Штамповка заготовок: Горячая штамповка металла: технология и оборудование
Содержание
Тема 12: Заготовки, получаемые штамповкой.
Сущность
процесса штамповки.Холодная
штамповка.Штамповочные
операции
Горячая
объемная штамповка — это
вид обработки металлов давлением, при
котором формообразование поковки из
нагретой заготовки осуществляют с
помощью специального инструмента —
штампа.
Течение
металла ограничивается поверхностями
полостей (а также выступов), изготовленных
в отдельных частях штампа, так что в
конечный момент штамповки они образуют
единую замкнутую полость (ручей) по
конфигурации поковки.
В
качестве заготовок для горячей штамповки
в подавляющем большинстве случаев
применяют прокат круглого, квадратного,
прямоугольного профилей, а также
периодический. При этом прутки разрезают
на отдельные (мерные) заготовки, хотя
иногда штампуют из
Рис.
1
прутка
с последующим отделением поковки
непосредственно на штамповочной машине.
Мерные заготовки отрезают от прутка
различными способами: на кривошипных
пресс-ножницах, механическими пилами,
газовой резкой и т. д.
По
сравнению с ковкой штамповка имеет ряд
преимуществ. Горячей объемной штамповкой
можно получать поковки сложной
конфигурации без напусков, что при ковке
невозможно, Допуски на штампованную
поковку в 3—4 раза меньше, чем на кованую.
Вследствие этого значительно сокращается
объем последующей обработки резанием.
Штампованные поковки обрабатывают
только в местах сопряжения с другими
деталями, и эта обработка может сводиться
только к шлифованию.
Производительность
штамповки значительно выше — десятки
и сотни поковок в час.
В то
же время штамп — дорогостоящий инструмент
и пригоден только для изготовления
какой-то одной, конкретной поковки. В
связи с этим штамповка экономически
целесообразна лишь при изготовлении
достаточно больших партий одинаковых
поковок.
Кроме
того, для объемной штамповки поковок
требуются гораздо большие усилия
деформирования, чем для ковки таких же
поковок, Поковки массой в несколько сот
килограммов для штамповки считаются
крупными. В основном штампуют поковки
массой 20—30 кг и только в отдельных
случаях — массой до 3 т.
Горячей
объемной штамповкой изготовляют
заготовки для ответственных деталей
автомобилей, тракторов, сельскохозяйственных
машин, самолетов, железнодорожных
вагонов, станков и т. д. Конфигурация
поковок чрезвычайно разнообразна, в
зависимости от нее поковки обычно
подразделяют на группы. Например,
штампованные поковки, показанные на
рис, 1, можно разделить на две группы:
удлиненной формы, характеризующиеся
большим отношением длины к ширине (рис.
1, а),
и
короткие круглого или квадратного
сечения (рис, 1, б).
Наличие
большого разнообразия форм и размеров
штампованных поковок, а также сплавов,
из которых их штампуют, обуславливает
существование различных способов
штамповки.
Так
как характер течения металла в процессе
штамповки определяется типом штампа,
то этот признак можно считать основным
для классификации способов штамповки.
В зависимости от типа штампа выделяют
штамповку в открытых и закрытых штампах.
Штамповка
в открытых штампах (рис,
2, а)
характеризуется
переменным зазором между подвижной и
неподвижной частями штампа. В этот зазор
вытекает заусенец (облой), который
закрывает выход из полости штампа и
заставляет металл целиком заполнить
всю полость. В конечный момент
деформирования в заусенец выжимаются
излишки металла, находящиеся в полости,
что позволяет не предъявлять особо
высоких требований к точности заготовок
по массе. Заусенец затем обрезается в
специальных штампах. Штамповкой в
открытых штампах получают поковки всех
типов (см. рис.1, а,
б),
Штамповка
в закрытых штампах (рис.
2, б)
характеризуется
тем, что полость штампа в процессе
деформирования остается закрытой. Зазор
Зазор
между подвижной и неподвижной частями
штампа при этом постоянный и небольшой,
так что образование заусенца в нем не
предусмотрено. Устройство таких штампов
зависит от типа машины, на которой
штампуют. Например, нижняя половина
штампа может иметь
Рис.
2. Схемы штамповки в открытых и закрытых
штампах; 1
— усеченная
канавка
полость,
а верхняя — выступ (на прессах), или,
наоборот (на молотах). Закрытый штамп
может иметь не одну, а две взаимно
перпендикулярные плоскости разъема,
т. е. состоять из трех частей (рис. 2, б).
