Приемлемый вариант реставрации: хромировка, лучше металлическое напыление требуемой высоты. Не возбраняется растачивать шейку настолько, чтоб впрессовать на нее стальную горячую втулку. После обкатки подшипники проверяют на предмет биения.
Конус шпинделя нарезается на станке. По окончании операции его шлифуют наждачным полотном. Ремонт детали выполняется при наличии станков: токарного, вертикально-фрезерного, круглошлифовального. Внутренний диаметр шпинделя привязан к РМЦ и большим размерам обработки, особенно, изделий трубного сортамента. Такие машины целесообразно приобрести для использования в нефтяной, геологоразведочной отраслях.
Ремонт детали выполняется при наличии станков: токарного, вертикально-фрезерного, круглошлифовального. Внутренний диаметр шпинделя привязан к РМЦ и большим размерам обработки, особенно, изделий трубного сортамента. Такие машины целесообразно приобрести для использования в нефтяной, геологоразведочной отраслях.
Шпиндель, как элемент токарного станка, состоит из полого ступенчатого вала. На торце его монтируется патрон или вспомогательные планшайбы для установки, фасонных изделий нестандартной формы.
Назначение
Точение наружной цилиндрической, конусной поверхности изделия, расточка внутренней оболочки. Помимо металлических материалов токарь торцует цилиндры, конуса, нарезает резьбу на древесном, композитном сырье. Вкупе со специальными навесными устройствами токарный станок выполняет также операции сверления, шлифования, фрезерования.
При этом, узел настроен на переменный режим работы, но высокой производительности с учетом применения твердосплавных инструментов (резцов).
Технологические характеристики оборудования среднего класса обеспечены достаточным уровнем автоматизации и, как следствие, качеством конечной продукции.
Шпиндельные бабки применяются в сфере энергетической, машиностроительной, авиастроения, изготовления колесных пар железнодорожного подвижного состава, турбин, конструкций прокатных станов. Продукцию этого ряда можно и желательно купить у солидных поставщиков.
Отличия
- Опоры на подшипниках качения. Не подвергаются нагреву, поскольку охлаждаются жидкой смазкой. Процесс упреждает тепловую деформацию от нагрева.
- Аэростатические посадочные места имеют электрический или воздушный привод. Работают с высокими скоростями, что повышает эксплуатационные характеристики обработки внутренних поверхностей.
- Гидростатические опорные шейки. Характеризуются отсутствием выработки при постоянных нагрузках. Фактором тому служит отсутствие контактов в металлических сочленениях шпинделя.

- Магнитные опоры. Отличаются продолжительным периодом эксплуатации под нагрузкой, без смазки. Устройство работает под воздействием магнитного поля, обеспечивая устойчивость шпинделя в заданном положении.
Стоимость описанных выше агрегатов варьируют в зависимости от диаметра заготовки, ВЦ, РМЦ, других опций.
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
|
|
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Что такое шпиндель токарного станка? (с изображением)
`;
Промышленность
Факт проверен
Эрик Таллберг
Шпиндель токарного станка является «рабочей частью» токарного станка. Токарные станки используются для резки, придания формы и обработки дерева или металла и бывают самых разных конфигураций и размеров. Шпиндель обычно располагается на левом конце станины станка, если смотреть с точки зрения оператора.
Цель шпинделя состоит в том, чтобы удерживать и вращать обрабатываемый материал, не допуская чрезмерной вибрации или трепета во время процесса обработки. Биты или режущие инструменты могут быть встроены в токарный станок, установлены в качестве аксессуара или переносятся вручную. Токарный шпиндель, следовательно, является частью машины, которая делает ее токарной.
Шпиндель токарного станка обычно состоит из пластины или диска, закрепленного на валу или с интегрированным валом, и снабженного патроном, предназначенным для захвата конкретного обрабатываемого материала. Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Шпиндель и задняя бабка смещаются друг к другу, что приводит к заклиниванию бабки. Токарный станок запускается, и шпиндель начинает быстро вращаться. Затем режущие долота входят в зацепление с заготовкой, и вращение материала осуществляется за счет того, что стационарные долота режут и придают форму материалу, который удерживается и вращается шпинделем.
