Шпоночный паз на токарном станке: Изготовление шпоночных пазов и шлицевых отверстий методом долбления…
Содержание
Стоит ли изготавливать детали в металлообрабатывающих мастерских? — Илья Тальцев на vc.ru
Люди часто нуждаются в изготовлении, каких либо деталей, по причине большой стоимости оригинальных запчастей или их полного отсутствия на рынке. Если раньше с вопросами изготовления всегда обращались к работникам предприятий чтобы они “халтурой” сделали деталь на заводе, то в наше время такие задачи уже решаются в небольших частных мастерских. Это связано с тем, что большинство заводов обанкротилось и закрылось, а работающие частные предприятия в основном оснащены видеокамерами и службой безопасности, которая препятствует появлению “халтуры” на производстве.
138
просмотров
Если нужно изготовить гайку, втулку, кольцо, петли на ворота или даже восстановить посадку на валу, пожалуйста, нормальная мастерская поможет Вам решить данный вопрос. Но что если Вам нужна более сложная деталь, например, корпус редуктора, зубчатое колесо, звездочка или червяк? Стоит делать такие детали в мастерских, или например, будут они значительно дешевле купленного дорогого оригинала? Чтобы ответить на эти вопросы, давайте посмотрим, как такие детали производятся на производстве и в небольшой мастерской. Для большей наглядности сравним технологии производства на примере изготовления прямозубой шестерни изображенной на рисунке.
Для большей наглядности сравним технологии производства на примере изготовления прямозубой шестерни изображенной на рисунке.
Эскиз изготавливаемой шестерни
Технологический процесс изготовления шестерни в серийном производстве может проходить по следующему маршруту:
Заготовка – поковка
- Токарная обработка
- Протягивание шпоночного паза
- Зубофрезерование или зубодолбление
- Закалка ТВЧ
Зубошлифование
На специализированных предприятиях шестерни производятся серийно, и поэтому в процессе их изготовления применяется специальное оборудование. В качестве заготовки используются поковки, откованные по форме детали из круглого проката. Несмотря на то, что поковка дороже проката, ее использование позволяет снизить трудоемкость механической обработки и сокращает количество отходов при производстве. Токарная обработка шестерен выполняется на специальных токарных станках зачастую оснащенных системой числового программного управления. В качестве примера, шестерня может быть изготовлена на вертикальном шестишпиндельном полуавтомате 1Б284.
Токарная обработка шестерен выполняется на специальных токарных станках зачастую оснащенных системой числового программного управления. В качестве примера, шестерня может быть изготовлена на вертикальном шестишпиндельном полуавтомате 1Б284.
Вертикальный шестишпиндельный токарный полуавтомат.
Этот станок имеет пять рабочих позиций и одну загрузочную. Сначала деталь крепиться на загрузочной позиции. Затем револьверный механизм станка поворачивается и деталь попадает уже на рабочую позицию где выполняется одна из рабочих операции, например подрезка торца детали. В это время оператор станка устанавливает новую шестерню на загрузочную позицию. Деталь последовательно проходит через все рабочие позиции и полностью обрабатывается с одной стороны. На втором таком же станке полностью обрабатывается вторая сторона шестерни. После токарной обработки на шестерне протягивают шпоночный паз. Протягивание – это очень эффективный способ получения шпоночных пазов и шлицов, позволяющий за малое время добиться высокой точности обработки. Протягивание выполняется на специальных протяжных станках, которые продвигают режущий инструмент — протяжку через отверстие детали. После протягивания паза происходит нарезка зубьев. Нарезка зубьев в серийном производстве выполняется на зубофрезерных станках специальными червячными фрезами или долбяками на зубодолбежных станках. Нарезка зубьев выполняется непрерывно, методом обката, обеспечивая высокую производительность и точность профиля зубьев.
Протягивание выполняется на специальных протяжных станках, которые продвигают режущий инструмент — протяжку через отверстие детали. После протягивания паза происходит нарезка зубьев. Нарезка зубьев в серийном производстве выполняется на зубофрезерных станках специальными червячными фрезами или долбяками на зубодолбежных станках. Нарезка зубьев выполняется непрерывно, методом обката, обеспечивая высокую производительность и точность профиля зубьев.
