Спиральное сверло: Спиральное сверло – конструкция и геометрия по ГОСТу + Видео
Содержание
Спиральное сверло по дереву 8*250мм Макита (D-07347)
Сверло предназначено для сверления отверстий в древесине. Диаметр 8 мм, длина 250 мм, одна спираль, шестигранный хвостовик.
Технические характеристики
Основные
Подробные
| Рабочая длина, мм | 175 | Диаметр, мм | 8 |
| Назначение | дерево / твердое дерево | Тип хвостовика | шестигранный |
| Общая длина, мм | 250 | Подходит для инструмента | дрель |
| Тип сверла | Спиральное |
Комплектация
|
ДокументацияСертификат Гарантийный талон Сертификат соотвествия Произведено
|
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров!
Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Спиральное сверло
Наиболее распространенным инструментом для сверления отверстий является спиральное сверло.
Спиральное сверло (рис. 51) представляет собой двузубый режущий инструмент, состоящий из рабочей части, шейки и хвостовика. Рабочая часть включает режущую и направляющую части.
На рабочей части сверла выполнены две стружечные канавки, винтовая форма которых облегчает выход стружки из отверстия. Для уменьшения трения о стенки отверстия спинки зубьев занижены, а вдоль каждого из них оставлены узкие направляющие ленточки. С этой же целью на направляющей части предусмотрена небольшая обратная конусность (0,03—0,12 мм на каждые 100 мм длины). Для увеличения прочности сверла глубина стружечных канавок постепенно уменьшается по направлению к хвостовику.
Режущая часть имеет две режущие кромки, которые в центре соединяются перемычкой (поперечной кромкой). Передняя поверхность зубьев является частью винтовой поверхности стружечной канавки, а задняя — поверхностью конуса, образующегося при заточке сверла.
Хвостовики выполняются коническими (для сверл диаметром 6—80 мм) по размерам стандартных конусов Морзе или цилиндрическими — для сверл малых диаметров до 20 мм.
Спиральное сверло изготавливается из быстрорежущей стали Р6М5, а также оснащаются твердым сплавом ВК8. Последние предусмотрены для сверления чугуна и труднообрабатываемых сталей. Кроме того, в целях экономии дорогостоящих быстрорежущих сталей хвостовики сверл диаметром свыше 6 мм выполняются из конструкционных сталей и привариваются к рабочей части сверла.
Для создания благоприятных условий резания зубьям сверла придается форма клина, которая определяется главными углами: передним γ, углом заострения β и задним α (см. рис. 51, в). Величина этих углов неодинакова для различных точек режущих кромок. Передний угол в связи с винтовой формой стружечной канавки имеет наибольшее значение (20—30°) у периферии сверла, а ближе к его оси постепенно уменьшается до отрицательной величины. Заднему углу заточкой по задним поверхностям придается также переменное значение для компенсации его уменьшения в работе: от 10—15° у периферии до 20—25° около оси.
Существенное влияние на сопротивление резанию оказывает угол при вершине сверла 2φ (см. рис. 51, б). С уменьшением этого угли общее сопротивление резанию возрастает, а усилие подачи, действующее вдоль оси сверла, уменьшается. Для сверл общего назначения угол при вершине выполняется в пределах 116—118°.
Спиральные сверла имеют значительный недостаток — наличие у них перемычки. Имея отрицательный передний угол, она на режет, а мнет металл. У правильно заточенного сверла перемычка должна располагаться к направлению режущей кромки под углом ψ (пси) =50-55°. В противном случае, требуемая величина заднего угла сверла не будет выдержана, так как между этими углами существует обратно-пропорциональная зависимость. Например, при увеличении угла ψ задний угол α уменьшается и наоборот.
Централизованная заточка сверл на предприятиях обычно ведется на специальных сверлозаточных станках. При универсальных работах эту операцию часто выполняет сам токарь (подобно заточке резцов) иа простых заточных станках.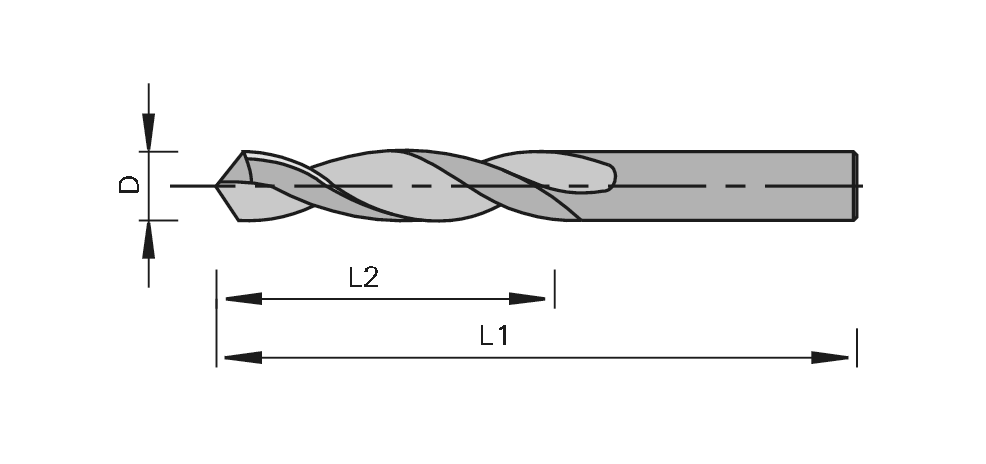
Во время заточки рабочую часть сверла удерживают левой рукой, опираясь ею на подручник, а правой поддерживают хвостовик сверла. Небольшим усилием прижимают режущую кромку к рабочей поверхности шлифовального круга так, чтобы кромка вначале занимала горизонтальное положение. Затем спиральное сверло медленно поворачивают и одновременно подают вперед на круг. После заточки одной задней поверхности сверло поворачивают и затачивают другую.
Качественно заточенное сверло должно отвечать следующим требованиям:
- 1) угол при вершине 2φ=116—118°;
- 2) одинаковая длина, прямолинейность и симметричность к оси режущих кромок;
- 3) угол наклона перемычки к режущим кромкам ψ = 50 — 55°;
- 4) отсутствие на режущих кромках забоин, завалов, зазубрин, заусенцев, прижогов, трещин;
Контроль заточенных сверл ведется внешним осмотром и при помощи шаблона (рис 52).
Для улучшения режущих способностей сверл диаметром свыше 12 мм кроме вышеописанной нормальной заточки рекомендуется выполнять двойную заточку, подточку перемычки и ленточек.
Двойную заточку (рис. 53, а) делают по задним поверхностям сверла путем создания на режущих кромках двух дополнительных участков под углом 70—75° длиной 0,2 диаметра сверла. Благодаря этому увеличивается общая длина режущих кромок, улучшается теплоотвод, уменьшается острота уголков и увеличивается их прочность и стойкость. Кроме того, благодаря ломаной форме режущих кромок облегчается разделение широких стружек и выход их из отверстия.
Подточка перемычки (рис. 53, б) выполняется по передним поверхностям зубьев для уменьшения ее длины примерно до 0,1 диаметра сверла и увеличения в этом месте переднего угла.
Подточка ленточек (рис. 53, а, сеч. А—А) выполняется на длине 1,5—4 мм около уголков сверла. В этих местах ширина ленточки уменьшается до 0,2—0,4 мм, что снижает трение в наиболее нагруженном месте сверла.
Спиральные сверла
Как выбрать и использовать спиральные сверла. Как отличить качественное изделие.
Спиральные сверла предназначены для сверления сквозных и глухих отверстий в металлах и других конструкционных материалах. Эксперт Гарвин расскажет о видах и особенностях сверл, покажет, как правильно выбрать и использовать их.
Спиральные сверла
Конструкция. Преимущества. Особенности.
В конструкцию спирального сверла входят:
1. Рабочая часть.
Включает в себя две спиральные винтовые канавки, которые образуют режущие элементы.
2. Хвостовик.
Предназначен для закрепления сверла в оснастке. Различают свёрла с цилиндрическим и коническим хвостовиком.
Преимущества спиральных сверл:
Большой запас под переточку.
Отличный отвод стружки.
Универсальность применения.
Особенности профессиональных спиральных сверл:
Материал изготовления.
Профессиональные свёрла изготавливают из быстрорежущих сталей HSS, Р6М5, M2. Материалы отличаются повышенным содержанием легирующих составов вольфрама и молибдена, что обеспечивает их повышенную прочность.
Метод получения профиля.
В профессиональных изделиях профиль получают при помощи шлифования, что увеличивает точность исполнения инструмента и продлевает срок его службы относительно более простых катаных сверл.
Дополнительная заточка острия.
Обеспечивает хорошую центровку и снижает нагрузку на сверло.
В ассортименте ГаражТулс представлены профессиональные спиральные сверла под брендом Garwin. Они имеют дополнительную заточку острия, а их профиль получен путем шлифования. Поле допуска диаметров h8 – аналогично отечественным сверлам классов точности А1 и В1. Рассмотрим их особенности.
Цилиндрический хвостовик. Средняя серия
Без покрытия и дополнительного легирования (GM-SG)
Материал:
импортная быстрорежущая сталь HSS. Аналог отечественного сплава Р6М5.
