Шпоночный паз на токарном станке: Как сделать шпоночный паз на токарном станке
Содержание
Как сделать шпоночный паз на токарном станке
Обычно токарный станок применяется при расточке, нарезании резьбы, развертывании, зенковании и сверлении, но на этом их возможности не заканчиваются. Я предлагаю рассмотреть способ, как с его помощью продолбить шпоночный паз на втулке. Для этого я применяю токарно-винторезный станок 1К62.
Набор инструментов
Для выполнения работы помимо станка потребуется:
- резец расточной;
- резец долбежный;
- масло для смазки.
Расточной резец может использоваться любой, конечно в пределах возможностей диаметра втулки. Что касается долбежного инструмента, то его сечение подбирается под требуемую ширину шпоночного паза. Смазочное масло потребуется только в тех случаях, если приходится работать с твердым металлом. Для мягких сталей при условии применения качественных резцов оно не обязательно, поскольку расточка фаски и долбление не вызывает критического перегрева, способного ускорить стирание режущей кромки инструмента.
Подготовительный этап
Втулка устанавливается в трехкулачковый патрон. Перед выполнением долбления необходимо сначала подготовить ее внутреннюю и наружную фаску расточным резцом. Они делаются только с той стороны, с которой будет входить долбежный инструмент. Это простейший процесс знакомый даже токарю любителю, потому не требует отдельного рассмотрения.
После подготовки фасок на станке нужно поставить минимальную скорость, чтобы предотвратить прокручивание шпинделя. У многих станков кулачковый патрон может под нагрузкой давать люфт, поэтому в этом случае необходимо поставить распорку. Для этого под него ставится подходящий по высоте болт с гайкой. При ее выкручивании длина упора увеличивается, поэтому он плотно прижимается к патрону, тем самым убирая качение.
Долбежный резец слегка зажимается в резцедержателе. Он выставляет по центру втулки, после чего необходимо провести точную регулировку. Для этого он заводится во втулку, двигаясь продольно с суппортом по салазкам. Получаемая в результате царапина должна идти вдоль отверстия втулки от одного края до второго. В порезанной линии не должно оставаться участка без царапины. Если он есть, то это говорить о наличии перекоса. Когда резец выставлен правильно, его нужно очень крепко зажать, поскольку нагрузка при долблении намного выше, чем при выполнении стандартных токарных работ.
Для этого он заводится во втулку, двигаясь продольно с суппортом по салазкам. Получаемая в результате царапина должна идти вдоль отверстия втулки от одного края до второго. В порезанной линии не должно оставаться участка без царапины. Если он есть, то это говорить о наличии перекоса. Когда резец выставлен правильно, его нужно очень крепко зажать, поскольку нагрузка при долблении намного выше, чем при выполнении стандартных токарных работ.
Процесс долбления
Поскольку внутри втулка имеет свой радиус, то перед началом отсчета глубины паза необходимо его срезать, чтобы получить ровную площадку, которая будет нулевой точкой отсчета. Для этого с помощью суппорта двигаю резец вовнутрь втулки по продольным салазкам, снимая тончайшую стружку металла. После его возвращения в изначальное положение приближаю режущую кромку уже по поперечным салазкам к телу втулки на 0,1 мм. Снова делаю продольное движение по каретке. Процесс повторяю до тех пор, пока желоб не утратит радиус.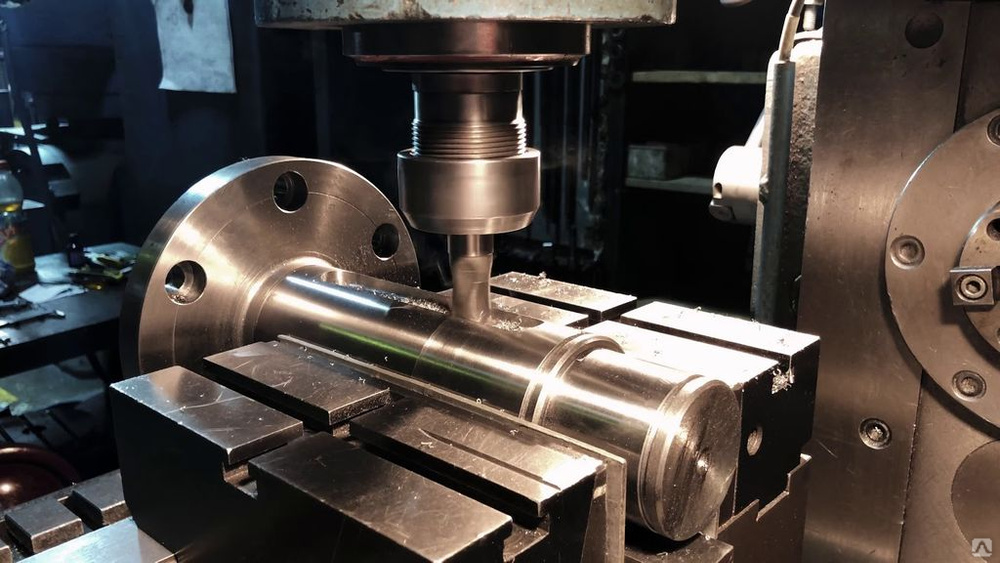 Как только он уйдет, это и будет нулевая точка для отсчета.