Во всех современных токарных станках ось шпинделя с соответствующей передачей, подшипниками, регулировочными винтами и, во многих случаях, двигателем находится в передней бабке. По сути, передняя бабка представляет собой корпус, защищающий закрытые механизмы от загрязнения и повреждений. Корпус передней бабки также защищает оператора от травм из-за неправильной эксплуатации или неисправности станка.
Токарные станки по металлу, которые используются для точной обработки металлических заготовок при больших объемах операций, представляют собой большие машины и, по необходимости, имеют большие мощные шпиндели, которые вращаются с помощью электродвигателей. Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Токарные станки по металлу также доступны для дома или небольшого магазина, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Токарные станки по металлу также доступны для дома или небольшого магазина, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Токарный станок по дереву и его токарный шпиндель не обязательно должны быть такими большими или прочными, поэтому, за исключением крупносерийного производства, такие станки меньшего размера обычно подходят для домашней мастерской.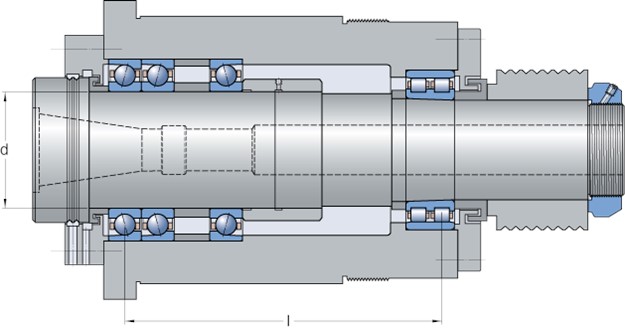
Вам также может понравиться
Рекомендуется
КАК ПОКАЗАНО НА:
Токарный шпиндель
: как это работает?
Шпиндель токарного станка является одним из наиболее важных компонентов токарного станка, который определяет его возможности обработки.
Вращает заготовку, в то время как режущий инструмент перемещается по осям X и Z для выполнения требуемой операции обработки.
В этой статье содержится подробное руководство по шпинделю токарного станка и его различным аспектам, таким как конструкция, типы и назначение.
Я также расскажу о вероятных проблемах, с которыми вы можете столкнуться при работе со шпинделем токарного станка, и о том, что следует учитывать при покупке шпинделя.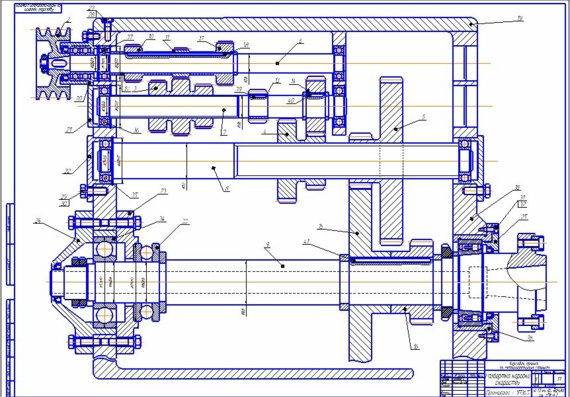
Что в этой статье?
- Lathe spindle
- Components of a lathe spindle
- Types of lathe spindles
- Manual vs CNC Lathe Spindle
- Common Terminologies Used with Lathe Spindle
- Problems with lathe spindles
- Things to consider when buying a lathe spindle
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое токарный шпиндель?
Токарный шпиндель (Источник: Rockler)
Токарный шпиндель является важным вращающимся компонентом передней бабки токарного станка. В нем находится вал шпинделя, который передает вращательное движение на патрон, тем самым вращая заготовку. Как правило, токарные станки позволяют изменять скорость вращения шпинделя в соответствии с требованиями обработки.
Обычно он состоит из компонентов из высокоуглеродистой хромсодержащей стали или мартенситной нержавеющей стали, которые обеспечивают жесткость и обеспечивают высокое усилие резания во время операции обработки.
Шпиндель токарного станка проходит через переднюю бабку и передает вращательное движение от первичного двигателя к оси, на которой закреплена бабка, через промежуточную систему привода.
