Штампы для холодной листовой штамповки: Штампы » Завод штампов и прессформ
Содержание
Оборудование для листовой штамповки
Машиностроительное Предприятие «ПромСтройМаш» выпускает механические кривошипные прессы с пневматическим приводом, открытые простого действия для холодной штамповки листового металла. Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ: вырубки, пробивки, гибки, неглубокой вытяжки, формовки и т.д. Холодная листовая штамповка – один из самых прогрессивных методов получения заготовок. Прессы моделей КД2114Г, КД2118Г, К2019, КД2122Г, КД2124Г, применяются для получения готовых изделий в приборостроении, радиоэлектронной промышленности. По данным приборостроительных и машиностроительных предприятий до 75% заготовок и деталей изготавливаются методом холодной штамповки.
Холодная штамповка металла обладает малоотходностью и высокой производительностью. На прессах моделей КД2126Г, КД2128Г, КД2130Г, КЕ2130, КВ2132Г можно изготавливать детали более сложные, металлоемкие, большой точности с небольшими энергозатратами.
Холодная штамповка заключается в механическом воздействии штампа в процессе прессования листов металла, в результате которого получаются готовые изделия. Таким образом, сам штамп выступает в роли технологической насадки для прессовального механизма, его можно использовать только для одной операции. Специфической особенностью процесса холодной штамповки металла является относительно высокая стоимость штампов.
Принимаем заказы на изготовление штампов, пресс-форм, серийное и мелкосерийное изготовление деталей машин и механизмов методом холодной штамповки по чертежам заказчика.
Нашим несомненным преимуществом является возможность изготавливать штампы и вспомогательную штамповую оснастку. Мы можем изготавливать штампы любой степени сложности. При больших партиях деталей возможно изготовление для них комбинированных многоручьевых штампов и штампов-автоматов.
Пресса изготавливаются в двух вариантах исполнения:
наклоняемые:
КД 2322Г, КД 2324Г, КД 2326Г, КД 2328Г, КД 2330Г
ненаклоняемые:
КД 2114Г, КД 2118Г, К 2019, КД 2122Г, КД 2124Г, КД 2126Г, КД 2128Г, КД 2130Г, КЕ 2130, КВ 2132Г
В стандартном заводском исполнении прессы имеют следующую комплектацию:
- литая станина.

- муфта тормоз тип УВ.
- шкаф управления OVTO (оснащенный бесконтактными датчиками, при помощи которого можно отслеживать все параметры пресса),
- пневматическая система фирмы Camozzi, Pneumax, Электроаппарат.
- смазочная система Pneumax.
- электродвигатели УралЭлектромотор
За дополнительную стоимость, можно укомплектовать пресса
- валковой подачей.
- разматывающим устройством.
- ножницами для резки отходов.
- пневмосдувателем.
- пневматической подушкой.
- штампы и оснастка.
Оптимальный выбор модели механического пресса – задача технических специалистов завода в тесном сотрудничестве с покупателем. Машиностроительным Предприятием «ПромСтройМаш» ведется постоянная работа по улучшению качества выпускаемых штамповочных прессов, снижению цены и удовлетворению всех запросов наших потенциальных заказчиков оборудования.
Дурандин М.
 М. Рымзин Н.П. Шихов Н.А. Штампы для холодной штамповки мелких деталей. Альбом конструкций и схем
М. Рымзин Н.П. Шихов Н.А. Штампы для холодной штамповки мелких деталей. Альбом конструкций и схем
- формат djvu
- размер 16.4 МБ
- добавлен
25 сентября 2009 г.
М.: Машиностроение, 1978, -108с., ил.
В альбоме приводятся в систематизированном виде чертежи и описания
прогрессивных конструкций штампов и технологических схем штамповки
мелких деталей различного назначения в массовом и крупносерийном
производстве, а также конструкции штампов и устройств для
механизации и автоматизации штамповочных работ. Рассматриваемые
штампы и устройства взяты из числа внедренных типовых.
Альбом предназначен для конструкторов, технологов техников
холодноштамповочного производства металлообрабатывающей
промышленности. Он может быть полезен и для работников других
отраслей промышленности, а также для студентов машиностроительных
вузов.
