Шпоночная концевая фреза: Фреза шпоночная, купить по цене от производителя — РИНКОМ
Содержание
Фреза Шпоночная Код ТН ВЭД 2023: 8207703100, 8207703800, 8207701000
🔥 Поставщики фрезы шпоночной
Если вы ищите проверенных поставщиков: то можете их посмотреть на крупнейшем портале: фрезы шпоночной производители b2b-postvaki.ru. Страны импортеры: ЧЕШСКАЯ РЕСПУБЛИКА, ГОНКОНГ, УКРАИНА, ИНДИЯ, КИТАЙ, ЧЕХИЯ, ГЕРМАНИЯ, КОРЕЯ, РЕСПУБЛИКА, ИТАЛИЯ, ВЕЛИКОБРИТАНИЯ
Примеры компаний производящих продукцию
- HOFFMANN GmbH Qualitatswerkzeuge
- SHANGHAI UNI-STAR INDUSTRIAL & TRADING CO., LTD.
- ZHENJIANG JESDA IMPORT AND EXPORT CO.,LTD
- NiceCutt Cutting Tools (Changzhou) LTD
- ZHENJIANG JESDA IMPORT AND EXPORT CO., LTD
💁 Логистические компании и таможенные брокеры
Вы можете позвонить или отправить запрос на просчет вашего груза (фрезы шпоночной) в следующие компании:
Компания «ПрофиВЭД»: Таможенное оформление, Аутсорсинг ВЭД, Логистика, Сертификация товара
Консультирует: Устинова Ульяна, специалист ВЭД, опыт более 7 лет
Консультация в офисе в Москве: Рязанский проспект, 8А, стр. 14, БЦ Рязанский
14, БЦ Рязанский
email: [email protected]
тел: +7 (495) 926-79-66
Гришина Ольга
БюроИмпорта: https://buroimporta.ru
email: [email protected]
тел: +7 (495) 419-26-52
Олеся
Импорт в Россию: https://import-v-rossiu.ru
email: [email protected]
тел: +7 (499) 702-62-33
Если вы сами брокер или у вас хорошие цены по логистики. Присылайте ваши условия, отзывы, рекомендации и мы вас добавим: [email protected]
ОКПД 2 для фрезы шпоночной
Поиск и подбор кода ОКПД в телеграм боте Телеграм Бот
Подходящий код ОКПД2 для фрезы шпоночной: 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.40, 25.73.60, 25.73.60, 25.73.60, 25.73.40, 25.73.40
| Наименование | ОКПД 2 |
|---|---|
| 25.73.40: Фреза шпоночная | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 9 | 25. 73.40 73.40 |
| 25.73.40: Фреза шпоночная тип 8 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 7 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 6 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 5 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 4 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 3 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 2 | 25.73.40 |
| 25.73.40: Фреза шпоночная тип 1 | 25.73.40 |
| 25.73.40: Фреза шпоночная твердосплавная ФШЦ 4114 20,0*20*92*20 | 25.73.40 |
| 25.73.40: Фреза шпоночная твердосплавная ФШЦ 4114 18,0*18*82*18 | 25.73.40 |
| 25.73.40: Фреза шпоночная твердосплавная ФШЦ 4114 6,0*10*54*6 | 25.73.40 |
| 25.73.40: Фреза шпоночная твердосплавная ФШЦ 4114 5,0*8*50*5 | 25.73.40 |
| 25.73.40: Фреза шпоночная твердосплавная ФШЦ 4114 4*7*50*4 | 25. 73.40 73.40 |
| 25.73.60: Фреза шпоночная цилиндрический хвостовик 10,0 Р6М5 | 25.73.60 |
| 25.73.60: Фреза шпоночная цилиндрический хвостовик 6.0 Р6М5 | 25.73.60 |
| 25.73.60: Фреза шпоночная цилиндрический хвостовик 2,0 Р6М5 | 25.73.60 |
| 25.73.40: Фреза шпоночная ц/х 14*24 | 25.73.40 |
| 25.73.40: Фреза шпоночная ц/х 10*18 | 25.73.40 |
«ОК 034-2014 (КПЕС 2008). Общероссийский классификатор продукции по видам экономической деятельности (ОКПД 2)» (утв. Приказом Росстандарта от 31.01.2014 N 14-ст) (ред. от 04.02.2022). Мы постарались подобрать для вас наиболее подходящий код ОКПД для продукции (фреза шпоночная)
🇷🇺Фреза Шпоночная экспорт
Вы можете прочитать статью или заказать консультацию по экспорту вашего товара через крупнейшую компанию, которая позволяет находить покупателей на вашу продукцию — каталог по покупателя ЭкспортВ — фреза шпоночная покупатели
Примеры соответствия товара коду товарная номенклатура внешнеэкономической деятельности (2023)
| Название товара в декларации | Код ТН ВЭД |
|---|---|
| Фрезы твердосплавные и из быстрорежущей стали: фрезы концевые, фрезы фасонные, фрезы шпоночные, фрезы «ласточкин хвост», угловые фрезы, фрезы концевые короткие, фрезы копирующие, фрезы цилиндрические торцевые, фрезы дисков | 8207703100 |
Инструмент режущий. Фрезы шпоночные т. м. «GARANT» Фрезы шпоночные т. м. «GARANT» | 8207703100 |
| Фрезы: отрезная, концевая с цилиндрическим хвостовиком, шпоночная с цилиндрическим хвостовиком, шпоночная с коническим хвостовиком из быстрорежущей стали | 8207703800 |