Для выполнения требуемой операции обработки режущий инструмент создает большую силу резания, тем самым удаляя материал с заготовки.
В зависимости от типа токарного станка шпиндель может быть высокоскоростным (токарные станки по дереву) или мощным шпинделем (токарные станки по металлу).
Кроме того, токарные станки также могут иметь многошпиндельную конфигурацию, которая может использоваться для выполнения нескольких операций обработки за один проход.
Компоненты шпинделя токарного станка
Четыре основных компонента шпинделя токарного станка — это вал шпинделя, двигатель, подшипники и корпус шпинделя.
Вал шпинделя
Вал шпинделя
Вал шпинделя является основным компонентом шпинделя токарного станка. С одной стороны он соединяется с первичным двигателем (двигателем), а с другой обеспечивает возможность установки удерживающего устройства.
Этот вал имеет секции разного диаметра, которые служат для крепления различных компонентов шпинделя. Максимальный внешний диаметр может варьироваться до 10 дюймов (250 мм).
На переднем конце вала шпинделя находится патрон, удерживающий заготовку.
Приводной двигатель
Шпиндель токарного станка, соединенный с двигателем
Традиционные токарные станки состояли из двигателей внутреннего сгорания для привода их шпинделей.
Однако с развитием технологий электродвигатели заменили двигатели, чтобы обеспечить лучший контроль скорости и устранить нежелательные выбросы.
Передача движения от двигателя к валу шпинделя осуществляется двумя способами.
Внешний двигатель соединен с валом шпинделя с помощью зубчатой передачи или системы ременной передачи. В этой конфигурации двигатель может быть размещен вне корпуса шпинделя.
В этой конфигурации двигатель может быть размещен вне корпуса шпинделя.
Эти двигатели обычно представляют собой асинхронные двигатели с фиксированной скоростью, а зубчатый механизм обеспечивает изменение скорости.
В то время как внутренние двигатели размещены в корпусе шпинделя и напрямую соединены со шпинделем, что устраняет необходимость в трансмиссии или соединительной системе.
Обычно это асинхронные или синхронные двигатели со встроенными электронными частотно-регулируемыми приводами, такими как ЧРП HUANYANG, для изменения скорости вращения.
Внутренние двигатели обычно используются в небольших токарных станках, таких как токарные станки по дереву.
Подшипники
Шпиндель обычно состоит из двух комплектов радиально-упорных шарикоподшипников, которые удерживают шпиндель и воспринимают как радиальные, так и осевые нагрузки.
Один комплект подшипников расположен рядом с патроном, а другой рядом с двигателем.
Подшипники между валом шпинделя и корпусом противодействуют силам реакции, создаваемым двигателем, и минимизируют выделение тепла из-за трения, тем самым увеличивая срок службы шпинделя.
Корпус шпинделя
Корпус шпинделя
Корпус — это подкомпонент, который охватывает и поддерживает все остальные компоненты шпинделя.
Это может быть встроенная часть корпуса токарного станка, отдельный индивидуальный корпус или картриджное крепление фланцевого типа.
Корпус должен быть конструктивно прочным, чтобы выдерживать усталость, вибрации и случайные высокие нагрузки.
Крепление заготовки
Варианты крепления заготовки к шпинделю токарного станка
Планшайба может быть закреплена на валу шпинделя для установки ложи. Это круглая чугунная пластина, на которой закреплены заготовки.
Заготовку можно прикрепить к лицевой панели с помощью таких крепежных элементов, как гайки с Т-образными пазами, которые входят в соответствующие пазы, или болты, которые входят в резьбовые отверстия лицевой панели.
Кулачковые патроны, такие как 3-х и 4-х кулачковые, чаще всего используются для установки заготовки на шпиндель токарного станка.
В ручных патронах вы вручную затягиваете или ослабляете кулачки патрона с помощью гаечного ключа. В то время как в механических патронах движение кулачков внутрь и наружу контролируется автоматически.
Аналогичным образом, цанги могут использоваться для удержания относительно небольших заготовок и обычно используются в токарных станках с токарными станками.
