Соединение арматуры внахлест без сварки гост: Соединение арматуры внахлест ГОСТ — СТ Монтаж
Содержание
Нахлест арматуры при вязке таблица
Прочный и долговечный фундамент – это армированный фундамент. Но армирование – операция, требующая точности, и вязание стержней арматуры внахлест или встык требует знания длины прутьев. Лишние сантиметры арматурных прутьев способны деформировать фундамент при прикладываемых боковых нагрузках, нарушить его целостность и общую надежность. И наоборот – правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды.
Грамотный нахлест арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
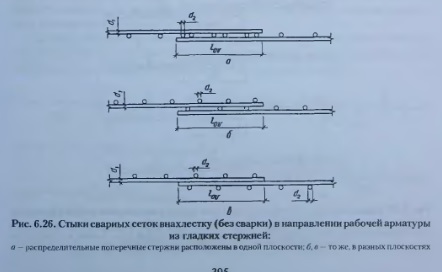
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).

- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.

- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
Нахлестом рекомендовано соединять арматуру сечением не более 40 миллиметров
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест. Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев. Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
[testimonial_view id=”9″]
Стыковка арматуры при помощи сварки
Несмотря на популярность механической стыковки, соединение арматуры при помощи сварки тоже не менее востребовано в строительстве. Существует несколько способов дуговой сварки:
- протяженными швами;
- многослойными швами без применения других технологических элементов;
- с принудительным образованием шва;
- точечная.
Для выполнения этого вида работы понадобятся следующие инструменты:
- сварочный аппарат;
- электродержатели;
- щитки;
- защитные стекла;
- молоток, зубило;
- металлические щетки;
- шлакоотделитель;
- стальная линейка;
- отвес, клеймо.
Основной рабочий материал – арматура.
Сварка арматуры протяженными швами используется для соединения горизонтальных и вертикальных стержней. Такой вид стыковки возможен с накладками или внахлест. Внахлест соединение выполняется протяженными швами, но возможен вариант с применением и дуговых точек. Также есть возможность соединять арматурные стержни с короткой и длинной нахлесткой или двусторонним и односторонним швом.
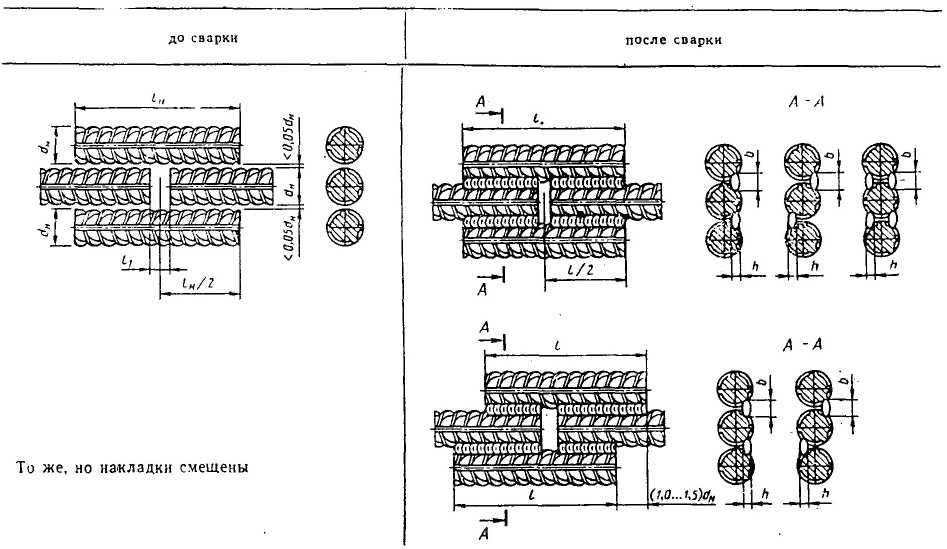
Сварные стыки накладок с арматурными стержнями бывают короткими или длинными. При этом разрешается смещать накладки по длине. Сварка арматуры выполняется различными фланговыми швами.
В процессе сварки двусторонними швами во время наложения второго с другой стороны соединения иногда возникают горячие продольные трещины. Для предупреждения их появления необходимо тщательно подбирать тип электродов и строго выдерживать технологический режим сварки.
Сварные протяжные швы бывают многопроходными или однопроходными, это зависит от диаметра стыкуемых стержней. Ток для дуговой сварки выбирается в зависимости от вида электродов. Важно учитывать одно условие: в процессе сварки арматуры, расположенной в вертикальном положении, тока необходимо на 10-20% меньше, чем для стержней в горизонтальном расположении.
Важно учитывать одно условие: в процессе сварки арматуры, расположенной в вертикальном положении, тока необходимо на 10-20% меньше, чем для стержней в горизонтальном расположении.
Вернуться к оглавлению
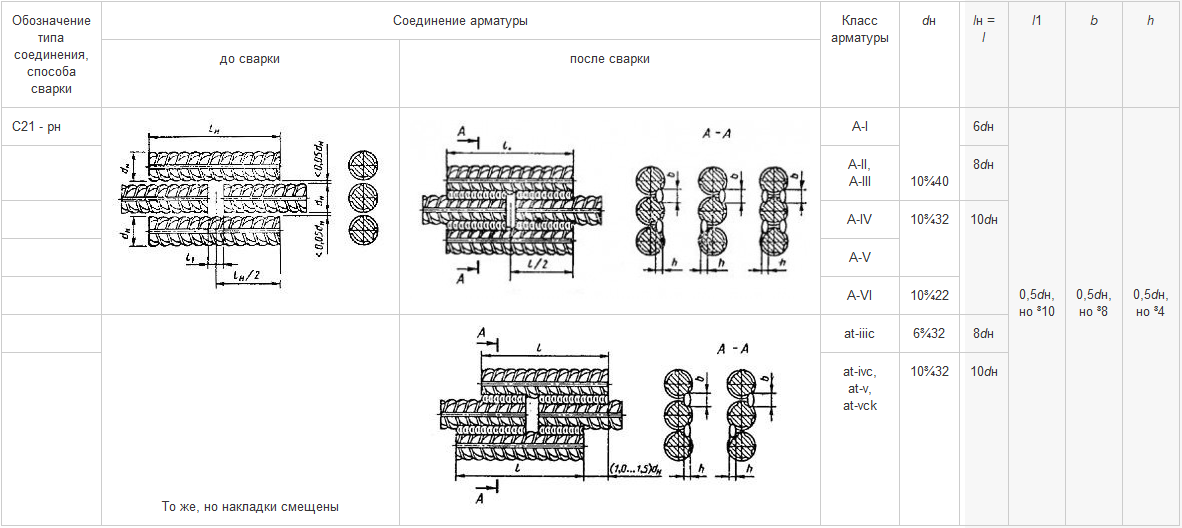
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии. Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости.