Смотрите также
- формат djvu
- размер 6.31 МБ
- добавлен
28 июля 2009 г.
М.: Машиностроение, 1989. – 304 с.: ил. Учебник для вузов по специальностям «Машины и технология обработки металлов давлением» и «Обработка металлов давлением». Изложены основы технологии холодной штамповки в условиях массового, крупно- и мелкосерийного производства. Рассмотрены характеристики применяемых материалов и современные методы испытаний на штампуемость, приведен анализ напряженно-деформируемого состояния, возникающего в заготовке при в…
- формат djvu
- размер 7.99 МБ
- добавлен
23 декабря 2009 г.
М.: ГНТИМЛ, 1960. –296 с. Справочник содержит сведения для конструирования штампов деталей мелких и средних габаритов и данные по общим вопросам холодной штамповки: раскрою материала, определению заготовки, расчету требуемого усилия, а также конструированию деталей и узлов штампов. Справочник рассчитан на инженерно-технических работников, занятых конструированием штампов.
Справочник рассчитан на инженерно-технических работников, занятых конструированием штампов.
- формат pdf
- размер 52.44 МБ
- добавлен
29 июля 2009 г.
М.: Машиностроение,1972. – 192 с. Книга содержит методы расчета и описание конструкций штампов для всех операций холодной листовой штамповки. Приведены основы расчета напряженно-деформируемого состояния штампуемых изделий на операциях холодной листовой штамповки. Даны описания типовых конструкций штампов и их деталей, обеспечивающих эффективную штамповку разнообразных деталей. Изложена методика конкретных штамповочных операций., необходимая для р…
- формат djvu
- размер 12.72 МБ
- добавлен
11 ноября 2011 г.
4-е изд. перераб. и доп. М.: Машиностроение, 1969.- 568 с. В книге приведена технология холодной штамповки деталей (заготовок) из листового материала применительно к серийному и массовому производству изделий точного машино- и приборостроения. Приведены методы проектирования и расчета технологических процессов, а также справочные материалы для проведения этих расчетов. Даны материалы о технологичности конструкций штампуемых деталей. Рассмотрены ф…
и доп. М.: Машиностроение, 1969.- 568 с. В книге приведена технология холодной штамповки деталей (заготовок) из листового материала применительно к серийному и массовому производству изделий точного машино- и приборостроения. Приведены методы проектирования и расчета технологических процессов, а также справочные материалы для проведения этих расчетов. Даны материалы о технологичности конструкций штампуемых деталей. Рассмотрены ф…
- формат djvu
- размер 4.39 МБ
- добавлен
15 октября 2011 г.
М.: Машиностроение, 1970.- 225 с. В учебнике рассмотрены различные методы изготовления деталей штампов для холодной листовой штамповки, холодной и горячей объемной штамповки, а также деталей прессформ для прессования пластмасс, резины и литья по выплавляемым моделям. Освещены вопросы термической обработки и гальванических покрытий деталей штампов и прессформ. Книга предназначена для учащихся машиностроительных техникумов и может быть использована…
Книга предназначена для учащихся машиностроительных техникумов и может быть использована…
- формат djvu
- размер 6.91 МБ
- добавлен
12 марта 2011 г.
Руководящий Технический Материалл (РТМ-890) НИАТ 1960г. 239стр. Содержание: Общие вопросы конструирования штампов для холодной штамповки Штампы вырубные Штампы зачистные Штампы гибочные Штампы вытяжные Штампы для отбортовки Штампы для чеканки и высадки Расчет основных деталей штампов на прочность Выбор пресса Характеристики материаллов, применяющихся для штампуемых деталей
Стандарт
- формат djvu
- размер 11.43 МБ
- добавлен
23 ноября 2011 г.
