Соединение арматуры внахлест гост без сварки: таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Содержание
Сколько диаметров СНиП при перехлесте арматуры?
Прочный и долговечный фундамент – это армированный фундамент. Но армирование – операция, требующая точности, и вязание стержней арматуры внахлест или встык требует знания длины прутьев. Лишние сантиметры арматурных прутьев способны деформировать фундамент при прикладываемых боковых нагрузках, нарушить его целостность и общую надежность. И наоборот – правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды.
Грамотный нахлест арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).

- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.

- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
Нахлестом рекомендовано соединять арматуру сечением не более 40 миллиметров
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест. Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев. Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
[testimonial_view id=”9″]
Преимущества механической стыковки
Данный способ является наиболее выгодным, соответственно, и наиболее часто используемым. Если сравнить процесс механического соединения арматуры со стыковкой арматуры внахлест, то главное преимущество здесь заключается в том, что не происходит значительная потеря материала. Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).
Если сравнивать механическое соединение арматуры со стыковкой при помощи сварки, то в этом случае выигрывает скорость работы, на которую затрачивается намного меньше времени. К тому же, сварку должны выполнять только профессиональные сварщики, чтобы избежать некачественной работы, которая в будущем способна привести к негативным последствиям. В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
Еще в результате такого способа соединения получается достаточно прочная конструкция. Получить равнопрочное соединение, используя этот метод, можно при различных погодных условиях и в любое время года.
Вернуться к оглавлению
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии. Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Реальные значения перехлеста арматуры
Протяженность нахлеста стержней при анкеровке устанавливается с ориентиром на действующее в арматурной конструкции усилие и восприятие силами сопротивления стальных элементов, а также силами сцепления бетона и армирующих прутьев по всей длине соединения. Санитарные нормы по нахлесту арматуры при вязке рекомендует следующие длины перехлеста (все параметры в мм) нахлест / сечение:
- 1090 / 36;
- 960 / 32;
- 860 / 28;
- 760 / 25;
- 680 / 22;
- 580 / 18;
- 480 / 16;
- 380 / 12;
- 300 / 10.
В таблицах СНиПа также содержится длина нахлеста анкеровки для различных марок бетонной смеси для арматурных стержней на сжатие / растяжение.
Существует еще некоторые важные пункты СНиПа, о которых велся разговор в этой публикации:
- в обязательном порядке в зоне анкеровки нахлестом необходим монтаж поперечной добавочной арматуры;
- недопущение разноса анкеровки соседних стержней не меньше 61 см;
- крестообразные нахлесты надо соединять с помощью пластиковых хомутов или фиксаторов или отожженной вязкой проволоки.
По данным таблицам наименьшая длина перехлеста для бетонной смеси М450 при сечении прутка А400 в 6 мм = 20 см. А вот для бетона М250 и арматуры с сечением 40 мм длина составит уже 158 см.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки. Сколько есть вариантов фиксации прутьев без сварки?
Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев. Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев. Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры. Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
Перечень измерений на растянутой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 47,5 | 41 | 37 | 33,0 |
| 1,2 | 57 | 49 | 44,5 | 39,5 |
| 1,6 | 76 | 65 | 59,5 | 52,5 |
| 1,8 | 85,5 | 73 | 74,5 | 59,0 |
| 2,2 | 104,5 | 89,5 | 89,5 | 27,5 |
| 2,5 | 118,5 | 101,5 | 93 | 82,0 |
| 2,8 | 132,5 | 114 | 104 | 92,0 |
| 3,2 | 151,5 | 130 | 118,5 | 105,0 |
| 3,6 | 189,5 | 162,5 | 148,5 | 131,5 |
Правильное расположение нахлеста касательно друг друга и всей конструкции имеет колоссальное значение для повышения прочности скелета фундамента.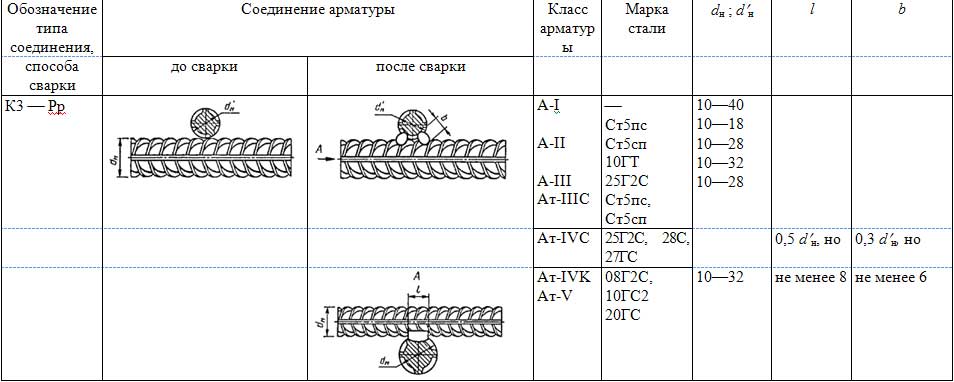
Соединения необходимо делать таким образом, чтобы они были равномерно распределены, и в каждом разрезе конструкции было сосредоточено не больше 50% связок. А промежуток между ними должен быть меньше 130% размера стыков армированных прутьев.