Исполнение:
DIN 338 – немецкий стандарт на спиральные сверла с цилиндрическим хвостовиком, средней серии. Аналог отечественного ГОСТа 10902-77.
Аналог отечественного ГОСТа 10902-77.
Материалы не тверже 25 HRC
Предназначены для сверления отверстий в деталях из углеродистых и низколегированных сталей, цветных металлов, чугуна и других материалов с твердостью не выше HRC 25.
Работа со всеми типами оборудования
Применяются практически со всеми типами оборудования — пневматическими, электрическими, аккумуляторными дрелями и в сверлильных станках. При наличии специальной оснастки, в универсальных токарных, фрезерных станках и станках с ЧПУ.
Угол заточки 118°
Универсальный вариант для широкого спектра обрабатываемых материалов.
Угол наклона винтовой канавки от 16° до 32°
Обеспечивает оптимальный вывод стружки из рабочей зоны.
Рекомендуемая глубина сверления 5xD
т.е. до 5 диаметров сверла. Для более глубоких отверстий рекомендуем обратить внимание на длинную серию сверл 101315. Далее мы рассмотрим ее подробно.
Покрытие TIN
Нитрид титана увеличивает износостойкость на 60-80%, позволяет сверлить нержавеющие стали.
Не рекомендуется обработка алюминия и его сплавов в связи с налипанием стружки на покрытие.
Тем не менее, если обработка нержавеющих сталей – главная задача, рекомендуем выбрать сверла, легированные кобальтом. Рассмотрим их подробнее.
Легирование кобальтом
Легирование кобальтом
и угол заточки 135°
Позволяют работать с нержавеющими сталями и другими труднообрабатываемыми материалами твердостью до 30 HRC.
Угол наклона винтовой канавки – от 31° до 37
Обеспечивает лучший вывод стружки из рабочей зоны в тяжелых условиях резания.
Остальные характеристики аналогичны спиральным сверлам без покрытия и дополнительного легирования.
Если необходимо проделывать глубокие отверстия обратите внимание на сверла длинной серии. Рассмотрим их подробнее.
Цилиндрический хвостовик. Длинная серия
Покрытие TIN
Длинная серия инструмента. По большинству характеристик аналогична спиральным сверлам средней серии с покрытием TiN, которые мы рассмотрели ранее.
По большинству характеристик аналогична спиральным сверлам средней серии с покрытием TiN, которые мы рассмотрели ранее.
Главные отличия:
- Возможность проделывать глубокие отверстия 10xD, т.е. до десяти диаметров сверла.
- Исполнение по DIN 340, аналог отечественного ГОСТа 886-77.
Конический хвостовик. Средняя серия
Покрытие без дополнительного легирования
Исполнение по DIN 345, аналог отечественного ГОСТа 10903
Материалы не тверже 25 HRC
Свёрла предназначены для сверления отверстий в деталях из углеродистых и низколегированных сталей, цветных металлов, чугуна и других материалов с твердостью не выше HRC 25.
Машинное применение
Свёрла предназначены для машинного применения в различных станках.
Угол заточки 118°
Универсальный вариант для широкого спектра обрабатываемых материалов.
Угол наклона винтовой канавки – от 25° до 30°
Угол наклона винтовой канавки от 25° до 30° обеспечивает лучший вывод стружки из рабочей зоны в тяжелых условиях резания.
Рекомендуемая глубина сверления 5xD
т.е. до 5 диаметров сверла. Для более глубоких отверстий рекомендуем обратить внимание на длинную серию сверл 101315. Далее мы рассмотрим ее подробно.
Преимущества сверл с коническим хвостовиком
Высокая скорость смены сверла
Хвостовик вставляется во втулку, откуда его легко выбить клином.
Надежное центрирование
Конический хвостовик исключает даже небольшие смещения сверла.
Защита от проворота
Так называемая «лапка» не позволяет сверлу провернуться.
Сверла больших диаметров
Максимальный диаметр конического сверла 90 мм, тогда как у цилиндрического — не более 25.
Видео-обзор: профессиональные спиральные сверла
Профессиональные спиральные сверла Garwin
Цилиндрический хвостовик.![]()
Средняя серия.
Обработка углеродистых и низколегированных сталей, цветных металлов, чугуна и других материалов с твердостью не выше HRC 25
Цилиндрический хвостовик. Средняя серия. Покрытие TiN.
Износостойкость выше на 60-80%, обработка нержавеющих сталей.
Цилиндрический хвостовик.
Средняя серия. Легирование кобальтом.
Самая высокая износостойкость, лучший вывод стружки, работа по труднообрабатываемым материалам твердостью до 30 HRC.
Цилиндрический хвостовик. Длинная серия. Покрытие TiN
Позволяет проделывать глубокие отверстия 10xD, т.е. до десяти диаметров сверла.
Конический хвостовик.
Средняя серия.
Высокая скорость смены сверла, надежное центрирование защита от проворота, возможность подобрать сверло с диаметром до 90 мм.
ГАРВИН — удобный поставщик инструмента
с 1995 года
Санкт-Петербург
Сверло Левиса по дереву. Заточка и принцип работы
Поменял и забыл |
09.09.2017
Сверло Левиса предназначено для получения глубоких отверстий небольшого диаметра в древесине различных пород с любой степенью влажности. Шнекообразная режущая кромка сверла начинается с острого наконечника, при помощи которого выполняется предварительная центровка будущего отверстия. А сама спираль отводит стружку из рабочей зоны.
Конструкция
Сверло Левиса входит в основной набор инструмента профессионального плотника, отличаясь небольшим весом, оно не нагружает двигатель электродрели, и позволяет выполнять глухие и сквозные отверстия в труднодоступных местах: углах балок, местах креплений деревянных деталей внахлёстку и пр.
Спиральное сверло состоит из следующих участков:
- Хвостовика, который имеет шестигранный профиль и предназначен для фиксирования сверла в патроне дрели или сверлильного станка.

- Основной рабочей части, представляющей собой спиральную ленту постоянного поперечного сечения и сравнительного небольшого угла наклона. Для спирали Левиса он выбран таким, чтобы обеспечивать надёжное удаление стружки из зоны сверления.
- Центровочного, заканчивающегося остриём с конической резьбой, что позволяет снижать осевую нагрузку при выполнении операции. Для инструмента сравнительно малой жёсткости (а спиральное сверло – именно такое) высокие осевые нагрузки становятся основной причиной поломки.
Ввиду сложности профиля сверла Левиса по его длине такая оснастка практически никогда не изготавливается в сварном исполнении. Материалом служит быстрорежущая сталь марок 10Р6М5, Р6М3 и им подобные, по ГОСТ 19265-74.
Особенностями спирали Левиса считается её однозаходность, что обеспечивает сверлу возможность самопроизвольного втягивания в полость образующегося отверстия. Одновременно улучшается направление сверла, а, по мере углубления отверстия, происходит подрезка кромки с получением гладкой образующей.
Как работает сверло Левиса?
В начальный момент сверления в материал вдавливают коническое остриё, которое при вращении внедряется вглубь. Затем на него опирается основная, спиральная часть сверла. В отличие от других конструкций свёрл по дереву, у рассматриваемого инструмента в начальный момент имеется только одна рабочая кромка, а далее сверление происходит спиральной режущей частью. При увеличении общей длины режущей кромки это способствует снижению общего осевого усилия на сверло, но увеличивает риск заклинивания и «увода» сверла от центра.
Первую проблему решают следующим образом. Во–первых, сверло Левиса предпочтительно устанавливать на низкооборотистые, более мощные дрели. Во-вторых, такие спиралеподобные свёрла нецелесообразно использовать для получения отверстий в твёрдых породах древесины, т. к. получающаяся при этом стружка способствует заклиниванию отхода в довольно длинной канавке. Обычно число оборотов выбирают обратно пропорционально диаметру получаемого отверстия.
Для решения второй проблемы спиральное сверло можно использовать в качестве развёртки, а предварительный проход, за исключением особо глубоких отверстий, выполнять при помощи обычного сверла. Из опыта эксплуатации известно, что прямое получение отверстий при помощи сверла Левиса целесообразно для диаметров, не превышающих 15…30 мм. В остальных случаях пользуются перьевыми свёрлами, а спиральное применяют только на последнем проходе, когда требуется повысить гладкость боковых стенок.
Влажность древесины при использовании такого сверла значения не имеет, так же, как и направление волокон древесины.
Особенности использования
Среди преимуществ свёрл Левиса следует отметить:
- Плавность нарастания рабочей нагрузки по мере углубления инструмента в материал.

- Высокое качество внутренней поверхности отверстия, поскольку образующиеся при сверлении заусенцы полностью срезаются боковой режущей кромкой и незамедлительно удаляются шнековой образующей сверла наружу.
- Широкая винтовая канавка обеспечивает надёжное удаление стружки, независимо от её количества.
- Шестигранный наконечник на хвостовике обеспечивает надёжное удержание сверла в патроне.
Высокое качество и производительность, особенно заметные при получении отверстий значительной глубины, не отменяют и некоторых ограничений спиральных свёрл:
- При заклинивании сверла Левиса, что возможно на операциях с твёрдой древесиной, его остановка происходит практически мгновенно, и сопровождается резкой отдачей. Это может привести к травме работающего.