Он быстрый и простой в эксплуатации, но в отличие от кулачковых патронов подходит только для узкого диапазона размеров заготовок.
Другим распространенным вариантом крепления является шпиндель. Он обычно используется в токарных станках по дереву.
Цилиндры шпинделя представляют собой удлиненные стержни с заостренным профилем и острыми зубьями, которые впиваются в заготовку и прочно удерживают ее.
Используется одновременно с противошпинделем, прикрепленным к подвижной задней бабке, которая оказывает давление на поверхность, затягивая захват заготовки.
Типы шпинделей токарных станков
Шпиндель с ременным приводом
Токарный станок с ременным приводом шпинделя (Источник: Supertechmachines)
Шпиндель с ременным приводом состоит из шпинделя, подшипниковых валов, заключенных в корпус шпинделя, и внешнего двигателя, приводящего систему в действие через система ременных шкивов.
Двигатель может иметь разную мощность и крутящий момент, а обычная скорость составляет от 12 000 до 15 000 об/мин.
Изменение скорости шпинделя этого типа достигается за счет изменения конфигурации ремня с меньшего шкива на больший шкив или наоборот.
Этот тип шпинделя сравнительно дешевле и имеет простую конструкцию.
Шпиндель с зубчатым приводом
Как и шпиндель с ременным приводом, шпиндель с зубчатым приводом состоит из шпинделя и подшипниковых валов, заключенных в корпус шпинделя. Внешний двигатель приводит в действие шпиндель через зубчатую передачу.
Мощность и крутящий момент можно изменять путем изменения передаточного числа, и, как правило, эти шпиндели могут иметь максимальную скорость около 24 000 об/мин.
Преимущества этой конфигурации включают высокий КПД, более широкий диапазон скоростей и передачу высокого крутящего момента.
Шпиндели с ременным и зубчатым приводом идеально подходят для операций, связанных с вращением больших и тяжелых заготовок.
В этих приводных системах снижение числа оборотов приводит к увеличению крутящего момента и наоборот.
Как правило, стоимость токарных станков с зубчатым шпинделем сравнительно выше, чем у токарных станков с ременным приводом.
Шпиндель с прямым приводом
Токарный станок с шпинделем с прямым приводом (Источник: Rockler)
В шпинделях с прямым приводом двигатель напрямую соединен со шпинделем, что устраняет необходимость в системе ремня или зубчатой передачи.
Двигатель имеет ограниченную мощность и крутящий момент, а скорость варьируется от 20 000 до 60 000 об/мин.
Эта конфигурация более эффективна, так как мощность передается непосредственно на шпиндель без потерь энергии.
Точность позиционирования выше, возможен более широкий диапазон скоростей. Кроме того, шпиндель работает тише и имеет более длительный срок службы.
Система прямого привода обеспечивает быстрое регулирование скорости, что делает ее идеальной для применений, где регулирование скорости является решающим фактором, например, при деревообработке.
Некоторыми из распространенных применений являются обработка более мягких материалов, чистовая обработка и шлифовка деревянных заготовок и т. д. используется для обработки различных материалов.
Современные шпиндели токарных станков имеют такие функции, как переменная скорость резания, режим управления положением и режим реверса.
Переменная скорость резания достигается за счет использования потенциометра для изменения сопротивления и, соответственно, изменения напряжения на двигателе.
Скорость шпинделя на токарных станках с ручным управлением можно изменять путем изменения конфигурации зубчатой передачи (шестерня и ременный привод) или с помощью переключателей управления (прямой привод).
По сравнению с токарными станками с ручным управлением, в токарных станках с ЧПУ запрограммированный G-код автоматически изменяет скорость вращения шпинделя в процессе обработки.
Токарные станки с ЧПУ также имеют режим управления положением, при котором шпиндель вращается для точного позиционирования для различных операций, таких как нарезание резьбы, монтаж и демонтаж заготовки.
В реверсивном режиме направление вращения шпинделя меняется на противоположное путем переключения полярности напряжения, подаваемого на двигатель.
Важным применением реверсивного режима является обработка правой и левой резьбы или отверстий.