Требования уже упомянутых выше строительных норм и правил (СНиП) гласят, что расстояние между стыковочными соединениями должно быть более 61 см.
В случае несоблюдения такой дистанции бетонное основание может быть подвергнуто деформациям вследствие всех оказываемых на него нагрузок на этапе сооружения здания, а также во время его эксплуатации.
Филонцев Виктор Николаевич
На сайте: Автор и редактор статей на сайте pobetony.ru Образование и опыт работы: Высшее техническое образование. Опыт работы на различных производствах и стройках – 12 лет, из них 8 лет – за рубежом. Другие умения и навыки: Имеет 4-ю группу допуска по электробезопасности.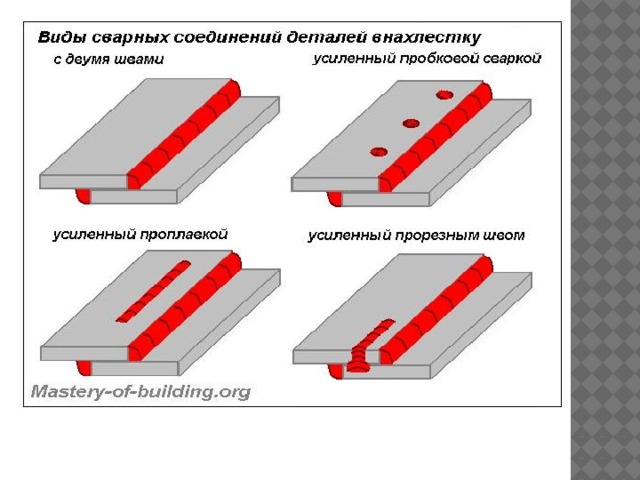 Выполнение расчетов с использованием больших массивов данных. Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Выполнение расчетов с использованием больших массивов данных. Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Технические особенности безсварочного стыка
Необходимо разносить вразбежку соседние соединения. Причем так, чтобы достичь одновременного соединения в одном сечении до 50 % (не больше) армирующих элементов. Под расчетным сечением, которое мы будем определять с целью выяснения значения стыкуемых арматур, понимается область 130 % от общего параметра нахлеста (замеряется вдоль прутков).
Тут необходимо понимание того что стыки стержней при проектировании рассматривают в качестве лежащих в одном сечении при условии размещения центров именно в указанной зоне. Наименьшей дистанцией в длину между стыками по СНиПу является значение 610 мм. По ACI 318–05 и санитарным нормам рекомендовано несвязанные (свободные) соединения прутков делать в конструкциях без предварительного напряжения.
Данный совет вполне логичен, ведь бетонная смесь при таком соединении зальет стержни со всех сторон. А это гарантия сверхнадежной фиксации каждого стержня, которой невозможно достичь при заливке неполной окружности арматуры и соседнего стержня, перевязанных вязальной проволокой. Ко всему прочему, нахлест по длине не может достигать меньше 25 см.
А это гарантия сверхнадежной фиксации каждого стержня, которой невозможно достичь при заливке неполной окружности арматуры и соседнего стержня, перевязанных вязальной проволокой. Ко всему прочему, нахлест по длине не может достигать меньше 25 см.
Еще одним важным положением саннорм является то, что в 1-м расчетном сечении соединение может обладать не больше 50 % стальных прутьев в фундаментной ленте. К тому же, можно стыковать описываемым вариантом сварные сетки и отдельные арматурные элементы без обязательной разбежки. Однако такое допущение будет действующим только при использовании арматуры для конструктивного армирования.
Перехлест в 30 см и более возможен при условии функционирования арматуры и на сжатие. Многими зарубежными странами в строительной документации нахлест установился на уровне 40 диаметров соединяемых армирующих элементов. В странах СНГ данный показатель значение приравнивается 50 диаметрам (арматура А400).
Также значение рекомендованного нахлеста зависит от марки бетона для заливки фундамента. К примеру, для смеси М300 он имеет 35 диаметров, М250 – 40, М200 – 50. А вот для арматурных стержней А-II и А-I перехлест всегда подбирается из расчета 40 диаметров. Но следует учитывать, что все это окажется верным для показателей в расчете. На практике реальные (не минимальные) значения нахлеста, как правило, в несколько раз больше.
К примеру, для смеси М300 он имеет 35 диаметров, М250 – 40, М200 – 50. А вот для арматурных стержней А-II и А-I перехлест всегда подбирается из расчета 40 диаметров. Но следует учитывать, что все это окажется верным для показателей в расчете. На практике реальные (не минимальные) значения нахлеста, как правило, в несколько раз больше.
1.2.6. Соединения арматуры
По
длине стержни горячекатаной арматуры
в обычном железобетоне соединяются,
как правило, с помощью сварки, независимо
от способа образования каркаса.