Нарезка зубьев червячной фрезой на зубофрезерном станке.
После нарезания зубьев выполняется закалка шестерни токами высокой частоты. Это способ закалки не является объемным, другими словами при закалке ТВЧ нагревается и закаливается только поверхность зубьев шестерни там, где высокая твердость нужна. Благодаря закалке ТВЧ зубья шестерни становятся твердыми, а сама шестерня не деформируется после термообработки. Заключительной операцией при изготовлении шестерни может быть зубошлифование, которое обеспечит высокую точность изготовления зубчатого профиля. Шестерня со шлифованными зубьями будет работать более плавно и значительно тише.
Шестерня со шлифованными зубьями будет работать более плавно и значительно тише.
А вот так, выглядит технологический маршрут изготовления зубчатого колеса в небольшой мастерской:
Заготовка – круглый прокат
- Отрезная
- Черновая токарная обработка
- Фрезерная обработка (нарезка зубьев)
- Объемная закалка (с отпуском)
- Чистовая токарная обработка
Небольшие мастерские оснащены базовым комплектом оборудования, в который обычно входит: ленточная пила, сверлильный станок, токарно-винторезный станок, универсальный фрезерный станок, сварочный аппарат. Конечно же, существуют мастерские с более широким диапазоном оборудования, и соответственно, с большими технологическими возможностями. Однако все оборудование мастерских отличается своей универсальностью. Универсальные станки способны выполнять различные задачи механической обработки, однако при этом трудоемкость изготовления детали значительно возрастает.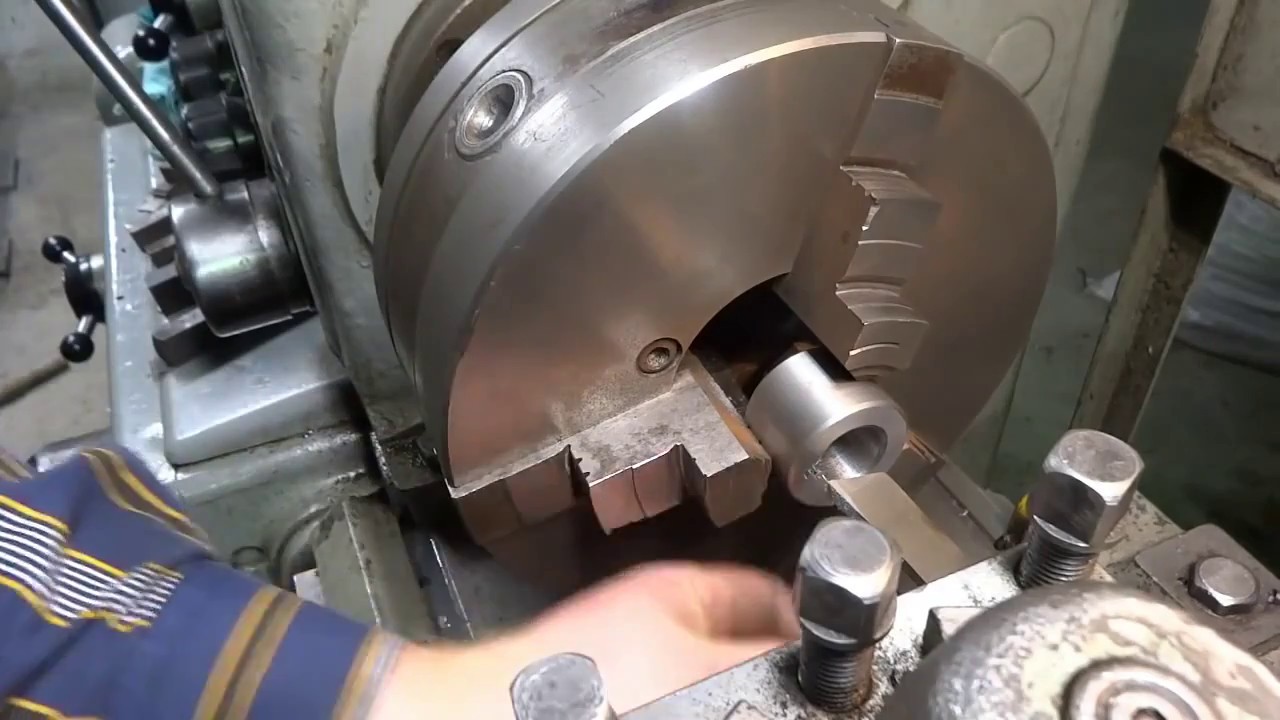
В качестве заготовки для изготовления шестерни используется круглый прокат. Заготовка с припуском по длине отрезается на ленточнопильном станке. Стоит отметить, что мастерские обладают ограниченным запасом круглого проката. Поэтому из-за отсутствия нужного материала недобросовестные исполнители могут изготовить шестерню из чего угодно. Например, из стали Ст20, которая при закалке не даст нужную твердость. Далее деталь обрабатывается на токарно-винторезном станке, где её точность зависит от умения и опытности станочника. Шестерню протачивают не полностью в размер, а оставляют припуск на торцах и в отверстии. Затем в шестерне долбят шпоночный паз. Если мастерская оснащена долбежным или строгальным станком, то паз прорезают на этих станках. Если таких станков нет, то паз обычно прорезают на токарном станке или в лучшем случае на фрезерном станке, при условии наличия к нему долбежной головки. Во время прорезания паза могут возникнуть сложности в достижении правильной формы и тем более правильного расположения паза в отверстии. Далее на заготовке нарезаются зубья. Этот процесс выполняется на универсальном фрезерном станке, дисковыми модульными фрезами. Каждая впадина шестерни прорезается отдельно, после чего с помощью делительной головки заготовка поворачивается на прорезку следующей впадины. Процесс нарезки зубьев шестерни на фрезерном станке очень трудоемкий и требует высокой квалификации станочника. После нарезки зубьев выполняется закалка шестерни. В лучшем случае