Современный токарный станок: Современные токарные станки: модификации и основные преимущества
Содержание
Виды токарных станков
Скидки до 10% или ПОДАРОК! Звоните. Есть КНОПКА «ТОРГОВАТЬСЯ»
Российский рубльДоллар СШАЕвро
Вид:
Какие бывают токарные станки |
Токарные и токарно-копировальные станки, которые по характеру базирования деталей подразделяются на центровые-продольные и бесцентровые. Токарный станок — станок для обработки резанием (точением) заготовок из металлов и других материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и так далее Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.В состав токарной группы станков входят станки выполняющие различные операции точения: обдирку, снятие фасок, растачивание и так далее Значительную долю станочного парка составляют станки токарной группы. Станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьб и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, сверел, зенкеров, разверток, метчиков и плашек. Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования. Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины. Самый известный токарный станок в советское время 16К20 Виды токарных станков Центровые-продольные. универсальные, комбинированные, копировальные. Предназначены для продольного точения. Универсальные: без суппортные, суппортные. Выполняют многообразные работы по цилиндрической, фасонной внешней обточке и внутренней расточке деталей. Комбинированные: с выемкой, с лобовым суппортом. Предназначены для продольного точения и обработки деталей большого диаметра при малой длине заготовке. Копировальные: с обработкой по копиру, с ЧПУ Бесцентровые. В бесцентровых токарных станках резание выполняет пустотелая токарная головка, а обрабатываемая деталь подается по оси вращения. Бесцентровые станки бывают: Круглопалочные: для прямых деталей. Торцеобточные: на конус, по сфере, шипорезные. |
Универсальны без суппортные станки. |
Точение деталей в таких станках осуществляется при помощи ручного инструмента, который упирается на специальный упор и перемещается по нему. Недостатком таких станков является ручная разметка заготовок, сложность изготовления большого количества одинаковых деталей. |
Токарный — универсальный станок без суппорта Корвет 76 |
Универсальные суппортные станки |
В универсальных суппортных станках токарный резец держится не в руках токаря, а в специальном суппорте, который перемещается в двух координатах. Для получения деталей сложной криволинейной формы нужна большая сноровка и мастерство для перемещения суппорта. |
Настольный токарный станок с суппортом ВМ-180V (WM180V) Универсал |
Комбинированные токарный станки |
Комбинированные токарный станки отличаются от универсальных возможностью обработки заготовок большого диаметра, небольшой длины, например декоративных блюд. |
Комбинированный токарный станок с лобовым суппортом (L) и план-шайбой (Н), для обработки коротких деталей большого диаметра |
Комбинированный токарный станок с выемкой (поз. 8), для обработки коротких деталей большого диаметр |
Копировальные станки |
Токарные станки с копировальным устройством, по сравнению с универсальными станками, имеют одно важное преимущество – они позволяю тиражировать одинаковые детали по шаблону, что значительно увеличивает производительность и точность получаемых деталей. |
Токарный станок с копировальным устройством HOLZMANN DBK 1300 |
Токарно-фрезерные станки с ЧПУ |
Токарно-фрезерные станки с ЧПУ предназначены для изготовления из древесины тел вращения типа балясин, содержащих винтовые и другие сложные поверхности. |
Станок деревообрабатывающий токарно-фрезерный с программным управлением КТФПУ 15.80. «РОБОР» |
Данные модели станков предназначены для художественной обработки тел вращения из древесины типа балясин, фрезерования винтовых и других сложных поверхностей. Позволяют украшать балясины рельефной резьбой фрезерованием. |
Балясины изготовленные на копировально-фрезерных станках с ЧПУ |
Токарно-фрезерный станок «Робор» DN предназначен для изготовления из древесины тел вращения типа балясин, содержащих винтовые и другие сложные поверхности. Основное формообразование производится по программе обработкой дисковой фрезой при непрерывном вращении заготовки. Позволяет выполнять изделия по 3D-моделям. |
Токарно-фрезерный станок «Робор» DN |
Главная особенность станка «РОБОР» DN — наличие дополнительного обрабатывающего инструмента – дисковой фрезы, введенной в технологически-усовершенствованную модель DN общей линейки токарно-фрезерных станков с ЧПУ «РОБОР». Наличие дисковой фрезы дает возможность более производительно получать черновую обработку балясин, а также выполнять тонкие проточки, необходимые в качестве вспомогательно-подготовительных операций перед чистовым формообразованием тел вращения типа балясин. Дополнительные особенности станка «РОБОР» DN: — разработка программы обработки производится оператором на компьютере станка; — переналадка станка на другое изделие осуществляется заменой программы в оперативной памяти компьютера; — пылезащищенное исполнение шкафа управления; Станок эффективен в условиях предприятий с гибкой номенклатурой продукции для производства элементов интерьера, лестниц, индивидуального