Станки токарно револьверные: Токарно-револьверные станки, основные узлы. Принципы обработки резцами в револьверной головке в Петербурге
Содержание
Токарно-револьверные станки, основные узлы. Принципы обработки резцами в револьверной головке в Петербурге
Отличие токарных станков с револьверной головкой от обычных универсальных токарных станков — в наличии многопозиционного держателя обрабатывающего инструмента — револьверной головки. Большой выбор оснастки и резцов для токарных станков в продаже Вы можете найти у нас в магазине .
Револьверная головка позволяет вести последовательную обработку заготовки несколькими инструментами с получением детали за одну установку. Это расширяет технологические возможности многооперационной обработки и сокращает время операции резания за счет отсутствия необходимости в перенастройке станка.
Револьверная головка напоминает барабан револьвера с крепежными пазами и отверстиями для установки режущего инструмента. Способ крепления инструмента и дал название обширной группе токарного оборудования.
Токарно-револьверные станки имеют «конкурентов» по эффективности обработки — группу оборудования с линейными многопозиционными резцедержками (крепление оправок на суппорте в Т-образный паз), есть комбинированные модели, оснащенные и тем и другим видом державок для инструмента. Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
В зависимости от модели оборудования, в револьверную головку можно закрепить от 6 до 12 инструментов и производить с ее помощью операции растачивания, обтачивания, рассверливания, зенкерования, нарезания резьбы и так далее на металлических, композитных, пластиковых и деревянных изделиях.
Современное оборудование токарно-револьверной группы поставляется только под управлением системы ЧПУ.
Назначение и устройство токарно-револьверных станков ЧПУ
При изготовлении средних и крупных партий деталей на токарно-винторезных станках принято вести пооперационную обработку металла, так как на каждую операцию необходим свои режимы обработки, вид режущего инструмента и прочая настройка оборудования (например проверка зон взаимовлияния резцов). Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
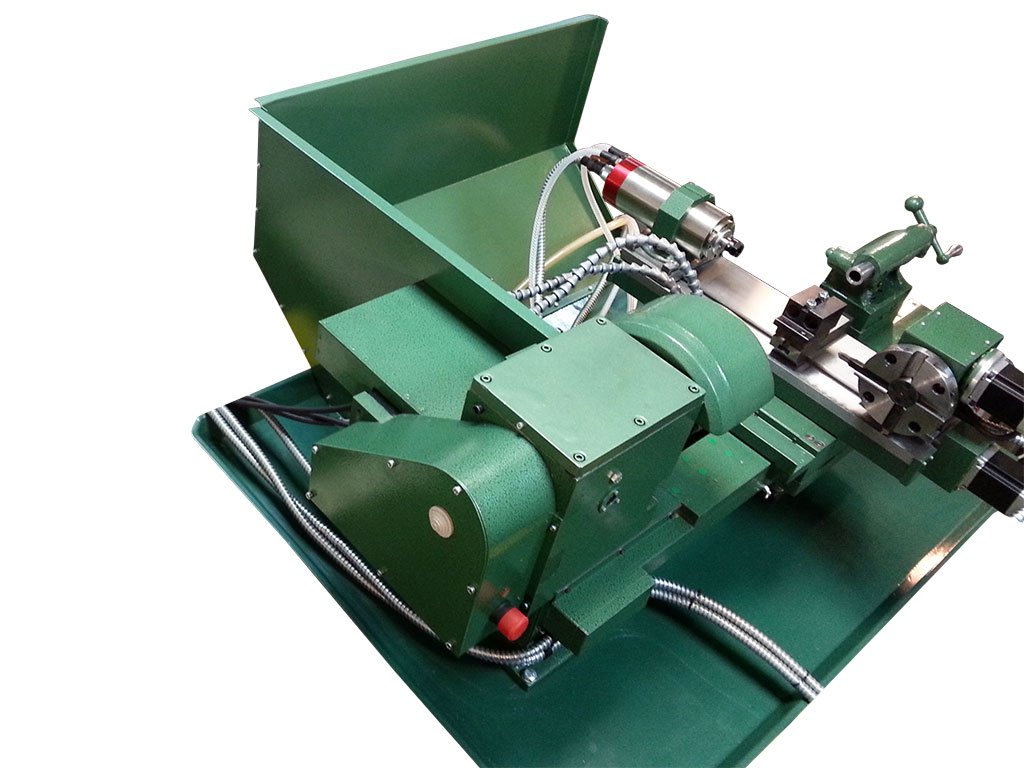
Станок ЧПУ токарно-револьверной группы (двухсуппортной, с наклонной станиной):
|
1 — двигатель; 2 — шпиндельная бабка; 3 — верхний продольно-поперечный суппорт, 4 — револьверная головка верхнего суппорта; 5 — задняя бабка; 6 — револьверная головка нижнего суппорта; 7 — нижний продольно-поперечный суппорт станка. |
Точная обработка изделий с помощью станков ЧПУ требует грамотного базирования заготовки (выбор технологической базы) и уточненной настройки режущего инструмента (например с помощью системы HPMA от Renishaw). Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Программированием ЧПУ модуля станка и калибровкой режущего инструмента задается точность обработки. Если ось головки можно позиционировать под различным углом к заготовке, получают детали с более сложными поверхностями.
Виды многопозиционных резцедержек
Выделяют следующие группы:
-
По количеству закрепляемого инструмента различают 4x-12- ти позиционные револьверные головки. Большее количество позиций очень сильно усложняет конструкцию и уменьшает ремонтопригодность. -
По виду привода резцедержки подразделяют на гидравлические и электромеханические (станки ТС16К20). -
Резцедержка токарно-револьверного станка может быть с горизонтальной, вертикальной осью вращения. Со времен универсальных станков повелось, что 4х позиционные фиксаторы инструментов с вертикальной осью — считаются резцедержкой. Устройство с горизонтальной осью вращения из-за своей похожести на магазин револьвера называется револьверной головкой.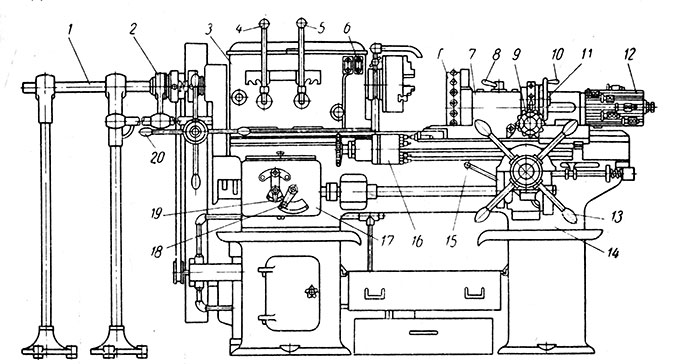 Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях.
Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях. -
Револьверная головка также может быть снабжена приводом для инструмента, обеспечивающим его вращение относительно неподвижной или подвижной детали (ТС1720Ф4). Таким образом на станках токарной группы, оснащенных приводной револьверной головкой, можно реализовать операции фрезерования в осевом и аксиальном направлении, с получением более сложных поверхностей.
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
-
Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм). -
Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца)
У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца) -
Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины. -
Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок. -
Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен.
-
Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов. -
Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Револьверный станок: устройство и основные узлы
Главная / ЧПУ станок / Токарный станок / Револьверный станок: устройство и основные узлы
Цена по запросу
- Продольный и поперечный суппорты
- С горизонтальной осью револьверной головки
- С вертикальной осью револьверной головки
- С наклонной осью револьверной головки
Лизинг
Трейд ин
Рассрочка
Доставка
Купить в один клик
Револьверный станок является незаменимым видом оборудования на производствах разного масштаба. В револьверных станках главным движением (v, рис. 1) является вращение шпинделя, несущего заготовку; движениями подачи — продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
В револьверных станках главным движением (v, рис. 1) является вращение шпинделя, несущего заготовку; движениями подачи — продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Устройство револьверного станка
В зависимости от расположения оси поворота револьверной головки (см. Токарно револьверный станок: компоновка и характеристики) различают три вида устройства револьверных станков: с горизонтальной осью револьверной головки; с вертикальной осью револьверной головки; с наклонной осью револьверной головки.
В станках малых и средних размеров револьверный суппорт, несущий револьверную головку, представляет собой в большинстве случаев ползун, перемещающийся по промежуточным продольным салазкам, расположенным на станине. Продольные салазки имеют установочное перемещение вдоль направляющих станины.
Рис. 1. Движения при обработке детали в токарно револьверных станках
В тяжелых револьверных станках револьверный суппорт, как и поперечный, перемещается непосредственно по направляющим станины. По виду обрабатываемой заготовки револьверные станки подразделяются на станки для прутковых работ и станки для патронных работ:
В станках для прутковых работ заготовкой служит пруток того или иного профиля, который проходит сквозь отверстие (канал) шпинделя и зажимается в цанговом патроне (цанге) (или в патроне со сменными кулачками). Для этого станок снабжен механизмом подачи и зажима прутка с механическим, пневматическим или гидравлическим приводом;
В станках для патронных работ штучная заготовка — отливка или поковка — зажимается в универсальном кулачковом патроне, закрепленном на переднем конце шпинделя.
Устройство револьверных станков современных моделей имеет преселективное или автоматическое управление изменениями скоростей шпинделя и величин подач. В тяжелых револьверных станках, где машинное время, как правило, велико, система управления обеспечивает предварительный выбор скорости шпинделя и величины подачи необходимых для очередного перехода во время работы станка на предыдущем переходе. После механического или ручного поворота револьверной головки, одним движением рукоятки производится включение заранее выбранного режима резания (преселективное управление). В большинстве современных моделей это достигается с помощью встроенных в коробку скоростей, соответственно — в коробку подач фрикционных или зубчатых муфт, управляемых гидроцилиндрами. В некоторых моделях гидроцилиндры непосредственно перемещают скользящие блоки зубчатых колес.