в мастерской закалка будет проходить в камерной печи с последующим охлаждением в масле или воде. При отсутствии печи, закалка может быть выполнена кустарным способом, нагревая деталь с помощью газового резака. При такой закалке шестерня приобретет неравномерную твердость, вследствие чего, может при своей эксплуатации быстро выйти из строя. После закалки шестерня обрабатывается на токарном станке. На детали подрезаются торцы, и окончательно обрабатывается посадочное отверстие. Стоит отметить, что чистовая обработка шестерни также требует высокой квалификации станочника.
Далее на заготовке нарезаются зубья. Этот процесс выполняется на универсальном фрезерном станке, дисковыми модульными фрезами. Каждая впадина шестерни прорезается отдельно, после чего с помощью делительной головки заготовка поворачивается на прорезку следующей впадины. Процесс нарезки зубьев шестерни на фрезерном станке очень трудоемкий и требует высокой квалификации станочника. После нарезки зубьев выполняется закалка шестерни. В лучшем случае в мастерской закалка будет проходить в камерной печи с последующим охлаждением в масле или воде. При отсутствии печи, закалка может быть выполнена кустарным способом, нагревая деталь с помощью газового резака. При такой закалке шестерня приобретет неравномерную твердость, вследствие чего, может при своей эксплуатации быстро выйти из строя. После закалки шестерня обрабатывается на токарном станке. На детали подрезаются торцы, и окончательно обрабатывается посадочное отверстие. Стоит отметить, что чистовая обработка шестерни также требует высокой квалификации станочника. В противном случае можно получить шестерню с большим биением зубчатого венца.
В противном случае можно получить шестерню с большим биением зубчатого венца.
Сравнивая технологические маршруты производства можно прийти к не утешительным выводам. Во-первых, небольшие мастерские технологически не могут изготовить вам высококачественную шестерню. Степень точности шестерни из мастерской будет гораздо ниже промышленного образца. Это не значит, что шестерня совсем не будет работать, но срок ее эксплуатации будет не большим. При этом стоит учесть, что уровень шума собранного узла с такой шестеренкой будет высоким. Во-вторых, при производстве детали в мастерской используются технологии, основанные на индивидуальном профессионализме станочников. Пресловутый человеческий фактор может очень негативно повлиять на готовый продукт. Не качественная шестерня может быстро сломаться или того хуже привести к поломке других деталей узла. В-третьих, не ждите, что стоимость шестерни полученной в мастерской будет значительно ниже стоимости оригинала, так как процесс единичного изготовления более трудоемкий. Низкая стоимость говорит лишь о том, что эта деталь, скорее всего, выполнена с нарушениями технологии производства (например, не выполнена закалка). Поэтому сложные детали лучше всего покупать и не жалеть на это средств, но если вариант покупки не возможен изготавливайте сложные детали только в гарантировано проверенных мастерских, иначе потратите деньги и не решите проблему.