дома, коттеджа. Разработка рабочей программы обработки заготовки сводится к набору на клавиатуре персонального компьютера основных команд, содержащих указания о перемещении инструмента по прямой линии или дуге и угловом повороте заготовки. При этом перемещение инструмента относительно цилиндрической поверхности вращающейся заготовки рассматривается как движение относительно плоскости, представляющей собой развертку этой цилиндрической поверхности. Для упрощения разработки программы предназначены вспомогательные команды: повторение заданных элементов, масштабирование рисунка по любой координате, поворот его в плоскости, построение эквидистант и пр. Сервис управляющей программы обеспечивает редактирование программы, как изменением ее текста, так и визуально, исправлением геометрии рисунка по его изображению на экране видеомонитора. |
Схема обработки проточек дисковой фрезой по программе |
 Она включает, согласно классификации ЭНИМС, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Она включает, согласно классификации ЭНИМС, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам. В центровых станках деталь базируется в центрах передней и задней бабки, короткие детали крепятся в различных патронах передней бабки. Центровые станки бывают:
В центровых станках деталь базируется в центрах передней и задней бабки, короткие детали крепятся в различных патронах передней бабки. Центровые станки бывают:
 Такая возможность достигалась либо наличием лобового суппорта у передней бабки станка или выемкой в станине. Данные станки в настоящие время утратили свою актуальность, и не выпускаются. А данную продукцию можно получать на фрезерных станках с ЧПУ.
Такая возможность достигалась либо наличием лобового суппорта у передней бабки станка или выемкой в станине. Данные станки в настоящие время утратили свою актуальность, и не выпускаются. А данную продукцию можно получать на фрезерных станках с ЧПУ. Основное формообразование производится по программе обработкой концевой фрезой при непрерывном вращении заготовки. Обработка винтовых и других сложных поверхностей производится концевой фрезой при программном вращении заготовки.
Основное формообразование производится по программе обработкой концевой фрезой при непрерывном вращении заготовки. Обработка винтовых и других сложных поверхностей производится концевой фрезой при программном вращении заготовки. Обработка винтовых и других сложных поверхностей производится концевой фрезой при программном вращении заготовки.
Обработка винтовых и других сложных поверхностей производится концевой фрезой при программном вращении заготовки.
Бесцентровые круглопалочные станки
Бесцентровые круглопалочные станки предназначены для цилиндрической обработки удлиненных деталей по проходной схеме при осевой подаче заготовки. На таких станках изготавливают детали диаметром 8-50 мм. В качестве режущего инструмента используется полая ножевая головка с резцами, режущие кромки которых обращены к оси вращения, вдоль которой подается заготовка.
На таких станках изготавливают детали диаметром 8-50 мм. В качестве режущего инструмента используется полая ножевая головка с резцами, режущие кромки которых обращены к оси вращения, вдоль которой подается заготовка.
Круглопалочный станок КПА20-1
В станке КПА20-1 (рис.) заготовка квадратного сечения 10, с лотка 11 коническими вальцами подается в ножевую головку 8, которая закреплена на шпинделе 7. шпиндель получает вращение от электродвигателя 2 через клиноременную передачу. Задние вальцы 4 с полуцилиндрической рабочей поверхностью – сменные и устанавливаются в зависимости от диаметра получаемого изделия. Прижим вальцов осуществляется пружинами 5. Вальцы приводятся в движение от электродвигателя 2 через редуктор и систему передач. Скорость подачи 5-15 м/мин. Для центрирования детали и уменьшения ее колебаний на выходе из станка установлена направляющая втулка 3. Все механизмы смонтированы на станине 1. верхние вальцы 4 и 9 отклоняются на осях 6, что обеспечивает прижим заготовки.
Торцеобточный станки предназначены для обработки торцов заготовок цилиндрической формы. В зависимости от формы ножевой головки могут быть: для обработки на конус (а), шипорезные (б), по сфере (в).
Источник: http://www.semil.ru/a.htm
Литература:
Амалицкий В.В., Амалицкий В.В. Деревообрабатывающие станки и инструменты: Учебник для сред. Проф. Образования. – М.: Издательский центр «Академия», 202.- 400
Без современных металлорежущих станков сложно представить серьезное производство. Токарный станок является самым распространенным и популярным среди данной группы станков. На его основе были созданы сверлильные и расточные станки, которые также широко используются в современном производстве. Токарный станок, цена которого является достаточно высокой, имеет широкое применение. Его используют для подрезания торцов, обработки фасонных, цилиндрических и других поверхностей, отрезания, нарезания и растачивания накатки рифлений и резьбы, развертывания и сверления отверстий. Кроме этого, с его помощью можно нарезать, шлифовать и фрезеровать зубья, но данные операции осуществляются с использованием специальных приспособлений. Токарные станки дают возможность обрабатывать детали, разные по форме и размерам.