В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки. Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев. Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры. Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
Перечень измерений на растянутой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 47,5 | 41 | 37 | 33,0 |
| 1,2 | 57 | 49 | 44,5 | 39,5 |
| 1,6 | 76 | 65 | 59,5 | 52,5 |
| 1,8 | 85,5 | 73 | 74,5 | 59,0 |
| 2,2 | 104,5 | 89,5 | 89,5 | 27,5 |
| 2,5 | 118,5 | 101,5 | 93 | 82,0 |
| 2,8 | 132,5 | 114 | 104 | 92,0 |
| 3,2 | 151,5 | 130 | 118,5 | 105,0 |
| 3,6 | 189,5 | 162,5 | 148,5 | 131,5 |
Правильное расположение нахлеста касательно друг друга и всей конструкции имеет колоссальное значение для повышения прочности скелета фундамента.
Соединения необходимо делать таким образом, чтобы они были равномерно распределены, и в каждом разрезе конструкции было сосредоточено не больше 50% связок. А промежуток между ними должен быть меньше 130% размера стыков армированных прутьев.
Требования уже упомянутых выше строительных норм и правил (СНиП) гласят, что расстояние между стыковочными соединениями должно быть более 61 см.
В случае несоблюдения такой дистанции бетонное основание может быть подвергнуто деформациям вследствие всех оказываемых на него нагрузок на этапе сооружения здания, а также во время его эксплуатации.
Филонцев Виктор Николаевич
На сайте: Автор и редактор статей на сайте pobetony.ru Образование и опыт работы: Высшее техническое образование. Опыт работы на различных производствах и стройках – 12 лет, из них 8 лет – за рубежом. Другие умения и навыки: Имеет 4-ю группу допуска по электробезопасности. Выполнение расчетов с использованием больших массивов данных. Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Выполнение расчетов с использованием больших массивов данных. Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Пример стыковки арматуры 25 диаметра в балке, при помощи вязки. Величина перехлеста 40d=1000 мм.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Да фиксировать пруты необходимо, иначе их бетоном сместит и не будет ни защитного слое, ни равномерного распределения. Но его не смести если хомуты через 25-30см и он к ним притянут.
Один прут вытягивал бы другой если б ребра могли заходить друг в друга. Вроде на японской арматуре в теме проекты сейсмостойких домов рёбра перпендекулярны оси прута. А нашей витые рёбра +пара прямых рёбер за рёбра друг-друга не удержат. Имхо.За пожелание спасибо себе думаю всё же связывать, + на всех прутах лапки сантиметров по 15 отгибать.
Не вся фибра имеет на концах зацепы, и не вся металлическая.
Ф. Н. Рабинович в книге 2004г. «Композиты на основе дисперсноармированых бетонов» пишет, «Исследования показали , что для улучшения качества бетонных изделий могут быть эффективно использованы углеродные волокна. Они не подвергаются. коррозии в гидратирующемся цементе, заметно повышают прочность цементного камня на растяжение и модуль его упругости. Однако стоимость углеродных волокон значительно превышает стоимость стальных и стеклянных волокон, поэтому использование их в качестве арматуры требует специального обоснования. Наибольший практический интерес представляет рассмотрение свойств стальных и минеральных (стеклянных) волокон, а также некоторых видов волокон органического происхождения. Стальные волокна. Металлические волокна, применяемые в качестве арматуры, изготавливаются различными способами: механическим, электромеханическим, формованием из расплава. Получившие наибольшее распространение механические способы включают волочение, обычное вытягивание, протяжку, а также резку металлической фольги или листа и других подобных материалов.
Выбор технологии производства металлических волокон существенно зависит от требуемого диаметра. Сверхтонкие волокна обычно получают путем волочения через алмазные фильтры. Однако, несмотря на высокую прочность и эффективность подобных волокон, использование их из-за значительной стоимости возможно лишь в небольших количествах в тех случаях, когда это экономически оправдано. Наибольшее применение для армирования бетонов получают нарезанные из проволоки отрезки стальных волокон-фибр диаметром 0,3-1,6 мм (рис. 6). Обычно используется стальная низкоуглеродистая проволока общего назначения ГОСТ 3282- 74 (с изм.). Определенный интерес представляет получение плоских стальных фибр сечением 0,15-0,4 на 0,25-0,9 мм из металлической фольги, лент, листов, пластин или сплющенной круглой проволокй. Объемы промышленного производства тонкой стальной проволоки составляют сравнительно незначительную часть (пример24 но 2,5-3,0 %) общего объема производства арматурной стали. Поэтому достаточно актуальными в настоящее время являются вопросы расширения производства стальной проволоки необходимых параметров для получения фибровой арматуры, что, в свою очередь, может привести к соответствующему сокращению расхода традиционных сортаментов арматурной стали.
Перспективным также является расширение производства плоских фибр, получаемых из листовых материалов (тонколистового проката) или из стальных массивных заготовок. «
Спасибо за пожелание.
Процесс соединения арматуры, в результате которого получается непрерывное армирование, называется стыковкой.