Низкая стоимость говорит лишь о том, что эта деталь, скорее всего, выполнена с нарушениями технологии производства (например, не выполнена закалка). Поэтому сложные детали лучше всего покупать и не жалеть на это средств, но если вариант покупки не возможен изготавливайте сложные детали только в гарантировано проверенных мастерских, иначе потратите деньги и не решите проблему.
Внутренний шпоночный паз в шкиве на JET BD-7VS. Самоделка. смотреть онлайн видео от Мастерская дяди Леши в хорошем качестве.
12+
1 год и 3 месяца назад
Мастерская дяди Леши18 подписчиков
Первый опыт прорезания шпоночного паза в коническом отверстии шкива. Пришлось поломать голову, но все же, кое что получилось…
==============
Мастерская дяди Леши на BOOSTY.TO: https://boosty.to/workhsopdl
Группа в ВК: http://www.vk.com/c_mdl
Страничка в TELEGRAMM: http://te.me/ch_mdl
==============
Настольный токарный станок по металлу JET BD-7VS: http://www.jettools.ru/catalog/nastolnye-tokarnye-stanki/nastolnyy-tokarnyy-stanok-po-metallu-bd-7vs/
Токарный станок, подобный моему: https://alitems. site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F4001187803775.html%3Fsku_id%3D12000022265167395%26spm%3Da2g2w.productlist.0.0.5fb44b40MkV49D
site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F4001187803775.html%3Fsku_id%3D12000022265167395%26spm%3Da2g2w.productlist.0.0.5fb44b40MkV49D
Шестерня 23-60 зубов, стальная. Толщина 10 мм, модуль 1: https://alitems.site/g/vv3q4oey1v73559c7775b6d1781017/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F4000998360355.html%3Fspm%3Da2g0s.9042311.0.0.66f333edb87EWK
Концевая фреза MZG HRC50 — 4 мм, 5 мм, 6 мм, 8 мм, 12 мм: https://alitems.site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F32834548832.html%3Fspm%3Da2g2w.productlist.0.0.4b694830ty1f0X
Набор концевых фрез по металлу из быстрорежущей стали 1,5, 2, 2,5, 3, 3,5, 4, 5, 5,5, 6, 7, 8, 9, 10, 12 мм, с прямым хвостовиком, 4 канавки: https://alitems.site/g/vv3q4oey1v73559c7775b6d1781017/?ulp=https%3A%2F%2Fa.aliexpress.com%2F_9IOx5b
Набор центровочных сверл из быстрорежущей стали, угол — 60°, 1,0 мм, 1,5 мм, 2,0 мм, 2,5 мм, 3,5 мм, 5 мм: https://alitems.site/g/vv3q4oey1v73559c7775b6d1781017/?ulp=https%3A%2F%2Fa. aliexpress.com%2F_AtaNLf
aliexpress.com%2F_AtaNLf
Высокоточный штангенциркуль 0-150 мм из нержавеющей стали с циферблатом: https://alitems.site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F1005002148779454.html%3Fsku_id%3D12000021505827095%26spm%3Da2g2w.productlist.0.0.6ae22ef8mbloRN
Микрометр 0-25 мм 0,01 мм: https://alitems.site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F32687462178.html%3Faf%3D1179511%26af%3D1179511%26aff_fcid%3Dd72abbdd109f46f89338ff83ac7c31cf-1637062565927-05946-_ePNSNV%26aff_fsk%3D_ePNSNV%26aff_platform%3Dportals-tool%26aff_trace_key%3Dd72abbdd109f46f89338ff83ac7c31cf-1637062565927-05946-_ePNSNV%26afref%3Dhttps%253A%252F%252Fwww.youtube.com%252F%26afref%3Dhttps%253A%252F%252Fwww.youtube.com%252F%26algo_expid%3Df7472e54-8c5a-4997-b91b-fc0259db2fc3-21%26algo_pvid%3Df7472e54-8c5a-4997-b91b-fc0259db2fc3%26btsid%3D0b8b034c16263540583375216e4a3e%26cv%3D47843%26cv%3D47843%26dp%3D78d581ed68a49a9a63a4e9ea7d35f483%26dp%3D78d581ed68a49a9a63a4e9ea7d35f483%26mall_affr%3Dpr3%26mall_affr%3Dpr3%26sk%3D_ePNSNV%26sku_id%3D10000013333881518%26spm%3Da2g0o. productlist.0.0.7c0d1a063Bmj2r%26terminal_id%3D30e2a67ca762437bb3dbea67645450b9%26utm_campaign%3D1179511%26utm_campaign%3D1179511%26utm_content%3D47843%26utm_content%3D47843%26utm_medium%3Dcpa%26utm_medium%3Dcpa%26utm_source%3Dadmitad%26utm_source%3Dadmitad%26ws_ab_test%3Dsearchweb0_0%252Csearchweb201602_%252Csearchweb201603_