В револьверных станках ЧПУ малых и средних размеров, где машинное время невелико, а поворот револьверной головки автоматизирован, скорости шпинделя и величины подач заранее настраиваются для каждой позиции револьверной головки и изменяются последовательно в течение всего цикла обработки в зависимости от поворота головки. Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
При применении преселективного или автоматического управления значительно сокращается вспомогательное время, затрачиваемое на настройку скорости шпинделя и величины подачи после каждого поворота револьверной головки, что особенно важно в серийном производстве.
Рис. 2. Токарно револьверный станок 1п365. Основные узлы револьверного станка: 1 — станина; 4 — шпиндельная бабка; 3 — коробка подач; 2 — фартуки суппортов; 6 — продольный суппорт; 5 — поперечный суппорт.
Станина токарного станка револьверного типа
Станина токарных станков револьверного типа представляет собой отливку коробчатой формы с системой ребер жесткости. По направляющим станины перемещаются продольный и поперечный суппорты. В задней стенке станины станка имеются окна для лучшего отвода стружки. Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Шпиндельная бабка токарного станка револьверного типа
В шпиндельную бабку токарного станка револьверного типа средних и больших размеров встроена коробка скоростей, сходная по конструкции с одноименным узлом токарных станков (рис. 3), но обеспечивающая меньший диапазон регулирования и меньшее число ступеней скорости шпинделя по сравнению с токарными станками.
Рис. 3. Развертка шпиндельной бабки токарно револьверного станка 1п365.
В шпиндельной бабке револьверных станков малого размера монтируется только шпиндель (рис. 4). Изменение скоростей шпинделя обеспечивается редуктором, установленным в основании станка (рис. 5) и связанным со шпинделем ременной передачей. Включение электромагнитных муфт редуктора в определенной комбинации дает нужную скорость вращения шпинделя.
Рис. 4. Шпиндельная бабка токарного станка револьверного типа 1п326.
Рис. 5. Редуктор револьверного станка 1п326.
Коробка подач токарного станка револьверного типа
Коробка подач как важный узел револьверного станка конструктивно проще аналогичного элемента токарных станков, так как она должна иметь меньший диапазон регулирования и меньшее число ступеней подач. Кроме того, в коробке подач нет устройства, необходимого для нарезания резьбы резцом с помощью ходового винта.
Коробки подач тяжелых револьверных станков имеют устройство, обеспечивающее возможность переключения на ходу (рис. 6). Перед каждым переключением гидросистема управления выключает муфту 1, связывающую коробку подач с коробкой скоростей, и включает муфту 2, свободно сидящую на валу и получающую качательное движение от эксцентрика 3, расположенного на валу быстрого (ускоренного) хода. Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Рис. 6. Коробка подач токарно револьверного станка 1п365.
В малых и средних револьверных станках переключение на ходу обеспечивается фрикционными электромагнитными муфтами, включаемыми в различных комбинациях (рис. 7).
Рис. 7. Коробка подач револьверного станка 1п326
Фартук токарно револьверного станка
Фартуки токарных станков револьверного типа поперечного и револьверного суппортов служат для выполнения перемещений этих узлов в поперечном и в продольном направлениях механически и вручную. В них смонтированы механизм остановки суппорта в нужных положениях, определяемых установкой упоров, и механизмы быстрого перемещения суппортов. Механизм быстрого перемещения получает движение от отдельного электродвигателя через вал быстрого хода. Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Поперечный суппорт токарного станка револьверного типа
Поперечный суппорт токарного станка револьверного типа может быть мостового (рис. 8) или консольного типа (рис. 9). Устройство мостового суппорта револьверного станка обладает большей жесткостью и позволяет установить два резцедержателя для закрепления инструмента.
Рис. 8. Поперечный суппорт мостового типа токарно револьверного станка
Передний резцедержатель — поворотный, четырехпозиционный, задний — неподвижный, однопозиционный. Недостаток конструкции — более значительное, по сравнению с поперечным суппортом консольного типа, ограничение наибольшего диаметра обработки, так как в этом случае заготовка должна разместиться над салазками суппорта.
Конструкция поперечного суппорта консольного типа позволяет обрабатывать заготовку детали значительно большего диаметра при тех же размерах станка. Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Рис. 9. Поперечный суппорт консольного типа токарно револьверного станка
Продольный суппорт токарного станка револьверного типа
Продольный суппорт токарного станка револьверного типа малых и средних размеров с вертикальной осью револьверной головки (рис. 10) имеет салазки 1, установленные на станине, и каретку 2, которая приводится в движение с помощью реечной передачи по направляющим салазок и несущую револьверную головку 3 шестигранной, иногда цилиндрической формы. Режущие инструменты закрепляют в гнездах револьверной головки с помощью переходных втулок. На гранях револьверной головки могут быть закреплены различные приспособления, несущие режущий инструмент. Правильное положение оси гнезда револьверной головки относительно оси шпинделя после каждого поворота головки обеспечивается механизмом фиксации. Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Рис. 10. Продольный суппорт токарно револьверного станка 1325
Для более жесткого крепления головки после каждого поворота и разгрузки фиксатора от момента, создаваемого силой резания, служит механизм зажима, основным элементом которого является стяжной хомут 4. В затянутом состоянии хомут плотно прижимает торец револьверной головки к плоскости каретки.
Поворот револьверной головки токарного станка происходит автоматически при отводе ползуна. Во время отвода один из штифтов поворота 9 набегает на рычаг упора 10, расположенный в салазках 1, и головка поворачивается на 60°. Перед началом поворота головки рычаг 12, набегая на упор 13, выводит фиксатор 11, а собачка 14, набегая на упор 15, разжимает хомут. В начале движения каретки вперед происходит зажим хомута за счет взаимодействия собачки 14 и упора 12.
При повороте револьверной головки токарного станка происходит синхронный поворот барабана 6 с упорными винтами 5, которые служат для предварительной установки величины рабочего хода ползуна. В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В револьверных станках малых размеров, таких как токарно револьверный станок 1п318 и токарно револьверный станок 1п326 (рис. 11), каретка с револьверной головкой перемещается непосредственно по направляющим станины, что позволяет отказаться от дополнительных направляющих и увеличить опорную базу каретки.
Рис. 11. Продольный суппорт токарно револьверного станка 1п326.
Упоры, управляющие механизмами поворота револьверной головки, вывода фиксатора и зажима хомута, а также штифт упора механизма Выключения рабочего хода расположены в специальном корпусе, закрепленном на станине.
Фартук продольного суппорта в этих станках неподвижен. В тяжелых револьверных станках продольный суппорт 1 (рис. 12) вместе с закрепленным на нем фартуком перемещается с помощью реечной передачи непосредственно по направляющим станины, что дает возможность получить значительные перемещения.
Рис. 12. Продольный суппорт тяжелого револьверного станка.
Револьверная головка 3 токарного станка, не имеет механического поворота. Вывод фиксатора 4, зажим и разжим хомута 2 производятся вручную рукояткой 8. При повороте револьверной головки синхронно поворачивается барабан упоров 9, связанный,с ней конической зубчатой передачей. На барабане 9 расположены регулируемые упоры 7, с помощью которых производится установка длины рабочего хода на каждой позиции револьверной головки. При движении суппорта вперед с рабочей подачей один из упоров 7 в нужный момент набегает на неподвижный упор на станине. При этом барабан 9 останавливается, а суппорт продолжает двигаться. Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Существуют устройства револьверного станка, в которых поворот револьверной головки осуществляется с помощью мальтийского механизма или гидроцилиндра.
Продольный суппорт в станках с горизонтальной осью револьверной головки (рис. 13) перемещается непосредственно по направляющим станины с помощью реечной передачи. Фартук продольного суппорта неподвижен. Револьверная головка 1 имеет 12-16 гнезд, в которых крепят инструменты или приспособления с инструментами. Каждое гнездо, попадая в верхнее положение, становится соосным со шпинделем станка.
Рис. 13. Продольный суппорт токарно револьверного станка с горизонтальной осью револьверной головки
Фиксатор 2 служит для обеспечения правильного положения оси каждого гнезда относительно оси шпинделя. Управление механизмом фиксации осуществляется вручную рукояткой 15.
Управление механизмом фиксации осуществляется вручную рукояткой 15.
Поворот револьверной головки токарного станка производится тремя способами:
- быстрый поворот вручную при смене позиций производится маховичком 12 через валик 10 и зубчатое колесо 16, зацепляющееся с зубчатым венцом на револьверной головке. При этом с помощью маховичка 13 выключают фрикционную муфту 11, которая связывает червячное колесо 9 с валиком 10;
- медленный поворот вручную для получения поперечной рабочей подачи производится маховичком 7 через валик 5, червяк 4, червячное колесо 9, муфту 1 и далее, как в первом случае;
- медленный поворот с механической поперечной рабочей подачей производится с помощью валика 3, получающего вращение от фартука револьверного суппорта, далее через конические зубчатые колеса 8, которые служат для реверсирования поперечной подачи в зависимости от включения кулачковой муфты 6 с помощью рукоятки 14 и далее, как во втором случае.
Механизм подачи и зажима у револьверного станка
Механизм подачи и зажима прутка имеется во всех токарных станках для прутковых работ. Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Рис. 14. Механизм подачи и зажима прутка токарно револьверного станка 1п326.