Стержни
отдельных позиций сварного каркаса
могут быть простыми, состоящими из
цельного стержня одного диаметра, или,
в целях экономии арматурной стали,
составными, состоящими по длине из
стержней двух-трёх различных диаметров
(рис. 22), соединённых контактной
стыковой сваркой. Составными могут быть
только стержни из горячекатаной арматуры
периодического профиля. Составные
стержни часто применяют при армировании
ригелей, колонн, подпорных стенок и
т.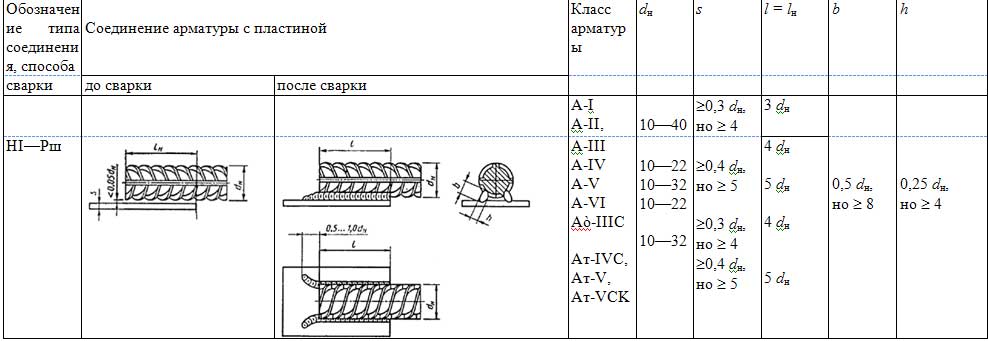 п.
п.
Все
сварные соединения в зависимости от
места их выполнения делятся на:
сварные
соединения, выполняемые в заводских
условиях;сварные соединения,
выполняемые в условиях стройплощадки.
Рис. 22. Составные
отдельные стержни:
а
– для применения в балках; б – для
применения в колоннах, подпорных стенках
и т.п.; 1 – контактная стыковая электросварка
Сварные
соединения, выполняемые в заводских
условиях. Различают
два основных их типа:
А.
Контактная электросварка встык (или
контактная стыковая электросварка)
предназначена для соединения заготовок
арматурных стержней, приварки к
стержням коротышей большего диаметра
и т. п. Выполняется на специальных
сварочных машинах. Процесс сварки
состоит в том, что концы стержней в месте
их контакта под действием электрического
тока большой силы (до 100 кА) разогреваются
до пластического или жидкого состояния
с одновременным или последующим сильным
сжатием, обеспечивающим взаимодействие
атомов металла. В зоне сварки металл
В зоне сварки металл
оплавляется, образуя небольшое утолщение
(рис. 23, а). Прочность такого соединения
получается даже выше, чем прочность
самих стыкуемых стержней. Этим способом
может производиться соединение стержней
диаметром от 10 до 80 мм.
При
соединении стержней арматуры классов
A240,
А300, A400,
А500, A600,
А800, A1000
разных диаметров должно соблюдаться
условие d1
/d2
≥ 0,85
(соотношение 0,3 допускается при
использовании специальной технологии
сварки), а наименьший диаметр стержня
d1
= 10
мм.
Б.
Контактная точечная электросварка
используется для соединения отдельных
стержней в местах их пересечения при
изготовлении сеток и каркасов, В этих
случаях применяют стержневую арматуру
классов A240,
A300,
A400
и проволочную класса В500. Перекрещивающиеся
стержни сдавливают с большой силой в
зажимах сварочной машины, затем включают
ток, который доводит металл между
зажимами до оплавления, а прилегающую
зону – до пластического состояния.
Качество
точечной электросварки зависит от
соотношения диаметров свариваемых
поперечных и продольных стержней. Оно
должно быть в пределах d1
/d2
= 0,25…1.
Сварные
соединения, выполняемые в условиях
стройплощадки. Ограничимся
рассмотрением двух типов таких соединений.
А.
При монтаже арматурных изделий и сборных
железобетонных конструкций для
соединения встык как горизонтальных,
так и вертикальных стержней (или выпусков)
арматуры классов A240,
A300,
A400
диаметром 20 мм и более применяют
электродуговую ванную сварку в съёмных
инвентарных медных формах или на стальной
скобе-подкладке (рис. 23, б). Принцип
электродуговой сварки основан на
образовании электрической дуги между
свариваемым металлом и электродом.
В зазор 10… 15 мм между свариваемыми
стержнями помещается гребёнка
электродов. При прохождении электрического
тока между гребёнкой и формой возникает
электрическая дуга. В результате этого
В результате этого
образуется ванна расплавленного
металла, которая разогревает и плавит
торцы стыкуемых стержней. При этом
расплавленный металл электродов и
стержней образует сварной шов.
Б.
Если диаметр соединяемых стержней менее
20 мм, то применяют дуговую сварку
стержней четырьмя фланговыми швами с
использованием круглых накладок (рис.
23, в). Этим способом могут соединяться
стержни диаметром от 10 до 80 мм, начиная
от класса A240
до класса A500
включительно. Допускается применять и
односторонние сварные швы с удлинёнными
накладками (рис. 23, г). При этом
должны быть соблюдены следующие
требования к размерам сварного шва: b≥
10 мм и b≥
0,5d;
h
≥
4 мм и h
≥
0,25d,
где
b
– ширина
шва; h
–
глубина шва (рис. 23, д).