В современном строительстве существуют разные способы соединения арматуры:
- механический;
- при помощи сварки;
- внахлест без применения сварки.
Виды и способы соединения арматуры
Войти
Пожалуйста, авторизуйтесь:
Запомнить меня
Забыли пароль?
Зарегистрироваться
Работаем по всей России, СНГ и по всему миру
ПСК-МоскваDSI-PSKЕкатеринбургКазаньКраснодарЛипецкНижний НовгородНовосибирскСамараСанкт-ПетербургСочиСаратовТольяттиТюменьУфаКалининградВолгоградХабаровскТашкентМинскАлматыАстанаАтырауШымкентУсть-КаменогорскАстраханьБрянскВладивостокВолгоградВоронежИжевскКабардино-БалкарияКавказские Минеральные ВодыНабережные ЧелныСаранскКрасноярскМахачкалаОмскПензаПсковРостов-на-ДонуРязаньСтавропольТверьУльяновскЧелябинск
Корзина
Автор: Федор Русанов, инженер компании «ПромСтройКонтракт»
От технологии выполнения соединений стальной арматуры, особенно при необходимости ее наращивания по длине, во многом зависят трудозатраты на изготовление монолитных железобетонных конструкций. Повысить производительность и скорость бетонных работ, обеспечив при этом равнопрочность стыков, может механическое соединение арматуры (МСА), предлагаемое компанией «ПромСтройКонтракт» (ГК ПСК) в нескольких вариантах.
Повысить производительность и скорость бетонных работ, обеспечив при этом равнопрочность стыков, может механическое соединение арматуры (МСА), предлагаемое компанией «ПромСтройКонтракт» (ГК ПСК) в нескольких вариантах.
Разновидности традиционных и современных соединений арматурных стержней
Действующие технические регламенты различают три вида соединений арматуры:
- соединение внахлест без использования сварки с определением длины перепуска расчетным путем в зависимости от диаметра и класса:
прямой арматуры периодического профиля;
то же с креплением накладки или поперечных стержней по длине нахлеста;
с крюками, лапками, петлями на конце стальных профилей;
- сварные стыковые соединения, где тип узла, а также обозначение сварочного шва определяется применительно к технологии сварки, условиям эксплуатации монолитной конструкции;
- соединение, использующее специальные соединительные муфты.
Сварные и нахлесточные соединения практикуются давно, они стали уже классикой бетонных работ со своими плюсами и минусами (дороговизна, время, перерасход металла). Между тем, технологии МСА уже не первое десятилетие доказывают свою эффективность на объектах России, ближнего и дальнего зарубежья, постепенно становясь массовыми.
Классификация Механических Соединений Арматуры
Действующими регламентами МСА классифицируются согласно способу и назначению соединения. Таким образом, соединения могут быть:
- резьбовым, за счет стыковочного цилиндра с внутренней конической или цилиндрической резьбой, соединяющей торцы, где уже выполнена резьба такого же профиля;
- опрессованным, когда торцы профилей соединяются стальным цилиндром, обжатым гидравлическим прессом, вследствие чего металл, из которого он изготовлен, вдавливается между ребрами периодического профиля;
- винтовым, при котором соединение производится муфтой, где внутри нарезан винтовой периодический профиль, аналогичный арматурному, а также контргайками, накрученными на стальные стержни;
- болтовым, где фиксация соединяемой арматуры происходит за счет болтов, вкрученных через стенку муфты в тело профиля, а их количество зависит от величины усилия, воспринимаемого соединением.
По назначению, согласно конструктивному решению соединительного элемента, МСА могут быть:
- стандартными, соединяющими арматуру одного диаметра, когда хотя бы одна из них может вращаться;
- переходными, аналогичными стандартным, но соединяющими арматуру разных диаметров;
- позиционными, соединяющими неподвижные концы стальных профилей;
- приварными: для стыковки арматурных каркасов и металлоконструкций.
Эти типы МСА изготавливаются отечественными и зарубежными производителями, они уже используются в практическом строительстве.
Система с конической резьбой
Соединение арматуры периодического профиля диаметром от 12 до 40 мм классов А400, А500 и А600 может производиться при помощи муфт «LENTON» с конической резьбой.
В состав системы входят муфты:
- стандартные, для стержней одного диаметра, когда хотя бы одна из них может вращаться;
- переходные для стержней разного диаметра, когда хотя бы одна из них может вращаться;
- позиционные, соединяющие арматуру, не способную вращаться;
- приварные для присоединения стержней к металлоконструкциям.
 Внутри одного конца соединительного элемента нарезана коническая резьба, а другой подготовлен для сварки;
Внутри одного конца соединительного элемента нарезана коническая резьба, а другой подготовлен для сварки; - концевые (анкерные), предназначенные для анкеровки арматуры железобетонных конструкций;
- комбинированные с конической и цилиндрической резьбой для болтового крепления стальных конструкций к бетонным.
Муфты с конической резьбой LENTON A12 стандартные
по запросу
Заказать
Подробнее
Муфты с конической резьбой LENTON позиционные P13, P14, P15
по запросу
Заказать
Подробнее
Муфты комбинированные Lenton с коническо-цилиндрической резьбой
по запросу
Заказать
Подробнее
Муфты с конической резьбой анкерные Lenton Terminator (концевые анкера)
по запросу
Заказать
Подробнее
Муфты болтовые Lenton LOCK
Снято с производства
Заказать
Подробнее
Муфты с конической резьбой Lenton сварные
по запросу
Заказать
Подробнее
Использование конической резьбы позволяет исключить возможность ее повреждения до полной стыковки. Соединение одинаково быстро может производиться для горизонтальных и вертикальных железобетонных конструкций. Для этого сначала накручивают муфту на один конец, затем второй заводят в муфту, после чего закручивают на 4 -5 оборотов с усилием от 40 до 350 Нм.