- Поскольку усилия реза при таком сверлении велики, то качество материала имеет решающее значение для стойкости шнекового сверла. Поэтому стоит приобретать инструмент от известных производителей, указывающих марку стали (на свёрлах китайского производства марка обычно не указывается).

- Спиральное сверло обладает повышенной хрупкостью, поскольку при закалке обычно прокаливается по всему сечению. При относительно малой жёсткости это может стать причиной разрушения рабочей части.
- Стоимость свёрл Левиса выше, чем обычных, при тех же диаметрах получаемых отверстий.
- Маломощные дрели (менее 1000 Вт) при своём пуске сверло данной конструкции могут не провернуть. Важным также является наличие у дрели функции реверса.
Как заточить сверло Левиса?
При резком увеличении нагрузки во время сверления, а также ухудшении качества получаемого отверстия, свёрла Левиса подлежат заточке. Она производится в следующей последовательности:
- При одноплоскостной заточке заднему углу сверла при помощи напильника придают значение 28…32º, и стараются выдерживать это значение по всей длине винтовой части. При использовании шлифовального круга сверло нельзя двигать. Такая заточка используется для спиральных свёрл небольшого диаметра;
- При конической заточке, которую следует выполнять для свёрл диаметром более 6…8 мм, инструмент располагают у боковой части шлифовального инструмента.
 Правой рукой удерживают остриё, а левой – винтовую часть сверла, причём максимально близко от конуса. Раскачивая инструмент на угол примерно 45º и прижимая его к торцу, пытаются воссоздать прежнее значение конусности при переходе от резьбовой части к винтовой;
Правой рукой удерживают остриё, а левой – винтовую часть сверла, причём максимально близко от конуса. Раскачивая инструмент на угол примерно 45º и прижимая его к торцу, пытаются воссоздать прежнее значение конусности при переходе от резьбовой части к винтовой; - Если выдержать требуемые параметры не удалось, сверло Левиса можно подточить. С этой целью передний угол уменьшают, а ширину режущей ленты – увеличивают. Правда, при этом сверло нельзя с той же эффективностью применять для сверления вязкой древесины с повышенной влажностью;
- На окончательном этапе производят доводку сверла, которая заключается в удалении всех выявленных рисок и зазубрин, после этого восстанавливают коническую резьбу на острие.
Работу со свёрлами Левиса необходимо выполнять, уже имея некоторый опыт, поскольку данная конструкция инструмента весьма чувствительна к крутящим моментам, которые нагружают сверло.
Монтёрские когти. Поднимаемся на электрическую опору
Поднимаемся на электрическую опору
Площадочный вибратор. Поверхностное уплотнение материалов
Сверло спиральное: описание, применение
В арсенале как домашнего, так и профессионального мастера должно быть множество различных инструментов. Сверла незаменимы для осуществления целого спектра работ. Сегодня их существует множество разновидностей. Однако сверло спиральное получило наибольшее распространение. Это объясняется рядом его особенностей и функций. Устройство этого инструмента, а также сфера его применения заслуживают особого внимания.
Общие сведения
Сверло представляет собой режущий элемент инструмента, который делает отверстия в различных материалах. Их существует множество разновидностей. Подбирают тип фрезы, исходя из особенностей и условий работы. По своим характеристикам сверла для перфоратора, дрели должны быть тверже, чем материал.
Назначение сверл разное. Они могут применяться для обработки металла, дерева, бетона, стекла, кафеля. У каждого инструмента в зависимости от назначения существуют свои особенности.
Наибольшего распространения сегодня получило сверло спиральное. Его еще называют винтовым. Оно имеет цилиндрическую форму и имеет ряд конструктивных особенностей.
Устройство сверла
Сверло спиральное имеет три основных элемента. Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.
Рабочая часть состоит из режущего и калибровочного отдела. Последнюю еще называют ленточкой. Это узкая полоса, которая продолжает поверхность канавки на фрезе. Режущий отдел состоит из двух главных и двух вспомогательных кромок. Они расположены вдоль цилиндра фрезы по спирали. Также к этой части относят поперечную кромку. Она имеет конусообразную форму и расположена на конце сверла.
Чтобы надежно закрепиться в станке или ручном инструменте, фреза обладает хвостовиком. Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.
Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.
Шейка нужна для выхода абразивного круга, когда осуществляется шлифовка рабочей части.
Особенности изделия
Сверла для перфоратора, станка, которые имеют спиральную форму, сегодня наиболее популярны. Это объясняется их особенными характеристиками. Они хорошо направлены в отверстии, а также имеют большой запас под переточку. Из-за особенностей конструкции такая фреза хорошо отводит стружку и легко подает смазывающие материалы к рабочей поверхности. Эти особенности делают представленную разновидность сверл очень популярной.
Для правильного обозначения геометрических параметров существуют свои обозначения. Диаметр сверла при этом может быть самым разным. Однако обозначения остаются одни и те же. Угол кончика при вершине именуется как 2φ. Наклон канавок обозначается буквой ω, а концевой поперечной кромки – ψ. Передний угол на чертежах именуется как γ, а задний – α.
Все вместе эти показатели называются геометрией сверла. Она отражает положение канавок, режущих кромок, а также их углы наклона.
Разновидности инструмента
Классификация фрез берет во внимание такой важный показатель, как форма хвостовика. Она может быть следующих разновидностей:
- Фреза с цилиндрическим хвостовиком (ГОСТ 2034-80).
- Сверла с коническим хвостовиком (ГОСТ 10903).
- Инструмент с коническим хвостовиком (ГОСТ 22736).
Чтобы мастер имел возможность выполнить все поставленные перед ним задачи, сверло выпускают различных типов. В первом варианте фреза крепится в трехкулачковом патроне или другом предназначенном приспособлении.
Сверло спиральное с цилиндрическим хвостовиком может быть изготовлено в коротком, среднем и длинном исполнении. Такой инструмент имеет 3 класса точности: повышенная (А1), нормальная (В1) и нормальная (В). Они могут изготавливаться как сварным, так и цельным способом. Хвостовик не должен иметь кольцевые трещины, непровар или поверхностные раковины.
Конические разновидности крепятся непосредственно в шпинделе оборудования иди переходной втулке (если размер не совпадает).
Конический хвостовик
При изготовлении фрезы с коническим хвостовиком представленного типа используют несколько разных стандартов. Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины. К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее. Причем ее размер никак не регламентируется.
Фреза с коническим хвостовиком (ГОСТ 22736) регламентирует выпуск изделий диаметром 10-30 мм, которые имеют твердосплавную пластину. Они могут быть выполнены в укороченном или нормальном виде. Класс точности для этих изделий может быть повышенным (А) и нормальным (В).
Сверла с коническим хвостовиком диаметром более 6 мм изготавливаются сварным способом. Для более узких сечений допускается применять цельный тип изготовления.
Сверла для металла
Помимо разбивки фрез по принципу формы хвостовика, существует классификация относительно материала обработки. Фреза может быть предназначена для металла, бетона, существует также сверло по дереву. Спиральное рабочее место применимо для всех разновидностей материала. Разница заключается только в конструкции инструмента.
В зависимости от типа металла подбирают тип сверла. Они применимы для легированных, нелегированных сталей, чугуна, сплавов, цветных металлов. Иногда их применяют для обработки твердых пластмасс. От толщины и твердости рабочей зоны зависит долговечность использования изделия. Это универсальный тип инструмента. Сверло по металлу может полноценно просверлить отверстие даже в древесине.
Если инструмент медленно погружается и сильно нагревает материал, требуется производить его заточку. Если его диаметр не превышает 12 мм, процедура проводится вручную. Но для большего размера фрезы применяется для заточки специальное оборудование.
Сверло по бетону
Одним из самых трудных в обработке материалов является бетон. Он требует применения инструмента с особыми наварными пластинами из твердого сплава. Их принято называть победитовыми. Сегодня любые твердосплавные насадки именуют таким образом.
Такой инструмент в процессе обработки материала оставляет отверстия диаметром больше, чем само сверло. Это связано с его биением. Если применяется дрель, хвостовик сверла может быть цилиндрическим. Для перфоратора применяют другой тип крепления. Он называется SDS. Их существует несколько типов. Такая система позволяет быстро менять насадки в перфораторе и прочей технике.
Точить такие сверла возможно. Однако следует следить, чтобы инструмент не перегрелся. В противном случае может отвалиться твердосплавная пластина.
Сверло по дереву
Подходящее сверло по дереву спиральное изготавливают из обычной высокопрочной стали. Такой материал не выдвигает серьезных требований к материалу фрезы, его форме. Это самое обыкновенное сверло. Довольно просто можно завинтить в мягкую древесину или ДСП обычный саморез. Для этого не потребуется применять сверло. Однако существуют такие ситуации, где без него не обойтись.
Если требуется сделать отверстие до 600 мм глубиной, следует применять винтовые разновидности фрезы. Их диаметр может быть от 8 до 25 мм. Длина их может быть разная. Это удобно, если нужно сделать несквозное или сквозное отверстие. Если требуется, используют удлинитель.