productlist.0.0.7c0d1a063Bmj2r%26terminal_id%3D30e2a67ca762437bb3dbea67645450b9%26utm_campaign%3D1179511%26utm_campaign%3D1179511%26utm_content%3D47843%26utm_content%3D47843%26utm_medium%3Dcpa%26utm_medium%3Dcpa%26utm_source%3Dadmitad%26utm_source%3Dadmitad%26ws_ab_test%3Dsearchweb0_0%252Csearchweb201602_%252Csearchweb201603_
==============
Привет! Я — Алексей, автор канала «Мастерская дяди Лёши». В своей мастерской я занимаюсь всякими разными вещами! В основном, конечно, это токарка на настольном токарном станке JET BD-7VS, изготовление приспособлений, и оснастки для него. А так же в отдельном плейлисте выложены ролики об обслуживании, настройке, и ремонте станка. Помимо этого, среди роликов есть ремонт автомобильных стартеров и генераторов, и плейлист, где я провожу всяческие эксперименты в мастерской. Время от времени получается крутая самоделка!
===============
Вы можете помочь развитию мастерской и канала:
Карта банка ВТБ: 4893 4702 9912 4849
WebMoney (RUB): R279511497411
WebMoney (USD): Z821688391164
QIWI: +7 950 292-25-84
===============
А дальше хэштеги. Возможно, благодря им вы и нашли этот ролик!
Возможно, благодря им вы и нашли этот ролик!
#bd7vs
#токарка
#Металлообработка
#МастерскаяДядиЛеши
#НастольныйТокарный
Как вырезать шпоночный паз на токарном станке??
WesPete66
Активный пользователь
#1
Я занимаюсь ремонтом быстросменной коробки передач на моем токарном станке Atlas TH54. У меня новые втулки запрессованы на место, ожидая подгонки под валы. Но валы тоже изношены, думаю их тоже надо заменить. Это простые детали, в основном простые валы, за исключением длинных шпоночных пазов, фрезерованных по всей длине детали. Так возможно ли/практично использовать токарный станок для изготовления этих шпоночных канавок? У меня есть сверлильный патрон Jacobs для передней бабки, в который можно вставить небольшую фрезу со шпоночным пазом. Но моя проблема в том, чтобы удерживать деталь, и как ее держать? Как мне закрепить каретку, чтобы удерживать вал, и можно ли это сделать без фрезерных тисков/приспособления (которых у меня нет)?
Но моя проблема в том, чтобы удерживать деталь, и как ее держать? Как мне закрепить каретку, чтобы удерживать вал, и можно ли это сделать без фрезерных тисков/приспособления (которых у меня нет)?
У кого-нибудь есть фотографии ваших собственных инструментов для такой работы?
Еще раз спасибо,
Вес
Чукорландо
Зарегистрировано
#2
Не могли бы вы поставить концевую фрезу или что-то еще в патрон. Затем уложить деталь длинными путями на поперечный салазок? Конечно, вам нужно будет установить его на нужную высоту. Затем запустите каретку на свою глубину и используйте поперечный салазок для фрезерования длины
Просто идея без практического опыта.