Соединение одинаково быстро может производиться для горизонтальных и вертикальных железобетонных конструкций. Для этого сначала накручивают муфту на один конец, затем второй заводят в муфту, после чего закручивают на 4 -5 оборотов с усилием от 40 до 350 Нм.
МСА на основе технологии «LENTON» применялись при армировании монолитных железобетонных конструкций высотных офисный зданий комплекса «Москва-Сити», «Абу-Даби Плаза» (Астана), Центрального участка Западного скоростного диаметра, комплекса «Лахта Центр» (Санкт-Петербург), Ленинградской, Белоярской АЭС, вантового моста «Золотой Рог» (Владивосток), олимпийского стадиона «Фишт» (Сочи), других объектов.
Возможности системы «LENTON» позволили разработать криогенные муфты, использованные при армировании бетонных конструкций резервуаров для хранения сжиженного газа при температуре 160°С. Применение таких элементов позволило не прекращать арматурные работы в зимних условиях при температуре ниже -40° на строительстве завода «Ямал НПЗ», благодаря чему работы были выполнены в намеченные сроки.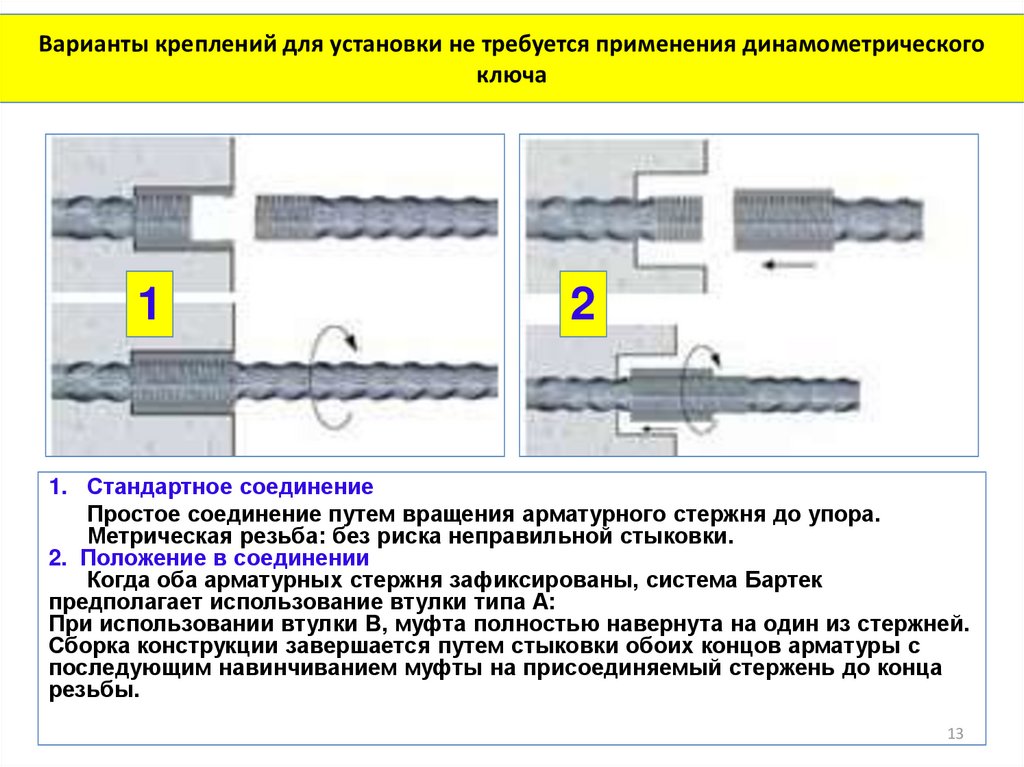
Система «Dextra Bartec» с параллельной резьбой
Муфтовое соединение «DEXTRA Bartec» от ГК ПСК обеспечивает равнопрочный стык арматуры диаметром от 12 до 65 мм за счет использования муфты с внутренней метрической резьбой, соединяющей концы стержней с нарезанной резьбой такого же профиля.
Основной элемент системы — муфты «БАРТЕК»:
- стандартные, соединяющие стержни одного диаметра при возможности вращения хотя бы одного конца;
- переходные для стыковки арматуры разных диаметров при возможности вращения хотя бы одного конца;
- позиционная, когда ни один конец стержня не может вращаться. В этом случае куплер полностью накручивается на один конец, а после стыковки выкручивается, соединяя оба конца.
Муфты с параллельной резьбой Bartec стандартные (тип А)
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec переходные
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec позиционные тип B
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec позиционные тип C
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec анкерные тип S (концевой анкер)
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec анкерные тип L (концевой анкер)
по запросу
Заказать
Подробнее
Для уменьшения области ослабленного сечения резьба выполняется в следующей последовательности:
- обрезка стержней по длине;
- увеличение начального диаметра конца с использованием холодной прессовки;
- накатка метрической резьбы на распрессованном конце.

МСА с метрической резьбой позволяет армировать стены, колонны, а также балки, плиты.
Система «Bartec» доказала свою эффективность при реконструкции Октябрьского туннеля, прокладке линий казанского метрополитена, возведении Белорусской, Курской и Нововоронежский АЭС, жилых домов и общественных зданий Москвы, Казани и городов ЮФО, а также при строительстве первой бангладешской АЭС «Руппур» и других особо сложных объектов.
Система «PRESKO» с обжимными муфтами
Система МСА «PRESKO» формирует стыки арматуры диаметром от 18 до 40 мм при помощи стандартных и переходных муфт, соединяющих концы стержней одного или разного диаметра путем их обжатия без предварительной подготовки торцов. При обжатии, металл соединительного элемента заполняет перепады периодического профиля, образуя тем самым равнопрочный стык. Такой стык более экономичен относительно соединений с перепусками, а по сравнению с ванной сваркой он менее трудоемок, а также не требует для исполнения специалиста высокой квалификации.
Устройство стыка при помощи обжатия муфт состоит из двух операций:
- установки соединительного элемента «ПРЕСКО» на месте стыка в проектное положение;
- обжатие стыка с использованием мобильной гидравлической установки.