Кроме этого, с его помощью можно нарезать, шлифовать и фрезеровать зубья, но данные операции осуществляются с использованием специальных приспособлений. Токарные станки дают возможность обрабатывать детали, разные по форме и размерам.
Токарные станки бывают центровыми и бесцентровыми, автоматическими и полуавтоматическими. В основном, они делятся на девять видов, которые отличаются компоновкой и назначением. Выбирая токарный станок, цена не должна быть основополагающим фактором, влияющим на выбор, ведь главное не стоимость, а возможности станка.
Токарные станки бывают следующих видов:
- Токарно-винторезные станки
- Токарно-карусельные станки
- Токарно-револьверные станки
- Токарные полуавтоматы и автоматы
На них можно производить различные резьбонарезные и токарные работы, их часто называют универсальными станками. Станки этого вида отличаются от других большим диаметром обрабатываемой заготовки, массой, длиной и высотой центров над станиной. От производителя и комплектации будет зависеть стоимость такого станка.
Они предназначены для работы с заготовками большого диаметра и большой массы. Выверять, устанавливать и закреплять массивные заготовки на них очень легко, ведь их планшайба имеет горизонтальное положение. Если есть необходимость, то такой станок можно дополнить револьверной головкой, которая значительно расширит его возможности.
Выверять, устанавливать и закреплять массивные заготовки на них очень легко, ведь их планшайба имеет горизонтальное положение. Если есть необходимость, то такой станок можно дополнить револьверной головкой, которая значительно расширит его возможности.
Станки этого вида используются для изготовления штучных заготовок, а также различных деталей необычной конфигурации. В зависимости от использования токарно-револьверные станки бывают штучными и прутковыми.
Они предназначены для массового и серийного производства. Позволяют изготовлять качественные детали сложной формы. Данные стенки имеют механизмы, которые производят вспомогательные и рабочие ходы, а также они оснащены современной системой управления, которая контролирует работу этих механизмов.
Токарные станки можно использовать для обработки различных материалов, наверное, именно поэтому они пользуются таким большим спросом в наше время.
инженер поможет — Виды токарных станков
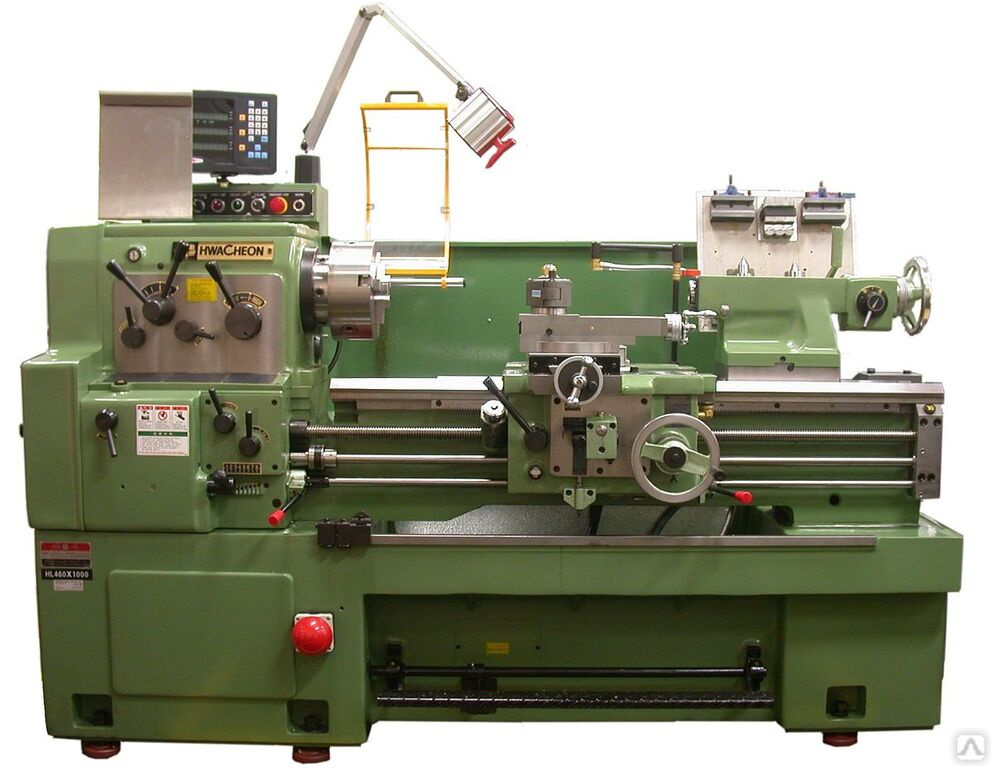
Токарно-винторезные станки
Самые часто встречающиеся токарные станки- (название подгруппы сверху). На данных станках выполняет детали единичного выпуска, но если поднажать, то можно и серийного. Винторезные станки выполняют резание всех разновидностей резьбы специальным инструментом.