Термины, связанные со шпинделем токарного станка, которые необходимо знать
Конус шпинделя
Конус шпинделя представляет собой коническую область, расположенную на внутренней поверхности шпинделя.
Патрон, который захватывает ложу, расположен на этой конической поверхности. Вы монтируете заготовку на эту поверхность.
Грязный, поврежденный или смещенный конус шпинделя снижает точность обработки и качество поверхности.
Биение шпинделя
Биение шпинделя относится к неточностям из-за того, что шпиндель не вращается вокруг своей первоначальной (идеальной) оси вращения.
Это может привести к очень неточной обработке поверхностей, чрезмерному удалению стружки и чрезмерному износу режущего инструмента.
Исправления возможных проблем при работе со шпинделем токарного станка
| Проблема | Возможная причина s | Решение s |
|---|---|---|
| Вибрации | Биение заготовки. Вибрация двигателя. Повреждены подшипники шпинделя. | Регулировка скорости вращения шпинделя. Проверить эксцентриситет вала шпинделя. Анализ вибрации. |
| Шум подшипника | Взаимодействие сепаратора и подшипника. Пронзительный свистящий шум из-за чрезмерной предварительной нагрузки. Щелчки из-за бринеллирования. | Анализ вибрации для анализа состояния подшипника. Определите, произошла ли остаточная деформация ступени стопорного кольца шпинделя.  |
| Шумный ремень | Износ зуба, разрыв при растяжении, неправильное натяжение ремня. | Отрегулируйте натяжение ремня, проверьте наличие утечек охлаждающей жидкости или масла, удалите загрязнения и, в идеале, замените изношенный ремень новым. |
| Плохое качество поверхности | Несоосность наконечника. Чрезмерный или неудовлетворительный расход СОЖ. Неудовлетворительная скорость вращения шпинделя. | Убедитесь, что всплывающая подсказка выровнена. Убедитесь, что подача смазочно-охлаждающей жидкости не перекрыта, а скорость потока регулируется. Используйте оптимальные скорости вращения шпинделя в соответствии с требованиями к материалу и качеству поверхности |
| Превышена нагрузка на инструмент | Режущий инструмент/вставка повреждены. Предельная нагрузка на инструмент задана неправильно. Экстремальные скорости подачи. | Замените изношенный инструмент новым. Правильно откалибруйте датчики и приборы токарного станка. Используйте более консервативную скорость подачи |
| Неверная ориентация шпинделя | Вал шпинделя деформирован. Вал шпинделя смещен. Заготовка закреплена неправильно. | Замените неисправный вал шпинделя. Обеспечьте надлежащее крепление и выравнивание шпиндельных валов. |
Проблемы со шпинделем токарного станка и их решения
Вибрация, шум подшипников и шум ремня — наиболее распространенные проблемы, которые могут возникнуть в шпинделях.
Анализатор вибрации определяет и отслеживает уровни и характер вибрации, что помогает определить, находится ли вибрация в допустимых пределах.
Бринеллирование — это износ внутренних дорожек качения подшипников из-за чрезмерных нагрузок, которые также могут привести к нежелательным вибрациям.
Что следует учитывать при покупке шпинделя токарного станка
Мощность шпинделя
Мощность шпинделя определяет максимальный съем материала в единицу времени.
Мощный шпиндель обеспечивает высокое усилие резания, позволяя выполнять глубокие пропилы, тем самым увеличивая скорость съема материала.
Однако скорость съема материала также зависит от типа инструмента, используемой охлаждающей жидкости и скорости вращения шпинделя.
Как правило, для обработки металлов, таких как сталь, требуется шпиндель большей мощности, тогда как в случае обработки неметаллов, таких как дерево, предпочтительнее использовать шпиндель меньшей мощности.
Скорость вращения шпинделя
Скорость вращения шпинделя определяет число оборотов заготовки.
Для токарной обработки больших заготовок (как правило) требуется высокий крутящий момент и низкоскоростная конфигурация, тогда как для небольших заготовок, таких как деревянные чаши, требуется высокоскоростная и низкоскоростная конфигурация.