Обжимные муфты PRESKO применялись при возведении столичного БЦ «Ханой-Москва», футбольных стадионов «Ростов-арена», комплекса «ВТБ-арена», объектов города-спутника Казани «Иннополис», башни «Akhmat Tower», ТРЦ «Грозный Молл» в столице Чечни.
Система на болтовых муфтах «LENTON LOCK»
Система МСА на болтовых муфтах «LENTON LOCK» производства американской компании «ERICO» (Pentair) универсальна. Она может использоваться для стыковки арматурных стержней диаметром от 12 до 44 мм периодического профиля или гладкой, на заводе или на стройплощадке, одинакового или разного диаметра без предварительной подготовки торцов. Соединение производится путем зажима торцов вертикальной или горизонтальной арматуры в стандартной или переходной муфте болтами, вкрученными в стенку стального цилиндра, при этом головки болтов самосрезаются при достижении требуемой величины момента закручивания.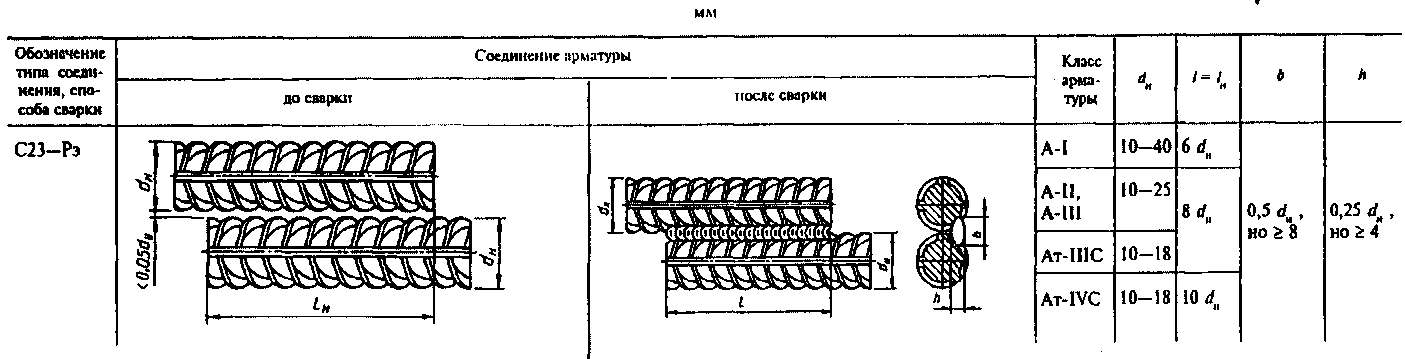 В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
МСА на муфтах «LENTON LOCK» уже доказали возможность применения отечественными строителями на объектах Новополоцкого НПЗ, при армировании монолитных конструкций комплекса небоскребов «IQ-quarter», при реконструкции и расширении МКАД, а также на других объектах.
Системы с использованием муфт «Flimu» (DSI), «GEWI»
Система МСА «Flimu» предполагает обжатие торцов стыкуемых профилей соединительной муфтой вследствие протягивания по ней специального обжимного кольца. Внутренний размер кольца меньше наружного размера соединительного цилиндра, что заставляет металл, из которого она изготовлена, заполнять профиль. Для протягивания кольца используется ручное оборудование, разработанное специально для использования в построечных условиях. Немецкая система «GEWI» основана на использовании высокопрочных стержней с левосторонней трапецеидальной резьбой по всей длине. Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Какие соединения арматуры лучше для ПГС?
Большую работу по внедрению инновационных МСА в массовое строительство России и стран Таможенного союза выполняет НИИЖБ им. Гвоздева и группа компаний «ПромСтройКонтракт» (ГК ПСК). Ими совместно была разработана проектная, а также технологическая документация на использование ряда систем МСА при производстве арматурных работ, в т.ч. на особо опасных, технически сложных, уникальных объектах. Каждая из них уже имеет опыт практического использования на жилых, складских, промышленных зданиях, мостах, эстакадах, возведенных в России и за рубежом.
Разнообразие уже построенных с использованием МСА объектов, показывает применимость этих технологий для использования в массовом строительстве при армировании конструкций различного назначения, воспринимающих практически любые усилия, а самое главное — ГК ПСК гарантирует увеличение скорости всего комплекса арматурных работ при внедрении любой из выбранных технологических систем.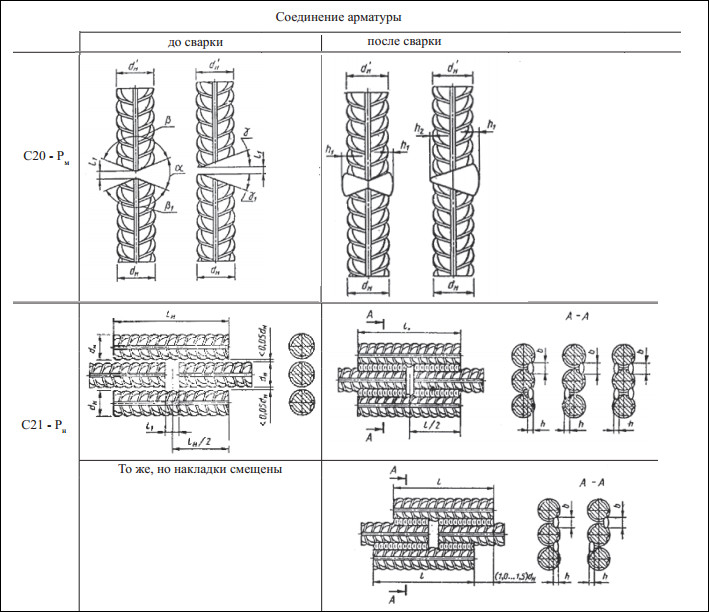 Обученные инженеры-арматурщики ПСК не только помогут с внедрением выбранной технологической системы, но и готовы выполнить все работы по нарезке или накатке резьбы на арматуру на собственном оборудовании.