На данных станках выполняет детали единичного выпуска, но если поднажать, то можно и серийного. Винторезные станки выполняют резание всех разновидностей резьбы специальным инструментом.
Рис. 2 Пример общего вида токарно-винторезные станка
Станок состоит из некоторых элементов, которые называются: коробка скоростей шпинделя и подач, передняя и задняя бабка, станина, суппорт резцедержатель.
Заготовка устанавливается в специальном патроне (в самоцентрирующимся трех кулачковым, реже в четырех кулачковым). Данный патрон крепится к шпинделю через планшайбу. При установке заготовки в патроне следует соблюдать вылет заготовки. Без использования заднего центра допускается вылет равный до трех диметров заготовки. Если необходимо обработать участок изделия большей этого значения, то нужно использовать задний центр. Также при обработке валов, технические требования которых задают максимальную соосность для поверхностей, вал устанавливается в центрах, при необходимости нужно использовать люнет. Люнет- устройство, которое поддерживает крутящийся вал в центрах.
Люнет- устройство, которое поддерживает крутящийся вал в центрах.
Недостатки таких станков обуславливаются тем что работник должен иметь широкий спектр навыков работы за данным оборудованием. Также малая степень автоматизации.
Токарно-револьверные станки
Данная группа токарных станков применяется для серийного выпуска изделий. Этакий станок отличается от обычного токарного-винторезного станка тем что на нем установлена модификация в виде резцедержателя в образе револьверной головки. В ней может быть установлено более высокое количество инструмента.
Рис. 3 Пример общего вида токарно-револьверного станка
Данные головки также отливаются от друг друга, своим расположением, и осью вращения, горизонтальной и вертикальной. Револьверные головки с вертикально расположенной осью куда более жестки нежели с осью расположено горизонтально, следовательно, у них более большая точность выполнения размеров. Но и у головки с горизонтальной осью есть свои козыри в рукаве- более высокая скорость смены позиций инструмента и более большее количество позиций для инструмента.
Но и у головки с горизонтальной осью есть свои козыри в рукаве- более высокая скорость смены позиций инструмента и более большее количество позиций для инструмента.
Токарно-револьверные станки под управлением числовой системы управления могут включать в свою кинематическую схему дополнительную револьверную головку, и в итоге станок будет работать по четырем системным координатам. Данная схема ускоряет обработку и распределяет нагрузку от резания более равномерно.
Обработка изделий, выполняемая по циклу, который замкнут, полностью автоматизирована. Система числового программного управления, вносит коррекцию на инструмент, получая данные с датчиков- повышается точность изделий.
Сегодня эти станки бесповоротно вытеснены токарными автоматами или станками с ЧПУ.
Токарно-карусельные станки
Эти машины являются настоящими тяжеловесами в мире станков, они способны обрабатывать продукты весом, который может достигать нескольких тонн, стол имеет большой диаметр, с небольшим размером по высоте. Горизонтально расположенный стол (также известный как планшайба) значительно упрощает позиционирование и центрирование тяжелых элементов. Обработка цилиндрических и конических поверхностей (наружных и внутренних). Головка, установленная с широким выбором инструментов, позволяет сверлить и обрабатывать отверстия, нарезать резьбы.
Горизонтально расположенный стол (также известный как планшайба) значительно упрощает позиционирование и центрирование тяжелых элементов. Обработка цилиндрических и конических поверхностей (наружных и внутренних). Головка, установленная с широким выбором инструментов, позволяет сверлить и обрабатывать отверстия, нарезать резьбы.
Рис. 4 Пример общего вида токарно-револьверного станка
Основным движением данных машин является вращение планшайбы. В комплект станка входят два суппорта: вертикальные и боковые-осуществляющие подающее движение инструмента. Основными характеристиками этой машины являются размеры, которые машина может обрабатывать: диаметр и высота.
Карусельные токарные станки, токарные станки выпускаются машиностроением с одной, чаще всего с двумя стойками. Обрабатываемые изделия где одна колонна до 2500 мм: осуществляется обработка поверхностей, сверление, развертка и зенковка отверстий; фрезерование пазов, токарная обработка.