Зажим прутка в револьверном станке происходит следующим образом. На валу 2, получающем вращение от отдельного электродвигателя, расположен барабан 1 зажима с фигурным пазом, в котором находится ролик рычага 3 зажима. При повороте барабана 1 поворачивается рычаг 3 против часовой стрелки, связанный с муфтой 8, находящейся на заднем конце шпинделя станка. Муфта 8, перемещаясь влево, своим внутренним конусом вдавливает ролики 9 между шайбой 7 с сепаратором 10. Так как шайба 7 неподвижна, происходит перемещение сепаратора 10, компенсатора 11, втулки 12 и гайки 13 Влево. Гайка 13 связана с натяжной трубой 6, расположенной в отверстии шпинделя станка. На трубе 6 закреплена на резьбе сменная зажимная цанга 5, которая своим конусом входит в коническое отверстие переднего конца шпинделя. При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении муфты 8 вправо за счет упругих свойств цанги происходит разжим прутка, и детали 5, 6, 13, 12, 11, 10 и 9 возвращаются в исходное положение. Подача прутка осуществляется следующим образом. На валу 2 находится барабан 18 подачи, в фигурном пазу которого расположен ролик рычага 19 подачи. При повороте барабана 18 поворачивается рычаг 19 по часовой стрелке и перемещает каретку 14, в которой закреплена подающая труба 15, расположенная в отверстии натяжной трубы 6. На правом конце подающей трубы закреплена сменная подающая цанга 4, охватывающая пруток с определенной силой. Поэтому при перемещении подающей цанги вправо происходит подача прутка. Перемещение подающей цанги влево производится пружиной 17, если соответствует конфигурация фигурного паза барабана 18. В это время пруток зажат в зажимной цанге; поэтому подающая цанга возвращается в исходное положение, проскальзывая по прутку. Винт 16 служит для установки величины хода подающей цанги.
Винт 16 служит для установки величины хода подающей цанги.
За один оборот вала 2 осуществляется цикл подачи и зажима прутка: отход подающей цанги, разжим прутка, подача прутка, зажим прутка. Механизм зажима прутка, примененный в тяжелом револьверном станке, показан на рис. 15.
Зажим прутка в токарно револьверном станке производится следующим образом. Масло под давлением, попадая в правую полость гидроцилиндра 1, перемещает поршень 2, который перемещает вилку 3. Последняя, действуя через муфту 4, кулачки 5, шайбу 9, компенсаторные пружины 10 и ряд промежуточных деталей, перемещает втулку 11 влево. Втулка 11 через гайку 7 действует на подпружиненные сменные губки 8, затягивая их в конусное отверстие детали 6. Происходит зажим прутка. Для того чтобы разжать пруток, масло подается в левую полость гидроцилиндра.
Механизм захвата и подачи прутка в тяжелых токарных станках выполняется отдельно и располагается у левого торца коробки скоростей. Привод этого узла револьверного станка — гидравлический. При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
Рис. 15. Механизм зажима прутка токарно револьверного станка 1365.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Токарно-револьверные станки — как выбрать?
Главная
» Статьи
» Статьи по металлообработке
» Токарные станки по металлу
» Токарно-револьверные станки — как выбрать?
01.09.2020
Токарные станки по металлу
Просмотров: 569
Токарно-револьверный станок отличается от универсального наличием дополнительного многопозиционного держателя инструмента – поворотного барабана, который называется револьверной головкой.
Благодаря этой дополнительной части, на станке можно выполнять работы одновременно несколькими инструментами с одной заготовкой. Таким образом, получается готовое изделие всего лишь за одну установку, и перенастройка станка не требуется, а время на производство существенно сокращается.
Револьверная головка по виду действительно напоминает часть барабана револьвера. В ней имеются крепежные пазы, в которых в дальнейшем закрепляется рабочий инструмент. Этот способ крепления послужил поводом для выделения отдельной группы фрезерных станков, названных токарно-револьверными.
Существуют разные варианты устройств, например, с линейными держателями резцов. В отдельных станках в револьверной головке можно закрепить до 12 различных инструментов.
С помощью дополнительных инструментов проводятся работы по нарезанию резьбы, растачиванию, зенкерованию, сверлению или обтачиванию различных заготовок.
На станке могут создаваться изделия из металла или сплава, дерева, композитных материалов или пластика.
Все существующие токарно-револьверные станки разделяют на две категории: ручного управления и с использованием ЧПУ.
Как выбирать токарно-револьверные станки
При выборе токарно-револьверного станка главное значение имеют технические характеристики оборудования. Кроме того, нужно учесть мощности собственного производства, чтобы понять насколько часто, и как продуктивно должно работать оборудование.
Основные параметры, по которым выбирают будущий токарно-револьверный станок – это:
максимальная длина заготовки. Для ее определения нужно знать расстояние между центрами, так называемыми РМЦ;
максимальный диаметр или радиус заготовки. Вычисляется исходя из высоты, на которой размещается ось шпинделя относительно станины. На отдельных моделях имеется особая выборка на шпинделя, которая позволяет обрабатывать изделия с большим диаметром.
- максимальный диаметральный размер. Определяется с помощью диаметра отверстия шпинделя. Без этого показателя невозможно провести обработку длинномерных заготовок;
- момент на шпинделе.
 По этому параметру определяют мощностные характеристики станка и максимальный диаметр создаваемого отверстия;
По этому параметру определяют мощностные характеристики станка и максимальный диаметр создаваемого отверстия; - бесступенчатое регулирование оборотов. Эта характеристика есть только у моделей с сервоприводом. Регулирование позволяет более точно настроить процедуру обработки заготовки;
- максимальную скорость вращения шпинделя. С помощью этого параметра можно определить чистоту и диапазон обрабатываемых заготовок. Если развить достаточно большую скорость, то проще работать с заготовками из вязких сплавов;
Возможности токарно-револьверных станков с ЧПУ
Токарно-револьверный станок с ЧПУ позволяет обрабатывать детали с помощью программы, заданной оператором. Работа над заготовкой проводится полностью в автоматическом режиме.
Это оборудование отличается от предыдущей версии – токарно-винторезного станка. С его внедрением в производственный процесс стало не нужным создавать линию из нескольких агрегатов.
Принцип функционирования винторезного оборудования и заключается в том, что деталь передается от одной машины к другой. Ведь на единице оборудования можно было проделать лишь одну работу с заготовкой. А изобретение револьверного механизма, позволяет проводить несколько действий разными инструментами поочередно и на одном станке.
Ведь на единице оборудования можно было проделать лишь одну работу с заготовкой. А изобретение револьверного механизма, позволяет проводить несколько действий разными инструментами поочередно и на одном станке.
Для полноценной и точной работы с заготовками, нужно правильно определить технологическую базу и точно настроить сам режущий инструмент. Это важно при обработке сложных в исполнении деталей, к которым применяются высокие требования к создаваемой поверхности, а допуски являются довольно жесткими.
Точность обработки заготовки, необходимая для создания эффективной детали, достигается путем настраивания программы ЧПУ и калибровкой используемого режущего инструмента.
В случае, когда ось головки может размещаться под некоторым углом, удается создавать детали с довольно сложной конфигурацией.
Для работы с разными заготовками необходимы конкретные виды многопозиционных резцедержек.
Токарно-револьверные станки с ЧПУ разделяют на несколько основных групп:
по количеству закрепляемого инструмента от 4 до 12 единиц;
- по виду привода.
 Станок может получать питание от гидравлической и электромеханической системы. Последний вариант пользуется популярностью из-за высокой точности позиционирования;
Станок может получать питание от гидравлической и электромеханической системы. Последний вариант пользуется популярностью из-за высокой точности позиционирования; - по разным осям вращения. Современный токарно-револьверный станок с ЧПУ может работать в вертикальной, горизонтальной или наклонной плоскостях;
- по приводу для инструмента. С помощью привода удается обеспечить дополнительное вращение вокруг детали. Заготовка может двигаться или оставаться неподвижной.
На токарно-револьверных станках с ЧПУ можно создавать сложные детали из единичных заготовок и прутка. Большие партии одинаковых изделий, изготовленные на программируемых станках, имеют минимальные допуски. Перенастройка станка не займет много времени.
Как и любое оборудование с ЧПУ токарно-револьверный станок способен обеспечить точение заготовки, отрезку, расточку, зенкерование и сверление.
Но если к агрегату добавить специальные инструменты, то можно осуществить работы по нарезанию резьбы (по представленному эталонному винту) или обтачивать конусы.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Механизмы для закрепления деталей, обрабатываемых в центрах
27.08.2020
Просмотров: 745
Механизмы для закрепления деталей, обрабатываемых в центрах
Токарные станки по металлу
Механизмы для закрепления деталей за наружную поверхность
27.08.2020
Просмотров: 852
Механизмы для закрепления деталей за наружную поверхность
Токарные станки по металлу
Правило безопасности работы за токарным станком. Организация рабочего места.
27.08.2020
Просмотров: 528
Уход за станком. Производительность и точность станка, обусловленные его конструкцией и изготовлением, в значительнойстепени зависят от ухода за ним.
 Поэтому токарь обязан систематически очищать станок от стружек, пыли и пр. и регулярно смазывать его. Очистку станка необходимо производить, по крайней мepe, один раз в смену. Тряпкой или лучше концами, смоченными в керосине, смывают со станка грязь и засохшее масло. Если на станке обрабатывались чугунные детали, нужно щеткой всюду смести стружку. После очистки все обработанные поверхности станка следует слегка смазать маслом, чтобы защитить их от коррозии.