Обученные инженеры-арматурщики ПСК не только помогут с внедрением выбранной технологической системы, но и готовы выполнить все работы по нарезке или накатке резьбы на арматуру на собственном оборудовании.
Предыдущая статья Следующая статья
Вас может заинтересовать
Как муфты для стыковки арматуры увеличивают популярность монолитного строительства
С увеличением популярности монолитного домостроения, изменилось отношение к качеству железобетонных конструкций. Это касается качества железобетона, в основе прочности которого лежит силовой каркас, изготавливаемый преимущественно из арматуры разного диаметра.
Читать далее >
Строительная арматура — применение и тенденции развития
Основной вид арматуры для производства железобетона в строительной индустрии СССР до 90-х годов прошлого века был освоен на металлургических заводах по ГОСТ 5781.
Читать далее >
Технологии механического соединения арматуры.
Журнал «Атомное строительство» (официальный ежемесячник СРО НП «СОЮЗАТОМСТРОЙ», СРО НП «СОЮЗАТОМПРОЕКТ», СРО НП «СОЮЗАТОМГЕО»), №7(1) февраль 2012
Читать далее >
Комментарии специалистов об использовании муфтового соединения арматуры.
Журнал «Атомное строительство» (официальный ежемесячник СРО НП «СОЮЗАТОМСТРОЙ», СРО НП «СОЮЗАТОМПРОЕКТ», СРО НП «СОЮЗАТОМГЕО»), №16, октябрь-ноябрь 2013
Читать далее >
Муфтовые арматурные соединения. Муфты Lenton
Муфты Lenton
Группа компаний «Промстройконтракт» предлагает своим клиентам высокопрочные муфтовые арматурные соединения Lenton, рекомендованные ЦНИИСК им. В.А. Кучеренко даже для использования в сейсмоопасных районах.
Читать далее >
Введите имя и номер телефона, чтобы получить консультацию
Нажимая на кнопку заказа, я подтверждаю свое согласие с политикой обработки персональных данных
Оставьте заявку
мы подготовим КП под вашу задачу
Прикрепить файл
Нажимая на кнопку заказа, я подтверждаю свое согласие с политикой обработки персональных данных
Товар успешно добавлен
в корзину
Как наварить наплавку или наплавку?
Наплавка или наплавка — хороший выбор для увеличения срока службы стальных трубопроводов. Методы наплавки обычно включают дуговую сварку электродом, кислородно-ацетиленовую сварку пламенем, дуговую сварку под флюсом, дуговую сварку плавящимся электродом в среде защитного газа, вольфрам дуговая сварка, плазменно-дуговая сварка и электрошлаковая сварка. Выбор метода наплавки, как правило, определяется в соответствии с условиями строительства объекта и техническими требованиями. Конкретные области применения и характеристики способа наплавки показаны в таблице.
Методы наплавки обычно включают дуговую сварку электродом, кислородно-ацетиленовую сварку пламенем, дуговую сварку под флюсом, дуговую сварку плавящимся электродом в среде защитного газа, вольфрам дуговая сварка, плазменно-дуговая сварка и электрошлаковая сварка. Выбор метода наплавки, как правило, определяется в соответствии с условиями строительства объекта и техническими требованиями. Конкретные области применения и характеристики способа наплавки показаны в таблице.
ЭЛЕКТРОДНАЯ СВАРКА
Особенности:
- Дешевое и легкое оборудование, подходящее для наплавки на месте
- Высокая гибкость, особенно подходит для наплавки заготовок неправильной формы
- Высокая производительность и низкая деформация заготовки
- Значительная глубина проплавления и высокая скорость разбавления снижают твердость и износостойкость наплавочного слоя. Обычно наплавляют от 2 до 3 слоев, но многослойная наплавка естественным образом вызывает растрескивание.

.
Особенности:
- Из-за ручного управления, высокой трудоемкости и низкой скорости сварки
- Когда требуются качественные наплавки, навыки работы сварщика на высоте
- Если для распыления порошка сплава используется специальный кислородно-ацетиленовый пламенный пистолет, можно также получить малую глубину проникновения и тонкий верхний слой
Применение:
В основном используется для наплавки деталей с гладкой поверхностью, высококачественных и прецизионных деталей, а также для наплавки малой площади на заготовках малого и среднего размера.
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Особенности:
- Процесс сварки сильно механизирован, обычно с использованием больших токов (300 ~ 500 А), иногда до 900 А, поэтому скорость сварки значительна, а производительность высока.
- Характеристики наплавочного слоя стабильны, пласт красив, а такие дефекты, как поры и шлаковые включения, встречаются редко
- Флюс полностью покрывает дугу, нет излучения дуги, нет брызг, оператору не нужна специальная защита, снижается рабочая нагрузка
- Оборудование неудобно передвигать, сушка и хранение флюса усложнены, что не способствует наплавке на месте
- Степень разбавления высока, и часто необходимо укладывать от 2 до 3 слоев, чтобы обеспечить требуемую производительность. Из-за большого температурного градиента заготовки во время сварки трещин легко треснуть, поэтому такие меры, как предварительный нагрев и замедление часто требуется охлаждение. Но когда температура предварительного нагрева слишком высока, это может вызвать трудности при удалении шлака
- Большая ванна расплава, подходит только для наплавки в горизонтальном положении
Применение:
Это наиболее широко используемый метод наплавки. Он широко используется в машиностроении, особенно при производстве нефтяного и химического оборудования. Он подходит для сварки на больших поверхностях, таких как плоские, цилиндрические сосуды и сосуды большого диаметра. Он не подходит для наплавки мелких заготовок. В основном для наплавки материалов на основе железа, таких как наплавка коррозионно-стойких слоев на внутренние стенки сосудов большого диаметра, наплавка износостойких слоев на валки прокатных станов и т. д.