При проведении высверливания бурав после нескольких оборотов достают из материала, очищают от стружки. Затем продолжают работу. Их длина может составлять 300, 460 и 600 мм.
Ознакомившись с основными характеристиками и способом применения такого инструмента, как сверло спиральное, каждый может подобрать для себя правильную разновидность. Это очень популярный тип фрез. Их неповторимые качества, широкий спектр применения делают их очень востребованными.
Сверло спиральное: краткое описание, применение
В арсенале как домашнего, так и профессионального мастера должно быть множество различных инструментов. Сверла незаменимы для осуществления целого спектра работ. Сегодня их существует множество разновидностей. Однако сверло спиральное получило наибольшее распространение. Это объясняется рядом его особенностей и функций. Устройство этого инструмента, а также сфера его применения заслуживают особого внимания.
Сверла незаменимы для осуществления целого спектра работ. Сегодня их существует множество разновидностей. Однако сверло спиральное получило наибольшее распространение. Это объясняется рядом его особенностей и функций. Устройство этого инструмента, а также сфера его применения заслуживают особого внимания.
Общие сведения
Сверло представляет собой режущий элемент инструмента, который делает отверстия в различных материалах. Их существует множество разновидностей. Подбирают тип фрезы, исходя из особенностей и условий работы. По своим характеристикам сверла для перфоратора, дрели должны быть тверже, чем материал.
Назначение сверл разное. Они могут применяться для обработки металла, дерева, бетона, стекла, кафеля. У каждого инструмента в зависимости от назначения существуют свои особенности.
Наибольшего распространения сегодня получило сверло спиральное. Его еще называют винтовым. Оно имеет цилиндрическую форму и имеет ряд конструктивных особенностей.
Устройство сверла
Сверло спиральное имеет три основных элемента. Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.
Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.
Рабочая часть состоит из режущего и калибровочного отдела. Последнюю еще называют ленточкой. Это узкая полоса, которая продолжает поверхность канавки на фрезе. Режущий отдел состоит из двух главных и двух вспомогательных кромок. Они расположены вдоль цилиндра фрезы по спирали. Также к этой части относят поперечную кромку. Она имеет конусообразную форму и расположена на конце сверла.
Чтобы надежно закрепиться в станке или ручном инструменте, фреза обладает хвостовиком. Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.
Шейка нужна для выхода абразивного круга, когда осуществляется шлифовка рабочей части.
Особенности изделия
Сверла для перфоратора, станка, которые имеют спиральную форму, сегодня наиболее популярны. Это объясняется их особенными характеристиками. Они хорошо направлены в отверстии, а также имеют большой запас под переточку. Из-за особенностей конструкции такая фреза хорошо отводит стружку и легко подает смазывающие материалы к рабочей поверхности. Эти особенности делают представленную разновидность сверл очень популярной.
Для правильного обозначения геометрических параметров существуют свои обозначения. Диаметр сверла при этом может быть самым разным. Однако обозначения остаются одни и те же. Угол кончика при вершине именуется как 2φ. Наклон канавок обозначается буквой ω, а концевой поперечной кромки – ψ. Передний угол на чертежах именуется как γ, а задний – α.
Все вместе эти показатели называются геометрией сверла. Она отражает положение канавок, режущих кромок, а также их углы наклона.
Разновидности инструмента
Классификация фрез берет во внимание такой важный показатель, как форма хвостовика. Она может быть следующих разновидностей:
Она может быть следующих разновидностей:
- Фреза с цилиндрическим хвостовиком (ГОСТ 2034-80).
- Сверла с коническим хвостовиком (ГОСТ 10903).
- Инструмент с коническим хвостовиком (ГОСТ 22736).
Чтобы мастер имел возможность выполнить все поставленные перед ним задачи, сверло выпускают различных типов. В первом варианте фреза крепится в трехкулачковом патроне или другом предназначенном приспособлении.
Сверло спиральное с цилиндрическим хвостовиком может быть изготовлено в коротком, среднем и длинном исполнении. Такой инструмент имеет 3 класса точности: повышенная (А1), нормальная (В1) и нормальная (В). Они могут изготавливаться как сварным, так и цельным способом. Хвостовик не должен иметь кольцевые трещины, непровар или поверхностные раковины.
Конические разновидности крепятся непосредственно в шпинделе оборудования иди переходной втулке (если размер не совпадает).
Конический хвостовик
При изготовлении фрезы с коническим хвостовиком представленного типа используют несколько разных стандартов. Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины. К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее. Причем ее размер никак не регламентируется.
Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины. К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее. Причем ее размер никак не регламентируется.
Фреза с коническим хвостовиком (ГОСТ 22736) регламентирует выпуск изделий диаметром 10-30 мм, которые имеют твердосплавную пластину. Они могут быть выполнены в укороченном или нормальном виде. Класс точности для этих изделий может быть повышенным (А) и нормальным (В).
Сверла с коническим хвостовиком диаметром более 6 мм изготавливаются сварным способом. Для более узких сечений допускается применять цельный тип изготовления.
Сверла для металла
Помимо разбивки фрез по принципу формы хвостовика, существует классификация относительно материала обработки. Фреза может быть предназначена для металла, бетона, существует также сверло по дереву. Спиральное рабочее место применимо для всех разновидностей материала. Разница заключается только в конструкции инструмента.
Разница заключается только в конструкции инструмента.
В зависимости от типа металла подбирают тип сверла. Они применимы для легированных, нелегированных сталей, чугуна, сплавов, цветных металлов. Иногда их применяют для обработки твердых пластмасс. От толщины и твердости рабочей зоны зависит долговечность использования изделия. Это универсальный тип инструмента. Сверло по металлу может полноценно просверлить отверстие даже в древесине.
Если инструмент медленно погружается и сильно нагревает материал, требуется производить его заточку. Если его диаметр не превышает 12 мм, процедура проводится вручную. Но для большего размера фрезы применяется для заточки специальное оборудование.
Сверло по бетону
Одним из самых трудных в обработке материалов является бетон. Он требует применения инструмента с особыми наварными пластинами из твердого сплава. Их принято называть победитовыми. Сегодня любые твердосплавные насадки именуют таким образом.
Такой инструмент в процессе обработки материала оставляет отверстия диаметром больше, чем само сверло. Это связано с его биением. Если применяется дрель, хвостовик сверла может быть цилиндрическим. Для перфоратора применяют другой тип крепления. Он называется SDS. Их существует несколько типов. Такая система позволяет быстро менять насадки в перфораторе и прочей технике.
Это связано с его биением. Если применяется дрель, хвостовик сверла может быть цилиндрическим. Для перфоратора применяют другой тип крепления. Он называется SDS. Их существует несколько типов. Такая система позволяет быстро менять насадки в перфораторе и прочей технике.
Точить такие сверла возможно. Однако следует следить, чтобы инструмент не перегрелся. В противном случае может отвалиться твердосплавная пластина.
Сверло по дереву
Подходящее сверло по дереву спиральное изготавливают из обычной высокопрочной стали. Такой материал не выдвигает серьезных требований к материалу фрезы, его форме. Это самое обыкновенное сверло. Довольно просто можно завинтить в мягкую древесину или ДСП обычный саморез. Для этого не потребуется применять сверло. Однако существуют такие ситуации, где без него не обойтись.
Если требуется сделать отверстие до 600 мм глубиной, следует применять винтовые разновидности фрезы. Их диаметр может быть от 8 до 25 мм. Длина их может быть разная. Это удобно, если нужно сделать несквозное или сквозное отверстие. Если требуется, используют удлинитель.
Это удобно, если нужно сделать несквозное или сквозное отверстие. Если требуется, используют удлинитель.
При проведении высверливания бурав после нескольких оборотов достают из материала, очищают от стружки. Затем продолжают работу. Их длина может составлять 300, 460 и 600 мм.
Ознакомившись с основными характеристиками и способом применения такого инструмента, как сверло спиральное, каждый может подобрать для себя правильную разновидность. Это очень популярный тип фрез. Их неповторимые качества, широкий спектр применения делают их очень востребованными.
Все продукты
Тип
Длина джоббера
Набор 29 шт.
Длина джоббера, 3 квартиры
Механика Длина 3 квартиры
Сверло для стекла и плитки
Центральная развертка / зенкер
Длина винтовой машины
Сверла с шестигранным хвостовиком
Набор 7 шт.
Дополнительная длина
Сверло увеличенной длины
Раздельные круглые регулируемые штампы
Шестигранные плашки для повторной резьбы
Коснитесь гаечного ключа
Метчики и штампы
Сет 540 шт.
Ручные метчики с прямой флейтой
Твердосплавный бор
Набор 9 шт.
Набор 18 шт.
Набор из 3 предметов
3/8-дюймовый уменьшенный хвостовик с 3 лысками
1/2-дюймовый уменьшенный хвостовик с 3 лысками
1/2-дюймовый уменьшенный хвостовик 3Flats
3/4 дюйма с уменьшенным хвостовиком, 3 лыски
Развертка с шестигранной гайкой
Метрический ручной кран
Фреза с твердосплавным наконечником
Ступенчатая дрель
Эжекторные пилоты
Кольцевой резак
Кольцевой резак
НАБОР 13 шт.