Поэтому токарь обязан систематически очищать станок от стружек, пыли и пр. и регулярно смазывать его. Очистку станка необходимо производить, по крайней мepe, один раз в смену. Тряпкой или лучше концами, смоченными в керосине, смывают со станка грязь и засохшее масло. Если на станке обрабатывались чугунные детали, нужно щеткой всюду смести стружку. После очистки все обработанные поверхности станка следует слегка смазать маслом, чтобы защитить их от коррозии.Токарные станки по металлу
Токарные револьверные станки | Машиностроение
Особенностью конструкции токарных револьверных станков является наличие поворотного, реже линейно-перемещаемого инструментального держателя, револьверной головки, в которой располагаются необходимые для обработки комплекты инструментов в требуемой последовательности и, как правило, отсутствие задней бабки.
рис. 3.14. Универсальный токарный револьверный автомат: а – с вертикальным расположением револьверной головки; б – с горизонтальным расположением револьверной головки; в – с крестовым расположением револьверной головки
Станки применяются в серийном производстве для изготовления деталей сложной конфигурации из прутка или штучных заготовок. В зависимости от этого станки подразделяются на прутковые и патронные.
В зависимости от этого станки подразделяются на прутковые и патронные.
Различают револьверные токарные станки по расположению оси вращения револьверной головки — горизонтальному или вертикальному, которые могут быть расположены параллельно, перпендикулярно или под углом к оси вращения (рис. 3.14, 3.15). Дополнительно эти станки могут иметь один или несколько боковых инструментальных суппортов и поперечных салазок. Длина обрабатываемой заготовки относится к диаметру заготовки несколько больше, чем один к одному.
Револьверные головки монтируется на револьверных салазках, с помощью которых выполняются все перемещения инструмента. Головки в основном используются для смены инструмента и индексирования его в рабочем положении. Обработка может выполняться как отдельными инструментами, так и комбинацией нескольких инструментов одновременно. Шпиндельная бабка 2 (рис. 3.15) токарного револьверного станка жестко закреплена на станине 7 и не имеет продольного перемещения. Суппорты 3 и 5 перемещаются по направляющим 6 станины, сообщая инструменту движение подачи. Рукоятки управления расположены на фартуках 8 и 9. Поддон 10 служит для сбора стружки.
Рукоятки управления расположены на фартуках 8 и 9. Поддон 10 служит для сбора стружки.
рис. 3.15. Токарно-револьверный станок с вертикальной (а) и горизонтальной (б) осью вращения револьверной головки: 1 — коробка подач; 2- шпиндельная бабка; 3- поперечный суппорт; 4 — револьверная головка; 5 — продольный суппорт; 6 — направляющая; 7 — станина; 8, 9 — фартуки продольного и поперечного суппортов соответственно; 10 — поддон; 11 — упор
На станке можно одновременно выполнять обработку инструментами, закрепленными в револьверной головке 4 и в поперечном суппорте 3, что позволяет увеличить производительность благодаря параллельной обработке поверхностей несколькими инструментами. Повышению производительности и рентабельности станков способствует его предварительная настройка на обработку заданной детали и последующая работа по упорам 11.
По форме револьверные головки могут быть цилиндрическими и призматическими (обычно с шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, расположенных на специальной оправке.
Основными параметрами токарно-револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обрабатываемой поверхности штучной заготовки над станиной и над суппортом. К основным параметрам относятся также габаритные размеры рабочей зоны станка, определяющие наибольшую длину обрабатываемой заготовки, и скоростные характеристики.
Главное движение в токарно-револьверном станке — вращение шпинделя, несущего заготовку; движения подачи — продольное и поперечное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) перемещение суппортов, несущих инструмент.
Токарно-револьверные станки с ручным управлением имеют преселективное или автоматическое управление переключением частоты вращения шпинделя и подач суппорта. При преселективном управлении рукоятки переключения устанавливают во время работы станка в положения, соответствующие режимам, выбранным для следующего перехода, а переключение на новый режим работы происходит поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в значительной степени похожи по конструкции на аналогичные узлы токарных станков.
Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируется только шпиндель. Частота вращения шпинделя изменяется с помощью редуктора, установленного в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по конструкции проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки имеют меньший диапазон регулирования частоты вращения и меньшее число ступеней подач. Кроме того, в коробке подач отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением является универсальным станком. На нем можно изготовлять детали из прутка и из штучных заготовок, закрепляемых в патроне. Станок оснащается гидравлическим приводом для подачи и зажима прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок производится с помощью прилагаемого к станку специального патрона.
На нем можно изготовлять детали из прутка и из штучных заготовок, закрепляемых в патроне. Станок оснащается гидравлическим приводом для подачи и зажима прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок производится с помощью прилагаемого к станку специального патрона.
В соответствии с кинематической схемой станка осуществляются главное вращательное движение шпинделя, продольное перемещение револьверного суппорта, круговая подача револьверной головки, а также перемещение резьбонарезного инструмента при изготовлении резьбы по копиру. Шпиндель имеет правое и левое вращения (последнее осуществляется реверсом вращения вала электродвигателя). Частота вращения шпинделя изменяется включением электромагнитных муфт, а также ручным перемещением двойного блока зубчатых колес на валу.
Токарно-револьверные станки с ЧПУ читать далее ……..
применение станка в производстве, устройство и принцип работы
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
- Особенности конструкции
- Эксплуатация
- Классификация
- Какие работы может выполнять
- Некоторые особенности станков
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции:
- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.

Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали. Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.

Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
устройство и назначение, с ЧПУ
В процессе металлообработки задействовано разное оборудование. Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Но на револьверных станках можно обрабатывать заготовку с применением нескольких инструментов, при этом токарю не нужно их менять и переустанавливать.
Содержание:
- 1 Общие технические характеристики
- 2 Классификация
- 3 Назначение оборудования
- 4 Устройство
- 4.1 Коробка скоростей
- 4.2 Суппорт
- 4.3 Узел шпинделя
- 5 Принцип работы
- 6 Техника безопасности
- 7 Современные модели с ЧПУ
Общие технические характеристики
Токарно-револьверные станки применяются на предприятиях для серийного производства деталей. Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Одновременно можно устанавливать 4 и более инструмента, смена происходит путем поворота револьверной головки. Инструмент устанавливается в необходимой для работы последовательности. За счет этого ускоряется цикл обработки одной детали по сравнению с аналогичным процессом на универсальном токарном станке.
Классификация
Токарно-револьверные агрегаты классифицируются по следующему принципу:
- По количеству режущего инструмента — в среднем головка имеет 6-12 гнезд, но на некоторых современных моделях их число доходит до нескольких десятков.
- Направление револьверной головки — вертикальное, горизонтальное или под углом.

- По типу управления — ручные, полуавтоматы, с ЧПУ.
- По принципу работы — прутковые или для обработки штучных заготовок.
- По типу заготовок — легкие (детали из прутка), средние (обработка прутка и штучных заготовок), тяжелые (работа только со штучными заготовками в патроне).
- По типу привода — ручной или гидравлический.
Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Справка! При нарезании резьбы резцом вместо него используют круглые, радиальные и тангенциальные гребенки. Они движутся в продольном направлении, скорость подачи равна шагу резьбы.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Важно!
Станки револьверной группы целесообразно применять в серийном производстве для изготовления крупных партий однотипных изделий.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы.
 В таком случае необходимо применить другую оснастку.
В таком случае необходимо применить другую оснастку. - После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Важно!
Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.
1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.
ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.
Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными станками.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
Что такое токарно-револьверный станок? Полное руководство
Токарные станки — это популярные обрабатывающие инструменты, состоящие из быстро вращающейся заготовки и режущего инструмента, установленного на резцедержателе, который можно перемещать по осям X и Z.
Эти станки можно использовать для выполнения различных операций, таких как токарная обработка, расточка, нарезание резьбы, сверление, накатка и т. д.
Однако для разных операций требуются разные инструменты, а смена инструмента для каждой операции увеличивает время цикла.
9Токарно-револьверный станок 0002 представляет собой модификацию обычных токарных станков, которая решает эту проблему и повышает производительность за счет сокращения времени цикла.
Так что же делает револьверные станки особенными и какие преимущества они предлагают по сравнению с другими токарными станками?
В этой статье я подробно рассказал о токарно-револьверных станках, рассказав об их деталях, особенностях и типах.
В заключение я также сравнил револьверные станки с токарными станками с токарными станками и машинными станками, чтобы пролить свет на преимущества использования револьверных станков.
Что в этой статье?
- Что такое револьверный токарный станок?
- Основные части токарно-револьверного станка
- Типы токарно-револьверного станка
- Сравнение токарно-револьверных станков с другими токарными станками
- Преимущества токарно-револьверного станка
- Часто задаваемые вопросы
Что такое токарно-револьверный станок?
Токарно-револьверный станок представляет собой модифицированную версию традиционных токарных станков по металлу, в котором стойка инструмента заменена револьверной головкой, которая может вращаться вокруг своей вертикальной оси. Как правило, револьверная головка содержит шесть режущих инструментов, которые можно использовать для выполнения нескольких операций обработки за один сеанс.
Традиционные токарные станки содержат один режущий инструмент, который можно использовать для выполнения конкретной операции обработки, перемещая его вдоль осей станка, тем самым увеличивая время смены инструмента и снижая производительность процесса.
Вращающаяся револьверная головка устраняет необходимость останавливать процесс и менять режущий инструмент токарного станка для выполнения различных операций обработки, тем самым повышая производительность.