Он широко используется в машиностроении, особенно при производстве нефтяного и химического оборудования. Он подходит для сварки на больших поверхностях, таких как плоские, цилиндрические сосуды и сосуды большого диаметра. Он не подходит для наплавки мелких заготовок. В основном для наплавки материалов на основе железа, таких как наплавка коррозионно-стойких слоев на внутренние стенки сосудов большого диаметра, наплавка износостойких слоев на валки прокатных станов и т. д.
ВОЛЬФРАМОВАЯ ДУГОВАЯ СВАРКА
Особенности:
- Положительное соединение постоянного тока может уменьшить загрязнение поверхностного слоя вольфрамовым электродом
- Стабильная дуга, меньше брызг и отличная видимость во время сварки
- Подача наплавочного сварочного материала и дуги регулируются отдельно, поэтому форму наплавочного слоя легко контролировать, а качество хорошее, но скорость наплавки невысокая
Применение:
Подходит для наплавки небольших размеров, высоких требований к качеству и сложных форм. Например, для наплавки очень тонких наплавочных сплавов на основе кобальта на лопатки паровых турбин и т. д. Наплавка материала из сплава 825 на основной материал ASTM A335 P11 в Haihao Group
Например, для наплавки очень тонких наплавочных сплавов на основе кобальта на лопатки паровых турбин и т. д. Наплавка материала из сплава 825 на основной материал ASTM A335 P11 в Haihao Group
ПЛАЗМЕННАЯ СВАРКА
Особенности:
- Из-за высокой температуры плазменной дуги скорость наплавки высокая. Заготовку не нужно предварительно нагревать и изолировать до и после наплавки, а также нет дефектов, таких как трещины и пористость
- также имеет характеристики мелкого и широкого проникновения, тем самым снижая степень разбавления наплавленного металла основным металлом. Что не только стабилизирует твердость металла наплавочного слоя и имеет однородную структуру, но также позволяет выбор более тонких поверхностных слоев. Для экономии драгоценных металлов
- Формирование валика плазменной дуговой наплавки очень гладкое и аккуратное, что может уменьшить дефекты и объем обработки после наплавки
Плазменно-дуговая наплавка
Применение:
Плазменное пламя можно использовать для наплавки материалов из сплавов, которые не могут быть обработаны другими способами. Помимо латуни, его можно использовать для наплавки многих сплавов и цветных металлов. на основе цементированного карбида, нержавеющей стали, меди, алюминиевого железа и марганцевой бронзы и т. д.
Помимо латуни, его можно использовать для наплавки многих сплавов и цветных металлов. на основе цементированного карбида, нержавеющей стали, меди, алюминиевого железа и марганцевой бронзы и т. д.
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Особенности:
- Заготовки, наплавленные электрошлаковой наплавкой, имеют меньшую глубину проплавления, низкую толщину, скорость разбавления, высокую скорость разжижения. слой колеблется от 15 до 90 мм.
- В дополнение к электроду порошок сплава может быть добавлен в шлаковую ванну или использован в качестве покрытия проволоки для пропитки сплава.
- Изменение состава вблизи линии сплавления слишком крутое, а верхний слой легко отслаивается при высоких температурах.
Применение:
Обычно используется для наплавки нержавеющей стали и нихрома.
Haihao Group может предоставить клиентам наплавку или облицовку трубопровода. Если у вас есть спрос, свяжитесь с нами свободно. Электронная почта: [email protected]
Если у вас есть спрос, свяжитесь с нами свободно. Электронная почта: [email protected]
Prev: Производительность и выбор фланцевой прокладки
Next: Фланец с полиэтиленовым покрытием
Все, что вам нужно знать о наплавке
Наплавка – это процесс соединения металлов путем их сварки поверх другого металлического поверхностного слоя. Этот метод является экономически эффективным решением для улучшения свойств поверхности компонента. Это позволяет использовать дорогой материал в качестве плакирующего слоя вместо того, чтобы наносить его на всю композицию детали, что может стоить дороже.
Области применения наплавки
Наплавка используется на компонентах для достижения таких характеристик, как устойчивость к износу, нагреву и коррозии. Он также может помочь в восстановлении и улучшении компонентов и производстве биметаллических деталей.
Достижение свойств стойкости
Наплавка помогает добавить слой для коррозионной стойкости, термостойкости и износостойкости на поверхность металлической заготовки. Он также используется для создания нестандартных деталей для наземного оборудования и другой техники.
Он также используется для создания нестандартных деталей для наземного оборудования и другой техники.
Благодаря своим преимуществам наплавка широко используется в машиностроении, электроэнергетике, металлургии, горнодобывающей, строительной, нефтехимической и других отраслях промышленности.
Восстановление и усовершенствование компонентов
Наплавка также полезна для восстановления компонентов, которые получили повреждения или ошибки обработки на заводах или в шахтах. Добавленный слой новых материалов может улучшить характеристики исходного компонента.