Набор 15 шт.
Набор 21 шт.
Сет 115 шт.
Набор 60 шт.
Набор 20 шт.
Набор 33 шт.
Набор 8 шт.
14 шт.
Металлический индекс
Дисплей счетчика
Уменьшенный хвостовик 1/4 дюйма
Уменьшенный хвостовик 1/2 дюйма
Уменьшенный хвостовик 3/8 дюйма
Кольцевая пила пилотная дрель
Двухсторонняя дрель
Быстросменный патрон
Набор 26 шт.
Сет 19Кусок
Набор 25 шт.
Покрытие/отделка
Яркая отделка
Черный оксид
Оксид бронзы
Черный и бронзовый оксид
TiN с покрытием
Черный и бронзовый оксид
Синяя отделка
Серая отделка
Окрашенный
Флейты из черного оксида
Черный и бронзовый оксид
Серебряный
Что такое спиральное сверло?
Ознакомьтесь с наиболее широко используемыми типами сверл.
Спиральные сверла (также обычно называемые спиральными долотами) являются наиболее широко используемыми из всех типов сверл; они будут резать все, от дерева и пластика до стали и бетона. Они чаще всего используются для резки металла, поэтому обычно изготавливаются из быстрорежущей стали М2. При диаметре до 1/2 дюйма спиральные сверла являются не только самыми дешевыми из всех сверл, которые может использовать столяр, но и предлагают самый широкий выбор размеров. Хотя они предназначены для резки металла, они вполне подойдут для дерева, если Это обычно означает, что они не использовались для резки твердых материалов, таких как сталь.0005
Спиральное сверло представляет собой металлический стержень определенного диаметра, который имеет две, три или четыре спиральных канавки на большей части своей длины. Двухлезвийные сверла предназначены для первичного сверления, тогда как трех- и четырехлезвийные сверла предназначены только для увеличения литых или пробитых отверстий в производственной ситуации. Участок между двумя канавками называется перемычкой, а острие формируется рельефным шлифованием перемычки под углом 59° от оси сверла, что составляет 118° включительно. Это образует наклонную режущую кромку на краю канавки, которая называется кромкой. Спиральное сверло очень неэффективно в этой точке, потому что полотно оставляет мало места для выхода мусора (называемого металлической стружкой) и потому что вершина имеет низкую поверхностную скорость по сравнению с периферией. По этой причине хорошей схемой сверления больших отверстий является сначала просверлить 1/4 дюйма или меньше, а затем использовать сверло нужного диаметра.0005
Участок между двумя канавками называется перемычкой, а острие формируется рельефным шлифованием перемычки под углом 59° от оси сверла, что составляет 118° включительно. Это образует наклонную режущую кромку на краю канавки, которая называется кромкой. Спиральное сверло очень неэффективно в этой точке, потому что полотно оставляет мало места для выхода мусора (называемого металлической стружкой) и потому что вершина имеет низкую поверхностную скорость по сравнению с периферией. По этой причине хорошей схемой сверления больших отверстий является сначала просверлить 1/4 дюйма или меньше, а затем использовать сверло нужного диаметра.0005
Помимо создания режущих кромок, канавки обеспечивают место для вытягивания стружки из отверстия. Спираль ускоряет это, но флейта, забитая стружкой, всегда представляет собой кропотливую проблему. По этой причине спиральное сверло необходимо постоянно очищать; то есть полностью выведен из отверстия. Если вы делаете это часто, стружка будет отбрасываться, но если вы будете ждать слишком долго, вам придется остановить дрель и вручную очистить канавки. Очистка намного проще с сверлильным станком, чем с сверлильным двигателем. Дерево — образец быстрого воздействия на спиральное сверло, поэтому требуется даже более частая очистка, чем в случае с металлом. Эту проблему можно несколько облегчить, время от времени нанося на сверло воск или силикон.
Очистка намного проще с сверлильным станком, чем с сверлильным двигателем. Дерево — образец быстрого воздействия на спиральное сверло, поэтому требуется даже более частая очистка, чем в случае с металлом. Эту проблему можно несколько облегчить, время от времени нанося на сверло воск или силикон.

Сверла нормальной длины, которые входят в средний ассортимент, называются джобберскими. Если требуется более длинное сверло, хороший магазин скобяных изделий предложит сверло для самолета или удлиненное сверло. Если требуется более короткое спиральное сверло, его называют винтовым сверлом. Спиральные сверла также предлагаются из цельного твердого сплава и с твердосплавными напайками. Твердосплавный наконечник – лучший выбор для сверления бетона.
 Здесь у нас есть две специализированные машины.
Здесь у нас есть две специализированные машины. Пользователям трудно затачивать спиральные сверла. При изготовлении используются большие длины, чтобы кромки находились на одинаковой вертикальной высоте и под одинаковым углом. Если полученное острие не идеально отцентровано, и каждая кромка не вырезает стружку одинаковой ширины и толщины, сверло будет блуждать, и вы получите слишком большое отверстие, которое также может быть непрямым. В то время как опытный механик может заточить спиральное сверло на глаз на настольном шлифовальном станке, после этого он будет выполнять только некритическую работу! Только приспособление для заточки сверл или специальный станок восстановят точность затупившегося сверла.
Угол атаки спирального сверла регулируется скоростью закручивания канавки. Сверла, как правило, изготавливаются для резки стали, которая успешно работает и для дерева. Это слишком агрессивно для цветных металлов, таких как латунь и медь, которым нравится отрицательный передний угол 5°. Прорыв, когда сверло выходит из материала на дальней стороне, особенно проблематичен и обычно приводит к вращению заготовки на столе сверлильного станка или вращению двигателя сверла в руках оператора. В любом случае это может привести к серьезной травме. Эта опасная ситуация может быть почти полностью устранена путем создания небольшой лыски на кромке, параллельной оси сверла. Называемый губами, он превращает непредсказуемого зверя в нежную кошечку. Что вы делаете, так это эффективно меняете передний угол сверла на 0° вместо положительных 15°. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Недостатком сверла является то, что сверло больше не будет сверлить сталь, если вы не заточите острие достаточно, чтобы удалить плоскую поверхность. Если у вас есть только один набор сверл , это хорошая причина, чтобы кромка оставалась плоской не больше, чем необходимо.
Это слишком агрессивно для цветных металлов, таких как латунь и медь, которым нравится отрицательный передний угол 5°. Прорыв, когда сверло выходит из материала на дальней стороне, особенно проблематичен и обычно приводит к вращению заготовки на столе сверлильного станка или вращению двигателя сверла в руках оператора. В любом случае это может привести к серьезной травме. Эта опасная ситуация может быть почти полностью устранена путем создания небольшой лыски на кромке, параллельной оси сверла. Называемый губами, он превращает непредсказуемого зверя в нежную кошечку. Что вы делаете, так это эффективно меняете передний угол сверла на 0° вместо положительных 15°. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Недостатком сверла является то, что сверло больше не будет сверлить сталь, если вы не заточите острие достаточно, чтобы удалить плоскую поверхность. Если у вас есть только один набор сверл , это хорошая причина, чтобы кромка оставалась плоской не больше, чем необходимо. 0005
0005
При сверлении дерева требуется высокая скорость. Вы можете использовать до 3000 об/мин для сверл размером 1/4″ и меньше. Таблицы скоростей легко доступны, и хорошо иметь их на стене магазина. Если вы хотите точно определить местонахождение отверстия, необходимо пробивать центры.
Спиральные сверла идеально подходит, когда вам нужно отверстие очень точного диаметра. Скажем, вам нужна прессовая посадка для стального штифта диаметром 3/16 дюйма (0,1875 дюйма) в шкафу, который вы строите. давая вам .0025 запрессовку для штифта. Если вы хотите получить очень точное отверстие, лучше всего просверлить отверстие на 1/64 дюйма меньше размера, а затем сделать окончательное сверление новым или только что заточенным сверлом нужного диаметра. При бурении большого отверстия это может потребовать трех сверлений: сверление на 1/4 дюйма для ускорения бурения желаемого большего отверстия, сверление на 1/64 дюйма меньшего диаметра и окончательное сверление до нужного размера.