| Фрезы для обработки металла: фрезы с многогранными твердосплавными пластинами; фрезы из быстрорежущей стали и твердосплавные: отрезные, прорезные, дисковые, концевые, шпоночные, сферические, резьбовые, борфрезы, червячные, | 8207701000 |
| Фрезы из быстрорежущей стали: шпоночная фреза с цилиндрическим хвостовиком, концевая фреза с цилиндрическим хвостовиком, концевая фреза с коническим хвостовиком, | 8207709000 |
| Отрезные и прорезные фрезы из быстрорежущей стали: Фрезы концевые из быстрорежущей стали с цилиндрическим хвостовиком; Фрезы концевые из быстрорежущей стали с коническим хвостовиком; фрезы шпоночные из быстрорежущей стали | 820770 |
| Отрезные и прорезные фрезы из быстрорежущей стали: шпоночные, концевые, отрезные с различными хвостовиками, | 8207703100 |
| Фрезы твердосплавные: Фреза дисковая пазовая, фреза отрезная, фреза шпоночная | 8207703800 |
Фрезы шпоночные с цилиндрическим и коническим хвостовиком, торговая марка «Туламаш». Продукция изготовлена в соответствии с ТР ТС 010/2011 «О безопасности машин и оборудования». Продукция изготовлена в соответствии с ТР ТС 010/2011 «О безопасности машин и оборудования». | 8207703100 |
| Фрезы твердосплавные (концевая, шпоночная), | 8207709000 |
| Фрезы с многогранными твердосплавными пластинами, отрезные и прорезные фрезы из быстрорежущей стали, фрезы твердосплавные, фрезы шпоночные, фрезы концевые | 8207 |
| Фрезы с многогранными твердосплавными пластинами, фрезы монолитные твердосплавные, фрезы монолитные из быстрорежущей стали, Фрезы фасонные, Фрезы шпоночные, Фрезы «ласточкин хвост», Угловые фрезы, Фрезы концевые, Фрезы коп | 8207703800 |
| Фрезы для обработки металла: фрезы с многогранными твердосплавными пластинами; фрезы из быстрорежущей стали и твердосплавные: отрезные, прорезные, дисковые, концевые, шпоночные, сферические, резьбофрезы, борфрезы | 8207701000 |
| Фрезы твердосплавные: концевые, торцевые, шпоночные, борфрезы, | 8207703100 |
| Фрезы отрезные, прорезные из быстрорежущей стали, с напаянными твердосплавными пластинами, твердосплавные, дисковые пазовые, цилиндрические насадные, торцовые, концевые, шпоночные,фасонные, шлицевые, | 8207703100 |
| Отрезные и прорезные фрезы из быстрорежущей стали: фрезы концевые цельные твердосплавные с цилиндрическим хвостовиком, фрезы шпоночные цельные твердосплавные с цилиндрическим хвостовиком, фрезы шпоночные оснащённые пластин | 820770 |
| Фрезы из быстрорежущей стали шпоночные | 8207703100 |
| Фрезы: дисковые трехсторонние, отрезные, концевые, шпоночные, | 8207703100 |
| Фрезы с многогранными твердосплавными пластинами, отрезные и прорезные фрезы из быстрорежущей стали, фрезы твердосплавные, фрезы шпоночные, фрезы концевые: | 8207 |
| фрезы с многогранными твердосплавными пластинами, фрезы из быстрорежущей стали: отрезные, прорезные, фрезы концевые и концевые шпоночные фрезы с цилиндрическими и коническими хвостовиками, с разным количеством перьев, дис | 8207703800 |
| Фрезы твердосплавные отрезные, концевые с цилиндрическим хвостовиком, шпоночные с цилиндрическим хвостовиком, шпоночные с коническим хвостовиком из быстрорежущей стали | 8207703100 |
Фрезы концевые с коническим хвостовиком, фрезы концевые с цилиндрическим хвостовиком, фрезы отрезная дисковая, Фрезы шпоночные с коническим хвостовиком, фрезы шпоночная с цилиндрическим хвостовиком, типы см.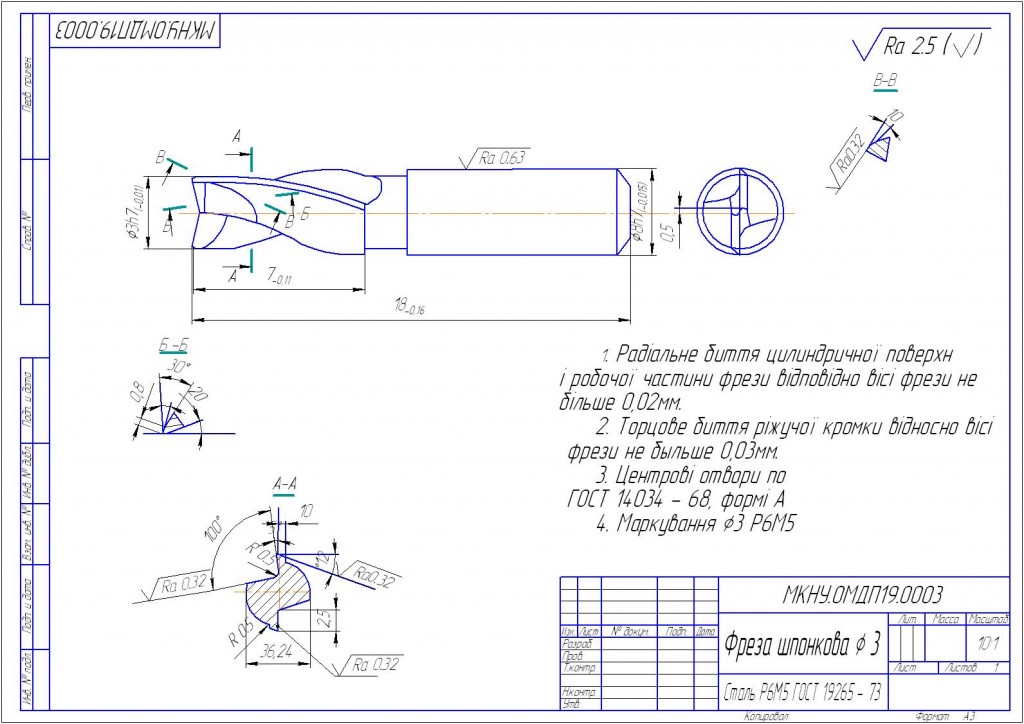 приложение приложение | 8207709000 |
| Фрезы из быстрорежущей стали: шпоночные, концевые, отрезные с различными хвостовиками, торговая марка «JESDA» | 8207703100 |
| Фрезы шпоночные, концевые, отрезные с различными хвостовиками, торговой марки «JESDA» | 8207703100 |
Фреза шпоночная по металлу: ГОСТы, применение, конструкция
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.

К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента
При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.
Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая.
Традиционно используется при изготовлении ответственных деталей.
Не стоит обращать внимание на то, что подобная марка не подается сварке.
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.

- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.
Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель.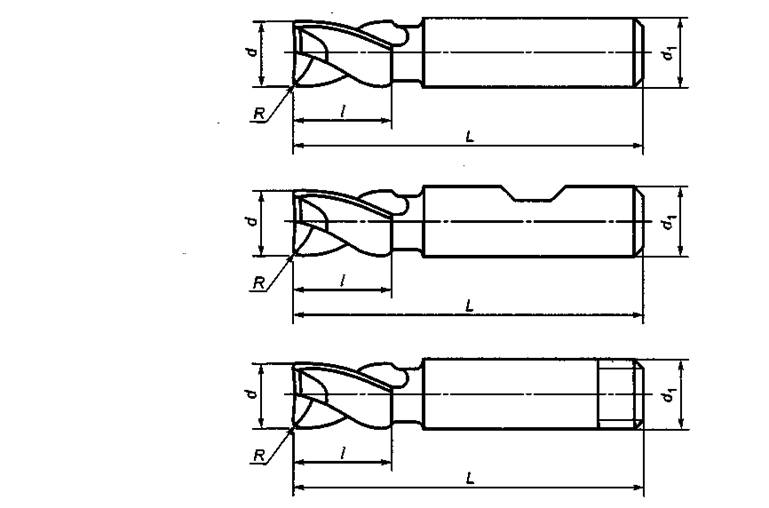 Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.
Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла
На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.
Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.
Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
https://youtube.com/watch?v=gVJI7YAaQK8%3F
Характеристика
Фасонная фреза — это инструмент, который, как понятно уже по самому звучанию, призван обрабатывать фасонные поверхности. Предусматривается возможность работы на незамкнутых плоскостях и в процессе подготовки канавок. Без труда удастся сделать даже очень сложный профиль, если есть хорошее приспособление и профессиональные навыки
Важно: такие модели рассчитаны прежде всего на заготовки, которые сильно отличаются по длине и ширине
Допускается использование как остроконечных, так и затылованных зубцов. Во втором варианте их общий профиль должен быть идентичен профильным особенностям заготовки, а потому требуется сводить передний угол к нулю.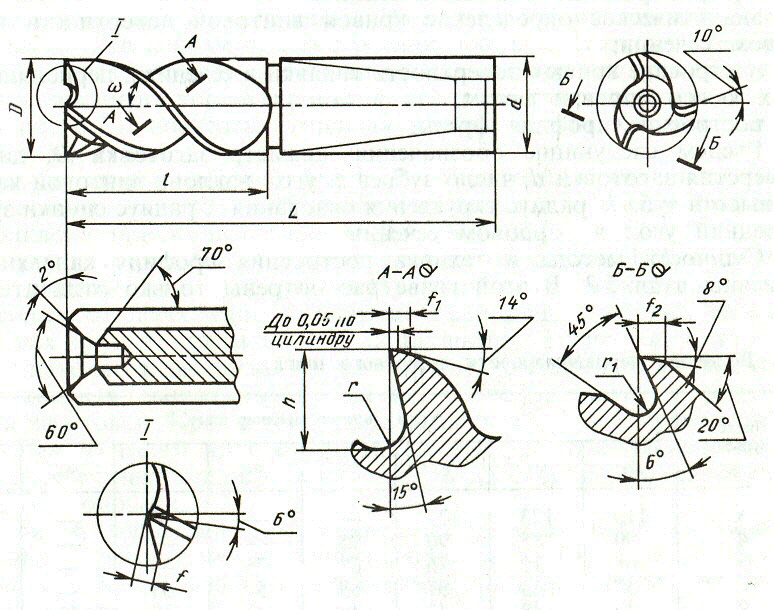 Если он отклоняется от этого значения, потребуется вспомогательная доработка (разумеется, проводимая профессионалами согласно технологическим протоколам). Основная проверка и при необходимости отбраковка проводится до начала работы при помощи специального шаблона.
Если он отклоняется от этого значения, потребуется вспомогательная доработка (разумеется, проводимая профессионалами согласно технологическим протоколам). Основная проверка и при необходимости отбраковка проводится до начала работы при помощи специального шаблона.
Производство фасонных фрез полностью регулируется по ГОСТ 9305, который был принят в 1993 году. Стандарт охватывает и выпуклые, и вогнутые, и предназначенные для скругления углов метизы. Стандартный размер – от 50 до 160 мм.
Прочие сведения:
- величина шпоночных пазов не может отклоняться от значений, прописанных в ГОСТ 9472;
- дополнительную информацию о внешних размерах фрез технологи берут из стандарта 29116;
- предпочтительно применение быстрорежущей стали, но легированный сплав 9ХС также официально допущен к использованию;
- марка использованной стали должна указываться на торцевой части приспособления.
5 Тонкости обработки открытых и сквозных пазов и уступов
Такие элементы фрезеруют только после того, как все работы по их цилиндрической поверхности полностью завершены. Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Обратите внимание – эксплуатация фрез допускается до некоторого момента. При каждой новой заточке инструмента его ширина становится меньше на определенную величину
После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине.
Рассмотренное ранее приспособление подходит для обработки уступов и пазов сквозного и открытого типа
Здесь важно обеспечить правильную установку режущего инструмента на оправку. Монтаж нужно производить так, чтобы биение фрезы по торцу было как можно меньшим
Заготовка фиксируется в тисках с накладками (латунь, медь) на губках.
Точность монтажа фрезы проверяют штангенциркулем и угольником. Процесс выглядит следующим образом:
- инструмент ставят поперечно со стороны конца вала, который выступает из тисков, на заданную заранее дистанцию;
- при помощи штангенциркуля проверяют правильность выставленной дистанции;
- с другого конца вала устанавливают угольник и опять выполняют проверку.

Совпадение результатов замеров говорит о том, что фреза смонтирована правильно.
Добавим, что сегментные шпонки обрабатываются специальными фрезами (насадными либо хвостовыми). Двойной радиус канавок таких шпонок определяет диаметр инструмента, который можно использовать для фрезерования. При выполнении таких работ подача выполняется вертикально (по отношению к оси вала – в перпендикулярном направлении).
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.

Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Как выбрать пальчиковую фрезу по металлу
Собираясь заказать одну или несколько фрез, важно обратить внимание на характеристики станка, на котором она будет установлена. Кроме того, мы советуем ориентироваться на задачи, которые будет выполнять фреза пальчиковая по металлу. Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
- форма фрезы;
- габариты обрабатываемой поверхности;
- твердость металла, подлежащего фрезерованию;
- диаметр и длина рабочей части;
- общая длина фрезы;
- диаметр хвостовика (должен совпадать с характеристиками станка).