При
штамповке в закрытых штампах необходимо
строго соблюдать равенство объемов
заготовки и поковки, иначе при недостатке
металла не заполнятся углы полости
штампа, а при избытке размер поковки по
высоте будет больше требуемого,
Следовательно, в этом случае процесс
получения заготовки усложняется,
поскольку отрезка заготовок должна
обеспечивать высокую точность. Как
правило, штамповкой в закрытых штампах
получают поковки, показанные на рис. 1,
1,
б.
Существенное
преимущество штамповки в закрытых
штампах — уменьшение расхода металла,
поскольку нет отхода в заусенец. Поковки,
полученные в закрытых штампах, имеют
более благоприятную макроструктуру,
так как волокна обтекают контур поковки,
а не перерезаются в месте выхода металла
в заусенец. При штамповке в закрытых
штампах металл деформируется в условиях
всестороннего неравномерного сжатия
при больших сжимающих напряжениях, чем
в открытых штампах. Это позволяет
получать большие степени деформации и
штамповать малопластичные сплавы.
К
штамповке в закрытых штампах можно
отнести штамповку выдавливанием и
прошивкой, так как штамп в этих случаях
выполняют по типу закрытого и отхода в
заусенец не предусматривают. Деформирование
металла при горячей штамповке выдавливанием
и прошивкой происходит так же, как при
холодном прямом и обратном выдавливании.
Штамповка металла (горячая, холодная) — технология, плюсы и минусы
Штамповка металла — процесс изменения формы и размеров металлических заготовок под действием давления. Подробное знакомство с технологией проведения работ поможет понять секреты популярности данного способа обработки металлопроката.
Подробное знакомство с технологией проведения работ поможет понять секреты популярности данного способа обработки металлопроката.
Содержание
- 1 Горячая объемная штамповка металла
- 1.1 Особенности горячего штампования
- 1.1.1 Закрытый способ
- 1.1.2 Открытый способ
- 1.2 Штамповочные ручьи
- 1.3 Дополнительные операции
- 1.4 Преимущества и недостатки горячей штамповки
- 1.1 Особенности горячего штампования
- 2 Холодная штамповка металла
- 2.1 Листовое штампование
- 2.1.1 Виды операций, проводимые во время листовой штамповки
- 2.2 Плюсы и минусы метода
- 2.3 Объемная холодная штамповка
- 2.3.1 Холодное выдавливание
- 2.3.2 Высадка
- 2.3.3 Холодная объемная штамповка металла в открытых штампах
- 2.4 Достоинства и недостатки объемной штамповки
- 2.1 Листовое штампование
- 3 Заключение
Горячая объемная штамповка металла
Особенностью метода заключается в деформации заготовки после нагревания ее до определенной температуры. Формообразование происходит в результате принудительного перераспределения разогретого металла по выемкам внутренней поверхности штампа.
Формообразование происходит в результате принудительного перераспределения разогретого металла по выемкам внутренней поверхности штампа.
Особенности горячего штампования
Процесс основан на использовании пластичности металла, которая увеличивается при нагревании. Перед началом формовки болванки равномерно прогреваются на специальных установках с автоматическим управлением. Они обеспечивают поддержание необходимой температуры по всему объему заготовок и исключают образование оксидных пленок.
Оборудование, применяемое для термообработки:
- Электроконтактные установки. Нагрев осуществляется электрическим током, проходящим по заготовке.
- Индукционные системы. Прогревание болванки происходит за счет вихревых токов, возникающих в поверхностном слое болванки.
- Газовые печи. Температура заготовок повышается в изолированной камере, наполненной инертным газом.
Горячая объемная штамповка металла проводится обученным персоналом, обладающим практическими навыками и опытом работы на данном виде производства.

Данным способом производят два вида деталей:
- Удлиненные. Это могут быть: рычаги, валы, воротки и другие. Работа проводится плашмя и завершается фасонированием в заготовительных вальцах ковки.
- Дисковые. В их число входят: кольца, диски, шестерни, крышки. В данном случае применяется метод осадки в торец заготовки с применением штамповочных переходов.
Закрытый способ
Для получения изделий необходимой формы используются прессы с выступом наверху и пустотами внизу. Между неподвижной и подвижной частями имеется минимальный зазор. Полости для разъема располагаются по отношению друг к другу под углом 90°. Метод используется, в тех случаях, когда размеры готового изделия и поковки совпадают по параметрам.
Открытый способ
В данном случае между рабочими деталями имеется больший зазор для стекания лишнего металла. Для удаления облоя используются обрезные и пробивные штампы и кривошипные прессы. Технология может применяться для штамповки изделий любого размера. Безупречная поверхность, однородная структура и экономия металла – преимущества открытого способа.