Производство биметаллических деталей машин
Наплавка используется для создания биметаллических компонентов. Хорошим примером может служить лопатка турбины, изготовленная в основном из углеродистой стали, которая экономична, но подвержена кавитации. Чтобы смягчить это, на компонент наносится покрытие из нержавеющей стали, что делает его биметаллическим с превосходной твердостью и износостойкостью.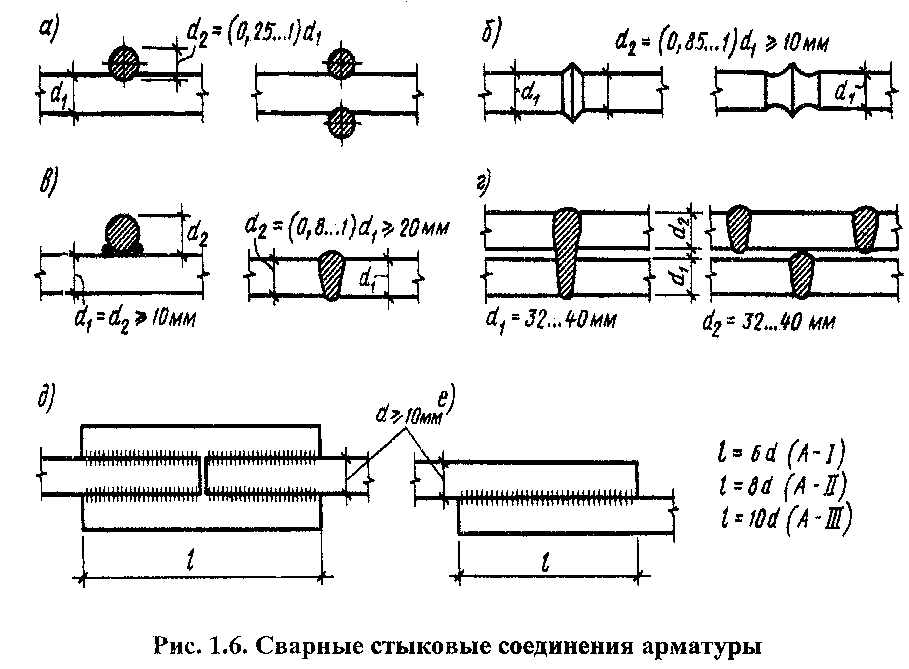
Различные методы наплавки
Это методы наплавки, используемые для плакирования и наплавки металлов.
Дуговая сварка в защитном металле
Дуговая сварка металлическим электродом в среде защитного газа использует расходуемый электрод с флюсовым покрытием для образования дуги между электродом и заготовкой. В этом процессе сварки плавлением расплавленный металл перемещается от электрода через электрическую дугу и осаждается в заготовке.
Сварка металлов в среде инертного газа
Сварка металлов в среде инертного газа (MIG) использует непрерывный сплошной проволочный электрод, который нагревается и подается в сварочную ванну из сварочного пистолета. Затем два материала сплавляются вместе, образуя соединение. Во время этого процесса сварочная горелка подает защитный газ вместе с проволочным электродом, чтобы защитить сварочную ванну от загрязнений.
Сварка вольфрамовым электродом в среде инертного газа
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся вольфрамовый электрод.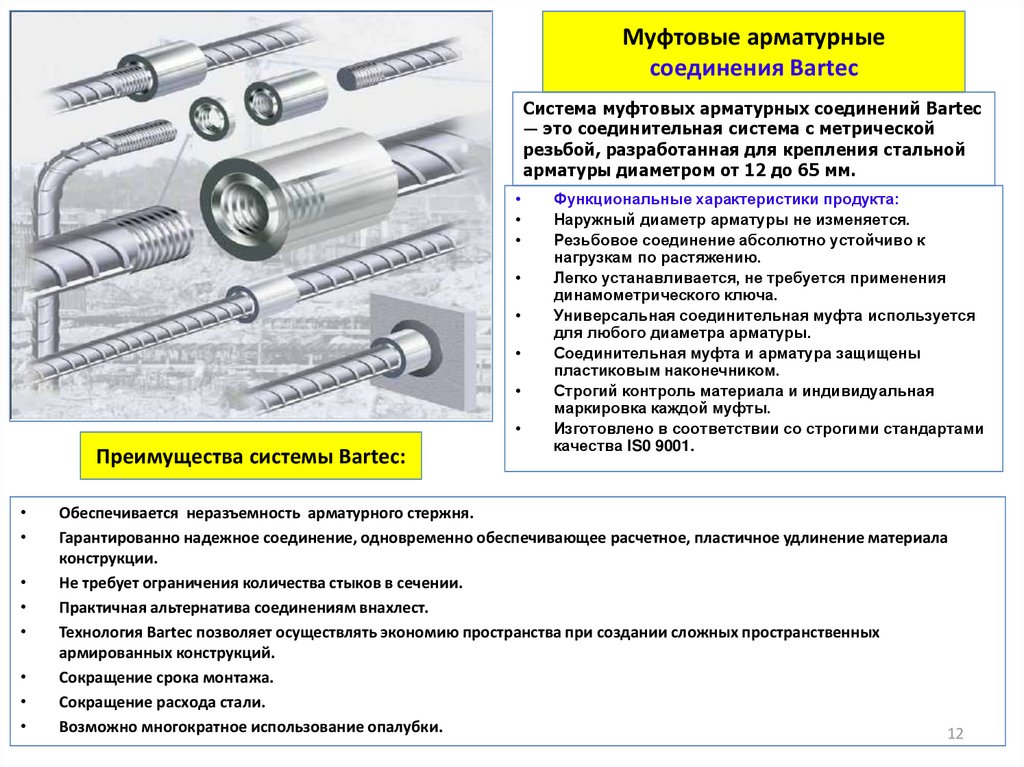 Во время этого процесса сварочная ванна и вольфрам охлаждаются и защищаются инертным защитным газом, таким как гелий или аргон. Сварка TIG хорошо подходит для выполнения высококачественных сварных швов в таких областях, как судостроение, производство автомобилей, производство и ремонт велосипедов.
Во время этого процесса сварочная ванна и вольфрам охлаждаются и защищаются инертным защитным газом, таким как гелий или аргон. Сварка TIG хорошо подходит для выполнения высококачественных сварных швов в таких областях, как судостроение, производство автомобилей, производство и ремонт велосипедов.
Дуговая сварка под флюсом
Дуговая сварка под флюсом — это процесс, который включает образование электрической дуги между постоянно подаваемым электродом и заготовкой. В этом методе слой порошкообразного флюса окружает и покрывает дугу, обеспечивая электрическую проводимость между металлом и электродом.
Плазменная дуга
Плазменная дуга представляет собой процесс наплавки в среде инертного газа с высокой энергией и низкой теплотой. В этом сложном методе наложения используется вольфрамовый электрод для обеспечения внешнего потока дуги. Для этого также требуется порошок, и он может наплавлять сложные карбидные сплавы и создавать специализированное наплавление.