Установка современной системы ЧПУ позволяет обрабатывать сложные и изогнутые профильные детали. Основные агрегаты таких станков с ЧПУ имеют сходство с машинами, имеющими ручное (универсальное) управление. Как правило, применение систем с ЧПУ, электронных приводов питания и многопозиционных держателей инструментов также защиты типа шкафа машина поднимается до ранга вертикальный токарный станок.
Лоботокарные станки
Лоботокарные станки используются для работы с изделиями, диаметр которых в несколько (много) раз больше, его высоты (шкивы, железнодорожные колеса, маховики и др.). Область обработки может быть цилиндрической и конической. Можно делать борозды, обрабатывать торцы.
Рис. 5 Пример общего вида лоботокарного станка
Планшайба (где устанавливаются детали), диаметром до 4 метров, располагается вертикально, нет задней бабки. Эти машины предназначены для обработки особо крупной продукции состоят из двух частей, расположенных на отдельных станинах: суппорт расположен обособленно. Планшайба у этих машин имеют специальную выемку для установки заготовок с размерами выше их диаметра.
Планшайба у этих машин имеют специальную выемку для установки заготовок с размерами выше их диаметра.
Токарно-затыловочные станки
Затылование -это процесс, особый способ заточки задних поверхностей режущих инструментов (чтобы задняя поверхность не «затирала» обработанную поверхность заготовки): различные виды фрез, инструменты для сверления и нарезания резьбы. Эта операция выполняется для сохранения формы инструмента при длительной эксплуатации, а также для заточки любого инструмента.
Рис. 6 Пример общего вида токарно-затыловочного станка
По своей основной конструкции затыловочная машина в некоторые моменты выглядит как винторезный станок, но имеет множество своих особенностей. Обработка инструмента осуществляется вращением шпинделя. Непосредственно обрабатываемый инструмент вместе с суппортом выполняет линейные возвратно-поступательные движения в радиальном направлении, при этом «затылует» обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Токарные станки, которые идут в ногу с текущими тенденциями проектирования, производят механическую обработку в автоматическом и полуавтоматическом режиме. На этих полуавтоматических машинах установка элементов и разборка готовой продукции осуществляется специально обученным человеком, оператором.
Рис. 7 Пример общего вида токарного автомата
Эти машины производятся на заводе с вертикальным и горизонтальным вращающимся шпинделем. Однако машины с вертикально расположенным шпинделем, из-за положительного отсутствия изгибающих сил на ось вращения шпинделя, обладают заметно большей точностью обработки. Жесткость системы- наше все. Стоит отметить, что все перечисленные выше машины оснащены различными системами числового управления. Но мы вернемся к этому позже.
Токарные станки с ЧПУ
Сегодня современные высокопроизводительные станки с неизбежным увеличением скорости вытесняют с рынка и предприятий, универсальные токарные станки. Но полное вытеснение «универсалов» произойдет не так быстро. На современных станках упрощенная кинематика, точность движений, которые обеспечивают современные приводы, возможность непрерывной много инструментальной обработки различных деталей. Закрытая зона резания предотвращает разброс стружки и подачу охлаждающей жидкости (СОЖ). Возможность установки гидравлического и пневматического патрона с регулировкой прижимной силы многократно повышает производительность.
Но полное вытеснение «универсалов» произойдет не так быстро. На современных станках упрощенная кинематика, точность движений, которые обеспечивают современные приводы, возможность непрерывной много инструментальной обработки различных деталей. Закрытая зона резания предотвращает разброс стружки и подачу охлаждающей жидкости (СОЖ). Возможность установки гидравлического и пневматического патрона с регулировкой прижимной силы многократно повышает производительность.
Опции такие как: противошпиндель, приводные инструменты, дополнительная ось Y и прочее превращают станки в токарные обрабатывающие центры. В основном такие центры выполнены в виде станков с наклонной станиной.