Как только он уйдет, это и будет нулевая точка для отсчета.
Теперь приступаю к долблению шпоночного паза. В моем случае его глубина должна составлять 2,6 мм. Используя шаг по 0,1 мм потребуется сделать 26 движений резца, чтобы достичь такой глубины.
После углубления паза на 2,6 мм нужно не меняя настройки на лимбе сделать еще несколько повторных движений резца, чтобы подчистить плоскость от мелких заусениц. Далее втулка извлекается из патрона. Ее второй торец довольно грубый, но это легко решается. В резцедержатель снова устанавливается расточной резец, и снимаются аккуратные фаски. После этого втулку можно использовать по предназначению.
Долбление на токарном станке продолжительный, хотя и не сложный процесс. В моем случае продольное движение суппорта моторизировано, поэтому все делается относительно быстро. Продолбить паз возможно и на бюджетных станках с ручным приводом, но в этом случае времени понадобится значительно больше.
Смотрите видео
Как сделать шпоночный паз на токарном станке
CNC-Maniac
Обычно токарный станок применяется при расточке, нарезании резьбы, развертывании, зенковании и сверлении, но на этом их возможности не заканчиваются. Я предлагаю рассмотреть способ, как с его помощью набить шпоночный паз на токарном станке. Для этого я применяю токарно-винторезный станок 1К62.
Токарно-винторезный станок 1К62
Набор инструментов
Для того чтобы сделать шпоночный паз на токарном станке помимо станка потребуется:
- резец расточной;
- резец долбежный;
- масло для смазки.
Расточной резец может использоваться любой, конечно в пределах возможностей диаметра втулки. Что касается долбежного инструмента, то его сечение подбирается под требуемую ширину шпоночного паза. Смазочное масло потребуется только в тех случаях, если приходится работать с твердым металлом. Для мягких сталей при условии применения качественных резцов оно не обязательно, поскольку расточка фаски и долбление не вызывает критического перегрева, способного ускорить стирание режущей кромки инструмента.
Долбежный инструмент
Подготовительный этап
Втулка устанавливается в трехкулачковый патрон. Перед выполнением долбления необходимо сначала подготовить ее внутреннюю и наружную фаску расточным резцом. Они делаются только с той стороны, с которой будет входить долбежный инструмент. Это простейший процесс знакомый даже токарю любителю, потому не требует отдельного рассмотрения.
После подготовки фасок на станке нужно поставить минимальную скорость, чтобы предотвратить прокручивание шпинделя. У многих станков кулачковый патрон может под нагрузкой давать люфт, поэтому в этом случае необходимо поставить распорку. Для этого под него ставится подходящий по высоте болт с гайкой. При ее выкручивании длина упора увеличивается, поэтому он плотно прижимается к патрону, тем самым убирая качение.
Установка резца
Долбежный резец слегка зажимается в резцедержателе. Он выставляет по центру втулки, после чего необходимо провести точную регулировку. Для этого он заводится во втулку, двигаясь продольно с суппортом по салазкам. Получаемая в результате царапина должна идти вдоль отверстия втулки от одного края до второго. В порезанной линии не должно оставаться участка без царапины. Если он есть, то это говорить о наличии перекоса. Когда резец выставлен правильно, его нужно очень крепко зажать, поскольку нагрузка при долблении намного выше, чем при выполнении стандартных токарных работ.
Получаемая в результате царапина должна идти вдоль отверстия втулки от одного края до второго. В порезанной линии не должно оставаться участка без царапины. Если он есть, то это говорить о наличии перекоса. Когда резец выставлен правильно, его нужно очень крепко зажать, поскольку нагрузка при долблении намного выше, чем при выполнении стандартных токарных работ.
Процесс долбления
Поскольку внутри втулка имеет свой радиус, то перед началом отсчета глубины паза необходимо его срезать, чтобы получить ровную площадку, которая будет нулевой точкой отсчета. Для этого с помощью суппорта двигаю резец вовнутрь втулки по продольным салазкам, снимая тончайшую стружку металла. После его возвращения в изначальное положение приближаю режущую кромку уже по поперечным салазкам к телу втулки на 0,1 мм. Снова делаю продольное движение по каретке. Процесс повторяю до тех пор, пока желоб не утратит радиус. Как только он уйдет, это и будет нулевая точка для отсчета.