М. , Изд-во стандартов, 1966. 270 с Руководящий технический материал (РТМ) содержит указания по расчету и конструированию штампов для холодной листовой штамповки: разделительных (вырезных, пробивных, зачистных) и формообразующих (гибочных, вытяжных, разбортовочных, обжимных и чеканочных) для металлов, неметаллических материалов и слоистых пластиков. В РТМ включены расчеты на прочность основных деталей штампов, расчеты тарельчатых, кольцевых и цил…
, Изд-во стандартов, 1966. 270 с Руководящий технический материал (РТМ) содержит указания по расчету и конструированию штампов для холодной листовой штамповки: разделительных (вырезных, пробивных, зачистных) и формообразующих (гибочных, вытяжных, разбортовочных, обжимных и чеканочных) для металлов, неметаллических материалов и слоистых пластиков. В РТМ включены расчеты на прочность основных деталей штампов, расчеты тарельчатых, кольцевых и цил…
- формат pdf
- размер 23.1 МБ
- добавлен
30 ноября 2011 г.
3-е изд., перераб. — М.: Машиностроение, 1980. — 112 с.: ил. Методика проектирования универсальных штампов для листовых деталей в условиях мелкосерийного и серийного производства. Рекомендации по разработке технологии поэлементной штамповки. Чертежи универсальных штампов. Разделы. Методы штамповки листовых деталей в серийном и мелкосерийном производстве. Универсальные штампы конструкции В.М.Богданова для поэлементной штамповки тонколистовых детал…
Универсальные штампы конструкции В.М.Богданова для поэлементной штамповки тонколистовых детал…
- формат djvu
- размер 22.81 МБ
- добавлен
30 ноября 2011 г.
3-е изд., перераб. — М.: Машиностроение, 1980. — 112 с.: ил. Методика проектирования универсальных штампов для листовых деталей в условиях мелкосерийного и серийного производства. Рекомендации по разработке технологии поэлементной штамповки. Чертежи универсальных штампов. Разделы. Методы штамповки листовых деталей в серийном и мелкосерийном производстве. Универсальные штампы конструкции В.М.Богданова для поэлементной штамповки тонколистовых детал…
- формат djvu
- размер 2.34 МБ
- добавлен
22 апреля 2011 г.
М.: Высшая школа, 1977. —208 с Учебник написан в соответствии с программой подготовки штамповщиков 3-го разряда в технических училищах. Изложены сведения об оборудовании, применяемом для холодной листовой и объёмной штамповке, эксплуатации и ремонте штампов. Описаны основные операции выполняемые на прессах, и контроль штамповочных деталей, освещены вопросы механизации и автоматизации штамповочного производства, охраны труда и технике безопасности…
—208 с Учебник написан в соответствии с программой подготовки штамповщиков 3-го разряда в технических училищах. Изложены сведения об оборудовании, применяемом для холодной листовой и объёмной штамповке, эксплуатации и ремонте штампов. Описаны основные операции выполняемые на прессах, и контроль штамповочных деталей, освещены вопросы механизации и автоматизации штамповочного производства, охраны труда и технике безопасности…
5 Основные материалы, применяемые в процессе холодной штамповки
Штамповочные штампы работают в условиях удара, вибрации, трения, высокого давления, растяжения, изгиба и кручения и даже при более высоких температурах (например, при холодном выдавливании). Условия труда сложны и легко поддаются износу, усталости, поломке, деформации и другим явлениям. Поэтому требования к материалу рабочих частей штампа выше, чем у обычных деталей. Из-за различных условий работы различных штампов требования к материалам рабочих органов штампов также различны.
1
Требования к различным штамповочным формам
2
Типы и характеристики материалов для штамповки
3
Выбор материала для штамповки
Требования к различным штамповочным формам
1. для вырубных штампов
для вырубных штампов
Для рабочих частей листовых вырубных штампов требуется высокая износостойкость и твердость, а для толстолистовых штампов – высокая износостойкость и предел текучести при сжатии . Чтобы предотвратить разрушение штампа или разрушение лезвия, также требуется высокая стойкость к разрушению, высокая прочность на изгиб и ударная вязкость.
2. для материалов штампа для вытяжки
Требуется, чтобы рабочие части штампа имели хорошую антиадгезионную (антиокклюзионную) устойчивость, высокую износостойкость и твердость, определенную степень прочности и ударной вязкости, а также хорошую режущую способность. производительность, а деформации при термической обработке должны быть небольшими.