Безупречная поверхность, однородная структура и экономия металла – преимущества открытого способа.
Штамповочные ручьи
Создание сложных форм с перепадами толщин и высот, выступами и изгибами осуществляется благодаря поверхностям, имеющим специальные впадины, заготовительные и штамповочные ручьи.
Они бывают нескольких видов:
- Протяжные. Применяются для увеличения длины отдельных участков путем нанесения частых ударов с одновременным кантованием детали.
- Заготовительные. Необходимы для фасонирования заготовки и придания готовому изделию формы с минимальным отходом металла.
- Пережимные. Используются для уменьшения высоты с одновременным увеличением ширины отдельного участка заготовки.
- Подкатные. Обеспечивают равномерное распределение металла по оси заготовки с увеличением диаметра отдельных частей.
- Гибочные. Применяются для формирования поковки, угол изгиба которой составляет 90°.
Окончательное необходимое формоизменение детали происходит в штамповочных ручьях. Они бывают:
Они бывают:
- Черновые. Для приближения размеров заготовки к требуемым габаритам детали и снижения износа чистового ручья.
- Чистовые. Они устанавливаются в середине штампа, и используется окончательной формовки изделий. При его изготовлении учитываются припуски на усадку. Выдавливаемый металл оттекает через облойную канавку.
Дополнительные операции
На заключительном этапе после удаления лишнего материала в чистовом ручье проводится коррекция формы детали. Это требуется для правки ее искривленных осей. Изделия из легированных сталей и больших размеров обрабатываются в горячем состоянии. Продукция мелкого калибра корректируется после термообработки и остывания.
Доведение физических свойств до необходимых значений происходит во время заключительного нагревания. Термообработка снимает остаточное напряжение, уменьшает зернистость и повышает пластичность.
Очистка от окалины проводится механической обработкой. Процедура для крупных изделий проходит в дробеструйных комплексах. Мелкие детали очищаются в галтовочных барабанах.
Мелкие детали очищаются в галтовочных барабанах.
Для снижения шероховатости и получения точных размеров применяется калибровка продукции. После нее не требуется проводить финишную обработку, достаточно отшлифовать полученные детали. Для работы применяются специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
Преимущества и недостатки горячей штамповки
Достоинства:
- Экономия металла за счет снижения потерь.
- Возможность изготовления деталей сложных форм.
- Снижение трудоемкости.
- Получение изделий точной формы и конфигурации.
- Высокий уровень производительности.
К минусам метода относятся:
- Высокая стоимость проектирования и изготовления оснастки.
- Сложность и энергоемкость процесса.
- Максимальный вес не превышает 4 тонны.
Горячий метод используется для выпуска больших серий и в случаях, когда сложность форм и толщина изделий не позволяет провести штампование холодным способом.

Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.
Криволинейный контур выполняется дисковыми или коническими ножницами.
Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.

- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.
Холодное штампование рассчитано на производство изделий массой, не превышающей 1 тонну. Производство изделий большего веса не рекомендуется.
Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.
Холодное объемное штампование осуществляется в открытых штампах. В условиях холодной деформации закрытая штамповка используются для получения изделий из цветных металлов.
Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
Заключение
Штамповка металла – востребованный способ для выпуска продукции. Секрет популярности данного способа обработки деталей состоит в высокой скорости производства изделий любых размеров и форм.
Используемая литература и источники:
- Холодная объемная штамповка. Справочник под редакцией Навроцкого Г. А., Машиностроение, 1973.
- Основы технологии автоматизированного холодновысадочного производства Амиров М. Г., Лавриненко Ю. А.
 Уфа.: 1992
Уфа.: 1992 - Пластичность, её прогнозирование и использование при обработке металлов давлением Дзугутов М. Я., Металлургия, 1984.
- Статья на Википедии про штамповку
Купить высококачественные заготовки для штамповки металла
Из каких материалов изготавливаются заготовки для штамповки металла? Будучи сами штамповщиками, мы знаем, как важно иметь различные варианты металлов при выборе металлических штамповочных заготовок для вашего проекта. Мы делаем все возможное, чтобы нести как материалы, так и формы, которые нужны и запрашиваются нашими клиентами. Если вы когда-нибудь увидите форму или материал, который, по вашему мнению, нам не нужен, сообщите нам об этом! Предлагаемые нами материалы включают:
Алюминиевые заготовки для штамповки — Этот материал является одним из самых популярных материалов для штамповки металлов в последние годы из-за его доступности и простоты в работе. Вот почему мы предлагаем как стандартные алюминиевые заготовки серебристого цвета, так и цветные анодированные алюминиевые заготовки. Мы не только продаем алюминиевые круги, заготовки для браслетов и колец, но также продаем множество забавных и интересных форм. Попробуйте наши алюминиевые заготовки для штамповки!