Соединение
стержней в тавр с пластиной толщиной δ
=
0,75d
(из листовой или полосовой стали)
выполняют автоматической дуговой
сваркой под флюсом (рис.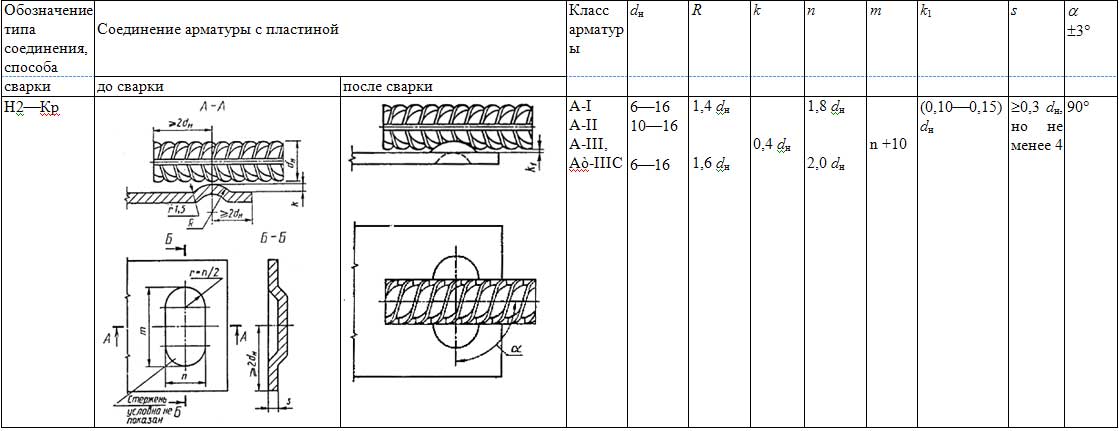 23, е). Соединение
23, е). Соединение
внахлёстку арматурных стержней
диаметром 8…40 мм с пластиной или
плоскими элементами проката выполняют
дуговой сваркой фланговыми швами (рис.
23, ж).
Сварные
соединения способствуют рациональному
расходу стали и использованию отходов
арматуры.
Рис.
23. Сварные стыковые соединения арматуры:
а
–
контактная
электросварка встык; б – дуговая ванная
сварка в инвентарной форме; в – дуговая
сварка с накладками с четырьмя фланговыми
швами; г – то же, с двумя фланговыми
швами; д – размеры сварного шва; е –
сварное соединение в тавр стержней с
пластиной; ж – сварное соединение
внахлёстку стержня с пластиной
Стыки
арматуры внахлёстку без сварки. Стержневую
арматуру классов A240,
А300, A400
допускается соединять внахлёстку без
сварки с перепуском концов стержней на
20…50 диаметров в тех местах железобетонных
элементов, где прочность арматуры
используется не полностью. Однако
Однако
такой вид соединения стержневой арматуры
вследствие излишнего расхода стали и
несовершенства конструкции стыка
применять не рекомендуется.
Внахлёстку
можно выполнять стыки сварных и вязаных
каркасов и сеток в направлении рабочей
арматуры (рис. 24).
При
этом диаметр рабочей арматуры должен
быть не более 36 мм. Длина перепуска
(нахлёстки) стыкуемых стержней, каркасов,
сеток в рабочем направлении определяется
расчётным путём по формуле (1.25).
Рис.
24. Стыки сварных сеток в направлении
рабочей арматуры:
а
– при гладких стержнях, когда поперечные
стержни расположены в одной плоскости;
б, в – то же, но поперечные стержни
расположены в разных плоскостях; г
– при стержнях периодического профиля,
когда в пределах стыка поперечные
стержни отсутствуют в одной из стыкуемых
сеток; д – то же, когда в пределах стыка
поперечные стержни отсутствуют в обеих
стыкуемых сетках; l
–
длина перепуска сеток; d,
d1
–
соответственно диаметры рабочей и
распределительной арматуры
Поперечные
стержни соединяемых сеток могут
располагаться в разных плоскостях (рис.
24, б, в) или в одной плоскости (рис. 24, а).
В каждой из соединяемых в растянутой
зоне сеток на длине нахлёстки должно
быть расположено не менее двух поперечных
стержней, приваренных ко всем продольным
стержням сеток. Такие же типы стыков
применяются и для стыковки внахлёстку
сварных каркасов с односторонним
расположением рабочих стержней из всех
видов арматуры; при этом на длине
стыка устанавливают дополнительные
хомуты или поперечные стержни с шагом
не более 5 диаметров продольной
арматуры. Если рабочей арматурой сеток
являются стержни периодического
профиля, то одна из стыкуемых или обе
сетки в пределах стыка выполняются без
приваренных поперечных стержней (рис.
24, г, д).
Стыки
сварных сеток в нерабочем направлении
(когда соединяется распределительная
арматура) также выполняются внахлёстку
(рис. 25).