3. для штампов холодного выдавливания
Рабочие части штампа должны обладать высокой прочностью, твердостью и износостойкостью. Во избежание ударного разрушения также требуется определенная ударная вязкость. Поскольку экструзия приводит к большему повышению температуры, она также должна иметь определенную степень сопротивления термической усталости и термической твердости.
Поскольку экструзия приводит к большему повышению температуры, она также должна иметь определенную степень сопротивления термической усталости и термической твердости.
Типы и характеристики материалов штамповочных штампов
Материалами штамповочных штампов являются сталь, цементированный карбид, стальной цементированный карбид, сплав на основе цинка, сплав с низкой температурой плавления, алюминиевая бронза, макромолекулярный материал и так далее. В настоящее время сталь является основным материалом для изготовления штампов. Обычными типами рабочих частей штампов являются углеродистая инструментальная сталь, низколегированная инструментальная сталь, высокоуглеродистая инструментальная сталь с высоким или средним содержанием хрома, среднеуглеродистая легированная сталь, высокопрочная сталь, матричная сталь, цементированный карбид, стальной карбид и так далее.
1. Углеродистая инструментальная сталь
T8A и T10A являются наиболее широко используемыми углеродистыми инструментальными сталями в штампах, которые имеют преимущества хорошей производительности обработки и низкой цены. Однако прокаливаемость и красная твердость плохие, деформация при термообработке большая, а несущая способность низкая.
Однако прокаливаемость и красная твердость плохие, деформация при термообработке большая, а несущая способность низкая.
T10A представляет собой углеродистую инструментальную сталь с определенной прочностью и ударной вязкостью. Однако износостойкость невелика, закалка легко деформируется и трескается, а прокаливаемость плохая. Он подходит только для вырубки штампов простой формы, небольшого размера и небольшого количества заготовок.
2. Низколегированная инструментальная сталь
Низколегированная инструментальная сталь основана на углеродистой инструментальной стали с соответствующими легирующими элементами. По сравнению с углеродистой инструментальной сталью снижает склонность к закалочной деформации и растрескиванию, улучшает прокаливаемость и износостойкость стали. Для изготовления штампов используются низколегированные стали: ХВМн, 9Г2В, 7ХСиМнМФ (код СН-1), 6ХНиСиМнМФ (код ГД) и др.
Высокоуглеродистые и низколегированные стали отличаются простой операцией закалки, лучшей прокаливаемостью, чем углеродистые инструментальные стали. , и легкий контроль деформации. Тем не менее, износостойкость и ударная вязкость остаются низкими, что позволяет использовать их в штампах средней партии со сложной формой заготовки.
, и легкий контроль деформации. Тем не менее, износостойкость и ударная вязкость остаются низкими, что позволяет использовать их в штампах средней партии со сложной формой заготовки.
3. Инструментальная сталь с высоким содержанием углерода и хрома
Обычно используемые инструментальные стали с высоким содержанием углерода и хрома: Cr12 и Cr12MoV, Cr12Mo1V1 (код D2). Они обладают хорошей прокаливаемостью, прокаливаемостью и износостойкостью. Деформация при термообработке очень мала. Это штамповые стали с высокой износостойкостью и микродеформацией, а их несущая способность уступает только высокопрочной стали. Его можно использовать в массовом производстве штампов, таких как штампы для вырубки листов из кремнистой стали. Однако в стали такого типа присутствует неоднородность карбида, которая склонна к сегрегации карбида и разрушению или разрушению режущей кромки. Повторную осадку (осевую и радиальную осадку) поковки необходимо проводить для уменьшения неоднородности карбидов и повышения эксплуатационных характеристик.