Мы не только продаем алюминиевые круги, заготовки для браслетов и колец, но также продаем множество забавных и интересных форм. Попробуйте наши алюминиевые заготовки для штамповки!
Штамповочные заготовки Alkeme — 9 шт.0004 Этот материал создан исключительно для штамповки металла! Это созданный с высокой точностью оловянный сплав, из которого получается мягкий материал, на котором легко наносить глубокие и четкие оттиски. Его цвет похож на цвет стерлингового серебра, и ему можно придать матовую или блестящую поверхность в зависимости от вашей техники отделки. Попробуйте наши заготовки alkeme для стемпинга!
Латунные штамповочные заготовки- Этот материал представляет собой сплав цинка и меди, что делает его более твердым, чем вышеупомянутые материалы. Из-за своей жесткой природы он чрезвычайно прочен, и работа упрочняется по мере создания вашего проекта. При штамповке латуни у вас может возникнуть больше трудностей, но штампуйте на прочной поверхности на заготовках для штамповки из латуни. Попробуйте наши латунные заготовки для штамповки!
Попробуйте наши латунные заготовки для штамповки!
Медные штамповочные заготовки- Этот материал чрезвычайно прочен и пластичен при нагревании и обработке. Медь является благоприятным материалом для металлической штамповки из-за того, что она легко поддается старению и патине. Мало того, он очень хорошо держит эмалировку и затемнение. Если вы ищете материал, который будет выглядеть старее, чем дольше вы его носите, то это материал для ваших украшений с металлическим тиснением. Попробуйте наши медные заготовки для штамповки!
Заготовки для штамповки с золотым наполнением — 9 шт.0004 Этот материал представляет собой толстый слой твердого золота, который обычно механически связан с основным металлом, таким как стерлинговое серебро. Поскольку металлические заготовки для штамповки с золотым наполнением не являются чистым золотом, они гораздо более доступны по цене и выглядят так же, как ювелирные изделия из чистого золота. Мало того, твердое золото, как правило, очень мягкое и недолговечное, поэтому не подходит для повседневных украшений. Мы предлагали как заготовки для тиснения, наполненные желтым золотом, так и заготовки для тиснения, наполненные розовым золотом. Попробуйте наши заполненные золотом заготовки для тиснения!
Мы предлагали как заготовки для тиснения, наполненные желтым золотом, так и заготовки для тиснения, наполненные розовым золотом. Попробуйте наши заполненные золотом заготовки для тиснения!
Оловянные заготовки для штамповки — Это отличный материал для штамповки ювелирных изделий, который легко штамповать и с которым легко работать. Этот материал обычно имеет более органичный и естественный вид, чем другие металлы, что делает его гораздо более привлекательным материалом для изготовления ювелирных изделий. Что касается штамповки металла, его чрезвычайно мягкая природа делает штамповку легкой и, как любит говорить Лиза, штампует как масло! Попробуйте наши оловянные заготовки для штамповки!
Штамповочные заготовки из нержавеющей стали — Этот материал является наиболее прочным материалом для штамповки, который вы можете купить из-за его жесткости. Заготовки для штамповки из нержавеющей стали могут хорошо выдерживать сильный износ и ежедневный износ. Нержавеющая сталь — это материал премиум-класса, который имеет большой вес и блеск. Имейте в виду, что даже опытные штамповщики могут столкнуться с трудностями при штамповке нержавеющей стали. Прежде чем пробовать штамповочные заготовки из нержавеющей стали, убедитесь, что у вас есть прочная поверхность для штамповки и тяжелый молоток. Попробуйте наши заготовки из нержавеющей стали для штамповки!
Нержавеющая сталь — это материал премиум-класса, который имеет большой вес и блеск. Имейте в виду, что даже опытные штамповщики могут столкнуться с трудностями при штамповке нержавеющей стали. Прежде чем пробовать штамповочные заготовки из нержавеющей стали, убедитесь, что у вас есть прочная поверхность для штамповки и тяжелый молоток. Попробуйте наши заготовки из нержавеющей стали для штамповки!
Заготовки для тиснения из стерлингового серебра — Этот материал является одним из самых популярных материалов для ювелирных изделий из-за его премиальной природы и серебристого цвета. Штамповка стерлингового серебра зависит от твердости материала, его можно отжечь, чтобы смягчить для штамповки, но он может обесцвечиваться и его необходимо полировать, чтобы показать его блеск. Стерлинговое серебро — это металл премиум-класса для штамповки благодаря его яркому блеску, премиальному весу и превосходному внешнему виду. Попробуйте наши серебряные заготовки для штамповки!