Рис. 8 Пример общего вида современного токарного станка с наклонной станиной и с системой ЧПУ
История создания стойки ЧПУ
Независимо от того, какая современная машина, ей нужно программное обеспечение для работы.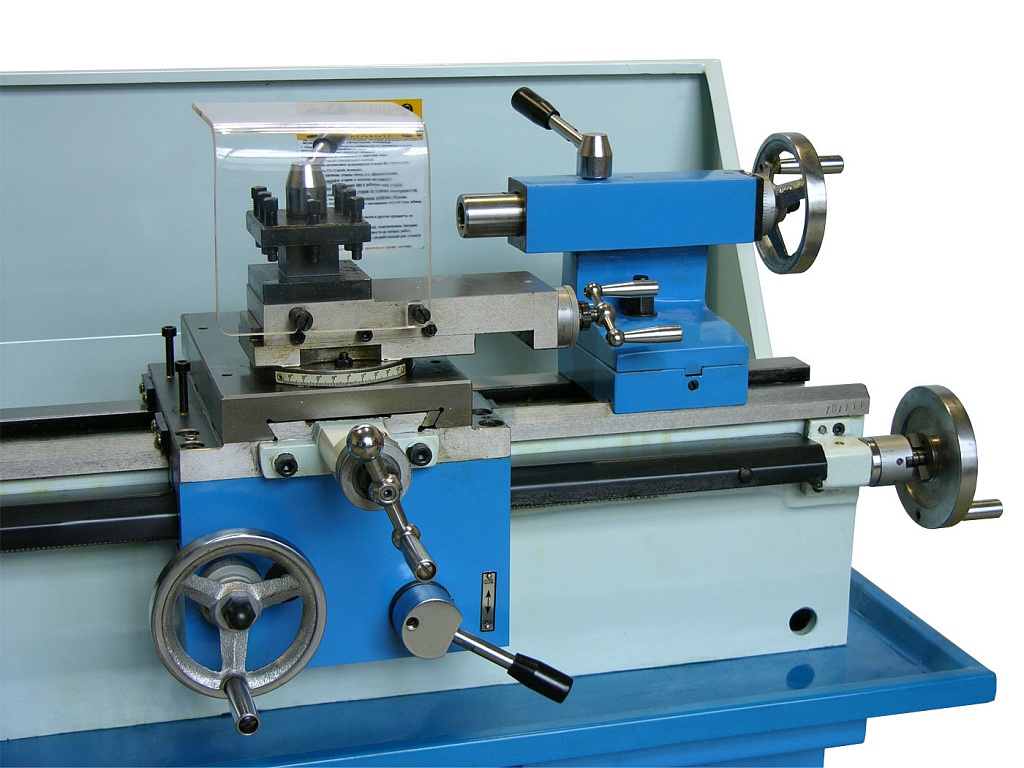 Который будет обрабатывать информацию, полученную от датчиков станка, вводить автоматические выравниватели по износу прибора. Но самое главное, все приводы станка управляются в соответствии с задачами управляющей программы для выполнения сложных деталей с самыми высокими допусками.
Который будет обрабатывать информацию, полученную от датчиков станка, вводить автоматические выравниватели по износу прибора. Но самое главное, все приводы станка управляются в соответствии с задачами управляющей программы для выполнения сложных деталей с самыми высокими допусками.
Однако нынешний период в истории оборудования с ЧПУ начался недавно. После Второй мировой войны в Соединенных Штатах, в сороковых годах, Джонатон Парсонс, сынок хозяина известной фирмы «Parsons Incorporated». Он намеревался запустить работу машины благодаря особой программы, которая в свою очередь была введена с перфокарты. Парсон не смог добиться каких-либо положительных результатов. В следствии чего отправился за подмогой к специалистам в Массачусетский технический институт.
Но работники лаборатории MIT servo lab не улучшили проект, представленный молодым Джоном, и работник Parsons был быстро забыт. Что касается его идеи, то нет. Задумавшись о собственной конструкции, сотрудники сделали покупку у фирмы, которая в то время продавала станки для фрезерной обработки. Тогда руководящие лица института подписали соглашение с ВВС Соединенных Штатов. Контракт касался производства станков с высокой производительностью нового поколения для фрезерования авиационных винтов.
Тогда руководящие лица института подписали соглашение с ВВС Соединенных Штатов. Контракт касался производства станков с высокой производительностью нового поколения для фрезерования авиационных винтов.
Манипуляция приводами фрезерных станков, которые были собраны непосредственно сотрудниками Массачусетской государственной лаборатории в 1952 году, представляло собой исполняемую программу, считываемую с perfolant. Но данная компоновка оказалась очень сложной и не смогла добиться желаемого эффекта. Но эта волшебная история удостоилась достаточно широкой огласки, информация про новую разработку появилась в прессе и вызвала особую заинтересованность у других некоторых фирм. Некоторое количество известных компаний начали свою деятельность в этой области.
«Bendix Corporation» пользовалась значительным успехом. Выпускаемое этой фирмой устройство «Bendix NC» с 1955-го года вошло в серию и уже внедрено на предприятиях, занимающихся металлообработкой. Правда, новые технологии прижились довольно тяжело, но благодаря участию и финансированию Министерства обороны в течение двух лет было выпущено свыше 120 машин, что значительно повысило точность выпускаемой продукции и производительность.