важные детали револьверного станка
конструкция типового револьверного станка
Важными частями токарно-револьверного станка являются:
- Револьверная головка
- Передняя бабка
- Приводная муфта
- Стойка инструмента
- Каретка
Револьверная головка
устанавливается на седло. Каждая сторона башни имеет четыре резьбовых отверстия для крепления насадок.
Он может вмещать до шести инструментов, а револьверную головку можно поворачивать, чтобы получить доступ к инструменту, необходимому для операции обработки.
Кроме того, седло можно перемещать вдоль горизонтальной оси, чтобы продвигать режущий инструмент к заготовке.
Например, токарная обработка полого алюминиевого цилиндра и нарезание резьбы требуют двух разных режущих инструментов для завершения процесса обработки.
В этом случае для выполнения токарной операции используется токарный инструмент, а затем можно повернуть револьверную головку, чтобы получить доступ к инструменту для нарезания резьбы и выполнить операцию нарезания резьбы.
Револьверная головка установлена на свободно подвижном подшипнике, поэтому оператор может поворачивать ее для изменения положения инструментов после освобождения зажимов.
Передняя бабка
Передняя бабка револьверного станка — это место, где находятся все приводные механизмы.
В нем находятся все органы управления станка, такие как пуск, останов, регулировка скорости и т.д.
В зависимости от типа привода передние бабки могут быть двух типов: электрические и редукторные.
В электрической передней бабке изменение скорости шпинделя достигается за счет управления скоростью электродвигателя.
Электрическая передняя бабка обеспечивает лучший контроль скорости за счет крутящего момента и обычно используется для обработки небольших заготовок.
С другой стороны, редукторные передние бабки состоят из специальных конфигураций шестерен для изменения скорости вращения шпинделя.
Редукторный механизм снижает скорость шпинделя за счет увеличения его крутящего момента, что делает его идеальным для обработки заготовок большего диаметра.
Этот тип передней бабки обычно используется в больших токарных станках, которые используются для выполнения сравнительно более глубоких резов в твердых материалах.
ведущая муфта
Подобно сцеплению автомобиля, ведущая муфта токарно-револьверного станка используется для соединения и разъединения первичного двигателя и шпинделя. Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
В идеальном состоянии первичный двигатель и шпиндель разъединены, и вы можете использовать приводную муфту, чтобы зацепить их перед началом операции обработки.
Стойка для инструмента
Стойка для инструмента используется для установки режущих инструментов на токарно-револьверном станке.
Может перемещаться по осям X и Y, а также поперек кровати с помощью каретки. Эти движения могут быть выполнены с помощью маховика или даже автоматизированы.
Каретка
Каретка также называется поперечным суппортом и находится между стойкой инструмента и седлом.
Поперечные салазки могут перемещаться по машине перпендикулярно движению седла.
Типы револьверных станков
В зависимости от ориентации, операции и количества револьверных головок существует шесть типов револьверных станков.
Горизонтальный токарно-револьверный станок (ручной)
Это самый старый и наиболее распространенный тип токарно-револьверного станка.
Токарный станок с горизонтальной револьверной головкой, как следует из названия, имеет револьверную головку, выровненную по горизонтали.
Ось револьверной головки коллинеарна оси заготовки.
Вертикальный револьверный токарный станок
Вертикальный револьверный токарный станок
В вертикальном револьверном станке ось револьверной головки перпендикулярна основанию станка.
Револьверная головка может перемещаться вверх/вниз и из стороны в сторону по направляющим.
Помимо вертикально ориентированной револьверной головки, он состоит из двух квадратных стоек для инструментов по бокам, каждая из которых может вмещать 4 инструмента.
Стойки инструмента также можно перемещать в направлениях X и Y для выполнения операции обработки заготовки.
Таким образом, всего на вертикально-револьверном станке можно разместить 14 различных инструментов для обработки материала.
Этот тип токарно-револьверного станка подходит для обработки больших и тяжелых заготовок.
Автоматический револьверный токарный станок
Автоматический револьверный токарный станок является модификацией ручного револьверного станка.
Этот тип револьверной головки позволяет автоматизировать скольжение и индексацию револьверной головки с помощью распределительного вала, что повышает производительность за счет сокращения времени обработки.
Это снижает потребность в квалифицированном операторе для управления машиной.
Автоматизация процесса повышает повторяемость, что делает револьверные автоматы идеальными для массового производства.
Однако автоматизация скольжения и индексации с помощью распределительного вала подходит для простых геометрий и не облегчает изготовление сложных геометрий.
Токарно-револьверный станок с ЧПУ
ЧПУ означает числовое программное управление. Револьверные станки с ЧПУ используют сгенерированный компьютером G-код для управления скоростью подачи, скоростью шпинделя и движением револьверной головки.
Станки с числовым программным управлением (ЧПУ) используют компьютерную программу для управления различными параметрами обработки.
Эти машины состоят из компьютерной системы, которая преобразует цифровой дизайн в специальный код (G-коды).
G-коды затем интерпретируются контроллером, чтобы направлять револьверный токарный станок с ЧПУ для выполнения желаемого процесса обработки.
Эти станки также поддерживают автоматическую смену инструментов на револьверной головке, что устраняет необходимость вмешательства человека во время выполнения операции обработки.
Движение режущего инструмента, управляемое компьютером, делает токарно-револьверные станки с ЧПУ идеальными для обработки сложных форм с высокой точностью.
Двухревольверный токарный станок
Двухревольверный токарный станок от CMZ
Двухревольверный токарный станок состоит из двух автоматизированных револьверных головок, которые могут одновременно выполнять операции обработки заготовки.
Это значительно сокращает время цикла почти вдвое по сравнению со временем, которое требуется для выполнения аналогичной операции обработки на токарном станке с одной револьверной головкой.
Из двух турелей одна ведет за собой другую. Эта последовательная операция между двумя револьверными головками позволяет станку выполнять черновую и чистовую операции за один проход.
Вы можете загружать и выгружать детали из одного шпинделя, не мешая работе другого. Некоторые токарные станки Twin-Turret могут даже запускать две отдельные программы на каждом из своих шпинделей.
Настройка токарного станка с двумя револьверными головками занимает больше времени, чем токарного станка с одной револьверной головкой. Следовательно, токарные станки с двумя револьверными головками подходят для серийного производства, когда за один присест производится большой объем однородной продукции.
Haas Automation и CMZ всемирно известны производством двухревольверных токарных станков и других станков с ЧПУ премиум-класса.
Сравнение токарно-револьверного станка с другими токарными станками
Токарно-револьверный станок — это тип токарного станка по металлу, который позволяет устанавливать несколько режущих инструментов на его шестигранную револьверную головку.
По сравнению с токарными станками по дереву, токарные станки по металлу обеспечивают больший крутящий момент для вращения тяжелой заготовки и большую силу резания для удаления материала.
Даже самые лучшие токарные станки по дереву, доступные на рынке, имеют сравнительно меньший выходной крутящий момент, и поэтому токарные станки по дереву не идеальны для обработки металлов.
Следовательно, для обработки металла требуются специальные токарные станки по металлу, и в зависимости от их характеристик, конструкции и возможностей материала станки по металлу бывают разных типов.
В этом разделе мы сравним токарно-револьверные станки с другими аналогичными токарными станками по металлу: токарными станками Capstan и Engine.
Токарно-револьверный станок против токарного станка с токарным станком
Токарно-револьверный станок с токарно-револьверным станком
В приведенной ниже таблице я суммировал основные различия между токарным станком с токарно-револьверным станом и токарно-револьверным станком.
| Parameters | Capstan lathe | Turret lathe |
|---|---|---|
| Turret shape | Hexagonal, Square, or circular | Hexagonal |
| Speed of operation | Fast | Slow |
| Types | Horizontal только | Горизонтальное и вертикальное |
| Револьверная головка, установленная на | Рама, установленная на седле | Непосредственно на седле |
| Workpiece size | Small (up to 60mm in diameter) | Large (up to 120mm in diameter) |
| Workholding | Collet | Jaw chuck |
| Feed motion | Ram is moved | Седло перемещается |
| Размер станка | Легкий | Тяжелый |
Краткое изложение основных различий между токарным станком Capstan и револьверным токарным станком
Токарный станок Capstan представляет собой легкий станок, предназначенный для обработки небольших заготовок диаметром до 60 мм.
Токарные станки с револьверной головкой, с другой стороны, крупнее и могут обрабатывать заготовки почти в два раза больше, чем токарные станки Capstan.
Нежесткая конструкция и малый вес токарных станков Capstan делают их непригодными для выполнения тяжелых резов на заготовке.
Токарно-револьверный станок, будучи более тяжелым и устойчивым, может относительно легко выполнять тяжелые резы.
Токарный станок с револьверной головкой позволяет работать с заготовками меньшего размера, что также делает их более быстрыми по сравнению с токарными станками с револьверной головкой.
В токарных станках Capstan ползун скользит по седлу, обеспечивая подачу инструмента. Это уменьшает диапазон движения, тем самым уменьшая максимальную длину заготовки, которую можно обработать.
В токарно-револьверных станках суппорт целиком может скользить по направляющим, что обеспечивает больший диапазон движений, позволяя токарно-револьверным станкам обрабатывать более длинные заготовки.
Некоторые револьверные станки допускают боковое перемещение револьверной головки по отношению к станине, но ползун токарных станков с токарным станком не обеспечивает возможности бокового перемещения.
Механизмы индексации на обоих станках совершенно разные. На токарных станках Capstan маховик ползуна вращается в обратном направлении, чтобы индексировать инструмент.