ТОЧНОЕ СВЕРЛО 018346 Сверло Jobbers #46
Нажмите на изображение, чтобы увеличить
Технические характеристики
Подробности
Отзывы
| Марка | ТОЧНОЕ СВЕРЛО |
|---|---|
| Размер Тип | Номер |
| Размер | #46 |
| Угол сверла | 135° |
| Инструментальный материал | Кобальт |
| Финишное покрытие | Бронза |
| Общая длина | 2-1/8″ |
| Тип | Спиральное сверло Cobalt Jobbers |
| Направление резки | Правая рука |
| Модель № | 018346 |
| Тип заточки острия | Точка разделения |
| Десятичный размер | . 0810″ 0810″ |
| Сплав сверла | Общего назначения и тяжелых условий эксплуатации |
| Тип сверла | Длина джобберов |
| Первый выбор Для: | Нержавеющая сталь |
| Форма каннелюры | Спиральный |
| Метод изготовления | Земля из твердого тела |
| Количество канавок | 2 |
| Стойка 65 | Да |
| Серия | Р18СО |
| С хвостовиком | Цилиндрический хвостовик |
| UNSPSC | 23241634 |
| Вес | 0,01 фунта. |
| Диапазон материалов заготовки | Сталь, нержавеющая сталь, жаропрочные экзотические сплавы, цветные металлы, чугун, пластик |
| Страна происхождения | ИМПОРТ |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Спиральные сверла для работы в тяжелых условиях. Представляем серию сверл R18 Cobalt от Precision Twist. Первоначально выпущенные для поддержки рынка микросверл для изготовления топливных форсунок, прецизионные спиральные сверла марки сегодня доступны с буквенными, цифровыми, метрическими и дробными значениями, а также в соответствии с различными отраслевыми стандартами. Длина сверл Precision Twist Jobbers имеет более длинные канавки для рекомендуемых применений. Каждое спиральное сверло Jobbers имеет две спиральные канавки с углом наклона спирали 30 градусов. Этот тип конструкции обеспечивает более быстрый выброс стружки и стабильные условия сверления. Самоцентрирующаяся 135-градусная точка разделения еще больше улучшает проникающую способность. Сверла имеют прямой хвостовик для удобного удержания. Сверла стандартного типа доступны с калибром проволоки от №1 до №80. Основным материалом, используемым для изготовления сверла, является кобальт, а область резания покрыта оксидом бронзы. Сверла Precision Twist Jobbers обеспечивают большую жесткость при сверлении более твердых материалов. Продукт доступен в общей длине от 3/4 дюйма до 3-7/8 дюймов. Более длинные канавки уменьшают прогиб, поломку и биение. Это делает его оптимальным для использования на более твердых металлах и сплавах. Спиральные сверла Jobbers от Precision могут сверлить отверстия только на глубину их канавки.
Длина сверл Precision Twist Jobbers имеет более длинные канавки для рекомендуемых применений. Каждое спиральное сверло Jobbers имеет две спиральные канавки с углом наклона спирали 30 градусов. Этот тип конструкции обеспечивает более быстрый выброс стружки и стабильные условия сверления. Самоцентрирующаяся 135-градусная точка разделения еще больше улучшает проникающую способность. Сверла имеют прямой хвостовик для удобного удержания. Сверла стандартного типа доступны с калибром проволоки от №1 до №80. Основным материалом, используемым для изготовления сверла, является кобальт, а область резания покрыта оксидом бронзы. Сверла Precision Twist Jobbers обеспечивают большую жесткость при сверлении более твердых материалов. Продукт доступен в общей длине от 3/4 дюйма до 3-7/8 дюймов. Более длинные канавки уменьшают прогиб, поломку и биение. Это делает его оптимальным для использования на более твердых металлах и сплавах. Спиральные сверла Jobbers от Precision могут сверлить отверстия только на глубину их канавки. Торговая марка Precision Twist Drill уже 19 лет отмечает свое присутствие на рынке качественных режущих инструментов.52. Этот бренд, выросший в пригородах США, в настоящее время является признанным продуктом промышленного производства общего назначения, предлагающим широкий ассортимент сверл из быстрорежущей стали и цельных твердосплавных сверл.
Торговая марка Precision Twist Drill уже 19 лет отмечает свое присутствие на рынке качественных режущих инструментов.52. Этот бренд, выросший в пригородах США, в настоящее время является признанным продуктом промышленного производства общего назначения, предлагающим широкий ассортимент сверл из быстрорежущей стали и цельных твердосплавных сверл.
Подходит для более прочных материалов, таких как сплавы, нержавеющая и марганцевая стали и т. д.
Преимущества
- High Helix и Bright Finish для лучшего схода стружки при обработке мягких или цветных металлов.
- 135° Конструкция с разделительной головкой является самоцентрирующейся и снижает требования к осевому усилию.
- Конструкция с малым усилием облегчает проникновение.
- Конструкция с двумя канавками обеспечивает более быструю подачу и большую производительность съема материала.
- Меньший угол наклона спирали обеспечивает повышенную прочность, меньший подъем и больший отвод стружки.

- Кобальт тверже быстрорежущей стали и подходит для лучшей износостойкости.
- Оптимально для высокопрочных сплавов.
- Подходит для стандартных смазочно-охлаждающих масел, охлаждающих жидкостей.
Приложения
- Для большинства операций сверления тяжелых материалов общего назначения в тяжелых условиях.
- Сверла из кобальта хорошо подходят для тяжелых операций с высокой прочностью на растяжение, низкой обрабатываемостью, черными металлами и сплавами.
- Разделочная головка 135° подходит для сверления легированных сталей, марганцевых сталей, более твердых нержавеющих сталей и различных прочных ферросплавов.
- Может также использоваться для переносных приложений.
Особенности
- Правое (вращение по часовой стрелке) направление резания.
- Стандартная конструкция с двумя канавками.
- Стандартная спираль, винтовые канавки.
- Прямой хвостовик, соответствующий диаметру сверла.
.jpg)
- Длина джобберса соответствует диаметру сверла. Длина джобберов, используемых для каждого из этих сверл, варьируется и определяется конкретным диаметром сверла, обеспечивая наилучший баланс между общей жесткостью сверла и глубиной сверления для каждого диаметра сверла.
Технические характеристики
- Изготовлены из кобальтовой стали.
- Цилиндрическая шлифовка из твердого тела.
- Сверла общего назначения для тяжелых условий эксплуатации.
- Угол при вершине 135° и более толстая стенка.
Спиральные сверла Применение | Что такое спиральные сверла?
Для чего используются спиральные сверла?
Спиральные сверла используются для сверления чего угодно, от дерева до пластика и металлических изделий, но не в кирпичной кладке и бетонных изделиях. Однако в основном они используются для сверления металла.
История спиральных сверл.
В 1861 году Стивен А. Морс из Массачусетса изобрел спиральное сверло и запатентовал его в 1863 году. Оно было основано на
простом винтовом механизме, приписываемом греческому математику Архимеду (287–212 гг. до н. э.). Идея Морса заключалась в том, чтобы улучшить неудачные лопаточные сверла, использовавшиеся в то время. Конструкция означает, что стружка отводится от режущего конца, что обеспечивает меньшее заедание и высокое качество реза.
С момента разработки Морзе в 1861 году мало что изменилось в спиральном сверле; он по-прежнему состоит из двух режущих кромок на конце и двух канавок (канавок) в корпусе для удаления стружки.
Спиральные сверла обычно имеют диаметр от 1 мм до 25 мм, хотя специализированные фирмы могут производить спиральные сверла меньшего или большего размера для конкретных требований.
Когда мне нужно спиральное сверло?
Спиральные сверла используются для сверления чего угодно, от дерева до пластика и металлических изделий, но не для кирпичной кладки и бетонных изделий. Однако в основном они используются для сверления металла.
Однако в основном они используются для сверления металла.
Они не используются для резки бетона и кирпичной кладки, так как эти подложки очень быстро стачивают кончик спирального сверла и создают неэффективную резку. Принадлежности для сверления отверстий в кирпичной кладке и бетоне, скорее всего, будут иметь наконечник из закаленного карбида вольфрама, обеспечивающий долгий срок службы и дополнительную прочность. К ним относятся сверла по каменной кладке и сверла SDS+ или Max Hammer.
Различные типы спиральных сверл
При рассмотрении различных типов спиральных сверл необходимо учитывать 3 аспекта;
Из чего сделано спиральное сверло.
Процесс изготовления спирального сверла.
Угол и форма кончика спирального сверла.
Все три области влияют на качество реза, надежность и долговечность сверла.
Материал
При резке материалов, особенно металла, спиральным сверлом вы обнаружите, что основа и сверло очень быстро нагреваются из-за трения, поэтому важно, чтобы спиральные сверла изготовлен из материала, который не размягчается и не тупит при нагревании.
Большинство современных спиральных сверл изготавливаются из быстрорежущей стали. Быстрорежущая сталь — это высокоуглеродистая инструментальная сталь с красной твердостью около 650°C; хотя это может отличаться в зависимости от качества и количества вольфрама в материале. Для сравнения, спиральные сверла раньше изготавливались из обычной углеродистой инструментальной стали, которая сохраняет очень высокую твердость при комнатной температуре после закалки и низкотемпературного отпуска, но при температуре от 200°C до 500°C твердость материала снижается. до уровня, близкого к исходному размягченному состоянию, и полностью теряет способность резать.
Переход на быстрорежущую сталь сильно изменил долговечность и эффективность спирального сверла.
Хотя большинство современных спиральных сверл изготавливаются из быстрорежущей стали, существуют также различные типы быстрорежущей стали и различные покрытия, которые вы добавляете к быстрорежущей стали, чтобы сделать ее еще более прочной и износостойкой, когда вы просверливаете эти отверстия. действительно жесткие материалы.
Различные типы быстрорежущей стали (HSS), используемые для спиральных сверл DART, перечислены ниже:
М2 Сталь. Это быстрорежущая сталь, характеризующаяся хорошо сбалансированными свойствами ударной вязкости, износостойкости и красной твердости. Это хороший универсальный инструмент, который обычно используется для спиральных сверл.