Помимо этого, стоит обратить внимание на количество рабочих кромок. Для легких металлов вполне достаточно трех-четырех перьев, а для сплавов повышенной твердости их число должно быть пять или более
Для легких металлов вполне достаточно трех-четырех перьев, а для сплавов повышенной твердости их число должно быть пять или более
Как правило, инструмент для работы с металлом изготавливают из особых материалов. В каталогах фреза пальчиковая по металлу может быть представлена в нескольких модификациях: из быстрорежущей стали, твердосплавные, с напылением. Общее правило при подборе инструмента таково: прочность ее зубьев должна соответствовать характеристикам обрабатываемого металла. Для того, чтобы подготовить мастерскую к решению любых задач, наши специалисты предпочитают приобретать фрезы нескольких разновидностей.
Обзор видов
По своему назначению кольцевые фрезы бывают по металлу и дереву, для скважин. Существуют также виды и для дрели, и для магнитных агрегатов. Однако всё разнообразие видов инструмента этим не исчерпывается.
По конструктивным особенностям хвостовых элементов выделяют 3 вида. Наиболее ходовым считается Weldon, предназначаемый для использования на магнитных станках. Производится в двух размерных модификациях: Weldon 19 (для инструментов диаметром до 61 мм – hard-line40 мм, gold-line30 мм, blue-line30 мм) и Weldon 32 (для диаметров более 61 мм).
Производится в двух размерных модификациях: Weldon 19 (для инструментов диаметром до 61 мм – hard-line40 мм, gold-line30 мм, blue-line30 мм) и Weldon 32 (для диаметров более 61 мм).
Ещё одним видом является Nitto/Universal 19 мм, подходящий для любого оборудования, которому впору хвостовики Weldon 19.
Выпускаются такие инструменты по металлу не только для агрегатов с ЧПУ, но и для дрели, называемые борфрезами. Здесь предусматривается особая шпилька для зажима в патроне дрели. Обычно такие инструменты продаются комплектами, поскольку работа с применением дрели требует особой точности и соответствующих форм инструмента.
Для ручных фрезеров приспособление также продаётся в наборе. При этом выпускают кромочные фрезы с подшипниками и без них. Первые предназначаются для обработки кромок деталей, вторые используются на любых участках заготовок, но для точных работ требуются шаблоны. На нашем рынке чаще можем увидеть инструменты китайского производства для ручных фрезеров, но их качество оценивается как вполне высокое.
К выбору данного устройства надо подходить крайне ответственно
Важно помнить, что кольцевые фрезы по металлу для дрели бывают двух типов
- Производимые из быстрорежущих сталей и характеризующиеся отменными рабочими качествами.
- С твердосплавными зубьями. ГОСТ определяет возможность производства фрез с использованием особых сплавов, выдерживающих высокие температуры. Существуют и варианты исполнения для электродрелей.
Основные критерии выбора заключены в четырех пунктах.
- Желаемый диаметр в обрабатываемом изделии.
- Недорогие модели из быстрорежущих сталей с повышенной степенью упругости применяются для получения отверстий диаметром до 30 мм. При этом заготовка должна выполняться из мягких материалов – зубья в меньшей степени подвергаются поломкам.
- Для получения отверстий диаметром более 35 мм применяются модели, режущие кромки у которых делают способом напайки из твёрдосплавных материалов. Эти изделия обладают значительным запасом рабочего ресурса.

- Вид обрабатываемого материала. Излишне твердые поверхности приводят при обработке к перегреву рабочей зоны инструмента.
Следует знать, что в домашних условиях можно обрабатывать металл с помощью так называемого сверла-фрезы. Но использовать его нужно только для заготовок малой толщины. Эксперты не советуют вставлять такой инструмент в ручные фрезеры – он обычно используется исключительно в электродрелях.
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять типов:
1 – с нормальными зубьями;
2 – с крупными зубьями.
3.1.2 Фрезы типа 1 изготовляют исполнений:
1 – с гладким цилиндрическим хвостовиком;
2 – с цилиндрическим хвостовиком с лыской;
3 – с цилиндрическим хвостовиком с резьбой;
Фрезы типа 2 изготовляют только исполнения 4 – с коническим хвостовиком Морзе.
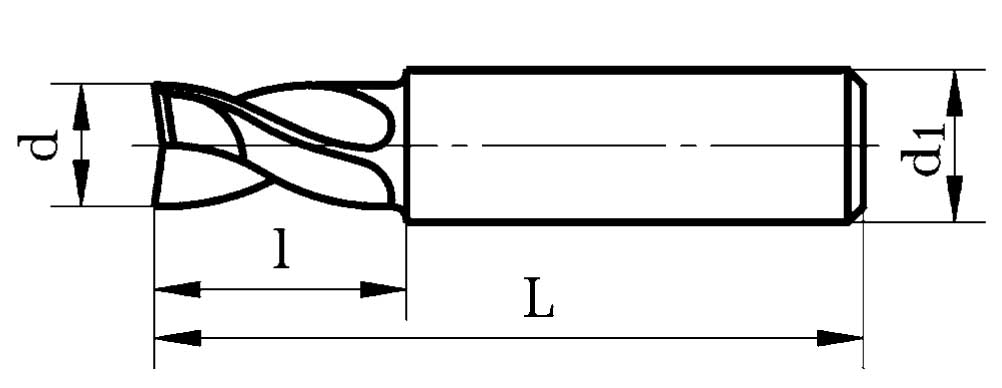
3.1.3 Основные размеры фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке и в таблице .
Рисунок 1
Таблица 1
Размеры в миллиметрах
dh3 | d1, не более | d2 | l h22 | L | f, не более | q, не более | Число зубьев | |
5 | 11,0 | 4 | 10 | 3,5 | 53,5 | 0,6 | 1,0 | 6 |
6 | 12,5 | 5 | 6,0 | 57,0 | ||||
8 | 16,0 | 7 | 8,0 | 62,0 | ||||
10 | 18,0 | 8 | 12 | 70,0 | ||||
12 | 21,0 | 10 | 9,0 | 74,0 | 8 | |||
14 | 25,0 | 12 | 16 | 11,0 | 82,0 | 1,6 | ||
18 | 32,0 | 15 | 14,0 | 90,0 | 1,0 | |||
22 | 40,0 | 19 | 25 | 18,0 | 108,0 | 2,5 | ||
28 | 50,0 | 25 | 32 | 22,0 | 124,0 | |||
36 | 60,0 | 30 | 28,0 | 139,0 |
3. 1.4 Основные размеры фрез исполнения 4 должны соответствовать указанным на рисунке и в таблице .