В то время как на токарно-револьверных станках револьверную головку необходимо вращать вручную после освобождения всех зажимов, чтобы индексировать инструменты.
Револьверный токарный станок и моторный токарный станок
Двигатель и револьверный токарный станок
В таблице ниже я суммировал основные различия между револьверным токарным станком и моторным токарным станком.
| Parameters | Turret lathe | Engine lathe |
|---|---|---|
| Speed | Faster | Slower |
| Size | Comparatively small | Large |
| Direction of rotation | Clockwise and anti- по часовой стрелке | Только против часовой стрелки |
| Ходовой винт | Отсутствует | Присутствует |
| Количество инструментов | До шести | Только по одному |
| Цена | Дешевле | Дороже |
Основные различия между токарно-револьверными станками 90 инструменты, которые они могут держать.
Токарные станки с двигателем обычно имеют инструментальную стойку, которая может вмещать максимум 4 режущих инструмента, тогда как револьверная головка может одновременно вмещать шесть режущих инструментов.
Револьверные станки требуют больше времени для настройки, но они обеспечивают более высокую скорость обработки, что делает их подходящими для массового производства.
С другой стороны, токарные станки с двигателями требуют меньше времени для настройки, но их низкая скорость обработки делает их непригодными для массового производства.
Токарно-револьверные станки обеспечивают сравнительно большую гибкость в регулировке оптимальной скорости вращения шпинделя, что позволяет выполнять различные операции обработки различных материалов.
Помимо этих токарных станков, также доступны токарные станки по металлу: швейцарские токарные станки, токарные станки с ЧПУ и т. д.
Преимущества токарно-револьверного станка
Токарно-револьверный станок имеет очевидное преимущество перед обычными токарными станками, поскольку на них можно разместить до шести инструментов.
Замена инструмента на обычном токарном станке требует времени и замедляет производственный процесс.
В токарном станке с револьверной головкой револьверную головку можно вращать, чтобы менять инструменты для обработки детали. Это экономит время и снижает потребность в квалифицированных рабочих.
Использование токарно-револьверных станков повышает производительность за счет сокращения времени смены инструмента, тем самым сокращая время цикла.
Автоматические токарные станки с револьверной головкой могут производить дубликаты деталей с высокой повторяемостью по сравнению с токарными станками с ручным револьверным управлением.
Часто задаваемые вопросы
Что такое револьверная головка в револьверном станке?
Револьверная головка в токарно-револьверном станке представляет собой держатель инструмента, похожий на пистолет, который содержит шесть инструментов, которые можно использовать взаимозаменяемо. Башня может вращаться вокруг вертикальной оси либо вручную с помощью маховика, либо автоматически с помощью автоматизированного механизма.
Почему токарно-револьверный станок лучше обычных токарных станков?
Токарно-револьверные станки лучше, чем обычные токарные станки, потому что они одновременно держат несколько инструментов. Револьверную головку можно повернуть, чтобы получить доступ к режущему инструменту, необходимому для операции обработки. Это сокращает время смены инструмента, тем самым ускоряя производственный процесс.
Какой тип двигателя используется для управления револьверной головкой токарного станка с револьверной головкой?
Шаговые или серводвигатели используются для управления револьверной головкой токарного станка с револьверной головкой. Они обеспечивают высокую точность с точки зрения частоты вращения и угла поворота, которые необходимы для точного выравнивания инструментов с заготовкой.
Детали токарно-револьверного станка | Работа револьверного станка | Типы револьверных станков
Важный момент
Что такое револьверный токарный станок?
Токарно-револьверный станок представляет собой полуавтоматический токарный станок, используемый для серийного производства токарных деталей. Это шаг вперед по сравнению с уже выпускаемым токарным станком, поскольку он имеет шестигранную револьверную головку. Шестигранная револьверная головка представляет собой индексируемый держатель инструмента, который может одновременно удерживать шесть инструментов.
С помощью шестигранной револьверной головки можно выполнять несколько операций резания с помощью отдельного режущего инструмента в быстрой последовательности без необходимости замены или установки и установки инструмента на токарном станке. В токарно-револьверном станке инструмент может переключаться автоматически, что ускоряет и повышает эффективность производственных процессов.
Револьверный токарный станок может превратиться в другой режущий инструмент за несколько секунд, но на обычном токарном станке человеку может потребоваться несколько минут, чтобы вручную заменить режущий инструмент. Когда необходимо выполнить несколько операций и увеличить производительность, используется револьверный токарный станок.
Также прочтите: Коэффициент толщины стружки | Угол сдвига Коэффициент толщины стружки
Детали револьверного станка:
#1. Ноги
В револьверном станке присутствуют две ножки. На этих двух ножках находится полный токарный станок револьверного станка. Эти ножки используются для удержания всего веса машины. Эти ножки установлены на полу, чтобы предотвратить вибрацию машины.
#2. Кровать
Кровать на двух ножках. Эта кровать сделана из чугуна, потому что она должна выдерживать большие нагрузки и должна амортизировать удары. Это сделано через литье кровати.
#3. Передняя бабка
Передняя бабка токарно-револьверного станка аналогична передней бабке токарно-винторезного станка, но имеет большую и тяжелую конструкцию с более широким набором компонентов. Обычно диапазон скоростей варьируется от 30 до 2000 об/мин.
Одной из основных особенностей передней бабки револьверной головки является обеспечение быстрой остановки, запуска и изменения скорости, что позволяет оператору максимально использовать преимущества для любой работы, одновременно снижая скорость и снижая ее. Поедет — потеря времени на изменение скорости, остановку и трогание.
Для меньших по размеру и простых латте «капитан», где машина дольше остается в одном и том же или узком диапазоне рабочих диаметров, повторяющиеся изменения скорости не нужны, и для простоты используется трехступенчатый свободный конусный привод.
Это может быть выполнено с помощью специального промежуточного вала, так что ножки, соединенные с механизмом переключения ремня, запускаются, останавливаются и втягиваются педалями. Таким образом, оператор одной из этих машин может всегда управлять руками и рычагом, связанным с работой по резке.
Существует два основных типа: —
Рекламные объявления: — Электрическая головка с многоскоростным двигателем, устанавливаемая непосредственно на переднюю бабку, и полностью редукторная головка, которая обеспечивает более широкие скорости и позволяет выполнять более тяжелые пропилы.
Еще одной особенностью этой машины является направляющая штанга или опора для перекладины. Он расположен в верхней части передней бабки и, таким образом, обеспечивает жесткость и управляемость инструмента для точной работы, особенно при выполнении тяжелых резов.
№4. Шпиндель
Это часть токарно-револьверного станка, которая вращает патрон. Он присутствует в передней бабке и вращается при зацеплении с шестернями, находящимися внутри передней бабки.
#5. Патрон
Патрон используется для удержания и вращения заготовки. Патрон крепится болтами к шпинделю и вращается при вращении шпинделя. Эти патроны могут быть двух типов: 3-х кулачковые и 4-х кулачковые. 3-х кулачковый патрон также известен как универсальный патрон. 3-кулачковый патрон известен как универсальный патрон, потому что, когда мы вставляем один инструмент в паз для инструментов 3-кулачкового патрона, все 3 кулачка этого патрона начинают двигаться вместе, но в 4-кулачковом патроне мы должны вставить 4 инструмента в паз. слот для перемещения 4 челюстей вместе. 3-х кулачковые патроны используются для закрепления цилиндрических деталей, а 4-х кулачковые патроны могут использоваться для крепления квадратных, шестиугольных и неправильных форм.
#6. Приводная муфта
Используется для включения и выключения соединений между шестернями и шпинделем. При запуске шестерни и шпиндель отключены, но когда необходимо движение, шестерни и шпиндель могут быть включены с помощью ведущей муфты.
#7. Направляющие
Направляющие — это предварительно определенный путь с прорезями, по которому перемещаются каретка и седло.
#8. Подающий стержень
Подающий стержень обеспечивает точное продольное перемещение каретки. Каретка перемещается по подающему стержню и направляющим. Он называется подающим стержнем, потому что обеспечивает движение каретки.
#9. Седло
Седло может перемещаться влево и вправо по направляющим. В этом токарном станке с револьверной головкой есть два седла. Одно седло предназначено для стойки с инструментами, а другое — для шестиугольной револьверной головки.
#10. Каретка или поперечные салазки
Узел с поперечными салазками, оснащенный инструментами для торцовки, формовки и резки, несколько отличается по конструкции от стойки инструмента и тележки, используемой на стержнях.
Реклама:
- Он состоит из четырех основных частей:
- Поперечный салазок,
- Квадратная башня,
- Каретка,
больший зазор качания для работы. Такое расположение часто используется на станках седловидного типа для операций зажима большого диаметра.
В другом исполнении поперечные салазки устанавливаются на обоих верхних направляющих и дополнительно поддерживаются нижними направляющими. Такое расположение используется в машинах, которые используются для обработки прутков и в процессах, где не требуется зазор большого качания. Преимуществом этого типа является дополнительная стойка для инструментов сзади, часто используемая для операций резки.
Задняя и передняя квадратные турели установлены на верхней части поперечного салазка, каждая из них способна удерживать четыре устройства в готовности к использованию. Если требуется несколько различных средств, они настраиваются по порядку и могут быть быстро проиндексированы и привязаны к правильным условиям работы. Имитация разреза; слайд снабжен принудительной остановкой или отключением подачи.