Длину
перепуска (считая между крайними рабочими
стержнями сетки) принимают равной 50 мм
при диаметре распределительной арматуры
до 4 мм и равной 100 мм при диаметре
распределительной арматуры более 4
мм. При диаметре рабочей арматуры 16 мм
При диаметре рабочей арматуры 16 мм
и более сварные сетки в нерабочем
направлении допускается укладывать
впритык друг к другу, перекрывая стык
специальными стыковыми сетками,
укладываемыми с перепуском в каждую
сторону не менее 15 диаметров
распределительной арматуры и не менее
100 мм (рис. 25, в). Стыки плоских
каркасов, как и сеток, в конструкциях
следует располагать вразбежку.
Рис.
25. Стыки сварных сеток в направлении
нерабочей (распределительной)
арматуры:
а
– внахлёстку с расположением рабочих
стержней в одной плоскости; б – то же,
с расположением рабочих стержней в
разных плоскостях; в – стык впритык с
наложением дополнительной стыковой
сетки; d,
d1
– соответственно
диаметры рабочей и распределительной
арматуры; 1 – рабочая арматура; 2 –
распределительная арматура
Вязаные
каркасы и сетки в настоящее время
применяют редко, так как при использовании
вязаных изделий существенно повышается
трудоёмкость.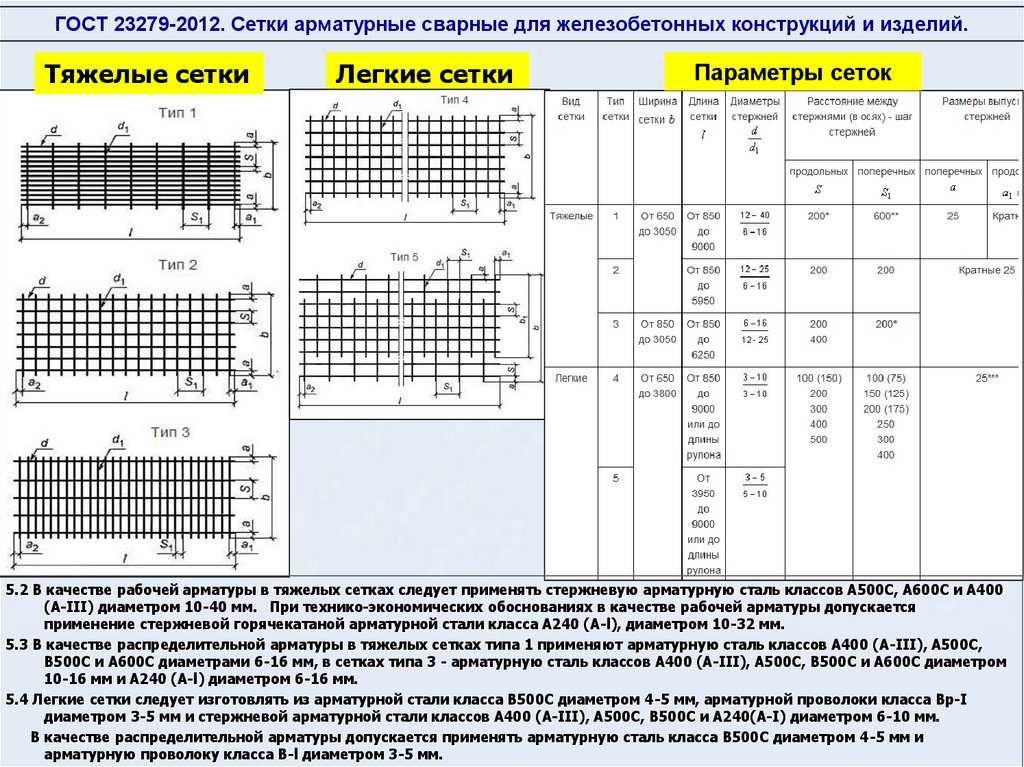 Однако в случае применения
Однако в случае применения
вязаных изделий исключается концентрация
напряжений, которая при сварных изделиях
возникает в зонах точечной сварки, а
также устраняется опасность пережога
поперечных стержней, что иногда
наблюдается в сварных изделиях. В
вязаных сетках и каркасах соединение
стержней между собой осуществляется с
помощью вязальной (отожжённой)
проволоки диаметром 0,8…1 мм.
Что такое фитинг для стыковой сварки?
Что такое фитинг для стыковой сварки?
admin
Сварка относится к соединению или сплавлению частей с использованием тепла или сжатия, так что части образуют сплошную среду. Источником тепла при сварке обычно является пламя дуги, создаваемое электричеством источника сварочного тока. Дуговая сварка называется дуговой сваркой.
Сплавление деталей может происходить исключительно за счет тепла, выделяемого дугой, так что свариваемые детали сплавляются друг с другом.
Обычно присадочный металл вплавляется в сварочный шов или сварку либо с помощью механизма подачи проволоки через сварочный пистолет (сварка MIG/MAG), либо с помощью сварочного электрода с ручной подачей. В этом случае присадочный металл должен иметь примерно ту же температуру плавления, что и свариваемый материал.
Перед началом сварки краям свариваемых деталей придают форму подходящего сварочного паза, например, V-образного паза. В процессе сварки дуга сплавляет края разделки и наполнителя, создавая расплавленную сварочную ванну. Вот почему большинство наших продуктов имеют определенную степень фаски для большинства трубных фитингов.