Срезание радиуса втулки
Теперь приступаю к долблению шпоночного паза. В моем случае его глубина должна составлять 2,6 мм. Используя шаг по 0,1 мм потребуется сделать 26 движений резца, чтобы достичь такой глубины.
В моем случае его глубина должна составлять 2,6 мм. Используя шаг по 0,1 мм потребуется сделать 26 движений резца, чтобы достичь такой глубины.
Долбление шпоночного пазаДолбление шпоночного паза
После углубления паза на 2,6 мм нужно не меняя настройки на лимбе сделать еще несколько повторных движений резца, чтобы подчистить плоскость от мелких заусениц. Далее втулка извлекается из патрона. Ее второй торец довольно грубый, но это легко решается. В резцедержатель снова устанавливается расточной резец, и снимаются аккуратные фаски. После этого втулку можно использовать по предназначению.
Долбление на токарном станке продолжительный, хотя и не сложный процесс. В моем случае продольное движение суппорта моторизировано, поэтому все делается относительно быстро. Продолбить паз возможно и на бюджетных станках с ручным приводом, но в этом случае времени понадобится значительно больше.
Смотрите видео
Поделиться в социальных сетях
Как вырезать шпоночный паз на токарном станке??
WesPete66
Активный пользователь
#1
Я занимаюсь ремонтом быстросменной коробки передач на моем токарном станке Atlas TH54. У меня новые втулки запрессованы на место, ожидая подгонки под валы. Но валы тоже изношены, думаю их тоже надо заменить. Это простые детали, в основном простые валы, за исключением длинных шпоночных пазов, фрезерованных по всей длине детали. Так возможно ли/практично использовать токарный станок для изготовления этих шпоночных канавок? У меня есть сверлильный патрон Jacobs для передней бабки, в который можно вставить небольшую фрезу со шпоночным пазом. Но моя проблема в том, чтобы удерживать деталь, и как ее держать? Как мне закрепить каретку, чтобы удерживать вал, и можно ли это сделать без фрезерных тисков/приспособления (которых у меня нет)?
У кого-нибудь есть фотографии ваших собственных инструментов для такой работы?
Еще раз спасибо,
Вес
Чукорландо
Зарегистрировано
#2
Не могли бы вы поставить концевую фрезу или что-то еще в патрон. Затем уложить деталь длинными путями на поперечный салазок? Конечно, вам нужно будет установить его на нужную высоту. Затем запустите каретку на свою глубину и используйте поперечный салазок для фрезерования длины
Просто идея без практического опыта.
Дранреб
Активный пользователь
#3
Привет, Вес! В зависимости от того, какой у вас тип резцедержателя, его можно использовать так же, как фрезерную насадку.
rmack898
Активный пользователь
#4
Вы можете поместить вал между центрами и заточить инструмент, чтобы протянуть его, используя каретку с заблокированным шпинделем.
Вам придется делать небольшие надрезы, но длина не будет проблемой.
Дранреб
Активный пользователь
#5
чукорландо сказал:
Не могли бы вы поставить концевую фрезу или что-то еще в патрон. Затем уложить деталь длинными путями на поперечный салазок? Конечно, вам нужно будет установить его на нужную высоту. Затем запустите каретку на свою глубину и используйте поперечный салазок для фрезерования длины
Просто идея без практического опыта.
Нажмите, чтобы развернуть…
С поперечным суппортом с Т-образными пазами и аккуратной настройкой, которая отлично работает, я сделал это сам с прямоугольным материалом, но не с круглым валом..
Bernard
British Steel
Гость форума
#6
Идея патрона не так уж и плоха, я помещаю фрезу в цангу носа шпинделя и зажимаю заготовку, используя Т-образные пазы, V-образные и 123 блоки, параллели и т. д., и это работает для меня… Как долго валы и шпоночные канавки? В отчаянии для очень мелких деталей я использовал держатель QCTP в качестве фрезерных тисков, его регулировка по высоте для центрирования фрезы на заготовке… формовщик и изготовление фрезерного шпинделя, который крепится к верхнему салазку и приводится в движение небольшим отдельным двигателем?
epanzella
Активный пользователь
#7
Если шпоночная канавка длиннее, чем ход вашего xslide, я полагаю, что единственным внутренним решением будет то, что описано в сообщении № 4.
Halligan142
Активный пользователь
#8
То же самое здесь, только с внешней стороны вала, а не внутри отверстия, и вы можете держать долото в обычном держателе вместо расточной оправки.
hman
Активный пользователь
#9
Возможно, вы захотите проверить сообщение № 711 на странице 24 POTD.