Высокоскоростные шпиндели, обычно используемые в токарных станках по дереву, имеют максимальную скорость около 24 000 об/мин.
Однако токарные станки по металлу, подходящие для обработки таких материалов, как термопласты, сталь и другие черные металлы, требуют скорости вращения шпинделя от 6000 до 15000 об/мин.
Кроме того, разные инструменты оптимально работают в разных диапазонах скоростей. Поэтому важно убедиться, что выбранный вами шпиндель обеспечивает оптимальный диапазон скоростей.
Размер шпинделя и качество сборки
Размер токарных станков прямо пропорционален размеру шпинделя.
Для больших токарных станков требуется больший шпиндель, чтобы выдерживать тяжелые заготовки и соответствующие им нагрузки.
Шпиндели являются одним из основных источников вибрации в токарных станках, поэтому предпочтительнее использовать более прочный и жесткий корпус шпинделя.
Алюминиевый шпиндель рекомендуется для гравировки и обработки мягких материалов, тогда как стальной или чугунный шпиндель идеально подходит для тяжелых условий эксплуатации, таких как обработка твердых металлов.
Шпиндель переменного тока или шпиндель постоянного тока
Шпиндели постоянного тока сравнительно дешевле и безопаснее в использовании, что делает их идеальными для токарных станков для любителей.
Коллекторные двигатели постоянного тока более доступны по цене по сравнению с бесщеточными двигателями, но создают более сильные вибрации и требуют периодической замены щеток.
В то время как бесщеточные двигатели обеспечивают равномерную мощность, тем самым обеспечивая более гладкую поверхность.
Скоростью шпинделя постоянного тока можно управлять с помощью схемы ШИМ (широтно-импульсной модуляции), которая проще и дешевле по сравнению со схемой управления скоростью для шпинделей переменного тока.
Однако крутящий момент на шпинделях постоянного тока оптимален только в узком диапазоне скоростей, что делает их идеальными для операций, требующих ограниченного диапазона скоростей.
Кроме того, шпиндели постоянного тока лучше подходят для приложений с низким энергопотреблением, поскольку они работают при более низком напряжении.
Шпиндели переменного тока имеют более широкий диапазон скоростей, могут использоваться для приложений с большой мощностью и лучше контролируют скорость при использовании с частотно-регулируемыми приводами. Единственным сдерживающим фактором в данном случае является высокая стоимость.
Подшипники шпинделя
Подшипники играют решающую роль в определении биения и стабильности вала шпинделя. Большие шпиндели для мощных приложений требуют больших подшипников.
При вращении шпинделя подшипники упираются в стену. Этот эффект преобладает в высокоскоростных приложениях, что приводит к сильному нагреву. Поэтому для таких применений рекомендуется использовать керамические подшипники.
Для обработки твердых материалов следует использовать подшипники с предварительным натягом, так как они достаточно жесткие для выполнения резов на заготовке.
Механизм охлаждения
Шпиндели с водяным охлаждением имеют более длительный срок службы и идеально подходят для приложений с высокой мощностью, требующих 24 000 об/мин или более.
Эти шпиндели полностью герметичны и поэтому работают тише.
Обычно шпиндель с водяным охлаждением идеально подходит для операций, требующих длительной обработки.
Основным недостатком использования шпинделей с водяным охлаждением является влияние климатических условий, так как при низких температурах вода может замерзнуть и заклинить шпиндель.
Шпиндели с воздушным охлаждением идеально подходят для приложений, требующих высокого крутящего момента и конфигурации с низкой скоростью.
Однако использование вентилятора приводит к шумной работе.
Заключительные мысли
Шпиндель токарного станка является сердцем токарного станка, так как он отвечает за вращательное движение заготовки.
Шпиндели с ременным и зубчатым приводом идеально подходят для глубоких пропилов в твердых материалах, тогда как шпиндели с прямым приводом рекомендуются для обработки более мягких материалов, таких как дерево.
При выборе шпинделя для токарных станков по дереву рекомендуется использовать высокую скорость вращения и низкий крутящий момент, тогда как для токарных станков по металлу идеально выбирать шпиндель с низкой частотой вращения и высоким крутящим моментом.