Дранреб
Активный пользователь
#3
Привет, Вес! В зависимости от того, какой у вас тип резцедержателя, его можно использовать так же, как фрезерную насадку.
rmack898
Активный пользователь
#4
Вы можете поместить вал между центрами и заточить инструмент, чтобы протянуть его, используя каретку с заблокированным шпинделем.
Вам придется делать небольшие надрезы, но длина не будет проблемой.
Дранреб
Активный пользователь
#5
чукорландо сказал:
Не могли бы вы поставить концевую фрезу или что-то еще в патрон. Затем уложить деталь длинными путями на поперечный салазок? Конечно, вам нужно будет установить его на нужную высоту. Затем запустите каретку на свою глубину и используйте поперечный салазок для фрезерования длины
Просто идея без практического опыта.
Нажмите, чтобы развернуть…
С поперечным суппортом с Т-образными пазами и аккуратной настройкой, которая отлично работает, я сделал это сам с прямоугольным материалом, но не с круглым валом. .
.
Bernard
British Steel
Гость форума
#6
Идея патрона не так уж и плоха, я помещаю фрезу в цангу носа шпинделя и зажимаю заготовку, используя Т-образные пазы, V-образные и 123 блоки, параллели и т. д., и это работает для меня… Как долго валы и шпоночные канавки? В отчаянии для очень мелких деталей я использовал держатель QCTP в качестве фрезерных тисков, его регулировка по высоте для центрирования фрезы на заготовке… формовщик и изготовление фрезерного шпинделя, который крепится к верхнему салазку и приводится в движение небольшим отдельным двигателем?
epanzella
Активный пользователь
#7
Если шпоночная канавка длиннее, чем ход вашего xslide, я полагаю, что единственным внутренним решением будет то, что описано в сообщении № 4.
Halligan142
Активный пользователь
#8
То же самое здесь, только с внешней стороны вала, а не внутри отверстия, и вы можете держать долото в обычном держателе вместо расточной оправки.
hman
Активный пользователь
#9
Возможно, вы захотите проверить сообщение № 711 на странице 24 POTD.
На нем показано, как я держал заготовку в патроне токарного станка, а затем использовал каретку в качестве импровизированного формирователя для формирования внутреннего шпоночного паза. Внешние шпоночные канавки просто потребуют небольшой модификации установки. И пока инструмент не изгибается слишком сильно, вы сможете сделать достаточно длинный.
Обратите внимание на деревянные «салазки», используемые для блокировки вращения патрона.
Удачи!
Дранреб
Активный пользователь
#10
Этот метод работает достаточно хорошо, начиная с участника
судшут
Последнее редактирование модератором:
Нарезка/протяжка внутреннего шпоночного паза на токарном станке
danleereed
Активный пользователь
#1
Привет, банда, сегодня мне нужно было сделать кое-что. Мне нужно было вставить шпоночный паз 3/16 дюйма в отверстие диаметром 3/4 дюйма и глубиной 1,25 дюйма. У меня был кусок инструментальной стали квадратного сечения 3/16 дюйма, и я догадался, как его следует заточить. Я использовал 1/2-дюймовую расточной оправку под углом 90 градусов, чтобы удерживать фрезу. Я делал около 0,005 дюйма на рез, пока не получил вырез 0,090 дюйма. просверлил отверстие до 0,75 дюйма и 1,375 дюйма в глубину. Сверло для пилотного отверстия 11/16 дюйма углубилось примерно на 1/8 дюйма, чтобы инструмент для резки ключей прошел достаточно глубоко. Я сделал множество надрезов, которые не смог удалить. некоторые сколы в конце разреза. Когда я закончил, мой шпоночный паз оказался глубиной всего 1,125 дюйма.
У меня был кусок инструментальной стали квадратного сечения 3/16 дюйма, и я догадался, как его следует заточить. Я использовал 1/2-дюймовую расточной оправку под углом 90 градусов, чтобы удерживать фрезу. Я делал около 0,005 дюйма на рез, пока не получил вырез 0,090 дюйма. просверлил отверстие до 0,75 дюйма и 1,375 дюйма в глубину. Сверло для пилотного отверстия 11/16 дюйма углубилось примерно на 1/8 дюйма, чтобы инструмент для резки ключей прошел достаточно глубоко. Я сделал множество надрезов, которые не смог удалить. некоторые сколы в конце разреза. Когда я закончил, мой шпоночный паз оказался глубиной всего 1,125 дюйма.