4. Высокопрочная сталь
Распространенные формы W18Cr4V (код 8-4-1) и W6Mo5 Cr4V2 (код 6-5-4-2, американская марка M2) с меньшим содержанием вольфрама, а также 6W6Mo5 Cr4V (код 6W6 или низкоуглеродистая M2) для быстрорежущей стали с уменьшением содержания углерода и ванадия, разработанной для повышения ударной вязкости. Быстрорежущая сталь обладает самой высокой твердостью, износостойкостью и прочностью на сжатие среди штамповых сталей, а также обладает высокой несущей способностью. Но его прочность низкая, и он может сломаться или сломаться при работе, да и цена дороже. Быстрорежущая сталь также должна быть кованой, чтобы улучшить распределение карбида. Предполагается, что низкотемпературная закалка и закалка с быстрым нагревом должны быть приняты для повышения его ударной вязкости.
5. Цементированные карбиды и цементированные карбиды на стальной связке
Твердость и износостойкость цементированного карбида выше, чем у любого другого вида штамповой стали, но его прочность на изгиб и ударная вязкость низкие. В качестве штампов используются твердые сплавы вольфрама и кобальта, которые обладают низкой ударной вязкостью и высокой износостойкостью. Можно выбрать цементированные карбиды с низким содержанием кобальта. Цементированный карбид с высоким содержанием кобальта может быть выбран для ударопрочных штампов. Когда партия заготовки большая, можно учитывать твердость и износостойкость цементированного карбида или стального цементированного карбида с более высокой твердостью и износостойкостью. Цементированный карбид, используемый в качестве материала штампа, представляет собой вольфрам-кобальт. С увеличением содержания кобальта вязкость и прочность на изгиб увеличиваются, а твердость снижается. YG10X с низким содержанием кобальта можно выбрать для матрицы с низкой ударной силой, YG15 или YG20 с высоким содержанием кобальта можно выбрать для матрицы со средней или большой силой удара. Недостатком цементированного карбида является плохая ударная вязкость и сложность обработки.
В качестве штампов используются твердые сплавы вольфрама и кобальта, которые обладают низкой ударной вязкостью и высокой износостойкостью. Можно выбрать цементированные карбиды с низким содержанием кобальта. Цементированный карбид с высоким содержанием кобальта может быть выбран для ударопрочных штампов. Когда партия заготовки большая, можно учитывать твердость и износостойкость цементированного карбида или стального цементированного карбида с более высокой твердостью и износостойкостью. Цементированный карбид, используемый в качестве материала штампа, представляет собой вольфрам-кобальт. С увеличением содержания кобальта вязкость и прочность на изгиб увеличиваются, а твердость снижается. YG10X с низким содержанием кобальта можно выбрать для матрицы с низкой ударной силой, YG15 или YG20 с высоким содержанием кобальта можно выбрать для матрицы со средней или большой силой удара. Недостатком цементированного карбида является плохая ударная вязкость и сложность обработки.
Как рабочая часть штампа может быть выполнена в виде мозаичной конструкции. Свойства цементированного карбида на стальной связке находятся между свойствами цементированного карбида и быстрорежущей стали. Его можно подвергать механической обработке и термообработке. После закалки и отпуска твердость стального сплава может достигать 68-73 HRC. Его можно использовать для изготовления сложных и долговечных штампов. Твердые сплавы на стальной связке, используемые в качестве заглушек, включают DT, GT35, TLMW50, GW50 и т. д.
Свойства цементированного карбида на стальной связке находятся между свойствами цементированного карбида и быстрорежущей стали. Его можно подвергать механической обработке и термообработке. После закалки и отпуска твердость стального сплава может достигать 68-73 HRC. Его можно использовать для изготовления сложных и долговечных штампов. Твердые сплавы на стальной связке, используемые в качестве заглушек, включают DT, GT35, TLMW50, GW50 и т. д.