1.4 Основные размеры фрез исполнения 4 должны соответствовать указанным на рисунке и в таблице .
Рисунок 2
Таблица 2
Размеры в миллиметрах
Т-образного паза | d h22 | d1 не более | l h22 | L | f, не более | q, не более | Конус Морзе | Число зубьев для фрез типов | |
1 | 2 | ||||||||
6 | 12,5 | 5 | 6 | 73 | 0,6 | 1,0 | 1 | 6 | – |
8 | 16,0 | 7 | 7 | 77 | |||||
10 | 18,0 | 8 | 8 | 82 | 4 | ||||
12 | 21,0 | 10 | 9 | 98 | 0,6 | 1,0 | 2 | 8 | 6 |
14 | 25,0 | 12 | 11 | 103 | 1,6 | ||||
18 | 32,0 | 15 | 14 | 111 | 1,0 | ||||
22 | 40,0 | 19 | 18 | 138 | 2,5 | 3 | – | ||
28 | 50,0 | 25 | 22 | 173 | 4 | ||||
36 | 60,0 | 30 | 28 | 188 | 8 | ||||
42 | 72,0 | 36 | 35 | 229 | 1,6 | 4,0 | 5 | ||
48 | 85,0 | 42 | 40 | 240 | 2,0 | 6,0 | |||
54 | 95,0 | 44 | 44 | 251 |
Пример условного обозначения фрезы типа 1, исполнения 1, с номинальным размером паза 6 мм:
Фреза 1 – 1 – 6 ГОСТ Р 53004-2008
То же, исполнения 2:
Фреза 1 – 2 – 6 ГОСТ Р 53004-2008
То же, исполнения 3:
Фреза 1 – 3 – 6 ГОСТ Р 53004-2008
То же, исполнения 4:
Фреза 1 – 4 – 6 ГОСТ Р 53004-2008
То же, фрезы типа 2, исполнения 4, с номинальным размером паза 12 мм:
Фреза 2 – 4 – 12 ГОСТ Р 53004-2008
3. 1.5 Хвостовики фрез исполнений 1,2,3 – по ГОСТ Р 52965.
1.5 Хвостовики фрез исполнений 1,2,3 – по ГОСТ Р 52965.
3.1.6 Размеры конусов Морзе – по ГОСТ 25557.
3.1.7 Центровые отверстия – по ГОСТ 14034.
3.1.8 Фрезы типа 1 изготовляют с углом наклона стружечной канавки w = 10°; фрезы типа 2 – с углом наклона стружечной канавки w = 15. . .25°.
Особенности эксплуатации
Срок эксплуатации инструмента во многом зависит и от качества охлаждения. Для работы с деталями из конструкционных и легированных сталей рекомендуется применение эмульсолам типа ЭТ 1, с концентрацией от 5 до 10%.Для более прочных материалов, жаропрочных и нержавеющих сталей, рекомендованы масляные смазывающе-охлаждающие жидкости или эмульсол ЭТ 2 с концентрацией от 10 до 15%.
Все параметры обработки, такие как скорость, ширина и глубина должны соответствовать материалу инструмента, его твердости и диаметру. Для этого необходимо воспользоваться технической литературой и рекомендациями производителя. Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
Конструкция шпоночных фрез
Рассматриваемая фреза шпоночная ц/х характеризуется довольно большим количеством конструктивных особенностей. Зачастую изделие напоминает стальной стержень со следующими элементами:
- Рабочий часть представлена витковыми кромками с небольшим углом. Стоит учитывать, что поверхность имеет относительно неглубокие выемки, которые требуются для формирования режущей кромки и отвода стружки при работе.
- Современные цилиндрические варианты исполнения имеют основную часть, за счет которой обеспечивается углубление инструмента в материал. Эта часть может иметь самую различную длину.
- Для крепления инструмента могут создаваться различные поверхности. Современные фрезы с цилиндрическим хвостовиком подходят для установки в ручных фрезеровальных устройствах, также можно приобрести вариант исполнения с коническим хвостовиком.
Конусный вариант исполнения подходит для большинства станков, цилиндрический устанавливается в фрезерном станке или ручной дрели. Сегодня перьевые фрезы могут продаваться в различных специализированных магазинах.
Конструкция концевых фрез
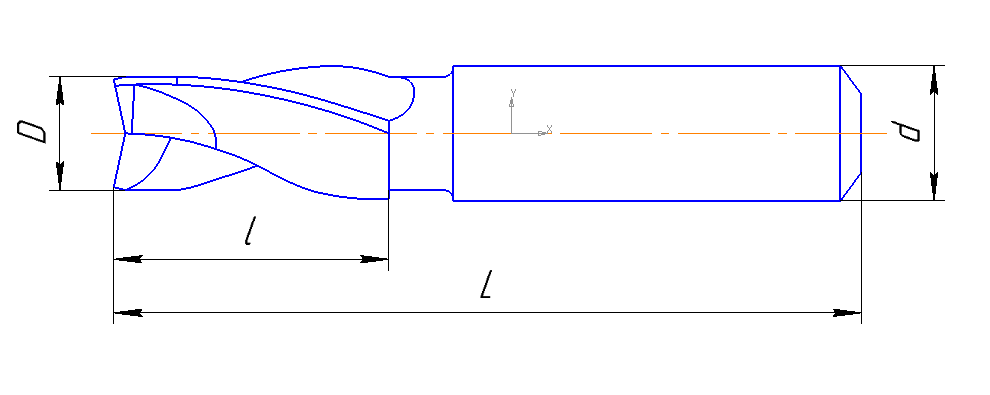
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.

Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Концевая фреза для шпоночного паза (отрицательный допуск) | Фукуда
- МИСУМИ Главная>
- Режущие инструменты>
- Концевые фрезы из быстрорежущей стали>
 org/ListItem»> Квадратные концевые фрезы из быстрорежущей стали>
org/ListItem»> Квадратные концевые фрезы из быстрорежущей стали>- Квадратные концевые фрезы (HSS)>
- Концевая фреза для шпоночного паза (отрицательный допуск)
FUkuda
FUkuda
Концевая фреза, предназначенная для обработки шпоночных канавок. Отрицательный допуск на диаметр лезвия. Прямой хвостовик.
| Номер детали |
|---|
| KE-OL-3 |
| KE-OL-4 |
| КЭ-ОЛ-5 |
| КЭ-ОЛ-6 |
| КЭ -OL-7 |
| KE-OL-8 |
| KE-OL-9 |
| KE-OL-10 |
| KE- ОЛ-11 |
| КЭ-ОЛ-12 |
| КЭ-ОЛ-13 |
| КЭ-ОЛ-14 |
| КЭ-ОЛ-15 |
| КЭ-ОЛ-16 |
| КЭ-ОЛ-17 |
| КЭ-ОЛ-18 | КЭ-ОЛ-19 |
| КЭ-ОЛ- 20 |
| КЭ-ОЛ-21 |
| КЭ-ОЛ-22 |
| КЭ-ОЛ-23 |
| КЭ -ОЛ-24 |
| КЭ-ОЛ-25 |
| КЭ-ОЛ-26 |
| КЭ-ОЛ-27 |
| КЭ-ОЛ-28 |
| KE-OL-29 |
| KE-OL-30 |
| Номер детали | Скидка за объем | Дней до Судно | Диаметр канавки (D) (φ) | Длина канавки ( l) (мм) | Диаметр звена (d) (мм) | Общая длина (L) (мм) |
|---|---|---|---|---|---|---|
4 дня | 3 | 5 | 6 | 50 | ||
7 дней | 4 | 6 | 8 | 60 | ||
4 дня | 5 | 8 | 8 | 60 | ||
4 дня | 6 | 8 | 8 | 60 | ||
4 дня | 7 | 10 | 10 | 65 | ||
4 дня | 8 | 10 | 10 | 65 | ||
| 9001 8 4 дня | 9 | 12 | 12 | 65 | ||
| 9001 8 4 дня | 10 | 15 | 12 | 75 | ||
4 дня | 11 | 18 | 12 | 75 | ||
| 900 18 4 дня | 12 | 18 | 12 | 75 | ||
4 дня | 13 | 20 | 12 | 75 | ||
| 900 18 4 дня | 14 | 20 | 12 | 75 | ||
| 900 18 4 дня | 15 | 22 | 16 | 75 | ||
4 дня | 16 | 22 | 16 | 80 | ||
| 900 18 4 дня | 17 | 22 | 16 | 80 | ||
4 дня | 18 | 22 | 20 | 80 | ||
| 900 18 4 дня | 19 | 22 | 20 | 85 | ||
| 900 18 4 дня | 20 | 22 | 20 | 85 | ||
4 дня | 21 | 25 | 20 | 90 | ||
| 900 18 4 дня | 22 | 25 | 20 | 90 | ||
4 дня | 23 | 25 | 25 | 95 | ||
| 900 18 4 дня | 24 | 25 | 25 | 95 | ||
| 900 18 4 дня | 25 | 25 | 25 | 95 | ||
4 дня | 26 | 25 | 25 | 95 | ||
| 900 18 4 дня | 27 | 25 | 25 | 95 | ||
4 дня | 28 | 30 | 25 | 100 | ||
| 90 018 4 дня | 29 | 30 | 25 | 100 | ||
| 90 018 4 дня | 30 | 30 | 25 | 100 |
Загрузка. ..
..
Основная информация
90 680
Настроить здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
- Принимаю
Общий | Фрезерование шпоночных пазов в 4140 концевой фрезой 4 мм – короткий срок службы резца | Практик-механик
Длинный Том
Нержавеющая сталь
#1
Всем привет! Счастливая весна.
Клиент поменял материалы на некоторых небольших осях, которые я для него изготовил, с T303 на 4140. На осях профрезерован шпоночный паз 4 мм. Я использую концевые фрезы Garr с двумя зубьями из карбида вольфрама и потребляю их с угрожающей скоростью. Клиент заплатит больше, чтобы покрыть это, но прежде чем я поеду туда, я подумал, что посоветуюсь с собравшимися здесь.
Я использую концевые фрезы Garr с двумя зубьями из карбида вольфрама и потребляю их с угрожающей скоростью. Клиент заплатит больше, чтобы покрыть это, но прежде чем я поеду туда, я подумал, что посоветуюсь с собравшимися здесь.
Моя мельница в стиле BP. Я работаю со скоростью 3400 об/мин без охлаждающей жидкости и с маслом для резки. Прорези имеют глубину 0,090 дюйма. В модели 303 я резал на полную глубину резания. В модели 4140 я делал их за два прохода 0,045 дюйма. Я не погружаю их, я захожу с конца.
Проблема в том, что эти слоты должны быть квадратными; как только углы на концевых фрезах закругляются даже на чуть-чуть, шпонка не войдет полностью в паз без дополнительной работы с его стороны (шлифовка или шлифовка нижних углов шпонки).
Еще одна небольшая неприятность заключается в том, что, несмотря на то, что он использует маленькую 4-миллиметровую ложу, она не помещается в паз, который я вырезал 4-миллиметровой концевой фрезой; Мне нужно сделать пару проходов по очистке @ 0,003 дюйма с каждой стороны.
Любой совет? Было бы здорово продлить срок службы этих резаков. Спасибо.
ostie01
Чугун
#2
Попробуйте продувку воздухом вместо масла, нужно убрать стружку.
Джефф
Ванная L
Алмаз
#3
Вы могли бы получить лучшие результаты с резаком для деревянного дерева. Они намного лучше справляются с достижением точной ширины паза, чем любая концевая фреза. Я использую свою плоскошлифовальную машину, чтобы уменьшить ширину резания по сравнению со стандартным размером, когда мне нужен паз нестандартного размера. Если вам необходимо использовать концевую фрезу, ищите фрезу с двумя прямыми или тремя спиральными канавками.
Они намного лучше справляются с достижением точной ширины паза, чем любая концевая фреза. Я использую свою плоскошлифовальную машину, чтобы уменьшить ширину резания по сравнению со стандартным размером, когда мне нужен паз нестандартного размера. Если вам необходимо использовать концевую фрезу, ищите фрезу с двумя прямыми или тремя спиральными канавками.