Задний конец упора регулирует глубину реза задних револьверных инструментов, а передний конец упора регулирует глубину реза инструмента. Собаки сбоку от поперечного салазка прикрепляют эти упоры для регулирования хода поперечного салазка. Тележка имеет маховики для ручной подачи, как продольные, так и поперечные. В дополнение к ручной подаче можно установить механическую подачу (быструю или медленную), переместив рычаг, толкающий подпружиненный штифт внутрь.
Когда ходовые собачки сталкиваются с ограничителем подачи, они освобождают этот штифт, который закрывает рычаг подачи и останавливает движение.
Подача может быть перевернута вверх дном для движения инструмента в любом направлении. Для исключительно точной работы шкала поперечной подачи с градуировкой в сотых долях мм, отмеченная зажимом, позволяет оператору продолжать резку вручную на коротком расстоянии после того, как откидные упоры отключат механическую подачу.
#11. Стойка для инструмента
Стойка для инструмента используется для размещения инструмента в токарно-револьверном станке. Он особенно используется для удержания одноточечных режущих инструментов. Стойка этого инструмента может перемещаться горизонтально влево или вправо. Он также может пересекать кровать с помощью поперечной направляющей. Его можно перемещать с помощью маховика или перемещать автоматически.
#12. Рычаг сцепления
Рычаг сцепления находится на передней бабке. Используется для зацепления и демонтажа приводного механизма вдоль оси. Он присутствует на шестиугольном седле башни, которое можно продолжить.
#13. Шестигранная револьверная головка
Шестиугольные револьверные головки используются для крепления различных приспособлений для различных функций заготовки. Это называется шестиугольной башней, потому что она может одновременно удерживать шесть устройств. На этом токарном станке он наносится непосредственно на седло. Эти шестигранные револьверные головки также присутствуют в токарном станке Capstone, но находятся между суппортом поршня и шестигранной револьверной головкой.
#14. Турель
Турель представляет собой шестиходовой блок, который переносится на станине машины для размещения и перемещения оборудования. Каждая сторона шестиугольной револьверной головки снабжена четырьмя резьбовыми отверстиями для винтов для различных приспособлений, а в машине, проходящей через каждую раму и центр коаксиальной оси, шпиндель представляет собой отверстие, в котором крепятся ножки инструмента. Можно удерживать.
Для этого зажима часто используется болт с прокладкой. На токарных станках с токарным станком револьверная головка не шестиугольная, а сферическая с шестью отверстиями для размещения оборудования, поскольку оборудование, используемое для небольших задач, необходимо удерживать на плоской поверхности.
Поскольку оборудование подключается к разным граням револьверной головки для выполнения работы в процессе работы, необходимо во время рабочего цикла привести каждый инструмент в рабочее положение. Требуется отсортировать и подчеркнуть башню в постепенном положении, при котором ее грани квадратны по оси. На токарно-револьверном станке револьверная головка опирается на независимый подшипник, так что ее можно легко вытащить вручную, когда зажимное устройство отпущено.
Он расположен в каждом из шести правильных положений в грубой форме ручного райдера, и оператор станка вручную индексирует его в нужное положение после освобождения зажима и определения местоположения райдера. На токарном станке с токарным станком также предусмотрены средства, посредством которых револьверная головка автоматически индексируется в следующие положения, когда она достигает крайнего конца своего движения демонтажа из предыдущего положения.
Также прочтите: Заклепки и типы заклепочных соединений | Преимущества заклепочных соединений | Недостатки заклепочных соединений
Работа на токарно-револьверном станке:
Во-первых, заготовка, которую необходимо изменить до нужной формы и размера, удерживается в патроне. Эти патроны управляются гидравлически или пневматически. После этого все устройства помещаются в соответствующие отверстия шестигранной турели.
Затем высыпания чередуют, перекатывая чакли. Когда патрон вращается, заготовки, прикрепленные к патрону, также вращаются и прикрепляют шестигранную револьверную головку к вращающейся заготовке. Эта шестигранная инструментальная головка может вращаться, и при ее вращении нужный инструмент направляется к заготовке.
После встречи с требуемым инструментом-заготовкой инструмент подвергается воздействию заготовки, и выполняется требуемая операция. После завершения одной операции с использованием одного инструмента выдвигается другое устройство для выполнения различных операций путем вращения шестигранной револьверной головки.
В ручном револьверном станке необходимое оборудование используется непосредственно оператором путем вращения револьверной головки, а в автоматическом револьверном станке Револьверная головка приводится в исходное положение после завершения каждой операции, а оборудование автоматически индексируется.
Также прочтите: Детали поршневого насоса | Определение поршневого насоса | Работа поршневого насоса | Математический анализ поршневого насоса
Типы револьверных станков:
#1. В зависимости от ориентации револьверные станки делятся на два типа:
Горизонтальный револьверный станок: — В горизонтальном револьверном станке ориентация шестиугольной револьверной головки и заготовки является горизонтальной.
Вертикальный револьверный токарный станок: — В токарном станке с вертикальной револьверной головкой шестигранная револьверная головка и заготовка имеют вертикальную ориентацию. Заготовка помещается на горизонтальный стол токарного станка, а ось и патрон заготовки перпендикулярны вертикальному столу.
#2. На основе метода управления револьверные станки делятся на четыре типа:
Ручной револьверный токарный станок: — Ручной револьверный токарный станок является первым револьверным токарным станком в порядке исторического появления. Термин «револьверный станок» без указания типа понимается как относящийся к этому типу. Этот тип токарно-револьверного станка требует некоторого количества ручного труда для своей работы.
Автоматический револьверный станок (механически):- После ручного револьверного станка был разработан автоматический револьверный станок, который уменьшил обязанности оператора, а также увеличил производительность. Эти револьверные станки могут выполнять несколько циклов резки деталей без вмешательства человека. Эти револьверные латте автоматизируют скольжение и индексацию револьверной головки, а также открытие и закрытие патрона с помощью кулачка.
Малые и средние автоматические револьверные станки известны как винтовые станки или автоматические винтовые станки, а большие автоматические револьверные станки называются автоматическими защелками или автоматическими патронами,
Токарно-револьверные станки с ЧПУ и ЧПУ: ЧПУ для числового управления, а ЧПУ для компьютерного числового управления. Токарные станки с числовым программным управлением автоматизируют электронную автоматизацию и компьютерное числовое управление автоматически с использованием компьютеров. Этот тип журнала имеет возможность автоматически выбирать инструмент револьверной головки.
Этот автоматический револьверный токарный станок с ЧПУ и ЧПУ механически заменил автоматический револьверный токарный станок и ручной револьверный токарный станок, но не полностью.
Также читайте: Методы газовой сварки | Части сварочной горелки | Работа газовой сварки | Виды газовой сварки | Виды пламени при газовой сварке
Преимущества револьверного станка:
Ниже перечислены различные преимущества револьверного станка.
- Можно использовать большое количество инструментов без необходимости замены инструмента после каждой операции.
- Увеличение производительности.
- Снижение стоимости рабочей силы, так как требуется меньше квалифицированных рабочих.

- На этих токарных станках мы можем получить различные диапазоны скоростей.
Часто задаваемые вопросы (FAQ)
Токарно-револьверный станок
Токарно-револьверный станок представляет собой полуавтоматический токарный станок, используемый для серийного производства деталей токарных станков. Они могут делать все, от резки и шлифования до облицовки, токарной обработки и многого другого. Токарные станки определяются тем, как они удерживают заготовку. В токарном станке заготовка вращается, а неподвижный режущий инструмент давит на нее.
Револьверная головка в токарном станке
Револьверная головка содержит револьверную головку или специальный держатель инструмента, который можно использовать для одновременной установки нескольких различных инструментов.
Инструмент для токарного станка с револьверной головкой
Инструментальная револьверная головка более сложна, чем простой набор инструментов. Револьверная головка удерживает группу инструментов и вращается, чтобы установить новый режущий инструмент на место. Револьверный токарный станок. Работа Холдинг/Инструментальные Столбы и Токарный Инструмент/Инструмент Револьверного Токарного станка.
Инструмент для револьверного станка
Инструмент для револьверного станка. Зажимы/стойки для инструментов и оснастка для токарных станков/револьверные головки для токарных станков Револьверные головки для токарных станков представляют собой держатели индексных инструментов для токарных станков, передаточных станков и других станков.
Инструментальные револьверные головки вращаются вдоль вертикальной оси, чтобы привести каждый инструмент в правильное положение во время цикла токарной обработки. Как правило, вся револьверная головка перемещается в продольном направлении, чтобы обеспечить подачу инструментов.