Чтобы сварной шов был прочным, расплавленная сварочная ванна должна быть защищена от оксигенации и воздействия окружающего воздуха, например, с помощью защитных газов или шлака. Защитный газ подается в расплавленную сварочную ванну с помощью сварочной горелки. Сварочный электрод также покрыт материалом, который выделяет защитный газ и шлак над расплавленной сварочной ванной.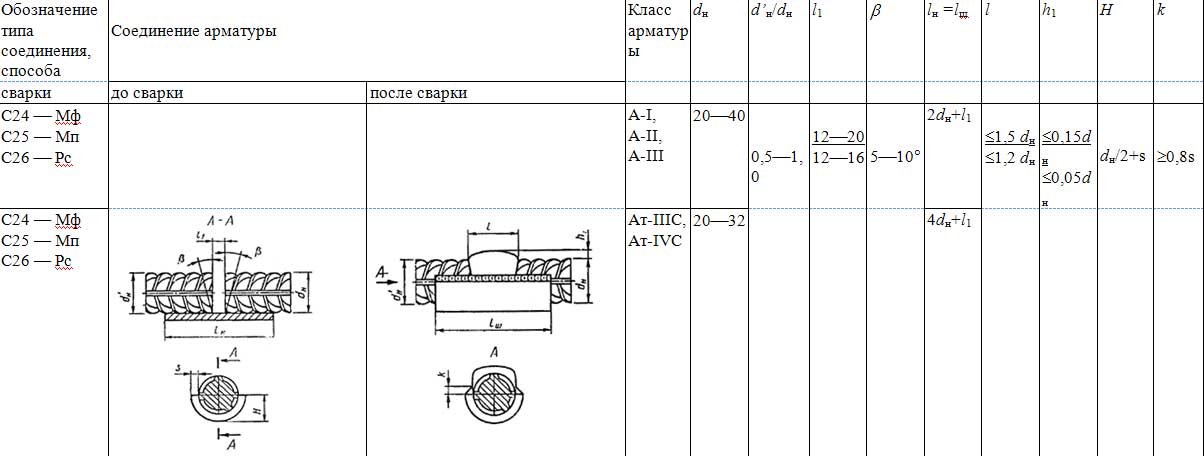
Наиболее часто свариваемыми материалами являются металлы, такие как алюминий, мягкая сталь и нержавеющая сталь.
Ниже представлено наше оборудование для автосварки и фотографии сварки:
автоматический сварочный аппарат
Обычно фитинги для стыковой сварки включают в себя отводы, тройники, переходники, колпачки, лопасти, заглушки, крестовины, отводы горячей индукции.
СТАНДАРТ
В стандарте ASME/ANSI технические требования к фитингам для сварки встык указаны в стандарте ASME/ANSI B16.9, включая все типы фитингов. В стандарте En это стандарт EN10253 для труб для стыковой сварки. фитинги. В стандарте JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки имеют разные стандартные номера. Например, JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. Есть также некоторые другие стандарты о фитингах для стыковой сварки, такие как: MSS SP-43, MSS SP-75, ASME B16.49.
МАТЕРИАЛ
Фитинги для стыковой сварки могут быть бесшовными или сварными в корпусе. Бесшовные фитинги для стыковой сварки означают отсутствие сварного шва на корпусе фитинга при производстве, обычно он изготавливается из бесшовных стальных труб. Фитинги для стыковой сварки означают, что при изготовлении на корпусе фитинга имеется сварной шов, обычно он изготавливается из сварных труб или штампованных стальных листов. Обычно фитинги для стыковой сварки с номинальным размером более 26 дюймов свариваются встык. фитинги и фитинги меньшего размера для стыковой сварки являются бесшовными.
Бесшовные фитинги для стыковой сварки означают отсутствие сварного шва на корпусе фитинга при производстве, обычно он изготавливается из бесшовных стальных труб. Фитинги для стыковой сварки означают, что при изготовлении на корпусе фитинга имеется сварной шов, обычно он изготавливается из сварных труб или штампованных стальных листов. Обычно фитинги для стыковой сварки с номинальным размером более 26 дюймов свариваются встык. фитинги и фитинги меньшего размера для стыковой сварки являются бесшовными.
Фитинги для стыковой сварки могут изготавливаться из углеродистой стали, нержавеющей стали или легированной стали и других сплавов, таких как сплав на основе никеля, титановый сплав. фитинги или трубные фитинги ASTM A860 WPHY.
Тройник с решетчатым покрытием для наплавки TIG – Longtaidi
Испытания на изгиб наплавки — Longtaidi
Для чего используется биметаллическая футерованная труба?
Плакированный отвод/плакированные отводы с наплавкой/плакированные трубные фитинги
Поделиться
FacebookTwitterLinkedIn
Новости отрасли
Фитинги для стыковой сварки труб — фитинги для стыковой сварки
Определение: Что такое фитинг для стыковой сварки ?