M2 TiN Сталь. Эта быстрорежущая сталь покрыта нитридом титана (TiN). Сверло с покрытием TiN обеспечивает большую прочность и снижает трение при сверлении твердых материалов.

М35 Сталь. Это HSS с 5% кобальта. Кобальт повышает твердость быстрорежущей стали даже больше, чем покрытие TiN. Кобальт имеет температуру плавления 1495°C и температура кипения 2927°C, что означает, что спиральные сверла с кобальтовым покрытием идеально подходят для сверления на высоких скоростях в течение более длительных периодов времени из-за их повышенной термостойкости.
Производственный процесс
Еще одна область, влияющая на долговечность спирального сверла, — это то, как оно было сформировано: была ли быстрорежущая сталь прокатана или отшлифована.
Шлифованные спиральные сверла из быстрорежущей стали из быстрорежущей стали изготавливаются из стального стержня, в котором канавки/канавки и кончик спирального сверла были отшлифованы непосредственно до нужной формы.
Катаные спиральные сверла из быстрорежущей стали изготавливаются в процессе нагрева, известного как ковка. Сталь сплющивается, а затем скручивается в форму. Этот процесс намного короче, чем процесс заточки, используемый для спиральных сверл Ground HSS. Из-за производственного процесса спиральные сверла с накаткой часто бывают хрупкими, менее точными и продаются по более низкой цене.
Сталь сплющивается, а затем скручивается в форму. Этот процесс намного короче, чем процесс заточки, используемый для спиральных сверл Ground HSS. Из-за производственного процесса спиральные сверла с накаткой часто бывают хрупкими, менее точными и продаются по более низкой цене.
Геометрия наконечника
При сверлении различных материалов угол наклона наконечника может иметь большое значение для эффективности резания.
Простое эмпирическое правило: чем тверже материал, тем более плоский угол наконечника. Например, сверла Brad Point (не обсуждаемые в этой статье) имеют очень острый угол, так как древесина очень мягкая, в то время как спиральные сверла HSS Cobalt, HSS TiN с покрытием и HSS Ground Twist Drill Bit часто имеют более плоский угол 135°, чтобы приспособиться к резанию. через более твердые материалы, такие как твердый металл. (Если спиральное сверло, которое вы собираетесь купить для резки металла, не имеет более плоского скошенного наконечника, подумайте еще раз!)
Еще одна особенность наконечника, влияющая на эффективность резки, заключается в том, является ли наконечник раздельным или стандартным.
Наконечники с разъемным наконечником позволяют выполнять точечное сверление без предварительной центровки. Другими словами, сверло не будет скользить по основанию, когда вы пытаетесь сделать начальное проникновение, оно будет плотно прилегать к материалу. Это особенно важно, поскольку угол наконечника становится более плоским и для сверления более твердых материалов.
Наконечник с разъемным наконечником также означает, что направляющие отверстия не требуются, что сокращает время простоя при замене насадок для увеличения их размера.
Ассортимент спиральных сверл DART
Теперь, когда мы рассмотрели все различные свойства сверл, давайте посмотрим на различные типы спиральных сверл в линейке DART, а также на сравнение их качества.
Тип | Материал | Процесс производства | TIPE Geometry | TIPE GEOMETRY | . | ||
HSS COBALT | M35 (5% кобальт) | GRANLY | 135. -ROIP 79797979788 135. -ROIP 9000 | . Сверхдолгая жизнь. Для использования на самых прочных материалах в течение длительного периода времени. Отличная устойчивость к нагреву и износу. | Листовой металл, цветной металл, сталь, нержавеющая сталь, латунь, чугун. * | ||
HSS с покрытием TiN | M2 + TiN с покрытием | Шлифованный | 135° — точка разделения | Тяжелая промышленность. Очень долгая жизнь. Покрытие TiN для работы с прочными металлами. Отличная устойчивость к нагреву и износу. | Листовой металл, цветной металл, латунь, чугун. Нержавеющая сталь. * | ||
HSS Заземление | M2 | Заземление | 135° — точка разделения | Промышленное использование. | Чугун, листовой металл, цветной металл, сталь, нержавеющая сталь, латунь, дерево, ПВХ. | ||
HSS прокат | ?? | Закрученный | 118° — Стандартный наконечник | Среднее использование. Сверла из быстрорежущей стали общего назначения. | Дерево, пластик. Листовой металл, цветной металл. |
 0197
0197 Долгая жизнь. Высококачественные прецизионные стальные сверла для широкого спектра применений.
Долгая жизнь. Высококачественные прецизионные стальные сверла для широкого спектра применений.*Эти сверла превосходно режут дерево и ПВХ, но с точки зрения стоимости за один пропил вам лучше использовать спиральное сверло из быстрорежущей стали.
Нам нравится видеть наши продукты DART в действии! Обязательно отметьте DART Tool Group в Facebook, Instagram и LinkedIn, чтобы поделиться своим опытом использования спиральных сверл DART!
Джемма Коули | Инструментальная группа DART
Twist Drill — вам нужно знать 8 функций и функций
Adrian Try
•
Факты, проверенные на Николь PAV
Twist Dru выбирают для своей повседневной цели бурения. Основная причина, по которой этот тип сверл популярен среди пользователей, заключается в том, что они могут резать самые разные материалы, от бетона до пластика, а иногда даже дерева. Хотите узнать больше о спиральных сверлах? Пожалуйста, читайте дальше.
Основная причина, по которой этот тип сверл популярен среди пользователей, заключается в том, что они могут резать самые разные материалы, от бетона до пластика, а иногда даже дерева. Хотите узнать больше о спиральных сверлах? Пожалуйста, читайте дальше.
Содержание
Что такое спиральное сверло?
Спиральное сверло — это инструмент, который имеет определенный диаметр поперечного сечения со спиральными канавками, занимающими около 80 процентов всего корпуса сверла. Количество труб на типичной дрели описывает тип отверстия, которое она делает. Когда спиральное сверло имеет сверло с двумя канавками, оно применимо для первичного сверления. Однако для сверл с тремя канавками и выше такие сверла лучше всего подходят для укрупнения литых или пробивных отверстий.
Еще одной важной характеристикой этого инструмента, которая делает его популярным среди профессионалов, является диапазон размеров бит. Благодаря этому он идеально подходит для резки материалов различных типов и толщины. Они содержат конструкционную сборку из быстрорежущей стали M2 . Этот атрибут делает их превосходными для резки металлов, хотя они также могут резать множество материалов.
Они содержат конструкционную сборку из быстрорежущей стали M2 . Этот атрибут делает их превосходными для резки металлов, хотя они также могут резать множество материалов.
Спиральное сверло выпускается в различных формах для различных целей. Сверло длины Джоббера представляет собой разновидность спирального сверла со стандартной средней длиной. Специальные спиральные сверла большей длины также являются разновидностью обычного спирального сверла и широко известны как сверла экстра-длины. Наконец, разновидность коротких спиральных сверл известна как винтовая дрель. Эти спиральные сверла в основном имеют твердосплавные наконечники, а вся их конструкция также состоит из твердого сплава.
Рис. 1: Спиральное сверло
8 Особенности спирального сверла и его функции
Угол подъема спирали
Угол подъема спирали является важной характеристикой спирального сверла, поскольку он помогает определить процесс образования стружки. . Различный диапазон угла наклона спирали отвечает либо за длинные, либо за короткие материалы наконечника. Эта информация помогает пользователю этого инструмента определить идеальный угол, который подходит для выполнения резки.
Эта информация помогает пользователю этого инструмента определить идеальный угол, который подходит для выполнения резки.
Угол подъема также помогает определить передний угол. По мере уменьшения угла спирали передний угол следует его примеру. Эта конкретная корреляция между углом наклона спирали и передним углом определяет, насколько прочной будет режущая кромка сверла. Большинство углов спирали составляют обычный диапазон от 16° до 30° для диаметров от 0 до 0,6 мм. Однако эти углы спирали уменьшаются до 10–13° для более твердых материалов и от 35 до 45° для более мягких материалов.
Рис. 2: Угол спирали
Профиль канавки
Это важная часть профиля закручивания, при этом канавка несет исключительную ответственность за поглощение и удаление стружки. Чем шире профиль канавки, тем лучше удаление стружки. Конструкция хорошего и более обширного профиля канавки позволяет спиральному сверлу дольше работать на более твердых поверхностях. Это возможно, так как конструкция обеспечивает повышенное поглощение тепла, выделяемого трением соприкасающихся поверхностей.
Система создания профиля канавки следует последовательности «широкий профиль — более плоская канавка» или «тонкий профиль — более глубокая канавка». Профиль канавки также помогает в создании режущих кромок и обеспечивает краевое пространство для удаления стружки из отверстия.
Рис. 3: Профиль канавки
Толщина стенки (сердцевина)
Область вдоль поперечного сечения канавок представляет собой стенку. Толщина этой перемычки варьируется в зависимости от применения спирального сверла. Его область применения распространяется по всей длине спирального сверла, что делает его неотъемлемой частью сверла 9.0005
Единственной функцией толщины перемычки является обеспечение стабильности, необходимой для эффективной работы дрели. Они часто имеют последовательность получения более высокой стабильности. Необходимо обеспечить больший крутящий момент спиральным сверлом для резки более твердых и толстых материалов.