Но даже на ранних стадиях есть неоспоримые преимущества для системы ЧПУ. Однако по-настоящему инновационные нововведения в области станков с числовым управлением произошли тогда, когда специально для этого разработанные микро контроллеры и микро процессоры стали использоваться в качестве «интеллектуального модуля» для управления работой станка. Техническое понятие «ЧПУ», которым начали называть новые системы. Оно является аббревиатурой от английского слова computer numerical Controlling.
Системы ЧПУ всемирно признанных лидеров отрасли
SIEMENS
Рис. 10 Стойка корпорации SIEMENS
HEIDENHAIN
Гибкость управляемого программирования в G и M кодах. Учтена создателями программных станций передовых систем ЧПУ HEIDENHAIN. Данная немецкая компания достаточно успешно выполняет свою работу в направлении улучшении устаревших станков NC за счет установки новейших управляющих систем. Универсальные программные управляемые станции от корпорации Heidenhaih позволяют не только создавать программы обработки на ПК, но и тестировать ПО, подготовленное при помощиспециальных CAD-CAM систем.
Универсальные программные управляемые станции от корпорации Heidenhaih позволяют не только создавать программы обработки на ПК, но и тестировать ПО, подготовленное при помощиспециальных CAD-CAM систем.
Рис. 11 Стойка корпорации HEIDENHAIN
FANUC
Система управления, которую производит известная японская компания FANUC, всемирно известны и внедрены во многие предприятия. Достаточно популярны на сегодняшний день стойки ЧПУ от FANUK LTD и в России. Нужно сказать, что специалисты корпорации одними из первых адаптировали свои системы под программы в G и M кодах, и организовали работу наиболее сложных систем строго в рамках стандарта программирования. Самые распространенные стойки FANUK серии 0i подготовлены к работе с 6-8 управляемыми осями (но одновременное управление 4 оси). А стойки серий 30i-35i делают возможным производить высокоточную обработку на очень высоких скоростях, и являются по сей день недоступным ориентиром для своих многих конкурентов.
Рис. 12 Стойка корпорации FANUC
БАЛТ-СИСТЕМ
Хотелось бы отметить, что наряду с иностранными ведущими компаниями на рынке систем управления для станков с ЧПУ с конца 90-х начала 00-х годов успешно работает отечественная компания «БАЛТ-СИСТЕМ». Специалисты уверяют, что при улучшении устаревшего оборудования до современного уровня, выгоднее внедрять системы от «Балт-Систем», так как их цена неоднократно уступает зарубежным аналогам, однако они вполне надежны и функциональны. На отечественных предприятиях работают и отлично себя зарекомендовали управляющие устройства ЧПУ NC-210, NC-220, NC-230. Одни из самых сложных обрабатывающих центров и многосуппортные станки вполне успешно работают под управлением управляющей стойки NC-110, которая на данный является лучшей в соотношении цена-качество.
Рис. 13 Стойка компании БАЛТ-СИСТЕМ
Стандартный современный токарный станок с размерами 13 x 34 дюйма и метрической системы, модель 1334 – НОВИНКА
Стандартный современный станок с размерами 13 x 34 дюйма и метрической системой, модель 1334 – НОВИНКА
Актив № 4411000
: 13” диам. Качели – 34 дюйма между центрами
Качели – 34 дюйма между центрами
Machine
Swing Over Bed и Haddle Wings 13 ”
Повернуть через поперечное слайд 7-3/4”
Расстояние между центрами 34 ”
Движение двигателя 2 HP
. 36–1800 об/мин
Нос шпинделя — Camlock D1-4”
Сквозное отверстие в шпинделе 1-3/8 дюйма диам.
Коническое отверстие в носовой части шпинделя # 5 M.T.
Центр шпинделя # 3M.T.
Feedbox
Выбор подачи и резьбы 54
Диапазон потоков 4-224 TPI
Скорость подачи на шпиндель Rev. .001 ”-0,062” длиной
.0005 ”-0,031” Cross
Ходовой винт Диаметр 1 дюйм. x 6 TPI Acme
x 6 TPI Acme
Вал подачи 9/16 ” Hex.
Кровать
Ширина в верхней части 8-1/2 ”
Глубина 7”
Ширина направляющей переднего седла Vee 1 ”
Хвостовой стук
Dia. & длина 1-9/16 диам. x 8”
Ход шпинделя 4 дюйма
Длина градуировки 3 дюйма
Коническое отверстие в шпинделе #3 M.T.