LevinLathe.com: ТОЧНЫЕ ТОКАРНЫЕ СТАНКИ
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
© .Все права защищены | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
© 2009-2022. Inter-Plant Sales, Inc. Все права защищены. | |||||||||||||||||||||||||||||||||||
Токарный револьверный тип Полый шпиндель 45″ Поворотный
Тип револьверной головки токарного станка Полый шпиндель 45″ Поворотный
Серия револьверной головки
Обычная
Тип револьверной головки токарного станка Полый шпиндель 45 дюймов, поворотный
Описание
В связи с высоким спросом мы разработали новую модель на основе очень успешной серии моделей PB для тяжелых условий эксплуатации. См. варианты ниже, чтобы узнать о доступном диаметре шпинделя и размере станка. опции Машины могут быть изготовлены по вашим спецификациям
| СЕРИЯ РЕВОШНИКОВ Отверстие шпинделя ММ ДЮЙМЫ | 1А 179- 7” | 2A 205- 8” | 3A 230- 9” | 4А 255-10” | 5А 318-12″ | 6А 360-14” | 7A 420- 16 дюймов |
| Револьверная башня или составной инструментальный пост, опция | 205м | ||||||
| Гидравлическая башня (H6) | СТ470 | ||||||
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | |||||||
| ПУНКТ | БЛОК | Серия БАШНЯ | |||||
| _МОЩНОСТЬ | |||||||
| Высота центра | мм (дюймы) | 590 (23. 22) | |||||
| Качели над кроватью | мм (дюймы) | 1 165 (45,86) | |||||
| Поворот над левой поперечной направляющей | мм (дюймы) | 840 (33.07) | |||||
| Расстояние между центрами | мм (дюймы) | 3000 | (120), 4000 (160), 5000 (200), 6000 | (240) | |||
| КРОВАТЬ | |||||||
| Ширина (без вспомогательной направляющей) | мм (дюйм) | 715 (28.14) | |||||
| Ширина (W Вспомогательная направляющая) | мм (дюймы) | 800 (31.49) | |||||
| КАРЕТКА | |||||||
| Поперечный ход салазок (левая сторона) | мм (дюймы) | 800 (31. 49) | |||||
| Перемещение башни башни (левая сторона) | мм (дюймы) | Фиксированный | |||||
| Составной ход покоя (левая сторона) | мм (дюймы) | 500 (19,68) | |||||
| Поперечный ход (правая сторона) | мм (дюймы) | 800 (31.49) | |||||
| Гидравлическое перемещение револьверной головки (правая сторона) | мм (дюймы) | Фиксированный | |||||
| ДИАПАЗОН ПОДАЧ РЕЗЬБЫ | |||||||
| Продольная подача | мм/об (дюйм/об) | 0,045-2,55 (0,0018-0,1) | |||||
| Поперечная подача | мм/об (дюйм/об) | 0,023-1,28 (0,0009-0,05) | |||||
| Продольная быстрая подача | мм/мин (дюйм/мин) | 2000 (78,74) | |||||
| Ускоренная поперечная подача | мм/мин (дюйм/мин) | 1 270 (50) | |||||
| Метрическая резьба | мм/об (виды) | 1-56 (60) | |||||
| Дюймовая резьба | TPI (виды) | 1/2-28 (60) | |||||
| Модульная резьба | МОД (виды) | 0,25-14 (60) | |||||
| Диаметральная резьба | ДП (виды) | 2-112 (60) | |||||
| Шаг ходового винта | мм (TPI) | 12 (2) | |||||
| ДВИГАТЕЛЬ | |||||||
| Двигатель главного шпинделя | кВт (л. с.) | 22 (30)–СТД. ; 29 (40)/37(50)-ОПТ. | |||||
| Двигатель насоса охлаждающей жидкости | кВт (л.с.) | 0,1 (0,125) | |||||
Показанная здесь машина оснащена одним стандартным седлом и седлом с усиленной гидравлической турелью. Станок имеет очень успешную полуавтоматическую систему нарезания резьбы и гидравлическую систему копирования на обоих седлах, доступно множество отверстий шпинделя. Доступен любой размер отверстия, который подходит для машины модели PB.
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ
Цельнолитая литая станина полностью опирается на пол для обеспечения максимальной жесткости
Массивная передняя бабка для тяжелых условий эксплуатации
6-ходовая механическая/быстрая подача
Верхний салазок закален и прецизионно отшлифован
Естественные и устранимые зазоры
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
Муфта и тормоз передней бабки
Запрос котировки
Узнать цену
Техническая информация span>
Тип башни Megabore основан на нашей модели PB и имеет поворот над станиной 45 дюймов.
Полые шпиндели от 7 до 16 дюймов.
Capstan & Turret Tale- Введение, работа, преимущество, разница
Содержание
Capstan и Turret Tale:
ВВЕДЕНИЕ:
- A Capstan и Turret Matche . Он используется для изготовления любого количества неразличимых деталей в базовое время.
- Модифицирован из токарно-винторезных станков .
- Они были впервые созданы в Соединенных Штатах Америки ПРАТТОМ и УИТНИ в 1860 году.
- Токарные и револьверные станки Полуавтоматические токарные станки , которые помогают сделать вспомогательное движение быстрым и точным.
- Задняя бабка заменяется многопозиционной инструментальной головкой с возможностью индексации.
- Это производственный станок, используемый для производства заготовок.
- Турельная головка имеет шестиугольный квадрат , имеющий шесть выступов с тягой для установки не менее шести инструментов друг за другом. Резьбовые отверстия на этих гранях используются для удержания инструментов.
Краткая обработка:
- Заготовка удерживается в сборе или патронах, которые приводятся в действие гидравлически или пневматически. На револьверной головке все инструменты удерживаются в соответствующих отверстиях.
- Инструмент перемещается с помощью револьверной головки согласно последовательности операций.
- Сверление, растачивание, токарная обработка, развертывание, нарезание резьбы Инструменты устанавливаются на головку револьверной головки.
- Формовка, снятие фаски, накатка Инструменты устанавливаются на переднем конце револьверной головки.
- Инструмент Parting устанавливается в перевернутом положении на заднем конце револьверной головки.
- Револьверная головка возвращается в исходное положение после завершения каждой операции, при которой инструменты индексируются автоматически.
Преимущества
- Высокая производительность.
- Получены разные диапазоны скоростей.
- Можно разместить ряд инструментов.
- Требуется меньше квалифицированных операторов, что снижает стоимость рабочей силы.
- Более высокая жесткость, позволяющая выдерживать большие нагрузки.
Разница между токарным станком Capstan и револьверным станком
| S. № | Токарный станок с токарным станком | Токарно-револьверный станок |
| 1. | Револьверная головка устанавливается на ползун, а ползун устанавливается на седло. | Револьверная головка устанавливается непосредственно на седло, и седло скользит по направляющим станины. |
| 2. | Седло фиксируется во время обработки. | Седло перемещается вместе с револьверной головкой во время обработки. |
| 3. | Головка башни не может двигаться в поперечном направлении. | Головка револьвера может перемещаться крест-накрест. |
| 4. | Продольное перемещение башни меньше. | Продольное перемещение башни больше. |
| 5. | Максимальный размер прутка до 60 мм. | Максимальный размер стержня до 200 мм. |
| 6. | Набор используется для удержания заготовки. | Кулачковый патрон используется для удержания заготовки. |
| 7. | Скорость подачи инструмента относительно выше. | Скорость подачи инструмента относительно ниже. |
| 8. | Это легкая машина. | Это более тяжелая машина. |
| 9. | Имеет простую инструментальную головку. | Имеет шестигранную головку. |
| 10. | Автоматическое индексирование. | Ручное индексирование. |
Кэпстан и инструменты Turret Rothe
1. Инструмент поворота
2. Сборник
.
6. Сверление
7. Скучный инструмент
8. Страница
9. Reamer
. 1. Токарный инструмент
- Токарный инструмент устанавливается на поперечный суппорт или коленный держатель.
- Полая фреза — это специальный токарный инструмент, используемый в токарных и револьверных станках.
2 . Торцовочный инструмент
- Торцовочный инструмент может быть установлен на поперечных салазках или на коленном держателе инструмента.
3. Отрезной инструмент
- Инструмент устанавливается на задней стойке инструмента.
- На инструменте предусмотрен зазор по всему периметру, чтобы освободить место для работы во время резки.
4. Формовочный инструмент
- Формовочные инструменты могут быть прямыми или круглыми.
5. Сверло
- Сверло — это инструмент, который в основном используется для проделывания круглых отверстий или забивания крепежных деталей.
6. Расточный инструмент
- Буровые установки , установленные на бурильных штангах, используются для разработки зазора в шпилевом или револьверном станке.
7. Рассверливание
- Рассверливание используется для расширения просверленного отверстия с одного конца.
8. Развертка
- Развертка используется для определения размера и чистовой обработки отверстия.
- Развертки могут иметь не менее двух прямых или спиральных деревянных духовых инструментов в корпусе.
9. Инструмент для нарезания наружной резьбы
- Наружная резьба нарезается на токарном или револьверном токарном станке с использованием одного из следующих инструментов:
а. Массивные пуговичные штампы
b. Чейзеры
i. Радиальный упор
ii. Тангенциальный бегунок
iii. Круглый гребень
в. Одноточечные инструменты
10. Инструмент для нарезания внутренней резьбы
а. Сплошной кран
б. Кран разборный
c. Одиночный режущий инструмент или гребенка
11. Инструмент для снятия фаски
- Инструмент для снятия фаски устанавливается на револьверной головке с четырьмя позициями на поперечном суппорте.
- Крайнее продольное положение седла регулировочное по упору.
12. Упор
- Представляет собой цилиндрический стержень, положение которого можно регулировать относительно носика шпинделя с помощью упора револьверной головки.
- В некоторых рабочих столах для точной настройки предусмотрена микрометрическая шкала.
Удерживающие устройства и приспособления для крепления инструментов
| С.НО. | Удерживающие устройства | Схема | С.НО . | Устройства для удержания инструмента | Схема |
| 1. | Кулачковые патроны | 1. | Прямой держатель ножей | ||
| б. | Самоцентрирующийся патрон | 2. | Держатель нескольких ножей | ||
| в. | Независимый патрон | 3. | Смещенный держатель фрезы | ||
| д. | Комбинированный патрон | 4. | Держатель комбинированного инструмента | ||
| эл. | Пневматический патрон | 5. | Коленный держатель инструмента | ||
| 2. | Цанговые патроны | 6. | Держатель ползункового инструмента | ||
| а. | Выдвижной тип | 7. | Держатель инструмента для накатки | ||
| б. | Втягивающий тип | 8. |