Единственный способ достать ключ до конца, чтобы просверлить отверстие на большую глубину для наращивания? Или это лучший способ заточить мой инструмент, чтобы чип вышел? Я думал о том, чтобы передвигать седло назад каждые два прохода, чтобы разбить стружку в конце, но это значительно увеличило бы время работы.
Вот пара фотографий инструмента и конечного результата.
Джим Доусон
Глобальный модератор
#2
Выглядит отлично, и ты заточил этот инструмент так же, как и я. Но я не знаю, что делать с чипами внизу. Может быть, более легкие порезы и дотянуться и сломать их?
Малаве16
Активный пользователь
#3
Затылочная насечка на конце отверстия или заточка инструмента для удаления стружки. Просто вставьте инструмент в конец шпоночного паза и верните каретку назад, чтобы сломать стружку.
Просто вставьте инструмент в конец шпоночного паза и верните каретку назад, чтобы сломать стружку.
PatMiles
Активный пользователь
#4
Как раз то, что мне было нужно… на прошлой неделе. Я соберу один из них… на следующей неделе.
Пат
Пол в OKC
Зарегистрировано
#5
Раньше мне приходилось делать это в месте, где я работал много лет назад. Мы просверлим отверстие в боковой части детали в нижней части отверстия. Мне нравится идея с подрезкой. Не должен быть очень широким.
Мы просверлим отверстие в боковой части детали в нижней части отверстия. Мне нравится идея с подрезкой. Не должен быть очень широким.
epanzella
Активный пользователь
#6
Пол в OKC сказал:
Раньше мне приходилось делать это в одном месте, где я работал много лет назад. Мы просверлим отверстие в боковой части детали в нижней части отверстия. Мне нравится идея с подрезкой. Не должен быть очень широким.
Нажмите, чтобы развернуть…
Я подумал о затылке (например, для внутренней резьбы), но был немного обеспокоен ослаблением детали, так как она должна была поворачиваться на 360 градусов. Мне нравится твоя другая идея о сверлении отверстия. Вы всегда можете вставить установочный винт в отверстие, если деталь должна быть герметизирована.
Мне нравится твоя другая идея о сверлении отверстия. Вы всегда можете вставить установочный винт в отверстие, если деталь должна быть герметизирована.
Pontiac Freak
Активный пользователь
#7
Я заинтригован вашей способностью создавать квадратный шпоночный паз на токарном станке, но у меня проблемы с пониманием этой концепции. Вы двигали каретку внутрь и наружу или поперечную подачу?
danleereed
Активный пользователь
#8
Понтиак Фрик сказал:
Я заинтригован вашей способностью создавать квадратный паз на токарном станке, но у меня проблемы с пониманием этой концепции. Вы двигали каретку внутрь и наружу или поперечную подачу?
Нажмите, чтобы развернуть…
Да, на оба Понтиака. Я вручную перемещал каретку в отверстие и из него, чтобы сделать разрез, и перемещал поперечный салазок назад примерно на 0,005 за вход или разрез, пока не достиг нужной глубины. Я установил токарный станок на очень низкую передачу, чтобы заблокировать головку, чтобы патрон не вращался. Казалось, все прошло очень хорошо.
Мне нравится идея просверлить отверстие для облегчения. Кроме того, если бы деталь была достаточно большого диаметра, я бы, возможно, подумал о рельефной канавке/срезе на конце. Я также думал, что это может ослабить меньшие диаметры, чтобы сократить рельеф.
Мне нужно сделать еще 1 на этой неделе, чтобы закончить этот проект. Я собираюсь просверлить немного глубже и получить больше зазора, чтобы я мог вставить ключ так глубоко, как мне нужно, независимо от стружки, которая торчит в конце. Также у меня есть кирка, чтобы попытаться проработать некоторые из них, прежде чем они станут густыми. Я действительно не ожидал иметь дело с неразбитыми фишками в первый раз.
Дэн Рид
Билл Груби
Гость форума
#9
Очень хорошо сделано. У меня есть одно предложение по заточке инструмента. Стружколом у вас немного глубокий. Бьюсь об заклад, это заставило чип свернуться, а не сломаться.