Вы предлагаете заготовки для штамповки металла оптом или оптом? Предлагая одну из самых больших коллекций металлических штамповочных заготовок, неудивительно, что наши металлические штамповочные заготовки настолько популярны.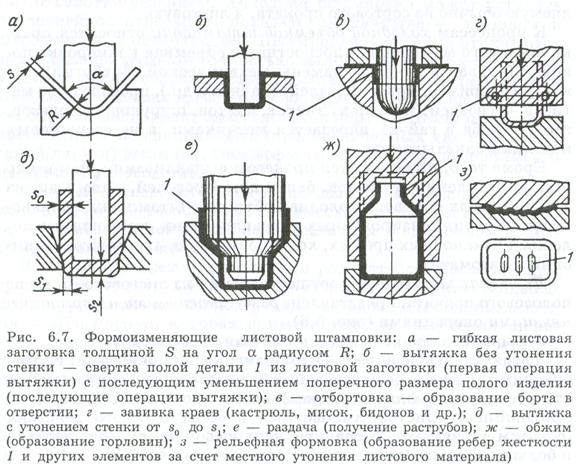 Мы предлагаем металлические заготовки для штамповки различных форм и размеров, такие как заготовки для штамповки гитарных медиаторов, прямоугольные металлические заготовки для штамповки, заготовки для жетонов для штамповки, круглые заготовки для штамповки и многое другое. Для определенных заготовок и материалов мы можем предложить заготовки для штамповки металла оптом или оптом. Многие из наших штамповочных заготовок имеют скидки за количество, встроенные в нашу систему, но если вы хотите приобрести больше, чем скидка самого высокого уровня, свяжитесь с нами, чтобы узнать больше. Если вы можете подождать, вы можете получить цены на качественные и доступные металлические заготовки.
Мы предлагаем металлические заготовки для штамповки различных форм и размеров, такие как заготовки для штамповки гитарных медиаторов, прямоугольные металлические заготовки для штамповки, заготовки для жетонов для штамповки, круглые заготовки для штамповки и многое другое. Для определенных заготовок и материалов мы можем предложить заготовки для штамповки металла оптом или оптом. Многие из наших штамповочных заготовок имеют скидки за количество, встроенные в нашу систему, но если вы хотите приобрести больше, чем скидка самого высокого уровня, свяжитесь с нами, чтобы узнать больше. Если вы можете подождать, вы можете получить цены на качественные и доступные металлические заготовки.
Вы продаете заготовки колец для штамповки? Предлагая как плоские заготовки колец из стерлингового серебра, алюминия и олова, так и круглые заготовки колец из стерлингового серебра, меди, олова, латуни, нержавеющей стали и золота, мы знаем, как важно иметь разнообразие материалов и размеров или заготовки для колец, которые нужны вам для вашего творческого дела. Выбор бесконечен для вашего ювелирного проекта. Отштампуйте плоские кольца на верстачном блоке и согните их с помощью плоскогубцев для гибки колец и оправки. Вы можете штамповать круглые кольца на оправке на мешке с песком в дополнение к другим инструментам на рынке, которые облегчают штамповку колец. Мы знаем, как важно оставаться в курсе тенденций, поэтому мы продаем заготовки для колец с выступами в дополнение к заготовкам для перстней с печатками. Взгляните на нашу коллекцию, чтобы увидеть разнообразие, которое мы предлагаем!
Выбор бесконечен для вашего ювелирного проекта. Отштампуйте плоские кольца на верстачном блоке и согните их с помощью плоскогубцев для гибки колец и оправки. Вы можете штамповать круглые кольца на оправке на мешке с песком в дополнение к другим инструментам на рынке, которые облегчают штамповку колец. Мы знаем, как важно оставаться в курсе тенденций, поэтому мы продаем заготовки для колец с выступами в дополнение к заготовкам для перстней с печатками. Взгляните на нашу коллекцию, чтобы увидеть разнообразие, которое мы предлагаем!
Компания Beaducation предлагает не только стандартные формы, такие как металлические диски, прямоугольники и заготовки для браслетов, но и разнообразные вырубные формы, заготовки для литых металлических колец, заготовки для открывалок для бутылок, заготовки для украшений и даже бесконтактные инструменты! Независимо от того, что вы выберете, все наши металлические заготовки для штамповки готовы к штамповке и превращению в ваш следующий творческий проект или бестселлер для вашего штамповочного бизнеса.