Ларри
ХуФлунгДунг
Алмаз
#4
Выполните 2 черновых прохода глубиной 1 мм концевой фрезой 1/8 дюйма, чтобы удалить большую часть материала прямо по центральной линии. Затем с помощью высокоточного ЦИ переместите стол на 0,0162 дюйма влево от центра, сделайте рез. , переместитесь на 0,0162 дюйма в другую сторону от центра и сделайте окончательный рез. Это даст вам шпоночные пазы с прямыми стенками по центру. очень легкий, у меня никогда не было проблем с тем, что инструмент тянет за собой стол, но это может случиться на незакрепленном станке.0019
, переместитесь на 0,0162 дюйма в другую сторону от центра и сделайте окончательный рез. Это даст вам шпоночные пазы с прямыми стенками по центру. очень легкий, у меня никогда не было проблем с тем, что инструмент тянет за собой стол, но это может случиться на незакрепленном станке.0019
При черновой обработке с помощью 1/8″ подавайте достаточно сильно, чтобы снять хорошую стружку, не мешкайте, создавая пыль.
Звучит как больше работы, чем есть на самом деле, как только вы запомните глубину и все прочее. Вы можете затем настройте смещенные разрезы в соответствии с точными результатами, которые вы пытаетесь получить.Используйте воздушную насадку с низким расходом воздуха, чтобы удалить стружку, чтобы она не разрезалась повторно, и наденьте лицевой щиток, чтобы защитить себя.
Вы также можете попробовать изменение инструмента на 4 мм после операции черновой обработки, тем самым сохраняя его режущие кромки только для использования на полной глубине шпонки.Вероятно, все еще может потребоваться небольшое смещение от осевой линии, чтобы сделать идеальные шпоночные канавки.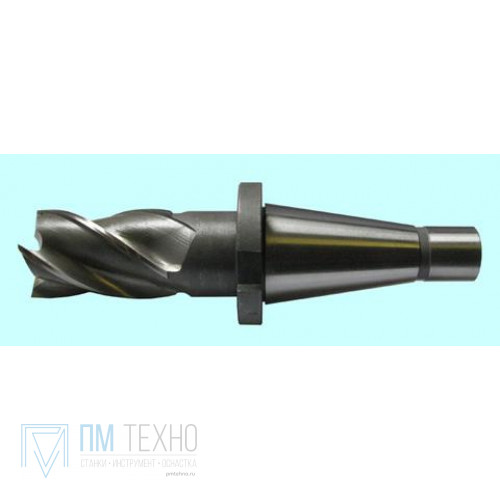
Дэвид Скотт
Алмаз
#5
Поскольку это звучит так, как будто вам нужно делать это с помощью одного инструмента, я бы попробовал 3-х зубую фрезу с покрытием Ticn, продувку воздухом, черновую обработку на всю глубину и замедлил шпиндель, пока я не получил хорошую стружку при моих скоростях подачи, или все, что чувствует себя хорошо. Для приличной посадки вам придется сделать завершающий проход или два.
Длинный Том
Нержавеющая сталь
#6
Спасибо. Я рассмотрю некоторые трехканавочные ЭМ с покрытием.
Нет масла, да? Просто воздух? Ок, попробую.
Я не делаю достаточно, чтобы попасть в настройки PITA; однако они должны быть правильными. Проблема с переключением между фрезами — потеря индекса глубины. То, как я это делаю, «работает», но мне повезло, что я обрезал 20 дюймов шпоночного паза, прежде чем я увижу, что нижние углы паза начинают закругляться на мне … Я могу играть в игру, например, увеличивая DOC на пару тысяч, и я признаюсь, что иногда так делаю, я имею в виду, что ЭМ все еще хорошо режут, они только что потеряли свои острые, как бритва, углы.0019
Мне приходит в голову, что я удваиваю количество разрезов, которые видят эти углы, делая два разреза 0,045 дюйма, чтобы получить глубину 0,090 дюйма. Считаете ли вы, что DOC 0,090 дюйма — это слишком много для 4-миллиметровой концевой фрезы из твердого сплава? Этого не было в T303.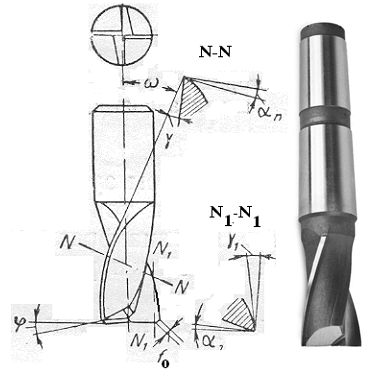 .. но этот материал значительно сложнее.
.. но этот материал значительно сложнее.
Наконец, болтовня… концы этих оси имеют длину всего около дюйма и внешний диаметр 0,589 дюйма. Поскольку приклад составляет 5/8 дюйма, последний дюйм не поддерживается в моих тисках. Некоторое время назад я сделал для своего Курта мягкие губки, чтобы зажимать эти концы, но дизайн постоянно меняется по мере того, как клиенты что-то настраивают, и мне это не нравится. сделать для них еще одно приспособление с мягкой челюстью … в любом случае, вопрос в том, может ли ~ 1 «без опоры на .589» OD сообщает мне о проблемах с болтовней, которые рано убивают эти углы концевых фрез? Нет ни слышимых, ни видимых признаков болтовни…
Спасибо, ребята.
Дэнни ВанВорн
Титан
#7
На самом деле единственный способ продуктивно делать пазы — использовать долбежную фрезу и горизонтальную фрезу. Учитывая, что вы используете вертикальную мельницу, самым дешевым способом будет резак типа Woodruff, как упоминалось выше. Концевые фрезы имеют тенденцию ходить, независимо от того, насколько все жестко, и все, что в конечном итоге требует проходов с плавающей запятой, чтобы привести стенки в допуск. Иногда, если стружки накапливаются достаточно, они втягиваются в работу, и в конечном итоге вы получаете состояние слишком большого размера. Как вы видите, углы довольно легко ломаются и создают еще одну проблему, но это будет то же самое на концевой фрезе или долбежной фрезе. Острые углы хрупки, и если стружка накапливается или вы пытаетесь быть слишком агрессивным, этого достаточно, и вечеринка окончена. Я делаю такую работу все время, но мне не нравится, с одной стороны, я просто очень осторожен, но с другой стороны, я хочу убедиться, что у меня есть все преимущества, на которые я способен.