Твердый сплав на стальной связке спекается методом порошковой металлургии с железным порошком в качестве связующего и карбидом титана или карбидом вольфрама в качестве твердой фазы путем добавления небольшого количества порошка легирующих элементов (таких как хром, молибден, вольфрам, ванадий и т. д.). Матрица цементированного карбида со стальной связкой представляет собой сталь, которая преодолевает недостатки низкой ударной вязкости и трудности обработки цементированного карбида. Его можно резать, сваривать, ковать и подвергать термообработке.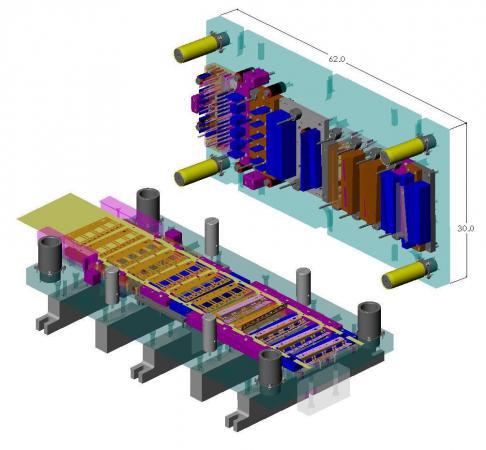 Цементированные карбиды на стальной связке содержат большое количество карбидов. Хотя их твердость и износостойкость ниже, чем у твердых сплавов, они все же выше, чем у других сталей.
Цементированные карбиды на стальной связке содержат большое количество карбидов. Хотя их твердость и износостойкость ниже, чем у твердых сплавов, они все же выше, чем у других сталей.
Выбор материала штампа для штамповки
При выборе материала штампа следует учитывать серийное производство заготовки. Если партия небольшая, нет необходимости выбирать материал штампа с длительным сроком службы; также следует учитывать материал перфорированной заготовки, и подходящие материалы штампа для разных материалов также различны. Для вырубных штампов износостойкость является важным фактором, определяющим срок службы штампов. Износостойкость стали зависит от состояния твердых частиц, таких как карбиды, и твердости матрицы. Чем выше твердость обоих,
Чем больше карбидов, тем выше износостойкость. Износостойкость обычной стали для штамповки: углеродистая инструментальная сталь, легированная инструментальная сталь, матричная сталь, высокоуглеродистая сталь с высоким содержанием хрома, быстрорежущая сталь, стальной карбид на связке, цементированный карбид.
Кроме того, необходимо учитывать влияние толщины, формы, размера и точности заготовки на выбор материалов штампа.
Типы штампов для штамповки металла
Опубликовано Premier Products of Racine on | Комментарии к записи Типы металлических штампов
отключены
Штамповка металла — это производственный процесс холодной штамповки, в котором используются специальные инструменты (например, штампы) и оборудование (например, прессы) для формирования и резки листового металла различных форм и размеров. В начале операции штамповки штамп(ы) устанавливается(ются) внутри пресса(ов), которые обеспечивают усилие, необходимое для превращения материала в желаемый компонент. Хотя штампы для штамповки могут варьироваться от проекта к проекту в зависимости от детали и производственных потребностей, их можно разделить на две основные группы: штампы с одной станцией и штампы с несколькими станциями. Ниже мы более подробно рассмотрим уникальные характеристики каждого типа металлических штампов для штамповки.
Многопозиционные штампы для штамповки
Штамповочные штампы с несколькими станциями используются в операциях штамповки, в которых деталь изготавливается путем перемещения материала через различные станции. Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Типы многопозиционных штамповочных штампов
Двумя основными типами многопозиционных штампов для тиснения являются штампы для прогрессивного тиснения и штампы для трансферного тиснения.
Плашки для прогрессивной штамповки
В операциях прогрессивной штамповки каждая станция матрицы выполняет определенную задачу внутри пресса. После выполнения задачи заготовка автоматически перемещается на следующую станцию. Этот процесс постепенно формирует и режет материал, пока он не превратится в желаемый компонент. На последней стадии деталь отделяется от большего куска материала.