Режущая кромка
Режущая кромка имеет самоочевидную функцию, которая заключается в обеспечении сверления заготовки. Спиральные сверла также обладают режущей способностью, которая определяется соотношением режущей кромки сверла. Спиральные сверла с более длинными режущими кромками имеют более высокую производительность резания.
Спиральные сверла также обладают режущей способностью, которая определяется соотношением режущей кромки сверла. Спиральные сверла с более длинными режущими кромками имеют более высокую производительность резания.
Режущая кромка — это часть сверла, отвечающая за фактическое срезание материала в процессе сверления. Каждая канавка сверла имеет свою режущую кромку и в основном остра как бритва.
Рис. 4. Режущая кромка
Угол долота
Это часть спирального сверла, которая в основном отвечает за остроту спирального сверла. Это угол между кромкой долота и режущей кромкой. Этот угол также напрямую связан с зазором, причем большие углы дают больший зазор. Эти углы варьируются от 130° до 145°.
Ширина кромки
Ширина кромки — это часть спирального сверла, которая отвечает за тип обработки поверхности отверстий спиральными сверлами. Сверла с более широкой кромкой, обладающие более высокой стабильностью, идеально подходят для материалов с высоким содержанием примесей.
Спиральные сверла с узкими кромками имеют меньшую прочность, но более высокую остроту для лучшего качества поверхности, что делает узкую кромку идеальным инструментом для сверления материала с ожидаемой изысканной поверхностью.
Угол при вершине
Угол при вершине спирального сверла находится на вершине конической поверхности на режущем конце сверла. Это важная часть спирального сверла, и она находится в верхней части (головке) спирального сверла. Очень фундаментальная функция угла при вершине заключается в том, что он помогает расположить спиральное сверло в центре. То, как эти углы при вершине влияют на срез спирального сверла, заключается в том, что малый угол при вершине облегчает позиционирование сверла в центре, а при большом угле при вершине дело обстоит наоборот. Следовательно, создание более серьезной проблемы в позиционировании сверла.
Однако больший угол при вершине будет иметь более короткое время нарезания резьбы по сравнению с меньшим углом при вершине. Тем не менее, меньший угол при вершине образует длинные основные режущие кромки, а больший угол при вершине делает основную режущую кромку короткой.
Тем не менее, меньший угол при вершине образует длинные основные режущие кромки, а больший угол при вершине делает основную режущую кромку короткой.
Стандартный или типичный угол вершины спирального сверла составляет 118 градусов, потому что со временем этот конкретный угол дает удовлетворительные результаты для различных материалов. Угол при вершине также обратно пропорционален ширине реза: меньший угол при вершине увеличивает ширину реза и наоборот. Тем не менее, угол при вершине не всегда составляет 118°, а применение другого материала требует другого угла при вершине. Например
• Угол 0° – ламинированный пластик и мрамор.
• Угол при вершине 140° — медь, алюминиевые сплавы и нержавеющая сталь
Рис. флейта. В большинстве типичных случаев сверления передний угол задается производителем при проектировании, и конечным пользователям не разрешается его изменять. Угол 90 градусов или близкий к этому диапазону обычно не дает острой режущей кромки. Небольшой угол приводит к тому, что режущие кромки становятся слишком тонкими, чтобы выдерживать напряжение и деформацию. Это неизменно приводит к поломке.
Это неизменно приводит к поломке.
Передний угол также играет важную роль в образовании стружки, так как он напрямую влияет на плотность скручивания стружки, которая неизменно определяет место, которое она занимает. Величина переднего угла также определяет тип стружки при сверлении с большими передними углами, при котором образуется плотно свернутая стружка, а при меньшем переднем угле — скрученная стружка.
Заключение
К этому моменту вы, должно быть, уже ознакомились с основными особенностями спиральных сверл и их функциями. Хотя становится легче объяснить производителям ваши требования к спиральным сверлам, есть только несколько производителей, которым вы можете доверять в отношении первоклассных инструментов. NC Cutting Tools имеет проверенный опыт производства спиральных сверл самого высокого качества. Кроме того, это видео поможет вам лучше понять анатомию спирального сверла.
| Проблема | Причины | Решения |
| Отверстие расширение | Закончилось сверло при прикреплении к машина Свободный захват | Проверить держатель и/или выбрать еще один Проверьте биение после крепления к патрону |
| Несимметричный угол при вершине Различная высота губ Выход из долота | Правильная переточка Проверить точность после переточки | |
| Проблема | Причины | Решения |
| Нерегулярный размер отверстия | Несимметричный угол при вершине Большая высота кромки Выход из долота Износ маржи большой | Правильная переточка Проверить точность после переточки |
| Большой выход после прикрепления к машина Свободный захват Низкая удерживающая жесткость | Проверить держатель и выбрать другой один Проверьте биение после крепления к патрону | |
| Слишком высокая скорость подачи | Уменьшить скорость подачи | |
| Недостаточно смазки | Используйте сверло со смазочным отверстием | |
| Проблема | Причины | Решения |
| Низкий точность положения | Большой выход из строя при прикреплении к машина Большой ход шпинделя | Проверить держатель и/или выбрать еще один Проверьте биение после крепления к патрону |
| Выбег при резке материала | Выберите более жесткий инструмент и машина Увеличение жесткости зажима заготовки Выберите утончение с низким сопротивлением резанию Используйте центрирование Заготовка должна быть горизонтальной Используйте буровую втулку | |
| Низкая точность центровки (для обрешетка) | Проверить выравнивание | |
| Проблема | Причины | Решения |
| Отверстие перпендикулярность | Чрезмерный износ инструмента | Перешлифовать |
| Низкая точность позиционирования | Повышение точности положения | |
| Несимметричный угол при вершине Большая высота кромки Выход из долота | Правильная переточка Проверить точность после переточки | |
| Недостаточная жесткость сверла | Увеличение жесткости сверла | |
| Поверхность сверления не горизонтальный Несоосность (для обрешетки) | Заготовка должна быть горизонтальной Сделайте центральное отверстие.  Проверить выравнивание Проверить выравнивание | |
| Проблема | Причины | Решения |
| Плохой цилиндрическая точность | Несимметричный угол при вершине Большая высота кромки Выход из долота | Правильная переточка Проверить точность после переточки |
| Большой выход после прикрепления к машина Свободный захват Низкая удерживающая жесткость | Проверить отверстие и/или выбрать другое один Проверьте биение после крепления к патрону | |
| Слишком большой задний угол | Правильная переточка | |
| Низкая жесткость сверла | Используйте твердосплавное сверло или более крупную сетку. сверла | |
| Проблема | Причины | Решения |
| Плохо отделка поверхности | Плохая переточка | Снять всю одежду |
| Не подходит для охлаждающей жидкости материал Недостаточно охлаждающей жидкости | Изменить способ подачи; увеличивать том Выберите охлаждающую жидкость более высокого качества | |
| Большой выход после прикрепления к машина Свободный захват | Проверить держатель и/или выбрать еще один Проверьте биение после крепления к патрону | |
| Скорость подачи слишком высока | Уменьшить скорость подачи | |
| Чрезмерный износ инструмента Наращивание поля слишком велико | Правильная переточка Выберите инструмент с покрытием | |
| Упаковка стружки | Выберите подходящее сверло (широкое канавка, сверло с большим шагом спирали).  Измените условия резания (подачу или Измените условия резания (подачу илипринять ступенчатое сверление) | |
| Проблема | Причины | Решения |
| Плохой цилиндрическая форма | Несимметричный угол при вершине Большая высота кромки Выход из кромки долота Износ с большим запасом | Правильная переточка Проверить точность после переточки |
| Скорость подачи слишком низкая | Увеличить скорость подачи | |
| Проблема | Причины | Решения |
| Дрель поломка | В точной машине Деформация рабочего материала | Увеличить жесткость машины, сверло и рабочий зажим |
| Задний угол слишком мал | Правильная переточка | |
| Скорость подачи слишком высока | Уменьшить скорость подачи | |
| Чрезмерный износ инструмента | Перешлифовать | |
| Упаковка стружки | Выберите подходящее сверло (широкое канавка, сверло с большим шагом спирали).   |
 расширение отверстия, неправильный размер отверстия, низкая точность позиционирования, перпендикулярность отверстия, плохая цилиндрическая точность, плохое качество поверхности, плохая цилиндрическая форма, поломка сверла, выкрашивание угловой кромки, выкрашивание режущей кромки, ненормальный износ угловой части, большой износ и выкрашивание, смятие режущей кромки, выкрашивание кромки, нарастание кромки, поломка хвостовика, стук, накатывание стружки вокруг сверла и односторонний износ
расширение отверстия, неправильный размер отверстия, низкая точность позиционирования, перпендикулярность отверстия, плохая цилиндрическая точность, плохое качество поверхности, плохая цилиндрическая форма, поломка сверла, выкрашивание угловой кромки, выкрашивание режущей кромки, ненормальный износ угловой части, большой износ и выкрашивание, смятие режущей кромки, выкрашивание кромки, нарастание кромки, поломка хвостовика, стук, накатывание стружки вокруг сверла и односторонний износ