Стыковая сварка является соединительным методом сварки.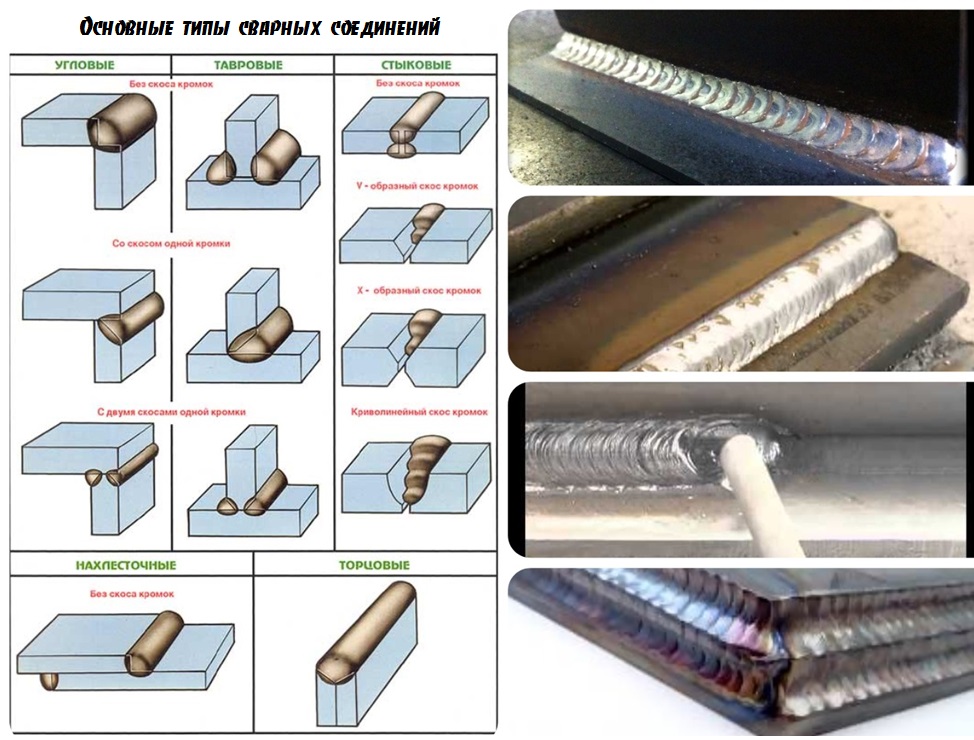 В этом методе сварки нет параллели и перекрытия. Этот процесс является основой системы трубопроводов. Он используется для сварки двух труб вместе и сварки вокруг швов без перекрытия. Сварка встык – недорогой и надежный способ соединения без использования дополнительных компонентов.
В этом методе сварки нет параллели и перекрытия. Этот процесс является основой системы трубопроводов. Он используется для сварки двух труб вместе и сварки вокруг швов без перекрытия. Сварка встык – недорогой и надежный способ соединения без использования дополнительных компонентов.
Фитинг для сварки встык является аксессуаром для соединения трубопроводов. Он предназначен для изменения направления трубы и диаметра трубы, разветвления или окончания системы труб. Затем фитинг соединяется с системой труб для эффективной транспортировки жидкостей на расстояние.
Фитинги для сварки встык широко используются в процессе изготовления из-за низкой стоимости и простоты изготовления всех видов фитингов.
Преимущество: Почему мы выбираем фитинг для стыковой сварки:
В системе трубопроводов фитинги для сварки встык имеют много преимуществ, чем фитинги для сварки враструб, резьбовые фитинги.
1. Обладает низкой стоимостью и простотой в эксплуатации.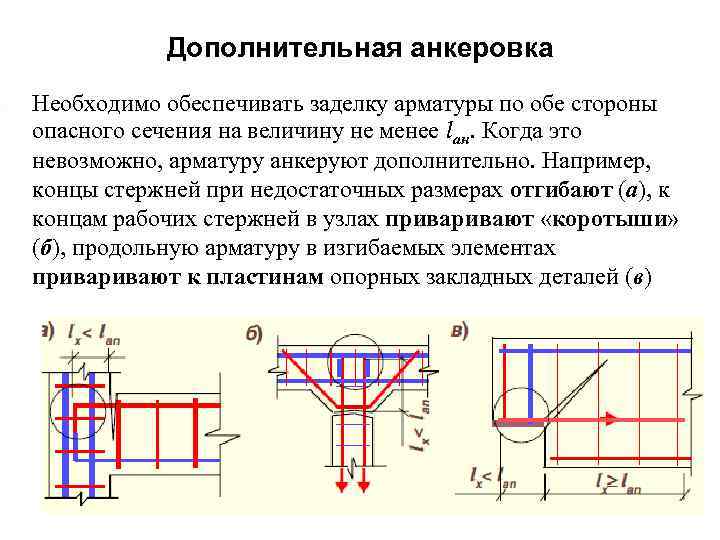 Сварное соединение имеет большую свободу в проектировании компоновки, занимает минимум места.
Сварное соединение имеет большую свободу в проектировании компоновки, занимает минимум места.
2. Обычно он обеспечивает постоянную герметичность для соединения приварным фитингом.