На нем показано, как я держал заготовку в патроне токарного станка, а затем использовал каретку в качестве импровизированного формирователя для формирования внутреннего шпоночного паза. Внешние шпоночные канавки просто потребуют небольшой модификации установки. И пока инструмент не изгибается слишком сильно, вы сможете сделать достаточно длинный.
Обратите внимание на деревянные «салазки», используемые для блокировки вращения патрона.
Удачи!
Дранреб
Активный пользователь
#10
Этот метод работает достаточно хорошо, начиная с участника
судшут
Последнее редактирование модератором:
Приспособление для шпоночного паза на токарном станке
Мы разработали токарный станок для присоединения шпоночного паза, который можно использовать на токарном станке для изготовления ключа. Шпиндель токарного станка со шпоночным пазом изготовлен из легированной стали и опирается на прецизионный конический роликоподшипник , воспринимающий радиальную и осевую нагрузку. Мы предлагаем токарный станок с навесным пазом с прочные защитные кожухи , шкив V-образного ремня и фреза для концевой фрезы , готовые к использованию.
Мы предлагаем токарный станок с навесным пазом с прочные защитные кожухи , шкив V-образного ремня и фреза для концевой фрезы , готовые к использованию.
Использование:
- Полезно для выполнения шпоночного паза между центрами , чтобы сделать шпоночный паз более 3000 мм при токарной работе.
- Можно сделать шпоночные направляющие в длинном валу шт.
- Также полезно сделать отверстие в длинном валу .
- Удерживает любую форму ЗАДАНИЕ – Концевая фреза со шпинделем.
- Шпоночный паз с мотором работает вместе с поперечным ползунком .
- Нарезание канавок Операция.
| Аксессуар | Подходящая модель | Цена (рупий) |
| Шпоночное крепление с мотором [26 кг] — 13 мм Использование Шпоночное крепление с мотором [35 кг] — от 5 до 20 мм Использование | Все модели | 17 000 20 000 |
Мы здесь, чтобы помочь вам
Q1: Для чего используется этот шпоночный паз и на какой машине его можно установить?
A: Это приспособление для шпоночного паза используется для удержания ключа, и это приспособление находится на токарном станке.
Q1: इस कीवे अटैचमेंट क क्या उपयोग है औ इसे किस में स स्थापित किया जा सकता है?
ए: इस की-वे अटैचमेंट क क की को होल्ड क000
Q2: Сколько мм шпоночной канавки имеет это приспособление для шпоночной канавки?
A: Это приспособление для шпоночного паза может удерживать ключи до 13 мм .
Q2: इस की-वे अटैचमेंट में कितने मिमी कै-वे हो?
ए: यह अटैचमेंट 13 मिमी तक की चाबियों कर सकता है।।।।।
Q3: Сколько оборотов в минуту и сколько л.с. в этой насадке со шпоночным пазом?
A: Это навесное оборудование со шпоночным пазом оснащено двигателем стандарта IS со скоростью 1440 об/мин и мощностью 0,5 л.с.
Q3: इस की-वे अटैचमेंट में कितने rpm की मोटर्स और कितने hp की होती हैं हैं हैं हैं हैं हैं हैं हैं हैं हैं हैं हैं
ए: इस की-वे अटैचमेंट को 1440 आरपीएम और 0,5 एचपी प प आईएस म मोट मोट मिलती।।।।।।।।।।।।।।।।।
В4: Сколько весит это приспособление для шпоночного паза?
A: Вес этого крепления со шпоночным пазом оценивается в и составляет от 20 до 25 кг.
Q4: इस की-वे अटैचमेंट का वजन कितना है?
ए: इस कीवे अटैचमेंट का वजन 20 से 25 किलोग्राम अंदाजित होता है।
В5: Как устроена эта упаковка шпоночного паза?
A: Это приспособление для шпоночного паза упаковано в деревянный ящик .
Q5: यह की-वे अटैचमेंट की पैकिंग कैसे होती है?
ए: यह कीवे अटैचमेंट के बक बक्से में पैक किया जाता है।
В6: Через сколько дней после получения денег будет отправлено это вложение с ключом?
A: Это приспособление для шпоночного паза отправляется в течение 1 или 2 дней после получения денег .
Q6: पैसे मिलने के ब ब दिनों में यह की-वे अटैचमेंट डिस्पैच हो जाता है?
ए: यह की-वे अटैचमेंट पैसे मिलने के 1 या 2 दिनों के भीत भेज दिय दिया जाता है।
В7: Через сколько дней после оплаты денег мы получим это ключевое приспособление?
A: Это приспособление со шпоночным пазом будет доставлено на ваш этаж через 7-10 дней после того, как заплатит деньги .