Дан
Дэвид Скотт
Алмаз
#8
Насколько прочна сталь? Если вы не слышите болтовни или не видите ее, я бы не стал сильно беспокоиться о нависании. Вы чувствуете деталь, когда фрезеруете ее? Если вы не чувствуете болтовню, то это хорошо.
ostie01
Чугун
#9
Если у вас их немного, возможно, HSS с охлаждающей жидкостью.
Джефф
Хаззерт
Нержавеющая сталь
#10
Как насчет того, чтобы попробовать другую марку концевой фрезы? Нам не повезло с выкрашиванием инструментов Garr, и вы можете увидеть лучшую жизнь с простой заменой инструмента. Я неравнодушен к OSG и Niagara. Если стоимость ненамного больше, 3 флейты должны купить вам еще несколько дюймов, прежде чем инструмент тоже испустит дух.
ХуФлунгДунг
Алмаз
#11
Еще одно соображение: не используйте концевые фрезы со стандартной длиной канавки, они допускают нежелательный дополнительный изгиб в резе. Укороченная длина 4 канавки будет намного жестче, никогда не будет достаточно жесткой, чтобы обеспечить шпоночный паз с прямыми стенками для полного DOC, тем не менее, всегда будет некоторая гибкость.
3400 об/мин могут быть слишком высокими для скорости подачи, которую вы используете, в твердом материале, потому что при ручном фрезеровании вы неизбежно получаете сравнительно длительное время выдержки с концевой фрезой в резе, и это не влияет на флейты какие-то хорошие.
Несмотря на то, что концевая фреза довольно быстро потеряет остроту лезвия бритвы, ее срок службы еще не исчерпан. Тем не менее, вам нужно компенсировать небольшой износ, и дополнительное давление, необходимое для того, чтобы разрезать его по ширине на более светлом покрытии, проходит. Отсюда необходимость в точном УЦИ, если у вас его нет, это будет сложно. У меня есть магнитные шкалы Sony с разрешением 0,0001 дюйма на револьверной фрезе, поэтому я обычно устанавливаю шпиндель на осевой линии, обнуляю УЦИ, а затем смещаю плюс-минус, чтобы получить полную ширину шпонки, используя концевую фрезу меньшего размера.
Отсюда необходимость в точном УЦИ, если у вас его нет, это будет сложно. У меня есть магнитные шкалы Sony с разрешением 0,0001 дюйма на револьверной фрезе, поэтому я обычно устанавливаю шпиндель на осевой линии, обнуляю УЦИ, а затем смещаю плюс-минус, чтобы получить полную ширину шпонки, используя концевую фрезу меньшего размера.
Выполнение двух проходов создаст зону износа «глубины резания» на инструменте, что создаст эффект слегка скошенных стенок на шпоночной канавке. Я держу под рукой пару штифтовых калибров, чтобы проверить ширину шпонки: один соответствует полному диаметру ширины шпоночного паза, другой — 0,001 дюйма, поэтому обычно я обрабатываю шпонку до тех пор, пока калибр -0,001 не дойдет до самого дна. калибр может по-прежнему входить в верхнюю половину шпоночного паза, потому что эта часть обрабатывается более острой областью канавки на концевой фрезе.Это позволяет шпонке довольно легко войти в шпоночный паз, но ее нужно посадить с помощью мягкого молотка, Судя по тому, что я видел, многие кейстоки бывают меньшего размера на 0,001 дюйма, +/- 0,001, так что мы в любом случае не говорим о сверхточности.
alloutmx
Титан
#12
Четырехканавый будет намного прочнее. 3 канавки помогут вам удалить стружку и уменьшить контакт резака. Берите буллноз, даже если у него только 0,005-0,007″ рад. Я тоже фанат воздушной поддувки. Если можете, попробуйте канавку данных с 3 канавками. Я добился большого успеха с линейкой Dataflute
Дэвис В Южной Каролине
Алмаз
№13
Этот заголовок темы является отличным примером для всех нас. По делу и описательно… Хорошее письмо…
ХуФлунгДунг
Алмаз
№14
Длинный Том сказал:
Проблема с переключением между фрезами — потеря индекса глубины.
Спасибо, ребята.Нажмите, чтобы развернуть…
При переключении инструментов на ручном фрезерном станке вы, вероятно, могли бы использовать Z-установщик (циферблатный индикатор для установки смещения длины инструмента), чтобы восстановить нулевой уровень для каждого инструмента. Преимущество в том, что вам не нужно возиться со штифтами и прокладками.
Преимущество в том, что вам не нужно возиться со штифтами и прокладками.
Редактировать: относительно использования концевой фрезы меньшего размера: в интересах уменьшения задержки фрезы в детали, если вы используете концевую фрезу меньшего размера для нарезания шпонок, вы можете выполнить черновую обработку и сразу же изменить направление и фрезеровать обратно в начальную точку . Из-за изгиба резака во время открывающего разреза на обратном пути потребуется небольшой разрез. Это нормально, если размер фрезы составляет 0,125 дюйма, потому что ширина паза может быть 0,130 дюйма, что все равно меньше размера. Но сделайте то же самое с концевой фрезой полного диаметра, и шпоночный паз будет испорчен.
Мтндью
Алмаз
№15
Garr производит отличные концевые фрезы, просто не покупайте их бюджетные или обычные концевые фрезы.
Тем не менее, ОТКАЗАЙТЕ 2-ЗУБЧАТУЮ и приобретите одну из концевых фрез премиум-класса с 4-мя канавками с покрытием, желательно с малым радиусом при вершине.
4140 режет как по маслу, 400-500 футов в минуту при глубоком резе.
При полной прорези уменьшите ее примерно до 300–350 футов в минуту.
Длинный Том
Нержавеющая сталь
№16
Дэвис В SC сказал:
Этот заголовок темы является отличным примером для всех нас.
По существу и подробно… Хорошее письмо…
Нажмите, чтобы развернуть…
Мистер Милакрон хорошо меня научил! Если бы несколько шлепнули в забвение, я усвоил урок.
Я думаю, это отличный полис. Это делает это место огромным и постоянно растущим хранилищем доступных для поиска знаний. Если серьезно, я сам обучаюсь ремеслу последние ~ 5 лет, и для парня, занимающегося своими руками, этот сайт является абсолютным ЗОЛОТО.
Длинный Том
Нержавеющая сталь
# 17
Окей, даже мой толстый череп улавливает «выкинь 2-флейту!» сообщение.