Установлен на каждой стороне центра ¾ ”
Седло
Длина путей 15”
Ширина моста 6 ”
Поперечное проезд 7”
Связного прохождения. x 1-1/8”
Фартук
- Рычаги заправки и подачи блокируются от одновременного зацепления
- Антифрикционные подшипники на валах реечной шестерни и маховика
- Однорычажный привод с продольной и поперечной подачей
- С двойными стенками – полностью смазанный
- Рычаг для заправки нити, удобный для заправки нити
- Двойные полугайки
Доставка Данные
1440 – Вес брутто 1750 фунтов.
Размер ящика 34 x 67 x 56 дюймов В
Технические характеристики :
- Узел собачки Camlock
- Центр задней бабки №3 Конус Морзе
- Центр передней бабки № 3 Конус Морзе
- Переходная втулка №5 на №3 Конус Морзе
- Дюймовые циферблаты (только для дюймовых машин)
- Электрический тормоз
- Запасные срезные штифты и срезные шпонки
- Стандартный открытый каплезащищенный двигатель
- Электрооборудование, одобренное CSA
- Гаечный ключ
- Ключ для инструментальной стойки с квадратным отверстием ½ дюйма/ключ с поворотным основанием с отверстием ¾ дюйма
- Руководство по эксплуатации (инструкции и запасные части)
- 2 года ограниченной гарантии на детали Standard Modern
Дополнительно Принадлежности :
- Цанговое приспособление
- Блок управления 115 В
- Телескопическая конусная насадка
- Реверс ходового винта
- Последующий упор: ¼” – 2-1/2” диам.

- Ограничитель каретки микрометра
- Оборудование для охлаждающей жидкости
- Пожалуйста, спрашивайте о других возможностях
16 «x 60» Стандартная современная модель токарного станка современного двигателя 1660
Обзор
Тип:
Токарни, двигатель
Производитель:
Стандартный современный
Модель:
1660
Состояние:
— Хороший
. №:
L3000301
Статус:
Продажа
Серийный номер:
10150
Описание
16″ x 60″ Стандартный токарный станок с современным двигателем Модель 1619s
4
| Swing | 16″ |
| Swing Over Cross Slide | 10″ |
| Centers | 60″ |
| Spindle Bore | 2. 06″ 06″ |
| RPM | 2,000 RPM |
| Power | 10 HP |
| Размеры | R-L 108 «x F-B 48» x Height 60 « |
| Вес | 30503 |
| 30503 | |
| . |
Машина
Качели над кроватью Ways 17 дюймов
Качели над поперечным скольжением 10 дюймов
Расстояние до центра 60 дюймов
ПЕРЕДНЯЯ БАБКА
Скорости шпинделя 18
Диапазон геометрических скоростей 40-2000 об/мин
Нос шпинделя — камлок Д1-6
Отверстие шпинделя 2,06 дюйма (52,4 мм)
Размер патрона 12 дюймов, 4 кулачка (новый Gator с 2-компонентными кулачками)
Размер патрона 10 дюймов, 3 кулачка (новый Gator с 2-компонентными кулачками)
ПОДАЧА — КОМБИНАЦИЯ
Выбор подачи и резьбы 66
Диапазон подачи в дюймах 0,0015–0,105 дюйма/об.
Диапазон дюймовой резьбы от 2 до 127 TPI
Диапазон метрической подачи от 0,04 до 2,67 мм/об.
Диапазон метрических шагов (резьбы) от 0,2 до 14 мм
ФАРТУК
Маховик — один оборот 1000 дюймов (25,4 мм)
Половина орехов Двойной
Высокоскоростное нарезание резьбы до 800 об/мин.
Повторяемость автоматической остановки каретки +/- 0,005 дюйма (+/- 0,13 мм
КАРЕТКА ПОПЕРЕЧНО-НАДВИЖНАЯ
Длина каретки на станине 18,25 дюйма (465 мм)
Ширина несущего моста 8,5 дюйма (215 мм)
Длина поперечного салазка 20 дюймов (508 мм)
Ход поперечного суппорта 8,5 дюйма (215 мм)
Составной ход 3,8 дюйма (96 мм)
Градуировка циферблата прямого считывания 0,001 дюйма (0,02 мм)
ЗАДНЯЯ БАБКА
Диаметр пиноли 2,44 дюйма (62 мм)
Ход пиноли 5 дюймов (127 мм)
Конус Морзе с хвостовиком №4 М.Т.
Смещение +/- 0,75 дюйма (+/- 19 мм)
Главный двигатель 10 л.с. 220/А 25/440 15 А/3/60 циклов
Площадь пола 48 х 108 дюймов
Высота машины 60 дюймов
Вес машины 3050 фунтов.
Люнет 12″ роликового типа Да
Коническое крепление Да
СОЖ и поддон для стружки Да
Задний брызговик Да
Примечание: машина была очищена, окрашена и зациклена.