Штамповочные штампы
Процесс штамповки с переносом очень похож на процесс прогрессивной штамповки; Компоненты изготавливаются путем пропускания заготовки через ряд последовательных станций внутри одной матрицы. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Типичные области применения многопозиционных штамповочных штампов
Как прогрессивные штампы, так и трансферные штампы широко используются для штамповки. Однако, учитывая разницу в их процессах, они используются для разных типов проектов. Штамповочные штампы с прогрессивным тиснением лучше подходят для небольших и простых компонентов, в то время как штампы для трансферного тиснения лучше подходят для крупных и сложных компонентов (например, рам, корпусов, труб и других структурных компонентов и систем).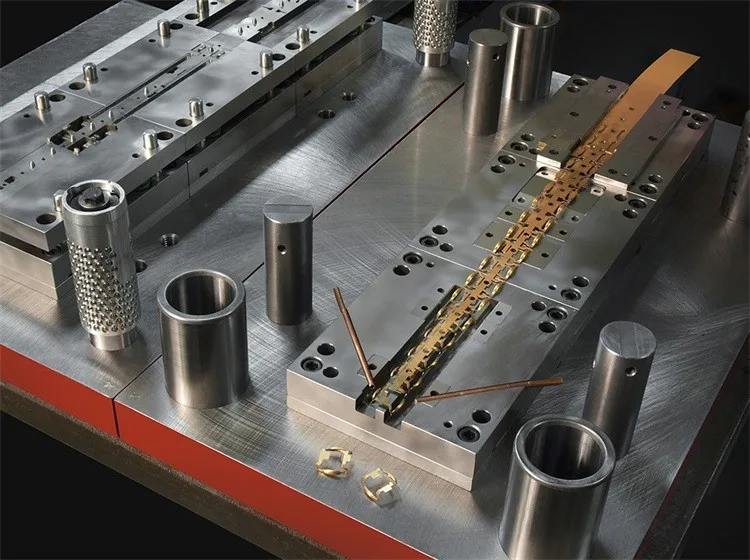 Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Однопозиционные штампы
Штамповочные штампы с одной станцией — также называемые одностадийными или однооперационными штампами — используются в операциях штамповки, в которых создается один элемент или выполняется одна операция на каждом штамповочном прессе. Если для производства готового компонента требуется несколько элементов и/или операций, заготовку необходимо перемещать от пресса к прессу до тех пор, пока она не будет завершена, что может занять много времени. Вот почему эти штампы обычно используются для простых деталей и изделий, а также для мелкосерийного производства.
Типы штампов с одной станцией
Одними из наиболее часто используемых штампов с одной станцией являются простые штампы, составные штампы и комбинированные штампы.
Простые штампы для штамповки
Штамповочные штампы простые предназначены для выполнения одной операции за ход пресса. Они идеально подходят для базовых работ, таких как вырубка или пробивка, но не подходят для более крупных задач.
Составные штампы для штамповки
Штамповочные штампы
предназначены для выполнения нескольких операций за ход пресса. Они лучше подходят для сложных или ответственных работ, чем простые штампы для штамповки, поскольку они могут выполнять работу быстрее. Однако, несмотря на то, что они могут выполнять операции резки (например, вырубки и пробивки), они не идеальны для операций формовки (например, гибки).
Комбинированные штампы для штамповки
Комбинированные штампы аналогичны составным штампам. Они могут выполнять несколько операций за ход пресса. Однако они подходят как для резки, так и для формовки, то есть их можно использовать для вырубки, пробивки, гибки и формовки.
Типичные области применения штамповочных штампов с одной станцией
Матрицы с одной станцией могут использоваться для различных операций штамповки, в том числе:
- Вырубка: Этот процесс штамповки включает в себя вырезание детали из листового материала.
 Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
- Пробивка: Этот процесс штамповки аналогичен вырубке. Основное различие между процессами заключается в том, что вырезанная деталь является ломом, а материал, из которого вырезана деталь, является искомым компонентом.
- Чертеж: В этом процессе штамповки на листовой металл воздействуют сжимающие и растягивающие силы, которые втягивают его в штамп и/или в него, в результате чего получается полый компонент.
Узнайте больше о штампах для штамповки металла от Premier Products of Racine
Хотите получить дополнительную информацию о различных типах металлических штампов? Спросите экспертов Premier Products of Racine. Обладая обширным опытом штамповки металла на заказ, мы можем ответить на любые вопросы и решить любые проблемы, которые могут возникнуть у вас по поводу этих компонентов. Кроме того, если вам нужен партнер для вашего следующего проекта по штамповке металла, мы вам поможем.