3. Стыковое сварное соединение представляет собой непрерывную металлическую конструкцию между трубой и фитингом, обладает высокими прочностными характеристиками в системе трубопроводов.
4. Соединение фитингов для сварки встык имеет гладкую внутреннюю поверхность и постепенное изменение направления. Тогда это снизит потери давления и турбулентность при транспортировке жидкости.
5. Он также может свести к минимуму действие коррозии и сопротивление трению.
Что такое бесшовные фитинги для стыковой сварки и сварные фитинги для стыковых сварок ?
Бесшовные фитинги для сварки встык означают, что они изготавливаются непосредственно из бесшовной трубы или листового материала с применением тепла и давления для формирования материала непосредственно в фитингах. Бесшовные фитинги сами по себе не имеют сварных соединений, они востребованы в некоторых ответственных трубопроводных системах. обычно бесшовные отводы для стыковой сварки, бесшовные тройники, бесшовные переходы изготавливаются из бесшовных стальных труб, бесшовные заглушки для труб изготавливаются из готового листа.
Бесшовные фитинги сами по себе не имеют сварных соединений, они востребованы в некоторых ответственных трубопроводных системах. обычно бесшовные отводы для стыковой сварки, бесшовные тройники, бесшовные переходы изготавливаются из бесшовных стальных труб, бесшовные заглушки для труб изготавливаются из готового листа.
Отсутствие сварных швов на фитингах означает меньший риск утечек и проблем с прочностью.
Фитинги для сварки встык означают, что в этом фитинге имеются сварные соединения. Обычно люди производят сварные фитинги для стыковой сварки из-за низкой стоимости или больших размеров. Существует два вида сварных фитингов для стыковой сварки, первый — это фитинги для стыковой сварки ERW, он изготовлен из труб ERW, он имеет тот же производственный процесс, что и бесшовные фитинги для стыковой сварки, второй — это сварные фитинги для сварных соединений. , обычно это фитинги больших размеров, имеют большие размеры, мы должны сделать их из стального листового материала и сварить их вместе.
Каковы стандартные и технические параметры фитингов для сварки встык?
Существует множество различных типов фитингов для стыковой сварки, и они одинаковы во всех размерах и сортаментах, что и стальные трубы. Наиболее популярными стандартами являются ANSI/ASME B16.9, ANSI/ASME B16.28, ISO 3419, MSS SP-43, MSS SP-75, DIN2605, DIN2609, DIN2615, DIN2616, DIN2617, EN10253, ГОСТ17375, ГОСТ17376, ГОСТ17378, ГОСТ17379, ГОСТ17380, ГОСТ30753, JIS B2311, JIS B2312, JIS B2313, KS B1522, KS B1541, KS B1543, GB12459, GB/T13401, Sh4408, Sh4410, HGJ528, SY/T0510. Наша группа компаний Haihao может производить фитинги для сварки встык в соответствии со всеми этими стандартами.
Из каких материалов изготавливают фитинги для сварки встык?
Наиболее распространенными материалами, используемыми в производстве фитингов, являются углеродистая сталь, нержавеющая сталь, легированная сталь и другие специальные металлы.
Материалы фитингов для стыковой сварки Haihao могут соответствовать различным стандартам, включая ASTM A234, ASTM A420, ASTM A860, ASTM A403, EN10216, JIS G3452, DIN 1629. ,ГОСТ,GB/T 8163.
,ГОСТ,GB/T 8163.
Кроме того, трубы и фитинги специального назначения иногда покрыты изнутри слоями материалов совершенно другого качества, чем сами фитинги, которые называются «футерованными фитингами».
Почему производители трубной арматуры предлагают так много различных материалов?
Фитинги для сварки встык используются во многих областях в различных отраслях промышленности с различными условиями эксплуатации.
Чтобы получить наилучшие характеристики (стойкость к различным видам агрессивных жидкостей, температуре, давлению) при приемлемых затратах, проектировщики трубопроводной системы выбирают различные материалы.
Какие фитинги для стыковой сварки мы можем изготовить?
Колено: Колено длинного радиуса, Колено короткого радиуса, Колено 3D, Колено 5D, Колено 7D, Колено 10D, Колено 45 градусов, Колено 90 градусов, Колено 180 градусов;
Тройник: Равный тройник, Переходной тройник, Прямой тройник, Боковой тройник, Тройник с перемычкой.
Переходник: Концентрический переходник, Эксцентриковый переходник.
Крест: Равный крест, Редукционный крест.
Крышка
Заглушка.
1. Колено 90° длинный радиус 2. Колено 45° 3. Колено 90°, короткий радиус
4. Колено 180°, длинный радиус 5. Колено 180°, короткий радиус 6. Тройник прямой 7. Тройник редукционный
8. Концентрический переходник 9. Эксцентриковый переходник 10. Заглушка 11. Соединение внахлестку Втулка
Как выбрать конкретную трубную арматуру?
При выборе фитингов для сварки встык в трубопроводной системе решение должно приниматься проектировщиком этой системы, а не производителем фитингов или торговым посредником. Проектировщик выберет фитинги в соответствии с требованиями к производительности и затратами, включая условия эксплуатации, окружающую среду, давление, температуру, коррозию и т.